Tiêu chuẩn quốc gia TCVN 10664-1:2014 (ISO 2772-1:1973) về Điều kiện kiểm máy khoan đứng kiểu hộp - Kiểm độ chính xác - Phần 1: Kiểm hình học
TIÊU CHUẨN QUỐC GIA
TCVN 10664-1:2014
ISO 2772-1:1973
ĐIỀU KIỆN KIỂM MÁY KHOAN ĐỨNG KIỂU HỘP - KIỂM ĐỘ CHÍNH XÁC - PHẦN 1: KIỂM HÌNH HỌC
Test conditions for box type vertical drilling machines - Testing of the accuracy - Part 1: Geometrical tests
Lời nói đầu
TCVN 10664-1:2014 hoàn toàn tương đương với ISO 2772-1:1973.
TCVN 10664-1:2014 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 39 Máy công cụ biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Bộ TCVN 10664 (ISO 2772) Điều kiện kiểm máy khoan đứng kiểu hộp - Kiểm độ chính xác bao gồm các phần sau:
- TCVN 10664-1:2014 (ISO 2772-1:1973) Phần 1: Kiểm hình học;
- TCVN 10664-2:2014 (ISO 2772-2:1974) Phần 2: Kiểm thực tế.
ĐIỀU KIỆN KIỂM MÁY KHOAN ĐỨNG KIỂU HỘP - KIỂM ĐỘ CHÍNH XÁC - PHẦN 1: KIỂM HÌNH HỌC
Test conditions for box type vertical drilling machines - Testing of the accuracy - Part 1: Geometrical tests
1. Phạm vi áp dụng
Tiêu chuẩn này qui định các phép kiểm hình học cho các máy khoan đứng kiểu hộp thông dụng và độ chính xác thường, có tham chiếu TCVN 7011-1 (ISO 230-1) và đưa ra các sai lệch cho phép tương ứng cho các phép kiểm đó.
Tiêu chuẩn này chỉ áp dụng để kiểm tra xác nhận độ chính xác của máy, không áp dụng để kiểm vận hành máy (độ rung, độ ồn bất thường, chuyển động giật cục của các bộ phận,…) hoặc không áp dụng để kiểm các đặc tính của máy (như tốc độ quay, lượng chạy dao, …), các phép kiểm này thường được thực hiện trước khi kiểm độ chính xác của máy.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau là cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi (nếu có).
TCVN 7011-1 (ISO 230-1) Quy tắc kiểm máy công cụ - Phần 1: Độ chính xác hình học của máy khi vận hành trong điều kiện không tải hoặc gia công tinh.
3. Lưu ý ban đầu
3.1. Trong tiêu chuẩn này, tất cả các kích thước được tính bằng milimét và inch.
3.2. Để áp dụng tiêu chuẩn này, cần tham chiếu tiêu chuẩn TCVN 7011-1 (ISO 230-1), đặc biệt là việc lắp đặt máy trước khi kiểm, làm nóng trục chính và các bộ phận chuyển động khác, mô tả các phương pháp đo và độ chính xác khuyến nghị của thiết bị kiểm.
3.3. Trình tự các phép kiểm hình học trong tiêu chuẩn này được đưa ra theo các bộ phận lắp của máy và không quy định thứ tự kiểm thực tế. Để lắp đặt các dụng cụ hoặc đồng hồ đo dễ dàng, các phép kiểm có thể được thực hiện theo thứ tự bất kỳ.
3.4. Khi kiểm máy, không phải lúc nào cũng cần thiết phải thực hiện tất cả các phép kiểm mô tả trong tiêu chuẩn này. Người sử dụng lựa chọn các phép kiểm có liên quan đến các đặc tính của máy mà họ quan tâm theo thỏa thuận với nhà sản xuất/nhà cung cấp, nhưng các phép kiểm này phải được qui định rõ ràng khi đặt hàng mua máy.
3.5. Khi thiết lập dung sai cho một dải đo khác so với dải đo cho trong tiêu chuẩn này (xem 2.3.1.1 của TCVN 7011-1 (ISO 230-1)), thì phải lưu ý rằng giá trị nhỏ nhất của dung sai là 0,01 mm (0,0004 inch).
3.6. Các phép kiểm thực tế cho loại máy này được qui định trong TCVN 10664-2:2014 (ISO 2772-2:1974).
4. Điều kiện kiểm và các sai lệch cho phép
4.1. Kiểm hình học
|
Số thứ tự |
Sơ đồ |
Đối tượng |
Sai lệch cho phép |
Dụng cụ đo |
Quan sát và tham chiếu TCVN 7011-1 (ISO 230-1) |
|
|
mm |
inch |
|||||
|
G0 |
|
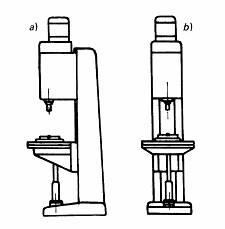
Cân bằng máy: a) Trong mặt phẳng đối xứng của máy; b) Trong mặt phẳng vuông góc với mặt phẳng đối xứng của máy và đi qua đường tâm trục chính. |
0,03/300 |
0,0012/12 |
Nivô và thước kiểm thẳng |
3.1.1 và 5.2.1.2.2.1 |
|
G1 |
|
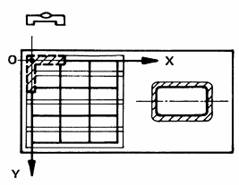
A – Bàn máy Kiểm độ phẳng của bề mặt bàn máy (và của mặt đế máy nếu nó được gia công) |
0,03 cho chiều dài đo 300 (phẳng hoặc lõm) |
0,0012 cho chiều dài đo 12 (phẳng hoặc lõm) |
Nivô chính xác hoặc thước kiểm thẳng và các căn mẫu |
5.3.2.2 và 5.3.2.3 |
|
G2 |
|
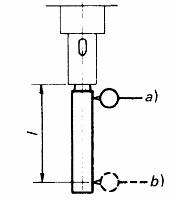
B – Trục chính Đo độ đảo mặt côn trong của trục chính: a) Tại vị trí gần đầu mút trục chính; b) Tại vị trí cách đầu mút trục chính khoảng l. |
Với l = 100 a) 0,015 b) 0,02 |
Với l = 4 a) 0,0006 b) 0,0008 |
Đồng hồ so có mặt số và trục kiểm |
5.6.1.2.3 Đối với thông tin chi tiết của trục kiểm và cách xác định khoảng cách tương ứng l, xem A.3 của Phụ lục A (Các Bảng E và F). |
|
Với l = 200 a) 0,02 b) 0,035 |
Với l = 8 a) 0,0008 b) 0,0014 |
|||||
|
Với l = 300 a) 0,025 b) 0,05 |
Với l = 12 a) 0,001 b) 0,002 |
|||||
|
G3 |
|
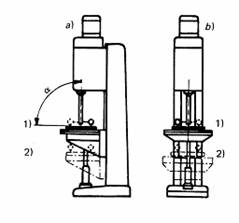
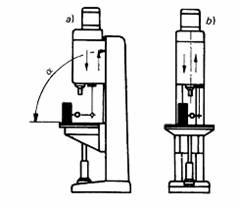
Kiểm độ thẳng của các đường hướng bàn máy trên trụ máy đứng và độ vuông góc của đường tâm trục chính so với bề mặt bàn máy: a) Trong mặt phẳng đối xứng của máy; b) Trong mặt phẳng vuông góc với mặt phẳng đối xứng của máy. |
a) 0,05/300* với α ≤ 90o b) 0,05/300 |
a) 0,002/12* với α ≤ 90o b) 0,002/12 |
Đồng hồ so có mặt số và thước kiểm thẳng |
5.5.1.2.1, 5.5.1.2.4.2 và 5.2.3.2.1 Kiểm độ thẳng cần được thực hiện tại nhiều vị trí cách đều nhau giữa các vị trí biên giới hạn của bàn máy. Kiểm độ vuông góc cần được thực hiện đầu tiên với bàn máy ở vị trí giới hạn trên 1) và sau đó ở vị trí giới hạn dưới 2). Ụ trục chính, bàn máy, bàn trượt ngang và giá ke được khóa lại. * Khoảng cách giữa hai điểm tiếp xúc đo. |
|
G4 |
|
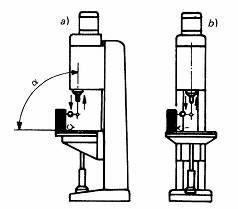
C – Ụ trục chính Kiểm độ vuông góc của bề mặt bàn máy với chuyển động thẳng đứng của ụ trục chính: a) Trong mặt phẳng đối xứng của máy; b) Trong mặt phẳng vuông góc với mặt phẳng đối xứng của máy. |
a) 0,1/300 với α ≤ 90o b) 0,1/300 |
a) 0,004/12 với α ≤ 90o b) 0,004/12 |
Đồng hồ so có mặt số và ke vuông |
5.5.2.2.2 Bàn máy được khóa tại vị trí giữa hành trình. Bàn trượt và giá ke được khóa. Ụ trục chính được khóa khi thực hiện đo. |
|
G5 |
|
Kiểm độ vuông góc của bề mặt bàn máy với chuyển động thẳng đứng của hộp trục chính hoặc ống mang và dẫn hướng trục chính: a) Trong mặt phẳng đối xứng của máy; b) Trong mặt phẳng vuông góc với mặt phẳng đối xứng của máy. |
a) 0,1/300 với α ≤ 90o b) 0,1/300 |
a) 0,004/12 với α ≤ 90o b) 0,004/12 |
Đồng hồ so có mặt số và ke vuông |
5.5.2.2.2 Bàn máy được khóa tại vị trí giữa hành trình. Ụ trục chính, bàn trượt và giá ke được khóa. |