Tiêu chuẩn quốc gia TCVN 11025:2015 (ISO 293:2004) về Chất dẻo - Đúc ép mẫu thử vật liệu nhiệt dẻo
TIÊU CHUẨN QUỐC GIA
TCVN 11025:2015
ISO 293:2004
CHẤT DẺO - ĐÚC ÉP MẪU THỬ VẬT LIỆU NHIỆT DẺO
Plastics - Compression moulding of test specimens of thermoplastic materials
Lời nói đầu
TCVN 11025:2015 hoàn toàn tương đương ISO 293:2004.
TCVN 11025:2015 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC61 Chất dẻo biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Lời giới thiệu
Đối với các kết quả thử nghiệm có tính tái lập, các mẫu thử cần phải có trạng thái xác định. Ngược lại với đúc phun, mục đích của việc đúc ép là để tạo ra các mẫu thử và tấm để gia công bằng máy hoặc dập mẫu thử đồng nhất và đẳng hướng.
Trong quá trình đúc ép, việc trộn vật liệu diễn ra ở mức không đáng kể. Các hạt và bột nóng chảy chỉ trên bề mặt của chúng và các phôi mẫu (các tấm đã phay) là chỉ bị mềm dẻo một phần.
Do vậy, các mẫu đẳng hướng và đồng nhất chỉ có thể nhận được khi vật liệu đúc đồng nhất và đẳng hướng. Điều này phải được xem xét khi gia công vật liệu nhiều pha, như ABS, để duy trì cấu trúc bên trong của chúng.
CHẤT DẺO - ĐÚC ÉP MẪU THỬ VẬT LIỆU NHIỆT DẺO
Plastics - Compression moulding of test specimens of thermoplastic materials
1 Phạm vi áp dụng
Tiêu chuẩn này quy định nguyên tắc chung và quy trình phải tuân thủ với vật liệu nhiệt dẻo khi chuẩn bị các mẫu thử đúc ép và các tấm từ đó mẫu thử được gia công bằng máy hoặc dập.
Để có được các vật đúc có thể tái lập, các bước chính của quy trình thực hiện được tiêu chuẩn hóa, bao gồm bốn phương pháp làm nguội khác nhau. Đối với mỗi vật liệu, nhiệt độ đúc và phương pháp làm nguội cần thiết theo quy định trong tiêu chuẩn thích hợp đối với vật liệu hoặc do các bên thỏa thuận.
Tiêu chuẩn này không khuyến nghị đối với vật liệu nhiệt dẻo gia cường.
2 Tài liệu viện dẫn
Các tài liệu viện dẫn sau đây là cần thiết để áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
ISO 286-1, Geometrical product specifications (GPS) - ISO coding system for tolerances on linear sizes - Part 1: Basis of tolerances and fits (Đặc tính hình học của sản phẩm (GPS) - Hệ thống ISO về dung sai kích cỡ tuyến tính - Phần 1: Cơ sở của dung sai và lắp ghép).
ISO 4287, Geometrical Product Specifications (GPS) - Surface texture: Profile method - Terms, definitions and surface texture parameters (Đặc tính hình học của sản phẩm (GPS) - Kết cấu bề mặt: Phương pháp mặt cắt - Thuật ngữ, định nghĩa và thông số kết cấu bề mặt.
3 Thuật ngữ và định nghĩa
Trong tiêu chuẩn áp dụng các thuật ngữ và định nghĩa sau:
3.1 Nhiệt độ đúc (moulding temperature)
Nhiệt độ của khuôn hoặc bàn ép trong suốt thời gian gia nhiệt trước và thời gian đúc, được đo ở vị trí gần nhất với vật liệu đúc.
3.2 Nhiệt độ tháo khuôn (demoulding temperature)
Nhiệt độ của khuôn hoặc bàn ép tại cuối thời điểm làm nguội, được đo ở vị trí gần nhất với vật liệu đúc.
CHÚ THÍCH: Đối với khuôn dương, lỗ thường được khoan trong khuôn để đo nhiệt độ được định nghĩa trong 3.1 và 3.2.
3.3 Thời gian gia nhiệt trước (preheating time)
Thời gian cần thiết để gia nhiệt vật liệu trong khuôn đến nhiệt độ đúc trong khi vẫn duy trì áp suất tiếp xúc.
3.4 Thời gian đúc (moulding time)
Thời gian mà trong suốt quá trình đó áp suất toàn phần được áp dụng trong khi duy trì nhiệt độ đúc.
3.5 Tốc độ làm nguội trung bình (không tuyến tính) [average cooling rate (non-linear)]
Tốc độ làm nguội bởi lưu lượng không đổi của chất lỏng làm nguội, được tính bằng cách chia hiệu số giữa nhiệt độ đúc và tháo khuôn cho thời gian yêu cầu để làm nguội khuôn đến nhiệt độ tháo khuôn.
CHÚ THÍCH: Tốc độ làm nguội trung bình thường được biểu thị bằng độ Celsius trên phút.
3.6 Tốc độ làm nguội (cooling rate)
Tốc độ làm nguội không đổi trong dải nhiệt độ xác định đạt được bằng cách kiểm soát lưu lượng chất lỏng làm nguội theo cách mà cứ qua mỗi quãng thời gian 10 min sai lệch của tốc độ làm nguội được xác định này không vượt quá dung sai quy định.
CHÚ THÍCH: Tốc độ làm nguội thường được biểu thị bằng độ Celsius trên phút.
4 Thiết bị, dụng cụ
4.1 Máy ép đúc
Máy ép phải có lực kẹp có khả năng tạo ra một áp lực (thường được đưa ra là tỷ lệ của lực kẹp với diện tích của ổ khuôn) ít nhất là 10 MPa.
Áp suất phải được duy trì sai lệch không quá 10 % áp suất quy định trong suốt chu kỳ đúc.
Bàn ép phải có khả năng:
a) được gia nhiệt đến ít nhất 240 °C;
b) được làm nguội tại tốc độ nêu trong Bảng 1.
Sự chênh lệch nhiệt độ của bất kỳ điểm nào của bề mặt khuôn cũng không được quá ± 2 °C trong quá trình gia nhiệt và ± 4 °C trong quá trình làm nguội.
Khi hệ thống gia nhiệt và làm nguội được kết hợp trong khuôn, hệ thống này phải tuân thủ theo các điều kiện tương tự.
Bàn ép hoặc khuôn phải được gia nhiệt hoặc bằng hơi áp suất cao, bằng chất lỏng dẫn nhiệt trong hệ thống ống dẫn phù hợp hoặc bằng cách sử dụng thành phần gia nhiệt bằng điện. Bàn ép hoặc khuôn được làm nguội bằng chất lỏng dẫn nhiệt (thường là nước lạnh) trong hệ thống ống dẫn.
Để làm nguội nhanh (xem phương pháp C trong Bảng 1), phải sử dụng hai bàn ép, một bàn ép dùng để gia nhiệt trong quá trình đúc và bàn ép còn lại dùng để làm nguội.
Đối với phương pháp làm nguội quy định, lưu lượng của chất lỏng dẫn nhiệt phải được xác định trước trong thử nghiệm khi không có bất kỳ vật liệu nào trong khuôn.
Nhiệt độ có thể được kiểm soát liên tục ở tâm giữa bàn ép trên và bàn ép dưới của máy ép.
4.2 Khuôn
4.2.1 Tổng quát
Các đặc tính của mẫu thử đã được chuẩn bị bằng cách sử dụng các loại khuôn khác nhau thì không giống nhau. Cụ thể, các tính chất cơ học phụ thuộc vào áp suất được sử dụng đối với vật liệu trong quá trình làm nguội.
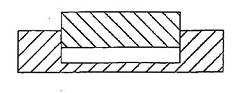
Nói chung, hai loại khuôn, "khuôn tháo lắp nhanh" (xem Hình 1) và "khuôn dương" (xem Hình 2), được sử dụng cho mẫu thử đúc ép vật liệu nhiệt dẻo.
Khuôn tháo lắp nhanh cho phép vật liệu đúc thừa ra sẽ được ép ra ngoài và không tạo ra áp suất đúc lên vật liệu đúc trong quá trình làm nguội. Loại khuôn này đặc biệt thuận tiện cho việc chuẩn bị mẫu thử hoặc tấm có độ dày tương tự hoặc mức độ so sánh của ứng suất trong thấp.
Đối với loại khuôn dương, áp suất đúc tối đa, bỏ qua ma sát, tác dụng lên vật liệu trong quá trình làm nguội. Độ dày, ứng suất và tỷ trọng của sản phẩm đúc cuối cùng phụ thuộc vào kết cấu khuôn, kích cỡ vật liệu nạp và điều kiện đúc và làm nguội. Loại khuôn này tạo ra mẫu thử được làm chặt ở các bề mặt của khuôn và vì vậy đặc biệt thích hợp để đạt được bề mặt phẳng hoặc loại trừ việc hình thành lỗ rỗng trong mẫu thử.

Hình 1 - Loại khuôn tháo lắp nhanh ("khung ảnh")
Hình 2 - Loại khuôn dương
4.2.2 Chế tạo khuôn
Khuôn phải được làm bằng vật liệu có khả năng chịu được áp suất và nhiệt độ đúc khuôn. Bề mặt tiếp xúc với vật liệu phải được đánh bóng để đạt được điều kiện bề mặt tốt trên mẫu thử (độ nhám bề mặt được khuyến nghị là 0,16 Ra, xem ISO 4287). Việc tháo dỡ mẫu thử có thể được thực hiện dễ dàng hơn bằng cách mạ crom bề mặt. Đối với mẫu thử có kích cỡ nhỏ, độ côn 2° được khuyến nghị sử dụng.
Các lỗ kín có thể được khoan trong khuôn để có thể đo nhiệt độ ở vùng xung quanh vật liệu đúc bằng cách sử dụng cặp nhiệt điện hoặc nhiệt kế thủy ngân.
Tùy thuộc vào đặc tính hoạt động của máy ép (xem 4.1), khuôn có thể được tích hợp thiết bị gia nhiệt và/hoặc làm nguội ở trong tương tự như được mô tả đối với các bàn ép.
Nói chung, thép hợp kim, chịu được sốc cơ học và được xử lý nhiệt để đảm bảo độ bền kéo 2200 MPa là phù hợp để chế tạo khuôn. Tuy nhiên, trong trường hợp đặc biệt đối với vật liệu đúc là PVC, nên sử dụng thép không gỉ mactensit đã xử lý để đảm bảo độ bền kéo bằng 1 050 MPa.
4.2.3 Loại khuôn
4.2.3.1 Quy định chung
Loại khuôn được sử dụng phải có khả năng tạo ra mẫu thử có chủng loại và trạng thái như được quy định trong tiêu chuẩn thích hợp đối với vật liệu hoặc được các bên liên quan thỏa thuận.
4.2.3.2 Khuôn tháo lắp nhanh ("khung ảnh")
Với loại khuôn này, vật liệu dư thừa được ép ra ngoài và áp suất đúc trong quá trình làm nguội chỉ tác dụng lên khung, không tác dụng lên vật liệu. Độ dày ở giữa vật đúc nhỏ hơn một chút so với độ dày tại các cạnh do bị co trong quá trình làm nguội. Khối thử nghiệm đúc trực tiếp cũng có thể có vết lõm hoặc lỗ rỗng nếu vật liệu nhựa dính khuôn cản trở sự co ngót.
Để vượt qua những điểm bất lợi này, tốt nhất là dập hoặc gia công bằng máy mẫu thử từ phần giữa của tấm đúc ép.
Để đúc tấm có thể sử dụng khuôn đúc nhanh đơn giản và tiết kiệm, bao gồm khung được đậy bằng hai tấm mỏng (xem Hình 1). Tấm trên và tấm dưới, có độ dày khoảng 1 mm đến 2 mm, có thể được làm từ thép đánh bóng hoặc đồng mạ crom để tạo thuận lợi khi gỡ khuôn. Để tránh vật liệu nhựa dính vào bàn ép, chúng có thể được bao phủ bằng phôi mỏng mềm, ví dụ bằng lá nhôm hoặc polyeste.
Không được phép sử dụng chất chống dính khuôn.
Độ dày của khuôn phải thích hợp với độ dày tấm được đúc.
Kích thước của khung khuôn phải thích hợp sao cho mẫu thử có thể được cắt hoặc gia công bằng máy mà không sử dụng 20 mm biên ngoài của tấm.
4.2.3.3 Khuôn dương
Các khuôn này (xem Hình 2) được gắn với một hoặc hai pit-tông dương và âm. Các khuôn này cho áp suất đã biết, bỏ qua ma sát, được ép vào vật liệu và được duy trì trong suốt thời gian đúc và làm nguội.
Độ dày của vật đúc sẽ phụ thuộc vào số lượng vật liệu, độ giãn nở nhiệt và thất thoát vật liệu do khe hở trong khuôn. Thất thoát này sẽ là hàm số của dòng vật liệu tại nhiệt độ đúc khuôn đã chọn, áp suất được áp dụng, thời gian ép được áp dụng, kết cấu khuôn, vv...
Sự dẫn hướng chính xác của phần dương trong phần âm được tạo thuận lợi bằng cách sử dụng ổ khuôn tròn. Sự khít nhau giữa những phần này H7g6 (xem ISO 286-1) được khuyến nghị, nghĩa là từ 15 μm đến 90 μm đối với ổ khuôn tròn có đường kính 200 mm. Khuôn có thể được lắp một hoặc một vài chốt đẩy để tháo khuôn dễ dàng hơn.
Miếng chèn có thể được sử dụng trong khuôn dương để hỗ trợ việc kiểm soát độ dày. Miếng chèn được tháo bỏ khi bắt đầu giai đoạn làm nguội.
5 Cách tiến hành
5.1 Chuẩn bị vật liệu đúc
5.1.1 Sấy vật liệu dạng hạt
Sấy vật liệu dạng hạt theo quy định trong tiêu chuẩn có liên quan hoặc theo chỉ dẫn của nhà cung cấp vật liệu. Nếu không có chỉ dẫn, sấy trong 24 h ± 1 h tại 70 °C ± 2 °C trong tủ sấy.
5.1.2 Chuẩn bị phôi mẫu
Đúc tấm trực tiếp từ hạt phải theo quy trình tiêu chuẩn, miễn là thu được tấm đủ tính đồng nhất. Thông thường, điều này có nghĩa là tấm không bị bất thường bề mặt và khuyết tật bên trong. Đúc trực tiếp từ dạng bột hoặc hạt đôi khi có thể yêu cầu đồng nhất hóa nóng chảy bằng cách sử dụng quy trình trộn hoặc cán nóng chảy để đạt được tấm hoàn thiện đáp ứng yêu cầu. Các điều kiện được sử dụng không được làm biến chất polyme. Điều này thường có thể đạt được bằng cách không cán hoặc trộn quá 5 min sau khi nóng chảy. Tấm phôi mẫu thu được phải dày hơn tấm thử nghiệm được đúc và có kích cỡ đủ để đúc được tầm thử nghiệm.
Bảo quản phôi mẫu trong hộp khô, kín khí.
5.2 Đúc
Điều chỉnh nhiệt độ khuôn chính xác đến ± 5 °C của nhiệt độ đúc được quy định trong tiêu chuẩn liên quan hoặc theo thỏa thuận của các bên liên quan.
Đặt một lượng vật liệu đã được cân (hạt hoặc phôi mẫu) vào khuôn đã được gia nhiệt. Nếu sử dụng vật liệu dạng hạt, đảm bảo rằng vật liệu này được phân bố đều trên bề mặt khuôn. Khối lượng vật liệu phải đủ nạp đầy dung tích khoang nóng chảy và cho phép khoảng 10 % thất thoát đối với khuôn ép nhanh và khoảng 3 % thất thoát đối với khuôn dương. Với khuôn dương, phủ khuôn bằng phôi mỏng mềm (xem 4.2.3.2) và sau đó đặt khuôn trong máy ép đã được gia nhiệt.
Đóng máy ép và gia nhiệt trước vật liệu nạp bằng cách đặt một áp suất tiếp xúc trong 5 min. Sau đó áp áp suất toàn phần trong 2 min (thời gian đúc, xem 3.4) và sau đó để nguội dần (xem 5.3).
Thời gian gia nhiệt trước 5 min là thời gian đã tiêu chuẩn hóa đối với vật liệu nạp phân bố đều, đủ để tấm có độ dày 2 mm. Đối với vật đúc dày hơn, thời gian sẽ được điều chỉnh tương ứng.
CHÚ THÍCH: Tại áp suất tiếp xúc, máy ép chỉ được đóng với áp suất đủ thấp để tránh làm tràn vật liệu. Áp suất toàn phần có nghĩa là áp suất đủ để tạo hình vật liệu và ép vật liệu dư thừa ra ngoài.
5.3 Làm nguội
5.3.1 Quy định chung
Với một số vật liệu nhiệt dẻo, tốc độ làm nguội ảnh hưởng đến đặc tính lý học. Vì lý do này, phương pháp làm nguội được xác định trong Bảng 1.
Phương pháp làm nguội phải luôn được nêu rõ cùng với các tính chất vật lý cuối cùng. Phương pháp làm nguội thích hợp thường được nêu trong tiêu chuẩn vật liệu có liên quan. Nếu không có phương pháp nào được chỉ định, áp dụng phương pháp B.
5.3.2 Phương pháp làm nguội
Phương pháp làm nguội thích hợp được lựa chọn từ Bảng 1.
Trong trường hợp làm nguội nhanh (xem phương pháp C trong Bảng 1), chuyển cả bộ khuôn từ bàn ép nhiệt sang bàn ép nguội càng nhanh càng tốt bằng dụng cụ thích hợp, ví dụ sử dụng kẹp.
Nhiệt độ dỡ khuôn phải ≤ 40 °C nếu không có các chỉ dẫn khác được đưa ra.
Sử dụng hai bàn ép được yêu cầu đối với phương pháp C (xem 4.1).
Phương pháp D được khuyến nghị để sản xuất mẫu thử không có bất kỳ ứng suất trong nào hoặc cho làm nguội chậm sau khi ủ tấm đã được chuẩn bị trước đó.
Bảng 1 - Phương pháp làm nguội
|
Phương pháp làm nguội |
Tốc độ làm nguội trung bình (xem 3.5) °C∙min-1 |
Tốc độ làm nguội (xem 3.6) °C∙h-1 |
Chú ý |
|
A |
10 ± 5 |
|
|
|
B |
15 ±5 |
|
|
|
C |
60 ± 30 |
|
Làm nguội nhanh |
|
D |
|
5 ± 0,5 |
Làm nguội chậm |
6 Kiểm tra tấm đúc hoặc mẫu đúc
Sau khi làm nguội, kiểm tra hình dạng của tấm hoặc mẫu thử được đúc (kiểm tra vết lõm, lỗ co, phai màu) và kiểm tra tính tuân thủ đối với kích cỡ đã được quy định. Nếu phát hiện bất kỳ khiếm khuyết nào của vật đúc, phải loại bỏ tấm hoặc mẫu thử.
Đảm bảo rằng không có phân hủy hoặc khâu mạch không mong muốn, bằng cách sử dụng phương pháp được xác định trong tiêu chuẩn có liên quan hoặc theo thỏa thuận của các bên có liên quan.
7 Báo cáo chuẩn bị mẫu thử
Báo cáo thử nghiệm phải bao gồm thông tin sau:
a) viện dẫn tiêu chuẩn này;
b) kích cỡ của mẫu thử và mục đích sử dụng;
c) tất cả các thông tin cần thiết để xác định vật liệu đúc (loại, ký hiệu, v.v...);
d) chi tiết của việc chuẩn bị vật liệu đúc:
1) điều kiện sấy đối với dạng hạt và bột,
2) điều kiện gia công được sử dụng trong chuẩn bị phôi mẫu và độ dày trung bình;
e) loại khuôn và phôi được sử dụng;
f) điều kiện đúc:
1) thời gian gia nhiệt trước,
2) nhiệt độ, áp suất và thời gian đúc,
3) phương pháp làm nguội được sử dụng,
4) nhiệt độ nhả khuôn;
g) trạng thái của mẫu thử, nếu áp dụng;
h) ngày chuẩn bị mẫu thử;
i) bất kỳ quan sát nào khác.
MỤC LỤC
Lời nói đầu
1 Phạm vi áp dụng
2 Tài liệu viện dẫn
3 Thuật ngữ và định nghĩa
4 Thiết bị, dụng cụ
5 Cách tiến hành
6 Kiểm tra tấm hoặc mẫu đúc
7 Báo cáo chuẩn bị mẫu thử