Tiêu chuẩn quốc gia TCVN 11026-1:2015 (ISO 294-1:1996) về Chất dẻo - Đúc phun mẫu thử vật liệu nhiệt dẻo - Phần 1: Nguyên tắc chung, đúc mẫu thử đa mục đích và mẫu thử dạng thanh
TIÊU CHUẨN QUỐC GIA
TCVN 11026-1:2015
ISO 294-1:1996
CHẤT DẺO - ĐÚC PHUN MẪU THỬ VẬT LIỆU NHIỆT DẺO - PHẦN 1: NGUYÊN TẮC CHUNG, ĐÚC MẪU THỬ ĐA MỤC ĐÍCH VÀ MẪU THỬ DẠNG THANH
Plastics - Injection moulding of test specimens of thermoplastic materials - Part 1: General principles, and moulding of multipurpose and bar test specimens
Lời nói đầu
TCVN 11026-1:2015 hoàn toàn tương đương ISO 294-1:1996, Sửa đổi 1:2001 và Sửa đổi 2:2005
TCVN 11026-1:2015 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC61 Chất dẻo biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Bộ tiêu chuẩn TCVN 11026 (ISO 294), Chất dẻo - Đúc phun mẫu thử vật liệu nhiệt dẻo, gồm các tiêu chuẩn sau:
- TCVN 11026-1:2015 (ISO 294-1:1996), Phần 1: Nguyên tắc chung, đúc mẫu thử đa mục đích và mẫu thử dạng thanh;
- TCVN 11026-2:2015 (ISO 294-2:1996), Phần 2: Thanh kéo nhỏ;
- TCVN 11026-3:2015 (ISO 294-3:2002), Phần 3: Tấm nhỏ;
- TCVN 11026-4:2015 (ISO 294-4:2001), Phần 4: Xác định độ co ngót đúc.
Bộ ISO 294, Plastics - Injection moulding of test specimens of thermoplastic materials, còn tiêu chuẩn sau:
- ISO 294-5:20111), Part 5: Preparation of standard specimens for investigating anisotropy.
Lời giới thiệu
Nhiều yếu tố trong quá trình đúc có thể ảnh hưởng đến các tính chất của mẫu thử đúc và do đó sẽ thu được các giá trị đo khi mẫu được dùng trong phép thử. Trong thực tế, các tính chất cơ học của mẫu thử đó phụ thuộc rất nhiều vào các điều kiện của quá trình đúc được sử dụng để chuẩn bị các mẫu thử. Định nghĩa chính xác của từng thông số chính của quá trình đúc là một yêu cầu cơ bản đối với điều kiện vận hành có tính tái lập và có thể so sánh được.
Điều quan trọng trong việc xác định các điều kiện đúc để xem xét bất kỳ sự ảnh hưởng của các điều kiện có thể có trên các tính chất được xác định. Nhựa nhiệt dẻo có thể cho thấy sự khác biệt trong định hướng phân tử (quan trọng chủ yếu với các polyme vô định hình), trong hình thái kết tinh (đối với polyme tinh thể và bán tinh thể), trong trạng thái pha (đối với nhựa nhiệt dẻo không đồng nhất) cũng như trong định hướng của chất độn bất đẳng hướng như các sợi ngắn. Các ứng suất dư (“đông cứng”) trong các mẫu thử đúc và sự suy giảm nhiệt của polyme trong khi đúc khuôn cũng có thể ảnh hưởng đến các tính chất. Mỗi yếu tố của các hiện tượng này phải được kiểm soát để tránh sự biến động của giá trị bằng số của các tính chất đo được.
CHẤT DẺO - ĐÚC PHUN MẪU THỬ VẬT LIỆU NHIỆT DẺO - PHẦN 1: NGUYÊN TẮC CHUNG, ĐÚC MẪU THỬ ĐA MỤC ĐÍCH VÀ MẪU THỬ DẠNG THANH
Plastics - Injection moulding of test specimens of thermoplastic materials - Part 1: General principles, and moulding of multipurpose and bar test specimens
1. Phạm vi áp dụng
Tiêu chuẩn này quy định nguyên tắc chung thực hiện khi đúc phun các mẫu thử vật liệu nhiệt dẻo và đưa ra chi tiết về thiết kế khuôn để chuẩn bị hai loại mẫu thử dùng khi thu dữ liệu đối chứng, nghĩa là mẫu thử đa mục đích theo quy định trong ISO 3167 và mẫu thử dạng thanh có kích thước 80 mm x 10 mm x 4 mm. Tiêu chuẩn này cung cấp cơ sở cho việc thiết lập các điều kiện đúc có tính tái lập. Tiêu chuẩn này nhằm thúc đẩy tính đồng nhất khi mô tả các thông số chính của quá trình đúc và cũng để thiết lập tính đồng nhất khi báo cáo các điều kiện đúc. Các điều kiện cụ thể được yêu cầu đối với việc chuẩn bị mẫu thử có tính tái lập từ đó mang lại các kết quả có thể so sánh được sẽ thay đổi đối với mỗi vật liệu được sử dụng. Những điều kiện này được nêu trong tiêu chuẩn cho vật liệu liên quan hoặc được thỏa thuận giữa các bên liên quan.
CHÚ THÍCH: Thử nghiệm liên phòng ISO với acrylonitril/butadien/styren (ABS), styren/butadien (SB) và poly(methyl methacrylat) (PMMA) cho thấy thiết kế khuôn là một yếu tố quan trọng trong chuẩn bị mẫu thử có tính tái lập.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau đây là cần thiết để áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 11026-2:2015 (ISO 294-2:1996), Chất dẻo - Đúc phun mẫu thử vật liệu nhiệt dẻo - Phần 2: Thanh kéo nhỏ.
TCVN 11026-3:2015 (ISO 294-3:2002), Chất dẻo - Đúc phun mẫu thử vật liệu nhiệt dẻo - Phần 3: Tấm nhỏ.
TCVN 11026-4:2015 (ISO 294-4:2001), Chất dẻo - Đúc phun mẫu thử vật liệu nhiệt dẻo - Phần 4: Xác định độ co ngót đúc.
ISO 179, Plastics - Determination of Charpy impact properties (Chất dẻo - Xác định tính chất va đập Charpy).
ISO 3167, Plastics - Multipurpose test specimens (Chất dẻo - Mẫu thử đa mục đích).
ISO 10350, Plastics - Acquysition and presentation of comparable single-point data (Chất dẻo - Thu thập và trình bày dữ liệu đơn điểm có thể so sánh được).
ISO 11403-1, Plastics - Acquysition and presentation of comparable multipoint data - Part 1: Mechanical properties (Chất dẻo - Thu thập và trình bày dữ liệu đa điểm có thể so sánh được - Phần 1: Tính chất cơ học).
ISO 11403-2, Plastics - Acquysition and presentation of comparable multipoint data - Part 2: Thermal and processing properties (Chất dẻo - Thu thập và trình bày dữ liệu đa điểm có thể so sánh được - Phần 2: Tính chất nhiệt và gia công).
ISO 11403-3, Plastics - Acquysition and presentation of comparable multipoint data - Part 3: Environmental influences on properties (Chất dẻo - Thu thập và trình bày dữ liệu đa điểm có thể so sánh được - Phần 3: Tác động của môi trường lên các tính chất).
3. Thuật ngữ và định nghĩa
Trong tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa sau:
3.1. Nhiệt độ khuôn, TC (mould temperature)
Nhiệt độ trung bình của bề mặt ổ khuôn được đo sau khi hệ thống đạt được trạng thái cân bằng nhiệt và ngay sau khi mở khuôn (xem 4.2.5 và 5.3).
Nhiệt độ được biểu thị bằng độ C (°C).
3.2. Nhiệt độ nóng chảy, TM (melt temperature)
Nhiệt độ chất dẻo nóng chảy của mẻ phun bất kỳ (xem 4.2.5 và 5.4).
Nhiệt độ được biểu thị bằng độ C (°C).
3.3. Áp suất nóng chảy, p (melt pressure)
Áp suất của vật liệu chất dẻo ở đằng trước vít xoắn tại bất kỳ thời điểm nào trong quá trình đúc (xem Hình 1).
Áp suất được biểu thị bằng megapascal (MPa).
Áp suất nóng chảy, được sinh ra nhờ thủy lực, có thể được tính từ lực FS tác động theo chiều dọc trên vít xoắn sử dụng công thức (1):
|
|
(1) |
trong đó
p là áp suất nóng chảy, tính bằng megapascal;
FS là lực theo chiều dọc tác động trên vít xoắn, tính bằng kilonewton;
D là đường kính vít xoắn, tính bằng milimet.
3.4. Áp suất giữ, pH (hold pressure)
Áp suất nóng chảy (xem 3.3) trong suốt thời gian giữ (xem Hình 1).
Áp suất được biểu thị bằng megapascal (MPa).
3.5. Chu kỳ đúc (moulding cycle)
Trình tự hoàn thiện các thao tác trong quá trình đúc được yêu cầu để sản xuất một bộ mẫu thử (xem Hình 1).
3.6. Thời gian một chu kỳ, tT (cycle time)
Thời gian được yêu cầu để thực hiện một chu kỳ đúc hoàn thiện (xem 3.5).
Thời gian được biểu thị bằng giây (s).
Thời gian một chu kỳ là tổng của thời gian phun tl, thời gian nguội tC và thời gian mở khuôn to (xem 3.7, 3.8 và 3.10).
3.7. Thời gian phun, tl (injection time)
Thời gian từ khi vít xoắn bắt đầu di chuyển về phía trước cho đến điểm chuyển tiếp giữa giai đoạn phun và giai đoạn giữ.
Thời gian được biểu thị bằng giây (s).
3.8. Thời gian làm mát, tC (cooling time)
Thời gian từ khi kết thúc giai đoạn phun cho đến khi khuôn bắt đầu mở.
Thời gian được biểu thị bằng giây (s).
3.9. Thời gian giữ, tH (hold time)
Thời gian mà trong suốt khoảng thời gian đó áp suất được duy trì tại áp suất giữ (xem 3.4).
Thời gian được biểu thị bằng giây (s).
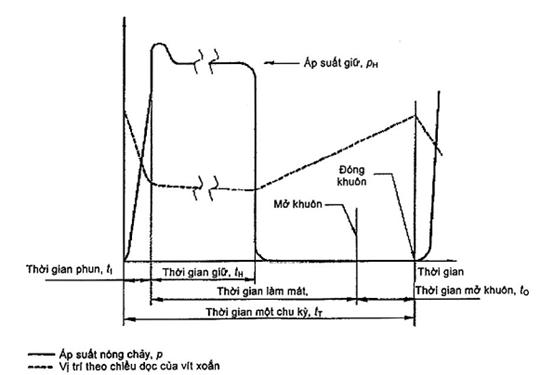
Hình 1 - Giản đồ chu kỳ đúc phun, biểu thị áp suất nóng chảy (đường liền) và vị trí theo chiều dọc của vít xoắn (đường đứt đoạn) là hàm thời gian
3.10. Thời gian mở khuôn, tO (moud-open time)
Thời gian từ khi khuôn bắt đầu mở cho đến khi khuôn được đóng lại và tạo ra lực khóa hoàn toàn.
Thời gian được biểu thị bằng giây (s).
Bao gồm thời gian được yêu cầu để lấy vật đúc ra khỏi khuôn.
3.11. Ổ (cavity)
Phần có không gian rỗng trong khuôn để tạo một mẫu thử.
3.12. Khuôn ổ đơn (single-cavity mould)
Khuôn chỉ có một ổ (xem Hình 4).
3.13. Khuôn nhiều ổ (multi-cavity mould)
Khuôn có hai hoặc nhiều ổ giống nhau được sắp xếp dòng chảy song song nhau (xem Hình 2 và 3). Dạng hình học đường dẫn chảy giống nhau và vị trí đối xứng của các ổ trong khuôn đảm bảo rằng tất cả các mẫu thử từ một mẻ rót tương đương với đặc tính của chúng.
3.14. Khuôn bầy (family mould)
Khuôn có chứa nhiều hơn một ổ và có các dạng hình học khác nhau (xem Hình 5).
3.15. Khuôn ISO (ISO mould)
Một trong những khuôn tiêu chuẩn bất kỳ (được quy định là loại A, B, C, D1 và D2) được sử dụng cho việc chuẩn bị các mẫu thử có tính tái lập với các đặc tính có thể so sánh được. Khuôn có một tấm cố định với một rãnh rót, cộng với tấm có nhiều ổ như được nêu trong 3.13.
Chi tiết bổ sung được nêu trong 4.1.1.4. Ví dụ về khuôn hoàn thiện được nêu trong Phụ lục C.
3.16. Tiết diện ngang tới hạn, AC (critical cross-sectional area)
Tiết diện của ổ trong khuôn ổ đơn hoặc khuôn nhiều ổ tại vị trí phần tới hạn của mẫu thử được tạo khuôn, nghĩa là phần mà trên đó phép đo được thực hiện.
Tiết diện ngang được biểu thị bằng milimét vuông (mm2)
Đối với mẫu thử thanh kéo, ví dụ phần tới hạn của mẫu thử có mặt cắt hẹp phải chịu ứng suất lớn nhất trong khi thử nghiệm.
3.17. Thể tích vật đúc, VM (moulding volume)
Tỷ lệ giữa khối lượng của vật đúc và khối lượng riêng của chất dẻo rắn.
Thể tích được biểu thị bằng milimet khối (mm3).
3.18. Diện tích hình chiếu, AP (projected area)
Tổng mặt cắt của vật đúc chiếu trên mặt phân khuôn.
Diện tích được biểu thị bằng milimet vuông (mm2).
3.19. Lực khóa, FM (locking force)
Lực giữ các tấm phẳng của khuôn đóng lại.
Lực khóa được biểu thị bằng kilonewton (kN).
Lực khóa tối thiểu cần thiết có thể được tính từ bất đẳng thức:
|
FM ≥ AP x pmax x 10-3 |
(2) |
trong đó
FM là lực khóa, tính bằng kilonewton;
AP là diện tích hình chiếu (xem 3.18), tính bằng milimet vuông;
pmax là giá trị tối đa của áp suất nóng chảy (xem 3.3), tính bằng megapascal.
3.20. Tốc độ phun, vl, (injection velocity)
Tốc độ trung bình của khối nóng chảy khi đi qua tiết diện ngang tới hạn AC (xem 3.16).
Tốc độ được biểu thị bằng milimet trên giây (mm/s).
Chỉ có thể áp dụng được với khuôn ổ đơn hoặc khuôn nhiều ổ và có thể được tính từ công thức (3):
|
|
(3) |
trong đó
vl là tốc độ phun, tính bằng milimet trên giây;
n là số ổ;
AC là tiết diện ngang tới hạn (xem 3.16), tính bằng milimet vuông;
VM là thể tích vật đúc (xem 3.17), tính bằng milimet khối;
tl là thời gian phun (xem 3.7), tính bằng giây.
3.21. Dung tích mẻ phun, VS (shot capacity)
Tích số của bước đo tối đa của máy đúc phun với tiết diện của vít xoắn.
Dung tích được biểu thị bằng milimet khối (mm3).
4. Thiết bị, dụng cụ
4.1. Khuôn
4.1.1. Khuôn ISO (nhiều ổ)
4.1.1.1. Nên sử dụng khuôn ISO (xem 3.15) để tạo mẫu thử dùng cho thu thập dữ liệu để so sánh (xem ISO 10350, ISO 11403-1, ISO 11403-2 và ISO 11403-3), cũng như để sử dụng trong trường hợp có các tranh chấp liên quan đến tiêu chuẩn.
4.1.1.2. Mẫu thử đa mục đích theo quy định trong ISO 3167 phải được đúc trong khuôn hai ổ ISO loại A sử dụng rãnh dẫn hình chữ Z hoặc chữ T (xem Phụ lục A). Khuôn phải như nêu trong Hình 2 và đáp ứng các yêu cầu quy định trong 4.1.1.4. Trong hai loại rãnh dẫn, rãnh dẫn hình chữ Z được ưa thích sử dụng hơn do đạt được lực đóng đối xứng hơn. Vật đúc dạng thanh được tạo ra phải có kích thước của mẫu thử loại A quy định trong ISO 3167.
4.1.1.3. Các thanh hình chữ nhật có kích thước 80 mm x 10 mm x 4 mm phải được đúc trong khuôn bốn ổ ISO loại B có rãnh dẫn kép hình chữ T. Khuôn phải như nêu trong Hình 3 và đáp ứng các yêu cầu quy định trong 4.1.1.4. Thanh được tạo ra phải có cùng kích thước tiết diện dọc theo mặt cắt giữa như mẫu thử đa mục đích (xem ISO 3167) và có chiều dài 80 mm ± 2 mm.
4.1.1.4. Chi tiết cấu trúc chính của khuôn ISO loại A và loại B phải như nêu trong Hình 2 và 3 và phải đáp ứng các yêu cầu sau:
a) Đường kính rãnh rót trên cạnh lỗ phải có kích thước ít nhất là 4 mm.
b) Chiều rộng và cao (hoặc đường kính) của hệ thống rãnh dẫn ít nhất phải là 5 mm.
c) Ổ phải có một cổng đóng như được thể hiện trong Hình 2 và 3.
d) Chiều cao của cổng ít nhất là bằng hai phần ba chiều cao của ổ và chiều rộng của cổng phải bằng với chiều rộng của ổ tại điểm cổng vào ổ.
e) Cổng phải càng ngắn càng tốt, trong bất kỳ trường hợp nào không được vượt quá 3 mm.
f) Góc hút của các rãnh dẫn ít nhất là 10°, nhưng không được lớn hơn 30°. Ổ phải có góc hút không lớn hơn 1°, ngoại trừ ở khu vực vai mẫu thử kéo nơi mà góc hút không được lớn hơn 2°.
g) Kích thước của ổ phải như kích thước của mẫu thử được chế tạo phù hợp với các yêu cầu được nêu trong tiêu chuẩn thử nghiệm liên quan. Để cho phép các mức độ co ngót đúc khác nhau, kích thước của ổ phải được chọn sao cho chúng nằm giữa giá trị danh nghĩa và giới hạn trên của kích thước được quy định đối với mẫu thử có liên quan. Trong trường hợp khuôn ISO loại A và B, kích thước ổ chính, tính bằng milimét, phải như sau (xem ISO 3167);
- chiều sâu: 4,0 đến 4,2;
- chiều rộng của mặt cắt giữa: 10,0 đến 10,2;
- chiều dài (khuôn loại B): 80 đến 82.
h) Chốt đẩy, nếu sử dụng, phải được đặt bên ngoài khu vực thử nghiệm của mẫu thử, nghĩa là tại vai của mẫu thử hình quả tạ được tạo ra từ khuôn ISO loại A và loại C (đối với loại C, xem TCVN 11026-2 (ISO 294-2)), bên ngoài khu vực trung tâm 20 mm của mẫu thử dạng thanh từ khuôn ISO loại B và bên ngoài khu vực trung tâm đường kính 50 mm của mẫu thử dạng tấm từ khuôn ISO loại D (xem TCVN 11026-3 (ISO 294-3)).
i) Hệ thống gia nhiệt/làm mát đối với các tấm khuôn phải được thiết kế sao cho trong điều kiện vận hành, chênh lệch nhiệt độ giữa điểm bất kỳ trên bề mặt ổ với mỗi tấm nhỏ hơn 5 °C.
j) Các tấm của ổ có thể hoán đổi và việc chèn cổng được khuyến nghị sử dụng để cho phép các thay đổi xảy ra nhanh khi sản xuất một loại mẫu thử này sang loại mẫu thử khác. Những thay đổi như vậy được thực hiện thuận lợi bằng cách sử dụng dung tích mẻ phun VS càng giống nhau càng tốt. Ví dụ được nêu trong Phụ lục A.
Kích thước tính bằng milimét
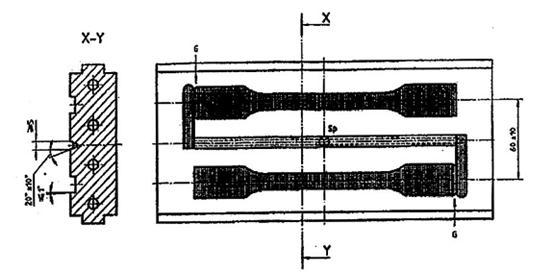
CHÚ DẪN:
|
Sp |
Rãnh rót |
Thể tích vật đúc VM ≈ 30 000 mm3 |
|
G |
Cổng |
Diện tích hình chiếu Ap ≈ 6 300 mm2 |
Hình 2 - Mặt phẳng ổ đối với khuôn ISO loại A
Kích thước tính bằng milimét
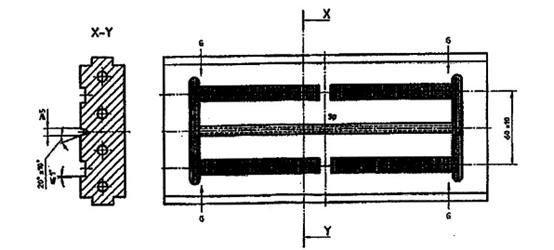
CHÚ DẪN:
|
Sp |
Rãnh rót |
Thể tích vật đúc VM ≈ 30 000 mm3 |
|
G |
Cổng |
Diện tích hình chiếu Ap ≈ 6 500 mm2 |
Hình 3 - Mặt phẳng ổ đối với khuôn ISO loại B
k) Cảm biến áp suất được khuyến nghị lắp vào rãnh dẫn giữa để kiểm soát chính xác giai đoạn phun [bộ phận cảm biến là bắt buộc đối với TCVN 11026-4 (ISO 294-4)]. Vị trí của bộ phận cảm biến thích hợp với các loại khuôn ISO được nêu trong 4.1, mục k) và trong Hình 2 của TCVN 11026-3 (ISO 294-3).
I) Để đảm bảo tấm đúc có thể hoán đổi được giữa các khuôn ISO khác nhau, cùng với những chi tiết cấu trúc trong Hình 2 và 3 và những chi tiết cấu trúc được nêu trong TCVN 11026-2 (ISO 294-2) và TCVN 11026-3 (ISO 294-3), cần chú ý các chi tiết cấu trúc sau:
1) Khuyến nghị sử dụng chiều dài ổ là 170 mm đối với mẫu thử đa mục đích được đúc trong khuôn ISO loại A. Điều này mang lại chiều dài tối đa 180 mm đối với khoảng trống giữa các tấm ổ.
2) Chiều rộng của các tấm khuôn có thể bị ảnh hưởng bởi khoảng cách tối thiểu được yêu cầu giữa các điểm nối đối với rãnh gia nhiệt/làm nguội. Hơn nữa, khoảng cách có thể cần phải có trong khuôn ISO loại B để thích hợp với chèn đặc biệt giúp cho thanh có gờ khía được sử dụng để đúc theo ISO 179.
3) Đường kẻ dọc theo mẫu thử có thể được cắt từ rãnh dẫn có thể được xác định, ví dụ cách nhau 170 mm đối với khuôn ISO loại A, B và C (đối với loại C, xem TCVN 11026-2 (ISO 294-2)). Cặp đường thứ hai cách nhau 80 mm có thể được xác định để cắt các thanh từ mẫu thử đa mục đích từ khuôn loại A và có thể được sử dụng để cắt vật đúc tấm nhỏ (xem TCVN 11026-3 (ISO 294-3)).
m) Để dễ dàng hơn trong kiểm tra tính đồng nhất của tất cả các mẫu thử từ khuôn, các ổ riêng lẻ nên được đánh dấu, nhưng bên ngoài khu vực thử nghiệm của mẫu thử [xem mục h) ở trên]. Điều này có thể được thực hiện đơn giản bằng cách khắc ký hiệu phù hợp trên đỉnh của chốt đẩy, do đó tránh được bất kỳ tổn hại nào đối với bề mặt của tấm ổ.
n) Khuyết tật của bề mặt có thể ảnh hưởng đến kết quả, đặc biệt kết quả của các phép thử cơ học. Vì vậy bề mặt của ổ khuôn phải được đánh bóng, nếu có thể, phương đánh bóng theo phương mà mẫu thử sẽ được đặt dưới tải trọng khi được thử nghiệm.
4.1.1.5. Thông tin về các tiêu chuẩn liên quan đến khuôn được nêu trong các tiêu chuẩn khác, tham khảo Phụ lục B.
4.1.2. Khuôn ổ đơn
Ổ của khuôn ổ đơn (xem Hình 4 và 3.12) có thể là hình quả tạ, đĩa hoặc bất kỳ hình dạng nào khác. Nhìn chung, mẫu thử từ khuôn ổ đơn cho các giá trị về tính chất cụ thể khác với những tính chất đạt được đối với mẫu thử từ khuôn ISO.
CHÚ THÍCH: Sự khác biệt này có thể xảy ra do tỷ lệ thể tích của ổ đối với thể tích của vật đúc VM có thể khác với tỷ lệ đối với khuôn ISO. Đồng thời, thể tích nhỏ hơn của vật đúc được tạo ra bởi khuôn ổ đơn tạo ra sự khác biệt về tương thích với các yêu cầu về tỷ lệ thể tích của 4.2.1 và sự không tuân thủ đối với những yêu cầu này có thể dẫn đến các giá trị không ổn định của đặc tính.
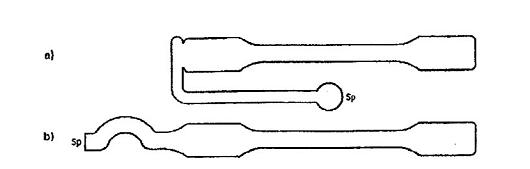
a) Rãnh rót (Sp) vuông góc với tấm đúc
b) Rãnh rót song song với mặt phân khuôn (đường uốn cong trong rãnh dẫn ngăn phun)
Hình 4 - Ví dụ về khuôn ổ đơn
4.1.3. Khuôn bầy
Khuôn bầy (xem Hình 5 và 3.13) có thể được sử dụng để tạo ra, ví dụ, thanh phẳng cộng với quả tạ và đĩa. Khuôn bày có thể được sử dụng khi các đặc tính của mẫu thử đạt được tương ứng với các tính chất đạt được từ khuôn ISO.
CHÚ THÍCH: Trong hầu hết các trường hợp, đổ đầy đều và cùng lúc các ổ khác nhau không thể thực hiện được với khuôn bầy dưới điều kiện nhiều hơn một bộ điều kiện đúc. Do vậy loại khuôn này không phù hợp đối với việc chuẩn bị mẫu thử đối chứng. Hơn nữa, tốc độ phun vl (xem 3.20) không thể xác định chính xác được đối với khuôn bầy.
Hình 5 - Ví dụ về khuôn bầy
4.2. Máy đúc phun
Đối với việc chuẩn bị mẫu thử có tính tái lập có khả năng mang lại kết quả có thể so sánh được, chỉ được sử dụng các máy đúc phun vít pittông có các thiết bị cần thiết kiểm soát điều kiện đúc.
4.2.1. Dung tích mẻ phun
Tỷ lệ của thể tích vật đúc VM (xem 3.17) và dung tích mẻ phun VS (xem 3.21) phải nằm trong khoảng 20 % và 80 % trừ khi tỷ lệ cao hơn được yêu cầu bởi tiêu chuẩn vật liệu liên quan hoặc được nhà sản xuất khuyến nghị sử dụng.
4.2.2. Hệ thống điều khiển
Hệ thống điều khiển của máy phải có khả năng duy trì điều kiện vận hành trong giới hạn dung sai sau:
|
Thời gian phun, tl (xem 3.8) |
± 0,1 s |
|
Áp suất giữ, pH (xem 3.4) |
± 5 % |
|
Thời gian giữ, tH (xem 3.9) |
± 5 % |
|
Nhiệt độ nóng chảy, TM (xem 3.2) |
± 3 °C |
|
Nhiệt độ khuôn, TC (xem 3.1) |
± 3 °C đến 80 °C |
|
|
± 5 °C trên 80 °C |
|
Khối lượng vật đúc |
± 2 % |
4.2.3. Vít xoắn
Vít xoăn phải là loại phù hợp với vật liệu đúc (ví dụ chiều dài, đường kính, chiều cao răng, tỷ lệ nén).
Nên sử dụng vít xoắn có đường kính nằm trong dải từ 18 mm đến 40 mm.
4.2.4. Lực khóa
Lực khóa khuôn FM phải đủ lớn để ngăn việc hình thành bavia dưới bất kỳ điều kiện vận hành nào.
Lực khóa tối thiểu FM khuyến nghị đối với khuôn ISO loại A và B được đưa ra theo công thức FM ≥ 6500 x pmax x 10-3 (xem 3.19), nghĩa là 520 kN đối với áp suất nóng chảy tối đa 80 MPa.
Hệ thống đúc phun có các tấm ổ có thể hoán đổi được sẽ cần tính đến khuôn ISO loại D1 và D2 mà AP ≈ 11 000 mm2, do vậy đòi hỏi lực khóa khuôn cao hơn nhiều.
4.2.5. Nhiệt kế
Nhiệt kế đầu dò kim, có độ chính xác đến ± 1 °C, phải được sử dụng để đo nhiệt độ nóng chảy TM (xem 3.2). Nhiệt kế bề mặt, có độ chính xác đến ± 1 °C, phải được sử dụng để đo nhiệt độ bề mặt ổ khuôn, chính là nhiệt độ khuôn TC (xem 3.1).
5. Cách tiến hành
5.1. Ổn định vật liệu
Trước khi đúc, ổn định các viên hoặc hạt vật liệu nhiệt dẻo như được yêu cầu trong tiêu chuẩn vật liệu liên quan hoặc như được khuyến nghị của nhà sản xuất nếu không có tiêu chuẩn nào quy định đến vấn đề này.
Tránh phơi nhiễm vật liệu với không khí tại nhiệt độ dưới nhiệt độ của xưởng sản xuất để tránh sự tích tụ của hơi ẩm trên vật liệu.
5.2. Đúc phun
5.2.1. Cài đặt máy theo điều kiện quy định trong tiêu chuẩn vật liệu có liên quan hoặc theo thỏa thuận giữa các bên liên quan nếu không có tiêu chuẩn nào quy định đến vấn đề này.
5.2.2. Đối với nhiều nhựa nhiệt dẻo, khoảng vận tốc phun vl thích hợp nhất là 200 mm/s ± 100 mm/s khi sử dụng khuôn ISO loại A hoặc B. Chú ý rằng, đối với giá trị nhất định của vận tốc phun vl, thời gian phun tl là tỷ lệ nghịch với số ổ n trong khuôn [xem công thức (3) trong 3.20]. Giữ mọi thay đổi về vận tốc phun càng nhỏ càng tốt trong suốt thời gian phun.
5.2.3. Để xác định áp suất giữ pH, thông số mà thường xuyên không được quy định, thực hiện quy trình sau:
Bắt đầu từ số không, tăng dần áp suất nóng chảy cho đến khi vật đúc không còn dấu vết lõm, rỗng và các lỗi có thể nhìn thấy khác và có rất ít bavia. Sử dụng áp suất này làm áp suất giữ.
Áp suất giữ có thể được xác định bằng một trong những phương pháp sau:
a) Sử dụng khối lượng vật đúc;
b) Sử dụng tỷ lệ vết lõm;
c) Sử dụng áp suất nóng chảy tối đa không tạo ra các điểm bavia.
Các phương pháp này được nêu trong Điều D.1.
Các phương pháp khác xác định áp suất giữ chính xác cũng được sử dụng.
5.2.4. Đảm bảo rằng áp suất giữ được duy trì không đổi cho đến khi vật liệu trong khu vực cổng đặc lại, nghĩa là trong suốt thời gian giữ tH. Thời gian giữ có thể được xác định bằng một trong những phương pháp sau:
a) Sử dụng khối lượng vật đúc;
b) Sử dụng áp suất ổ.
Các phương pháp này được nêu trong Điều D.2.
Các phương pháp khác xác định thời gian giữ chính xác cũng được sử dụng.
5.2.5. Loại bỏ vật đúc cho đến khi máy đạt đến vận hành ở trạng thái ổn định. Sau đó ghi lại điều kiện vận hành và bắt đầu thu thập mẫu thử.
Trong quá trình đúc, duy trì điều kiện ở trạng thái ổn định bằng các biện pháp thích hợp, ví dụ kiểm tra khối lượng của vật đúc.
5.2.6. Trong trường hợp có sự thay đổi bất kỳ về vật liệu, để máy trống và làm sạch toàn bộ máy. Loại bỏ ít nhất 10 vật đúc được đúc từ vật liệu mới trước khi bắt đầu thu thập lại mẫu thử.
5.3. Đo nhiệt độ khuôn
Xác định nhiệt độ khuôn TC sau khi hệ thống đạt được trạng thái cân bằng nhiệt và ngay sau khi mở khuôn. Đo nhiệt độ của bề mặt ổ khuôn tại một số điểm trên mỗi cạnh ổ khuôn bằng cách sử dụng nhiệt kế bề mặt. Giữa mỗi cặp số đọc, chu kỳ khuôn tối thiểu là mười chu kỳ trước khi tiếp tục thực hiện cặp đo tiếp theo. Ghi lại mỗi phép đo và tính nhiệt độ khuôn là trung bình của các phép đo.
5.4. Đo nhiệt độ nóng chảy
Đo nhiệt độ nóng chảy TM bằng một trong các phương pháp sau:
5.4.1. Sau khi đạt được trạng thái cân bằng nhiệt, phun một mẻ ít nhất 30 cm3 vào bồn phi kim có kích cỡ phù hợp và chèn ngay đầu đo của nhiệt kế kim phản ứng nhanh đã được gia nhiệt trước vào giữa khối lượng nóng chảy, dịch chuyển nhẹ cho đến khi số đọc của nhiệt kế đạt đến tối đa. Đảm bảo rằng nhiệt độ gia nhiệt trước gần với nhiệt độ nóng chảy. Sử dụng cùng điều kiện phun đối với mẻ phun như điều kiện được sử dụng để đúc mẫu thử, để khoảng thời gian thích hợp giữa từng mẻ phun.
5.4.2. Nhiệt độ nóng chảy có thể được đo bằng dụng cụ cảm biến nhiệt thích hợp, miễn là kết quả đạt được có thể được thể hiện giống như kết quả đạt được sử dụng phương pháp mẻ phun, cảm biến chỉ gây ra sự mất nhiệt thấp và phải phản ứng nhanh với sự thay đổi nhiệt độ nóng chảy. Gắn cảm biến ở nơi phù hợp như miệng máy đúc phun. Trong trường hợp nghi ngờ, sử dụng phương pháp được nêu trong 5.4.1.
5.5. Xử lý sau khi đúc mẫu thử
Ngay sau khi lấy ra khỏi khuôn, để các mẫu thử nguội dần đến nhiệt độ phòng với cùng một tốc độ làm nguội để tránh bất kỳ sự khác biệt nào trong quá trình tiền xử lý các mẫu thử riêng lẻ. Bảo quản mẫu thử được làm từ nhựa nhiệt dẻo nhạy cảm với phơi nhiễm không khí bằng cách giữ mẫu trong hộp kín khí cùng với chất hút ẩm nếu cần thiết.
6. Báo cáo và chuẩn bị mẫu thử
Báo cáo phải bao gồm các thông tin sau:
a) viện dẫn tiêu chuẩn này: TCVN 11026-1 (ISO 294-1);
b) ngày, thời gian và địa điểm mẫu thử được đúc;
c) mô tả chi tiết vật liệu được sử dụng (loại, ký hiệu, nhà sản xuất, số lô);
d) chi tiết của bất kỳ hoạt động ổn định nào của vật liệu được thực hiện trước khi đúc;
e) loại khuôn được sử dụng (loại A, loại B hoặc trong trường hợp loại khuôn khác; loại mẫu thử được tạo ra, tiêu chuẩn liên quan, số ổ, kích cỡ và vị trí cổng);
f) chi tiết máy đúc phun được sử dụng (nhà sản xuất, dung tích mẻ phun, lực khóa, hệ thống điều khiển);
g) điều kiện đúc:
- nhiệt độ nóng chảy TM (xem 3.2), tính bằng độ C,
- nhiệt độ khuôn TC (xem 3.1), tính bằng độ C,
- tốc độ phun vl (xem 3.20), tính bằng milimet trên giây,
- thời gian phun tl (xem 3.7), tính bằng giây,
- ấp suất giữ pH (xem 3.4), tính bằng megapascal,
- thời gian giữ tH (xem 3.9), tính bằng giây,
- thời gian để nguội tC (xem 3.8), tính bằng giây,
- thời gian một chu kỳ tT (xem 3.6), tính bằng giây,
- khối lượng vật đúc, tính bằng gam;
h) bất kỳ thông tin liên quan khác (ví dụ số vật đúc bị loại bỏ lúc đầu, số được giữ lại, bất kỳ xử lý sau khi đúc).
Phụ lục A
(Tham khảo)
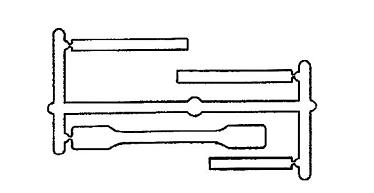
Ví dụ về hình dạng rãnh dẫn
Sơ đồ khuôn có thể được thay đổi bằng vật chèn cổng như được thể hiện ở Hình A.1.
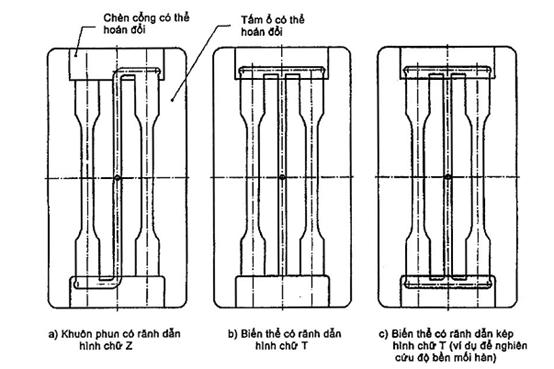
Hình A.1 - Các loại khác nhau của hình dạng rãnh dẫn
Phụ lục B
(Tham khảo)
Các tiêu chuẩn liên quan đến khuôn đúc phun
ISO 6751, Tools for moulding - Ejector pins with cylindrical head (Dụng cụ đúc - Chốt đẩy có đầu hình trụ)
ISO 6753-2:1998, Tools for pressing and moulding - Machined plates - Part 2: Machined plates for moulds (Dụng cụ ép và đúc - Tấm được gia công bằng máy - Phần 2 Tấm được gia công bằng máy cho khuôn)
ISO 8017 Tools for moulding - Guide pillars, straight and shouldered, and locating guide pillars, shouldered (Dụng cụ đúc - Trụ dẫn hướng thẳng, có gờ và trụ dẫn hướng định vị, có gờ)
ISO 8018, Tools for moulding - Guide bushes, headed, and locating guide bushes, headed (Dụng cụ đúc - Ống lót dẫn hướng khuôn, có đầu và ống lót dẫn hướng định vị, có đầu)
ISO 8404, Tools for moulding - Angle pins (Dụng cụ đúc - Chốt góc)
ISO 8405, Tools for moulding - Ejector sleeves with cylindrical head - Basic series for general purposes (Dụng cụ đúc - Ống lót đẩy ra có đầu hình trụ - Loại cơ bản cho mục đích đa năng)
ISO 8406, Tools for moulding - Mould bases - Round locating elements and spacers (Dụng cụ đúc - Đế khuôn - Yếu tố và miếng đệm định vị xung quanh)
ISO 8693, Tools for moulding - Flat ejector pins (Dụng cụ đúc - Chốt đẩy phẳng)
ISO 8694, Tools for moulding - Shouldered ejector pins (Dụng cụ đúc - Chốt đẩy gờ)
ISO 9449, Tools for moulding - Centring sleeves (Dụng cụ đúc- Ống lót định tâm)
ISO 10072, Tools for moulding - Sprue bushes - Dimensions (Dụng cụ đúc - Bạc dẫn tiến - Kích thước)
ISO 10073, Tools for moulding - Support pillars (Dụng cụ đúc - Trụ đỡ)
ISO 10907-1, Tools for moulding - Locating rings - Part 1: Locating rings for mounting without thermal insulating sheets in small or medium moulds (types A and B) [Dụng cụ đúc - Vòng định vị - Phần 1: Vòng định vị để gắn không có tấm cách nhiệt trong khuôn nhỏ hoặc trung bình (loại A và B)]
ISO 12165:2000, Tools for moulding - Components of compression and injection moulds and diecasting dies - Terms and symbols (Dụng cụ đúc - Khuôn nén, khuôn phun và khuôn đúc áp lực - Thuật ngữ và ký hiệu)
Phụ lục C
(Tham khảo)
Ví dụ về khuôn phun
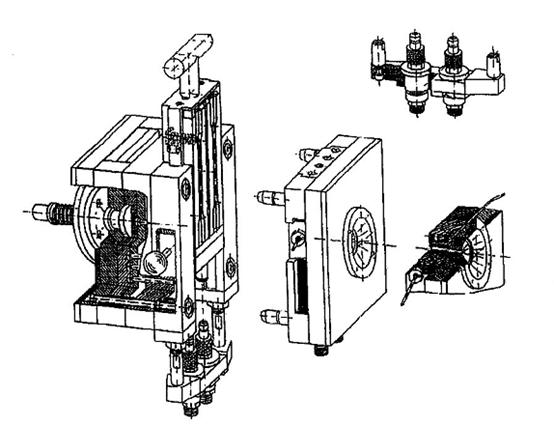
Hình C.1 - Hình vẽ chi tiết rời của khuôn phun có tấm đúc hai ổ có thể hoán đổi đối với khuôn ISO loại A
Phụ lục D
(Tham khảo)
Phương pháp xác định áp suất giữ và thời gian giữ
D.1. Phương pháp xác định áp suất giữ
CHÚ THÍCH: Ngay khi áp suất giữ được xác định bằng một trong những phương pháp được nêu trong điều này, không cần thiết phải lặp lại phép xác định đối với cùng loại vật liệu và phép xác định có thể được đơn giản hóa đối với vật liệu tương tự.
D.1.1. Phương pháp sử dụng khối lượng vật đúc
D.1.1.1. Phạm vi áp dụng
Phương pháp này xác định áp suất giữ được sử dụng để đúc (xem 5.2.3) khi áp suất nóng chảy mà tại đó khối lượng của vật đúc đạt đến giá trị không đổi sau khi gia tăng khi áp suất nóng chảy tăng đều. Nếu khối lượng của vật đúc tiếp tục tăng khi áp suất nóng chảy tăng, hoặc nếu giá trị không đổi đạt được chỉ khi áp suất nóng chảy gia tăng tới mức quá cao, áp suất giữ có thể được xác định bằng cách sử dụng khối lượng của mẫu thử là chỉ số thay cho khối lượng của vật đúc. Trong trường hợp này, cần phải đo khối lượng của mẫu thử có tính lặp lại đủ do khối lượng của mẫu thử nhỏ hơn khối lượng của vật đúc.
D.1.1.2. Thuật ngữ và định nghĩa
Trong tiêu chuẩn này, áp dụng các thuật ngữ và định nghĩa sau:
D.1.1.2.1. Khối Iượng vật đúc (mass of moulding)
Tổng khối lượng của mẫu thử, rãnh dẫn và rãnh rót trong vật đúc đơn lẻ
CHÚ THÍCH: Khối lượng được biểu thị bằng gam (g).
D.1.1.2.2. Khối lượng mẫu thử (mass of test specimen)
Khối lượng của mẫu thử đơn lẻ, không bao gồm rãnh dẫn và rãnh rót
CHÚ THÍCH: Khối lượng được biểu thị bằng gam (g).
D.1.1.3. Cách tiến hành
Sử dụng thời gian giữ đủ để đảm bảo rằng chất nóng chảy hóa rắn ở khu vực cổng, tạo ra vật đúc ở một loạt áp suất nóng chảy gia tăng dần dần, một vật đúc tại mỗi áp suất nóng chảy. Áp suất nóng chảy đầu tiên sử dụng được khuyến nghị là 10 % của áp suất phun và áp suất nóng chảy tiếp theo là bội số tích phân của áp suất nóng chảy đầu tiên (nếu không, kết quả đạt được trên mẫu thử đúc phun tại các phòng thí nghiệm khác nhau sẽ không nhất thiết phải so sánh). Xác định khối lượng của vật đúc được tạo ra, sử dụng cân có độ chính xác ± 0,1 g. Vẽ biểu đồ khối lượng vật đúc theo áp suất nóng chảy như được thể hiện trên đường cong A tại Hình D.1. Nếu ít nhất ba giá trị của khối lượng vật đúc không đổi khi áp suất nóng chảy tăng, lấy giá trị trung bình của áp suất nóng chảy tương ứng với ba điểm đầu tiên (điểm 1 đến 3 trên đường cong A) làm áp suất giữ.
Nếu khối lượng của vật đúc tiếp tục gia tăng khi áp suất nóng chảy gia tăng (đường cong C), hoặc khối lượng của vật đúc ổn định chỉ sau khi đạt đến áp suất nóng chảy quá cao, như khi tạo ra quá nhiều bavia, áp suất giữ có thể được lấy làm áp suất nóng chảy mà tại đó khối lượng của mẫu thử ít bavia (thay cho khối lượng của vật đúc) đạt đến giá trị không đổi khi được đánh dấu điểm so với áp suất nóng chảy. Nếu không, áp suất giữ có thể được xác định bằng một trong các phương pháp được nêu trong D.1.2 và D.1.3.
D.1.2. Phương pháp sử dụng tỷ lệ vết lõm
D.1.2.1. Phạm vi áp dụng
Phương pháp này xác định áp suất giữ, được gọi là tỷ lệ vết lõm (SR), là chỉ số định lượng của chiều sâu của vết lõm trên bề mặt mẫu thử. Áp suất giữ được sử dụng để đúc (xem 5.2.3) được lấy khi áp suất nóng chảy mà tại đó SR đạt đến giá trị không đổi sau khi giảm do áp suất nóng chảy tăng (nói cách khác, áp suất tại đó vết lõm ít sâu nhất). Phương pháp này có hiệu quả đối với vật liệu như polyme tinh thể mà vết lõm trên bề mặt mẫu thử lớn và độ sâu thay đổi rõ ràng khi áp suất nóng chảy gia tăng.
D.1.2.2. Thuật ngữ và định nghĩa
D.1.2.2.1. Tỷ lệ vết lõm (sink mark ratio)
SR
Chỉ số của độ sâu tương đối của vết lõm trên bề mặt mẫu thử, như được nêu trong công thức (D.1):
|
|
(D.1) |
trong đó;
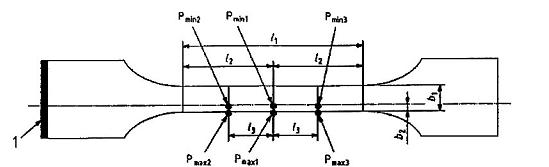
hmin là độ dày tối thiểu của mẫu thử, được tính là giá trị trung bình của độ dày tại ba điểm Pmin1, Pmin2, và Pmin3, dọc theo chiều dài mẫu thử, như được xác định trong Hình D.2 và D.3;
hmax là độ dày tối đa của mẫu thử, được tính là giá trị trung bình của độ dày tại ba điểm Pmax1, Pmax2, và Pmax3, dọc theo chiều dài mẫu thử, như được xác định trong Hình D.2 và D.3.
CHÚ THÍCH: Được biểu thị đến hai chữ số có nghĩa (ví dụ: 0,032).
D.1.2.3. Cách tiến hành
Sử dụng thời gian giữ đủ để đảm bảo rằng chất nóng chảy đóng rắn ở khu vực cổng, tạo ra vật đúc ở một loạt áp suất nóng chảy gia tăng dần dần, một vật đúc tại mỗi áp suất nóng chảy. Áp suất nóng chảy đầu tiên sử dụng được khuyến nghị là 10 % của áp suất phun và áp suất nóng chảy tiếp theo là bội số tích phân của áp suất nóng chảy đầu tiên (nếu không, kết quả đạt được trên mẫu thử đúc phun tại các phòng thí nghiệm khác nhau sẽ không nhất thiết phải so sánh).
Sử dụng nhiệt kế có đầu hình bán cầu có bán kính 4 mm và độ chính xác ± 0,01 mm, đo hmin tại Pmin1, Pmin2, và Pmin3, chính xác đến 0,01 mm, đối với mỗi mẫu thử được tạo ra.
Sử dụng thước cặp, có độ chính xác đến ± 0,05 mm, đo độ dày tối đa hmax tại Pmax1, Pmax2 và Pmax3, chính xác đến 0,01 mm, đối với mỗi mẫu thử được tạo ra.
Đo độ dày của tất cả các mẫu thử tại khoảng cùng thời gian sau khi đúc và theo cùng điều kiện xung quanh do nó thay đổi theo thời gian.
Đối với mỗi áp suất nóng chảy, tính SR sử dụng công thức (D.1). Vẽ SR so với áp suất nóng chảy như được thể hiện trên đường cong B tại Hình D.1. Nếu ít nhất ba giá trị của SR không đổi khi áp suất nóng chảy gia tăng, lấy giá trị trung bình của áp suất nóng chảy tương ứng với ba điểm đầu tiên (điểm 1 đến 3 trên đường cong B) làm áp suất giữ.
Nếu hmax thay đổi ít khi áp suất nóng chảy gia tăng, hmin có thể được sử dụng làm chỉ số để xác định áp suất giữ thay cho SR.
D.1.3. Phương pháp sử dụng áp suất nóng chảy tối đa không tạo ra bavia
D.1.3.1. Phạm vi áp dụng
Phương pháp này xác định áp suất giữ được sử dụng để đúc (xem 5.2.3) khi áp suất nóng chảy tăng dần và tại đó xuất hiện bavia đầu tiên. Phương pháp xác định áp suất giữ này có thể áp dụng được với các vật liệu là chất lỏng có độ nhớt cao trong trạng thái nóng chảy và có thể tạo ra bavia.
D.1.3.2. Cách tiến hành
Sử dụng thời gian giữ đủ để đảm bảo rằng chất nóng chảy đóng rắn ở khu vực cổng, tạo ra vật đúc ở một loạt áp suất nóng chảy gia tăng dần dần, một vật đúc tại mỗi áp suất nóng chảy. Áp suất nóng chảy đầu tiên sử dụng được khuyến nghị là 10 % của áp suất phun và áp suất nóng chảy tiếp theo là bội số tích phân của áp suất nóng chảy đầu tiên (nếu không, kết quả đạt được trên mẫu thử đúc phun tại các phòng thí nghiệm khác nhau sẽ không nhất thiết phải so sánh). Kiểm tra từng vật đúc xem có bavia không bằng cách quan sát bằng mắt hoặc bằng kính phóng đại.
Trong trường hợp máy đúc khuôn có chức năng giám sát áp suất và thời gian, tăng dần dung tích mẻ phun và quan sát sự gia tăng đột ngột trong áp suất nóng chảy được gây ra bởi sự hình thành của bavia. Lấy làm áp suất giữ một giá trị thích hợp của áp suất nóng chảy ví dụ 5 MPa ngay dưới áp suất mà tại đó bavia đầu tiên xuất hiện.
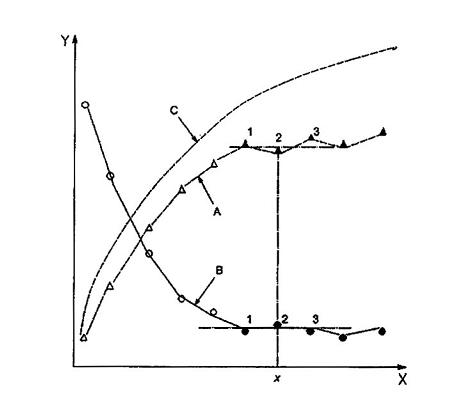
CHÚ DẪN:
|
Trục X |
Trục Y |
Đặc tính được xác định |
Đường cong |
|
Áp suất nóng chảy |
Khối lượng của vật đúc hoặc mẫu thử |
Áp suất giữ |
A, C |
|
Áp suất nóng chảy |
Tỷ lệ vết lõm |
Áp suất giữ |
B |
|
Thời gian |
Khối lượng của vật đúc hoặc mẫu thử |
Thời gian giữ |
A, C |
|
x |
|
Giá trị của đặc tính |
A, B |
Hình D.1 - Biểu đồ xác định áp suất giữ và thời gian giữ (cho các trường hợp khi phép đo được thực hiện tại các khoảng nghỉ, như được khuyến nghị trong D.1.3.2)
|
|
|
|
a) vết lõm ở giữa |
b) vết lõm lệch tâm |

CHÚ DẪN:
b2 là khoảng cách ngang qua chiều rộng giữa cạnh và Pmin1
Pmin1 ở lại tâm trục dọc của mũi tên, mặt cắt cạnh song song của mẫu thử (xem Hình D.3) (điểm Pmin1 có thể ở tại tâm của đường kẻ ngang qua chiều rộng của mẫu thử như được thể hiện trong hình vẽ bên tay trái ở trên hoặc ở vị trí khác lệch tâm như được thể hiện ở hình vẽ bên tay phải ở trên)
a hướng chiều rộng
b hướng độ dày
Hình D.2 - Vị trí của điểm đo Pmin ngang qua chiều rộng mẫu thử
|
|
l1 |
80 mm |
|
|
|
l2 |
40 mm |
|
|
|
l3 |
15 mm đến 25 mm |
|
|
|
b1 |
10 mm |
|
CHÚ DẪN:
|
1 |
cổng |
|
b2 |
bị khoảng cách ngang qua chiều rộng giữa cạnh và Pmin1 (xem Hình D.2); |
|
Pmin1 |
điểm đo tại tâm trục dọc của mũi tên, mặt cắt cạnh song song của mẫu thử (xem Hình D.2) [điểm Pmin1 có thể ở tại tâm của đường kẻ ngang qua chiều rộng của mẫu thử như được thể hiện trong Hình D.2a) hoặc ở vị trí khác lệch tâm như được thể hiện ở Hình D.2b)]; |
|
Pmin2 và Pmin3 |
điểm đo tại cùng khoảng cách b2 ngang qua chiều rộng từ cạnh là Pmin1 và tại khoảng cách +l3 và - l3 theo hướng dọc từ Pmin1 |
|
Pmax1, Pmax2, và Pmax3 |
điểm đo tại cùng vị trí theo chiều dọc như Pmax1, Pmax2, và Pmax3, nhưng dọc theo một cạnh của mũi tên, mặt cắt cạnh song song của mẫu thử như được thể hiện trong hình. |
Hình D.3 - Điểm đo hmin và hmax đối với mẫu thử đa mục đích
D.2. Phương pháp xác định thời gian giữ
CHÚ THÍCH: Ngay khi thời gian giữ được xác định bằng một trong những phương pháp được nêu trong điều này, không cần phải lặp lại phép xác định đối với cùng loại vật liệu và phép xác định có thể được đơn giản hóa đối với vật liệu tương tự.
D.2.1. Phương pháp sử dụng khối lượng vật đúc
D.2.1.1. Phạm vi áp dụng
Phương pháp này xác định thời gian giữ tH được sử dụng để đúc (xem 5.2.4) khi độ dài thời gian được chọn cho khối lượng vật đúc đạt đến giá trị không đổi sau khi tăng do thời gian giữ tăng dần.
D.2.1.2. Cách tiến hành
Trước tiên đánh giá từ thử nghiệm sơ bộ thời gian xấp xỉ đối với chất nóng chảy để đóng rắn trong khu vực cổng, do vậy xác định thời gian giữ “tạm thời”. Tiếp theo, tạo vật đúc tại các khoảng thời gian 1 s trên dải ± 10 s mỗi cạnh của thời gian giữ tạm thời, mỗi lần tạo ra một vật đúc. Cân vật đúc trên cân có độ chính xác đến ± 0,1 g và vẽ biểu đồ khối lượng vật đúc với thời gian giữ như được thể hiện trên Hình D.1 (đường cong A). Sử dụng đối với tH thời gian dài hơn từ 3 s đến 5 s so với thời gian để đạt được khối lượng không đổi.
CHÚ THÍCH: Phương pháp thay thế hiện có, ước lượng thời gian giữ được sử dụng để đúc từ các tính chất nhiệt của vật liệu. Thời gian giữ được xác định là số nguyên nhận được bằng cách nhân với hệ số an toàn 1,5 thời gian được sử dụng cho chất nóng chảy tại khu vực cổng để đóng rắn tại nhiệt độ khuôn và nhiệt độ nóng chảy đã định. Giá trị ước lượng không phải là giá trị đoán trước đối với các điều kiện đúc cụ thể và đối với vật liệu cụ thể, mặc dù nó có thể được sử dụng để đạt được thời gian giữ “tạm thời” thay cho thực hiện thử nghiệm sơ bộ.
D.2.2. Phương pháp sử dụng áp suất ổ
D.2.2.1. Phạm vi áp dụng
Phương pháp này xác định thời gian giữ tH được sử dụng để đúc (xem 5.2.4) khi độ dài thời gian được sử dụng đối với áp suất ổ để bắt đầu giảm do sự đóng rắn của chất nóng chảy trong khu vực cổng.
D.2.2.2. Thuật ngữ và định nghĩa
Trong tiêu chuẩn này, áp dụng các thuật ngữ và định nghĩa sau:
D.2.2.2.1. Áp suất ổ (cavity pressure)
Áp suất của chất nóng chảy trong ổ khuôn, được đo bằng cảm biến áp suất trên bề mặt trong của ổ
CHÚ THÍCH: Được biểu thị bằng megapascal.
D.2.2.3. Cách tiến hành
Áp dụng áp suất giữ đối với thời gian giữ đủ để áp suất ổ bắt đầu giảm do chất nóng chảy trong khu vực cổng đông rắn lại. Sử dụng đối với tH thời gian từ 3 s đến 5 s dài hơn so với thời gian được sử dụng để bắt đầu giảm áp suất ổ.
MỤC LỤC
Lời nói đầu
Lời giới thiệu
1. Phạm vi áp dụng
2. Tài liệu viện dẫn
3. Thuật ngữ và định nghĩa
4. Thiết bị, dụng cụ
5. Cách tiến hành
6. Báo cáo về chuẩn bị mẫu thử
Phụ lục A (tham khảo) Ví dụ về hình dạng rãnh dẫn
Phụ lục B (tham khảo) Các tiêu chuẩn liên quan đến khuôn đúc phun
Phụ lục C (Tham khảo) Ví dụ về khuôn phun
Phụ lục D (Tham khảo) Phương pháp xác định áp suất giữ và thời gian giữ
1) ISO 294-5 hiện đang được soát xét.