Tiêu chuẩn quốc gia TCVN 10664-2:2014 (ISO 2772-2:1974) về Điều kiện kiểm máy khoan đứng kiểu hộp - Kiểm độ chính xác - Phần 2: Kiểm thực tế
TIÊU CHUẨN QUỐC GIA
TCVN 10664-2:2014
ISO 2772-2:1974
ĐIỀU KIỆN KIỂM MÁY KHOAN ĐỨNG KIỂU HỘP - KIỂM ĐỘ CHÍNH XÁC - PHẦN 2: KIỂM THỰC TẾ
Test conditions for box type vertical drilling machines - Testing of the accuracy - Part 2: Practical tests
Lời nói đầu
TCVN 10664-2:2014 hoàn toàn tương đương với ISO 2772-2:1974.
TCVN 10664-2:2014 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 39 Máy công cụ biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Bộ TCVN 10664 (ISO 2772) Điều kiện kiểm máy khoan đứng kiểu hộp - Kiểm độ chính xác bao gồm các phần sau:
- TCVN 10664-1:2014 (ISO 2772-1:1973) Phần 1: Kiểm hình học;
- TCVN 10664-2:2014 (ISO 2772-2:1974) Phần 2: Kiểm thực tế.
ĐIỀU KIỆN KIỂM MÁY KHOAN ĐỨNG KIỂU HỘP - KIỂM ĐỘ CHÍNH XÁC - PHẦN 2: KIỂM THỰC TẾ
Test conditions for box type vertical drilling machines - Testing of the accuracy - Part 2: Practical tests
1. Phạm vi áp dụng
Tiêu chuẩn này qui định các phép kiểm thực tế cho các máy khoan đứng kiểu hộp và là phần tiếp theo của TCVN 10664-1:2014 (ISO 2772-1:1973) Điều kiện kiểm máy khoan đứng kiểu hộp - Kiểm độ chính xác - Phần 1: Kiểm hình học.
![]()
![]() 2. Kiểm thực tế
2. Kiểm thực tế
|
Số thứ tự |
Sơ đồ |
Nội dung kiểm |
Sai lệch cho phép |
Dụng cụ đo |
Quan sát và tham chiếu TCVN 7011-1 (ISO 230-1) |
|
|
mm |
inch |
|||||
|
P1 |
|
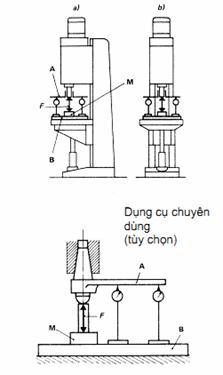
Đo độ võng đường tâm trục chính từ vị trí của nó vuông góc với bàn máy trong điều kiện lực dọc trục tác dụng lên trục chính: a) Trong mặt phẳng đối xứng của máy; b) Trong mặt phẳng vuông góc với mặt phẳng đối xứng của máy. |
1/1000 |
0,04/40 |
Thiết bị chuyên dùng Đồng hồ so có mặt số và cảm biến lực |
Không cần thiết phải theo TCVN 7011-1 (ISO 230-1). Không phải thực hiện một phép kiểm việc khoan nhưng một lực dọc trục F phải được đặt vào đầu mút trục chính, sử dụng bề mặt bàn máy làm giá đỡ. Tác dụng lực F và đo độ võng đường tâm trục chính trong điều kiện chịu tải so với bề mặt bàn máy phải được thực hiện trực tiếp trên đầu mút trục chính nhờ dụng cụ chuyên dùng A được lắp trực tiếp trên đầu mút trục chính. Tấm đế B của cảm biến lực phải đủ diện tích và cứng vững để loại bỏ tất cả các biến dạng của bàn máy. Giá trị của lực F phải do nhà sản xuất qui định. Trong trường hợp không qui định lực, phải tham khảo đồ thị cho trong Phụ lục A để xác định lực là hàm của khả năng khoan của máy. Trục chính được ấn thụt vào. Ụ trục chính, bàn máy, bàn trượt ngang và giá ke phải được khóa tại vị trí giữa hành trình trên các đường hướng của chúng. Dụng cụ kiểm M nên được hiệu chuẩn. |
PHỤ LỤC A
(Qui định)
Đồ thị lực dọc trục F là hàm của khả năng khoan của máy Φ
CHÚ THÍCH: Đồ thị này chỉ đưa ra các giá trị điển hình đại diện cho các lực đẩy trung bình khi khoan thép cacbon trung bình (độ bền kéo R = 0,55 GPa đến 0,65 GPa *) với các mũi khoan mới được mài sắc.
Khả năng khoan của máy Φ
CHÚ THÍCH: Với Φ > 25 mm (1 inch), đồ thị xấp xỉ dạng tuyến tính.
* Giá trị qui đổi: R = 55 đến 65 hbar.