Tiêu chuẩn ngành 22 TCN 280:2001 về tiêu chuẩn kỹ thuật hàn cầu thép do Bộ Giao thông vận tải ban hành
TIÊU CHUẨN KỸ THUẬT
22 TCN 280 - 01
HÀN CẦU THÉP
(Ban hành kèm theo Quyết định số 3695/2001/QĐ-BGTVT, ngày 7/11/2001 của Bộtrưởng Bộ Giao thông Vận tải)
Chương 1
CÁC ĐIỀU KHOẢN CHUNG
1.1. Phạm vi áp dụng
1.1.1.Nội dung Tiêu chuẩn này quy định các yêu cầu kỹ thuật về hàn hồ quang các kết cấu cầu thép. Tiêu chuẩn áp dụng cho thiết kế, chế tạo và kiểm tra nghiệm thu. Những tiêu chuẩn chấp nhận mối hàn khác với quy định của Tiêu chuẩn này có thể sử dụng nếu được cơ quan có thẩm quyền cho phép.
1.1.2. Trong hàn chế tạo kết cấu thép, các Nhà thầu phải xây dựng quy trình công nghệ hàn cho từng kết cấu cụ thể dựa trên những quy định của Tiêu chuẩn này. Các quy trình công nghệ hàn phải được thí nghiệm chứng chỉ theo yêu cầu trong chương 6 và được Tư vấn kỹ thuật của chủ Công trình phê duyệt mới được áp dụng trong sản xuất.
1.1.3. Cụm từ “Tư vấn kỹ thuật” sử dụng trong tiêu chuẩn này để chỉ Cơ quan hoặc người đại diện thay mặt cho Chủ công trình giải quyết mọi vấn đề kỹ thuật. Cụm từ “Nhà thầu” dùng trong Tiêu chuẩn này để chỉ tổ chức chịu trách nhiệm thực hiện các hạng mục của công trình theo bản hợp đồng đã ký kết.
1.2. Tiêu chuẩn trích dẫn
TCVN 5017 - 89: Hàn kim loại. Thuật ngữ và định nghĩa.
TCVN 5400 -91: Mối hàn. Yêu cầu chung về lấy mẫu để thử cơ tính.
TCVN 5401 -91: Mối hàn. Phương pháp thử uốn.
TCVN 5402 -91: Mối hàn. Phương pháp thử uốn va đập.
TCVN 5403 -91: Mối hàn. Phương pháp thử kéo.
TCVN 258 - 85: Kim loại. Xác định độ cứng theo phương pháp Vicke.
TCVN 6735 - 2000: Kiểm tra các mối hàn bằng siêu âm.
TCVN 4395 - 86: Kiểm tra không phá hủy. Kiểm tra mối hàn kim loại bằng tiaRơnghen và Gamma.
TCVN 4396 - 86: Kiểm tra không phá hủy. Phương pháp dùng bột từ.
TCVN 1821 - 76: Gang thép. Phương pháp phân tích hóa học. Phân tích hàm lượngCacbon.
TCVN 1814-76: Gang thép. Phương pháp phân tích hóa học. Phân tích hàm lượngSilic.
TCVN 1819-76: Gang thép. Phương pháp phân tích hóa học. Phân tích hàm lượngMangan.
TCVN 1815-76: Gang thép. Phương pháp phân tích hóa học. Phân tích hàm lượngPhôtpho.
TCVN 1820 - 76: Gang thép. Phương pháp phân tích hóa học. Phân tích hàm lượng lưu huỳnh.
TCVN 6700 - 1: 2000 (ISO 9606 - 1: 1994) Kiểm tra chấp nhận thợ hàn - Hàn nóng chảy.
Phần 1: Thép
TCVN 6115: 1996 (ISO 6520: 1982): Phân loại và giải thích các khuyết tật trong mối hàn nóng chảy.
ISO 9956 - 2: 1995: Đặc tính kỹ thuật và sự chấp nhận quy trình hàn vật liệu kim loại.
Phần 2: Yêu cầu kỹ thuật quy trình hàn hồ quang
ISO 9956 - 3: 1995: Đặc tính kỹ thuật và sự chấp nhận quy trình hàn vật liệu kim loại.
Phần 3: Kiểm tra quy trình hàn hồ quang đối với thép
ISO 2253: 1992: Mối hàn - Biểu diễn các ký hiệu trên bản vẽ.
TCVN 3146 - 86: Công việc hàn điện. Yêu cầu chung về an toàn.
TCVN 3254 - 89: An toàn cháy. Yêu cầu chung.
TCVN 3255 - 86: An toàn nổ. Yêu cầu chung.
1.3. Các phương pháp hàn sử dụng
Tiêu chuẩn này quy định các phương pháp hàn hồ quang sau đây được sử dụng cho hàn cầu thép:
Hàn tay bằng que hàn bọc thuốc. (Ký hiệu là SMAW - xem ghi chú trang 10)
Hàn tự động và bán tự động dưới lớp thuốc hàn. (SAW)
Hàn trong khí bảo vệ hoặc dây hàn lõi thuốc.(GMAW hoặc FCAW)
1.4. Đơn vị đo lường và các ký hiệu về hàn
Các đơn vị đo sử dụng trong Tiêu chuẩn này theo Hệ số Quốc tế SI.
Các thuật ngữ và các ký hiệu về hàn trong Tiêu chuẩn này được dùng theo tiêu chuẩn Việt Nam hiện hành, các trường hợp khác được giải thích bằng hình vẽ hoặc lời chú thích.
1.5. Kỹ thuật an toàn
Các cơ sở sản xuất kết cấu cầu thép phải chấp hành các quy định về kỹ thuật an toàn nêu trong chương 8 của Tiêu chuẩn này cũng như các điều luật an toàn khác của Nhà nước Việt Nam.
Chương 2
KẾT CẤU CÁC MỐI HÀN
2.1. Các bản vẽ
2.1.1. Các thông số đầy đủ về vị trí, kích thước các mối hàn phải được thể hiện rõ trên bản vẽ. Trên các bản vẽ cũng phải ghi rõ liên kết hàn được thực hiện trong phân xưởng hay thực hiện tại công trường. Nếu không được chỉ ra trên bản vẽ thì toàn bộ các mối hàn vát mép dù hàn ở phân xưởng hay hàn trên công trường đều được hiểu là mối hàn vát mép ngấu hoàn toàn.
2.1.2. Các mối hàn đặc biệt quan trọng mà trình tự công nghệ hàn cần được kiểm soát chặt chẽ để giảm ứng suất và biến dạng dư thì phải được ghi chú trong bản vẽ chế tạo.
2.1.3. Trên bản vẽ chế tạo cần quy định các thông số vát mép như góc vát (a) chiều sâu vát mép vát (S) và kích thước mối hàn (E) đối với từng phương pháp hàn và từng tư thế hàn được sử dụng.
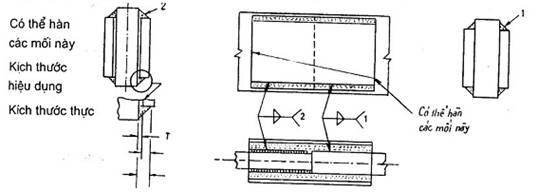
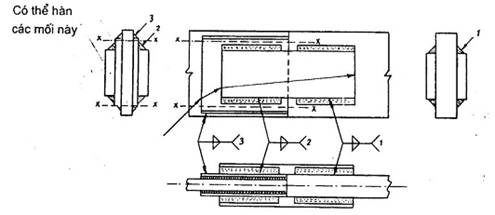
2.1.4. Trên bản vẽ thiết kế cần chỉ ra các mối hàn vát mép ngấu hoàn toàn và ngấu không hoàn toàn. Ký hiệu không kích thước để chỉ mối hàn ngấu hoàn toàn như sau:
Ký hiệu có kích thước để chỉ mối hàn ngấu không hoàn toàn như sau:
Trong đó:
E1- kích thước hiệu dụng mối hàn ở mặt không có mũi tên;
E2 - kích thước hiệu dụng mối hàn ở mặt có mũi tên.
2.1.5. Các yêu cầu đặc biệt về kiểm tra mối hàn cần được chỉ ra trên bản vẽ hoặc các tài liệu kỹ thuật.
2.2. Mặt cắt hiệu dụng và kích thước mối hàn
2.2.1. Với mối hàn đối đầu: Diện tích mặt cắt hiệu dụng bằng chiều dài hiệu dụng nhân với chiều sâu hiệu dụng của mối hàn.
2.2.1.1. Chiều dài hiệu dụng của mối hàn là phần được nối vuông góc vớihướngứngsuất.
2.2.1.2. Chiều sâu hiệu dụng của mối hàn ngấu hoàn toàn bằng chiều dàycủabảnmỏngnhất được nối, không tính bất cứ phần lồi hoặc tăng cường nào của mối hàn.
2.2.1.3. Chiều sâu hiệu dụng của mối hàn vát mép ngấu không hoàn toàn được tính như sau: Nếu góc vát nhỏ hơn 60° thì chiều sâu hiệu dụng mối hàn bằng chiều sâu mép vát S trừ 3mm đối với mọi tư thế hàn. Nếu góc vát lớn hơn hoặc bằng 60° khi hàn ở tư thế hàn bằng hoặc hàn ngang thì chiều sâu hiệu dụng mối hàn bằng chiều sâu mép vát S. Còn khi hàn ở tư thế đứng hoặc hàn trần thì bằng chiều sâu mép vát S trừ đi 3mm.
2.2.1.4. Chiều sâu hiệu dụng tối thiểu cho phép đối với mối hàn ngấu không hoàn toànđược quy định ở bảng 2.2.
2.2.2. Đối với mối hàn góc: Mặt cắt hiệu dụng của mối hàn góc bằng chiều dài hiệu dụngnhân với chiều sâu hiệu dụng.Ứng suất của mối hàn góc được tính ở mặt cắt hiệudụng này, bất kể hướng của lực tác dụng.
2.2.2.1. Chiều dài hiệu dụng của đường hàn góc là toàn bộ chiều dài mối hàn đủ kíchthước.
2.2.2.2. Chiều dài hiệu dụng của đường hàn góc cong được đo ở đường tâm của chiều sâuhiệu dụng.
2.2.2.3. Chiều dài hiệu dụng nhỏ nhất không được nhỏ hơn 4 lần kích thước chân(Z) danhđịnh của mối hàn góc hoặc 40mm, lấy giá trị lớn hơn.
2.2.2.4. Chiều sâu hiệu dụng của mối hàn góc là khoảng cách ngắn nhất từ gốc mối hànđến bề mặt của đa giác nội tiếp trong mặt cắt mối hàn.
2.3. Liên kết hàn đệm
2.3.1. Các bản hàn đệm (Hình 2.1) được xếp loại kém khi xét ảnh hưởng của hình dáng kếtcấu đến độ bền mỏi và không được sử dụng cho các nhân tố chịu kéo và chịu tảitrọng lặp. Nó được dùng để nối các bản có chiều dày khác nhau hoặc khắc phục sựsắp xếp hình học hiện có cho mối nối mới bằng cách hàn đệm.
a. Bản đệm có chiều dày nhỏ hơn 6mm
b. Bản đệm có chiều dày lớn hơn hoặc bằng 6mm
Hình 2.1. Liên kết hàn điệm
2.3.2. Bản đệm có chiều dày nhỏ hơn 6 mm không được sử dụng để truyền ứng suất mà chỉ giữ vai trò bản đệm. Kích thước chân mối hàn dọc cạnh cần tăng thêm một số đúng bằng chiều dày bản đệm (hình 2.1a).
2.3.3. Bản đệm có chiều dày lớn hơn hoặc bằng 6mm phải có kích thước dài và rộng lớn hơn bản táp. Các mối hàn góc liên kết bản táp với bản đệm phải đủ kích thước chân và độ dài để bảo đảm truyền các lực tác dụng (hình 2.1.b)
2.4. Liên kết hàn góc và chữ T
Bảng 2.1
Kích thước chân tối thiểu cho phépcủa mối hàn góc (")
Chiều dày T bản dày nhất (mm) | Kích thước chân z tối thiểu (mm) (') |
T ≤ 20 T> 20 | 6 (có thể dùng đường hàn một lớp) 8 |
(') Kích thước Z không được vượt quá chiều dày của bản mỏng nhất được nối.
(") Nếu kích thước nhỏ hơn chỉ định trên thì phải được Tư vấn kỹ thuật phê duyệt.
Kích thước tối đa của mối hàn góc dọc cạnh
Mối nối T nghiêng
Hình 2.2. Chi tiết cho các dạng mối hàn góc
2.4.1. Các mối hàn góc thực hiện bằng hàn tay, hàn dưới lớp thuốc, hàn trong khí bảo vệ hay dây hàn lõi thuốc thỏa mãn các điều kiện từ 2.4.2 đến 2.4.6 và mô tả trên hình 2.2 thì không cần thực hiện chứng chỉ công nghệ cho mối hàn đó theo chương 6.
2.4.2. Kích thước chân Z tối thiểu không kể mối góc tăng cường cho mối hàn vát mép, thỏa mãn như chỉ ra trong Bảng 2.1 có thể sử dụng nếu đáp ứng yêu cầu thiết kế.
2.4.3. Kích thước chân Z tối đa của mối hàn góc dọc cạnh bản nối quy định như sau:
Bằng chiều dày bản mỏng nhất nếu chiều dày đó đến 6mm (hình 2.2 chi tiết A). Bằng chiều dày bản mỏng nhất trừ đi 2mm nếu chiều dày đó lớn hơn 6mm (Hình 2.2 chi tiết B) nếu không có chỉ định nào khác trên bản vẽ thiết kế.
2.4.4. Mối hàn góc trong lỗ hoặc rãnh của liên kết chồng có thể dùng để truyền lực cắt hoặc chống phình, chống tách thì không được coi là mối hàn lỗ hoặc rãnh.
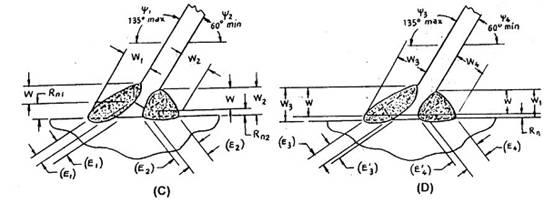
2.4.5. Mối hàn góc được phép sử dụng cho liên kết T nghiêng, nếu góc nghiêng Y của bản không nhỏ hơn 60o hoặc lớn hơn 135o (Hình 2.2 chi tiết C và D). Phải sử dụng chi tiết D nếu Rn lớn hơn 5mm.
2.4.6. Nếu phía thiết kế cho phép hàn đứt quãng thì chiều dài mỗi đoạn không được nhỏ hơn 4 lần kích thước chân dang định của mối hàn góc hoặc 40mm, lấy giá trị lớn hơn.
2.4.7. Đối với các liên kết góc và liên kết T làm việc uốn quanh trục song song với mối nối, phải bố trí mối hàn sao cho tránh tập trungứng suất kéo ở gốc các mối hàn.
2.4.8. Liên kết góc và liên kết T song song với hướng ứng suất tính toán của các thanh tổ hợp từ các bản làm việc kéo nén dọc trục, thì không nhất thiết phải là mối hàn vát mép ngấu hoàn toàn. Có thể dùng mối hàn góc dạng ngấu không hoàn toàn và tăng cường thêm mối hàn góc cho các thanh loại này.
2.4.9. Mối hàn góc chịu lực kéo ở hướng không song song với trục đường hàn, không được kết thúc ở góc của kết cấu hoặc điểm cắt của các cạnh bản mà phải hàn vòng qua đó một cách liên tục đầy đủ kích thước. Chiều dài đoạn đường hàn sau chỗ vòng không được nhỏ hơn 2 lần kích thước mối hàn nếu toàn bộ đường hàn cùng nằm trên cùng một mặt phẳng của bản.
2.4.10. Các mối hàn góc được hàn từ 2 phía của một mặt phẳng tiếp xúc chung phải kết thúc trước điểm giao cắt đó một khoảng tối thiểu 50mm (Xem hình 2.3).
Hình 2.3. Các mối hàn góc ở hai phía của mặt phẳng tiếp xúc chung
2.5. Mối hàn lỗ, hàn rãnh
2.5.1. Hàn lỗ, hàn rãnh có thể được thực hiện bằng hàn que bọc thuốc, hàn trong khí bảo vệ hoặc hàn bằng dây hàn lõi thuốc mà không cần thí nghiệm chứng chỉ công nghệ nếu đảm bảo những quy định của Tiêu chuẩn này.
2.5.2. Đường kính lỗ nhỏ nhất không được nhỏ hơn chiều dày bản cộng thêm 8mm. Đường kính lỗ lớn nhất không được vượt quá lỗ nhỏ nhất cộng 3mm hoặc 2.25 lần chiều dày bản, lấy giá trị lớn hơn.
2.5.3. Khoảng cách nhỏ nhất từ tim lỗ đến tim lỗ không nhỏ hơn 4 lần đường kính lỗ.
2.5.4. Chiều dài của mối hàn rãnh không vượt quá 10 lần chiều dày bản thép có rãnh. Chiều rộng của rãnh không nhỏ hơn chiều dày bản cộng 8mm. Chiều rộng rãnh lớn nhất không vượt quá rãnh nhỏ nhất cộng 3mm hoặc 2,25 lần chiều dày bản, lấy giá trị lớn hơn.
2.5.5. Phần kết thúc của mối hàn rãnh phải về nửa đường tròn với bán kính bằng nửa chiều rộng của rãnh.
2.5.6. Khoảng cách giữa các đường tim của các rãnh song song không nhỏ hơn 4 lần chiều rộng của rãnh. Khoảng cách giữa các đầu rãnh kề nhau trên đường thẳng tim rãnh không nhỏ hơn chiều dài của rãnh.
2.6. Liên kết hàn chồng.
2.6.1. Phần chống tối thiểu của các bản trong liên kết chồng chịu lực, phải bằng ít nhất 5 lần chiều dày bản mỏng nhất của liên kết. Nếu các thành phần của bản liên kết chồng không có giằng giữ chống uốn, chống phình, chúng phải được liên kết ít nhất bằng hai đường hàn góc, hàn lỗ, hàn rãnh theo hướng ngang của dầm, hoặc ít nhất hai đường hàn góc hay hàn rãnh theo chiều dọc dầm.
2.6.2. Nếu chỉ có các đường hàn góc được sử dụng trong liên kết chồng ở cuối liên kết, thì chiều dài của mỗi đường hàn góc không được nhỏ hơn khoảng cách giữa các đường hàn đó (hai đường hàn dọc dầm trong hình 2.3). Khoảng cách ngang giữa các đường hàn không nhỏ hơn 16 lần chiều dày của bản mỏng nhất được liên kết (cũng như vậy đối với) các mối hàn lỗ hoặc rãnh để chống phình, chống tách. Đường hàn góc đó có thể hàn ở cạnh dọc các bản hay trong các rãnh dọc.
2.6.3. Khi sử dụng mối hàn góc trong lỗ hoặc rãnh, Thì khoảng cách giữa các cạnh lỗ hoặc rãnh đo ở hướng vuông góc với hướng ứng suất không được nhỏ hơn 5 lần chiều dày bản thép. Độ bền của bản liên kết được tính toán trên cơ sở mặt cắt còn lại của bản đó sau khi đã trừ đi mặt cắt của các lỗ hoặc rãnh.
2.6.4. Liên kết chồng được xếp vào loại kém về độ bền, vì thế nên tránh khi có thể, đặc biệt đối với kết cấu chịu ứng suất kéo hoặc chịu tải trọng lặp.
2.7. Các dạng liên kết và mối hàn không được phép sử dụng
Các liên kết và mối hàn liệt kê sau đây không được phép sử dụng trong chế tạo cầuthép:
1) Tất cả các mối hàn vát mép ngấu không hoàn toàn trong liên kết đối đầu, ngoại trừ kết cấu chịu ứng suất nén thuần túy đã được cơ quan thiết kế chỉ định.
2) Mối hàn vát mép ngấu hoàn toàn, trong tất cả phân tố chịu ứng suất tính toán hoặc trong các phân tố thứ cấp nhưng chịu ứng suất kéo hay tải trọng lặp, được hàn từ một phía mà không có đệm mặt sau hoặc có đệm thép nhưng không phù hợp với quy định của Tiêu chuẩn này.
3) Mối hàn đối đầu đứt quãng.
4) Mối hàn góc đứt quãng, trừ trường hợp được Tư vấn kỹ thuật phê duyệt.
5) Mối hàn vát mép V lệch và J trong liên kết đối đầu cho tư thế hàn bằng, tư thế hàn đứng và tư thế hàn trần (xem hình 2.4)
6) Các mối hàn lỗ và hàn rãnh trong kết cấu chịu kéo và chịu tải trọng lặp.
2.8. Chấp nhận mối nối
Các kết cấu mối hàn thỏa mãn yêu cầu của Tiêu chuẩn này và phù hợp với Hình 2.4 và Hình 2.5 thì được chấp nhận mà không cần phải tiến hành thí nghiệm chứng chỉ về dạng mối hàn.
2.9. Các mối hàn vát mép ngấu hoàn toàn
2.9.1. Kích thước mối hàn vát mép ngấu hoàn toàn được chỉ ra trên bản vẽ thiết kế hoặc bản vẽ chế tạo như hình 2.4
2.9.2. Đối với liên kết góc có vát mép, có thể vát lệch hoặc vát cả hai phía nhưng phải đảm bảo giữ một khoảng cách từ mép vát ra cạnh ngoài sao cho khi hàn kim loại không bị chảy tràn. Việc vát ra phía ngoài của bản có ưu điểm là làm giảm khả năng bản bị xé do phân lớp.
2.10. Các mối hàn vát mép ngấu không hoàn toàn
2.10.1. Ngoài các mối hàn vát mép ngấu không hoàn toàn như mô tả trên hình 2.5, tất cả các mối hàn vát mép khác không có tấm đệm được hàn một mặt và mối hàn vát mép hàn hai mặt nhưng không xoi mặt sau khi đã hàn mặt thứ nhất thì đều được coi là mối hàn ngấu không hoàn toàn.
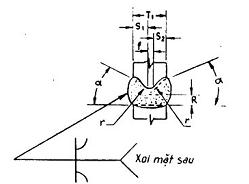
2.10.2. Kích thước hiệu dụng tối thiểu của mối hàn ngấu không hoàn toàn vát mép vuông V.J.U một mặt hoặc hai mặt được quy định trong bảng 2.2. Trên bản vẽ chi tiết cần ghi rõ chiều sâu mép vát (S) để tính kích thước hiệu dụng (E) của mối hàn cho từng phương pháp hàn và tư thế hàn được sử dụng.
Kích thước hiệu dụng tối thiểu của mối hàn vát mép
Bảng 2.2
Ngấu không hoàn toàn (")
Chiều dày T bản dày nhất(mm) | Kích thước hiệu dụng tối thiểu (mm) (') |
T ≤ 20 | 6 |
T> 20 | 8 |
(') Không được vượt quá chiều dày của bản mỏng nhất được nối.
(") Nếu kích thước nhỏ hơn chỉ định trên thì phải được Tư vấn kỹ thuật phê duyệt.
Giải thích các ký hiệu và ghi chú ở hình 2.4 và hình 2.5
Ký hiệu dạng liên kết
B - Liên kết đối đầu
C - liên kết góc
T - Liên kết chữ T
BC - Liên kết đối đầu hoặc góc
TC - Liên kết chữ T hoặc góc
BTC - Liên kết đối đầu, chữ T hoặc góc
Ký hiệu về độ dày thép cơ bản và độ ngấu mối hàn:
L - Có giới hạn độ dày cho mối hàn ngấu hoàn toàn.
U - Không giới hạn độ dày cho mối ngấu hoàn toàn.
P - Mối hàn ngấu không hoàn toàn.
Ký hiệu dạng vát mép mối hàn:
1 - Vát vuông.
2 - Vát V một mặt.
3 - Vát V hai mặt.
4 - Vát V lệch, một mặt.
5 - Vát V lệch, hai mặt.
6 - Vát U một mặt.
7 - Vát U hai mặt.
8 - Vát J một mặt.
9 - Vát J hai mặt.
Các chữ ghi sau ký hiệu liên kết để chỉ phương pháp hàn:
Không ghi - Hàn tay với que hàn bọc thuốc.
S - Hàn dưới lớp thuốc hàn.
G - Hàn trong khi bảo vệ.
F - Hàn dây lõi thuốc.
Ký hiệu phương pháp hàn:
SMAW - Hàn tay bằng que hàn bọc thuốc (shielded metal arc welding)
GMAW - Hàn trong khi bảo vệ (gas metal arc welding)
FCAW - Hàn dây lõi thuốc (flux cored metal arc welding)
SAW - Hàn dưới lớp thuốc (submerged arc welding)
Ký hiệu tư thế hàn:
F - Hàn bằng (flat position)
H - Hàn ngang (horiziontal position)
V - Hàn đứng (vertical position)
OH - Hàn trần(overhead position)
Ký hiệu trong cột ghi chú:
A:Mối nối cho hàn tay có thể sử dụng cho hàn trong khí bảo vệ hay dây lõithuốc.
B:Mối nối chỉ hàn một mặt.
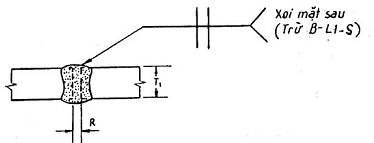
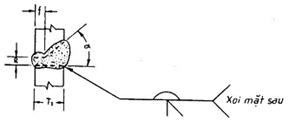
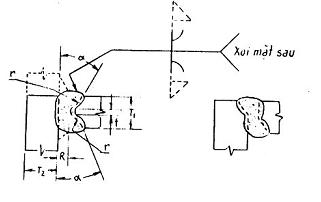
C:Xoi gốc đến kim loại mối hàn mặt thứ nhất, trước khi hàn mặt thứ hai.
D:Kích thước nhỏ nhất (E) của mối hàn phải đảm bảo 6mm cho thép cóT≤20và 8mm cho T > 20mm. Kích thước S phải chỉ rõ trên bản vẽ thiết kế.
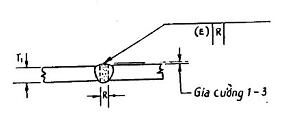
E:Độ ngấu hoàn toàn của mối hàn được kiểm tra theo quy trình.
F:Mối hàn góc và chữ T cần hàn tăng cường bằng mối hàn góc kích thướcđến1/4 T1 nhưng không quá 10mm.
G:Cácmối hàn vát hai mặt có thể nông sâu khác nhau nhưng độ sâu của rãnh vátnhỏ không được bé hơn 1/4 chiều dày bản mỏng nhất.
H:Mối hàn vát hai mặt có thể các độ sâu rãnh vát không giống nhau nhưng phảiđảm bảo điều kiện của ghi chú D cho từng rãnh vát.
I:Gócgiữa hai tấm bản được liên kết có thể thay đổi từ 135° đến 180° nhưnghình dạng và kích thước mối hàn vẫn giữ nguyên.
K:Góc giữ hai tấm bản có thể thay đổi nhưng kích thước góc vát vẫn giữ nguyên.
L:Góc giữa hai bản trong liên kết góc có thể thay đổi từ 45° đến 135° và ở liênkết chữ T từ 45° đến 90° nhưng phải bảo đảm kích thước mối hàn (R,f,a) về cơ bản vẫn giữ nguyên.
Hình 2.4. Hình dạng, kích thước mối hàn vát mép ngấu hoàn toàn
Mối hàn vát vuông (1) Liên kết đối đầu (B) Liên kết góc (C) | ||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Ghi chú | |||
T1 | T2 | Khe hở gốc | Sai số | |||||
Thiết kế | Lắp ghép | |||||||
SMAW | B – L1a | 6 max | - | R = T1 | + 2, - 0 | + 6, - 2 | Tất cả | A, 1 |
| C – L1a | 6 max | U | R = T1 | + 2, - 0 | + 6, - 2 | Tất cả | A |
GMAW FCAW | B – L1a - GF | 10 max | - | R = T1 | + 2, - 0 | + 6, - 2 | Tất cả | 1 |
Mối hàn vát vuông (1) Liên kết đối đầu (B)
| ||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Ghi chú | |||
T1 | T2 | Khe hở gốc | Sai số | |||||
Thiết kế | Lắp ghép | |||||||
SMAW | B – L1b | 6 max | - | R = T1/2 | + 2, - 0 | + 2, - 3 | Tất cả | A, C, 1 |
GMAW FCAW | B – L1b - GF | 6 max | - | R = 0 đến 3 | + 2, - 0 | + 2, - 3 | Tất cả | C, 1 |
SMAW | B – L1b – S | 10 max | - | R = 0 | ± 0 | + 2, - 0 | F | E, 1 |
SMAW | B – L1a – S | 10 max | - | R = 0 | ± 0 | + 2, - 0 | F | C, 1 |
Mối hàn vát V một mặt (2) Liên kết góc (C)
| ||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Ghi chú | |||
T1 | T2 | R f a | Sai số | |||||
Thiết kế | Lắp ghép | |||||||
SMAW | C-U2 | U | U | R = 0 đến 3 | + 2, - 0 | + 2, - 3 | Tất cả | A, C, L |
f = 0 đến 3 | + 2, - 0 | - | ||||||
a = 60o | +10o –0o | +10o–5o | ||||||
GMAW FCAW | C-U2-GF | U | U | R = 0 đến 3 | + 2, - 0 | + 2, - 3 | Tất cả | C, L |
f = 0 đến 3 | + 2, - 0 | - | ||||||
a = 60o | +10o –0o | +10o–5o | ||||||
SMAW | C-L2b-S | 24 max | U | R = 0 | ± 0 | + 2, - 0 | F | C, L |
f = 6 max | + 6, - 0 | ± 2 | ||||||
a = 60o | +10o, -0o | +10o, -5o | ||||||
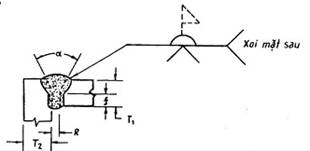
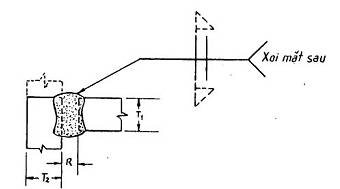
Mối hàn vát V hai mặt (3) Liên kết đối đầu (B)
| ||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Ghi chú | |||
T1 | T2 | R f a | Sai số | |||||
Thiết kế | Lắp ghép | |||||||
SMAW | B – U3b | U | - | R = 0 đến 3 | + 2, - 0 | + 2, - 3 | Tất cả | A, C, G, I |
f = 0 đến 3 | + 2, - 0 | - | ||||||
a = b = 60o | +10o –0o | +10o–5o | ||||||
GMAW FCAW | B-U3-GF | U | - | R = 0 đến 3 | + 2, - 0 | + 2, - 3 | Tất cả | C, G, I |
f = 0 đến 3 | + 2, - 0 | - | ||||||
a = 60o | +10o –0o | +10o–5o | ||||||
SMAW | B-U3c-S | U | - | R = 0 | + 15, - 0 | + 2, - 0 | F | C, L |
f = 6 max | + 6, - 0 | + 6, - 0 | ||||||
a = 60o | +10o, -0o | +10o, -5o | ||||||
|
|
|
| S1 = 2/3 (T1 - 6) S1 = T1 - (S1 + f) |
|
| ||
Mối hàn vát V một mặt (2) Liên kết góc (C) | Sai số | ||||||||
Thiết kế | Lắp ghép | ||||||||
R = +2, - 0 | +6, - 2 | ||||||||
a = +10o, – 0o | +10o – 5o | ||||||||
|
| ||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Ghi chú | ||||
T1 | T2 | Khe hở gốc | Góc vát | ||||||
SMAW | C-U2a | U | U | R = 6 | a = 45o | Tất cả | A, L | ||
R = 10 | a = 30o | F.V.OH | |||||||
R = 12 | a = 20o | F.V.OH | |||||||
GMAW FCAW | C-U2a-GF | U | U | R = 10 | a = 30o | F.V.OH | L | ||
R = 6 | a = 45o | F.V.OH | |||||||
SAW | C-L2a-S | 50 max | U | R = 6 | a = 30o | F | L | ||
SAW | C-U2-S | U | U | R = 16 | a = 20o | F | L | ||
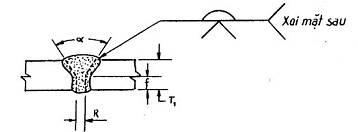
Mối hàn vát V một mặt (2) Liên kết đối đầu (B)
| ||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Ghi chú | |||
T1 | T2 | R f a | Sai số | |||||
Thiết kế | Lắp ghép | |||||||
SMAW | B-U2 | U | - | R = 0 đến 3 | + 2, - 0 | + 1,5 - 3 | Tất cả | A, C, 1 |
f = 0 đến 3 | + 2, - 0 | - | ||||||
a = 60o | +10o -0o | +10o -5o | ||||||
GMAW FCAW | B-U2-GF | U | - | R = 0 đến 3 | + 2, - 0 | + 2, - 3 | Tất cả | C, 1 |
f = 0 đến 3 | + 2, - 0 |
| ||||||
a = 60o | +10o -0o | +10o, -5o | ||||||
SAW | B-L2c-2 | 12-24 | - | R = 0, a = 60o, f = 6min | R = 0 | +2, -0 | F | C, 1 |
24-38 | - | R = 0, a = 60o, f = 10min | f = +6,-0 | - | ||||
38-50 | - | R = 0, a = 60o, f = 12min | a = +10o,-0o | +10o,-5o | ||||
Mối hàn vát vuông (1) Liên kết chữ T (T) Liên kết góc (C)
| ||||||||
Mối phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Ghi chú | |||
T1 | T2 | Khe hở gốc | Sai số | |||||
Thiết kế | Lắp ghép | |||||||
SMAW | TC-L1b | 6 max | U | R = T1/2 | + 2, - 0 | + 2, - 3 | Tất cả | A, C |
GMAW FCAW | TC-L1-GF | 10 max | U | R = 0 đến 3 | + 2, - 0 | + 2, - 3 | Tất cả | C |
SAW | TC-L1-S | 10 max | U | R = 0 | ± 0 | + 2, - 0 | F | C |
Mối hàn vát V một mặt (2) Liên kết đối đầu (B) | Sai số | ||||||||
Thiết kế | Lắp ghép | ||||||||
R = +2, - 0 | +6, - 2 | ||||||||
a = +10o, –0o | +10o, –5o | ||||||||
|
| ||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Ghi chú | ||||
T1 | T2 | Khe hở gốc | Góc vát | ||||||
SMAW | B-U2a | U | - | R = 6 | a = 45o | Tất cả | A, 1 | ||
R = 10 | a = 30o | F.V.OH | |||||||
R = 12 | a = 20o | F.V.OH | |||||||
GMAW FCAW | B-U2a-GF | U | - | R = 5 | a = 30o | F.V.OH | 1 | ||
R = 10 | a = 30o | F.V.OH | |||||||
R = 6 | a = 45o | F.V.OH | |||||||
SAW | B-L2a-S | 50 max | - | R = 6 | a = 30o | F | 1 | ||
SAW | B-U2-S | U | - | R = 16 | a = 20o | F | 1 | ||
Mối hàn vát V lệch, một mặt (4) Liên kết đối đầu (B) | Sai số | ||||||||
Thiết kế | Lắp ghép | ||||||||
R = +2, - 0 | +6, - 2 | ||||||||
a = +10o, –0o | +10o, –5o | ||||||||
|
| ||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Ghi chú | ||||
T1 | T2 | Khe hở gốc | Góc vát | ||||||
SMAW | B-U4a | U | - | R = 6 | a = 45o | H | A, 1 | ||
R = 10 | a = 30o | H | |||||||
GMAW FCAW | B-U4a - GF | U | - | R = 6 | a = 45o | H | 1 | ||
R = 10 | a = 30o | H | |||||||
Mối hàn vát V lệch, một mặt (4) Liên kết chữ T (T) Liên kết góc (C) | Sai số | ||||||||
Thiết kế | Lắp ghép | ||||||||
R = +2, - 0 | +6, - 2 | ||||||||
a = +10o, –0o | +10o, –5o | ||||||||
|
| ||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Ghi chú | ||||
T1 | T2 | Khe hở gốc | Góc vát | ||||||
SMAW | TC-U4c | U | U | R = 6 | a = 45o | Tất cả | A, L | ||
R = 10 | a = 30o | F,OH,H | |||||||
GMAW FCAW | TC-U4 - GF | U | U | R = 10 | a = 30o | F | L | ||
R = 6 | a = 45o | Tất cả | |||||||
SAW | TC - U4a - S | U | U | R = 10 | a = 30o | F | L | ||
R = 6 | a = 45o | ||||||||
Mối hàn vát V lệch, một mặt (4) Liên kết đối đầu (B)
| ||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Ghi chú | |||
T1 | T2 | R f a | Sai số | |||||
Thiết kế | Lắp ghép | |||||||
SMAW | B-U4b | U | - | R = 0 đến 3 f = 0 đến 3 a = 45o | + 2, - 0 + 2, - 0 +10o -0o | +2, - 3 - +10o -5o | H | A, C, 1 |
GMAW FCAW | B-U4b-GF | |||||||
Mối hàn vát V lệch, một mặt (4) Liên kết chữ T (T) Liên kết góc (C) | ||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Ghi chú | |||
T1 | T2 | R f a | Sai số | |||||
Thiết kế | Lắp ghép | |||||||
SMAW | TC-U4b | U | U | R = 0 đến 3 f = 0 đến 3 a = 45o | + 2, - 0 + 2, - 0 +10o -0o | +2, - 3 - +10o -5o | Tất cả | A, C, L |
GMAW FCAW | TC-U4b-GF | Tất cả | C, L | |||||
SAW | TC-U4b - S | U | U | R = 0 f = 3 max a = 60o | ± 0 + 0 - 3 +10o -0o | +6, - 0 ± 2 +10o -5o | F | C, L |
Mối hàn vát V lệch, hai mặt (5) Liên kết đối đầu (B) | ||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Ghi chú | |||
T1 | T2 | R f a | Sai số | |||||
Thiết kế | Lắp ghép | |||||||
SMAW | B - U5a | U | - | R = 0 đến 3 f = 0 đến 3 a = 45o b = 0o - 15o | + 2, - 0 + 2, - 0 +10o -0o | +2, - 3 - +10o -5o | H | A, C, G, 1 |
GMAW FCAW | B - U5 - GF | U | - | R = 0 đến 3 f = 0 đến 3 a = 45o b = 0o - 15o | + 2, - 0 + 2, - 0 +10o -0o | +2, - 3 - +10o -5o | H | C, G, 1 |
Mối hàn vát V lệch, hai mặt (5) Liên kết chữ T (T) Liên kết góc (C) | ||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Ghi chú | |||
T1 | T2 | R f a | Sai số | |||||
Thiết kế | Lắp ghép | |||||||
SMAW | TC-U5b | U | U | R = 0 đến 3 f = 0 đến 3 a = 45o | + 2, - 0 + 2, - 0 +10o -0o | +2, - 3 - +10o -5o | Tất cả | A, C, G, L |
GMAW FCAW | TC-U5-GF | U | U | R = 0 đến 3 f = 0 đến 3 a = 45o | + 2, - 0 + 2, - 0 +10o -0o | +2, - 3 - +10o -5o | Tất cả | C, G, L |
SAW | TC-U5-S | U | U | R = 0 f = 5 max a = 60o | ± 0 + 0 - 5 +10o -0o | +2, - 0 ± 2 +10o -5o | F | C, G, L |
Mối hàn vát U, một mặt (6) Liên kết đối đầu (B) Liên kết góc (C) | Sai số | ||||||||||
Thiết kế | Lắp ghép | ||||||||||
R = +2, - 0 | +2, - 3 | ||||||||||
a = +10o, –0o | +10o, –5o | ||||||||||
f = ± 2 |
| ||||||||||
r = +3, -0 | +3, -0 | ||||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Ghi chú | ||||||
T1 | T2 | R | a | f | r | ||||||
SMAW | B - U6 | U | U | 0 - 3 0 - 3 | a = 45o a = 20o | 3 3 | 6 6 | Tất cả F, OH | A, C, 1 | ||
C - U6 | U | U | 0 - 3 0 - 3 | a = 45o a = 20o | 3 3 | 6 6 | Tất cả F, OH | A, C, L | |||
GMAW FCAW | B - U6- GF C-U6-GG | U U | U U | 0 - 3 0 - 3 | a = 20o a = 20o | 3 3 |
| Tất cả Tất cả | C, 1 C, L | ||
SAW | B - U6- S C-U6-S | 16 min 16 min | 16 min 16 min | 0 0 | a = 20o a = 20o | 6 min 6 min | 6 6 | F F | C, L C, L | ||
Mối hàn vát U hai mặt (7) Liên kết đối đầu (B) | Sai số | ||||||||||
Thiết kế | Lắp ghép | ||||||||||
Cho B-U7 và B-U7-GF | |||||||||||
R = +2, -0 | +2, -3 | ||||||||||
a = +10o, -5o | +10o, -5o | ||||||||||
f = ± 2 |
| ||||||||||
r = ± 6 | +2 | ||||||||||
B - U7 - S | |||||||||||
R = ± 0 | +2, -0 | ||||||||||
r = +0, -6 | ± 2 | ||||||||||
| |||||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Ghi chú | ||||||
T1 | T2 | R | a | f | r | ||||||
SMAW | B - U7 | U | - | 0 - 3 | a = 45o | 3 | 6 | Tất cả | A, C, G, 1 | ||
0 - 3 | a = 20o | 3 | 6 | F, OH | A, C, G, 1 | ||||||
GMAW FCAW | B - U7 - GF | U | - | 0 - 3 | a = 20o | 3 | 6 | Tất cả | C, G, 1 | ||
GMAW SAW | B - U7 - S | U | - | 0 | a = 20o | 6 max | 6 | F | C, G, 1 | ||
Mối hàn vát J, một mặt (8) Liên kết đối đầu (B) | Sai số | ||||||||||
Thiết kế | Lắp ghép | ||||||||||
R = +2, - 0 | +2, - 3 | ||||||||||
a = +10o, –0o | +10o, –5o | ||||||||||
f = + 2, - 0 | - | ||||||||||
r = + 6, - 0 | ± 2 | ||||||||||
|
| ||||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Ghi chú | ||||||
T1 | T2 | R | a | f | r | ||||||
SMAW | B - U8 | U | - | 0 - 3 | a= 45o | 3 | 10 | H | A, C, 1 | ||
GMAW FCAW | B - U8 - GF | U | - | 0 - 3 | a= 45o | 3 | 10 | H | C, 1 | ||
Mối hàn vát J một mặt (8) Liên kết chữ T (T) Liên kết góc (C) | Sai số | ||||||||||
Thiết kế | Lắp ghép | ||||||||||
R = +2, - 0 | +2, - 3 | ||||||||||
a = +10o, –0o | +10o –5o | ||||||||||
f = + 2 - 0 | - | ||||||||||
r = + 6, - 0 | ± 2 | ||||||||||
|
| ||||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Ghi chú | ||||||
T1 | T2 | R | a | f | r | ||||||
SMAW | TC-U8a | U | U | 0-3 | a = 45o | 3 | 10 | Tất cả | A, C, 1 | ||
0-3 | a = 30o | 3 | 10 | F, OH | A, C, 1 | ||||||
GMAW FCAW | TC-U8a-GF | U | U | 0-3 | a = 30o | 3 | 10 | Tất cả | C, 1 | ||
SAW | TC-U8a-S | 16 min | 16 min | 0 | a = 30o | 6 min | 10 | F | C, 1 | ||
Mối hàn vát J hai mặt (9) Liên kết đối đầu (B)
| Sai số | ||||||||||
Thiết kế | Lắp ghép | ||||||||||
R = +2, - 0 | +2, - 3 | ||||||||||
a = +10o –0o | +10o –5o | ||||||||||
f = + 2 - 0 | - | ||||||||||
r = + 3, - 0 | ± 2 | ||||||||||
|
| ||||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Ghi chú | ||||||
T1 | T2 | R | a | f | r | ||||||
SMAW | B-U9 | U | - | 0-3 | a = 45o | 3 | 10 | H | A, C, G, 1 | ||
GMAW FCAW | B-U9-GF | U | - | 0-3 | a = 30o | 3 | 10 | H | C, G, 1 | ||
Mối hàn vát J hai mặt (9) Liên kết chữ T (T) Liên kết góc (C)
| Sai số | ||||||||||
Thiết kế | Lắp ghép | ||||||||||
R = +2, - 0 | +2, - 3 | ||||||||||
a = +10o –0o | +10o –5o | ||||||||||
f = + 2 - 0 | - | ||||||||||
r = + 3, - 0 | ± 2 | ||||||||||
|
| ||||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Ghi chú | ||||||
T1 | T2 | R | a | f | r | ||||||
SMAW | TC-U9a | U | U | 0-3 | a = 45o | 3 | 10 | Tất cả | A, C, G, L | ||
0-3 | a = 30o | 3 | 10 | F, OH | C, G, L | ||||||
GMAW FCAW | TC-U9a-GF | U | U | 0-3 | a = 30o | 3 | 10 | Tất cả | C, G, L | ||
SAW | TC-U9a-S | 10 min | 10 min | 0 | a = 30o | 6 | 10 | F | C, G, L | ||
Hình 2.5. Hình dạng, kích thước mối hàn vát mép ngấu không hoàn toàn
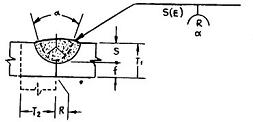
Mối hàn vát vuông (1) Liên kết đối đầu (B)
Mối nối hạn chế sử dụng Xem 2.7 | |||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Kích thước mối hàn (E) | Ghi chú | |||
T1 | T2 | Khe hở gốc | Sai số | ||||||
Thiết kế | Lắp ghép | ||||||||
SMAW | B-P1a | 3 max | - | R = 0-2 | + 2, - 0 | ± 2 | Tất cả | T1-1 | A, B |
B-P1c | 6 max | - | R = T1/2min | + 2, - 0 | ± 2 | Tất cả | T1/2 | A, B | |
Mối hàn vát vuông (1) Liên kết đối đầu (B) E1 + E2 không nhỏ hơn 3T1/4 Mối nối hạn chế sử dụng Xem 2.7 | |||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Kích thước mối hàn (E1 + E2) | Ghi chú | |||
T1 | T2 | Khe hở gốc | Sai số | ||||||
Thiết kế | Lắp ghép | ||||||||
SMAW | B-P1b | 6 max | - | R = T1/2 | + 2, - 0 | ± 2 | Tất cả | 3T1/4 | A |
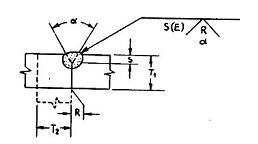
Mối hàn vát V một mặt (2) Liên kết góc (C)
Mối nối hạn chế sử dụng Xem 2.7 | |||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Kích thước mối hàn (E) | Ghi chú | |||
T1 | T2 | R f a | Sai số | ||||||
Thiết kế | Lắp ghép | ||||||||
SMAW | C-P2 | 6 min | U | R = 0 f = 1 min a= 60o | + 2, - 0 - +10o -0o | +3, -2 ± 2 +10o-5o | Tất cả | S | A, B, D, K |
GMAW FCAW | C-P2-GF | 6 min | U | R = 0 f = 3 min a= 60o | + 2, - 0 - +10o -0o | +3, -2 ± 2 +10o-5o | Tất cả | S | B, D, K |
SAW | C-P2-S | 11 min | U | R = 0 f = 6 min a= 60o | ±0 - +10o -0o | +2, -0 ± 2 +10o-5o | F | S | B, D, K |
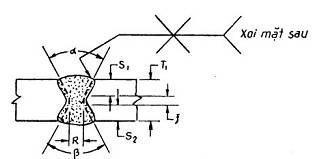
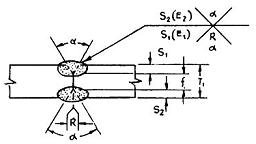
Mối hàn vát V hai mặt (3) Liên kết đối đầu (B)
Mối nối hạn chế sử dụng Xem 2.7 | |||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Kích thước mối hàn (E1+E2) | Ghi chú | |||
T1 | T2 | R f a | Sai số | ||||||
Thiết kế | Lắp ghép | ||||||||
SMAW | C-P3 | 12 min | - | R = 0 f = 3 min a= 60o | + 2, - 0 - +10o -0o | +3, -2 ± 2 +10o-5o | Tất cả | S1+S2 | A, D, H, K |
GMAW FCAW | C-P3-GF | 12 min | - | R = 0 f = 3 min a= 60o | + 2, - 0 - +10o -0o | +3, -2 ± 2 +10o-5o | Tất cả | S1+S2 | D, H, K |
SAW | C-P3-S | 20 min | - | R = 0 f = 6 min a= 60o | +0 - +10o -0o | +2, -0 ± 2 +10o-5o | F | S1+S2 | D, H, K |
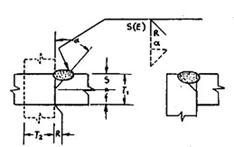
Mối hàn vát V lệch, một mặt (4) Liên kết chữ T (T) Liên kết góc (C)
Mối nối hạn chế sử dụng Xem 2.4. và 2.7 | |||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Kích thước mối hàn (E) | Ghi chú | |||
T1 | T2 | R f a | Sai số | ||||||
Thiết kế | Lắp ghép | ||||||||
SMAW | TC-P4 | U | U | R = 0 f = 3 min a= 45o | + 2, - 0 - +10o -0o | +3, -2 ± 2 +10o-5o | Tất cả | S-3 | A, B, D, F, K |
GMAW FCAW | TC-P4-GF | 6 min | U | R = 0 f = 3 min a= 45o | + 2, - 0 - +10o -0o | +3, -2 ± 2 +10o-5o | Tất cả | S-3 | B, D, F, K |
SAW | TC-P4-S | 11 min | U | R = 0 f = 6 min a= 60o | ± 0 - +10o -0o | +2, -0 ± 2 +10o-5o | F | S | B, D, F, K |
Mối hàn vát V lệch, hai mặt (5) Liên kết chữ T (T) Liên kết góc (C) Mối nối hạn chế sử dụng Xem 2.4. và 2.7 | |||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Kích thước mối hàn (E1+E2) | Ghi chú | |||
T1 | T2 | R f a | Sai số | ||||||
Thiết kế | Lắp ghép | ||||||||
SMAW | TC-P5 | 8 min | U | R = 0 f = 3 min a= 45o | + 2, - 0 - +10o -0o | +3, -2 ± 2 +10o-5o | Tất cả | (S1+S2)-6 | A, D, F, H, K |
GMAW FCAW | TC-P5-GF | 12 min | U | R = 0 f = 3 min a= 45o | + 2, - 0 - +10o -0o | +3, -2 ± 2 +10o-5o | Tất cả | (S1+S2)-6 | D, F, H, K |
SAW | TC-P5-S | 20 min | U | R = 0 f = 6 min a= 60o | ± 0 - +10o -0o | +2, -0 ± 2 +10o-5o | F | S1+S2 | D, F, H, K |
Mối hàn vát U một mặt (6) Liên kết góc (C)
Mối nối hạn chế sử dụng Xem 2.4. và 2.7 | |||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Kích thước mối hàn (E) | Ghi chú | |||
T1 | T2 | R f a | Sai số | ||||||
Thiết kế | Lắp ghép | ||||||||
SMAW | C-P6 | 6 min | U | R = 0 f = 1 min r = 6 a= 45o | + 2, - 0 - + 6, - 0 +10o -0o | +3, -2 ± 2 ± 2 +10o-5o | Tất cả | S | A, B, D, K |
GMAW FCAW | C-P8-GF | 6 min | U | R = 0 f = 3 min r = 6 a= 20o | + 2, - 0 - + 6, - 0 +10o -0o | +3, -2 ± 2 ± 2 +10o-5o | Tất cả | S | B, D, K |
SAW | C-P5-S | 11 min | U | R = 0 f = 6 min r = 6 a= 20o | ± 0 - + 6, - 0 +10o -0o | +2, -0 ± 2 ± 2 +10o-5o | F | S | B, D, K |
Mối hàn vát J một mặt (8) Liên kết chữ T (T) Liên kết góc (C) Mối nối hạn chế sử dụng Xem 2.4. và 2.7 | |||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Kích thước mối hàn (E) | Ghi chú | |||
T1 | T2 | R f a | Sai số | ||||||
Thiết kế | Lắp ghép | ||||||||
SMAW | TC-P8 | 6 min | U | R = 0 f = 3 min r = 10 a= 45o | + 2, - 0 - + 6, - 0 +10o -0o | +3, -2 ± 2 ± 2 +10o-5o | Tất cả | S | A, D, F, K |
GMAW FCAW | TC-P8-GF | 6 min | U | R = 0 f = 3 min r = 10 a= 45o | + 2, - 0 - + 6, - 0 +10o -0o | +3, -2 ± 2 ± 2 +10o-5o | Tất cả | S | D, F, K |
SAW | TC-P8-S | 11 min | U | R = 0 f = 6 min r = 12 a= 45o | ± 0 - + 6, - 0 +10o -0o | +2, -0 ± 2 ± 2 +10o-5o | F | S | D, F, K |
Mối hàn vát J hai mặt (9) Liên kết chữ T (T) Liên kết góc (C) Mối nối hạn chế sử dụng Xem 2.4. và 2.7 | |||||||||
Phương pháp hàn | Ký hiệu Liên kết | Độ dày thép hàn (U = không hạn chế | Vát mép | Tư thế hàn | Kích thước mối hàn (E1+E2) | Ghi chú | |||
T1 | T2 | R f a | Sai số | ||||||
Thiết kế | Lắp ghép | ||||||||
SMAW | TC-P9 | 12 min | U | R = 0 f = 3 min r = 10 a= 45o | + 2, - 0 - + 6, - 0 +10o -0o | +3, -2 ± 2 ± 2 +10o-5o | Tất cả | S1+S2 | A, D, H, K |
GMAW FCAW | TC-P9-GF | 12 min | U | R = 0 f = 3 min r = 10 a= 30o | + 2, - 0 - + 6, - 0 +10o -0o | +3, -2 ± 2 ± 2 +10o-5o | Tất cả | S1+S2 | D, H, K |
SAW | TC-P9-S | 20 min | U | R = 0 f = 6 min r = 12 a= 45o | ± 0 - + 6, - 0 +10o -0o | +2, -0 ± 2 ± 2 +10o-5o | F | S1+S2 | D, H, K |
2.11. Chuyển tiếp chiều dày hoặc chiều rộng của liên kết hàn đối đầu
2.11.1. Đối với liên kết đối đầu chịu ứng suất kéo có chiều dày các bản nối không bằng nhau, phải được chuyển tiếp thoai thoải từ bản dày đến bản mỏng với độ nghiêng không lớn hơn 1: 2,5. Việc chuyển tiếp có thể bằng các cách sau (Hình 2.6):
- Tạo bề mặt mối hàn nghiêng từ bản dày sang bản mỏng, khi chênh lệch độ dày của hai bản thép không lớn (Hình 2.6a)
- Vát nghiêng cạnh bản dày một phía hoặc cả hai phía, việc làm vát được thực hiện trước khi hàn (Hình 2.6c)
- Kết hợp nghiêng bề mặt mối hàn và vát nghiêng bản dày sau khi hàn (Hình 2.6b)
a. Chuyển tiếp bằng cách nghiêng mối hàn
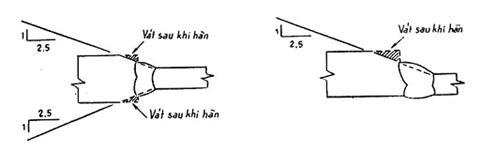
b) Chuyển tiếp bằng cách nghiêng mối hàn và vát nghiêng bản dày
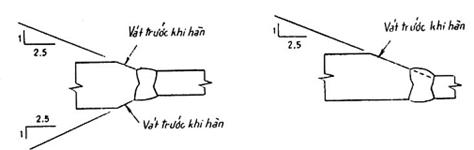
c. Chuyển tiếp bằng vát nghiêng bản dày
Sắp xếp đồng tâm | Sắp xếp lệch tâm |
Hình 2.6. Chuyển tiếp chiều dày liên kết đối đầu các bản có chiều dày khác nhau
2.11.2. Đối với liên kết đối đầu có chiều dày khác nhau chịu ứng suất cắt hoặc nến thuần túy thì việc làm chuyển tiếp chiều dày như điều 2.11.1 chỉ thực hiện khi độ chênh lệch ở phía này hoặc phía kia lớn hơn độ dày của bản mỏng nhất được nối. Khi độ chênh lệch chiều dày đó không lớn hơn chiều dày bản mỏng nhất thì tạo bề mặt mối hàn nghiêng với độ dốc không lớn hơn 1: 2,5. Các mối nối của thanh giàn, các bản cánh và bản bụng dầm phải làm thoai thoải như điều 2.11.1.
2.11.3. Đối với các liên kết đối đầu chịu ứng suất kéo có chiều rộng bản khác nhau, thì phải làm chuyển tiếp thoai thoải từ bản rộng sang bản hẹp với độ dốc không lớn hơn 1:2,5 hoặc cắt đường cong chuyển tiếp với bán kính không nhỏ hơn 600mm (Hình 2.7).
Chiều rộng bản hẹp hơn Liên kết đối đầu Chiều rộng bản rộng hơn Liên kết đối đầu Chiều rộng bản hẹp hơn Chiều rộng bản rộng hơn Liên kết đối đầu |
|
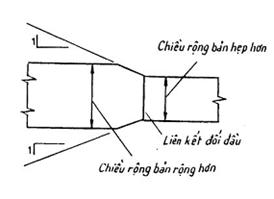
Hình 2.7. Chuyển tiếp chiều rộng của liên kết đối đầu các bản chiều rộng khác nhau
Chương 3
THÉP CƠ BẢN VÀ VẬT LIỆU HÀN
3.1. Thép cơ bản
3.1.1. Thép cơ bản chuyên dụng cho kết cấu cầu đường là thép cácbon và thép hợp kim thấp có tính chịu hàn, đảm bảo tính chất cơ lý theo tính toán thiết kế và có tính chống rỉ tốt. Hiện nay Việt Nam còn phải nhập thép tấm, thép hình của các nước trên thế giới để chế tạo các kết cấu cầu thép. Khi sử dụng vật liệu có xuất xứ từ nhiều nguồn khác nhau, cần phải có phương pháp kiểm tra chất lượng để đảm bảo thép đúng chủng loại theo chỉ định của Thiết kế.
3.1.2. Chất lượng thép được kiểm tra theo từng mã hiệu, từng lô hàng và theo từng nhóm độ dày như hướng dẫn trong phụ lục D của Tiêu chuẩn này. Phụ lục D có giới thiệu một số loại thép làm cầu của các nước trên thế giới để tham khảo.
3.1.3. Các điều khoản ở Tiêu chuẩn này không áp dụng cho hàn thép cơ bản có giới hạn chảy danh định lớn hơn 620 MPa.
3.2. Vật liệu hàn
Vật liệu cho hàn kết cấu cầu thép bao gồm: Que hàn bọc thuốc, dây hàn tự động, thuốc hàn tự động và khí bảo vệ. Đối với mỗi loại thép, với mỗi phương pháp hàn cần có vật liệu hàn tương ứng theo quy định của Thiết kế và theo hướng dẫn của Tiêu chuẩn này.
3.2.1. Que hàn điện bọc thuốc
Để hàn kết cấu cầu thép, chỉ được sử dụng que hàn có thuốc bọc thuộc hệ Bazơ loại hydro thấp. Căn cứ thép cơ bản và kết cấu mối hàn và chọn chủng loại cũng như kích thước que hàn cho phù hợp.
3.2.2. Dây - thuốc cho hàn tự động
Dây hàn và thuốc hàn cho công nghệ hàn tự động các kết cấu cầu thép được lựa chọn phù hợp với thép cơ bản theo chỉ dẫn của tiêu chuẩn này cũng như của các hãng sản xuất vật liệu hàn. Yêu cầu chung đối với dây hàn là phải đảm bảo dây không bị ô van quá giới hạn cho phép và không bị han rỉ. Thuốc hàn không bị ẩm ướt, tơi vụn hay vón cục. Xem phụ lục D tham khảo một số vật liệu hàn của các nước trên thế giới được sử dụng cho hàn cầu thép.
3.2.3. Khí bảo vệ. Khí bảo vệ phải bảo đảm độ tinh khiết được quy định riêng cho công nghệ hàn.
3.2.4. Vật liệu hàn hợp cách cho từng phương pháp hàn và từng loại thép cơ bản xem bảng 3.1 và bảng 3.2 hoặc thay thế bằng các vật liệu tương đương. Vật liệu hàn phải qua các bước kiểm tra nhãn mác, chất lượng, được tư vấn kỹ thuật phê duyệt mới được áp dụng trong sản xuất.
3.2.5. Dây hàn trước khi nạp vào cuộn để sử dụng phải làm sạch dầu mỡ, han rỉ, hơi nước và các tạp bẩn khác. Dây lõi thuốc cần nung ở nhiệt độ 200¸230°C trong 2 giờ. Khi cuộn dây hàn không để cong gập, gây tắc nghẽn khi hàn.
3.2.6. Thuốc hàn cần phải khô, không lẫn tạp bẩn. Thuốc hàn được sấy ở nhiệt độ 350°C trong 2 giờ sau đó bảo quản trong tủ nhiệt độ 60 ¸ 80 °C, khi lấy ra dùng đủ số lượng cho một ca làm việc.
3.2.7. Que hàn, thuốc hàn được sấy theo chế độ chỉ định trên bao gói hoặc các tài liệu kỹ thuật khác. Que hàn, thuốc hàn bị ẩm ướt không được phép sử dụng cho hàn cầu thép.
bảng 3.1
Các vật liệu hàn hợp cách theo tiêu chuẩn Mỹ
Thép cơ bản | Yêu cầu cơ tính vật liệu hàn | Yêu cầu kiểm tra chứng chỉ | |||||
Ký hiệuAASHTO(ASTM) | Phân loại theo AWS | schảy (MPa) | sbền (MPa) | schảy (MPa) | sbền (MPa) | d (%) | CVN (J) |
M270M (A709M) Gr.250 | Hàn tay: E7016, E7018 E7028 E7016-X, E7018-X |
399 390 |
482 min 480 min | Không kiểm tra | |||
Hàn tự động dưới thuốc: F6A0-EXXX F7A0-EXXX | 330 400 | 415-550 480-655 | 300 370 | 400-565 470-670 | 22 22 | 27@-20°C 27@-20°C | |
Hàn dây lõi thuốc: E6XT-1,5 E7XT-1,5 | 345 414 | 428 min 497 min | 315 385 | 415-600 485-655 | 22 22 | 27@-20°C 27@-20°C | |
Hàn trong khí bảovệ: ER70S-2,3,6,7 | 400 | 480 min | 385 | 485-670 | 22 | 27@-20°C | |
M270M (A709M) Gr.345 Type1,2,3 | Hàn tay: E7016, E7018 E7028 E7016-X, E7018-X | 399 390 | 428 min 480 min | Không kiểm tra | |||
Hàn tự động dưới thuốc: F7A0-EXXX | 400 | 485-655 | 370 | 470-670 | 22 | 27@-20°C | |
Hàn dây lõi thuốc: E7XT-1,5 | 414 | 497 min | 385 | 485-655 | 22 | 27@-20°C | |
Hàn trong khí bảovệ: ER70S-2,3,6,7 | 400 | 480 min | 370 | 470-670 | 22 | 27@-20°C | |
M270M (A709M) Gr.485 | Hàn tay: E9018-M | 540-620 | 620 min | Không kiểm tra | |||
Hàn tự động dưới thuốc: F9A0-EXXX-X | 540 | 620-760 | 510 | 605-785 | 17 | 34@-25°C | |
Hàn dây lõi thuốc: E9XT1-X E9XT5-X | 540 540 | 620-760 620-760 | 510 510 | 605-785 605-785 | 17 17 | 34@-25°C 34@-25°C | |
Bảng 3.2
Các vật liệu hàn được áp dụng theo tiêu chuẩn Nga
Thép cơ bản | Dây hàn dưới lớp thuốc | Thuốc hàn | Dây hàn trong khí CO2 | Dây hàn lõi thuốc | Que hàn tay |
BCT 3cn5 BCT 3cn5 16D | CB - 08TA | AH-384-A | CB-08TC | ||||- AH4 ||||- AH8 ||||- AH9 | '42A '46A |
15 XCHD | CB -08T2 CB-10HMA CB - 08TA | AH-47 AH-22 AH-384-A | CB-08TC | ||||- AH4 ||||- AH8 ||||- AH9 | '42A '46A '50A |
10XCHD 15XCHD- 40 | CB -08T2 CB-10HMA CB - 08TA | AH- 47 AH- 22 AH- 384-A | CB-08TC | ||||- AH9 | '42A '46A '50A |
14 T2AФD 15 T2AФD | CB-10HMA | AH- 30 AH- 22 | CB-08TC | ||||- AH9 | '42A '46A '50A |
Chương 4
THIẾT BỊ, DỤNG CỤ VÀ ĐỒ GÁ
4.1. Nguồn điện cho hàn kết cấu thép là các máy chỉnh lưu hay máy biến dòng, mỗi loại phải đáp ứng được các thông số về chế độ hàn nhất định phù hợp cho từng công nghệ hàn đã chọn.
4.2. Máy hàn tự động, máy hàn bán tự động dưới lớp thuốc hàn phải phù hợp với điều kiện công việc. Trong hàn tự động kết cấu cầu thép phải sử dụng máy hàn một chiều cho dòng điện hàn đến 1000A, máy hàn bán tự động cho dòng điện hàn đến 500A.
4.3. Trạm nguồn cung cấp điện cho các máy hàn phải đủ công suất và đảm bảo ổn định điện áp khi khởi động máy cũng như trong quá trình hàn.
4.4. Thiết bị hàn tay cần trọn máy hàn một chiều cung cấp dòng hàn đến 400A.
4.5. Hàn tự động dầm thép có mặt cắt chữ I hay chữ H được thực hiện trên bệ gá tĩnh hoặc bệ gá quay, sao cho đạt được chi tiết ở tư thế hàn thuận lợi nhất.
4.6. Trạm hàn trong khí bảo vệ hay hàn dây lõi thuốc, được chọn đồng bộ và phù hợp với công nghệ. Khi sử dụng khí bảo vệ, cần có bình khí, thiết bị sấy khí, lọc khí và van giảm áp cùng đồng hồ đo lưu lượng khí. Dây cao su dẫn khí phải chọn loại chịu được áp lực cần thiết.
4.7. Tiết diện dây cáp hàn được chọn phụ thuộc vào dòng điện hàn và độ dài của cáp. Thông thường cáp hàn không dài quá 30m. Diện tích mặt cắt của cáp hàn chọn theo dòng điện hàn như sau:
Dòng điện hàn(A): 180 240 300 400 600 800 1000
Diện tích mặt cắt(mm2):25 35 50 70 95 120 150
Dây tiếp mát hàn nối cố định có thể dùng cáp đồng, cáp nhôm hay thép thì tính mật độ dòng như sau: Cáp đồng 200 A/cm2. Nhôm 120 A/cm2, Thép 60 A/cm2.
4.8. Các đầu nối dây hàn với nguồn điện và mỏ hàn dùng khớp nối cố định, còndâytiếpmát có thể dùng hàm kẹp để đảm bảo tiếp xúc tốt.
4.9. Thiết bị phục vụ cắt phôi thép và gia công mép hàn có thể sử dụng máy cắt hơi tự hành, máy cắt plasma, có máy mài tay đi kèm để làm sạch bề mặt cắt. Có thể dùng máy phay, máy bào để vát mép hàn.
4.10. Thiết bị để gia nhiệt khi hàn nên sử dụng mỏ khí đốt hoặc các phương pháp nung nóng khác nếu đảm bảo các thông số chế độ nung nóng chi tiết hàn.
4.11. Khoét đáy mối hàn hoặc tẩy bỏ phần khuyết tật mối hàn có thể sử dụng kìm cắt hồ quang cực than - khí nén, máy cắt plasma và máy mài tay...
4.12. Phục vụ cho công việc hàn phải có tủ sấy que hàn, thuốc hàn. Tủ phải đạt đến 500oC và có bộ phận điều chỉnh được nhiệt độ sấy theo yêu cầu.
4.13. Để đo nhiệt nung nóng chi tiết hàn, phải có nhiệt kế hoặc chất chỉ thị nhiệt qua màusắc.
4.14. Các thiết bị và các đồng hồ đo phải được thường xuyên kiểm chuẩn bởi cơ quan có thẩm quyền.
4.15. Công nhân hàn phải được trang bị các dụng cụ cần thiết như: Kìm sắt, búa gõxỉ,bànchải sắt, dũa, các dưỡng đo, các bộ phận thay thế và các dụng cụ cơ khí khác.
Chương 5
CÔNG NGHỆ HÀN KẾT CẤU CẦU THÉP
5.1. Các yêu cầu chung.
5.1.1. Khi hàn chế tạo các kết cấu cầu thép tuân thủ các điều khoản quy định trong Tiêu chuẩn này. Nhà thầu phải trình các kết quả chứng chỉ công nghệ hàn, chứng chỉ thợ hàn và các thiết bị, các vật liệu hàn được sử dụng cho công trình để Tư vấn kỹ thuật chấp nhận.
5.1.2. Tất cả các thiết bị hàn, thiết bị cắt thép phải đảm bảo yêu cầu kỹ thuật và đủ điều kiện để thực hiện công nghệ hàn đã thiết kế.
5.1.3. Không được tiến hành công nghệ hàn khi mép hàn bị bẩn, bị ẩm ướt, bị mưa, gió thổi mạnh hoặc khi thợ hàn trong tình trạng không bình thường về sức khỏe.
5.1.4. Kích thước các mối hàn không được nhỏ hơn giá trị quy định trên bản vẽ thiết kế. Vị trí các mối hàn không được thay đổi nếu chưa được cấp có thẩm quyền phê duyệt.
5.1.5. Chỉ được phép thực hiện trên kết cấu cầu thép những công việc hàn sau đây:
1) Hàn sửa chữa các khuyết tật trên thép cơ bản theo yêu cầu kỹ thuật đối với thép cán.
2) Thực hiện các mối hàn có trên bản vẽ chế tạo đã được phê duyệt.
3) Sửa chữa khuyết tật mối hàn theo chỉ dẫn của Tiêu chuẩn này.
4) Các mối hàn khác đã được Tư vấn kỹ thuật phê duyệt.
5.2. Chuẩn bị thép cơ bản và vát mép hàn
5.2.1. Vát mép hàn mục đích để đảm bảo độ ngấu đối với thép cơ bản. Các thông số vát mép hàn dựa trên cơ sở những quy định ở Chương 2 hình 2.4 hoặc 2.5 của Tiêu chuẩn này. Các thông số vát mép gồm các đại lượng như góc vát, khe hở cũng như dung sai các đại lượng đó.
5.2.2. Thiết kế mép hàn phải dựa vào dạng liên kết, sự đòi hỏi chất lượng mối nối và phương pháp hàn được sử dụng.
5.2.3. Để cắt thép và vát mép hàn có thể sử dụng các phương pháp sau: cắt gọt cơ khí(phay, bào) hoặc cắt oxy - khí đốt. Cũng có thể dùng phương pháp soi bằng hồ quang cực than - khí nén để vát mép dạng chữ J, chữ U sau đó dùng máy mài tay để sửa và làm sạch mép vát.
5.2.4. Bề mặt mép hàn không được có vết xước, vết nứt và các khuyết tật khác có thể làm ảnh hưởng đến độ bền mối hàn sau này. Bề mặt mép hàn và vùng lân cận phải được làm sạch lớp vảy cán, han rỉ, dầu mỡ và các vết bẩn khác bằng máy mài tay.
5.2.5. Trong tất cả các phương pháp cắt bằng nhiệt, độ gồ ghềmép cắtchophép khôngvượt quá 25 mm đối với thép cắt có chiều dày đến 100mm. Cho phép ngoại lệ đối với mép của bản không chịu lực kéo tính toán thì độ gồ ghề không quá 50mm. Nếu độ gồ ghề của mép cắt vượt quá giá trị trên hoặc có các vết khía, vết mõm cục bộ thì phải tẩy bỏ bằng máy mài.
5.2.6. Các điều khoản sau đây áp dụng cho việc sửa chữa các khuyết tật của thép cơ bản khi được phát hiện bằng quan sát, bằng siêu âm, chụp tia bức xạ. Các khuyết tật của thép cán gồm các dạng như: phân lớp, bị xước, bị dập, bọt khí, ngậm xỉ.
5.2.7. Khuyết tật ở các mép cắt của thép tấm mô tả trên hình 5.1. Giới hạn chấp nhận sửachữa các khuyết tật trên cạnh bảng được quy định trong bảng 5.1. Chiều dài khuyếttật là kích thước dài nhìn thấy trên cạnh của bản, chiều sâu là kích thước đo từ bềmặt vào phía trong. Giới hạn khuyết tật vào bên trong nếu không khảo sát toàn bộbằng phương tiện khác thì phải xác định bằng dò siêu âm.
5.2.8. Việc sửa chữa bằng hàn các khuyết tậttrên cạnh chi tiết chịu kéo hay tải trọnglặp phải được kiểm tra lại bằng siêu âmhoặc bột từ. Việc sửa chữa các khuyết tậttrên thép cơ bản bằng phương pháp hànphải theo Quy trình công nghệ được phêduyệt.
5.2.9. Các yêu cầu sửa chữa khuyết tật trên mépcắt ghi ở bảng 5.1 không áp dụng cho sửachữa khuyết tật trên bề mặt chi tiết nói
chung, mà có các quy định trong tiêuchuẩn riêng.
Hình5.1.Khuyết tật ở các mép cắt của bản
Bảng 5.1
Giới hạn chấp nhận và sửa chữa khuyếttậttrên mép cắt của thép cơ bản
Khuyết tật | Yêu cầu sửa chữa |
Các khuyết tật có chiều dài nhỏ hơn hoặc bằng 25mm | Không sửa chữa, không cần khảo sát |
Các khuyết tật dài hơn 25mm và chiều sâu đến 3mm | Không sửa chữa nhưng phải kiểm tra chiều sâu khuyết tật(*). |
Các khuyết tật dài hơn 25mm, chiều sâu từ 3mm đến 6mm | Tẩy bỏ khuyết tật, không cần hàn bù |
Các khuyết tật dài hơn 25mm, chiều sâu từ 6mm đến 25mm | Tẩy bỏ hoàn toàn khuyết tật và hàn bù, chiều dài hàn sử không quá 20% chiều dài mép cắt |
Các khuyết tật dài hơn 25mm, với chiều sâu lớn hơn 25mm | Xem điều 5.2.10 |
(*) Kiểm tra xác suất 10% các khuyết tật bằng cách mài, nếu không có khuyết tật nào sâu quá 3mm thì thôi, nếu phát hiện ít nhất một khuyết tật sâu hơn 3mm thì toàn bộ khuyết tật trên mép cắt phải mài để kiểm tra.
5.2.10. Các khuyết tật có chiều dài hơn 25mm và chiều sâu lớn hơn 25mm được phát hiện thì giải quyết theo trình tự sau đây:
1) Cần kiểm tra xác định cụ thể kích thước, diện tích khuyết tật bằng dò siêu âm.
2) Lập báo cáo về các khuyết tật để trình Tư vấn kỹ thuật xem xét giải quyết. Nếu được phép sửa chữa các khuyết tật thì phải tuân thủ quy trình công nghệ đượcphê duyệt. Nếu không được phép sửa chữa thì phải loại bỏ vật liệu cơ bản đó và thay thế tấm khác.
5.2.11. Việc tẩy bỏ khuyết tật có thể dùng hồ quang cực than khí nén sau đó dùng máy mài sạch đến ánh kim. Không được phép dùng phương pháp cắt oxy để tẩy vì có thể dòng oxy làm hỏng thép.
5.2.12. Các cạnh mép cắt của kết cấu chịu lực chính, cần vê tròn cạnh với bán kính 2mm hoặc vê phẳng với diện tích tương đương.
5.3. Gá lắp và hàn đính
5.3.1. Trước khi gá lắp phải kiểm tra kích thước các chi tiết, kích thước hình học và sai số cho phép của các mép vát. Khi lắp ghép cần giữ liên kết bằng các thiết bị kẹp chuyên dụng hoặc bằng hàn đính. Thiết bị gá lắp phải đảm bảo cho sản phẩm lắp ghép đạt độ chính xác về kích thước, hình học cũng như độ bền vững liên kết giữa các chi tiết với nhau.
5.3.2. Trên mép hàn và bề mặt kim loại gần vị trí đường hàn không cho phép han rỉ, ẩm ướt, sơn, dầu, mỡ, bụi đất và các tạp bẩn khác. Phải làm sạch mép hàn trước khi gá lắp bằng máy mài tay, chổi sắt hay các phương tiện khác. Vùng làm sạch gồm mép hàn và rộng sang hai bên cách mép mối hàn một khoảng không nhỏ hơn 10mm.
5.3.3. Khe hở giữa các mặt tiếp xúc của các bản khi hàn lỗ, hàn rãnh không vượt quá 2mm.
5.3.4. Các liên kết đối đầu phải được căn chỉnh khi gá lắp, thép hàn được kẹp chặt chống bị uốn do co rút của mối hàn lệch tâm. Độ lệch mép hàn cho phép theo chiều dày của tấm là 10% chiều dày bản mỏng nhất được nối nhưng không vượt quá 3mm cho tấm rộng đến 400mm và không quá 4mm cho tấm rộng trên 400mm. Riêng đối với dạng khung khép kín như dầm hộp, dầm I thì sai lệch mép không vượt quá 1mm.
5.3.5. Khi hàn đính để gá lắp chi tiết, phải bảo đảm kích thước các mối đính như sau:
- Với mối hàn đối đầu: Dày 3¸4 mm, rộng 6¸8 mm, dài 50 ¸ 80 mm.
- Với mối hàn góc và chữ T: Kích thước Z mối đính không lớn hơn 50% kích thước mối hàn chính nhưng không quá 4mm, chiều dài mối đính 50 ¸ 80 mm.
- Khoảng cách giữa các mối đính 300 ¸ 500mm. Khi mối hàn có độ dài lớn, để tránh xé mối hàn đính, phải hàn đính dài hơn ở phần cuối mối nối. Chi tiết có độ dày lớn hơn thì độ dài mối đính cũng lớn hơn. Sau khi hàn đính cần tẩy sạch xỉ hàn và kiểm tra sơ bộ các mối đính bằng quan sát để phát hiện khuyết tật. Mối hàn đính cũng phải đảm bảo các yêu cầu chất lượng như đối với mối hàn chính trừ một số khuyết tật như lõm chân, rỗ khí của mối đính thì không cần sửa chữa trước khi thực hiện mối hàn tự động dưới lớp thuốc.
5.3.6. Khi gá lắp, các mép hàn phải đảm bảo các kích thước quy định như Hình 2.4 và 2.5. Khi giá trị sai số các kích thước vượt quá quy định thì phải sửa bằng cách tẩy bỏ chỗ lồi cục bộ bằng máy mài hoặc hàn đắp bù chỗ lõm.
5.3.7. Que hàn để hàn đính cũng là loại được chỉ định trong bảng 3.1 hoặc bảng 3.2 của Tiêu chuẩn này hoặc được thay thế bằng que hàn khác tương đương.
5.3.8. Trong trường hợp lắp ghép mối hàn có chiều dài không lớn, có thể thực hiện trên các bộ gá kẹp chắc chắn và chính xác thì không nhất thiết phải hàn đính.
5.3.9. Khi gá lắp liên kết cho hàn tự động và bán tự động, đầu và cuối đường hàn được đính các bản dẫn. Mục đích lắp bản dẫn là để đưa điểm xuất phát của đường hàn cũng như phần lõm hồ quang khi kết thúc đường hàn ra khỏi chi tiết hàn. Các bản dẫn được làm bằng chính loại thép dùng cho kết cấu và có độ dày tương ứng. Chiều dài cácbản dẫn 80 ¸ 150 mm. Chiều rộng các bản dẫn loại rời không nhỏ hơn 50mm, còn loại ấm liền không nhỏ hơn 100mm (Hình 5.2). Trong trường hợp hàn đối đầu không vát mép, có thể sử dụng bản dẫn một mảnh liền có kích thước 100x100mm. Các bản dẫn được lắp ráp khít với mép tấm hàn và hàn dính. Sau khi hàn song tháo bỏ bản dẫn bằng phương pháp cắt nhiệt hoặc cơ khí và tẩy sạch mép cắt. Không được dùng búa nện để tháo dỡ làm hỏng mối hàn và làm rách mép kim loại cơ bản.
Hình 5.2. Các bản dẫn cho hàn tự động
5.3.10. Trong việc lấy dấu để khoan lỗ hay lắp đặt sườn tăng cường, phải tính đến độ co ngót chi tiết sau khi thực hiện đường hàn. Để giảm biến dạng chi tiết do hàn, có thể dùng giải pháp cho biến dạng trước với dấu ngược lại.
5.3.11.Khi lắp ráp và hàn dính các sườn tăng cường giao nhau cần đặt sườn liên tục trước, sau đó mới lắp đặt các sườn giao nhau.
5.3.12. Khilắp ráp có dùng đồ gá tạm thời và hàn đính trên bề mặt thép cơ bản thì phải được bên thiết kế cho phép. Sau khi tháo gỡ đồ gá tạm thời nói trên, phải tẩy sạch và mài phẳng các mối đính.
5.3.13. Cáccấu kiện được lắp ráp trước khi hàn, nhưng để quá 24 giờ mà chưa được hàn thì phải kiểm tra lại. Trong trường hợp mép hàn bị rỉ, tạp bẩn thì phải làm sạch lại lần nữa. Khi làm sạch không để bụi bẩn rơi vào khe hở của mép hàn.
5.3.14. Cáccấu kiện đã lắp ráp nhưng không làm sạch mép hàn và vùng lân cận như điều 5.3.2 thì nhất thiết phải tháo dỡ ra để làm sạch.
5.3.15. Trongquá trình lắp ráp, KCS phải tiến hành kiểm tra từng bước nhằm đảm bảo:
- Độ chính xác kích thước hình học của các chi tiết theo thiết kế.
- Độ chính xác các thông số vát mép và khe hởcủa mép hàn.
- Công tác vệ sinh mép hàn.
5.3.16.Trong việc cẩu lật và vận chuyển cấu kiện chỉ mới lắp ghép bằng hàn đính, cần phảiáp dụng biện pháp gá kẹp nhằm loại bỏ khả năng gây biến dạng tổng thể hoặc cục bộ cho kết cấu, cũng như tránh làm xước bề mặt kim loại.
5.4. Hàn kết cấu.
5.4.1. Các yêu cầu chung
5.4.1.1. Hàn kết cấu phải tiến hành theo đúng Quy trình công nghệ đã được phê duyệt, trong đó quy định cụ thể:
- Phương pháp hàn và chế độ hàn
- Các thiết bị, dụng cụ hàn, các vật liệu hàn đượcphép sử dụng
- Trình tự gá lắp và hàn đính.
- Trình tự thực hiện các mối hàn trong kết cấu.
- Các khâu kiểm tra, giám sát trong quá trình chếtạo.
5.4.1.2. Trong công việc hàn phải sử dụng tối đa các biện pháp cơ giới hóa nhằm đảm bảo năng suất, chất lượng và hạn chế ứng suất, biến dạng hàn ở mức thấp nhất.
5.4.1.3. Khi hàn tự động dưới lớp thuốc, cần chọn chế độ hàn sao cho hệ số hình dạng mối hàn đạt tối ưu để ngăn ngừa sự hình thành vết nứt tinh thể. Các thông số hình học của mối hàn thể hiện trong hình 5.3. Hệ số hình dạng mối hàn (j) tối ưu được giới hạn như sau:
Trong đó:
B - bề rộng mối hàn
H - độ sâu ngấu mối hàn
Hình 5.3. Các thông số hình học mặt cắt mối hàn
5.4.1.4. Chế độ hàn bao gồm các thông số chính sau: Dòng điện hàn, điện thế hàn, tốc độ hàn, các biện pháp gia nhiệt.
5.4.1.5. Công việc hàn kết cấu chỉ thực hiện sau khi đã được KCS nghiệm thu khâu lắp ráp các chi tiết và khâu làm sạch mép hàn.
5.4.1.6. Hàn tự động và bán tự động dưới lớp thuốc dùng nguồn điện một chiều đấu nghịch cực (cực dương ở mỏ hàn). Máy hàn cho chế tạo kết cấu cầu thép cũng phải dùng nguồn một chiều
5.4.1.7. Khi thực hiện mối hàn nhiều lớp, phải làm sạch xỉ của lớp hàn trước rồi mới hàn lớp tiếp theo. Khi bị ngắt hồ quang giữa chừng, cần tẩy xỉ một đoạn 50mm từ điểm ngắt hồ quang và gây hồ quang lại lùi sau vết lõm hồ quang 30¸ 50mm. Không được mồi hồ quang hoặc kết thúc mối hàn ra phần thép cơ bản.
5.4.1.8. Khi kết thúc công việc hàn, phải làm sạch xỉ, kim loại bắn tóeở mối hàn và vùng lân cận để kiểm tra mối hàn. Đóng dấu số hiệu thợ hàn ở đầu và cuối đường hàn trên khoảng cách 100mm cách đường hàn và cạnh bản thép. Nếu đường hàn ngắn thì đóng dấu một lần.
5.4.1.9. Khi hàn phải chọn tư thế thuận lợi nhất có thể đạt được. Hàn mối chữ T có thể để ở tư thế hàn bằng (lòng máng) hoặc tư thế hàn ngang.
5.4.1.10. Chế độ hàn được chọn dựa trên cơ sở cấp độ bền của thép cơ bản, chiều dày bản thép và các thông số vát mép. Phụ lục A của Tiêu chuẩn này chỉ dẫn phương pháp chọn chế độ hàn.
5.4.1.11. Khi hàn thép hợp kim có độ dày lớn, phải gia nhiệt sơ bộ đến nhiệt độ cần thiết nhằm giảm tốc độ nguội, bảo đảm cơ tính mối hàn và vùng ảnh hưởng nhiệt. Việc nung nóng sơ bộ có thể dùng mỏ hàn hơi hoặc phương pháp khác sao cho đạt nhiệt độ cần thiết.
5.4.1.12. Nếu trong liên kết hàn sử dụng nhiều loại thép khác nhau, thì sử dụng vật liệu hàn và chế độ hàn cho phép ở cấp thấp hơn.
5.4.1.13. Để hạn chế biến dạng dư do nhiệt hàn cần lựa chọn trình tự hợp lý để thực hiện các mối hàn.
5.4.1.14. Các mối nối của bản táp, bản tăng cường phải được hàn trước khi liên kết vào thành phần chính.
5.4.1.15. Mối hàn có tấm đệm thép thì phải hàn ngấu hoàn toàn vào tấm đệm liên tục suốt chiều dài mối hàn và được kiểm tra siêu âm hay chụp tia bức xạ như đối với các mối hàn vát mép ngấu hoàn toàn.
5.4.1.16. Tấm đệm thép dùng cho các mối hàn có hướng vuông góc với hướng ứng suất chính phải được tẩy bỏ và mài phẳng. Tấm đệm thép của mối hàn song song với hướng ứng suất chính hoặc mối hàn không chịu ứng suất tính toán thì có thể giữ nguyên nếu như trong bản vẽ thiết kế hoặc Tư vấn kỹ thuật không yêu cầu tẩy bỏ.
5.4.1.17. Tấm đệm thép không cần tẩy bỏ khỏi mối nối chữ T làm việc nén ở các cột hay thanh giàn nếu Tư vấn kỹ thuật không yêu cầu.
5.4.1.18. Chiều dày tối thiểu quy định cho tấm thép đệm để đảm bảo khi hàn không bị hồ quang đánh thủng được chọn như sau:
Phương pháp hàn | Chiều dày tối thiểu(mm) |
Hàn tay Hàn trong khí bảo vệ Hàn dưới lớp thuốc | 5 6 10 |
5.4.1.19. Tấm đệm thép phải được gá sát vào mặt bản thép cơ bản, khe hở lớn nhất không quá 2mm.
5.4.1.20. Mối hàn đối đầu và mối hàn góccó thểhàntrênđệmthuốc (flux)hay đệmđồngđể không bị hồ quang đánh thủng.Gốcmốihàncũngcóthểbịtbằng đường hànlót với que hàn hydro thấp. Tấm đệm đồng không được sử dụng nếu thấy với chế độ hàn đã thiết lập có thể làm chảy một số điểm của đệm đồng, vì như vậy dễ dàng gây nứt mối hàn.
5.4.2. Hàn tay
5.4.2.1. Que hàn bọc thuốc dùng cho các kết cấu cầu thép phải tuân thủ các quy định hiện hành về tính chất cơ lý hóa của que hàn cho từng loại thép. Tất cả các loại que hàn bọc thuốc dùng cho kết cấu cầu thép phải là que hàn bazơ loại hydro thấp như quy định trong bảng 3.1 và 3.2 của Tiêu chuẩn này.
5.4.2.2. Que hàn hydro thấp trước khi sử dụng phải được sấy ở nhiệt độ 230 ¸ 260°C trong 2 giờ hoặc theo chế độ sấy ghi trên bao gói của mỗi loại que hàn sử dụng. Ngay sau khi lấy que hàn ra khỏi tủ sấy, phải để que trong tủ bảo quản ở nhiệt độ 120°C. Que hàn hydro thấp bị ướt phải loại bỏ, không được phép sử dụng cho hàn cầu.
5.4.2.3. Việc chọn loại que hàn, kích thước que, chế độ hàn phải phù hợp với chủng loại, chiều dày thép hàn, dạng vát mép, tư thế hàn và các điều kiện khác. Dòng điện hàn phải chọn trong phạm vi chỉ định của bên sản xuất que hàn, thông thường được ghi trên bao gói.
5.4.2.4. Khi thực hiện mối hàn ngấu hoàn toàn mà không có đệm thép, thì phải xoi mặt sau đến kim loại mối hàn mặt thứ nhất rồi mới hàn mặt thứ hai.
5.4.3. Hàn dưới lớp thuốc
5.4.3.1. Chế độ hàn tự động hoặc bán tự động dưới lớp thuốc được chọn phụ thuộc vào loại thép hàn, đường kính dây hàn và kích thước mép vát theo chỉ dẫn của Phụ lục A.
5.4.3.2. Đường kính dây hàn không được vượt quá 6 mm. Dòng điện hàn, điện thế hàn và tốc độ hàn không được vượt quá giá trị đã được thí nghiệm chứng chỉ.
5.4.3.3. Nếu mối hàn có yêu cầu ngấu hoàn toàn mà không xoi mặt sau thì nhà thầu chế tạo phải chuẩn bị các mẫu thí nghiệm xem tổ chức thô đại của mối hàn để chứng minh rằng công nghệ hàn đã chọn đảm bảo mối hàn ngấu hoàn toàn. Bên tư vấn kỹ thuật có thể xem phim chụp thay cho việc xem trực tiếp mẫu thí nghiệm.
5.4.3.4. Nếu mối hàn có đệm thép, thì phải hàn ngấu đến tấm đệm. Các tấm đệm thép phải tuân thủ quy định ở điều 5.4.1.18.
5.4.3.5. Chiều sâu và chiều rộng lớn nhất của mỗi lớp hàn không được vượt quá chiều rộng bề mặt của mối hàn đó (Hình 5.4)
Hình 5.4. Mối hàn mà chiều sâu và chiều rộng lớn hơn chiều rộng bề mặt
5.4.3.6. Mối hàn đính có kích thước nhỏ hơn 8mm, có thể giữ nguyên để hòa tan khi thực hiện mối hàn tự động dưới thuốc sau đó, nhưng không được gây ra cho đường hàn chính những thay đổi hình dạng bề mặt cũng như làm giảm độ ngấu. Những mối hàn đính lớn hơn quy định trên thì phải tẩy bỏ hoặc mài nhỏ kích thước trước khi hàn mối hàn chính.
5.4.3.7. Để thay thế cho việc Nhà thầu chế tạo phải trình kết quả thí nghiệm chứng chỉ vật liệu hàn cho từng lô hàng chuyển đến công trình, các bên ký hợp đồng có thể giữ bản sao kết quả thí nghiệm đã được chấp nhận. Đối với mỗi tổ hợp dây - thuốc, chứng chỉ có giá trị trong vòng một năm.
5.4.3.8. Thuốc hàn phải khô, không bị bụi bẩn và các tạp chất ở ngoài lẫn vào. Thuốc hàn phải được đóng trong bao gói cẩn thận để có thể lưu giữ trong kho mà không bị ảnh hưởng đến chất lượng. Thuốc bị vỡ bao gói phải loại bỏ hoặc phải sấy lại ở nhiệt độ 350oC trong 2 giờ trước khi dùng. Thuốc hàn đã lấy ra khỏi bao gói, lòsấy nhưng không dùng hết sau một ca làm việc thì phải sấy lại. Khi bảo quản, phải để thuốc không bị ẩm ướt, bị lẫn tạp bẩn, nếu thuốc hàn bị ướt, phải loại bỏ không sử dụng cho hàn cầu thép.
5.4.3.9. Tất cả các mối hàn, được hàn dưới lớp thuốc cần thực hiện ở tư thế hàn bằng. Các mối hàn góc có thể thực hiện ở tư thế hàn bằng (lòng máng) hay tư thế hàn ngang (Hình 5.5). Khi hàn góc ở tư thế ngang với mối hàn một lớp thì kích thước mối hàn không được vượt quá 12mm.
5.4.3.10. Chiều dày các lớp hàn lót và lớp hàn cuối cùng, không được vượt quá 6mm.
5.4.3.11. Dòng điện hàn, điện thế hàn và tốc độ hàn phải được thiết lập cho mỗi lớp hàn sao cho bảo đảm độ ngấu đến thép cơ bản và thép lớp hàn trước mà không xảy ra các khuyết tật mối hàn như chảy xệ hoặc cháy chân quá đáng. Chế độ hàn phải chọn sao cho nhiệt lượng đường nằm trong khoảng tối ưu đối với từng loại thép cơ bản được hàn.
Hình 5.5. Các tư thế hàn cho mối hàn góc
5.4.4. Hàn trong khí bảo vệ
5.4.4.1. Trước khi áp dụng phương pháp hàn trong khí bảo vệ cho hàn kết cấu cầu thép, Nhà thầu phải thực hiện các yêu cầu kiểm tra chứng chỉ công nghệ hàn được quy định trong Tiêu chuẩn này. Các quy định về công nghệ bao gồm: Dạng mối hàn, loại dây hàn, đường kính dây, dòng điện hàn, điện thế hàn, tốc độ hàn, loại khí bảo vệ, lưu lượng khí, chế độ xử lý nhiệt trước và sau hàn cùng các thông số khác.
5.4.4.2. Dây hàn trong khí bảo vệ phải đúng chủng loại, đảm bảo chất lượng và phù hợp cho từng loại thép của kết cấu hàn. Phải bảo quản dây hàn nơi thích hợp để không bị han rỉ, bám bẩn và ẩm ướt.
5.4.4.3. Khí bảo vệ phải có chứng chỉ của nhà sản xuất bảo đảm rằng khí này có các chỉ tiêu kỹ thuật phù hợp cho ứng dụng vào công trình.
5.4.4.4. Kích thước mối hàn góc tối đa khi hàn một lớp cho các tư thế hàn như sau: 12mm cho tư thế hàn bằng và hàn đứng, 10mm cho thế hàn ngang và 8mm cho tư thế hàn trần.
5.4.4.5. Các mối hàn ở tư thế đứng, phải hàn hướng từ dưới lên trên.
5.4.4.6. Dòng điện hàn, điện thế hàn, tốc độ hàn, tốc độ ra dây, lưu lượng khí, phảithiếtlậpsao cho mỗi lớp hàn phải đảm bảo độ ngấu và không xảyrakhuyết tậtmối hànnhư chảy xệ, cháy chân, bọt khí quá mức quy định.
5.4.4.7. Hàn trong khí bảo vệ, không được tiến hành khi có gió thổi mạnh nếu không được che chắn vùng hàn. Việc che chắn phải thực hiện sao cho tốc độ gió trong vùng hàn không vượt quá 10km/giờ.
5.4.4.8. Khí hoặc hỗn hợp khí bảo vệ có hàm lượng argon nhỏ hơn 80% thì không được dùng để hàn kết cấu cầu thép nếu không được Tư vấn kỹ thuật phê duyệt bằng văn bản.
5.4.5. Hàn lỗ và hàn rãnh
Hàn lỗ và hàn rãnh có thể sử dụng phương pháp hàn tay với que hàn bọc thuốc, hàn trong khí bảo vệ hoặc hàn dây hàn lõi thuốc. Kỹ thuật hàn lỗ và hàn rãnh được chỉ dẫn ở các điều sau đây.
5.4.5.1. Đối với mối hàn lỗ ở tư thế hàn bằng, thì bắt đầu từ mép lỗ hàn vòng quanh theo hình xoáy ốc ra giữa lỗ. Hồ quang nghiêng hướng vào góc lỗ, tiếp tục lặp lại theo hướng xoáy ốc cho đến khi các lớp hàn điền đầy lỗ. Các lớp xỉ trung gian vẫn để nóng chảy cho đến khi mối hàn kết thúc. Nếu hồ quang bị ngắt giữa chừng hoặc xỉ bị nguội thì phải tẩy sạch xỉ trong lỗ rồi mới bắt đầu hàn lại.
5.4.5.2. Đối với các mối hàn lỗ ở tư thế hàn đứng, thì hồ quang bắt đầu từ mép lỗ phía dưới và hàn tịnh tiến lên cao, hướng hồ quang vào mép lỗ. Khi hàn đến đỉnh trên của lỗ thì dừng lại, đánh sạch xỉ hàn và quá trình hàn đó được lặp lại cho đến khi hàn đủ chiều dày quy định.
5.4.5.3. Đối với mối hàn lỗ ở tư thế hàn trần, thứ tự hàn xoáy ốc cũng như mối hàn bằng nhưng xỉ hàn được để nguội và tẩy sạch khi hàn xong mỗi lớp rồi mới hàn lớp tiếp theo cho đến khi đủ kích thước mối hàn.
5.4.5.4. Hàn rãnh cũng sử dụng kĩ thuật như hàn lỗ ở các điều trên, trừ trường hợp nếu rãnh có chiều dài lớn hơn 3 lần chiều rộng rãnh, hoặc rãnh kéo ra tận mép tấm thì sau khi hàn xong mỗi lớp để xỉ nguội và tẩy sạch trước khi hàn lớp tiếp theo.
5.5. Sai lệch kích thước cho phép của kết cấu hàn
5.5.1. Trong quá trình gá lắp và hàn, các kết cấu có thể bị cong vênh biến dạng làm thay đổi kích thước hình học. Sai số kích thước hình học của kết cấu hàn phải nằm trong giới hạn được quy định trong bản vẽ chế tạo, trong văn bản hợp đồng và mục 5.5 của tiêu chuẩn này.
5.5.2. Độ cong cho phép (f) của các thanh giàn, các cột bất kể mặt cắt ngang dạng nào cũng không được vượt quá các giá trị sau:
Chiều dài L nhỏ hơn 10m: f(mm) = 1mm/m x L(m)
Chiều dài L từ 10 đến 15m: f(mm) = 10mm
Chiều dài L lớn hơn 15m: f(mm) = 10mm + 1mm/m x [L(m) - 15m]
5.5.3. Độ cong cho phép của dầm hàn (dầm chủ, dầm ngang, dầmdọc)bấtkể mặt cắtngang dạng nào nếu không quy định độ vồng thì không vượt quá: f(mm) = 1mm/m x L(m).
5.5.4. Sai số độ vồng của các dầm hàn có quy định độ vồng, bất kể mặt cắt ngang dạng nào, trước khi lao lắp không được vượt quá: -0, +6mm.
5.5.5. Độ lệch tâm bản cánh và đường tim cạnh của bản bụng ở mặt tiếp xúc của dầm H hoặc I không vượt quá 6mm (Hình 5.6a)
5.5.6. Độ nghiêng hoặc vênh bản cánh (A) của dầm I ở mặt cắt ngang của dầm được xác định bằng đo khoảng cách từ đầu mút của cánh đến mặt phẳng vuông góc với bảnbụng (Hình 5.6b). Độ vênh này ở các vị trí tự do của dầm không vượt quá 1/100 chiều rộng B bản cánh hoặc 6mm, lấy giá trị lớn hơn. Ở vùng có liên kết với chi tiết khác, độ vênh không quá 2mm. Tại vị trí gối đỡ thì độ vênh bản cánh tuân thủ điều 5.5.8 hoặc các quy định cụ thể trên bản vẽ chế tạo.
Hình 5.6.Độlệch bảncánh dầm I
5.5.7. Sai lệch kích thước chiều cao Dcủabản bụng dầm I không được vượt quá các giá trị:
Đối vớiD đến 1m± 3mm
D = 1 ¸ 2m ± 5mm
D > 2m + 8mm, -5mm
5.5.8. Tại vị trí có các sườn đứng ở vùng gối dầm, các đầu sườn phải được mài phẳng và vuông góc để có ít nhất 75% diện tích mặt cắt đầu sườn tiếp xúc khít với cánh dầm. Khi dầm được kê trên gối thép thì phần thép tiếp xúc với gối có độ hở không vượt quá 0,25mm cho 75% diện tích vùng kê và khe hở không vượt quá 1mm ở 25% diện tích còn lại.
5.5.9. Khi sườn đứng được quy định tiếp xúc với bản cánh bằng tấm chèn thì khe hở cho phép giữa tấm chèn với bản cánh không vượt quá 2mm.
5.5.10. Độcong của sườn đứng nói chung không được vượt quá 12mm, riêng ở vùng gối đỡ độ cong không được vượt quá 6mm đối với sườn đứng có độ dài đến 2m, hoặc không vượt quá 12mm đối với sườn đứng dài hơn 2m.
5.5.11.Độ phình cho phép của bản bụng dầm I được quy định như sau:
- Độ phình của bản bụng được xác định bằng cách đo độ lõm lớn nhất khi áp thước thẳng vào các vị trí bất kỳ trên mặt bản bụng của khoang giới hạn bởi sườn tăng cường và bản cánh. Chiều dài của thước không nhỏ hơn kích thước nhỏ nhất của khoang.
- Độ phình của khoang bản bụng có chiều cao D, chiều dày thép là t, được bao bởi các sườn dọc, sườn ngang mà kích thước nhỏ nhất của khoang là d, không vượt quá các giá trị sau:
Dầm có sườn trực tiếp trên hai mặt bản bụng:
Với các dầm giữ:
D/t < 150 - Độ phình max = d/115
D/t ≥ 150 - Độ phình max = d/92
Với các dầm biên:
D/t < 150 - Độ phình max = d/130
D/t ≥ 150 - Độ phình max = d/105
Dầm có sườn trực tiếp chỉ trên một mặt bản bụng:
Với các dầm giữa:
D/t < 100 - Độ phình max = d/100
D/t ≥ 100 - Độ phình max = d/67
Với các dầm biên
D/t < 100 - Độ phình max = d/120
D/t ≥ 100 - Độ phình max = d/80
Dầm không có sườn trên bản bụng:
Độ phình max = D/150
Ghi chú:Để tra cứu nhanh độ phình cho phép, xem các bảng của phụ lục C.
5.5.12. Độphình bản bụng gấp hai lần các giá trị cho ở điều 5.5.11 được chấp nhận nếu xảy ra ở đầu và cuối dầm, nơi có các lỗ khoan cho liên kết bulông.
5.5.13. Về mặt thẩm mĩ nếu có yêu cầu kích thước chính xác hơn những dung sai nêu ở trên thì phải ghi rõ các yêu cầu đó trên bản vẽ chế tạo hoặc trong hợp đồng.
5.5.14. Cácsai số hình học khác không quy định ở mục 5.5 này thì được quy định trong bản vẽ hay thỏa thuận giữa Chủ công trình và Nhà thầu chế tạo.
5.5.15. Ngoài các quy định của Tiêu chuẩn này, tất cả các liên kết bulông, rivê để nối các bản chồng, bản nối của kết cấu thì các mặt tiếp xúc phải tương đối khít, khe hở giữa các mặt tiếp xúc không được lớn hơn 2mm.
5.5.16. Cácđầu dầm cho hàn liên kết tại hiện trường phải được lắp thử trong xưởng hoặc lắp thử với các bản dưỡng để đảm bảo yêu cầu về độ chính xác lắp ghép.
5.6. Kiểm tra khuyết tật mối hàn.
Kiểm tra không phá hủy bao gồm kiểm tra bằng mắt thường, bằng phương pháp chụp tia, siêu âm hoặc bột từ. Kiểm tra bằng mắt thường được thực hiện trên tất cả các mối hàn, còn phương pháp chụp tia hoặc siêu âm theo chỉ định cho từng loại mối hàn. Phạm vi và khối lượng kiểm tra không phá hủy xem mục 7.7 của Tiêu chuẩn này.
5.6.1. Kiểm tra bằng quan sát
Tất cả các mối hàn phải được kiểm tra bằng quan sát (có thể dùng kính lúp và các dưỡng đo) để phát hiện các khuyết tật trên bề mặt. Mối hàn được chấp nhận nếu thỏa mãn các yêu cầu sau đây:
5.6.1.1. Không có bất kỳ vết nứt nào
5.6.1.2. Bảo đảm độ ngấu giữa các lớp hàn với nhau và giữa lớp hàn với thép cơ bản.
5.6.1.3. Các khuyết tật dạng rỗ khí, ngậm xỉ bề mặt, cháy chân, chảy xệ...quá giới hạn cho phép đã được sửa chữa bằng cách tẩy bỏ - hàn đắp - mài sửa.
5.6.1.4. Hình dạng, kích thước các mặt mối hàn phải đảm bảo yêu cầu thiết kế.
- Bề mặt mối hàn góc có thể phẳng, lồi nhẹ hoặc lõm nhẹ như chỉ ra trên hình 5.7A và 5.7B. Không được có hình dạng kích thước vượt quá như mô tả trên hình 5.7C.
- Mối hàn đối đầu và mối hàn góc có độ lồi không được vượt quá 3mm và phải có sự chuyển tiếp thoai thoải từ mặt lồi đến mặt thép cơ bản xem hình 5.7D. Không được phép có các dạng khuyết tật ở liên kết đối đầu như hình 5.7E.
Hình 5.7. Mối hàn được chấp nhận và không được chấp nhận
- Bề mặt của mối hàn đối đầu, nếu có yêu cầu mài thẳng thì sau khi làm phẳng không được lẹm sâu xuống quá 1mm hay 5% chiều dày mối nối, lấy giá trị nhỏ hơn, cũng như không để độ lồi lớn hơn 1mm.
- Khi mài mối hàn phải mài theo hướng song song với hướng ứng suất chính, vết mài càng nhẵn càng tốt, độ thô ráp của vết mài không quá 6mm.
5.6.1.5. Đối với các kết cấu chính, cháy chân mối hàn không được sâu hơn 0,25mm ở mối hàn vuông góc với hướng ứng suất kéo. Cháy chân không được sâu hơn 1mm cho các trường hợp khác.
5.6.1.6. Tần suất hiện rỗ dạng ống trên bề mặt mối hàn góc không vượt quá 1 khuyết tật trên 100 mm hay 6 khuyết tật trên 1200 mm chiều dài mối hàn và đường kính bọt rỗ không quá 2,4 mm.
5.6.1.7. Đối với các mối hàn góc bị thiếu kích thước chân so với kích thước quy định một giá trị nhỏ hơn 2 mm thì không phải sửa chữa nếu độ dài phần mối hàn bị thiếu không vượt quá 10% chiều dài đường hàn đó. Các mối hàn liên kết bản cánh với bản bụng, không cho phép mối hàn thiếu kích thước nói trên nằm gần đầu mút dầm một khoảng nhỏ hơn hai lần chiều rộng bản cánh.
5.6.1.8. Mối hàn đối đầu ngấu hoàn toàn, có hướng vuông góc với hướng ứng suất kéo tính toán, không cho phép có rỗ dạng ống. Đối với các mối hàn khác, tần suất rỗ dạng ống không được vượt quá 1 điểm rỗ trên 100 mm chiều dài và đường kính lớn nhất không vượt quá 2,4 mm.
5.6.1.9. Việc kiểm tra mối hàn bằng quan sát có thể tiến hành ngay sau khi hàn xong để mối hàn nguội đến nhiệt độ môi trường. Đối với mối hàn thép cường độ cao, có tính hàn kém thì việc quan sát các mối hàn không được sớm hơn 48 giờ kể từ khi hàn xong.
5.6.2. Kiểm tra khuyết tật bên trong mối hàn bằng chụp tia bức xạ hoặc siêu âm.
Mối hàn sau khi kiểm tra bằng quan sát, được kiểm tra bằng tia bức xạ hoặc siêu âm để phát hiện khuyết tật nằm bên trong mối hàn. Phạm vi kiểm tra của từng phương pháp được quy định trong mục 7.7 của tiêu chuẩn này. Phương pháp chụp tia bức xạ được dùng cho những mối hàn quan trọng. Siêu âm là phương pháp chủ yếu được dùng cho kiểm tra mối hàn cầu thép. Mối hàn đạt yêu cầu khi không có bất kỳ vết nứt nào và kích thước khuyết tật các dạng không vượt quá giá trị quy định ở những tiêu chuẩn dưới đây:
5.6.2.1. Đối với mối hàn chịu ứng suất kéo với bất kỳ tải trọng nào, kích thước lớn nhất của khuyết tật dạng rỗ khí, không ngầu có kích thước lớn hơn 1,6mm, không được vượt quá giá trị ghi ở đường B trên hình 5.8 tương ứng với chiều sâu hiệu dụng hoặc kích thước mối hàn. Khoảng cách giữa các khuyết tật đó không được phép nhỏ hơn giá trị ghi trên đường C của hình 5.8 tương ứng với kích thước các khuyết tật đó.
5.6.2.2. Đối với các mối hàn chỉ chịu ứng suất nén, kích thước lớn nhất của khuyết tật dạng rỗ và không ngấu kích thước lớn hơn 3 mm, không được vượt quá các giá trị ghi ở đường B cũng như khoảng cách giữa các khuyết tật không nhỏ hơn kích thước cho phép ghi trên đường C hình 5.9 tương ứng với kích thước các khuyết tật đó.
5.6.2.3. Các khuyết tật có kích thước lớn nhất nhỏ hơn 1,6mm không thể chấp nhận nếu tổng các kích thước lớn nhất của chúng vượt quá 10mm trên bất kỳ 25mm chiều dài đường hàn.
5.6.2.4. Giới hạn kích thước khuyết tật trên hình 5.8 và hình 5.9 đối với mối hàn kích thước 38mm được áp dụng cho các mối hàn kích thước lớn hơn 38mm.
5.6.2.5. Tất cả các khuyết tật được phát hiện bằng mắt thường, chụp tia hay siêu âm nếu quá giới hạn cho phép, phải được sửa chữa theo quy định ở mục 5.7.
1. Để xác định khuyết tật lớn nhất cho phép. Lấy kích thước mối hàn trên đường A chiều ngang sang đường B.
2. Để xác định khoảng cách tối thiểu cho phép giữa các biên của khuyết tật thì chiếu từ B xuống C.
c) Khoảng cách tối thiểu giữa các biên khuyết tật theo trục dọc đường hàn, mm
Hình 5.8. Yêu cầu chất lượng đối với các mối hàn chịu ứng suất kéo
(Giới hạn đối với khuyết tật dạng rỗ và không ngấu)
c) Khoảng cách tối thiểu giữa các biên khuyết tật theo trục dọc đường hàn, mm
Hình 5.9. Yêu cầu chất lượng đối với các mối hàn chịu ứng suất nén
(Giới hạn đối với khuyết tật dạng rỗ và không ngấu)
5.7. Sửa chữa khuyết tật mối hàn
5.7.1. Những liên kết hàn sau khi đã kiểm tra phát hiện thấy những khuyết tật quá giới hạn quy định, thì phải sửa chữa. Phương pháp sửa chữa do phòng Kỹ thuật - công nghệ quy định và phải tuân thủ các điều khoản của Tiêu chuẩn này.
5.7.2. Đối với các vết nứt, phải kiểm tra độ sâu và độ dài của chúng bằng một trong các phương pháp sau: chụp tia bức xạ, siêu âm, bột từ. Sau đó chuẩn bị cho công việc sửa chữa bao gồm
- Khoét rãnh dạng chữ V hoặc chữ U dọc vết nứt với mở 60¸ 70° để loại bỏ hoàn toàn phần vết nứt. Hai đầu mút của vết nứt cần khoan chặn hay khoét thêm ra một đoạn khoảng 50mm. Khoét bỏ vết nứt bằng cắt gọt cơ khí, mài hay bằng hồ quang - khí nén. Nếu tẩy bằng hồ quang - khí nén thì phải làm sạch bề mặt cắt bằng máy mài tay đến độ sâu 1mm.
- Hàn đắp phần khuyết tật, theo nguyên tắc dùng chính phương pháp đã hàn mối hàn đó. Trong trường hợp khác theo quyết định của Tư vấn kỹ thuật, có thể hàn tay những chỗ sửa chữa ngắn.
- Sau khi hàn đắp khuyết tật, cần mài sửa.
5.7.3. Đối với phần mối hàn có khuyết tật rỗ khí, ngậm xỉ và không ngầu quá giới hạn cho phép cũng phải khoét bỏ hoàn toàn và hàn đắp lại.
5.7.4. Những mối hàn bị lồi quá quy định, cần tẩy bỏ những kim loại thừa đó và mài sao cho đảm bảo độ thoai thoải từ mối hàn chuyển tiếp đến mặt thép cơ bản.
5.7.5. Những chỗ lõm quá mức như: mối hàn thiếu kích thước, cháy cạnh mối hàn, cần sửa bằng cách hàn đắp thêm và làm sạch tiếp theo. Trước khi hàn bù cần làm sạch bề mặt khuyết tật. Nếu chiều sâu cháy cạnh mối hàn không quá quy định thì chỉ cần mài nhẵn bằng máy mài tay.
5.7.6. Trong hàn sửa chữa khuyết tật dùng dây có đường kính nhỏ hơn dây đã hàn mối đo, nếu hàn tay thì dùng que hàn có đường kính không quá 4mm.
5.7.7. Sau khi sửa chữa các khuyết tật, phải kiểm tra đánh giá lại chất lượng mối hàn bằng chính phương pháp và tiêu chuẩn so sánh đã sử dụng trên đường hàn này trước đó. Sửa chữa khuyết tật mối hàn không được quá 2 lần. Ngoại lệ phải được sự đồng ý của Tư vấn kỹ thuật nhưng cũng không được quá 3 lần.
5.7.8. Không cho phép sửa chữa khuyết tật mối hàn bằng phương pháp dập, xảm và trát.
5.7.9. Việc hàn sửa chữa đối với thép tôi - ram, cần phải tuân thủ các điều kiện sau đây:
- Chọn vật liệu hàn thích hợp, sử dụng biện pháp xử lý nhiệt cần thiết
- Phải làm mẫu thí nghiệm khi soạn thảo công nghệ hàn đắp sửa chữa.
- Mẫu thí nghiệm được kiểm tra bằng chụp phim để đảm bảo chất lượngquy định.
- Phải thử độ bền kéo, độ bền uốn, độ bền va đập vùng ảnh hưởng nhiệtvà kếtquảthí nghiệm phải đạt yêu cầu quy định của thép cơ bản.
5.8. Nắn sửa cong vênh biến dạng do hàn
5.8.1. Các kết cấu thường bị cong vênh biến dạng do nhiệt hàn gây ra. Khi hàn xong, để kết cấu nguội hẳn mới kiểm tra kích thước hình học. Những cong vênh biến dạng của kết cấu quá mức cho phép quy định ở mục 5.5 thì phải sửa chữa.
5.8.2. Nắn sửa cong vênh có thể bằng phương pháp cơ học hay bằng nhiệt. Phương pháp và quy trình nắn sửa cho kết cấu cụ thể, cho loại thép cụ thể phải được Tư vấn kỹ thuật xem xét và chấp nhận.
5.8.3. Việc nắn sửa bằng nhiệt phải hết sức thận trọng và được kiểm soát chặt chẽ. Nhiệt độ nung nóng thép khi nắn không được vượt quá 600°C (màu đỏ mờ). Các vùng nung nóng để nắn sửa không được có ứng suất do ngoại lực tác động, trừ trường hợp do chủ ý kết hợp nắn nhiệt và cơ đồngthời.
5.8.4. Trong nắn nhiệt không được sử dụng biện pháp làm nguội nhanh bằng nước hay dung dịch lỏng khác đểảnh hưởng đến tính chất kim loại.
5.8.5. Trong nắn sửa kết cấu, tuyệt đối không được dùng xung lực như nện búa...
Chương 6
CÁC THÍ NGHIỆM CHỨNG CHỈ
Các thí nghiệm chứng chỉ hàn được nêu trong phần A, các thí nghiệm chứng chỉ tay nghề thợ hàn được nêu trong phần B của Tiêu chuẩn này.
Phần A.
CHỨNG CHỈ CÔNG NGHỆ HÀN
6.1. Điều kiện phê duyệt.
Mọi công nghệ hàn kết cấu cầu thép phải được thí nghiệm chứng chỉ mới được áp dụng vào chế tạo sản phẩm.
Việc phê duyệt công nghệ hàn dựa trên kết quả thí nghiệm cơ tính mối hàn. Các kết quả đó phải đảm bảo rằng phương pháp hàn và quy trình công nghệ hàn được thiết lập cho phép tạo ra kim loại mối hàn đạt yêu cầu về độ bền kéo, độ bền uốn và độ bền va đập.
Các tính chất cơ học của mối hàn đối đầu và mối hàn góc được xác định dựa trên các mối hàn vát mép tiêu chuẩn.
Tính toàn vẹn của mối hàn đối đầu và mối hàn góc thí nghiệm được xác định bằng phương pháp chụp tia bức xạ, thí nghiệm cơ tính và mẫu tổ chức thô đại mối hàn.
Tính toàn vẹn của mối hàn sản phẩm được xác định bằng quan sát và phương pháp thí nghiệm không phá hủy như yêu cầu của Tiêu chuẩn này.
Mục đích của thí nghiệm chứng chỉ công nghệ hàn nhằm đảm bảo kim loại mối hàn trên sản phẩm đạt yêu cầu về độ bền kép, độ bền uốn và độ dai va đập phù hợp với bảng 3.1
6.2. Trách nhiệm chứng chỉ.
6.2.1. Nhà thầu chế tạo phải thực hiện các thí nghiệm chứng chỉ công nghệ hàn theo yêu cầu của Tiêu chuẩn này. Chấp nhận các thí nghiệm chứng chỉ được quy định trong điều 6.2.3 và 6.3
6.2.2. Nhà thầu phải xây dựng các quy trình công nghệ hàn trên cơ sở chọn chế độ hàn, chế độ gia nhiệt sao cho thu được kích thước mối hàn và tính chất cơ học của mối hàn đạt yêu cầu thiết kế.
6.2.3. Tư vấn kỹ thuật có thể chấp nhận các chứng chỉ thợ hàn trước đây và các chứng chỉ công nghệ hàn đã được thực hiện, với điều kiện:
1) Các hồ sơ chứng chỉ trước đây phải đầy đủ và phù hợp với các yêu cầu thí nghiệm cơ tính được quy định trong Tiêu chuẩn này.
2) Những thí nghiệm đã thực hiện không quá 5 năm và kết quả thí nghiệm chứng chỉ đó được cơ quan thứ ba có thẩm quyền xác nhận.
6.2.4. Những thí nghiệm kiểm tra không quy định trong Tiêu chuẩn này sẽ do chủ công trình thanh toán kinh phí theo sự thỏa thuận với nhà thầu nếu không có quy định gì khác trong hợp đồng. Tư vấn kỹ thuật có quyền yêu cầu làm thí nghiệm kiểm tra thợ hàn hoặc kiểm tra quy trình hàn bất cứ lúc nào nếu thấy mối hàn không đạt yêu cầu.
6.2.5. Hồ sơ về các kết quả thí nghiệm sẽ do Nhà thầu chế tạo lưu giữ và sẵn sàng cung cấp khi có yêu cầu kiểm tra của các Bên.
6.3. Thời hạn.
Các quy trình công nghệ hàn phải dựa trên cơ sở những thí nghiệm đã thực hiện không quá 5 năm mới được áp dụng cho sản xuất. Yêu cầu này cũng áp dụng cho các thí nghiệm chứng chỉ công nghệ hàn hiện tại, các thí nghiệm trước và các thí nghiệm kiểm chứng.
6.4. Kim loại cơ bản.
Những quy định dưới đây về kim loại cơ bản dùng cho các thí nghiệm chứng chỉ công nghệ, thí nghiệm trước và thí nghiệm kiểm chứng.
6.4.1. Thép làm mẫu thí nghiệm chứng chỉ công nghệ hàn có giới hạn chảy danh định nhỏ hơn 345 Mpa có thể dùng thép cácbon hay thép hợp kim thấp. Đối với thép có giới hạn chảy danh định lớn hơn 345 Mpa thì mẫu thí nghiệm dùng đúng chủng loại thép để chế tạo kết cấu.
6.4.2. Khi dùng thép hợp kim thấp làm mẫu thí nghiệm chứng chỉ công nghệ hàn cho các loại thép có giới hạn chảy nhỏ hơn hoặc bằng 345 MPa thì thành phần hóa học quy định như sau:
Thành phần | Tỷ lệ, % |
Cácbon | 0,15 |
Mangan | 1,00 |
Silic | 0,25 |
Crôm | 0,50 |
Vanadi | 0,03 |
Thép tấm thí nghiệm có thành phần hóa học ngoài giới hạn nêu trên có thể sử dụng nếu đương lượng cácbon (CE) tối thiểu là 0,45 tính theo công thức sau:
Với Cácbon tối thiểu 0,12%
6.4.3. Công nghệ hàn cho thép cường độ cao có giới hạn chảy tối thiểu bằng 485 MPa, được Bên chế tạo thực hiện theo quy định trong hợp đồng hoặc theo chỉ định của tư vấn kỹ thuật. Thí nghiệm chứng chỉ quy trình công nghệ hàn cho thép có giới hạn chảy danh định lớn hơn hoặc bằng 485 MPa sẽ xác định độ bền kéo, độ bền uốn, độ bền va đập và tính toàn vẹn của mối hàn. Nếu có yêu cầu trong hợp đồng về thí nghiệm xác định độ bền va đập ở vùng ảnh hưởng nhiệt thì cần được chỉ rõ năng lượng va đập tối thiểu, nhiệt độ thí nghiệm, hướng khía rãnh chữ V và các điều cần thiết khác.
6.4.4. Các tấm thép làm thí nghiệm phải có bản sao các chứng chỉ chất lượng do nhà máy sản xuất thực hiện.
6.4.5. Thép dùng làm tấm đệm cho mối hàn cũng phải có đặc tính kỹ thuật và chủng loại như thép hàn.
6.5. Vật liệu hàn.
6.5.1. Que hàn, dây hàn - thuốc hàn, phải phù hợp về đặc tính kỹ thuật chỉ ra trong bảng 3.1 hoặc những đặc tính khác được Tư vấn kỹ thuật chấp nhận.
6.5.2. Các thí nghiệm về tính chất của vật liệu hàn phải do nhà máy sản xuất vật liệu hàn thực hiện. Các kết quả thí nghiệm đảm bảo que hàn, dây hàn - thuốc hàn, dây hàn - khí bảo vệ thỏa mãn các yêu cầu kỹ thuật và hợp cách với kim loại cơ bản. Những thí nghiệm kiểm tra này phải được thực hiện hàng năm, nếu không có quy định khác.
6.6. Chiều dày thép thí nghiệm chứng chỉ công nghệ hàn theo bảng 6.1
Bảng 6.1
Chiều dày thép thí nghiệm chứng chỉ công nghệ hàn
Chiều dày thép thí nghiệm cho mối hàn ngấu hoàn toàn T (mm) | Chiều dày chứng chỉ (Hàn đối đầu) | |
| Min | Max |
20 | 3 | 38 |
38 ≤T ≤ 50 | 38 | Không giới hạn |
6.7. Những yêu cầu cơ bản đối với chứng chỉ công nghệ hàn.
6.7.1. Thí nghiệm chứng chỉ công nghệ hàn do Nhà thầu chế tạo tiến hành phù hợp với các quy định trong mục 6.12 hoặc mục 6.13. Hình 6.1 dùng cho tất cả các thí nghiệm chứng chỉ công nghệ hàn.
6.7.2. Thí nghiệm trước là thí nghiệm chứng chỉ công nghệ hàn tuân thủ mục 6.12 do một bên nào đó thực hiện trước đây nhưng được Nhà thầu sử dụng làm cơ sở thiết lập quy trình công nghệ hàn. Hình 6.1 được sử dụng chung cho tất cả các thí nghiệm kiểm chứng.
6.7.3. Thí nghiệm kiểm chứng là dạng đơn giản hóa của thí nghiệm chứng chỉ công nghệ hàn do Nhà thầu thực hiện để kiểm tra kết quả thí nghiệm trước do bên thứ ba thực hiện trước đây. Các thí nghiệm chứng chỉ đã tuân thủ mục 6.12 thì không yêu cầu phải thí nghiệm kiểm chứng. Hình 6.2 sử dụng cho tất cả các thí nghiệm kiểm chứng.
6.7.4. Các công nghệ hàn sử dụng các phương pháp hàn và vật liệu theo chỉ dẫn trong bảng 3.1 được chấp nhận làm cơ sở cho thí nghiệm chứng chỉ hoặc thí nghiệm trước và thí nghiệm kiểm chứng.
6.7.5. Miễn trừ các thí nghiệm thêm. Quy trình công nghệ hàn đã được thí nghiệm chứng chỉ hay thí nghiệm trước và thí nghiệm kiểm chứng như mô tả trong chương này thì được miễn trừ các thí nghiệm thêm nếu không có quy định gì khác trong hợp đồng.
6.7.6. Khi kết cấu mối hàn không phù hợp với hình 2.4 hay 2.5 thì việc đánh giá công nghệ hàn cho kết cấu này bằng thí nghiệm sử dụng mẫu như hình 6.3.
6.7.7. Các kết quả thí nghiệm trước, thí nghiệm hiện tại và thí nghiệm kiểm chứng có thể áp dụng để thực hiện mối hàn một lớp mà không cần tiến hành các thí nghiệm thêm nhưng với điều kiện là hạn chế sự thay đổi các thông số cơ bản của chế độ hàn.
Hình 6.1. Mẫu thí nghiệm chứng chỉ công nghệ hàn hoặc thí nghiệm trước - Mẫu A
Hình 6.2. Mẫu thí nghiệm kiểm chứng công nghệ hàn - Mẫu B
Hình dạng mép vát trên có tính chất minh họa
Kích thước cụ thể theo đúng mối hàn thực tế cần chứng chỉ
Hình 6.3. Mẫu thí nghiệm tính toàn vẹn của mối hàn có kết cấu không chuẩn theo Hình 2.4 hay Hình 2.5 - Mẫu C
6.8. Tư thế hàn của các mối hàn thí nghiệm.
6.8.1. Các yêu cầu chứng chỉ. Tất cả các mối hàn trên kết cấu thực được phân loại về tư thế hàn như sau: (1) Tư thế hàn bằng, (2) Tư thế hàn ngang, (3) Tư thế hàn đứng, (4) Tư thế hàn trần. Định nghĩa về tư thế hàn được mô tả trên hình 6.4 và 6.5. Mỗi công nghệ hàn phải được thí nghiệm trong tư thế hàn giống như trên thực tế kết cấu, trừ các thí nghiệm hàn ở tư thế hàn bằng và tư thế hàn ngang.
6.8.2. Mối hàn đối đầu được thí nghiệm ở các tư thế hàn sau đây:
1) Tư thế hàn bằng. Mẫu hàn được định vị trên mặt phẳng tương đối nằm ngang và kim loại hàn được điền đầy từ phía trên xuống. Xem hình 6.6 chi tiết A.
2) Tư thế hàn ngang. Mẫu hàn được định vị trong mặt phẳng gần như thẳng đứng, rãnh vát theo hướng ngang. Xem hình 6.6 chi tiết B.
3) Tư thế hàn đứng. Mẫu hàn được định vị trong mặt phẳng gần như thẳng đứng, rãnh vát theo hướng thẳng đứng. Xem hình 6.6 chi tiết C
4) Tư thế hàn trần. Mẫu hàn được định vị trong mặt phẳng gần như nằm ngang và kim loại hàn được điền đầy từ phía dưới lên. Xem hình 6.6 chi tiết D.
6.8.3. Mối hàn góc được thí nghiệm ở các tư thế hàn sau đây để đánh giá tính toàn vẹn củamối hàn.
1) Tư thế hàn bằng (lòng máng). Mẫu hàn thí nghiệm được đặt sao cho trục đường hàn nằm ở tư thế gần ngang và kim loại được điền đầy từ phía trên xuống. Xem hình 6.7 chi tiết A
2) Tư thế hàn ngang. Mẫu hàn thí nghiệm được đặt sao cho kim loại được điền đầy từ phía trên xuống mặt phẳng ngang và dựa vào bề mặt thẳng đứng. Xem hình 6.7 chi tiết B.
3) Tư thế hàn đứng. Mẫu hàn thí nghiệm được đặt theo phương gần thẳng đứng, đường hàn góc cũng nằm theo phương gần đứng. Xem hình 6.7 chi tiết C.
4) Tư thế hàn trần. Mẫu hàn thí nghiệm được đặt sao cho trục mối hàn theo phương nằm ngang và các mối hàn được điền đầy từ phía dưới lên. Xem hình 6.7 chi tiết D.
Tư thế hàn | Kýhiệu | Nghiêngtrục | Xoay mặt |
| Tư thế hàn | Kýhiệu | Nghiêngtrục | Xoay mặt |
Bằng | A | 0° đến 15° | 150° đến 210° |
| Bằng | A | 0° đến 15° | 150° đến 210° |
Ngang | B | 0° đến 15° | 125° đến 150° 210° đến 235° |
| Ngang | B | 0° đến 15° | 80° đến 150° 210° đến 280° |
Trần | C | 0° đến 80° | 0° đến 125° 235° đến 360° |
| Trần | C | 0° đến 80° | 0° đến 80° 280° đến 360° |
Đứng | D E | 15° đến80° 80° đến 90° | 125° đến 235° 0° đến 360° |
| Đứng | D E | 15° đến80° 80° đến 90° | 80° đến 280° 0° đến 360° |
Hình 6.4. Tư thế hàn của mối hàn góc |
| Hình 6.5. Tư thế hàn của mối hàn đối đầu | ||||||
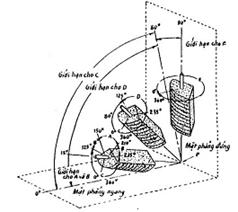
A) Tư thế hàn bằng | B) Tư thế hàn ngang |
C) Tư thế hàn đứng | D) Tư thế hàn trần |
Hình 6.6. Tư thế hàn cho mẫu thí nghiệm mối hàn đối đầu | |
|
|
A) Tư thế hàn bằng | B) Tư thế hàn ngang |
| |
C) Tư thế hàn đứng | D) Tư thế hàn trần |
Hình 6.7. Tư thế hàn cho mẫu thí nghiệm mối hàn góc | |
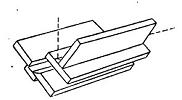
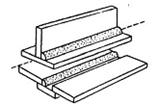
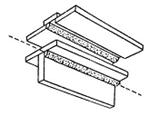
6.9. Lựa chọn thí nghiệm chứng chỉ công nghệ hàn.
Việc lựa chọn thí nghiệm chứng chỉ công nghệ hàn phải căn cứ vào phương pháp hàn, dạng kết cấu mối hàn, thép cơ bản, vật liệu hàn và các chỉ dẫn trong các mục 6.10, 6.11,6.12, 6.13.
Quy trình thí nghiệm kiểm tra công nghệ hàn cho mối hàn vát mép ngấu hoàn toàn có thể sử dụng cho mối hàn ngấu không hoàn toàn mà không cần thí nghiệm thêm nào khác. Tư vấn kỹ thuật có thể yêu cầu nhà thầu cung cấp ba mẫu thí nghiệm thô đại để đánh giá tính toàn vẹn của mối hàn và kiểm tra kích thước mối hàn theo thiết kế.
6.10. Chứng chỉ công nghệ hàn góc.
6.10.1. Quy trình công nghệ hàn góc có thể dựa trên cơ sở kết quả chứng chỉ công nghệ mối hàn đối đầu có vát mép tương ứng.
6.10.2. Tính chất cơ học của mối hàn góc được xác định bằng thí nghiệm tính cơ học củamối hàn đối đầu có vát mép. Không phải thí nghiệm riêng biệt cho mối hàn góc nếukhông có yêu cầu nào khác trong hợp đồng.
6.10.3. Kiểm tra tính toàn vẹn của mối hàn góc được thực hiện bằng mẫu thô đại như hình 6.8. Thí nghiệm được tiến hành với dòng điện hàn và điện thế hàn ở mức trung bình.
1) Mẫu thí nghiệm thô đại cho mối hàn góc đượctiếnhànhcho từng công nghệ hànvà từng tư thế hàn được sử dụng trong công trình.Mộtthínghiệmcho mối hàngóc một lớp có kích thước lớn nhất và mộtthí nghiệm với kích thước mốihàn góc nhỏnhất được sử dụng trong công trình.Hai thínghiệm hàn góc có thể thực hiện riêng rẽhoặc kết hợp.
2) Mẫu hàn được cắt theo mặt phẳng vuônggóc với đường hàn ở ba vị trí như hình 6.8.Các mẫu thô đại được đánh bóng bề mặt đểđánh giá theo chỉ dẫn ở điều 6.18.4.
6.11. Công nghệ hàn đã được chứng chỉ trước.
Phương pháp hàn tay (SMAW) sử dụng que hànquy định trong bảng 3.1 và tuân thủ các yêu cầutrong Tiêu chuẩn này được coi là chứng chỉ trướcvà được bỏ qua khâu thí nghiệm chứng chỉ côngnghệ hàn.
Các mối hàn đính mà sau được hòa tan khi hàntự động dưới lớp thuốc (SAW) cũng không phải tiến hành thí nghiệm chứng chỉ công nghệ hàn đính nếu như không có quy định khác.
Kích thước Z chân mối hàn | T1 Min | T2 Min |
6 | 20 | 6 |
8 | 25 | 8 |
10 | 25 | 10 |
12 | 25 | 12 |
16 | 25 | 16 |
20 | 25 | 20 |
>20 | 25 | 25 |
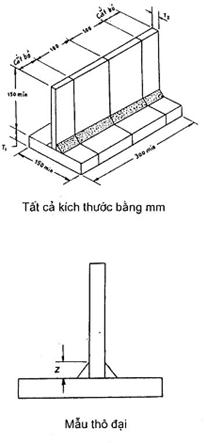
Hình 6.8. Thí nghiệm tính toàn vẹn mối hàn góc đểchứng chỉ công nghệ hàn - Mẫu D
6.12. Nhiệt lượng hàn.
Trong các phương pháp hàn nhất là đối với phương pháp hàn tự động, nhiệt lượng hàn ảnh hưởng rất lớn đến cơ tính mối hàn. Trong Quy trình công nghệ hàn, phải chọn các thông số công nghệ sao cho nhiệt lượng hàn nằm trong khoảng tối ưu. Vì vậy, phải tiến hành thí nghiệm với nhiệt lượng hàn tối đa và nhiệt lượng hàn tối thiểu. Công nghệ hàn sử dụng vật liệu chỉ định ở Bảng 3.1 và kết cấu mối hàn theo hình 2.4, hình2.5 thì có thể chọn điều 6.12.1 hay 6.12.2 để thí nghiệm kiểm tra. Xem điều 6.12.3 để xác định giới hạn nhiệt lượng hàn.
Nhiệt lượng đường (qd) được tính bằng công thức sau:
Trong đó:
qd - nhiệt lượng đường(kj/mm)
Ih - dòng điện hàn(A)
Uh - điện tư thế hàn(V)
Vh - tốc độ hàn(mm/phút).
6.12.1. Nhiệt lượng hàn tối đa. Để đánh giá chất lượng hàn tự động dưới thuốc (SAW) hay hàn dây lõi thuốc (FCAW) với vật liệu hàn quy định trong Bảng 3.1, cần làm thí nghiệm theo mẫu A (Hình 6.1) với công nghệ hàn có nhiệt lượng hàn tối đa và do vậy tốc độ nguội của mối hàn và vùng ảnh hưởng nhiệt (VAH) sẽ nhỏ nhất.
Ghi chú: Khi thực hiện mối hàn hai hay nhiều lớp phải để mối hàn lớp trước nguội hẳn mới hàn lớp tiếp theo. Nếu hàn ngay khi lớp hàn trước còn nóng thì nhiệt lượng trung chuyển sẽ làm ảnh hưởng đến cơ tính mối hàn. Nếu cần nguội nhanh giữa các đường hàn có thể làm nguội nhân tạo bằng cách thổi khí nén mặt sau mối hàn.
Sau đây là những thông số công nghệ được chỉ định trong Quy trình công nghệ hàn:
1) Mã hiệu dây hàn (Đường kính dây hàn không phải đại lượng cốt yếu trong phương pháp thí nghiệm này).
2) Các thông số về điện gồm: dạng dòng điện hàn (một chiều hay xoay chiều), cách đấu cực hàn (thuận hay nghịch), và tầm với điện cực. Thay đổi tầm với điện cực cũng làm ảnh hưởng đến chất lượng hàn.
3) Dòng điện hàn tối đa.
4) Điện thế hàn tối đa.
5) Lưu lượng khí bảo vệ tối thiểu.
6) Gia nhiệt trước và gia nhiệt trung chuyển ở mức tối đa.
6.12.2. Nhiệt lượng hàn tối đa - tối thiểu. Việc thí nghiệm để thiết lập phạm vi giớihạnnhiệt lượng tối đa - tối thiểu cho chứng chỉ công nghệ hàn tự động dưới lớp thuốc và hàn dây lõi thuốc, cần sử dụng vật liệu hàn trong bảng 3.1 và mẫu hàn hình 6.1. Một nhóm công nghệ hàn sử dụng cùng một phương pháp hàn, cùng dạng dòng điện và cách đấu cực hàn, cùng tổ hợp dây hàn - thuốc hàn hay khí bảo vệ, nhưng có thể khác biệt về đườngkính dây hàn và cách thao tác thì có thể sử dụng một Quy trình công nghệ hàn có sửa đổi để làm cả hai thí nghiệm xác định nhiệt lượng hàn tối đa và tối thiểu như chỉ dẫn sau đây:
Thí nghiệm xác định nhiệt lượng hàn tối đa như điều 6.12.1.
Tiến hành thí nghiệm nhiệt lượng hàn tối thiểu. Để tạo ra nhiệt lượng hàn tối thiểu cũng có nghĩa là tốc độ nguội của kim loại mối hàn và vùngảnhhưởngnhiệtlớnnhất. Quy trình côngnghệ hàn phải chỉ rõ các thông số sau:
1) Mã hiệu dây hàn.
2) Dạng dòng điện hàn, cách đấu cực hàn và tầm với điện cực.
3) Dòng điện hàn tối thiểu.
4) Điện thế hàn tối thiểu.
5) Lưu lượng khí bảo vệ tối đa.
6) Gia nhiệt trước và gia nhiệt trung chuyển ở mức tối thiểu cho phép của Tiêu chuẩn này. Mẫu thí nghiệm có thể được làm nguội nhân tạo giữa các đường hàn như ghi chú ở điều 6.12.1.
6.12.3. Những giới hạn trong sản xuất hàn.
1) Giới hạn nhiệt lượng tối đa: Công nghệ hàn SAW và FCAW được chứng chỉ theo điều 6.12.1, có thể áp dụng từ 60 đến 100% nhiệt lượng hàn tối đa đã được chứng chỉ.
2) Khi chứng chỉ công nghệ hàn theo điều 6.12.1 thì dòng điện và điện thế hàn trong sản xuất không được vượt quá giá trị tối đa trong kết quả chứng chỉ. Sau khi đã chọn dòng điện hàn và điện thế hàn thì phải chọn tốc độ hàn sao cho nhiệt lượng hàn phù hợp với yêu cầu (1). Dòng điện hàn không được giảm quá 20% và điện thế hàn không được giảm quá 14% giá trị tối đa của kết quả ghi trong biên bản chứng chỉ.
3) Đối với giới hạn nhiệt lượng hàn tối đa - tối thiểu: Công nghệ hàn SAW và FCAW được thí nghiệm theo điều 6.12.2 có thể chọn nhiệt lượng hàn tính toán bất kỳ trong khoảng giữa nhiệt lượng hàn tối đa và tối thiểu trong biên bản chứng chỉ.
4) Khi chứng chỉ công nghệ hàn dựa trên cơ sở thí nghiệm nhiệt lượng hàn tối đa - tối thiểu theo điều 6.12.2 thì dòng điện hàn và điện thế hàn trong sản xuất không được lớn hơn giá trị tối đa hay nhỏ hơn giá trị tối thiểu ghi trong Biên bản chứng chỉ. Tốc độ hàn được chọn sao cho nhiệt lượng hàn phù hợp với yêu cầu (3).
6.13. Chứng chỉ mối hàn loại phi tiêu chuẩn hoặc thép và vật liệu hàn đặc biệt.
Khi sử dụng kết cấu mối hàn loại phi tiêu chuẩn, không theo hình 2.4, Hình 2.5 hoặc sử dụng các vật liệu hàn và thép cơ bản không phù hợp với Bảng 3.1 thì Nhà thầu phải tiến hành các thí nghiệm kiểm tra để chứng chỉ công nghệ hàn về tất cả các thay đổi thông số kỹ thuật không hợp chuẩn đó. Mẫu hàn Hình 6.3 cho kết cấu mối hàn loại phi tiêu chuẩn.
6.14. Các dạng thí nghiệm cơ tính và mục đích của chúng.
Tính chất cơ học của mối hàn và liên kết hàn bao gồm: độ bền kéo, độ bền uốn và độ bền va đập. Thí nghiệm tính toàn vẹn của mối hàn theo yêu cầu của điều 6.18.4. Những thí nghiệm nêu dưới đây được sử dụng để xác định tính chất cơ học và tính toàn vẹn của các mối hàn.
6.14.1. Các thí nghiệm cho mối hàn đối đầu bao gồm:
1) Thí nghiệm mẫu thắt thử kéo để xác định độ bền kéo đứt của liên kết hàn.
2) Thí nghiệm mẫu uốn cạnh để xác định độ bền uốn và tính toàn vẹn của liên kết hàn.
3) Thí nghiệm mẫu tròn thử kéo để xác định độ bền kéo đứt, giới hạn chảy và độ giãn dài tương đối của kim loại mối hàn.
4) Thí nghiệm mẫu Chapy khía chữ V để xác định độ bền và đập.
5) Thí nghiệm mẫu thô đại để đánh giá tính toàn vẹn của mối hàn và đo độ sâu ngấu hay kích thước mối hàn.
6.14.2. Các thí nghiệm cho mối hàn góc như sau:
1) Tính chất cơ học của mối hàn góc được xác định bằng thí nghiệm mối hàn đối đầu vát mép tương đương nếu không có chỉ định nào khác trong Hợp đồng.
2) Thí nghiệm tính toàn vẹn của mối hàn góc bằng mẫu thô đại để xác định kích thước mối hàn, chiều sâu ngấu cũng như sự phân bố giữa các lớp hàn.
6.15. Mẫu thí nghiệm - số lượng, dạng mẫu và phương pháp gia công
6.15.1. Dạng mẫu và số lượng mẫu thí nghiệm cho chứng chỉ công nghệ hàn như Hình 6.1 và Bảng 6.2.
6.15.2. Các bản thí nghiệm cơ tính mối hàn góc hoặc chữ T có thể sử dụng mẫu thí nghiệm mối hàn đối đầu có vát mép giống như mép vát của liên kết góc hoặc chữ T được sử dụng trong kết cấu thực. Chiều sâu mép vát không được vượt quá 25mm.
6.15.3. Mẫu thí nghiệm cơ tính được cắt ra từ mẫu hàn bằng phương pháp cắt nhiệt hay cắt cơ khí. Mẫu cắt bằng nhiệt cần có độ dư để mài bỏ vùng ảnh hưởng nhiệt của mạch cắt. Cần phải thận trọng khi cắt nhiệt để không gây quá nhiệt đối với các mẫu thử. Số lượng các mẫu thử cơ tính như chỉ định trong bảng 6.2.
6.15.4. Mẫu Chapy khía chữ V để thí nghiệm độ bền va đập có hình dạng kích thước như Hình 6.13 và số lượng là 5 mẫu được cắt ra từ mẫu hàn.
Bảng 6.2
Số lượng mẫu cần thiết để thí nghiệm chứng chỉ công nghệ hàn
Mẫu hàn thí nghiệm | Mẫu tròn thử kéo kim loại mối hàn | Mẫu cắt thử kéo liên kết hàn | Mẫu uốn cạnh | Mẫu va đập chapy khía chữ V | Mẫu thô đại mối hàn đối đầu | Mẫu thô đại mốihàn góc |
Hình 6.1 | 1 | 2 | 4 | 5 | (*) | - |
Hình 6.2 | 1 | - | 2 | 5 | - | - |
Hình 6.3 | - | 2 | 4 | - | 2 | - |
Hình 6.8 | - | - | - | - | - | 3 |
(*) Khi tư vấn kỹ thuật yêu cầu.
Các mẫu thí nghiệm cơ tính trừ mẫu va đập được gia công như sau:
1) Mẫu tròn thử kéo kim loại mối hàn có hình dạng và kích thước như hình 6.9 (**)
2) Mẫu thắt thử kéo liên kết hàn như hình 6.10.
3) Mẫu uốn cạnh mối hàn có kích thước như hình 6.11
4) Mẫu uốn mặt và gốc mối hàn như Hình 6.12 (chỉ áp dụng cho chứng chỉ thợ hàn)
Ghi chú: (**) Nếu trong công trình không có thép cơ bản dày đến 20mm, thì chọn thép dày nhất được sử dụng để làm mẫu hàn, và mẫu tròn thử kéo có 2 loại kích thước nhỏ hơn sau đây:
- Đường kính mẫu9 mm hay 6 mm
- Độ dài phần đo 45 mm hay 30 mm
- Bán kính vê tròn 8 mm hay 6 mm
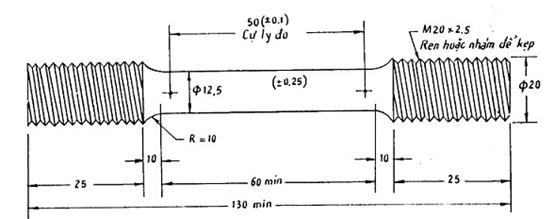
Hình 6.9. Mẫu tròn tiêu chuẩn thử kéo kim loại mối hàn
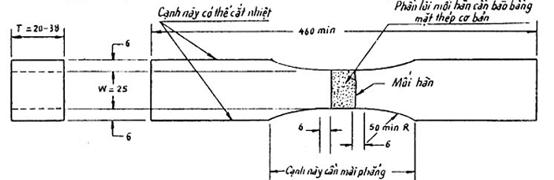
Hình 6.10. Mẫu thắt thử kéo liên kết hàn
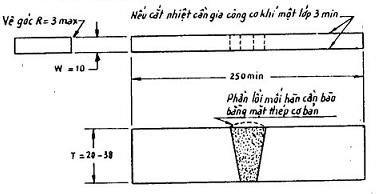
Hình 6.11. Mẫu thử uốn cạnh mối hàn
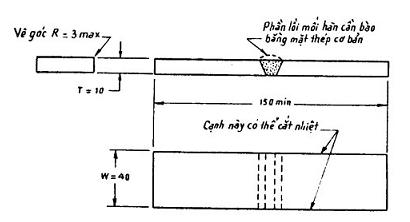
Hình 6.12. Mẫu thử uốn mặt và uốn gốc mối hàn
Hình 6.13. Mẫu thí nghiệm độ bền va đập
6.16. Kiểm tra không phá hủy mẫu hàn thí nghiệm.
Trước khi cắt mẫu thử cơ tính, cần kiểm tra mẫu hàn bằng chụp tia bức xạ hay siêu âm để phát hiện ra các khuyết tật mối hàn. Những phần mối hàn có khuyết tật thì không được đưa vào chế tạo mẫu thử cơ tính.
6.17. Phương pháp thí nghiệm mẫu cơ tính.
Thí nghiệm thử cơ tính mối hàn theo Tiêu chuẩn Việt nam TCVN 197 - 85, TCVN 198 - 85, TCVN 312-84 hoặc theo tiêu chuẩn quốc tế khác được Tư vấn kỹ thuật chấp nhận.
6.18. Các yêu cầu về kết quả thí nghiệm.
Kết quả thí nghiệm các mẫu thử cơ tính phải đạt yêu cầu sau:
6.18.1. Đối với mẫu thắt thử kéo liên kết hàn thì độ bền kéo đứt của mẫukhôngđược nhỏhơn độ bền kéo danh định nhỏ nhất của thép cơ bản sử dụng.
6.18.2. Đối với mẫu tròn thử kéo kim loại mối hàn thì các tính chất cơ họcphải đạtcácgiátrị quy định trong bảng 3.1 hay các yêu cầu khác trong Hợp đồng.
6.18.3. Đối với các mẫu thử uốn thì bề mặt lồi của mẫu sau khi uốn được kiểm tra bằng quan sát để xác định những vết nứt rạn xuất hiện do uốn. Kết quả thí nghiệm đạt yêu cầu khi mẫu thử có các vết nứt rạn không vượt quá các giá trị sau:
1) 3 mm khi đo ở mọi hướng ở mặt lồi của mẫu.
2) Tổng kích thước các khuyết tật từ 1 mm đến 3mm ở mặt lồi không vượt quá 10mm
3) Kích thước các vết nứt ở góc mẫu thử không vượt quá 6mm.
6.18.4. Mẫu thô đại được coi là đạt yêu cầu khi thỏa mãn các yêu cầu sau đây:
Đối với mối hàn ngấu không hoàn toàn và mối hàn góc:
1) Không có vết nứt
2) Phải đảm bảo ngấu giữa các lớp hàn và giữa mối hàn với thép cơ bản.
3) Kích thước, hình dạng mối hàn như thiết kế, không có khuyết tật về hình dạng như Hình 5.7
4) Không bị cháy chân mối hàn sâu quá 1 mm
5) Kích thước chân nhỏ nhất của mối hàn góc phải lớn hơn hoặc bằng kích thước quy định
6) Mối hàn góc phải ngấu hết gốc, song không nhất thiết phải ngấu sâu vào sau gốc.
6.18.5. Kết quả thử va đập phải lớn hơn hoặc bằng giá trị ghi trong bảng 3.1 nếu không có yêu cầu nào khác trong Hợp đồng. Việc lấy kết quả thí nghiệm như sau: Trong 5 mẫu va đập thì loại bỏ kết quả mẫu đạt giá trị cao nhất và mẫu đạt giá trị thấp nhất, còn 3 mẫu lấy giá trị trung bình. Kết quả đạt yêu cầu nếu giá trị trung bình đó lớn hơn hoặc bằng giá trị quy định, nhưng với điều kiện chỉ được một mẫu dưới mức quy định và mẫu đó không nhỏ hơn 2/3 giá trị va đập quy định.
6.19. Thí nghiệm lại
6.19.1. Nếu một mẫu uốn bất kỳ không đạt kết quả quy định thì làm lại mẫu đó với số mẫu gấp đôi được cắt từ mẫu hàn ban đầu hoặc làm lại mẫu hàn mới với chính chế độ công nghệ đã sử dụng. Hai mẫu này phải đạt yêu cầu quy định.
6.19.2. Khi kết quả các thí nghiệm cơ tính nói chung có chỉ tiêu nào đó không đạt yêu cầu quy định thì phải làm lại lô mẫu khác cho chỉ tiêu đó, nếu thí nghiệm lại vẫn không đạt yêu cầu thì phải xem xét các yếu tố đầu vào của thí nghiệm như: Thép cơ bản, vật liệu hàn, chế độ công nghệ, tay nghề thợ hàn hoặc các yếu tố khác ảnh hưởng đến chất lượng mẫu thử.
Phần B.
CHỨNG CHỈ TAY NGHỀ THỢ HÀN
6.20. Những quy định chung
Thợ hàn tay, thợ hàn tự động và bán tự động tham gia công việc hàn kết cấu cầu thép phải được kiểm tra chứng chỉ tay nghề theo hướng dẫn của Phần B này hoặc theo TCVN 6700-1:2000 (ISO 9606-1: 1994) nếu được Tư vấn kỹ thuật chấp nhận. Các thí nghiệm chứng chỉ tay nghề nhằm đánh giá trình độ, năng lực và sự hiểu biết về Quy trình công nghệ hàn trong sản xuất của thợ hàn.
6.20.1. Để chứng chỉ tay nghề thợ hàn cần áp dụng các quy tắc sau:
(1) Thí nghiệm được thực hiện trên các loại thép cơ bản quy định trong Tiêu chuẩn này. Nếu chứng chỉ hàn loại thép có giới hạn chảy lớn hơn 620 MPa thì phải thực hiện đúng loại thép được sử dụng trong công trình.
(2) Thợ hàn được chứng chỉ riêng cho từng phương pháp hàn sử dụng.
(3) Việc thay đổi tư thế hàn này sang tư thế hàn khác mà thợ hàn chưa được chứng chỉ thì phải tiến hành kiểm tra chứng chỉ hàn tay bằng que hàn hyđro thấp loại EXX18 thì được coi là đã chứng chỉ các loại que hàn khác trong Tiêu chuẩn này.
6.20.2. Thời hạn có hiệu lực của chứng chỉ tay nghề thợ hàn.Thợ hàn đượcchứngchỉ theoyêu cầu của Tiêu chuẩn này được coi là vô thời hạnnếu côngnhân làmviệcnày liêntục. Trong trường hợp công nhân không làm công việc đã chứng chỉ quá 6 tháng hoặc vì lý do nào đó đòi hỏi kiểm tra lại trình độ thì chỉ cần thí nghiệm trên thép có độ dày 10mm.
6.20.3. Trách nhiệm của nhà thầu, Nhà thầu chế tạo kết cấu cầu thép phải có trách nhiệm thực hiện việc kiểm tra chứng chỉ tay nghề của thợ hàn theo yêu cầu của Tiêu chuẩn này.
6.20.4. Biên bản kiểm tra chứng chỉ. Các biên bản về kết quả thí nghiệm chứng chỉ tay nghề thợ hàn do Nhà thầu hay Nhà máy sản xuất lưu giữ và sẵn sàng cung cấp cho các bên hữu quan có thẩm quyền khi có yêu cầu kiểm tra.
6.21. Các yêu cầu về thí nghiệm chứng chỉ
6.21.1. Thí nghiệm chứng chỉ tay nghề thợ hàn tay và hàn bán tự động bao gồm:
(1) Thí nghiệm chứng chỉ mối hàn đối đầuvới chiều dày thép không hạn chế.
(2) Thí nghiệm chứng chỉ mối hàn đối đầuvới chiều dày thép hạn chế.
(3) Thí nghiệm chứng chỉ mối hàn góc.
(4) Thí nghiệm chứng chỉ mối hàn lỗ.
6.21.2. Thợ hàn thực hiện các thí nghiệm chứng chỉcông nghệ hàn theo quy định ở mục 6.7,6.8 và các thí nghiệm đó đạt yêu cầu thì thợhàn được chấp nhận chứng chỉ tay nghềvề phương pháp hàn và tư thế hàn đã sử dụng.
6.22. Kiểm tra chứng chỉ về tư thế hàn
6.22.1. Tư thế hàn kiểm tra chứng chỉ thợ hàn tay cho mối hàn đối đầu và hàn góc như sau:
(1) Hàn ở tư thế hàn bằng
(2) Hàn ở tư thế hàn ngang
(3) Hàn ở tư thế hàn đứng
(4) Hàn ở tư thế hàn trần.
Thợ hàn thực hiện việc kiểm tra ở tư thế nào thì được cấp chứng chỉ tay nghề ở tư thế hàn đó.
6.22.2. Tư thế hàn cho chứng chỉ tay nghề thợ hàn tự động bao gồm:
(1) Hàn mẫu hàn đối đầu ở tư thế hàn bằng.
(2) Hàn mẫu chữ T ở tư thế hàn bằng (hàn lòng máng) hoặc ở tư thế hàn ngang.
6.22.3. Các mẫu thí nghiệm chứng chỉ tay nghề thợ hàn có hình dạng và kích thước như mô tả trong các Hình 6.14 đến Hình 6.21.
Hình 6.14. Mẫu thí nghiệm không hạn chế chiều dày cho chứng chỉ thợ hàn tay | Hình 6.15. Mẫu thí nghiệm không hạn chế chiều dày ở tư thế hàn ngang cho chứng chỉ thợ hàn tay |
Hình 6.16. Mẫu thí nghiệm hạn chế chiều dày ở mọi tư thế hàn cho chứng chỉ thợ hàn tay | Hình 6.17. Mẫu thí nghiệm hạn chế chiều dày ở tư thế hàn ngang cho chứng chỉ thợ hàn tay |
Hình 6.18. Mẫu thí nghiệm phá hủy và mẫu thô đại mối hàn góc cho chứng chỉ thợ hàn tay | |
Hình 6.19. Mẫu thí nghiệm mối hàn lỗ- mẫu thô đại cho chứng chỉ thợ hàn tay | |
Hình 6.20. Mẫu hàn thí nghiệm chiều dày không hạn chế cho chứng chỉ thợ hàn tự động | |
Hình 6.21. Mẫu hàn thí nghiệm phá hủy và mẫu thô đạimối hàn góc cho chứng chỉ thợ hàn tự động | |
6.23. Các yêu cầu về kết quả thí nghiệm chứng chỉ tay nghề thợ hàn
6.23.1. Kiểm tra bằng quan sát các mẫu hàn thí nghiệm. Mối hàn thí nghiệm phải đạt các yêu cầu sau:
(1) Không có vết nứt
(2) Ngấu toàn bộ giữa các lớp hàn và giữa mối hàn với thép cơ bản.
(3) Mối hàn phải đều đặn, đủ kích thước thiết kế.
(4) Cháy chân mối hàn không sâu quá 1mm.
(5) Các khuyết tật mối hàn khác không vượt quá giới hạn cho phép của Tiêu chuẩn này.
6.23.2. Kiểm tra chụp tia bức xạ hoặc siêu âm để phát hiện khuyết tật bên trong của mối hàn. Mối hàn không có vết nứt. Các khuyết tật dạng khác không vượt quá giới hạn cho phép của tiêu chuẩn này.
6.23.3. Thínghiệm uốn cạnh hoặc uốn gốc mối hàn. Phía mặt lồi của mẫu sau khi uốn được kiểm tra để xác định các vết rạn. Kết quả thí nghiệm được chấp nhận nếu trên bề mặt đó không có các vết rạn vượt quá giới hạn sau:
(1) 3mm khi đo ở mọi hướng trên bề mặt mẫu.
(2) 10mm cho tổng các kích thước của vết rạn lớn hơn 1mm và nhỏ hơn 3mm.
(3) 6mm đối với kích thước vết rạn lớn nhất ở cạnh mẫu.
6.23.4. Thí nghiệm phá hủy mối hàn góc
(1) Khi kiểm tra bằng quan sát trên bề mặt mẫu phải không có các vết nứt, rỗ khí, ngậm xỉ. Không chảy xệ, cháy chân mối hàn quá mức cho phép.
(2) Khi ép phá hủy mẫu hàn góc, các bản bị ép vào nhau mà mối hàn không bị phá hủy hoặc mối hàn bị phá hủy do ép thì khi xem xét bề mặt vết gẫy phải thấy mối hàn ngấu đến gốc và các khuyết tật dạng rỗ khí, ngậm xỉ có kích thước lớn nhất không quá 2 mm. Tổng kích thước của các khuyết tật lớn nhất đó không vượt quá 10mm trên 150 mm chiều dài.
6.23.5. Mẫu thô đại của mối hàn góc phải thỏa mãn các điều sau đây:
(1) Không có vết nứt.
(2) Bảo đảm độ ngấu giữa các lớp hàn và giữa mối hàn với thép cơ bản.
(3) Hình dạng mối hàn góc được chấp nhận như Hình 5.7.
(4) Không cháy chân mối hàn quá 1mm.
(5) Mối hàn góc ngấu đến gốc nhưng không nhất thiết ngấu sâu vào sau gốc.
(6) Kích thước chân mối hàn góc phải lớn hơn hoặc bằng kích thước thiết kế.
Mẫu thô đại của mối hàn lỗ phải thỏa mãn các điều sau:
(1) Không có vết nứt.
(2) Ngấu vào tấm thép đáy và thành lỗ.
(3) Tổng các kích thước dài ngậm xỉ trong mối hàn không vượt quá 6mm.
6.24. Kiểm tra lại
Nếu thợ hàn không đạt yêu cầu về một hay nhiều chỉ tiêu thí nghiệm thì có thể kiểm tra lại theo các điều kiện sau đây:
(1) Kiểm tra lại ngay. Việc thí nghiệm kiểm tra lại được thực hiện với số mẫu gấp đôi và đúng tư thế hàn mà thợ không đạt yêu cầu trong thí nghiệm trước đó. Tất cả các thí nghiệm lại phải đạt các yêu cầu quy định.
(2) Kiểm tra lại sau thời gian đào tạo thêm về lý thuyết hoặc thực hành. Việc kiểm tra lại có thể cho phép khi thợ hàn đã được đào tạo thêm và phải làm lại tất cả các thí nghiệm về dạng mối hàn và tư thế hàn mà thợ hàn không đạt yêu cầu trong lần kiểm tra trước.
Chương 7
KIỂM TRA - GIÁM SÁT
Phần A.
CÁC YÊU CẦU CHUNG
7.1. Phần chung
7.1.1. Kiểm tra - giám sát nhằm đảm bảo cho công việc chế tạo tuân thủ đúng đắn các yêu cầu của Tiêu chuẩn này. Kiểm tra chất lượng sản phẩm và giám sát đảm bảo chất lượng là hai chức năng riêng biệt được phân định trong các điều dưới đây.
7.1.1.1. Kiểm tra chất lượng sản phẩm (Gọi tắt là KCS, tiếng Anh là QC - Quality control) là trách nhiệm của Nhà thầu chế tạo. Nhà thầu phải thực hiện các thí nghiệm kiểm tra trước khi chế tạo, trong quá trình chế tạo và sau khi hoàn thành sản phẩm như chỉ dẫn của chương này. KCS phải đảm bảo các vật liệu sử dụng cho sản xuất cũng như tay nghề công nhân phù hợp với những yêu cầu trong hợp đồng.
7.1.1.2. Giám sát đảm bảo chất lượng (Gọi tắt là TVGS, tiếng Anh là QA - Quality assurance) là đặc quyền của Chủ công trình. Chủ công trình thực hiện việc giám sát và tiến hành các thí nghiệm cần thiết để khẳng định rằng sản phẩm đã được chế tạo theo đúng yêu cầu ghi trong hợp đồng. Công việc giám sát và các thí nghiệm cần được lên kế hoạch trước để giảm mức tối thiểu sự can thiệp bất thường vào quá trình sản xuất.
7.1.2. Cán bộ kiểm tra - Định nghĩa
7.1.2.1. Cán bộ kiểm tra chất lượng(KCS) là người được nhà thầu chế tạo chỉ định thay mặt trong việc thí nghiệm - kiểm tra các công việc khác liên quan đến chất lượng nằm trong phạm vi quy định của hợp đồng.
7.1.2.2. Cán bộ giám sát đảm bảo chất lượng (TVGS) là người được Chủ công trình chỉ định thay mặt cho Tư vấn kỹ thuật và Chủ công trình trực tiếp giám sát Nhà thầu về tất cả các công việc liên quan đến kỹ thuật, công nghệ và chất lượng được quy định trong hợp đồng.
7.1.3. Chứng nhận cán bộ giám sát.
7.1.3.1. Tất cả cán bộ KCS và cán bộ TVGS được chấp nhận dựa trên cơ sở sau:
1) Cán bộ kiểm tra - giám sát phải là kỹ sư hoặc kỹ thuật viên có trình độ chuyên môn về hàn kết cấu cầu thép, được đào tạo, cấp chứng chỉ về nghiệp vụ kiểm tra - giám sát và được Tư vấn kỹ thuật của Chủ công trình chấp nhận.
2) Cán bộ kiểm tra - giám sát là người đã được cấp chứng chỉ của các Hiệp hội hàn, các Viện hàn hoặc các tổ chức khác và được Tư vấn kỹ thuật chấp nhận.
7.1.3.2. Cán bộ kiểm tra - giám sát có thể nhận thêm các trợ lý giúp việc. Các trợ lý giám sát thực hiện một số công việc kiểm tra cụ thể dưới sự chỉ đạo của cán bộ giám sát.
7.1.3.3. Các nhân viên thực hiện công việc kiểm tra không phá hủy phải là người được đào tạo, có chứng chỉ và kinh nghiệm tay nghề.
7.1.3.4. Tư vấn kỹ thuật có thẩm quyền kiểm tra lại các trình độ của các cán bộ KCS, TVGS và các thí nghiệm viên.
7.1.3.5. Cán bộ kiểm tra, trợ lý và các nhân viên thí nghiệm không phá hủy phải qua kiểm tra thị lực bằng cách đọc chữ thườngở khoảng cách 300mm hay đọc xa để chứng tỏ khả năng đảm đương công việc kiểm tra được giao thông.
7.1.4. Cán bộ giám sát được cung cấp bản vẽ thi công chi tiết, ghi rõ kích thước, chiều dài, dạng và vị trí đến mối hàn. Cán bộ giám sát cũng được cung cấp một phần tài liệu hợp đồng có liên quan đến các yêu cầu về vật liệu và chất lượng sản phẩm.
7.1.5. Cán bộ giám sát được báo trước thời gian và tiến độ sản xuất để chủ động lên kế hoạch thực hiện các bước kiểm tra giám sát công trình.
7.2. Giám sát - kiểm tra vật liệu.
Cán bộ giám sát phải kiểm tra để đảm bảo chắc chắn rằng chỉ những vật liệu thỏa mãn những yêu cầu trong hợp đồng mới được sử dụng vào sản xuất.
7.3. Giám sát việc thí nghiệm chứng chỉ công nghệ hàn và các thiết bị hàn.
7.3.1. Cán bộ giám sát phải kiểm tra để đảm bảo tất cả các công nghệ hàn áp dụng cho công trình phải được thí nghiệm chứng chỉ theo yêu cầu trong chương 6 của Tiêu chuẩn này. Cán bộ giám sát phải kiểm tra để đảm bảo mỗi công việc hàn thực hiện đều có Quy trình công nghệ và các quy trình này được cung cấp cho các thợ hàn và cán bộ giám sát để giám sát và thực hiện.
7.3.2. Cán bộ giám sát phải kiểm tra các thiết bị hàn và cắt sử dụng trong sản xuất để đảm bảo rằng chúng thỏa mãn những yêu cầu nêu trong chương 4.
7.4. Giám sát việc kiểm tra chứng chỉ thợ hàn.
7.4.1. Cán bộ giám sát chỉ cho phép những thợ hàn đã có chứng chỉ tay nghề theo yêu cầu của chương 6 hoặc đã trình chứng chỉ tay nghề trước đây và được Tư vấn kỹ thuật chấp nhận mới được thực hiện công việc chế tạo.
7.4.2. Khi chất lượng công việc của thợ hàn không đạt những điều quy định trong Tiêu chuẩn này thì cán bộ giám sát có thể yêu cầu các thợ hàn thực hiện thí nghiệm kiểm tra đơn giản bằng cách thực hiện mối hàn góc sau đó bẻ gãy để đánh giá tính lành lặn của mối hàn hoặc yêu cầu tiến hành chứng chỉ lại theo chương 6.
7.4.3. Cán bộ giám sát có thể yêu cầu kiểm tra và chứng chỉ lại đối với cácthợhàncóchứng chỉ không phù hợp với các yêu cầu của Tiêu chuẩn này.
7.4.4. Cán bộ giám sát phải theo dõi quá trình tiến hành thí nghiệm chứng chỉ của các thợ hàn.
7.5. Giám sát công việc chế tạo và ghi hồ sơ.
7.5.1. Cán bộ giám sát phải tiến hành kiểm tra để đảm bảo rằng kích thước và vị trí tất cả các mối hàn đều tuân thủ yêu cầu của Tiêu chuẩn này và các bản vẽ chế tạo, đảm bảo không có mối hàn nào thêm vào kết cấu mà không được phê duyệt trước.
7.5.2. Cán bộ giám sát phải kiểm tra để đảm bảo rằng các Quy trình công nghệhànđãđược chứng chỉ theo yêu cầu của chương 6 mới được áp dụng vào sản xuất.
7.5.3. Cán bộ giám sát, ở từng giai đoạn thích hợp phải theo dõi kiểm tra việc chuẩn bị liên kết hàn như vát mép, làm sạch, gá lắp... và các thao tác của thợ hàn, để đảm bảo việc chấp hành đúng yêu cầu của Quy trình công nghệ hàn. Kích thước và hình dạng mối hàn phải được kiểm tra bằng các dưỡng đo thích hợp. Việc quan sát kiểm tra các vết nứt ở mối hàn phải được thực hiện dưới ánh sáng mạch và các thiết bị trợ giúp khác như kính lúp khuyếch đại. Các chỉ tiêu để chấp nhận mối hàn theo Quy định trong Tiêu chuẩn này.
7.5.4. Cán bộ giám sát phải đánh dấu rõ ràng trên các bộ phận kết cấu đã được kiểm tra.
7.5.5. Cán bộ giám sát phải lưu giữ bản sao các chứng chỉ thợ hàn, các kết quả thí nghiệm chứng chỉ công nghệ hàn, các kết quả kiểm tra vật liệu, kiểm tra thiết bị và các thông tin cần thiết khác.
7.5.6. Đối với kiểm tra không phá hủy, cán bộ giám sát phải kiểm tra để đảm bảo các thiết bị, quy trình và kỹ thuật kiểm tra theo đúng các yêu cầu của mục 7.7. Tư vấn giám sát phải theo dõi việc thực hiện các thí nghiệm kiểm tra không phá hủy, đánh giá kết quả và chấp nhận các mối hàn đạt yêu cầu. TVGS chấp nhận phương pháp sửa chữa những mối hàn không đạt yêu cầu và giám sát công việc sửa chữa các mối hàn đó.
7.5.7. Cán bộ giám sát phải ghi chép lưu hồ sơ các vị trí, các bộ phận đã kiểm tra và kết quả các thí nghiệm không phá hủy cùng với tất cả công việc sửa chữa đã thực hiện.
7.6. Trách nhiệm của Nhà thầu chế tạo.
7.6.1. Nhà thầu phải cho phép các thành viên của Tư vấn giám sát tiếp cận các công việc chế tạo kết cấu và kiểm tra các số liệu của KCS nhà máy.
7.6.2. Các nhà thầu chế tạo có trách nhiệm tiến hành công việc kiểm tra bằng quan sát và kiểm tra không phá hủy được quy định trong mục 7.7.
7.6.3. Nhà thầu phải tuân thủ các yêu cầu của Tư vấn giám sát về việc sửa chữa những sai sót trong quá trình chế tạo.
7.6.4. Trong trường hợp hàn hỏng hoặc khi sửa chữa khuyết tật mà làm tổn hại đến thép cơ bản tới mức Tư vấn kỹ thuật không chấp nhận thì phải loại bỏ thép cơ bản đó và thay thế bằng thép mới hoặc bù đắp phần thiếu hụt theo quyết định của Tư vấn kỹ thuật.
7.6.5. Nếu việc thí nghiệm không phá hủy được chỉ định trong bản Hợp đồng ngay từ đầu mà sau đó Tư vấn kỹ thuật mới yêu cầu thêm thì nhà thầu chế tạo phải tiến hành hoặc cho phép tiến hành mọi thí nghiệm theo yêu cầu đó. Giá cả việc thí nghiệm thêm sẽ được Chủ công trình và Nhà thầu đàm phán thỏa thuận. Trách nhiệm thanh toán việc thí nghiệm thêm thuộc về Chủ công trình. Tất nhiên, nếu các thí nghiệm kiểm tra phát hiện thấy sản phẩm có các khuyết tật hàn hoặc sai sót vượt quá phạm vi quy định của Tiêu chuẩn này thì công việc sửa chữa sẽ do Nhà thầu chi phí.
7.6.6. Nhà thầu phải có kế hoạch và thời gian biểu cho việc kiểm tra không phá hủy và thông báo trước cho bên Tư vấn giám sát để phối hợp làm việc.
7.7. Kiểm tra không phá hủy (Non - Destructive Testing viết tắt NDT)
Kiểm tra không phá hủy cùng với kiểm tra bằng quan sát được Nhà thầu thực hiện và phải tuân thủ các quy định trong mục này. Công việc kiểm tra bao gồm: Kiểm tra thép cơ bản, kiểm tra các mối hàn chế tạo, các mối hàn sửa chữa, kiểm tra mẫu thí nghiệm chứng chỉ công nghệ hàn và chứng chỉ tay nghề thợ hàn. Các chi phí cho kiểm tra không phá hủy được tính vào giá thành chế tạo kết cấu.
7.7.1. Mối hàn đối đầu ở các phân tố chính phải được kiểm tra không phá hủy. Nếu không có quy định nào khác thì phương pháp chụp tia bức xạ được dùng để kiểm tra mối hàn đối đầu ngấu hoàn toàn chịu ứng suất kéo tính toán hay chịu tải trọng lặp. Các mối hàn đối đầu ngấu hoàn toàn chịu ứng suất nén hay chịu cắt có thể kiểm tra bằng chụp tia hoặc siêu âm. Tất cả các mối hàn ngấu hoàn toàn trong liên kết chữ T hay liên kết góc đều được kiểm tra bằng siêu âm.
Phương pháp chụp tia bức xạ hay siêu âm mối hàn được thực hiện theo các yêu cầu sau đây:
1) Kiểm tra 100% chiều dài từng mối hàn chịu ứng suất kéo tính toán hay chịu tải trọng lặp.
Đối với mối hàn đối đầu nối ngang bản bụng thì kiểm tra như sau:
a) Kiểm tra phần đường hàn bằng 1/6 chiều cao bụng dầm kể từ vị trí có ứng suất kéo lớn nhất.
b) Và kiểm tra xác suất 25% chiều dài phần mối hàn còn lại.
c) Nếu phát hiện thấy các khuyết tật quá giới hạn cho phép khi kiểm tra theo a) hay theo b) thì phải kiểm tra tất cả các phần mối hàn còn lại.
2) Kiểm tra xác suất 25% chiều dài của từng đường hàn hoặc kiểm tra xác suất 25% cho tổng chiều dài toàn bộ các mối hàn chịu ứng suất nén hoặc chịu ứng suất cắt ở các phân tố chịu lực chính. Nếu áp dụng phương án sau thì việc kiểm tra phải phân bố đều trên kết cấu.
a) Nếu phát hiện ở phần kiểm tra có khuyết tật quá giới hạn cho phép thì phải kiểm tra toàn bộ chiều dài phần mối hàn còn lại.
b) Nếu không có chỉ định nào khác trong hợp đồng, thì những yêu cầu ở trên không áp dụng cho mối hàn đối đầu dọc thanh dầm hoặc dọc bản bụng. Những mối hàn này là đối tượng kiểm tra của mục 7.7.2.
3) Các yêu cầu kiểm tra bằng chụp tia bức xạ hoặc siêu âm được áp dụng như nhau đối với các mối hàn thực hiện trong phân xưởng cũng như ngoài công trường.
7.7.2. Nếu không có chỉ định nào khác, thì các mối hàn góc và mối hàn đối đầu ngấu không hoàn toàn của phân tố chính được KCS kiểm tra bằng phương pháp bột từ theo quy định sau:
1) Kiểm tra ít nhất 30mm đại diện cho từng 3m dài đường hàn đối đầu nối dọc thanh giàn hay bản bụng và các dạng mối nối khác trong phân tố chính. Các mối nối bản bụng với bản cánh, các sườn tăng cứng với bản bụng hay bản cánh, các vách ngăn của thanh dạng hộp...
2) Nếu phát hiện thấy các khuyết tật quá giới hạn cho phép trên bất kỳ đoạn kiểm tra nào thì phải kiểm tra toàn bộ phần mối hàn còn lại.
3) Không yêu cầu kiểm tra bằng phương pháp bột từ cho mối hàn góc trên các phân tố thứ yếu.
7.3.3. Sau khi hàn sửa chữa các khuyết tật, phải tiến hành kiểm tra lại để khẳng định việc sửa chữa đã đạt yêu cầu. Kiểm tra này bao gồm vùng mối hàn sửa chữa và thêm ít nhất 50mm về mỗi phía.
7.7.4. Những mối hàn được kiểm tra mà không đạt các yêu cầu của Tiêu chuẩn này thì phải sửa chữa theo phương pháp quy định ở mục 5.7.
7.7.5. Phương pháp kiểm tra bột từ theo tiêu chuẩn Việt Nam TCVN 4396 - 86 hoặc theo các tiêu chuẩn quốc tế khác được Tư vấn kỹ thuật chấp nhận.
Phần B.
KIỂM TRA CHỤP TIA BỨC XẠ CÁC MỐI HÀN ĐỐI ĐẦU
7.8. Phạm vi kiểm tra.
Mục 7.7 Quy định phạm vi tối thiểu cho việc kiểm tra bằng phương pháp chụp tia bứcxạ.
7.9. Quy định chung.
7.9.1. Quy trình và các tiêu chuẩn nêu trong phần B này hướng dẫn về kiểm tra mối hàn bằng phương pháp chụp tia bức xạ. Các yêu cầu này quy định cho kiểm tra mối hàn đối đầu bằng nguồn phát xạ tia X hoặc tia gamma. Kiểm tra mối hàn bằng chụp tiabức xạ phải phù hợp với tiêu chuẩn Việt Nam TCVN 4395 - 86 hoặc các tiêu chuẩn nước ngoài khác được Tư vấn kỹ thuật chấp nhận.
7.9.2. Sự thay đổi quy trình kiểm tra, thiết bị kiểm tra và các tiêu chuẩn chấp nhận có thể áp dụng nếu có sự thỏa thuận giữa Nhà thầu và Tư vấn kỹ thuật của Chủ công trình.
7.10. Quy trình kiểm tra bằng phương pháp chụp tia bức xạ.
7.10.1. Chụp tia bức xạ được thực hiện với nguồn phát tia X hoặc tia gamma. Độ nhạy chụp tia được đánh giá trên cơ sở sử dụng tấm chỉ thị chất lượng ảnh. Kỹ thuật và thiết bị chụp ảnh phải đảm bảo độ nhạy để thể hiện rõ ràng các kỹ hiệu trên ảnh.
7.10.2. Việc thực hiện chụp tia phải tuân thủ theo các yêu cầu về an toàn phóng xạ.
7.10.3. Nếu trong Hợp đồng chế tạo yêu cầu tẩy bỏ phần lồi mối hàn trước khi chụp tia thì phải mài thẳng theo các yêu cầu ở điều 5.6.14. Các mối hàn khác có thể không phải mài phẳng nếu mối hàn không có khuyết tật bề mặt gây ảnh hưởng tới việc chụp tia. Các bản dẫn phải được tẩy bỏ khỏi kết cấu trước khi chụp tia, nếu không có quy định khác của Tư vấn kỹ thuật.
Nếu trong hợp đồng hoặc bản thiết kế có yêu cầu tẩy bỏ tấm thép đệm mặt sau mối hàn thì phải tẩy bỏ và mài phẳng trước khi chụp tia.
7.10.4. Phim chụp phải đủ chiều rộng để phủ được toàn bộ liên kếthànkểcảphầnảnhhưởng nhiệt của mối hàn và tấm chỉ thị chất lượng ảnh.
7.10.5. Ảnh chụp không được có các khuyết tật cơ học, hóa học hoặc quang học cho đến mức độ gây lẫn lộn giữa các khuyết tật của ảnh với khuyết tật mối hàn. Các khuyết tật đó có thể do kỹ thuật chụp tia, kỹ thuật tráng phim, do vết bẩn hóa chất hoặc vết xước phim bởi tác động cơ học.
7.10.6. Trên ảnh phải có các thông tin cần thiết sau: số hiệu Hợp đồng chế tạo, ngày tháng chụp, ký hiệu mối hàn kiểm tra và các thông số khác.
7.11. Chấp nhận mối hàn.
Những mối hàn được kiểm tra bằng chụp tia bức xạ thấy không có khuyết tật hoặc khuyết tật trong giới hạn cho phép thì được chấp nhận. Đối với mối hàn có khuyết tật quá giới hạn quy định ở mục 5.6.2 thì phải sửa chữa theo quy định ở mục 5.7.
7.12. Đánh giá kết quả kiểm tra, ghi biên bản và lưu giữ phim.
7.12.1. Nhà thầu phải mời chuyên gia chuyên ngành có tư cách phápnhânđểđánh giá kếtquả việc kiểm tra chụp tia bức xạ.
7.12.2. Kết quả kiểm tra chụp tia mối hàn do Nhà thầu thực hiện để Tư vấn kỹ thuật chấp nhận. Tất cả các phim thể hiện chất lượng mối hàn không đạt yêu cầu, trước khi sửa chữa khuyết tật phải báo cáo giải trình về chúng cho Tư vấn giám sát của Chủ công trình.
7.12.3. Toàn bộ phim chụp kiểm tra đường hàn do Nhà thầu thực hiện kể cả những phim chụp đường hàn có khuyết tật không được chấp nhận đều phải bàn giao cho chủ công trình khi hoàn thành công việc chế tạo. Nhà thầu hết trách nhiệm lưu giữ phim khi đã giao nộp tất cả phim cho Chủ công trình hoặc một năm sau thời điểm hoàn thành công việc hợp đồng.
Phần C.
KIỂM TRA SIÊU ÂM CÁC MỐI HÀN
7.13. Quy định chung.
7.13.1. Quy trình và các tiêu chuẩn nêu trong phần này áp dụng cho kiểm tra siêu âm các mối hàn có độ dày từ 8mm đến 200mm khi việc kiểm tra được yêu cầu trong mục 7.7 của Tiêu chuẩn này.
7.13.2. Những thay đổi về quy trình kiểm tra, thiết bị kiểm tra và tiêu chuẩn chấp nhận khác với Phần C này có thể áp dụng nếu được sự đồng ý của Tư vấn kỹ thuật. Những điểm khác nhau này bao gồm chiều dày bản kiểm tra, hình dạng mối hàn, kích cỡ đầu dò, tần số, chất dẫn, lớp sơn bề mặt, kỹ thuật kiểm tra v.v...Những thay đổi này phải được ghi lại trong hợp đồng. Việc kiểm tra siêu âm mối hàn phải phù hợp với tiêu chuẩn Việt Nam TCVN 6735: 2000 hoặc các tiêu chuẩn khác được tư vấn kỹ thuật chấp nhận.
7.13.3. Việc kiểm tra này không mở rộng cho kiểm tra phần kim loại cơ bản. Nhưng nếu phát hiện thấy có khuyết tật như rạn nứt, phân lớp...ở thép cơ bản trên vùng lân cận mối hàn thì phải báo cho Tư vấn kỹ thuật biết để xử lý.
7.14. Phạm vi kiểm tra
7.14.1. Những quy định ở mục 7.7 xác định phạm vi tối thiểu cho kiểm tra siêu âm.
7.14.2. Trước khi tiến hành kiểm tra siêu âm, người kiểm tra phải được cung cấp đầy đủ các thông tin về hình dạng mối hàn, chiều dày vật liệu và phương pháp hàn được sử dụng. Nếu mối hàn có sửa chữa thì các thông tin về việc sửa chữa đó cũng phải cung cấp cho người kiểm tra.
7.15. Thiết bị siêu âm, các chuẩn so sánh và quy trình kiểm tra
Thiết bị siêu âm, các chuẩn so sánh được sử dụng cho kiểm tra mối hàn phải phù hợp với đối tượng kiểm tra và được kiểm định chất lượng tại các cơ quan kiểm định có thẩm quyền. Quy trình kiểm tra phải phù hợp với tiêu chuẩn và thiết bị siêu âm được sử dụng.
7.16. Ghi chép, báo cáo và lưu giữ kết quả
7.16.1. Kỹ thuật viên siêu âm phải lập hồ sơ báo cáo trong quá trình kiểm tra. Báo cáo kết quả kiểm tra về mối hàn để xét chấp nhận phải ghi đầy đủ về vị trí, ký hiệu mối hàn, phương pháp hàn...chữ ký của người kiểm tra siêu âm. Báo cáo kết quả kiểm tra phải bao hàm các thông tin đầy đủ để nói lên mối hàn đủ tiêu chuẩn chấp nhận.
7.16.2. Trước khi trình kết quả kiểm tra siêu âm mối hàn để Tư vấn kỹ thuật chấp nhận, toàn bộ các ghi chép báo cáo liên quan đến mối hàn, trong đó có cả những mối hàn không đạt yêu cầu về sửa chữa đều phải trình cho Tư vấn giám sát xác nhận.
7.16.3. Toàn bộ hồ sơ kết quả siêu âm mối hàn được Nhà thầu thực hiện, kể cả những mối hàn có khuyết tật phải sửa chữa, đều được giao nộp cho chủ công trình khi hoàn thành công việc chế tạo. Nhà thầu hết trách nhiệm lưu giữ hồ sơ đó khi đã bàn giao cho Chủ công trình hoặc một năm sau thời điểm hoàn thành công việc hợp đồng.
Chương 8
KỸ THUẬT AN TOÀN
8.1. Nguyên tắc chung.
8.1.1. Các đơn vị thực hiện công việc chế tạo kết cấu cầu thép phải chấp hành đầy đủ yêu cầu kỹ thuật an toàn được quy định trong chương này và các tài liệu quy phạm an toàn lao động Nhà nước Việt Nam đã ban hành.
8.1.2. Công nhân mới vào làm việc, bắt buộc phải qua lớp hướng dẫn về kỹ thuật an toàn chung và an toàn tại vị trí làm việc.
8.1.3. Trên mỗi khu vực sản xuất và vị trí làm việc phải có bảng chỉ dẫn về quy tắc an toàn bắt buộc mọi người chấp hành.
8.1.4. Trong xưởng sản xuất phải bố trí đèn chiếu sáng, quạt thông gió đảm bảo vệ sinh công nghiệp.
8.1.5. Cấm tiến hành công việc hàn cắt và sơn cùng trong một xưởng hoặc bố trí sát nhau để tránh cháy nổ.
8.2. Bảo vệ tránh bỏng.
8.2.1. Để tránh tia hồ quang, côngnhân được trang bị mặt nạ hàn, kính hàn và các dụngcụnày được bảo dưỡng, thay thế định kỳ.
8.2.2. Khi thu dọn thuốc hàn, tẩy xì hàn, làm sạch mép hàn, công nhân phải đeo kính bảo vệ mắt.
8.2.3. Công nhân hàn khi làm việcphải mặc quần áo, giày và găng tay bảo hộ.
8.2.4. Các vị trí hàn cần được che chắn để tránh ảnh hưởng đến các bộ phận sản xuất khác.
8.3. Phòng tai nạn về điện.
8.3.1. Các thiết bị hàn phải bố trí và sử dụng phù hợp với yêu cầu của quy tắc an toàn máy điện.
8.3.2. Thiết bị hàn phải được tiếp đất đáng tin cậy.
8.3.3. Dây cáp hàn, kìm hàn phải hợp chuẩn, có vỏ bọc cách điện tốt.
8.3.4. Khi thiết bị hàn hỏng hóc, công nhân hàn không được tự sửa chữa mà phải chờ người có chuyên môn, đúng chức trách đến sửa.
8.4. Quy tắc sử dụng bình khí.
8.4.1. Việc vận chuyển, bảo quản và sử dụng bình khí phải tuân theo quy phạm an toàn của Nhà nước.
8.4.2. Khi vận chuyển và sử dụng bình khí, cần tuân thủ các điều kiện cơ bản sau:
1) Bình có nắp bảo vệ. Các van tiếp áp phải tốt, đúng chủng loại quy định cho từng loại khí.
2) Khi thao tác mở bình khí phải làm từ từ và đứng lệch sang một bên.
3) Tránh để bình khí gần nguồn nhiệt.
4) Khi vận chuyển không đánh rơi bình khí hoặc làm va chạm mạnh lẫn nhau.
8.5. Phòng độc cho người sản xuất.
8.5.1. Các vị trí làm việc phải được trang bị quạtthông gió, đèn chiếu sángchung hoặcchiếu sáng cục bộ đảm bảo các yêu cầu tiêu chuẩn vệ sinh công nghiệp.
8.5.2. Trong trường hợp hệ thống thông gió không đảm bảo hút hết khí độc theo quyđịnhthì phải trang bị thêm dụng cụ phòng độc cá nhân để bảo vệ phổi.
8.5.3. Khi dùng phương pháp hàn hồ quang trong khí bảo vệ (khí CO2 hay khí trơ) cấm hàn trong buồng kín để tránh ngạt cho công nhân.
8.6. Các biện pháp phòng cháy.
Thực hiện an toàn phòng cháy nổ theo tiêu chuẩn TCVN 3254 - 86, TCVN 3255 - 86 và những quy định cụ thể sau đây:
8.6.1. Không cho phép bảo quản các chất dễ cháy ở khu vực hàn và cắt kim loại.
8.6.2. Các kết cấu bằng gỗ cạnh chỗ hàn - cắt cần được che chắn bằng tấm thép hoặc amiăng.
8.6.3. Trong xưởng hàn cần trang bị dụng cụ dập lửa như bình chữa cháy, thùng cát, thùng nước...
8.6.4. Khi ngừng công việc phải kiểm tra chỗ làm việc để không còn nguồn lửa hoặc đồ vật cháy âm ỉ.
8.6.5. Khi kết thúc công việc phải ngắt mạch tất cả các thiết bị điện.
PHỤ LỤC A
(Tham khảo)
CÁC PHƯƠNG PHÁP XÁC ĐỊNH CHẾ ĐỘ HÀN
A.1. Xác định dòng điện hàn bằng đồ thị. Căn cứ độ sâu ngấu mối hàn thiết kế vàkích thước dây hàn có thể sơ bộ chọndòng điện cho phương pháp hàn tựđộng dưới thuốc theo biểu đồ Hình A.1. Chế độ hàn được chọn căn cứ vào yêucầu độ ngấu mối hàn H và đường kínhdây hàn d như sơ đồ hình A.1 là chưađầy đủ mà còn phải đáp ứng tốc độnguội của kim loại mối hàn trongkhoảng tối ưu tương ứng với từng loạithép cơ bản được hàn, nhất là đối vớithép hợp kim. Vì vậy phải dùngphương pháp tra bảng dưới đây(hoặcphương pháp tính toán) để xác địnhchế độ hàn tối ưu cho mỗi mác thép vàtương ứng với từng độ dày của théphàn. | Hình A.1. Độ sâu ngấu Hphụ thuộc vào dòng điện hàn Ih và đường kính dây hàn d (mm) |
A.2. Chọn chế độ hàn theo phương pháptra bảng
Để thuận tiện và nhanh chóng cho sử dụng, có thể dùng phương pháp tra bảng để xácđịnh chế độ hàn tự động. Bảng A.1 chỉ dẫn các giá trị nhiệt lượng đường (qd) tươngứng với các tốc độ nguội phù hợp cho từng loại thép.
Công thức tính nhiệt lượng đường như sau:
Trong đó:
q - công suất nhiệt hữu ích của hồ quangcalo/s;
qd- nhiệt lượng đườngcalo/cm;
Ih - dòng điện hànA;
Uh - điện thế hồ quang hànV;
Vh - tốc độ hàncm/s;
h - hệ số hữu ích của hồ quang(hàn tay h = 0,75, hàn tự động dưới thuốc h = 0,85).
Từ giá trị nhiệt lượng đường qd tính được đem đối chiếu với bảng A.1 sẽ xác địnhđược khoảng tốc độ nguội của kim loại mối hàn.
Bảng A.1
Chiều dày thép cơ bản | Nhiệt lượng đường qd (calo/cm) | |||
Tương ứng tốc độ nguội R540của mối hàn và VAH (°C/s) | ||||
4,5 | 8 | 15 | 25 | |
| Không vát mép | Mối hàn có vát mép | ||
10 | 4300 | - | - | - |
12 | 5200 |
| - | - |
14 | 6175 | - | - | - |
16 | 7300 | 6500 | 5200 | 4200 |
18 | - | 7600 | 5900 | 4600 |
20 | - | 8700 | 6700 | 4900 |
14 | - | 10800 | 7700 | 5300 |
26 | - | 11800 | 8600 | 5420 |
30 | - | 13800 | 8800 | 5540 |
32 | - | 14500 | 8900 | 5600 |
36 | - | 15300 | 9000 | 5600 |
40 | - | 16100 | 9100 | 5600 |
50 | - | 16900 | 9200 | 5600 |
Tốc độ nguội R540 của kim loại mối hàn và vùng ảnh hưởng nhiệt (VHA) trong khoảng nhiệt độ giới hạn được chỉ dẫn như sau đối với từng loại thép:
- Thép hợp kim thấp cấp độ bền C46/33, R540 = 8 - 15°C/s
- Thép hợp kim thấp cấp độ bền C52/40, R540 = 15 - 25°C/s
- Thép Cacon C38/23 thì tốc độ nguội không quy định.
Phương pháp chọn chế độ hàn như sau: Căn cứ vào chiều dày của thép cơ bản và khoảng tốc độ nguội tối ưu đối với loại thép đó để xác định nhiệt lượng hàn tối đa và nhiệt lượng hàn tối thiểu tương ứng trong Bảng A.1. Sơ bộ chọn dòng điện hàn, điện thế hàn và tốc độ hàn. Sau đó tính nhiệt lượng đường qd nằm trong khoảng nhiệt lượng hàn tối đa và tối thiểu.
Trong trường hợp hàn thép hợp kim có độ dày lớn, không thể chọn được chế độ hàn phù hợp thì phải dùng phương pháp gia nhiệt để bảo đảm tốc độ nguội của mối hàn nằm trong khoảng tối ưu.
PHỤ LỤC B
(Tham khảo)
HƯỚNG DẪN PHƯƠNG PHÁP XÁC ĐỊNH GIA NHIỆT SƠ BỘ
B.1. Giới thiệu.
Mục đích của phụ lục này là cung cấp một số phương pháp xác định điều kiện hàn để tránh hiện tượng nứt nguội. Các phương pháp dựa chủ yếu vào kết quả nghiên cứu và thí nghiệm nhiều năm và ở nhiều phòng thí nghiệm trên thế giới.
Không thể có một phương pháp toàn năng nào có thể xác định được điều kiện hàn tối ưu cho mọi trường hợp. Bản hướng dẫn này chỉ ra một số yếu tố rất quan trọng như hàm lượng hydro, thành phần hóa học của thép cơ bản có ảnh hưởng đến chất lượng mối hàn, mà trong Tiêu chuẩn khó giải thích chi tiết được.
B.2. Phương pháp.
Trong phụ lục này giới thiệu hai phương pháp là cơ sở cho việc đánh giá chế độ hàn để tránh hiện tượng nứt nguội mối hàn:
1) Kiểm soát độ cứng vùng ảnh hưởng nhiệt (VAH)
2) Kiểm soát hydro
B.3. Kiểm soát độ cứng VAH
B.3.1. Các yêu cầu quy định ở phần hướng dẫn này sử dụng chủ yếu cho các mối hàn góc.
B.3.2. Phương pháp này dựa trên nhận thức rằng nứt mối hàn không xảy ra nếu độ cứng ở VAH nằm dưới một giá trị tới hạn nào đó. Điều này có thể đạt được bằng cách kiểm soát tốc độ nguội của VAH ở dưới giá trị tới hạn đối với từng loại thép cơ bản.
B.3.3. Việc chọn độ cứng tới hạn phụ thuộc vào một số yếu tố như thành phần hóa học của thép cơ bản, hàm lượng hydro, điều kiện kiềm chế co ngót và điều kiện khai thác các kết cấu hàn. Các kết quả thí nghiệm cho thấy việc nứt mối hàn ở VAH không xảy ra nếu độ cứng vicker nhỏ hơn 350 HV, thậm chí đối với que hàn có hàm lượng hydro cao. Với que hàn hydro thấp, độ cứng đến 400HV có thể không gây nứt. Tất nhiên độ cứng đó không cho phép ở điều kiện vận hành khai thác kết cấu. Tốc độ nguội đối với từng độ cứng cho trước có thể tính toán theo tương quan gần đúng với đương lượng cacbon của thép cơ bản (Xem hình B.2). Vì tương quan này chỉ là gần đúng, nên các đường cong trên hình B.2 có thể là khá chặt chẽ đối với các loại thép thuần túy cácbon và cacbon - măngan vì thế cho phép sử dụng đường cong với độ cứng cao hơn. Với một số loại thép hợp kim thấp, đặc biệt có chứa thành phần columbium, niobium có khả năng biến cứng cao hơn, vậy nên dùng đường cong ứng với độ cứng thấp trên hình B.2.
B.3.4. Mặc dù phương pháp này có thể dùng để xác định mức độ gia nhiệt sơ bộ, giá trị chính của nó là để xác định nhiệt lượng hàn tối thiểu (cho từng kích thước liên kết hàn) để tránh biến cứng quá mức ở VAH. Phương pháp này cũng đặc biệt có ý nghĩa cho việc xác định kích thước tối thiểu của mối hàn góc khi hàn một lớp mà không cần gia nhiệt sơ bộ.
B.3.5. Phương pháp kiểm soát độ cứng VAH không đề cập đến khả năng nứt kim loại mối hàn, nhưng kinh nghiệm cho thấy rằng nhiệt lượng hàn được xác định bằng phương pháp này thường đủ để tránh nứt kim loại mối hàn trong hầu hết tất cả các trường hợp của mối hàn góc nếu dùng que và dây hàn không phải là loại đặc biệt cường độ cao. Nói chung là dùng que hàn hydro thấp cho hàn tay, hàn tự động dưới thuốc, hàn trong khí bảo vệ, hàn dây lõi thuốc.
B.3.6. Phương pháp này tập trung chủ yếu vào kiểm soát độ cứng VAH nên mức hàm lượng hydro và sự kiềm chế co rút kết cấu trong khi hàn không được đề cập một cách rõ ràng.
B.3.7. Phương pháp này không áp dụng cho hàn các loại thép tôi và ram, thép cường độ cao.
B.4. Kiểm soát hàm lượng hydro.
B.4.1. Phương pháp kiểm soát hydro dựa trên cơ sở nhận thức rằng vết nứt không xảy ra nếu hàm lượng hydro trung bình giữ lại trong mối hàn sau khi làm nguội đến dưới 50°C không vượt quá giá trị tới hạn. Giá trị tới hạn này phụ thuộc vào thành phần hóa học của thép và sự kiềm chế co rút. Việc gia nhiệt cần thiết để cho lượng hydro dư kịp khuyếch tán khỏi mối hàn có thể ứng dụng cho phương pháp này.
B.4.2. Phương pháp này dựa chủ yếu trên cơ sở các kết quả thí nghiệm các mối hàn vát mép ngấu không hoàn toàn có mức độ kiềm chế co rút khác nhau, kim loại mối hàn sử dụng trong thí nghiệm hợp cách với thép cơ bản. Phương pháp này chưa được thí nghiệm nhiều cho mối hàn góc, song có thể cho phép sử dụng phương pháp này đối với các mối hàn góc.
B.4.3. Việc xác định mức độ kiềm chế co rút và mức độ hàm lượng hydro trong mối hàn là yêu cầu trong sử dụng phương pháp kiểm soát hydro. Trong hướng dẫn này, mức kiềm chế co rút được phân thành 3 bậc: cao, trung bình và thấp. Việc phân loại này được xác lập dựa trên kinh nghiệm thực tế.
B.4.4. Phương pháp kiểm soát hydro dựa trên cơ sở đường hàn đơn với nhiệt lượng thấp, đại diện cho lớp hàn gốc và coi rằng VAH bị biến cứng. Phương pháp này vì thế rất tiện dụng cho thép cường độ cao, thép hợp kim thấp có khả năng biến cứng lớn mà phương pháp kiểm soát độ cứng không phải lúc nào cũng áp dụng được. Vì coi rằng VAH bị biến cứng hoàn toàn nên việc dùng phương pháp này để xác định gia nhiệt cho thép cácbon là quá chặt chẽ.
B.5. Lựa chọn phương pháp.
Trình tự sau đây nhằm hướng dẫn lựa chọn phương pháp thích hợp từ B.3 và B.4
B.5.1. Trước hết xác định đương lượng cácbon CE của thép theo công thức:
Để xác định vùng phân loại thép theo hình B.1, cần xem thêm mục B.6.1.1 về cách lấy số liệu thành phần hóa học của thép.
B.5.2. Từ đặc điểm của thép thuộc mỗi vùng và đề xuất như sau:
B.5.2.1. Vùng I: Nứt ít khi xảy ra, nhưng có thể xảy ra nứt nếu như hàm lượng hydro cao hay mức độ kiềm chế co rút lớn. Nên sử dụng phương pháp kiểm soát hydro để xác định chế độ gia nhiệt cho thép được xếp trong vùng này.
B.5.2.2. Vùng II: Nên sử dụng phương pháp kiểm soát độ cứng VAH và chọn mức độ cứng 350 HV hoặc 400 HV để xác định nhiệt lượng hàn nhỏ nhất cho mối hàn góc một lớp không có gia nhiệt. Nếu nhiệt lượng hàn được xác định bằng cách đó là không thực tế thì nên dùng phương pháp kiểm soát hydro để xác định gia nhiệt.
1) Đối với mối hàn đối đầu, nên sử dụng phương pháp kiểm soát hydro để xác định gia nhiệt.
2) Đối với thép cácbon cao, nhiệt lượng tối thiểu cho kiểm soát độ cứng và gia nhiệt tối thiểu cho kiểm soát hydro cũng được đặt ra cho mối hàn góc và mối hàn đối đầu.
B.5.2.3. Vùng III: Nên dùng phương pháp kiểm soát hydro. Vùng này nhiệt lượng hàn phải hạn chế để bảo đảm cơ tính của VAH (ví dụ như thép ram và thép tôi) thì nên dùng phương pháp kiểm soát hydro để xác định gia nhiệt.
Hình B.1. Phân vùng của các thép
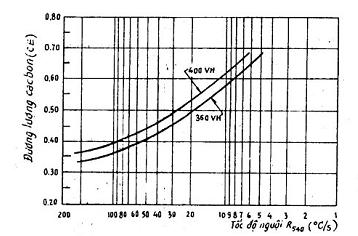
Hình B.2. Tốc độ nguội tới hạn cho độ cứng 350 HV và 400 HV
B.6. Hướng dẫn tính toán chi tiết.
B.6.1. Phương pháp kiểm soát độ cứng.
B.6.1.1. Tính toán đương lượng cácbon.
Thành phần hóa học của thép có thể lấy từ các nguồn sau đây:
1) Chứng chỉ của nhà máy sản xuất thép.
2) Thành phần hóa học của thép sản xuất định hình do nhà máy cung cấp.
3) Thành phần hóa học của thép tương ứng trong tiêu chuẩn kỹ thuật (lấy giá trị max).
4) Kết quả phân tích do bên sử dụng thép tiến hành.
B.6.1.2. Tốc độ nguội tới hạn để xác định độ cứng cực đại VAH được chọn 350 hoặc 400 theo hình B.2.
B.6.1.3. Trên cơ sở độ dày bản cánh và bản bụng dầm, dùng đồ thị tương ứng trên Hình B.3 để chọn nhiệt lượng hàn tối thiểu cho mối hàn góc một lớp. Chú ý là nhiệt lượng hàn này chỉ áp dụng cho hàn tự động dưới lớp thuốc.
B.6.1.4. Đối với các phương pháp hàn khác, nhiệt lượng hàn tối thiểu được xác định bằng cách nhân giá trị nhiệt lượng hàn ở mục B.6.1.3 với các hệ số sau:
Phương pháp hàn | Hệ số |
Hàn dưới thuốc(SAW) Hàn tay (SMAW) Hàn trong khí bảo vệ và hàn dây lõi thuốc (GMAW, FCAW) | 1 1,50 1,25 |
B.6.1.5. Có thể sử dụng hình B.4 để xác định kích thước chân của mối hàn góc trong mối tương quan với nhiệt lượng hàn.
B.6.2. Phương pháp kiểm soát hydro.
B.6.2.1.Chỉ số thànhphần hóa học củathép Pcm được xác định như sau:
Thành phần hóa học của thép được xác định từ các nguồn nêu ở điều B.6.1.1.
Tốc độ nguội ở nhiệt độ 540°C (°C/s)
Ghi chú: Nhiệt lượng hàn xác định trên đồ thị không áp dụng thực tế cho trường hợp đòi hỏi đồng thời chảy ngấu hoàn toàn chiều dày thép bản bụng.
A) Mối hàn góc có bản cánh và bản bụng cùng độ dày
Tốc độ nguội ở nhiệt độ 540°C (°C/s)
B) Mối hàn góc với bản cánh dày 6mm, chiều dày bản bụng thay đổi
Hình B.3. Đồ thị xác định tốc độ nguội cho mối hàn góc một lớp được hàn dưới thuốc (Xem B.6.1.3)
Tốc độ nguội ở nhiệt độ 540°C (°C/s)
Ghi chú: Nhiệt lượng hàn xác định trên đồ thị không áp dụng thực tế cho trường hợp đòi hỏi đồng thời chảy ngấu hoàn toàn chiều dày thép bản bụng.
C) Mối hàn góc có bản cánh 12mm, chiều dày bản bụng thay đổi
Tốc độ nguội ở nhiệt độ 540°C (°C/s)
Ghi chú: Nhiệt lượng hàn xác định trên đồ thị không áp dụng thực tế cho trường hợp đòi hỏi đồng thời chảy ngấu hoàn toàn chiều dày thép bản bụng.
D) Mối hàn góc với bản cánh dày 25 mm, chiều dày bản bụng thay đổi
Hình B.3 (Tiếp theo). Đồ thị xác định tốc độ nguội cho mối hàn gócmột lớp được hàn dưới thuốc (Xem B.6.1.3)
Tốc độ nguội ở nhiệt độ 540°C (°C/s)
E) Mối hàn góc có bản cánh dày 50mm, chiều dày bản bụng thay đổi
Tốc độ nguội ở nhiệt độ 540°C (°C/s)
Ghi chú: Nhiệt lượng hàn xác định trên đồ thị không áp dụng thực tế cho trường hợp đòi hỏi đồng thời chảy ngấu hoàn toàn chiều dày thép bản bụng.
F) Mối hàn góc với bản cánh dày 100 mm, chiều dày bản bụng thay đổi
Hình B.3. (Tiếp theo). Đồ thị xác định tốc độ nguội cho mối hàn gócmột lớp được hàn dưới thuốc (xem B.6.1.3).
Nhiệt lượng đường hàn (KJ/mm)
A) Hàn tay với que hàn bọc thuốc (SMAW)
Nhiệt lượng đường hàn (KJ/mm)
B) Hàn tự động dưới thuốc (SAW)
Hình B.4. Quan hệ giữa kích thước chân mối hàn gócvà nhiệt lượng hàn (xem B.6.1.5)
B.6.2.2. Mức hư hydro được xác định và phân loại như sau:
a.H4 Mức hư hydro rất thấp. Các vật liệu xếp ở mức này phải đảm bảo các điều sau:
1) Hàm lượng hydro khuyếch tán trong mối hàn phải nhỏ hơn 4 ml/100 gam kim loại mối hàn khi đánh giá theo tiêu chuẩn ANSI/AWS A4.3 (Mỹ) hoặc
2) Độ ẩm của que hàn, dây hàn, thuốc hàn không vượt quá 0,2% phù hợp với tiêu chuẩn ANSI/AWS A5.1 hay A5.5. Điều này có thể xác định bằng cách thí nghiệm từng mã hiệu que hàn hoặc tổ chức dây - thuốc hàn sử dụng với điều kiện bảo quản giống như trong sản xuất. Để hạn chế độ ẩm phải thực hiện các yêu cầu sau:
a) Các loại que hàn hydro thấp sau khi lấy ra khỏi bao gói cần sấy ở nhiệt độ 370°C đến 425°C trong một giờ và sử dụng hết trong vòng 2 giờ sau khi lấy ra khỏi lò sấy.
b) Dây hàn phải thật khô và sạch
b.H8 Mức dưhydro thấp. Các vật liệu phải thỏa mãn các điều kiện:
1) Hàm lượng hydro khuyếch tán trong mối hàn phải nhỏ hơn 8ml/100 gam kimloại mối hàn khi xác định theo tiêu chuẩn AWS A4.3 hoặc
2) Độ ẩm của vật liệu hàn không lớn hơn 0,4% theo tiêu chuẩn SWS A5.1. Điều này thực hiện được khi đáp ứng các yêu cầu: Que hàn hydro thấp sau khi sấy đúng quy trình và sử dụng trong vòng 4 giờ sau khi lấy ra. Các vật liệu hàn khác như dây hàn, thuốc hàn phải sạch và sấy khô.
c.H16 Mức hydro giới hạn. Khi vật liệu hàn không đáp ứng các yêu cầu cho H4 hoặc H8.
B.6.2.3. Phân nhóm chỉ số độ nhạy Hydro xác định theo bảng B.1
Bảng B.1
Phân loại chỉ số độ nhạy như là hàm của mức dư hydro “H”
Và chỉ số thành phần hóa học Pcm
Mức Hydro H | Phân nhóm chỉ số độ nhạy2 | ||||
Chỉ số thành phần hóa học = Pcm1 | |||||
<0,18 | < 0,23 | <0,28 | <0,33 | <0,38 | |
H4 | A | B | C | D | E |
H8 | B | C | D | E | F |
H16 | C | D | E | F | G |
Ghi chú:
1.
2. Chỉ số độ nhạy: 12 Pcm + log10H
3. Phân nhóm chỉ số độ nhạy từ A đến G là cơ sở so sánh kết hợp của chỉ số Pcm và mức hydro H theo công thức ở ghi chú 2. Hàm lượng H tính theo ml/100g kim loại mối hàn: H4 < 4; H8 < 9; H16 < 16.
Các chỉ số độ nhạy tính được áp vào các nhóm từ A đến G như sau:
A = 3,0 | B = 3,1¸3,5 | C = 3,6 ¸ 4,0 | D = 4,1¸4,5 |
E = 4,6 ¸5,0 | F = 5,1 ¸ 5,5 | G = 5,6 ¸7,0 |
|
Các nhóm phân loại này được sử dụng ở bảng B.2 cùng với điều kiện kiềm chế co rút và độ dày thép để xác định gia nhiệt tối thiểu và nhiệt trung chuyển.
a. Yêu cầu mức gia nhiệt tối thiểu và trung chuyển được cho trong Bảng B.2 cùng với điều kiện kiềm chế co rút và độ dày thép để xác định gia nhiệt tối thiểu và nhiệt trung chuyển.
b. Kiềm chế co rút. Xác định mức độ kiềm chế co rút của các loại mối hàn dựa trên cơ sở kinh nghiệm, đánh giá kết cấu, kết quả nghiên cứu hoặc tính toán. Mức độ kiềm chế co rút được chia thành ba mức:
1) Mức kiềm chế co rút thấp. Mức này gồm các mối hàn góc và mối hàn có vát mép mà các phần tử được nối có thể co rút khá tự do khi hàn.
2) Mức kiềm chế co rút trung bình. Mức độ này bao gồm các mối hàn góc và mối hàn vát mép mà các phần tử được nối bị hạn chế co rút đáng kể trong quá trình hàn do gá kẹp hoặc gắn vào các kết cấu lớn.
3) Mức kiềm chế co rút cao. Mức này bao gồm các mối hàn mà ở đó hầu như không xảy ra co rút tự do của các phần tử được nối (như mối hàn sửa chữa, đặc biệt khi hàn thép dày).
Bảng B.2
Gia nhiệt tối thiểu và trung chuyển cho ba mức kiềm chế co rút
Mức kiềm chế co rút | Chiều dày thép (mm) | Nhiệt độ gia nhiệt trung chuyển tối thiểu (°C) | ||||||
Nhóm chỉ số độ nhạy | ||||||||
A | B | C | D | E | F | G | ||
Thấp | < 10 | <20 | <20 | <20 | <20 | 60 | 135 | 150 |
10-20 | <20 | <20 | 20 | 60 | 100 | 135 | 150 | |
20-40 | <20 | <20 | 20 | 80 | 110 | 135 | 150 | |
40-75 | 20 | 20 | 40 | 95 | 120 | 135 | 150 | |
>75 | 20 | 20 | 40 | 95 | 120 | 135 | 150 | |
Trungbình | < 10 | <20 | <20 | <20 | <20 | 70 | 135 | 160 |
10-20 | <20 | <20 | 20 | 80 | 115 | 145 | 160 | |
20-40 | <20 | 20 | 75 | 110 | 135 | 150 | 160 | |
40-75 | 20 | 80 | 110 | 130 | 150 | 150 | 160 | |
>75 | 95 | 120 | 135 | 150 | 160 | 160 | 160 | |
Cao | < 10 | <20 | <20 | <20 | 40 | 110 | 150 | 160 |
10-20 | <20 | 20 | 65 | 105 | 135 | 160 | 160 | |
20-40 | -20 | 85 | 115 | 135 | 150 | 160 | 160 | |
10-75 | 115 | 130 | 150 | 150 | 160 | 160 | 160 | |
>75 | 115 | 130 | 150 | 150 | 160 | 160 | 160 | |
PHỤ LỤC C
(Tham khảo)
ĐỘ PHÌNH BẢN BỤNG CỦA DẦM CẦU THÉP
Ghi chú:
1. D = Chiều cao bản bụng dầm.
2. d = Kích thước nhỏ hơn của khoang.
3. Độ phình cho phép của bản bụng dầm cầu thép tương ứng với các cấp chiều dày, chiều cao, kích thước d của khoang được ghi ở các bảng tiếp theo.
Sườn tăng cường trên cả hai mặt của Bản bụng - Dầm biên
Chiều dày bản bụng mm | Chiều cao bản bụng mm | Kích thước nhỏ hơn của khoang, mm | |||||||||||
8 | <1200 ≥1200 | 780 630 | 1040 840 |
1050 |
1260 |
1470 |
1680 |
1890 |
2100 |
2310 |
2520 |
2730 |
2940 |
9 | <1350 ≥1350 | 780 630 | 1040 840 | 1300 1050 |
1260 |
1470 |
1680 |
1890 |
2100 |
2310 |
2520 |
2730 |
2940 |
10 | <1500 ≥ 1500 | 780 630 | 1040 840 | 1300 1050 |
1260 |
1470 |
1680 |
1890 |
2100 |
2310 |
2520 |
2730 |
2940 |
11 | <1650 ≥1650 | 780 630 | 1040 840 | 1300 1050 | 1560 1260 |
1470 |
1680 |
1890 |
2100 |
2310 |
2520 |
2730 |
2940 |
12 | < 1800 ≥1800 | 780 630 | 1040 840 | 1300 1050 | 1560 1260 |
1470 |
1680 |
1890 |
2100 |
2310 |
2520 |
2730 |
2940 |
14 | <2100 ≥2100 | 780 630 | 1040 840 | 1300 1050 | 1560 1260 | 1820 1470 | 2080 1680 |
1890 |
2100 |
2310 |
2520 |
2730 |
2940 |
16 | <2400 ≥2400 | 780 630 | 1040 840 | 1300 1050 | 1560 1260 | 1820 1470 | 2080 1680 | 2340 1890 |
2100 |
2310 |
2520 |
2730 |
2940 |
|
|
|
| Độ lồi lớn nhất cho phép, mm |
|
|
|
|
|
| |||
|
| 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 26 | 28 |
Sườn tăng cường chỉ trên một mặt của Bản bụng - Dầm biên
Chiều dày bản bụng mm | Chiều cao bản bụng mm | Kích thước nhỏ hơn của khoang, mm | |||||||||||
8 | <800 ≥800 | 720 480 |
640 |
800 |
960 |
1120 |
1280 |
1440 |
1600 |
1760 |
1920 |
080 |
2240 |
9 | <900 ≥900 | 720 480 |
640 |
800 |
960 |
1120 |
1280 |
1440 |
1600 |
1760 |
1920 |
2080 |
2240 |
10 | <1000 ≥1000 | 720 480 | 960 640 |
800 |
960 |
1120 |
1280 |
1440 |
1600 |
1760 |
1920 |
2080 |
2240 |
11 | < 1100 ≥1100 | 720 480 | 960 640 |
800 |
960 |
1120 |
1280 |
1440 |
1600 |
1760 |
1920 |
2080 |
2240 |
12 | <1200 ≥ 1200 | 720 480 | 960 640 | 1200 800 |
960 |
1120 |
1280 |
1440 |
1600 |
1760 |
1920 |
2080 |
2240 |
14 | <1400 ≥1400 | 720 480 | 960 640 | 1200 800 |
960 |
1120 |
1280 |
1440 |
1600 |
1760 |
1920 |
2080 |
2240 |
16 | < 1600 ≥1600 | 720 480 | 1040 640 | 1300 800 | 1440 960 |
1120 |
1280 |
1440 |
1600 |
1760 |
1920 |
2080 |
2240 |
|
|
|
| Độ lồi lớn nhất cho phép, mm |
|
|
|
|
|
| |||
|
| 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 26 | 28 |
Sườn tăng cường trên cả hai mặt của Bản bụng - Dầm giữa
Chiều dày bản bụng mm | Chiều cao bản bụng mm | Kích thước nhỏ hơn của khoang, mm | |||||||||||
8 | <1200 ≥ 1200 | 690 550 | 920 740 | 1150 920 |
1100 |
1290 |
1470 |
1660 |
1840 |
2020 |
2210 |
2390 |
2580 |
9 | <1350 ≥ 1350 | 690 550 | 920 740 | 1150 920 |
1100 |
1290 |
1470 |
1660 |
1840 |
2020 |
2210 |
2390 |
2580 |
10 | <1500 ≥ 1500 | 690 550 | 920 740 | 1150 920 | 1380 1100 |
1290 |
1470 |
1660 |
1840 |
2020 |
2210 |
2390 |
2580 |
11 | <1650 ≥ 1650 | 690 550 | 920 740 | 1150 920 | 1380 1100 | 1610 1290 |
1470 |
1660 |
1840 |
2020 |
2210 |
2390 |
2580 |
12 | <1800 ≥ 1800 | 690 550 | 920 740 | 1150 920 | 1380 1100 | 1610 1290 |
1470 |
1660 |
1840 |
2020 |
2210 |
2390 |
2580 |
14 | <2100 ≥2100 | 690 550 | 920 740 | 1150 920 | 1380 1100 | 1610 1290 | 1840 1470 | 2070 1660 |
1840 |
2020 |
2210 |
2390 |
2580 |
16 | <2400 ≥ 2400 | 690 550 | 920 740 | 1150 920 | 1380 1100 | 1610 1290 | 1840 1470 | 2070 1660 | 2300 1840 |
2020 |
2210 |
2390 |
2580 |
|
|
|
| Độ lồi lớn nhất cho phép, mm |
|
|
|
|
|
| |||
|
| 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 26 | 28 |
Sườn tăng cường chỉ trên một mặt của Bản bụng - Dầm giữa
Chiều dày bản bụng mm | Chiều cao bản bụng mm | Kích thước nhỏ hơn của khoang,mm | |||||||||||
8 | <800 ≥800 | 600 400 | 800 540 |
670 |
800 |
940 |
1070 |
1210 |
1340 |
1470 |
1610 |
1740 |
1880 |
9 | <900 ≥ 900 | 600 400 | 800 540 |
670 |
800 |
940 |
1070 |
1210 |
1340 |
1470 |
1610 |
1740 |
1880 |
10 | <1000 ≥ 1000 | 600 400 | 800 540 | 1000 670 |
800 |
940 |
1070 |
1210 |
1340 |
1470 |
1610 |
1740 |
1880 |
11 | <1100 ≥ 1100 | 600 400 | 800 540 | 1000 670 |
800 |
940 |
1070 |
1210 |
1340 |
1470 |
1610 |
1740 |
1880 |
12 | < 1200 ≥ 1200 | 600 400 | 800 540 | 1000 670 | 1200 800 |
940 |
1070 |
1210 |
1340 |
1470 |
1610 |
1740 |
1880 |
14 | < 1400 ≥ 1400 | 600 400 | 800 540 | 1000 670 | 1200 800 | 1400 940 |
1070 |
1210 |
1340 |
1470 |
1610 |
1740 |
1880 |
16 | <1600 ≥ 1600 | 600 400 | 800 540 | 1000 670 | 1200 800 | 1400 940 | 1600 1070 |
1210 |
1340 |
1470 |
1610 |
1740 |
1880 |
|
|
|
| Độ lồi lớn nhất cho phép, mm |
|
|
|
|
|
| |||
|
| 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 26 | 28 |
Không có sườn tăng cường - Dầm giữa và dầm biên
Chiều dày bản bụng | Chiều cao bản bụng | ||||||||||||
Bất kỳ | 900 | 1200 | 1500 | 1800 | 2100 | 2400 | 2700 | 3000 | 3300 | 3600 | 3900 | 4200 | |
|
|
|
| Độ lồi lớn nhất cho phép, mm |
|
|
|
|
| ||||
| 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 26 | 28 | |
PHỤ LỤC D
(Tham khảo)
THÉP CƠ BẢN VÀ VẬT LIỆU HÀN
CÁC PHƯƠNG PHÁP KIỂM TRA
Thép cơ bản và vật liệu hàn sử dụng cho chế tạo kết cấu cầu phải được kiểm tra mã hiệu, lô hàng, kích thước hình học và chất lượng sản phẩm đã đăng ký. Bắt buộc kiểm tra không íthơn một lần chứng chỉ ở chương 6 của Tiêu chuẩn này, nó thuộc phần kiểm tra thườngxuyên - định kỳ của các cơ sở sản xuất.
D.1. Giới thiệu một số thép làm cầu của nước ngoài.
Thép của Nga:
Thép cácbon có mã hiệu BCT 3 cn 5 và BCT 3 nc 5 theo tiêu chuẩn GOCT 380 - 71.
Thép 16 D theo GOCT 6713 - 75.
Thép hợp kim thấp mã hiệu 15 XCHD, 10 XCHD theo GOCT6713 -75.
Thép hợp kim thấp mã hiệu 14 T2AФD, 15 T2AФD nc theo GOCT 19282 - 73.
Thép của Mỹ:
Thép M 270 M(A709 M)Gr... theo tiêu chuẩn AASHTO (ASTM)
Thép của Nhật:
Thép SS 400Theo tiêu chuẩn JIS G 3101
Thép SMA 400 AP SMA 400 BP SMA 400 CP... Theo tiêu chuẩn JIS G 3114
Thép SM 400A SM 400B... Theo tiêu chuẩn JIS G 3106
Thép Hàn Quốc:
Thép 16 Mn Theotiêuchuẩn GB 1591
D.2. Giới thiệu vật liệu hàn sử dụng cho chế tạo cầu thép.
Vật liệu cho hàn kết cấu cầu thép bao gồm: Que hàn bọc thuốc, dây hàn tự động,thuốc hàn tự động và khí bảo vệ. Dưới đây giới thiệu một số vật liệu hàn của nướcngoài sử dụng cho hàn cầu thép.
D.2.1. Que hàn điện bọc thuốc.
Que hàn thép cácbon theo tiêu chuẩn Mỹ AWS A5.1:
E 7016, E 7018, E 7028
Que hàn thép hợp kim thấp theo tiêu chuẩn Mỹ AWS A5.5.
E 7016 - X, E 7018 - X, E 7028 - X, E8061 - X, E 8018 - X
Theo tiêu chuẩn Nga GOCT 9466 - 75: '42A, '46A, '50A
Bảng D.1 dưới đây so sánh tương đương các nhóm que hàn cùng loại của các nướckhác nhau để người sử dụng thuận tiện tra cứu. Thí dụ: chỉ định dùng que hàn củaMỹ E7016 thì có thể thay thế tương đương bằng que hàn của các nước khác trêncùng cột dọc đó như D5016 của Nhật Bản, que E 5154B26(H) của Anh, hay que'42A của Nga... Tuy nhiên sự thay thế đó phải được Tư vấn kỹ thuật chấp nhận.
Bảng D.1
So sánh tương đương các mã hiệu que hàn cho cầu thép của một số nước trên thế giới
Tên nước | Tiêuchuẩn | Mã hiệu các que hàn | |||
Mỹ | AWS | E 7016 | E 7018 | E7028 | E8016G |
Nhật Bản | JIS | D 5016 | D 5016 | D5026 | D5316 |
Hàn Quốc | KS | E 5016 | E 5016 | D5026 | E 5316 |
Quốc Tế | ISO | E 515B26(H) | E515B11026(H) | E514B12036(H) | - |
Anh | BS | E 5154B26(H) | E 5154B11026(H) | E5143B12036(H) | - |
Đức | DIN | E5154B(R)10 | E5154B(R)10 | E5143B(R)12 | - |
Liên Xô(cũ) | GOCT | '42A | '42A | '42A | '50A |
Việt Nam | TCVN | E5016 | - | - | - |
D.2.2. Dây - Thuốc cho hàn tự động
Theo tiêu chuẩn Mỹ:
AWS A5.17: F7A (P)4- EL8, F7A (P)2 - EL8, F7A (P)4 - EH14
AWS A5.23: F8A (P)4 - EA3 - G
Theo tiêu chuẩn Nhật Bản JIS: S 502, S 584 - H
Theo tiêu chuẩn Hàn Quốc KS: S- 707 x L- 8, S- 727 x L- 8, S- 737 x H- 14, S- 777MX x A3.
Theo tiêu chuẩn Thụy Điển: Dây hàn OK Autroud 12.22, Thuốc hàn OK Flux 10.62
Theo tiêu chuẩn Nga:
Dây hàn theo: GOCT 2246 - 70: CB - 80A, CB - 80GA, CB - 80G2, CB - 10HMA
Thuốc hàn theo: GOCT 9087 - 69: AH - 348A, AH… - 1, AH - 22, AH - 60, AHK - 30
Người thiết kế công nghệ phải lựa chọn dây hàn - thuốc hàn cho phù hợp với đặc điểm kết cấu cầu thép. Người sử dụng dây hàn - thuốc hàn cũng cần tuân thủ sự chỉ dẫn của Nhà sản xuất.
D.2.3. Dây cho hàn trong khí bảo vệ CO2
Theo tiêu chuẩn Mỹ AWSA5.18: ER 70S- 2,3,6,7
AWS A.5.28: ER 80S- NiX, ER100S- 1
Theo tiêu chuẩn Hàn Quốc KS:SM - 70, SM - 70S
Theo tiêu chuẩn Nhật BảnJIS:YGW12,YGW16
Theo tiểu Nga GOCT 2246 - 70: CB - 08G2C
D.2.4. Dây hàn lõi thuốc
Theo tiêu chuẩn Mỹ: AWS A5.20: E6XT - 1,5 , E7XT - 1,5
AWS A5.29: E8XT - 1,5 - NiXW E9XT1-X
E7XT8 - NiX, E100T5-K7
Theo tiêu chuẩn Nga: TY 14-4-49-71: PP - AH4, PP - AH8, PP - AH9
D.3. Kiểm tra chất lượng thép cơ bản và vật liệu hàn
D.3.1. Kiểm tra chất lượng thép cơ bản
Việc kiểm tra thực hiện co từng mác thép của từng cơ sở sản xuất. Khi nhận lô hàng phải tiến hành kiểm tra toàn bộ hoặc kiểm tra sác xuất lô hàng đó. Chất lượng thép được kiểm tra theo nhóm độ dày:
Nhóm I:Đến 20mm
Nhóm II:20¸38mm
Nhóm III:38 và lớn hơn.
Kiểm tra chất lượng thép theo các chỉ tiêu quy định đối với các mác thép đó.
Đặc tính cơ học của thép được kiểm tra bao gồm:
Giới hạn bền, giới hạn chảy, dãn dài tương đối theo TCVN 197-85
Độ bền uốn tĩnh theo TCVN 198 - 85
Độ dai va đập theo TCVN 312 - 84
Phân tích thành phần hóa học của thép theo các tiêu chuẩn TCVN 1821 - 76, TCVN 1814-76
TCVN 1819-76, TCVN 1815-76,TCVN 1820-76
D.3.2. Kiểm tra chất lượng vật liệu hàn
Kiểm tra chất lượng dây hàn bằng cách quan sát mắt thường để kiểm tra độ sạch, độ han rỉ, đo đường kính dây để kiểm tra độ chính xác kích thước, độ ô van v.v... Phân tích thành phần hóa học của dây nhất là khi xảy ra các khuyết tật như nứt, rỗ mối hàn.
Kiểm tra chất lượng thuốc hàn. Chất lượng thuốc hàn được kiểm tra bằng quan sát, xác định cấp hạt, độ ẩm, tỷ trọng khối và thành phần hóa học. Ngoài ra phải kiểm tra chất lượng thuốc hàn khi thuốc bị ẩm, bị bẩn hoặc khi có khuyết tật hàn như nứt, rỗxảy ra.
Kiểm tra chất lượng que hàn. Chất lượng que hàn được kiểm tra bằng quan sát, đo kích thước, xác định độ ẩm, độ bền của lớp thuốc bọc. Thử tính công nghệ hàn và tính chất cơ học của mối hàn theo tiêu chuẩn TCVN 3909: 2000. Khi xảy ra khuyết tật công nghệ hàn như nứt, rỗ... bắt buộc phải tiến hành kiểm tra chất lượng que hàn.
PHỤ LỤC E
(Tham khảo)
CÁC MẪU BÁO CÁO VỀ HÀN
BẢN THÔNG SỐ CÔNG NGHỆ HÀN
Thông số kỹ thuật thép cơ bản: | |||||||
Phương pháp hàn: | |||||||
Tư thế hàn: | |||||||
Thông số vật liệu hàn: | |||||||
Que (dây) hàn: | |||||||
Thuốc hàn: | |||||||
Khí bảo vệ: | |||||||
Hàn mấy lớp: | Lưu lượng | ||||||
Dòng điện hàn: | Xoay chiều, một chiều | ||||||
Đầu cực: | Thuận cực, nghịch cực | ||||||
Trình tự thao tác: | |||||||
Xử lý gốc mối hàn: | |||||||
Gia nhiệt sơ bộ và trung chuyển: | |||||||
Nhiệt lượng hàn: | Min: | Max: | |||||
TRÌNH TỰ CÔNG NGHỆ HÀN | |||||||
Lớp hànsố | Kích thước que, dây hàn (mm) | Dòng điện hàn (A) | Điện tư thế hàn (V) | Tốc độ hàn (m/h) | Mô tả chi tiết mối hàn | ||
|
|
|
|
|
| ||
Bản công nghệ số: Nhà thầu chế tạo: Cơ quan ủy quyền: | |||||||
| Ngàytháng năm | ||||||
BÁO CÁO KẾT QUẢ THÍ NGHIỆM CHỨNG CHỈ CÔNG NGHỆ HÀN
Nhà thầu chế tạo: | Ngày thí nghiệm | |||||||||||||
Phương pháp hàn: | ||||||||||||||
Tư thế hàn: | ||||||||||||||
Ký hiệu que (dây) hàn: | ||||||||||||||
Thuốc hàn: |
|
|
|
| ||||||||||
| Đường kính | Dòng điện hàn | Tư thế hàn | Đấucực | ||||||||||
Que (dây) hàn(1) (2) (3) | ||||||||||||||
Nhiệt lượng hàn tính toán: | ||||||||||||||
Khí bảo vệ: | Lưu lượng: | |||||||||||||
Tốc độ hàn: | ||||||||||||||
Thông số kỹ thuật và độ dày thép cơ bản: | ||||||||||||||
Gia nhiệt sơ bộ: | Nhiệttrungchuyển: | Min: | Max: | |||||||||||
Mẫu thí nghiệm | Kết quả thí nghiệm | |||||||||||||
Mẫu kéo KL mối hàn (Mẫu tròn) | Độ bền kéo (MPa) | |||||||||||||
| Giới hạn chảy (MPa) | |||||||||||||
| Độ giãn dài 50 mm (%) | |||||||||||||
| Độ co thắt (%) | |||||||||||||
Mẫu uốn | 1: | 2: | 3: | 4: | ||||||||||
Mẫu kéo liên kết | 1. Độ bền kéo: |
| Vị trí đứt: |
| ||||||||||
| 2. Độ bền kéo: |
| Vị trí đứt: |
| ||||||||||
| 3. Độ bền kéo: |
| Vị trí đứt: |
| ||||||||||
Mẫu va đập (Năng lượng j) | 1: | 2: | 3: |
| ||||||||||
Năng lượng j trung bình (j ở 0°C) | ||||||||||||||
Thành phần hóa học mối hàn (%) | C: | Mn: | Si: | P: | S: | |||||||||
Nhận xét: | Quan sát: Chụp phim: | |||||||||||||
Người theo dõi thí nghiệm: Người đánh giá kết quả: Kết luận: | ||||||||||||||
| Ngày tháng năm | |||||||||||||
BÁO CÁO KẾT QUẢ THÍ NGHIỆM CHỨNG CHỈ THỢ HÀN
Họ và tên thợ hàn: | Số chứng minh nhân dân: | |||
Phương pháp hàn: | Hàntay: | Hànbán tự động: | Hàn tự động: | |
Tư thế hàn kiểm tra: | ||||
Theo bản thông số công nghệ hàn số: | ||||
Thông số kỹ thuật & chiều dày thép cơ bản: | ||||
VẬT LIỆU HÀN
Đường kính que (dây) hàn và mã hiệu:
Thuốc hàn hay khí bảo vệ:
Có dùng điện hàn không?
KIỂM TRA BẰNG QUAN SÁT
Hình dạng mối hàn: | Cháy chân: | Rỗkhí: |
KẾT QUẢ MẪU THỬ UỐN
Loại mẫu: | Kết quả: |
Cơ quan thí nghiệm: | |
Người thí nghiệm: | |
Ngày tháng thí nghiệm: | |
KẾT QUẢ THÍ NGHIỆM MỐI HÀN GÓC
Hình dạng mối hàn: | Kích thước mối hàn: |
Độ ngấu khi bẻ gãy mối hàn: | Mẫu thô đại |
Mô tả vị trí các khuyết tật: | |
Cơ quan thí nghiệm: | |
Người thí nghiệm: | |
Ngày tháng thí nghiệm: | |
KẾT QUẢ CHỤP PHIM HOẶC SIÊU ÂM
Kết quả thí nghiệm:
Nhận xét:
Cơ quan thí nghiệm:
Người thí nghiệm:
Chúng tôi, những người ký tên sau đây chứng nhận rằng các kết quả thí nghiệm trên là chính xác và các mối hàn thí nghiệm được thực hiện theo đúng yêu cầu của Tiêu chuẩn hàn cầu thép.
Nhà thầu chế tạo:
Cơ quan ủy quyền:
| Ngàytháng năm |
PHỤ LỤC F
(Tham khảo)
YÊU CẦU CHẤT LƯỢNG MỐI HÀN CHO LIÊN KẾT CHỊU KÉO
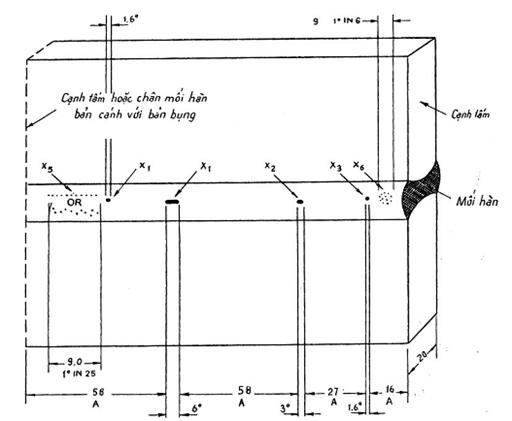
Ghi chú:
1. A- Khoảng cách nhỏ nhất cho phép giữa các biên của nhóm khuyết tật dạng bọt khí hay rỗ xỉ lớn hơn 2mm.
2. X1 - Kích thước lớn nhất cho phép đối với khuyết tật dạng rỗ ở liên kết dày 20mm.
3. X2,X3,X4-Khuyết tật bọt rỗ lớn hơn 2mm.
4. X5, X6- Khuyết tật bọt rỗ nhỏ hơn 2mm.
Khuyết tật X4 không chấp nhận vì nằm trong phạm vi A là khoảng nhỏ nhất cho phép giữa các biên của các nhóm khuyết tật.
* Đây là chiều dày của bản dày nhất được hàn.