Tiêu chuẩn quốc gia TCVN 10353:2014 (ISO 16163:2012) về Thép lá mạ nhúng nóng liên tục - Dung sai kích thước và hình dạng
TIÊU CHUẨN QUỐC GIA
TCVN 10353:2014
ISO 16163:2012
THÉP LÁ MẠ NHÚNG NÓNG LIÊN TỤC − DUNG SAI KÍCH THƯỚC VÀ HÌNH DẠNG
Continuously hot-dipped coated steel sheet products − Dimensional and shape tolerances
Lời nói đầu
TCVN 10353:2014 hoàn toàn tương đương với ISO 16163:2012
TCVN 10353:2014 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 17 Thép biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
THÉP LÁ MẠ NHÚNG NÓNG LIÊN TỤC − DUNG SAI KÍCH THƯỚC VÀ HÌNH DẠNG
Continuously hot-dipped coated steel sheet products − Dimensional and shape tolerances
1 Phạm vi áp dụng
Tiêu chuẩn này áp dụng cho dung sai kích thước và hình dạng của tất cả các sản phẩm thép lá
được mạ nhúng nóng liên tục.
2 Dung sai kích thước
Các dung sai kích thước được cho trong Bảng 1 đến Bảng 9.
Bảng 1 – Dung sai chiều dày thép cuộn và các đoạn cắt có chất lượng thương mại, chất lượng kéo có khử khí bằng nhôm và vuốt sâu ổn định hóa không chứa nguyên tố xen kẽ và chất lượng kết cấu
Kích thước và dung sai tính bằng milimet
|
Chiều rộng qui định |
Dung sai chiều dày a,b,c,d,e,f,g cho các chiều dày qui định |
||||||||||
|
≤ 0,4 |
> 0,4 ≤ 0,6 |
> 0,6 ≤ 0,8 |
> 0,8 ≤ 1,0 |
> 1,0 ≤ 1,2 |
> 1,2 ≤ 1,6 |
> 1,6 ≤ 2,0 |
> 2,0 ≤ 2,5 |
> 2,5 ≤ 3,0 |
> 3,0 ≤ 4,0 |
> 4,0 ≤ 5,0 |
|
|
600 ≤ 1 200 |
± 0,04 |
± 0,05 |
± 0,06 |
± 0,08 |
± 0,09 |
± 0,10 |
± 0,12 |
± 0,15 |
± 0,16 |
± 0,18 |
± 0,19 |
|
> 1 200 ≤ 1 500 |
± 0,05 |
± 0,06 |
± 0,06 |
± 0.08 |
± 0,09 |
± 0,11 |
± 0,13 |
± 0,15 |
± 0,17 |
± 0,19 |
± 0,21 |
|
> 1 500 ≤ 1 800 |
− |
± 0,07 |
± 0,07 |
± 0,09 |
± 0,11 |
± 0,13 |
± 0,15 |
± 0,17 |
± 0,20 |
± 0,22 |
± 0,23 |
|
CHÚ THÍCH 1: Các chiều dày đến 1,6 mm thường được chế tạo với thép nền cán nguội. CHÚ THÍCH 2: Khi các tiêu chuẩn khác tham chiếu tiêu chuẩn này cho phép xẻ dọc thép lá tới chiều rộng nhỏ hơn 600 mm được xem là thép lá thì dung sai chiều dày phải theo thỏa thuận. a Dung sai chiều dày đối với thép lá ở dạng cuộn tương tự như dung sai chiều dày đối với thép lá được cung cấp ở dạng các đoạn cắt nhưng, trong trường hợp tại chỗ có mối hàn thì dung sai phải được tăng gấp đôi so với dung sai được cho trên chiều dài 15 m trong vùng lân cận mối hàn. b Về sự khác biệt của dung sai và các tính chất vật lý của các sản phẩm thép lá cán nóng và cán nguội, người sử dụng và nhà cung cấp có thể thương lượng một loại thép nền riêng. Mối quan hệ giữa khối lượng và lớp phủ tính bằng gam trên mét vuông, và chiều dày, tính bằng micromet có thể được xác định từ các tiêu chuẩn tương ứng. c Đối với các giới hạn bền quy định Re = 300 MPa và lớn hơn, tăng dung sai chiều dày lên 10 % bằng cách sử dụng các phương pháp vê tròn thông thường d Các dung sai đối với loại 550 phải theo thỏa thuận giữa khách hàng và nhà sản xuất. e Chiều dày được đo tại bất cứ điểm nào trên thép lá cách cạnh bên một khoảng không nhỏ hơn 25 mm. f Các chú thích khoảng chiều dày áp dụng như là giá trị riêng. g Các dung sai trong bảng này là trên cơ sở dung sai bình thường (dung sai trên và dưới). Đối với chiều dày đặt hàng khác với chiều dày danh nghĩa, dung sai tổng bằng hai lần giá trị trong bảng và có thể được cung cấp theo thỏa thuận giữa khách hang và người bán hàng.. |
|||||||||||
Bảng 2 – Dung sai chiều dày thép cuộn và các đoạn cắt có chất lượng thương mại, chất lượng kéo có khử khí bằng nhôm và vuốt sâu ( thép ổn định hóa không chứa nguyên tố xen kẽ) và chất lượng kết cấu – Thép nền cán nóng
Kích thước và dung sai tính bằng milimet
|
Chiều rộng qui định |
Dung sai chiều dày a,b,c,d,e,f,g cho các chiều dày qui định |
||||
|
≤ 2,0 |
> 2,0 ≤ 2,5 |
> 2,5 ≤ 3,0 |
> 3,0 ≤ 4,0 |
> 4,0 ≤ 5,0 |
|
|
600 ≤ 1 200 |
± 0,14 |
± 0,15 |
± 0,16 |
± 0,18 |
± 0,20 |
|
> 1 200 ≤ 1 500 |
± 0,15 |
± 0,16 |
± 0,18 |
± 0,19 |
± 0,22 |
|
> 1 500 ≤ 1 800 |
± 0,15 |
± 0,18 |
± 0,20 |
± 0,22 |
± 0,23 |
|
CHÚ THÍCH 1: Các chiều dày đến 1,6 mm thường được chế tạo với thép nền cán nguội. CHÚ THÍCH 2: Khi các tiêu chuẩn khác tham chiếu tiêu chuẩn này cho phép xẻ dọc thép lá tới chiều rộng nhỏ hơn 600 mm được xem là thép lá thì dung sai chiều dày phải theo thỏa thuận. |
|||||
|
a Dung sai chiều dày đối với thép lá ở dạng cuộn tương tự như dung sai chiều dày đối với thép lá được cung cấp ở dạng các đoạn cắt nhưng trong trường hợp tại chỗ có mối hàn thì dung sai phải được tăng gấp đôi so với dung sai được cho trên chiều dài 15 m trong vùng lân cận mối hàn. b Đối với các giới hạn bền quy định Re = 300 MPa và lớn hơn, tăng dung sai chiều dày lên 10 % bằng cách sử dụng các phương pháp vê tròn thông thường. c Các dung sai đối với loại 550 phải theo thỏa thuận giữa khách hàng và nhà sản xuất. d Chiều dày được đo tại bất cứ điểm nào trên thép lá cách cạnh bên một khoảng không nhỏ hơn 25 mm e Mối quan hệ giữa khối lượng lớp phủ, tính bằng gam trên mét vuông, và chiều dày tính bằng micromet có thể được xác định từ các tiêu chuẩn tương ứng. f Các chú thích khoảng chiều dày áp dụng như là giá trị riêng. g Các dung sai trong bảng này là trên cơ sở dung sai bình thường (dung sai trên và dưới). Đối với chiều dày đặt hàng khác với chiều dày danh nghĩa, dung sai tổng bằng hai lần giá trị trong bảng và có thể được cung cấp theo thỏa thuận giữa khách hang và người bán hàng.. |
|||||
Bảng 3 - Dung sai chiều rộng đối với thép cuộn và các đoạn cắt không được cắt vuông lại
Kích thước và dung sai tính bằng milimet
|
Chiều rộng qui định |
Dung sai |
|
≤ 1 500 |
+7 0 |
|
> 1 500 ≤ 1 800 |
+10 0 |
|
CHÚ THÍCH: Đối với vật liệu được xén vuông lại, có thể thương lượng về các dung sai hạn chế hơn |
|
Bảng 4 - Dung sai chiều rộng đối với các đoạn cắt không được xén vuông lại
Kích thước và dung sai tính bằng milimet
|
Chiều dài qui định |
Dung sai |
|
≤ 3 000 |
+20 0 |
|
> 3 000 ≤ 6000 |
+30 0 |
|
> 6 000 |
+ 0,5 % × chiều dài 0 |
|
CHÚ THÍCH: Đối với vật liệu được xén vuông lại, có thể thương lượng về các dung sai hạn chế hơn . |
|
Bảng 5 - Dung sai độ võng đối với thép cuộn và các đoạn cắt không được xén vuông lại
Kích thước và dung sai tính bằng milimet
|
Dạng |
Dung sai độ võng |
|
Cuộn |
20 trên bất cứ chiều dài 5000 nào |
|
Các đoạn cắt |
0,4 % × chiều dài |
|
CHÚ THÍCH: Độ võng là sai lệch lớn nhất của một cạnh bên so với một đường thẳng, phép đo được thực hiện trên phía lõm bằng thước thẳng như đã chỉ dẫn trên Hình 1. Đối với vật liệu được xén vuông lại, có thể thương lượng về các dung sai hạn chế hơn |
|
Bảng 6 - Dung sai độ vuông góc đối với các đoạn cắt không được xén vuông lại
Kích thước và dung sai tính bằng milimet
|
Kích thước |
Dung sai độ vuông góc |
|
Tất cả các chiều dày và các kích thước |
0,7 % × chiều rộng |
|
CHÚ THÍCH: Độ (không) vuông góc là sai lệch lớn nhất của một cạnh đầu mút so với một đường thẳng vuông góc với một cạnh và tiếp xúc với một góc, phép đo được thực hiện như đã chỉ dẫn trên Hình 2. Dung sai độ vuông góc cũng có thể được đo bằng một nửa hiệu số giữa các đường chéo của một đoạn cắt. |
|
Bảng 7 – Dung sai độ vuông góc đối với vật liệu được xén vuông lại
Kích thước và dung sai tính bằng milimet
|
Chiều dài qui định |
Chiều rộng qui định |
Dung sai độ vuông góc |
|
≤ 3 000 |
≤ 1 200 |
+1 0 |
|
> 1 200 |
+2 0 |
|
|
> 3 000 |
Tất cả các chiều rộng |
+2 0 |
|
CHÚ THÍCH: Độ vuông góc là sai lệch lớn nhất của một cạnh đầu mút so với một đường thẳng vuông góc với một cạnh và tiếp xúc với một góc, phép đo được thực hiện như đã chỉ dẫn trên Hình 2. Dung sai độ vuông góc cũng có thể được đo bằng một nửa hiệu số giữa các đường chéo của một đoạn cắt. Khi đo vật liệu được đặt hàng với dung sai khi được xén vuông lại có thể phải quan tâm đến các thay đổi cực hạn của nhiệt độ. |
||
Bảng 8 – Dung sai độ phẳng tiêu chuẩn của các đoạn cắt
Kích thước và dung sai tính bằng milimet
|
Chiều dày qui định |
Chiều rộng qui định |
Dung sai độ phẳng đối với các giới hạn bền quy định, Re |
||
|
< 220=""> |
≥ 220 ≤ 340 MPa |
> 340 MPa |
||
|
≤ 0,7 |
≤ 1 200 |
14 |
17 |
20 |
|
> 1 200 ≤ 1 500 |
17 |
20 |
23 |
|
|
> 1 500 |
21 |
24 |
29 |
|
|
> 0,7 ≤ 1,2 |
≤ 1 200 |
12 |
15 |
18 |
|
> 1 200 ≤ 1 500 |
14 |
17 |
21 |
|
|
> 1 500 |
19 |
22 |
27 |
|
|
> 1,2 ≤ 2,0 |
≤ 1 200 |
12 |
12 |
18 |
|
> 1 200 ≤ 1 500 |
14 |
15 |
21 |
|
|
> 1 500 |
19 |
21 |
27 |
|
|
> 2,0 ≤ 5,0 |
≤ 1 200 |
16 |
16 |
20 |
|
> 1 200 ≤ 1 500 |
20 |
20 |
30 |
|
|
> 1 500 |
25 |
25 |
40 |
|
|
CHÚ THÍCH 1: Bảng này cũng áp dụng cho thép lá do khách hàng cắt ra thành từng đoạn từ các cuộn thép khi có thỏa thuận về việc thực hiện qui trình cán phẳng. CHÚ THÍCH 2: Sai lệch lớn nhất so với một bề mặt phẳng nằm ngang. Với thép lá được đặt nằm dưới tác dụng của trọng lượng bản thân trên một bề mặt phẳng, khoảng cách lớn nhất giữa bề mặt bên dưới của thép lá và bề mặt phẳng nằm ngang là sai lệch lớn nhất của độ phẳng như đã chỉ dẫn trên Hình 3. |
||||
Bảng 9 – Dung sai hạn chế của độ phẳng cho các đoạn cắt
Kích thước và dung sai tính bằng milimet
|
Chiều dày qui định |
Chiều rộng qui định |
Dung sai độ phẳng đối với các giới hạn bền quy định Re |
||
|
< 220=""> |
≥ 220 ≤ 340 MPa |
> 340 MPa |
||
|
≤ 0,7 |
≤ 1 200 |
7 |
10 |
− |
|
> 1 200 ≤ 1 500 |
8 |
11 |
− |
|
|
> 1 500 |
10 |
14 |
− |
|
|
> 0,7 ≤ 1,2 |
≤ 1 200 |
6 |
8 |
− |
|
> 1 200 ≤ 1 500 |
7 |
10 |
− |
|
|
> 1 500 |
9 |
12 |
− |
|
|
> 1,2 ≤ 2,0 |
≤ 1 200 |
6 |
7 |
− |
|
> 1 200 ≤ 1 500 |
7 |
8 |
− |
|
|
> 1 500 |
8 |
11 |
− |
|
|
> 2,0 ≤ 5,0 |
≤ 1 200 |
6 |
7 |
− |
|
> 1 200 ≤ 1 500 |
7 |
8 |
− |
|
|
> 1 500 |
8 |
11 |
− |
|
|
CHÚ THÍCH 1: Bảng này cũng áp dụng cho thép lá do khách hàng cắt ra thành từng đoạn từ các cuộn thép khi có thỏa thuận về việc thực hiện qui trình cán phẳng. CHÚ THÍCH 2: Sai lệch lớn nhất so với một bề mặt phẳng nằm ngang: Với thép lá được đặt nằm dưới tác dụng của trọng lượng bản thân trên một bề mặt phẳng, khoảng cách lớn nhất giữa bề mặt bên dưới của thép lá và bề mặt phẳng nằm ngang là sai lệch lớn nhất của độ phẳng như đã chỉ dẫn trên Hình 3. |
||||
Có thể thương lượng về các dung sai hạn chế hơn.
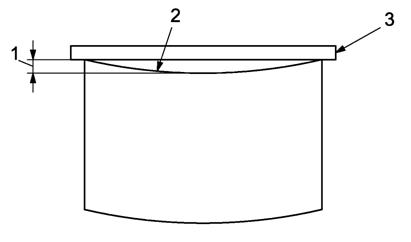
CHÚ DẪN
1 Độ võng của cạnh
2 Cạnh bên (phía lõm)
3 Thước thẳng
Hình 1 – Đo độ võng
CHÚ DẪN
1. Độ vuông góc
2. Thước thẳng
3. Cạnh bên
Hình 2 – Đo độ vuông góc
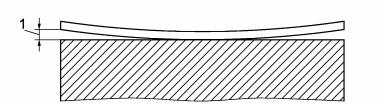
CHÚ DẪN
1 Sai lệch lớn nhất của độ phẳng
Hình 3 – Đo độ phẳng