Tiêu chuẩn quốc gia TCVN 10831:2015 (ISO 12149:1999) về Van cầu thép có nắp bắt bu lông công dung chung
TIÊU CHUẨN QUỐC GIA
TCVN 10831:2015
ISO 12149:1999
VAN CẦU THÉP CÓ NẮP BẮT BU LÔNG CÔNG DỤNG CHUNG
Bolted bonnet steel globe valves for general-purpose applications
Lời nói đầu
TCVN 10831:2015 hoàn toàn tương đương với ISO 12149:1999.
TCVN 10831:2015 do Viện Nghiên cứu Cơ khí biên soạn, Bộ Công Thương đề nghị, Tổng cục Tiêu chuẩn Đo lường Chất lượng thẩm định, Bộ Khoa học và Công nghệ công bố.
Lời giới thiệu
Mục đích của tiêu chuẩn này là xây dựng các yêu cầu cơ bản và các khuyến nghị cho các van cầu thép đầu hàn giáp mối hoặc hàn nối ống có tạo ren và có bích của các kết cấu có nắp bắt bu lông công dụng chung.
Để duy trì sự phù hợp với ISO 7005-1, trong đó các bích của Mỹ trước đây được thiết kế theo cấp trị số đã chuyển đổi sang áp suất danh nghĩa (PN), tiêu chuẩn này cũng theo cùng hệ thống.
Các trị số tương đương như sau:
- Cấp 150: PN 20;
- Cấp 300: PN 50;
- Cấp 600: PN 110.
VAN CẦU THÉP CÓ NẮP BẮT BU LÔNG CÔNG DỤNG CHUNG
Bolted bonnet steel globe valves for general-purpose applications
1 Phạm vi áp dụng
Tiêu chuẩn này quy định các yêu cầu đối với van cầu thép có nắp bắt bu lông công dụng chung và có những đặc điểm sau.
- Nắp bắt bu lông;
- Các đầu hàn nối có bích, ren (DN 65 và nhỏ hơn) hoặc các đầu hàn giáp mối;
- Ren ngoài và vấu kẹp, ren trong và cần nâng;
- Chi tiết làm kín mềm hoặc bằng kim loại (đĩa, pittong) hoặc vòng bít kín.
Tiêu chuẩn này áp dụng cho các van có kích cỡ danh nghĩa sau, DN:
- 10; 15; 20; 25; 32; 40; 50; 65; 80; 100; 125; 150; 200; 250; 300; 350; 400;
Và áp dụng với van có áp suất danh nghĩa sau, PN:
- 10; 16; 20; 25; 40; 50; 110.
2 Tài liệu viện dẫn
Các tài liệu viện dẫn sau là cần thiết cho việc áp dụng tiêu chuẩn này. Đối với tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả sửa đổi (nếu có).
TCVN 9441:2013 (ISO 5208:2008), Van công nghiệp - Thử áp lực cho van kim loại.
TCVN 7701-1:2011 (ISO 7-1:1994), Ren ống cho mối nối kín chịu áp được chế tạo bằng ren - Phần 1: Kích thước, dung sai và ký hiệu.
TCVN 7701-2:2007 (ISO 7-2:2000), Ren ống cho mối nối kín chịu áp được chế tạo bằng ren - Phần 2: Kiểm tra xác nhận bằng calip giới hạn.
TCVN 10827:2015 (ISO 5209:1977), Van công nghiệp công dụng chung - Ghi nhãn.
TCVN 10829:2015 (ISO 5210:1991), Van công nghiệp - Gắn bộ dẫn động quay từng nấc nhiều mức cho van.
TCVN 10828:2015 (ISO 5752:1982), Van kim loại dùng trong hệ thống ống có bích - Kích thước mặt đến mặt và tâm đến mặt.
TCVN 7292:2003 (ISO 261:1998), Ren vít hệ mét thông dụng ISO - Vấn đề chung.
ISO 263:1973, ISO inch screw threads - General plan and selection for screws, bolts and nuls - Diameter range 0.06 to 6 in (Ren vít hệ inch ISO - Sơ đồ chung và lựa chọn vít, bu lông và đai ốc - Dãy đường kính 0,06 đến 6 in).
ISO 4200, Plain end steel tubes, welded and seamless - General tables of dimensions and masses per unit length (Ống thép đầu phẳng được hàn và không hàn - Bảng tổng hợp kích thước và khối lượng cho mỗi đơn vị chiều dài).
ISO 6708, Pipework components - Definition and selection of DN (nominal size) [Bộ phận đường ống - Xác định và lựa chọn DN (kích thước danh nghĩa)].
ISO 7005-1, Metallic flanges - Part 1: Steel flanges (Bích kim loại - Phần 1: Bích thép).
ISO 7268, Pipe components - Definition of nominal pressure (Bộ phận đường ống - Xác định áp suất danh nghĩa).
ANSI/ASME B1.20.1:1983 (R1992), Pipe threads, General purpose (inch) [Ren ống thông dụng (hệ inch)].
ANSI/ASME B16.11:1991, Forged fittings - Socket - Welding and threaded (Phụ tùng rèn - Ống nối - Hàn và có ren).
ANSI/ASME B16.34:1996, Valves - Flanged, threaded and welding end (Van - Đầu có bích, có ren và hàn).
3 Thuật ngữ và định nghĩa
Trong tiêu chuẩn này áp dụng định nghĩa kích thước danh nghĩa (DN) và áp suất danh nghĩa (PN) tương ứng trong ISO 6708 và ISO 7268.
4 Trị số danh nghĩa áp suất/nhiệt độ
4.1 Trị số danh nghĩa áp suất/nhiệt độ có thể dùng với van quy định trong tiêu chuẩn này phải phù hợp với trị số danh nghĩa đã được quy định trong ISO 7005-1 cho bích thép PN và thông số kỹ thuật vật liệu. Những hạn chế về nhiệt độ hay áp suất, ví dụ những hạn chế do đệm kín mềm và do vật liệu làm kín riêng phải được giới thiệu ở bảng nhận biết van (xem 8.4.2).
4.2 Nhiệt độ đưa ra trong dãy áp suất/nhiệt độ riêng biệt là nhiệt độ lớn nhất của vỏ chứa áp suất của van. Nhìn chung, nhiệt độ này là nhiệt độ chất lỏng được chứa. Việc sử dụng trị số danh nghĩa áp suất phù hợp với nhiệt độ khác với nhiệt độ chất lỏng được chứa là trách nhiệm của người sử dụng.
4.3 Với nhiệt độ dưới nhiệt độ thấp nhất được chỉ ra trong bảng trị số danh nghĩa áp suất/nhiệt độ trong ISO 7005-1, áp suất làm việc phải không lớn hơn dãy được chỉ ra cho nhiệt độ thấp nhất đó. Việc sử dụng van tại nhiệt độ thấp hơn là trách nhiệm của người sử dụng. Cần chú ý đến việc giảm độ dẻo và độ bền chống va đập của nhiều vật liệu tại nhiệt độ thấp.
5 Thiết kế
5.1 Độ dày thành thân van
5.1.1 Sơ đồ thành thân van được cho trong Hình 1. Độ dày thành nhỏ nhất tm tại thời điểm sản xuất phải được đưa ra ở Bảng 1, ngoại trừ như được chỉ ra ở 5.1.2, 5.1.3 và 5.1.4.
Cần tăng độ dày kim loại cho ứng suất do lắp ráp, ứng suất do đóng ngất, tập trung ứng suất và các hình dạng khác với hình tròn phải được quy định bởi mỗi nhà sản xuất riêng, vì những yếu tố này thay đổi rất rộng.
5.1.2 Việc chuẩn bị hàn cho các van có mặt đầu hàn giáp mối (xem 5.2.2.2) phải không được làm giảm độ dày thành thân van dưới giá trị được quy định bởi 5.1.1 trong phạm vi gần với bề mặt ngoài của cổ thân so với tm được đo dọc chiều chạy. Việc chuyển sang công đoạn chuẩn bị hàn phải từ từ và mặt cắt về cơ bản phải tròn qua toàn bộ chiều dài chuyển tiếp. Cần phải loại bỏ tính không đồng nhất hình dạng hay sự đột biến mặt cắt trong vùng chuyển tiếp, ngoại trừ nếu cho phép vòng đai hay dải thử được hàn hay để nguyên. Trong bất kỳ trường hợp nào, độ dày này không được nhỏ hơn 0,77 tm tại khoảng cách 1,33 tm từ đầu hàn.
5.1.3 Cổ thân van
phải duy trì độ dày thành
nhỏ nhất tm như được yêu cầu ở 5.1.1 trong phạm vi khoảng
cách ![]() được đo từ ngoài thân chạy dọc
theo chiều cổ, trong đó đ là đường kính trong danh nghĩa, như
được xác định ở 5.2.1.4.
được đo từ ngoài thân chạy dọc
theo chiều cổ, trong đó đ là đường kính trong danh nghĩa, như
được xác định ở 5.2.1.4.
Ngoài khoảng cách ![]() từ ngoài hành trình thân,
các mặt cắt tròn thẳng của cổ thân van với đường kính
trong d' sẽ được duy
trì với độ dày thành cục bộ ít nhất bằng t' tại vi trí t'
được xác định, nhờ phép nội suy nếu cần thiết, như giá trị tm
phù hợp với giá trị d bằng 2d'/3, khi dùng ứng dụng trị số danh
nghĩa ISO PN (áp suất danh nghĩa).
từ ngoài hành trình thân,
các mặt cắt tròn thẳng của cổ thân van với đường kính
trong d' sẽ được duy
trì với độ dày thành cục bộ ít nhất bằng t' tại vi trí t'
được xác định, nhờ phép nội suy nếu cần thiết, như giá trị tm
phù hợp với giá trị d bằng 2d'/3, khi dùng ứng dụng trị số danh
nghĩa ISO PN (áp suất danh nghĩa).
Cần chú ý rằng, trong bất kỳ trường hợp nào ở vị trí mà đường kính trong danh nghĩa lớn hơn 1,5d, độ dày thành nhỏ nhất mới xác định cho cổ thân van phải lớn hơn giá trị cơ bản tm. Trong trường hợp như thế, độ dày thành lớn hơn này phải được áp dụng cho tất cả cổ thân có đường kính lớn hơn 1,5d.
5.1.4 Những vùng cục bộ có độ dày thành nhỏ hơn độ dày nhỏ nhất có thể chấp nhận được, miễn là thỏa mãn toàn bộ giới hạn dưới đây:
a) vùng có độ dày dưới
mức nhỏ nhất phải nằm trong một vòng tròn có đường kính không lớn
hơn ![]() , trong đó d là đường kính trong danh
nghĩa như được cho trong Bảng 2 và tm là độ dày thành thân van nhỏ nhất như được
cho trong Bảng 1;
, trong đó d là đường kính trong danh
nghĩa như được cho trong Bảng 2 và tm là độ dày thành thân van nhỏ nhất như được
cho trong Bảng 1;
b) độ dày đo được không được nhỏ hơn 0,75 tm;
c) các vòng tròn bao quanh
phải cách xa nhau bằng khoảng cách mép đến mép không nhỏ hơn ![]() .
.
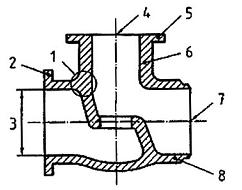
Chú dẫn
|
1 Mối nối chiều dài thân và cổ thân 2 Bích đầu thân 3 Đường kính trong của lỗ đầu thân 4 Đường trục cổ thân |
5 Bích chụp 6 Cổ thân 7 Đường trục chiều dài thân 8 Chiều dài thân |
Hình 1 - Nhận biết các thuật ngữ
Bảng 1 - Chiều dày thành thân van
|
Kích cỡ danh nghĩa DNa |
Áp suất danh nghĩa PN |
||||||
|
10 |
16 |
20 |
25 |
40 |
50 |
110 |
|
|
Độ dày thành thân van nhỏ nhất, tm mm |
|||||||
|
10 |
3 |
3 |
3 |
3 |
3 |
3 |
3,3 |
|
15 |
3 |
3 |
3 |
3 |
3,1 |
3,1 |
3,4 |
|
20 |
3 |
3 |
3,1 |
3,3 |
3,5 |
3,8 |
4,1 |
|
25 |
4 |
4 |
4,1 |
4,2 |
4,6 |
4,8 |
4,8 |
|
32 |
4,5 |
4,5 |
4,8 |
4,8 |
4,8 |
4,8 |
4,8 |
|
40 |
4,5 |
4,5 |
4,8 |
4,8 |
4,8 |
4,8 |
5,6 |
|
50 |
5 |
5,5 |
5,6 |
5,7 |
6,1 |
6,4 |
6,4 |
|
65 |
5 |
5,5 |
5,6 |
5,8 |
6,6 |
6,4 |
7,1 |
|
80 |
5 |
5,5 |
5,6 |
5,8 |
6,6 |
7,1 |
7,9 |
|
100 |
6 |
6 |
6,4 |
6,6 |
7,3 |
7,8 |
9,6 |
|
125 |
6,3 |
6,5 |
7,1 |
7,2 |
8,1 |
9,6 |
11,2 |
|
150 |
6,5 |
7 |
7,1 |
7,5 |
8,8 |
9,6 |
12,7 |
|
200 |
7 |
8 |
8,1 |
8,6 |
10,2 |
11,2 |
15,8 |
|
250 |
7,5 |
8,5 |
8,6 |
9,3 |
11,4 |
12,7 |
19 |
|
300 |
8,5 |
9,5 |
9,6 |
10,4 |
12,7 |
14,2 |
23,1 |
|
350 |
9 |
10 |
10,4 |
11,3 |
14 |
15,8 |
24,6 |
|
400 |
9,6 |
11 |
11,2 |
12,7 |
15,4 |
17,5 |
27,7 |
|
a Với đường kinh trong danh nghĩa của lỗ đầu thân tương ứng, xem Bảng 2. |
|||||||
5.2 Kích thước thân
5.2.1 Bích
5.2.1.1 Các kích thước mặt đến mặt cho van mặt đầu có bích phải phù hợp với Bảng 8 của TCVN 10828:2015 (ISO 5752:1982) cho mẫu thẳng và Bảng 9 cho mẫu góc.
5.2.1.2 Các bích mặt đầu thân phải phù hợp với yêu cầu của ISO 7005-1.
5.2.1.3 Các bích mặt đầu phải được đúc hoặc rèn nguyên khối với thân, ngoại trừ là các bích có thể được hàn bởi một máy hàn chất lượng khi áp dụng quy trình hàn chất lượng, miễn là toàn bộ các bích đó trên van DN50 và lớn hơn sẽ được hàn giáp mối. Tiến hành xử lý nhiệt là cần thiết để đảm bảo rằng vật liệu phù hợp với toàn bộ phạm vi nhiệt độ làm việc.
5.2.1.4 Với những van có bích không có lớp phủ, đường kính trong danh nghĩa d của lỗ đầu thân phải được quy định trong Bảng 2.
Bảng 2 - Đường kính trong danh định của lỗ đầu thân, d
|
DN |
PN |
||
|
10; 16; 20; 25 |
40; 50 |
110 |
|
|
|
d mm |
|
|
|
10 |
10 |
10 |
10 |
|
15 |
13 |
13 |
13 |
|
20 |
19 |
19 |
19 |
|
25 |
25 |
25 |
25 |
|
32 |
32 |
32 |
32 |
|
40 |
38 |
38 |
38 |
|
50 |
50 |
50 |
50 |
|
65 |
64 |
64 |
64 |
|
80 |
76 |
76 |
76 |
|
100 |
100 |
100 |
100 |
|
125 |
125 |
125 |
125 |
|
150 |
150 |
150 |
150 |
|
200 |
200 |
200 |
200 |
|
250 |
250 |
250 |
250 |
|
300 |
300 |
300 |
300 |
|
350 |
335 |
335 |
325 |
|
400 |
385 |
385 |
375 |
5.2.2 Đầu hàn giáp mối
5:2.2.1 Kích thước đầu đến đầu cho các van đầu hàn giáp mối phải phù hợp với Bảng 8 của TCVN 10828:2015 (ISO 5752:1982) cho kiểu thẳng và Bảng 9 cho kiểu góc.
5.2.2.2 Các đầu hàn giáp mối phải phù hợp với các thông tin chi tiết được chỉ ra ở Hình 2, trừ khi có quy định khác trong đơn đặt hàng của người mua.
5.2.3 Đầu hàn có ren và đầu hàn đầu nối
5.2.3.1 Các kích thước đầu đến đầu cho van đầu hàn có ren và đầu hàn đầu nối phải theo tiêu chuẩn của nhà sản xuất.
5.2.3.2 Các ren của thân van phải là các ren côn hoặc trụ phù hợp với TCVN 7701-1:2011 (ISO 7-1:1994/Cor 1:2007) hoặc các ren côn phù hợp với ANSI/ASME B1.20.1 thích hợp.
5.2.3.3 Các ren phải được kiểm tra phù hợp với TCVN 7701-2:2011 (ISO 7-2:2000) hoặc các ren dạng côn phải phù hợp với ANSI/ASME B1.20.1 thích hợp.
5.2.3.4 Các kích thước đầu hàn nối phải phù hợp với Bảng 3.
Bảng 3 - Lỗ và chiều sâu nối
|
DN |
Lỗ nối |
Chiều sâu nối |
|
|
mm |
mm |
|
|
± 0,3 |
min. |
|
10 |
17,8 |
9 |
|
15 |
22,0 |
10 |
|
20 |
27,3 |
13 |
|
25 |
34,1 |
13 |
|
32 |
42,8 |
13 |
|
40 |
48,9 |
13 |
|
50 |
61,4 |
16 |
|
65 |
74,1 |
16 |
|
CHÚ THÍCH: Các kích thước này bằng với các kích thước trong ANSI/ASME B16,11 cho các đầu hàn nối và tương tự với các kích thước trong ISO 7005-1 đối với các bích hàn nối. |
||
|
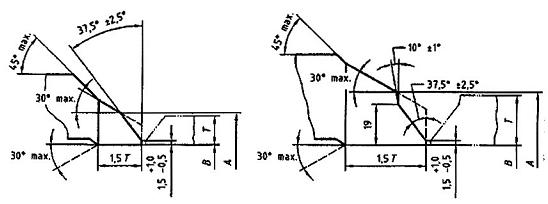
a) Đầu hàn để nối ống có độ dày thành T≤22mm A = Đường kính ngoài danh nghĩa của đầu hàn B = Đường kính trong danh nghĩa của ống T = Độ dày thành danh nghĩa của ống |
b) Đầu hàn để nối ống có độ dày thành T>22mm |
|
Kích thước danh nghĩa, DN |
25 |
32 |
40 |
50 |
65 |
80 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
400 |
|
|
Danh nghĩa |
35 |
44 |
50 |
62 |
78 |
91 |
117 |
144 |
172 |
223 |
278 |
329 |
362 |
413 |
|
|
A mm |
Dung sai |
|
|
|
+2,5 -1,0 |
|
|
|
|
|
|
+4 -1 |
|
|
|
|
B mm |
Dung sai |
|
|
|
|
|
+1 -1 |
|
|
|
|
|
|
+2 -2 |
|
CHÚ THÍCH 1 Các đường chấm biểu thị đường bao lớn nhất cho sự chuyển tiếp từ rãnh hàn.
CHÚ THÍCH 2 Các bề mặt trong và ngoài của các đầu hàn của van phải được gia công hoàn thiện toàn bộ. Đường viền trong phạm vi đường bao tùy sự lựa chọn của nhà sản xuất trừ khi có các quy định đặc biệt khác.
CHÚ THÍCH 3 Các chỗ giao nhau nên được lượn tròn một chút.
CHÚ THÍCH 4 Các van có độ dày thành nhỏ nhất tm ≤ 3mm có thể có các đầu được cắt vuông hoặc được vát cạnh một chút.
CHÚ THÍCH 5 Với đường kính ngoài danh nghĩa và độ dày thành của ống thép tiêu chuẩn, xem ISO 4200.
Hình 2 - Các đầu hàn giáp mối
5.2.3.5 Độ dày thành nhỏ nhất kề sát với đầu hàn có ren hoặc đầu hàn nối phải phù hợp với Bảng 4.
Bảng 4 -Độ dày thành, C
|
DN |
Độ dày thành, C min mm |
|
|
PN 20 đến PN 50 |
PN110 |
|
|
10 |
3,0 |
3,6 |
|
15 |
3,3 |
4,1 |
|
20 |
3,6 |
4,3 |
|
25 |
3,8 |
5,1 |
|
32 |
3,8 |
5,3 |
|
40 |
4,1 |
5,6 |
|
50 |
4,6 |
6,1 |
|
65 |
5,6 |
7,6 |
|
CHÚ THÍCH: Phù hợp với ANSI/ASME B16.34. |
||
5.3 Mối nối phụ
5.3.1 Không yêu cầu các khoản cho các mối nối phụ, trừ có quy định trong đơn đặt hàng của người mua.
5.3.2 Các mối nối phụ phải được nhận biết như được chỉ rõ trong Hình 3. Mỗi vị trí nối được ký hiệu bằng một chữ cái.
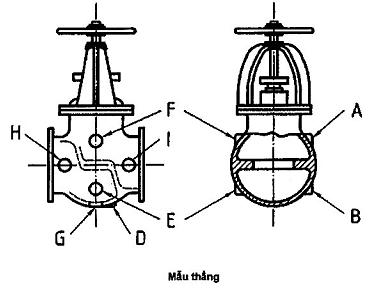
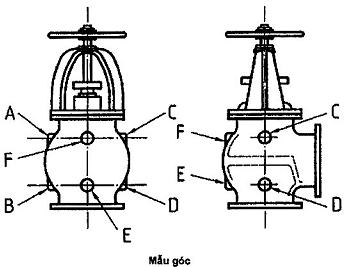
Hình 3 - Vị trí ren lỗ
5.3.3 Trừ khi có quy định khác trong đơn đặt hàng, mối nối phụ phải phù hợp với Bảng 5.
Bảng 5 - Kích cỡ mối nối phụ
|
Dãy kích cỡ van DN |
Kích cỡ mối nối phụ |
|
|
DN |
NPSa |
|
|
10 ≤ DN <> |
10 |
3/8 |
|
50 ≤ DN <> |
15 |
1/2 |
|
125 ≤ DN 200 |
20 |
3/4 |
|
250 ≤ DN |
25 |
1 |
|
a NPS là kích cỡ ống danh nghĩa. |
||
5.3.4 Khi cần có các bạc để đủ độ dày kim loại, đường kính bạc nhỏ nhất phải được chỉ ra ở Bảng 6.
Bảng 6 - Đường kính bạc nhỏ nhất
|
Kích cỡ mối nối nối phụ |
Đường kính bạc nhỏ nhất mm |
|
|
DN |
NPS |
|
|
10 |
3/8 |
32 |
|
15 |
1/2 |
38 |
|
20 |
3/4 |
44 |
|
25 |
1 |
54 |
5.3.5 Thành van có thể được làm ren, nếu kim loại đủ dày cho phép đạt chiều dài ren nhỏ nhất được quy định ở Hình 4 và Bảng 7.
Khi độ dài này không đủ hoặc các lỗ làm ren cần được gia cố, phải có thêm một bạc lót như quy định ở 5.3.4. Các ren sẽ được làm côn như chỉ ra ở Hình 4.
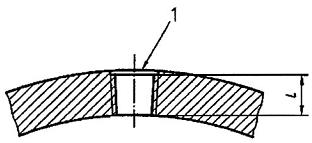
Chú dẫn
1 ren ống ISO 7-1 Rc hoặc ANSI/ASME B1.20.1.
Hình 4 - Chiều dài ren cho mối nối phụ
Bảng 7 - Chiều dài ren nhỏ nhất cho các mối nối phụ
|
Kích thước mối nối phụ |
Chiều dài ren nhỏ nhất L mm |
|
|
DN |
NPS |
|
|
10 |
3/8 |
10 |
|
15 |
1/2 |
14 |
|
20 |
3/4 |
14 |
|
25 |
1 |
18 |
5.3.6 Các đầu nối cho mối nối hàn nối có thể được cung cấp, nếu kim loại đủ dày để phù hợp với chiều sâu của đầu nối và giữ thành van như được quy định ở Hình 5 và Bảng 8. Tại nơi độ dày thành không đủ hoặc đầu nối cần gia cố, phải dùng thêm một bạc như quy định ở 5.3.4. Chiều dài cạnh mối hàn phải là 1,09 lần độ dày thành ống danh nghĩa của mối nối phụ hoặc 3 mm, chọn giá trị lớn hơn.
Kích thước tính bằng milimet
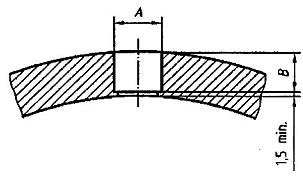
Hình 5 - Các ống nối để hàn đầu nối mối nối phụ
Bảng 8 - Kích thước ống nối cho các mói nối hàn có ống nối
|
Kích thước mối nối phụ |
Amin mm |
Bmin mm |
|
|
DN |
NPS |
||
|
10 |
3/8 |
18 |
5 |
|
15 |
1/2 |
22 |
5 |
|
20 |
3/4 |
27 |
6 |
|
25 |
1 |
34 |
6 |
5.3.7 Các mối nối phụ có thể được gắn trực tiếp bằng việc hàn giáp mối vào thành van như được minh họa ở Hình 6. Ở nơi kích thước của chỗ mở rộng cần được gia cố, phải dùng thêm một bạc lót như quy định ở 5.3.4.
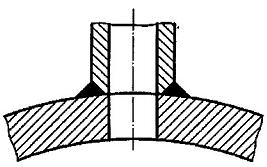
Hình 6 - Hàn giáp mối cho các mối nối phụ
5.4 Vận hành
5.4.1 Trừ khi có quy định khác bởi bên mua, van sẽ được trang bị một tay quay. Van sẽ đóng được bằng cách quay tay quay theo chiều kim đồng hồ. Tại vị trí kích thước cho phép, từ “mở” và một mũi tên chỉ theo chiều mở sẽ được đánh dấu trên tay quay.
5.4.2 Nếu yêu cầu vận hành bằng bánh xích, hộp số hay bộ dẫn động, bên mua sẽ quy định áp dụng:
- Vận hành bằng bánh xích, khoảng cách từ đường tâm cần van đến đáy của vòng xích;
- Kiểu bánh răng (trụ thẳng hoặc côn) và vị trí truyền động bằng bánh răng liên quan đến trục ống;
- Kiểu bộ dẫn động (bằng điện, thủy lực, khí nén hoặc bằng loại khác);
- Nhiệt độ làm việc tối đa và độ chênh áp qua van;
- nguồn điện năng (cho bộ dẫn động).
5.4.3 Bất kỳ yêu cầu đặc biệt nào, như bộ dẫn động lắp với các kích thước phải phù hợp với TCVN 10829:2015 (ISO 5210:1991).
5.4.4 Nếu một giới hạn về lực tay quay được áp dụng, lực lớn nhất phải được xác định.
6 Vật liệu
6.1 Vật liệu khác vật liệu làm kín
Vật liệu cho các bộ phận phải được lựa chọn từ Bảng 9.
6.2 Bộ phận làm kín
6.2.1 Bộ phận làm kín bao gồm như sau:
a) Cần van;
b) Bề mặt tựa (đĩa, pittong) nắp bịt kín;
c) Bề mặt tựa thân;
d) Ống lót hoặc hàn kết tủa cho đế tỳ sau và lỗ dẫn hướng cần;
e) Đai ốc đĩa.
6.2.2 Vật liệu làm kín tiêu chuẩn phải có thành phần (hóa học) chung được quy định ở Bảng 10.
CHÚ THÍCH: Các vật liệu làm kín khác được chấp thuận theo thỏa thuận giữa nhà sản xuất và khách hàng.
6.2.3 Cần van phải được làm từ vật liệu rèn hoặc đã được rèn.
Bảng 9 - Vật liệu các chi tiết
|
Chi tiết |
Vật liệu |
|
Thân/nắp |
Được lựa chọn từ ISO 7005-1 |
|
Nắp bịp kín (đĩa, piston) |
Thép không gỉ |
|
Đệm kín mềm |
Nếu được, bất kỳ vòng hãm nào trong nắp bịt kín phải là vật liệu tương hợp với nắp bịt kín và bất kỳ mối ghép bu lông hãm nào phải là thép 18-8 CrNi |
|
Đầu nối phụ |
Thép ít nhất bằng với tính chống ăn mòn của vật liệu vỏ. Đầu nối bằng gang sẽ không được sử dụng. |
|
Vấu kẹp rời nắp van |
Thép cacbon hoặc vật liệu tương tự như nắp |
|
Vòng bôi trơn |
Thép |
|
Tay quay |
Thép Gang Gang dẻo |
|
Đai ốc hãm tay quay |
Hợp kim đồng Thép |
|
Đai ốc khóa cần |
Hợp kim đồng Thép không gỉ |
|
Tấm nhận dạng |
Vật liệu chống ăn mòn được gắn vào van bằng chi tiết kẹp chặt có vật liệu chống ăn mòn hoặc bằng hàn |
Bảng 10 - Vật liệu làm kín tiêu chuẩn
|
Vị trí |
Vật liệu |
Độ cứng Brinell, min., HB |
Mô tả vật liệu |
|
Cần |
CrNi |
|
Hợp kim Crôm-Nikel |
|
Cr13 |
|
Thép với crom ít nhất 11,5% |
|
|
NiCu |
|
Hợp kim đồng-Nikel |
|
|
Bề mặt tựa |
Cr13 |
250a |
Thép với crom ít nhất 11,5% |
|
HF |
350 |
Hợp kim cứng bề mặt HF |
|
|
NiCu |
|
Hợp kim đồng-Nikel |
|
|
CrNi |
|
Hợp kim Crom-Nikel |
|
|
a Cần phải có sự chênh lệch độ cứng là 50 HB giữa thân và bề mặt tựa của đệm kín nếu cả hai đều được làm từ Cr13. |
|||
6.3 Mối ghép bu lông
Toàn bộ mối ghép bu lông phải ưu tiên dùng ren bước lớn hệ mét theo TCVN 7292:2003 (ISO 261:1998). Việc sử dụng ren hệ insơ ISO (ISO 263:1973) sẽ được hủy bỏ dần dần.
7 Thử nghiệm và kiểm tra
7.1 Mỗi van phải được thử áp suất phù hợp với các yêu cầu TCVN 9441:2013 (ISO 5208:2008), chỉ trừ việc thử nghiệm và không nhỏ hơn 1,5 lần áp suất định mức tại nhiệt độ 38 °C là bắt buộc cho tất cả các van.
Mức độ rò rỉ lớn nhất của đệm làm kín phải là mức B cho các van tựa bằng kim loại và mức A cho các van tựa mềm [xem TCVN 9441:2013 (ISO 5208:1982)].
7.2 Các danh mục được giới thiệu trong Bảng 11 phải được nhà sản xuất kiểm tra cho mỗi van.
Bảng 11 - Yêu cầu kiểm tra
|
Danh mục |
Yêu cầu |
|
1. Loại van và bộ phận làm kín Van được giao sẽ phải phù hợp với đơn đặt hàng và tiêu chuẩn sản phẩm. |
Kiểm tra bằng mắt loại, bọc gói van, phụ tùng (ví dụ: tay quay) và các yêu cầu khác của đơn đặt hàng (ví dụ: cơ cấu làm kín được đóng). |
|
2. Ghi nhãn Việc ghi nhãn phải phù hợp với Điều 8. |
Kiểm tra bằng mắt để đảm bảo rằng việc ghi nhãn đã hoàn chỉnh và dễ đọc |
|
3. Tình trạng bề mặt Phải có các lớp bảo vệ ở những nơi quy định |
Kiểm tra bằng mắt để xác định rằng bất cứ lớp phủ quy định nào cũng được áp dụng |
|
4. Sự dẫn động |
Kiểm tra xem van mở và đóng có đúng không. |
8 Ghi nhãn
8.1 Tính rõ ràng
Mỗi van được chế tạo phù hợp với tiêu chuẩn này phải được ghi nhãn rõ ràng.
8.2 Ghi nhãn thân
8.2.1 Việc ghi nhãn các mục dưới đây trên thân là bắt buộc, tùy thuộc vào điều khoản 8.2.1:
a) Tên và nhãn hiệu nhà sản xuất;
b) vật liệu thân van;
c) Ký hiệu PN;
d) Kích thước danh định (DN);
e) Mã chứng nhận, nếu chính thức được cấp bởi cơ quan cấp chứng nhận được ủy quyền.
8.2.2 Đối với van nhỏ hơn DN 50, nếu kích cỡ và hình dạng thân van cản trở việc đưa vào toàn bộ việc ghi nhãn bắt buộc, một hay nhiều hơn nội dung ghi nhãn có thể được bỏ qua miễn là chúng được chỉ ra trên tấm nhận biết. Trình tự bỏ qua phải như sau:
a) Kích thước danh định (DN);
b) Số PN;
c) Vật liệu.
8.2.3 Tên hay nhãn hiệu nhà sản xuất để nhận biết nhà sản xuất van phải không được bỏ qua.
8.3 Các bích đầu ống tạo rãnh cho mối nối vòng
Các bích đầu ống tạo rãnh cho mối nối vòng phải được ghi nhãn với số vòng đệm mối nối vòng tương ứng (ví dụ R15). Sự nhận dạng này sẽ được ghi nhãn trên mép của cả hai bích đầu. Đối với các số vòng đệm mối nối vòng, xem ISO 7005-1.
8.4 Tấm nhận dạng
Một tấm nhận dạng bao gồm ít nhất việc ghi nhãn dưới đây phải được gắn chắc chắn vào van phù hợp với tiêu chuẩn này.
a) Số tham khảo tiêu chuẩn này, là TCVN 10831:2015 (ISO 12149:1999);
b) Vật liệu làm kín, theo trình tự dưới đây, khi sử dụng ký hiệu được đưa ra ở Bảng 10:
1) Cần,
2) Bộ làm kín (đĩa),
3) Mặt tựa;
VÍ DỤ
Cần Cr13
Bộ làm kín HF (đĩa, pitton)
Mặt tựa Cr13
hoặc
Cr13 HF Cr13
hoặc
Cr13
HF
Cr13
c) Việc hạn chế áp suất hay nhiệt độ có thể được quy định bởi nhà sản xuất do những giới hạn về vật liệu hay thiết kế, phải được chỉ rõ trên tấm nhận dạng, bao gồm ít nhất áp suất làm việc cho phép lớn nhất tại nhiệt độ 38°C và nhiệt độ làm việc cho phép lớn nhất với áp suất làm việc cho phép tối đa tương ứng.
8.5 Ghi nhãn bổ sung
Việc ghi nhãn bổ sung có thể được sử dụng theo ý muốn của nhà sản xuất miễn là chúng không mâu thuẫn với bất kỳ việc ghi nhãn nào được quy định trong tiêu chuẩn này.
9 Ký hiệu
Van cầu được sản xuất phù hợp với tiêu chuẩn này có thể được nhận dạng như sau:
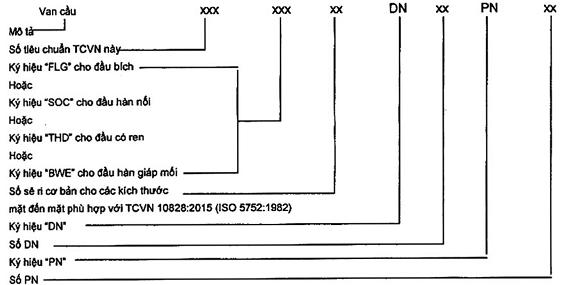
VÍ DỤ Van cầu TCVN 10831:2015 (ISO 12149:1999) - FLG-5-DN80-PN110
10 Chuẩn bị giao hàng
10.1 Sau khi thử nghiệm, mỗi van sẽ được tháo nước và chuẩn bị để giao hàng.
10.2 Toàn bộ làm kín van phải ở vị trí đóng khi được giao (ngoại trừ van có mặt tựa mềm có thể ở vị trí mở một chút), trừ khi có quy định khác bởi bên mua.
10.3 Khi được quy định bởi bên mua, các đầu thân có bích sẽ được bọc bằng gỗ, sợi gỗ, nhựa hoặc kim loại. Lớp bọc phải kéo dài trên toàn bộ bề mặt vòng đệm bích.
10.4 Các đầu hàn giáp mép phải được bảo vệ bằng lớp bọc bằng gỗ, sợi gỗ, nhựa hoặc kim loại. Lớp bọc phải trải hết toàn bộ các đầu hàn.
10.5 Các đầu hàn có ren và đầu hàn nối phải được nút bằng nút bảo vệ bằng chất dẻo.
Phụ lục A
(Tham khảo)
Thông tin được quy định bởi bên mua
CHÚ THÍCH: Việc tham khảo trong ngoặc đơn là những mục trong tiêu chuẩn này.
|
Kích cỡ danh nghĩa (1) |
|
DN = |
|
|
|
|
|
|
|
Áp suất danh nghĩa (2) |
|
PN |
|
|
|
|
|
|
|
Kích thước đối tiếp |
(5.2.1) |
Các đầu có bích, PN |
|
|
|
(5.2.2) |
Các đầu hàn giáp mối |
|
|
|
(5.2.3) |
Các đầu có ren và đầu hàn đầu nối |
|
|
|
|
|
|
|
Mặt tựa bích |
(5.2.1.2) |
Mặt phẳng |
|
|
|
|
Mặt nâng |
|
|
|
|
Then và rãnh |
|
|
|
|
Mối nối dạng vòng |
|
Đệm nắp bít
|
Các chi tiết chứa bằng đồng |
Có |
Không |
|
|
|
|
|
|
||
|
Vật liệu (6) |
Thân/nắp |
|
||
|
|
Cần |
|
||
|
|
Đĩa (Bộ làm kín) |
|
||
|
|
Bề mặt tựa |
|
||
|
|
Bu lông |
|
||
|
|
Đai ốc |
|
||
|
|
Đai ốc cần |
|
||
|
|
Đai ốc hãm bánh quay |
|
||
|
|
|
|
||
|
Thử nghiệm và kiểm tra (7) phù hợp với: |
|
|
||
|
|
|
|
||
|
Ghi nhãn (8) phù hợp với: |
|
|
||