Tiêu chuẩn quốc gia TCVN 11156-3:2015 (ISO 7507-3:2006) về Dầu mỏ và sản phẩm dầu mỏ dạng lỏng - Hiệu chuẩn bể trụ đứng - Phần 3: Phương pháp tam giác quang
TIÊU CHUẨN QUỐC GIA
TCVN 11156-3:2015
ISO 7507-3:2006
DẦU MỎ VÀ SẢN PHẨM DẦU MỎ DẠNG LỎNG - HIỆU CHUẨN BỂ TRỤ ĐỨNG - PHẦN 3: PHƯƠNG PHÁP TAM GIÁC QUANG
Petroleum and liquid Petroleum Products - Calibration of vertical cylindrical tanks - Part 3: Optical-triangulation method
Lời nói đầu
TCVN 11156-3:2015 hoàn toàn tương đương với ISO 7507-3:2006.
TCVN 11156-3:2015 do Tiểu Ban kỹ thuật Tiêu chuẩn quốc gia TCVN/TC28/SC2 Nhiên liệu lỏng - Phương pháp thử biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Bộ tiêu chuẩn TCVN 11156 (ISO 7507), Dầu mỏ và sản phẩm dầu mỏ dạng lỏng - Hiệu chuẩn bể trụ đứng gồm các tiêu chuẩn sau:
- TCVN 11156-1:2015 (ISO 7507-1:2003), Phần 1: Phương pháp thước quấn;
- TCVN 11156-2:2015 (ISO 7507-2:2005), Phần 2: Phương pháp đường quang chuẩn;
- TCVN 11156-3:2015 (ISO 7507-3:2006), Phần 3: Phương pháp tam giác quang;
- TCVN 11156-4:2015 (ISO 7507-4:2010), Phần 4: Phương pháp đo dải khoảng cách quang điện bên trong;
- TCVN 11156-5:2015 (ISO 7507-5:2000), Phần 5: Phương pháp đo dải khoảng cách quang điện bên ngoài.
Lời giới thiệu
Tiêu chuẩn này mô tả quy trình hiệu chuẩn các bể trụ đứng bằng phương pháp tam giác quang sử dụng máy kinh vĩ (theodolit). Chu vi bể được xác định tại các mức khác nhau bằng cách so sánh với đường nền, đó có thể là chu vi chuẩn đo bằng phương pháp dùng thước quấn hoặc đường nền giữa hai vị trí đo của máy kinh vĩ đo bằng thước hoặc phương pháp quang học. Các số đo chu vi ngoài được hiệu chính về chu vi thực bên trong.
Phương pháp này có thể thay thế cho các phương pháp khác, ví dụ, phương pháp sử dụng thước quấn TCVN 11156-1 (ISO 7507-1) và phương pháp đường quang chuẩn TCVN 11156-2 (ISO 7507-2).
DẦU MỎ VÀ SẢN PHẨM DẦU MỎ DẠNG LỎNG - HIỆU CHUẨN BỂ TRỤ ĐỨNG - PHẦN 3: PHƯƠNG PHÁP TAM GIÁC QUANG
Petroleum and liquid Petroleum Products - Calibration of vertical cylindrical tanks - Part 3: Optical-triangulation method
1 Phạm vi áp dụng
Tiêu chuẩn này quy định quy trình hiệu chuẩn áp dụng cho loại bể trụ có đường kính danh nghĩa từ 8 m trở lên với các tầng của bể về cơ bản là thẳng đứng. Tiêu chuẩn này đưa ra phương pháp xác định lượng thể tích chất lỏng trong bể tại các mức đo. Thực hiện các phép đo cần thiết để xác định bán kính của bể theo hai cách, đo bán kính bên trong (Điều 10) hoặc bên ngoài (Điều 11). Phương pháp đo ngoài chỉ áp dụng cho bể không cách nhiệt.
Phương pháp này cũng áp dụng thích hợp cho các bể nghiêng dưới 3% so với phương thẳng đứng, với điều kiện là áp dụng hiệu chính về độ nghiêng như quy định tại TCVN 11156-1 (ISO 7507-1).
2 Tài liệu viện dẫn
Các tài liệu viện dẫn sau là cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi (nếu có).
TCVN 11156-1 (ISO 7507-1) Dầu mỏ và sản phẩm dầu mỏ dạng lỏng - Hiệu chuẩn bể trụ đứng - Phương pháp thước quấn.
3 Thuật ngữ và định nghĩa
Trong tiêu chuẩn này sử dụng các thuật ngữ, định nghĩa nêu tại TCVN 11156-1 (ISO 7507-1) và thuật ngữ định nghĩa sau:
3.1
Máy toàn đạc (total station)
máy kinh vĩ được trang bị thêm máy đo khoảng cách có trục trùng với trục quang của thiết bị.
4 Các yêu cầu về an toàn
Trong tiêu chuẩn này áp dụng các yêu cầu chung về an toàn được nêu tại TCVN 11156-1 (ISO 7507-1).
5 Thiết bị, dụng cụ
5.1 Thiết bị đo góc
5.1.1 Máy kinh vĩ, có độ phân giải góc bằng hoặc tốt hơn 0,2 mgon (1 mgon = 0,25 s).
Mỗi máy kinh vĩ được lắp đặt trên một giá đỡ ba chân vững chắc và ổn định. Khi áp dụng phương pháp đo trong, mỗi chân đế phải được cố định xuống nền bằng các gối đỡ từ tính (hoặc hệ thống tương đương). Máy kinh vĩ phải được kiểm tra định kỳ hoặc trước khi thực hiện các phép đo như mô tả tại Phụ lục F.
Cách khác, có thể sử dụng máy toàn đạc cùng với lăng kính được đặt tại vị trí đo khác. Máy toàn đạc phải đáp ứng các yêu cầu đo góc giống như đối với máy kinh vĩ. Phép đo khoảng cách phải có độ chính xác tốt hơn hoặc bằng 0,1 mm. Thiết bị đo khoảng cách cũng được hiệu chuẩn cùng với lăng kính với độ không đảm bảo hiệu chuẩn mở rộng bằng hoặc tốt hơn 1 mm. Có thể lắp đặt lăng kính trên giá đỡ ba chân tại cùng vị trí như máy kinh vĩ/máy toàn đạc.
5.1.2 Bộ phát chùm laze, có công suất thấp, được trang bị cùng một thiết bị như hệ thống sợi quang truyền sáng và kết nối với kính viễn vọng - máy kinh vĩ, bằng cách đó chùm laze có thể truyền qua máy kinh vĩ. Chùm laze phải trùng với trục quang của kính viễn vọng.
5.1.3 Vật nặng, có khối lượng lớn, dùng để đặt quanh chân của máy kinh vĩ để ngăn chặn sự dịch chuyển của tấm đáy bể.
5.1.4 Nguồn sáng, sử dụng khi tiến hành đo bên trong bể để đọc các kết quả đo một cách chính xác.
5.2 Thước stadia (thước cứng có khắc vạch)
Thước đo với chiều dài ít nhất bằng 2 m, được làm bằng vật liệu có hệ số giãn nở nhiệt xác định.
Thước có khắc hai vạch, khoảng cách giữa các vạch phải được hiệu chuẩn. Độ không đảm bảo hiệu chuẩn mở rộng phải có độ lớn bằng khoảng 0,05 mm. Thước stadia có thể gắn trên giá ba chân tại cùng vị trí giống như đối với máy kinh vĩ.
CHÚ THÍCH: Không cần dùng thước stadia khi sử dụng máy toàn đạc trong quá trình hiệu chuẩn.
6 Lắp đặt thiết bị và cách tiến hành
6.1 Chuẩn bị bể
Đối với bể được chế tạo mới hoặc bể sau sửa chữa thì trước khi hiệu chuẩn, bể ít nhất một lần được chứa tới dung tích làm việc danh nghĩa và giữ ổn định tối thiểu trong 24 h.
6.2 Thiết lập các điều kiện hiệu chuẩn.
Nếu bể được hiệu chuẩn khi đang chứa chất lỏng bên trong thì ghi lại độ sâu/mức, nhiệt độ và khối lượng riêng của chất lỏng tại thời điểm hiệu chuẩn. Không được xuất hoặc nhập sản phẩm trong quá trình hiệu chuẩn.
Đo hoặc ước lượng gradient nhiệt độ thành bể cho trường hợp xấu nhất tại thời điểm hiệu chuẩn.
CHÚ THÍCH 1: Gradien nhiệt độ dùng để ước tính độ không đảm bảo của bán kính bể (xem 13.2 và E 3.5.3).
CHÚ THÍCH 2: Thông thường nhiệt độ cao nhất là tại vị trí nóc bể phía có nắng mặt trời chiếu vào và thấp nhất tại vị trí đáy bể phía không có nắng.
6.3 Lắp đặt máy kinh vĩ và/hoặc máy toàn đạc
6.3.1 Lắp đặt máy kinh vĩ hoặc toàn đạc một cách cẩn thận, theo quy trình và hướng dẫn của nhà sản xuất. Ngoài ra phải tuân thủ quy trình mô tả tại 6.3.2 và 6.3.3.
6.3.2 Phải lắp đặt thiết bị sao cho đảm bảo vững chắc, ổn định.
Đối với phương pháp đo trong, trong quá trình hiệu chuẩn nếu thấy đáy bể cạnh máy kinh vĩ hoặc toàn đạc có nguy cơ lệch, trượt thì có thể sử dụng các quả cân hoặc các vật nặng để cố định chắc chắn thiết bị. Chốt các chân của giá đỡ trên các gối đỡ từ tính (hoặc sử dụng các hệ thống tương đương) để ngăn ngừa hiện tượng các chân đỡ trượt trên đáy bể.
Với phương pháp đo ngoài thì chân của giá đỡ phải được tiếp xúc hoàn toàn với mặt đất.
6.3.3 Lắp đặt sao cho bề mặt đáy của thiết bị càng gần với phương ngang càng tốt.
CHÚ THÍCH: Thao tác này nhằm đảm bảo phương thẳng đứng của trục xoay của máy kinh vĩ/máy toàn đạc.
6.3.4 Trước khi bắt đầu quy trình hiệu chuẩn thực, thiết bị dùng để hiệu chuẩn phải được đặt ngoài hiện trường ít nhất 1 h để đạt đến nhiệt độ của môi trường xung quanh.
7 Lắp đặt thước stadia và cách tiến hành
7.1 Gắn thước stadia lên giá đỡ theo quy trình và hướng dẫn của nhà sản xuất. Ngoài ra còn phải tuân thủ các quy tắc nêu tại 7.2 và 7.3.
7.2 Gắn thước stadia theo phương ngang và vuông góc với hướng đo bằng cách điều chỉnh các cơ cấu trên thước stadia.
7.3 Sau khi lắp đặt xong thước stadia, chốt cố định thước stadia lại và kiểm tra xác nhận đảm bảo thước stadia đã nằm theo phương ngang và vuông góc với hướng đo.
8 Đo khoảng cách ngang giữa hai điểm đặt máy kính vĩ sử dụng thước stadia
8.1 Không khuyến khích áp dụng quy trình này khi khoảng cách giữa hai điểm đặt máy lớn hơn 25 m.
8.2 Thực hiện phép đo trước khi bắt đầu các số đọc quang. Lắp đặt thước stadia theo các quy định nêu tại Điều 7.
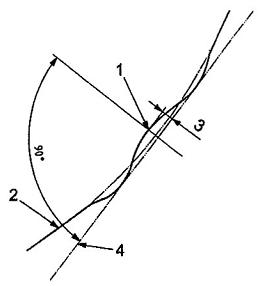
Sử dụng máy kinh vĩ đo góc ngang, 2θ, góc ngắm từ máy kinh vĩ (xem Hình 1) đến hai điểm đánh dấu trên thước stadia.
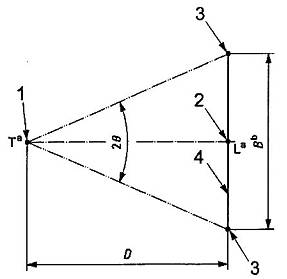
CHÚ DẪN:
1 máy kinh vĩ 1
2 máy kinh vĩ 2 (laze)
3 vạch khắc trên thước stadia
4 thước stadia
a các điểm T và L có thể hoán đổi cho nhau
b khoảng cách giữa hai vạch chuẩn trên thước stadia, bằng 2 m
Hình 1 - Đo khoảng cách giữa hai điểm đặt máy kinh vĩ
8.3 Tính khoảng cách ngang, D, giữa hai điểm đặt máy kinh vĩ theo Công thức (1)
|
|
(1) |
trong đó
B là khoảng cách giữa hai vạch chuẩn trên thước stadia (được hiệu chính đối với giãn nở nhiệt theo nhiệt độ nếu cần);
θ là một nửa góc trương tại máy kinh vĩ, T, theo hai vạch chuẩn trên thước stadia.
8.4 Tiến hành đo góc 2θ và tính khoảng cách D. Đo ít nhất năm lần giá trị của D khi xoay và định vị lại máy kinh vĩ, tính và ghi lại giá trị trung bình. Giá trị trung bình hai độ lệch chuẩn của khoảng cách, D, phải nhỏ hơn một nửa dung sai cho phép ghi trong Bảng 3, nếu không đạt yêu cầu thì phải thực hiện lại toàn bộ quy trình này.
8.5 Xác định lại khoảng cách, D, sau khi hoàn thành tất cả các phép đo quang được mô tả tại 10.13.
Trung bình của tất cả các số đo khoảng cách, D, tính được trước và sau phép đo quang phải nằm trong khoảng dung sai cho phép quy định trong Bảng 3. Nếu không thỏa mãn điều kiện này, lặp lại quy trình hiệu chuẩn cho đến khi các kết quả đo đạt được giá trị trung bình của D đo được tại thời điểm bắt đầu và kết thúc và phù hợp với dung sai cho phép.
8.6 Trung bình của tất cả các số đo khoảng cách, D, sẽ được dùng để tính toán ở các bước tiếp theo
9 Đo khoảng cách ngang giữa hai điểm đặt máy kinh vĩ, sử dụng máy toàn đạc
9.1 Khuyến cáo không áp dụng phương pháp này cho khoảng cách giữa các điểm đo nhỏ hơn 10 m.
9.2 Đặt lăng kính tại điểm đặt máy thứ hai.
9.3 Thực hiện phép đo khoảng cách, D, giữa hai điểm đặt máy, thực hiện ít nhất năm lần khi xoay và định vị lại máy toàn đạc, tính và ghi lại giá trị trung bình. Giá trị trung bình hai độ lệch chuẩn của khoảng cách, D, phải nhỏ hơn một nửa dung sai cho phép ghi ở Bảng 3, hoặc phải lặp lại quy trình đo nếu không thỏa mãn điều kiện này.
9.4 Đo lại khoảng cách, D, sau khi đã hoàn tất các phép đo quang nêu tại 10.13.
Trung bình khoảng cách của các số đo trước và sau các phép đo quang phải nằm trong khoảng dung sai cho phép quy định trong Bảng 3. Nếu không phù hợp, thì phải lặp lại quy trình hiệu chuẩn cho đến khi giá trị trung bình của các kết quả đo của D từ lúc bắt đầu và cuối cùng nằm trong khoảng dung sai cho phép.
9.5 Trung bình của các phép đo khoảng cách, D, được sử dụng để tính toán trong các bước tiếp theo.
10 Quy trình đối với các phép đo quang bên trong thành bể
10.1 Chọn hai điểm đặt máy kinh vĩ bên trong bể như tại Hình 2 và mô tả tại 6.3.
10.2 Định vị hai vị trí đặt máy tại mặt phẳng đường kính sao cho khoảng cách giữa hai máy không nhỏ hơn 1/4 đường kính. Điều chỉnh các máy kinh vĩ và đo khoảng cách, D, giữa T và L như mô tả tại Điều 8 hoặc Điều 9.
10.3 Định vị trục chuẩn, TL, về mặt quang học trên các mặt phẳng ngang (đường tròn) của cả hai thiết bị bằng cách chiếu sáng lưới quang thẳng đứng từ thiết bị này đến thiết bị khác như mô tả tại 10.4 đến 10.7.
10.4 Phải tắt nguồn laze để tránh phơi nhiễm.
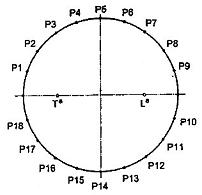
a T và L là hai điểm đặt của máy kinh vĩ và máy kinh vĩ laze có thể đổi chỗ cho nhau.
Hình 2 - Ví dụ các vị trí đặt máy kinh vĩ và các điểm đo trên thành bể của phương pháp đo trong
10.5 Điều chỉnh máy kinh vĩ, T, để kính viễn vọng nhìn rõ vô cực và chiếu trên thị kính của ống kính này bằng một nguồn sáng.
10.6 Chiếu sáng thấu kính của máy kinh vĩ, T, từ ống kính của máy kinh vĩ laze, L, và tiếp tục điều chỉnh cho đến khi nhìn thấy lưới quang. Điều chỉnh để các lưới quang thẳng đứng trùng khớp bằng cách điều chỉnh thiết bị máy laze kinh vĩ, L.
10.7 Lặp lại các thao tác trên máy kinh vĩ. Điều chỉnh nhiều lần cho đến khi lưới quang thẳng đứng trùng khớp hoàn toàn.
10.8 Trục TL đã được chỉnh xong. Ghi lại các vị trí tương ứng của hai máy kinh vĩ bằng cách lấy các số đọc trên cả hai thang đo ngang làm các góc ngang chuẩn.
10.9 Bật chùm laze. Sử dụng chùm laze để tạo một loạt các điểm trên thành bể. Sử dụng máy kinh vĩ còn lại lần lượt chiếu các điểm này để đo và ghi lại số đọc các góc ngang trên cả hai máy kinh vĩ. Không lấy các điểm đo mà gần sát góc chuẩn dưới 10 gon (đường thẳng qua T và L) (Hình 3, góc α hoặc β, lấy góc nhỏ hơn).
|
CHÚ DẪN: T vị trí máy kinh vĩ L vị trí máy kinh vĩ laze P điểm đo bất kỳ trên thành bể |
|
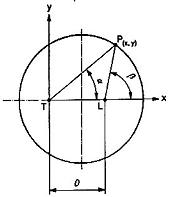
Hình 3 - Các góc nằm ngang giữa các điểm chiếu trên thành bể và trục chuẩn TL
10.10 số lượng điểm đo tối thiểu trên một chu vi thành bể được quy định tại Bảng 1. Các điểm đo này phải cách đường hàn dọc tối thiểu là 300 mm.
Trên mỗi tầng chọn hai tập hợp các điểm đo, một là trên chu vi tại khoảng 1/4 chiều cao tầng trên đường hàn phía dưới, và hai là tại khoảng 1/4 chiều cao tầng dưới đường hàn phía trên, như trên Hình 4.
Kích thước tính bằng milimet
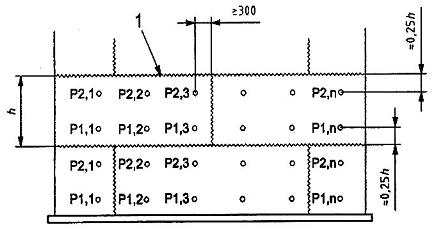
1 đường hàn
Hình 4 - Vị trí của hai tập hợp các điểm đo trên thành bể
10.11 Xác định các góc ngang, α và β, của tất cả các điểm dọc theo phương ngang đã chọn như mô tả trên Hình 3, bằng máy kinh vĩ và chùm laze. Sau đó di chuyển đến mức kế tiếp.
CHÚ THÍCH: Điều này nhằm đảm bảo rằng mỗi tập hợp các điểm đo trên thành bể phải ở cùng mức với chu vi cho trước.
Bảng 1 - Số lượng điểm đo tối thiểu trên chu vi đối với phương pháp đo trong
|
Chu vi (m) |
Số điểm tối thiểu |
|
≤ 50 |
10 |
|
> 50, ≤ 100 |
12 |
|
> 100, ≤ 150 |
16 |
|
> 150, ≤ 200 |
20 |
|
> 200, ≤ 250 |
24 |
|
> 250, ≤ 300 |
30 |
|
> 300 |
36 |
Để tránh sai số hệ thống, số lượng các điểm chia cho số lượng tấm trong các tầng của bể sẽ không phải là một số nguyên (ví dụ, 1, 2, 3, v.v).
Đối với các bể được nối tán, khuyến cáo là nhìn thấy ít nhất ba điểm trên mỗi tấm tại mỗi chiều cao, một điểm ở giữa và hai điểm bên rìa (gần các đường nối thẳng đứng).
10.12 Sau khi thực hiện xong các phép đo quang tại tất cả các điểm đo, thực hiện đo lại khoảng cách ngang, D, giữa hai điểm đặt máy kinh vĩ T và L (xem 8.5 và 9.4) và lặp lại quá trình hiệu chuẩn nếu cần.
10.13 Kiểm tra trục, TL, bằng cách tắt nguồn laze và lặp lại các thao tác được mô tả từ 10.3 đến 10.8. Giá trị các góc ngang chuẩn cuối cùng và ban đầu phải nằm trong khoảng dung sai cho phép quy định tại 12.2. Nếu không đạt yêu cầu, thì phải lặp lại quy trình hiệu chuẩn cho đến khi nhận được bộ số đọc cuối cùng thỏa mãn điều kiện này. Ghi lại các giá trị trung bình của các góc ngang chuẩn.
11 Quy trình đối với các phép đo ngoài
11.1 Quy định chung
Các phép đo này liên quan đến chu vi chuẩn, sử dụng quy trình nêu tại 11.2, hoặc liên quan đến các khoảng cách chuẩn đo được giữa các cặp vị trí của máy kinh vĩ như mô tả tại 11.3.
11.2 Đo chu vi chuẩn bằng thước quấn
11.2.1 Chu vi chuẩn
Chu vi chuẩn ảnh hưởng trực tiếp đến thể tích hiệu chuẩn của toàn bộ bể, vì thế việc đo chu vi chuẩn là rất cần thiết và phải thực hiện một cách càng chính xác càng tốt.
Xác định chu vi chuẩn được thực hiện theo TCVN 11156-1 (ISO 7507-1) và theo các hạng mục a) và b) dưới đây:
a) Thực hiện nhiều phép đo chu vi chuẩn hoặc trước hoặc sau khi hoàn thành các phép đo quang. Nếu kết quả ba lần đo liên tiếp đầu tiên phù hợp dung sai cho phép trong Bảng 4, thì lấy giá trị trung bình làm chu vi chuẩn và độ lệch chuẩn của nó là độ không đảm bảo tiêu chuẩn. Nếu không phù hợp dung sai cho phép trong Bảng 4, thì lặp lại các phép đo cho đến khi trung bình hai độ lệch chuẩn của tất cả các phép đo nhỏ hơn một nửa dung sai cho phép quy định tại Bảng 4. Lấy giá trị trung bình này là chu vi chuẩn và độ lệch chuẩn là độ không đảm bảo. Dùng các quy trình chuẩn để giảm thiểu những kết quả sai lạc.
b) Tiến hành các phép đo chu vi chuẩn tại các vị trí thuận lợi để có các số đo tin cậy và nằm trong phạm vi tiêu cự của máy đo quang. Đo chu vi chuẩn bằng thước quấn tại các mức sau:
1) khoảng 1/4 chiều cao tầng phía trên đường hàn ngang phía dưới,
2) khoảng 1/4 chiều cao tầng phía dưới đường hàn ngang phía trên,
và lặp lại phép đo để đạt được sự phù hợp với dung sai cho phép quy định tại Bảng 4.
11.2.2 Các số đọc máy kinh vĩ
11.2.2.1 Đặt và điều chỉnh máy kinh vĩ bên ngoài bể như mô tả tại Hình 5 với 8 điểm đặt máy như quy định tại 6.3.
Số lượng điểm đặt máy tối thiểu (T1, T2, v.v) theo chu vi được quy định tại Bảng 2.
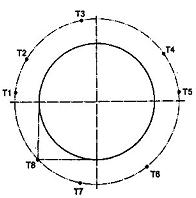
T1……….T8 điểm đặt máy kinh vĩ
Hình 5 - Ví dụ vị trí đặt máy kinh vĩ đối với phương pháp đo ngoài dựa trên chu vi chuẩn
Bảng 2 - Số điểm đặt máy kinh vĩ tối thiểu đối với phương pháp đo ngoài
|
Chu vi bể (m) |
Số điểm đặt máy tối thiểu |
|
≤ 50 |
5 |
|
> 50, ≤ 100 |
6 |
|
> 100, ≤ 150 |
8 |
|
>150, ≤ 200 |
10 |
|
> 200, ≤ 250 |
12 |
|
> 250, ≤ 300 |
15 |
|
> 300 |
18 |
Để tránh sai số hệ thống, số lượng các điểm chia cho số tấm trong các tầng của bể sẽ không phải là một số nguyên (ví dụ, 1, 2, 3, v.v).
Điểm đặt máy kinh vĩ phải đảm bảo sao cho các điểm mốc tránh được các đường hàn dọc.
Thận trọng khi đo đặc biệt đối với bể nhỏ, các điểm mốc phải được phân bố đều xung quanh bể.
11.2.2.2 Từ mỗi điểm đặt máy và đối với từng mức (xem 11.2.2.3 và 11.2.2.4), ngắm hai tia tiếp tuyến tới thành bể như thể hiện trên Hình 5. Lưu ý duy trì góc không đổi theo phương thẳng đứng của máy kinh vĩ trong quá trình ngắm tới hai tiếp tuyến.
CHÚ THÍCH: Phải đảm bảo các điểm mốc nằm trên bể phải cùng mức với đường chu vi chuẩn
Ghi lại giá trị góc ngang nằm đối diện với tiếp tuyến máy kinh vĩ.
11.2.2.3 Tiến hành ngắm tại các độ cao mà tại đó chu vi chuẩn được đo (xem 11.2.1). Các góc ngắm tại độ cao đã quấn sẽ được đo hai lần (trước và sau các phép đo góc tại các độ cao khác; xem 11.2.2.4). Giá trị của hai lần đo góc tại một điểm không được chênh nhau quá 0,01 gon. Nếu không đạt yêu cầu trên thì phải đo lại cho đến khi giá trị trung bình hai độ lệch chuẩn nằm trong phạm vi 1/2 dung sai này. Sử dụng giá trị trung bình và độ lệch chuẩn đề tính toán tiếp theo.
Nếu vẫn không đạt được yêu cầu thì phải tiến hành đo lại tại vị trí này.
11.2.2.4 Tại mỗi điểm đặt máy kinh vĩ (ví dụ, T1), mỗi tầng đo tại hai mức, một là tại độ cao khoảng 1/4 chiều cao tầng phía trên đường hàn ngang phía dưới và hai là tại độ cao khoảng 1/4 độ cao tầng phía dưới đường hàn ngang phía trên
11.2.2.5 Di chuyển máy kinh vĩ từ T1 đến các điểm T2, T3 v.v. cho đến khi vòng kín chu vi bể. Lặp lại các bước trên cho từng điểm đo (ví dụ, T1, T2, v.v.), cho từng độ cao. Ghi lại số đo góc ngang cho từng điểm ngắm của thành bể.
11.3 Đo khoảng cách chuẩn giữa các cặp điểm đặt máy kinh vĩ
11.3.1 Bố trí hai điểm đặt máy kinh vĩ phía ngoài bể, như mô tả tại Hình 6 với tám điểm đặt máy, và như nêu tại 6.3, sử dụng một máy kinh vĩ (5.1.1) và giá đỡ thứ hai. Số điểm đặt tối thiểu của máy kinh vĩ (T1, T2 ...) trên chu vi của bể được quy định tại Bảng 2.
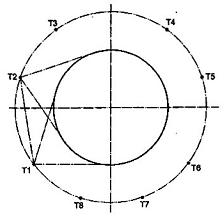
T1…….T8 - Các điểm đặt máy kinh vĩ
Hình 6 - Ví dụ các vị trí đặt máy kinh vĩ của phương pháp đo ngoài dựa theo khoảng cách chuẩn giữa hai cặp máy kinh vĩ
11.3.2 Xác định khoảng cách theo phương ngang, T1 đến T2, giữa hai điểm đặt máy kinh vĩ bằng cách sử dụng thước stadia mô tả tại Điều 8 (T1 đến T2 = D) với điểm đặt của thước stadia tại T2 như mô tả tại 6.3, hoặc sử dụng máy toàn đạc như mô tả ở Điều 9 (T1 đến T2 = D) với lăng kính đặt tại T2.
11.3.3 Từ điểm đặt máy T1, từ hai phía ngắm tiếp tuyến tới thành bể, duy trì góc thẳng đứng như nhau của máy kinh vĩ ngắm cho cả hai lần đo, và ghi lại góc trương theo phương ngang trên máy kinh vĩ.
11.3.4 Giữ giá đỡ tại vị trí cũ, đổi chỗ cho thước đo stadia (hoặc lăng kính) và máy kinh vĩ, như vậy thước đo stadia (hoặc lăng kính) là tại vị trí T1 và máy kinh vĩ tại vị trí T2.
Lặp lại các phép xác định như đã nêu tại 11.3.2 và 11.3.3.
11.3.5 Giá trị khoảng cách D đo được tại 11.3.2 phải phù hợp với kết quả nhận được tại 11.3.4 trong phạm vi dung sai cho phép quy định tại 12.1. Nếu không đạt yêu cầu quy định thì lặp lại quá trình đo bắt đầu từ điểm T1 cho đến khi hai kết quả đo liên tiếp đạt yêu cầu. Ghi lại giá trị trung bình số học của hai giá trị đo và đó là khoảng cách ngang T1 đến T2.
11.3.6 Chuyển giá đỡ từ điểm T1 đến T3, giá đỡ ở T2 để nguyên. Áp dụng các bước từ 11.3.2 đến 11.3.4 với các cặp điểm T1 và T2 đến các cặp điểm T2 và T3.
11.3.7 Tiếp tục thực hiện quy trình này cho các điểm tiếp theo xung quanh chu vi cho đến điểm T1 được lặp lại
11.3.8 Tại mỗi tầng của bể thực hiện các bước được mô tả trong 11.3.2 đến 11.3.7 tại hai mức, một là tại độ cao khoảng 1/4 chiều cao tầng phía trên đường hàn ngang dưới và thứ hai tại độ cao khoảng 1/4 độ cao tầng phía dưới so với đường hàn ngang trên.
12 Dung sai cho phép
12.1 Khoảng cách giữa các máy kinh vĩ
Số đo khoảng cách, D, giữa hai điểm đặt máy kinh vĩ thu được trước và sau các số đọc quang khác phải có độ chênh lệch nhỏ hơn dung sai cho phép quy định tại Bảng 3.
Bảng 3 - Dung sai của khoảng cách giữa hai điểm đặt máy kinh vĩ
|
Khoảng cách, m |
Dung sai, mm |
|
≤ 25 |
2 |
|
> 25, ≤ 50 |
4 |
|
> 50, ≤ 100 |
6 |
12.2 Góc ngang
Các giá trị lặp lại trong các phép đo góc ngang khi sử dụng máy kinh vĩ không được chênh nhau quá 0,01 gon.
12.3 Chu vi chuẩn
Các số đo chu vi chuẩn nhận được trước và sau các số đọc quang (xem 11.2.1) không được vượt quá dung sai cho phép quy định tại Bảng 4
Bảng 4 - Dung sai của chu vi chuẩn
|
Chu vi, m |
Dung sai, mm |
|
≤ 25 |
2 |
|
> 25, ≤ 50 |
3 |
|
> 50, ≤ 100 |
5 |
|
> 100, ≤ 200 |
6 |
|
> 200 |
8 |
13 Các phép đo khác khi hiệu chuẩn bể
13.1 Hiệu chuẩn đáy bể
Xem TCVN 11156-1 (ISO 7507-1)
13.2 Các phép đo và số liệu khác
13.2.1 Sử dụng các thiết bị đã hiệu chuẩn xác định và thực hiện đo các thông số sau theo TCVN 11156-1 (ISO 7507-1):
a) độ dầy thành bể và lớp sơn;
b) chiều cao các tầng;
c) khối lượng riêng và nhiệt độ làm việc của chất lỏng chứa trong bể;
d) nhiệt độ môi trường và nhiệt độ của chất lỏng tại thời điểm hiệu chuẩn;
e) chiều cao nạp đầy lớn nhất;
f) vật choán chỗ;
g) số lượng, độ rộng và độ dầy của các đường hàn dọc hoặc các phần chồng nhau;
h) độ nghiêng của bể so với phương thẳng đứng;
i) hình dạng, chiều cao và khối lượng biểu kiến trong không khí của mái nổi hoặc nắp.
Vận tốc sóng siêu âm trong lớp sơn có thể khác đáng kể với vận tốc sóng siêu âm trong kim loại. Khi đo chiều dầy lớp sơn cần cẩn thận sử dụng thiết bị thích hợp, ví dụ, sử dụng đồng hồ siêu âm đo hai chiều phải tuân thủ theo quy trình phù hợp. Ngoài ra, nếu cần thiết thì cạo lớp sơn, chiều dầy lớp sơn có thể đo bằng đồng hồ đo siêu âm một chiều (single-echo ultrasonic gauge).
CHÚ THÍCH: Giá trị trung bình và dải nhiệt độ thành bể sử dụng để tính độ không đảm bảo (xem Phụ lục A).
13.2.2 Cần tham khảo điểm ngập của từng bể với điểm thả thước, chúng có thể ở vị trí khác so với vị trí mốc, sử dụng để hiệu chuẩn (ví dụ, một điểm trên góc đáy). Xác định sự chênh lệch độ cao giữa điểm mốc ở đáy bể và điểm ngập và ghi lại.
13.2.3 Xác định chiều cao tổng thể của điểm quy chiếu trên từng lỗ đo (điểm quy chiếu phía trên) trên điểm ngập bằng cách sử dụng thước và quả dọi như quy định trong TCVN 11156-1 (ISO 7507-1). Ghi lại chiều cao tổng này chính xác đến milimet và đánh dấu rõ, bên trên bể cạnh lỗ đo.
13.2.4 Nếu có thể thì so sánh với các kích thước tương ứng ghi trên bản vẽ thiết kế và kiểm tra xác định các số đo mà có sự chênh lệch rõ rệt.
13.2.5 Phép đo nhiệt độ của thành bể là rất quan trọng để hiệu chính bán kính tại thời điểm hiệu chuẩn bể. Phải tiến hành đo nhiệt độ xung quanh bể (ít nhất tại bốn điểm), sát đáy thành bể và gần sát nóc bể. Lấy giá trị trung bình của các lần đo để hiệu chính bán kính bể đối với:
a) sự khác nhau về giãn nở nhiệt của thành bể và thước stadia khi áp dụng phương pháp đo trong;
b) sự khác nhau về giãn nở nhiệt của thành bể giữa chu vi được quấn và phần còn lại của bể trong phương pháp chu vi chuẩn;
c) sự giãn nở chung của bể tại tất cả các chiều cao trong phương pháp khoảng cách chuẩn.
14 Tính và lập bảng dung tích bể
14.1 Từ phương pháp đo trong
CHÚ THÍCH: Xem thêm Điều 10
Tính bán kính trong của bể bằng phương pháp mô tả trang Phụ lục A và Phụ lục B cho từng mức, tức là hai mức trên một tầng bể.
14.2 Từ phương pháp đo chu vi chuẩn
CHÚ THÍCH: Xem thêm 11.2
Tính bán kính trong của bể bằng phương pháp mô tả tại Phụ lục C cho từng mức, tức là hai mức trên một tầng bể.
14.3 Từ khoảng cách chuẩn giữa hai điểm đặt máy kinh vĩ
CHÚ THÍCH: Xem thêm 11.3
Tính bán kính trong của bể bằng phương pháp mô tả tại Phụ lục D cho từng mức, tức là hai mức trên một tầng bể
14.4 Hệ số hiệu chính
Giả sử bảng dung tích đã được tính từ các bán kính trong (các chu vi), thì hệ số hiệu chính có thể áp dụng theo TCVN 11156-1 (ISO 7507-1) như dưới đây:
a) quấn theo đường hàn dọc (nếu hàn nối hoặc tán đinh) hoặc các vật cản;
b) hiệu ứng áp suất thủy tĩnh;
c) hiệu chính về nhiệt độ chuẩn của bể ghi trong giấy chứng nhận hiệu chuẩn (co hoặc giãn nở thành bể do ảnh hưởng của nhiệt độ). Lưu ý rằng quy trình đo bên ngoài dựa trên chu vi chuẩn, chỉ áp dụng hệ số hiệu chỉnh khi hệ số giãn nở nhiệt thành bể khác với thước quấn (ví dụ, bể được làm bằng thép không gỉ);
đ) độ nghiêng của bể;
e) khối lượng của mái nổi hoặc nắp bể;
f) thể tích choán chỗ.
14.5 Bảng dung tích bể
Tính và lập bảng dung tích bể như mô tả trong TCVN 11156-1 (ISO 7507-1). Phép tính có thể thực hiện theo bán kính [trong TCVN 11156-1 (ISO 7507-1) các phép tính dựa trên cơ sở chu vi chuẩn].
Phụ lục A
(quy định)
Tính bán kính trong từ các phép đo trong
A.1 Điểm P có tọa độ (x,y) nằm trên thành bể tương ứng với hệ trục vuông góc với tâm tại T, như mô tả trên Hình 3, được tính theo Công thức (1) và (2):
|
y = x tan α |
(A.1) |
|
y = (x - D) tan β |
(A.2) |
trong đó
D là khoảng cách giữa hai điểm đặt máy kinh vĩ (xem điều 8 hoặc điều 9 và Hình 3), tính bằng mét;
α là góc ngang giữa điểm (P) trên thành bể và trục-x tại vị trí đặt máy kinh vĩ (xem Hình 3);
β là góc ngang giữa điểm (P) trên thành bể và trục-x tại vị trí đặt máy kinh vĩ laze (xem Hình 3),
Từ các Công thức A.1 và A.2:
|
|
(A.3) |
A.2 Sử dụng các công thức (A.3) và (A.1) để tính tọa độ các điểm đang xét. Báo cáo dữ liệu đối với từng độ cao, tại đó các tập hợp điểm theo phương ngang đã được lựa chọn (xem 10.10):
Tầng 1:
Chiều cao 1: P1,1(x,y); P1,2(x,y);…P1, n (x,y)
Chiều cao 2: P2,1(x,y); P2,2(x,y);…P2, n (x,y)
Tầng 2:
Chiều cao 1: P1,1(x,y); P1,2(x,y);…P1, n (x,y)
Chiều cao 2: P2,1(x,y); P2,2(x,y);…P2, n (x,y)
Tầng N:
Chiều cao 1: P1,1(x,y); P1,2(x,y);…P1, n (x,y)
Chiều cao 2: P2,1(x,y); P2,2(x,y);…P2, n (x,y)
A.3 Tính bán kính đối với từng độ cao trong mỗi tầng theo phương pháp như mô tả trong Phụ lục B.
Phụ lục B
(quy định)
Xác định bán kính đường tròn bằng phương pháp bình phương tối thiểu
B.1 Yêu cầu
Để tính bán kính đường tròn phù hợp nhất với n điểm (xi,yi), trong đó i = 1,2,3... n, thu được từ các tính toán tại Phụ lục A.
B.2 Nguyên tắc
Tiêu chí đặt ra là tổng bình phương của các khoảng cách từ các điểm (xi,yi) tới chu vi đường tròn phải là nhỏ nhất.
B.3 Phương pháp theo lý thuyết
Khoảng cách từ điểm (xi,yi) tới chu vi đường tròn được tính theo công thức B1:
|
|
(B.1) |
trong đó (a, b) là tọa độ của tâm đường tròn như thể hiện trên Hình B.1.
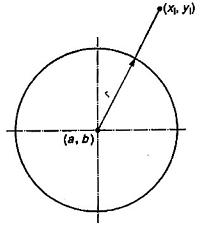
Hình B.1 - Đường tròn và hệ tọa độ
Tổng bình phương khoảng cách từ n điểm tới đường tròn được tính bằng công thức (B.2):
|
|
(B.2) |
Với điều kiện biểu thức trên là tối thiểu dẫn đến các Công thức (B.3), (B.4) và (B.5) cho ba giá trị chưa biết a, b và r:
|
|
(B.3) |
|
|
(B.4) |
|
|
(B.5) |
trong đó
|
|
(B.6) |
n là số lượng các vị trí đo
B.4 Tính toán
Ba Công thức (B.3), (B.4) và (B.5) có thể giải được bằng phương pháp lặp như sau:
|
Bước 1: |
Chọn a = 0; b = 0; r= 0. |
|
|
Bước 2: |
Tính toán n giá trị ri theo Công thức (B.6). |
|
|
Bước 3: |
Nếu có giá trị nào của ri = 0 thì thay thế chúng bằng 1 mm (nhằm tránh phép chia cho không trong bước tiếp theo). |
|
|
Bước 4: |
Tính giá trị mới của a, b và r theo Công thức (B.7), (B.8) và (B.9): |
|
|
|
Giá trị mới của |
(B.7) |
|
|
Giá trị mới của |
(B.8) |
|
|
Giá trị mới của |
(B.9) |
|
Bước 5: |
Nếu giá trị mới của r khác giá trị cũ nhiều hơn 0,01 mm thì thay các giá trị cũ của a, b và r bằng các giá trị mới và thực hiện lại từ bước 2, nếu không thì chuyển sang bước 6 |
|
|
Bước 6: |
Làm tròn giá trị của r đến milimet, đây chính là giá trị của bán kính trong của tập hợp các điểm. |
|
Nếu sử dụng phương pháp lặp khác, thì chú ý nội dung nêu tại bước 5, nếu hai kết quả liên tiếp của r không chênh nhau nhiều hơn 0,01 mm, thì lấy các giá trị này.
B.5 Ví dụ
B.5.1 Dữ liệu
Giả sử D = 22 612,0 mm và tại một mức nhất định, các góc α và β tương ứng cho 16 điểm trên thành bể đối với phương pháp đo trong (xem Điều 9) sẽ có giá trị như trong Bảng B.1.
Bảng B.1 - số liệu ví dụ
|
Điểm |
α, gon |
β, gon |
|
1 |
32,985 0 |
72,455 9 |
|
2 |
23,554 7 |
56,077 1 |
|
3 |
12,419 3 |
32,619 7 |
|
4 |
384.814 9 |
355,411 8 |
|
5 |
369,505 4 |
317,683 6 |
|
6 |
349,318 3 |
283,517 2 |
|
7 |
331,067 6 |
262,377 7 |
|
8 |
306,710 2 |
242,499 2 |
|
9 |
284,301 9 |
229,719 5 |
|
10 |
178,136 3 |
192,604 0 |
|
11 |
148,702 9 |
180,271 3 |
|
12 |
127,961 6 |
168,833 6 |
|
13 |
106,487 5 |
153,790 0 |
|
14 |
84,816 9 |
135,095 2 |
|
15 |
61,113 4 |
110,345 1 |
|
16 |
49,932 8 |
96,709 6 |
B.5.2 Phương pháp giải
Tính các tọa độ (x, y) tại mỗi điểm theo quy định tại Phụ lục A. Các tọa độ được thể hiện tại Bảng B.2.
Bảng B.2 - Các tọa độ tính được
|
Điểm |
x, mm |
y, mm |
|
1 |
30 693,2 |
17 497,5 |
|
2 |
33 256,6 |
12 898,9 |
|
3 |
34 856,3 |
6 887,4 |
|
4 |
31 778,8 |
- 7 727,2 |
|
5 |
26 542,7 |
-13 785,0 |
|
6 |
17 796,5 |
-18 181,7 |
|
7 |
9 987,7 |
-18 815,2 |
|
8 |
1 740,7 |
-16 453,2 |
|
9 |
- 3 285,3 |
-13 051,9 |
|
10 |
- 10 954,0 |
3 917,2 |
|
11 |
-10 037,2 |
10 454,7 |
|
12 |
- 7 550,8 |
16 071,5 |
|
13 |
- 2 257,0 |
22 071,2 |
|
14 |
6 407,5 |
26 354,9 |
|
15 |
18 321,8 |
26 168,3 |
|
16 |
23 842,8 |
23 792,5 |
Xác định bán kính của vòng tròn tốt nhất bằng cách dùng phương pháp bình phương tối thiểu như mô tả tại Bảng B.3. Ví dụ cụ thể, bán kính của vòng tròn tốt nhất nhận được theo phép lặp như thể hiện tại Bảng B.3 là 22 983 mm.
Bảng B.3 - Cách giải theo phương pháp lặp
|
a, mm |
b, mm |
r, mm |
|
12 751,271 94 |
4 881,238 76 |
25 294,534 95 |
|
12 284,413 59 |
4 422.656 68 |
22 952,768 46 |
|
12 166,734 76 |
4 241,896 69 |
22 967,467 06 |
|
12 106,852 85 |
4 153,733 83 |
22 975,074 20 |
|
12 076,253 64 |
4 110,737 30 |
22 979,199 36 |
|
12 060,577 88 |
4 089,758 82 |
22 981,330 47 |
|
12 052,536 73 |
4 079,520 82 |
22 982,408 79 |
|
12 048,408 99 |
4 074,523 95 |
22 982,949 28 |
|
12 046,289 29 |
4 072,085 08 |
22 983,219 03 |
|
12 045,200 50 |
4 070,894 76 |
22 983,353 43 |
|
12 044,641 15 |
4 070,313 85 |
22 983,420 35 |
|
12 044,353 76 |
4 070,030 36 |
22 983,453 67 |
|
12 044,206 08 |
4 069,892 03 |
22 983,470 26 |
|
12 044,130 19 |
4 069,824 54 |
22 983,478 53 |
|
12 044,091 19 |
4 069,791 62 |
22 983,482 66 |
|
12 044,071 14 |
4 069,775 55 |
22 983,484 72 |
|
12 044,060 83 |
4 069,767 72 |
22 983,485 74 |
|
12 044,055 54 |
4 069,763 90 |
22 983,486 25 |
|
12 044,052 81 |
4 069,762 04 |
22 983,486 51 |
|
12 044,051 41 |
4 069,761 13 |
22 983,486 64 |
|
12 044,050 70 |
4 069,760 69 |
22 983,486 70 |
|
12 044,050 33 |
4 069,760 47 |
22 983,486 74 |
|
12 044,050 13 |
4 069,760 37 |
22 983,486 75 |
|
12 044,050 04 |
4 069,760 31 |
22 983,486 76 |
|
12 044,049 99 |
4 069,760 29 |
22 983,486 76 |
|
12 044,049 96 |
4 069,760 28 |
22 983,486 77 |
|
12 044,049 95 |
4 069,760 27 |
22 983,486 77 |
|
12 044,049 94 |
4 069,760 27 |
22 983,486 77 |
|
12 044.049 94 |
4 069,760 27 |
22 983,486 77 |
|
12 044,049 94 |
4 069,760 27 |
22 983,486 77 |
Phụ lục C
(quy định)
Tính bán kính trong theo chu vi chuẩn và các phép đo ngoài
C.1 Khoảng cách theo phương ngang, DTO, giữa điểm T và điểm O trên Hình C.1 là không đổi đối với tất cả các mức mà tại đó các phép đo được thực hiện trên thành bể. Tính toán giá trị DTO từ giá trị chu vi chuẩn sử dụng Công thức (C.1):
|
|
(C.1) |
trong đó
Cem là chu vi chuẩn được xác định tại 11.2.1;
2θ1 là góc ngang ngắm tại máy kinh vĩ đối với mức chuẩn, được xác định tại 11.2.2.3.
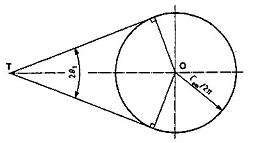
Hình C.1 - θ1 tại mức chuẩn
C.2 Nếu r là bán kính ngoài của bể tại bất kỳ một mức nào khác và góc ngang tương ứng tại điểm đặt máy kinh vĩ T là 2θ2 (xem 11.2.2.2), do khoảng cách DTO là không đổi, nên r có thể được tính từ Công thức (C.2) và (C.3):
|
|
(C.2) |
|
|
(C.3) |
Tính bán kính ngoài ở tất cả các độ cao theo từng điểm đặt máy kinh vĩ theo cách tương tự như vậy.
Hình C.2 - θ2 tại mức khác
C.3 Bán kính ngoài dùng để tính tại từng mức là trung bình các bán kính tính riêng lẻ tại độ cao đó. Trừ đi độ dầy của thành bể và lớp sơn sẽ thu được bán kính trong của bể.
Phụ lục D
(quy định)
Tính bán kính trong từ các khoảng cách chuẩn giữa hai cặp điểm đặt máy kinh vĩ
D.1 Các phép đo ngoài hiện trường sau đây, thể hiện trên Hình D.1, được ghi lại cho từng tập hợp các số đọc cho các điểm đặt máy kinh vĩ liền kề (xem 11.3):
- D là khoảng cách giữa hai điểm đặt máy kinh vĩ T1 và T2, tính bằng mét (11.3.2);
- D1 là khoảng cách giữa điểm đặt máy T1 và điểm O, tính bằng mét;
- D2 là khoảng cách giữa điểm đặt máy T2 và điểm O, tính bằng mét;
- 2θ1 là góc ngang đối diện với các tiếp tuyến T1-A1 và T1-A4 tại máy kinh vĩ T1 (11.3.3), tính bằng radian;
- 2θ2 là góc ngang giữa các tiếp tuyến T2-A2 và T2-A3, tính bằng radian;
- α là góc ngang giữa tiếp tuyến T1-A1 và đường T1-T2, tính bằng radian;
- β là góc ngang giữa tiếp tuyến T2-A3 và đường T1-T2, tính bằng rađian;
D.2 Để tính bán kính ngoài tại các điểm A1, A2, A3 vá A4. Giả sử rằng khoảng cách giữa 0 và A1 bằng khoảng cách giữa O và A4 là bằng với r1 và khoảng cách giữa O và A2 bằng khoảng cách giữa O và A3 là bằng r2. Tính toán các giá trị r1 và r2, biểu thị bằng mét, theo Công thức D.1 và D.2 như sau:
|
Ð O-T1-T2 = α + θ1 |
(D.1) |
|
Ð O-T2-T1 = β + θ2 |
(D.2) |
|
Ð T2-O-T1 = π - Ð O-T1-T2 - Ð O-T2-T1 = π - (α + θ1 + β + θ2) = Φ |
(D.3) |
Giá trị của D1 và D2 có thể tính thông qua tam giác O-T1-T2 sử dụng định luật hàm số sin giống như mô tả trong Công thức từ (D.4) đến (D.6):
|
|
(D.4) |
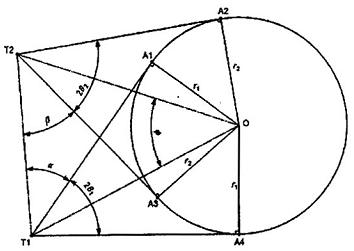
Hình D.1 - Bán kính ngoài từ khoảng cách chuẩn giữa các cặp điểm đặt máy kinh vĩ
|
|
(D.5) |
|
|
(D.6) |
Bán kính ngoài, r2, khoảng cách giữa các điểm O và A2 bằng khoảng cách giữa các điểm O và A3, có thể tính theo Công thức (D.7) và (D.8):
|
r2 = D2sinθ2 |
(D.7) |
|
|
(D.8) |
Bán kính ngoài r1, khoảng cách giữa O và A1 bằng khoảng cách giữa O và A4 có thể tính theo Công thức D.9 và D.10
|
r1 = D1sinθ1 |
(D.9) |
|
|
(D.10) |
D.3 Tính r1 và r2 cho từng cặp điểm đặt máy kinh vĩ xung quanh bể và tại từng mức. Trừ đi chiều dầy tấm và lớp sơn (xem 13.2.1) sẽ thu được bán kính trong tương ứng của bể.
Bán kính trong tại từng mức của bể là giá trị trung bình các bán kính trong riêng rẽ tại mức đó.
Phụ lục E
(tham khảo)
Độ không đảm bảo hiệu chuẩn
E.1 Giới thiệu
Phụ lục này hướng dẫn cách tính độ không đảm bảo sử dụng phương pháp tam giác quang để hiệu chuẩn các bể trụ đứng.
Các tính toán áp dụng dưới đây theo các nguyên tắc quy định trong GUM[1].
Tiêu chuẩn này trong bộ tiêu chuẩn TCVN 11156 (ISO 7507) mô tả ba nguyên tắc đo khác nhau, xác định độ không đảm bảo theo từng nguyên tắc được đề cập riêng tại các Điều E.3 và E.4. Các điều này mô tả các thành phần của độ không đảm bảo rút ra từ phép đo và tính toán bán kính bể. Bảng dung tích của bể cũng được dựa vào các phép đo và tính toán. Các thành phần của độ không đảm bảo được mô tả trong TCVN 11156-1 (ISO 7507-1).
Các thành phần của độ không đảm bảo phụ thuộc vào các thiết bị đo và điều kiện đo. Mỗi phép đo và mục tiêu của nó là duy nhất và cần thiết để đánh giá các thành phần độ không đảm bảo tương ứng với mỗi phép đo riêng biệt.
Tiêu chuẩn này của bộ tiêu chuẩn TCVN 11156 (ISO 7507) đưa ra ba phương pháp đo 2 chiều khác nhau. Các quy trình này không đưa ra đầy đủ thông tin 3 chiều. Độ không đảm bảo sinh ra do thực tế là các phép đo không được thực hiện trên một mặt phẳng lý tưởng (các điểm ngắm ở các độ cao khác nhau) không đề cập trong đánh giá này.
E.2 Ký hiệu: Các thuật ngữ và viết tắt dưới đây được sử dụng trong phụ lục này:
|
k |
hệ số phủ, dùng để chuyển đổi giữa độ không đảm bảo tiêu chuẩn và mở rộng |
- |
|
U(Bstadia) |
độ không đảm bảo mở rộng của thước stadia lấy từ chứng nhận hiệu chuẩn |
mét |
|
u(Bstadia) |
độ không đảm bảo của chiều dài thước stadia |
mét |
|
u(BTstadia) |
độ không đảm bảo do nhiệt độ của thước stadia |
mét |
|
u(Bαstadia) |
độ không đảm bảo do hệ số giãn nở nhiệt của thước stadia |
mét |
|
U(Bdm) |
độ không đảm bảo đo mở rộng của thiết bị đo khoảng cách lấy từ chứng nhận hiệu chuẩn |
mét |
|
u(Bdm) |
độ không đảm bảo của thiết bị đo khoảng cách |
mét |
|
e(Bmis) |
ước lượng độ lệch lớn nhất của việc lắp đặt thước stadia |
mét |
|
u(Bmis) |
độ không đảm bảo của việc lắp đặt thước stadia |
mét |
|
s |
ước lượng độ lệch chuẩn |
mét |
|
u(Drep) |
độ không đảm bảo tương ứng với sự thay đổi của phép đo lặp lại |
mét |
|
U(Drep) |
độ không đảm bảo mở rộng do độ lặp lại của phép đo |
mét |
|
Tstadia |
nhiệt độ của thước stadia |
độ C |
|
e(Tstadia) |
sai số ước tính lớn nhất của nhiệt độ thước stadia |
độ C |
|
u(Tstadia) |
độ không đảm bảo tiêu chuẩn nhiệt độ của thước stadia |
độ C |
|
αstadia |
hệ số giãn nở nhiệt tuyến tính của thước stadia |
trên độ C |
|
e(αstadia) |
sai số ước tính lớn nhất của hệ số giãn nở tuyến tính của thước stadia |
trên độ C |
|
e(αtk) |
sai số ước tính lớn nhất của hệ số giãn nở tuyến tính của thành bể |
trên độ C |
|
u(αtk) |
độ không đảm bảo của hệ số giãn nở tuyến tính của thành bể |
trên độ C |
|
U(αstadia) |
độ không đảm bảo hệ số giãn nở tuyến tính của thước stadia |
trên độ C |
|
uth |
độ không đảm bảo tiêu chuẩn của máy kinh vĩ |
gon |
|
Ө |
một nửa góc trương tại các độ cao khác nhau của bể |
gon |
|
θtr |
độ phân giải của máy kinh vĩ |
gon |
|
u(θtr) |
độ không đảm bảo đo chuẩn tương ứng với độ phân giải của thiết bị |
gon |
|
e(θra) |
sai số ước tính lớn nhất của việc xác định trục chuẩn |
gon |
|
u(θra) |
độ không đảm bảo tiêu chuẩn của trục chuẩn |
gon |
|
e(θpi) |
sai số ước tính sai lệch của tia laze đến máy kinh vĩ |
gon |
|
u(θpi) |
độ không đảm bảo tiêu chuẩn do sai lệch của tia laze đến máy kinh vĩ |
gon |
|
u(θth) |
độ không đảm bảo tiêu chuẩn của các góc đo được do độ phi tuyến tính của máy kinh vĩ |
gon |
|
u(θr) |
độ không đảm bảo tiêu chuẩn của các góc đo được do độ phân giải hạn chế của máy kinh vĩ |
gon |
|
u(θtot) |
độ không đảm bảo tiêu chuẩn toàn phần của các góc ngang |
gon |
|
Cem |
chu vi đo được tại độ cao chuẩn |
mét |
|
u(Cem) |
độ không đảm bảo của chu vi đo được tại độ cao chuẩn |
mét |
|
D |
khoảng cách giữa hai điểm đặt máy kinh vĩ |
mét |
|
u(D) |
độ không đảm bảo tiêu chuẩn của khoảng cách giữa các điểm đặt máy kinh vĩ |
mét |
|
u(X) |
độ không đảm bảo tiêu chuẩn của tọa độ x |
mét |
|
u(Y) |
độ không đảm bảo tiêu chuẩn của tọa độ y |
mét |
|
u(ls) |
độ không đảm bảo tiêu chuẩn của bán kính do biến dạng của bể |
mét |
|
e(αtank) |
sai số ước tính lớn nhất của hệ số giãn nở tuyến tính của bể |
trên độ C |
|
u(αtank) |
độ không đảm bảo tiêu chuẩn của hệ số giãn nở tuyến tính của bể |
trên độ C |
|
Ttank |
nhiệt độ của bể |
độ C |
|
ΔTtank |
độ lệch lớn nhất của nhiệt độ bể với nhiệt độ trung bình |
độ C |
|
e(TTK) |
dải nhiệt độ ước tính của thành bể |
độ C |
|
u(TTK) |
độ không đảm bảo nhiệt độ thành bể |
độ C |
|
φTilt |
độ nghiêng tối đa của bể |
% |
|
u(φTilt) |
độ không đảm bảo tiêu chuẩn của độ nghiêng của bể |
% |
|
u(Rmeas) |
độ không đảm bảo tiêu chuẩn của bán kính đo được |
mét |
|
u(RLS) |
độ không đảm bảo tiêu chuẩn của bán kính của các vòng tròn do biến dạng của bể |
mét |
|
u(Rang) |
độ không đảm bảo tiêu chuẩn của các vòng đến tọa độ đo của thành bể |
mét |
|
e(Rmis) |
sai số ước tính của bán kính do ngắm chệch trên bể biến dạng |
mét |
|
u(Rmis) |
độ không đảm bảo tiêu chuẩn của bán kính do ngắm chệch trên thành bể biến dạng |
mét |
|
u(Rtotal) |
độ không đảm bảo tiêu chuẩn toàn phần của bán kính |
mét |
|
r |
bán kính tính được từ phép đo |
mét |
|
Rnom |
bán kính (trung bình) danh nghĩa của bể |
mét |
|
u(A) |
độ không đảm bảo tiêu chuẩn của diện tích mặt cắt |
mét vuông |
|
u(Rdef) |
độ không đảm bảo tiêu chuẩn của bán kính do biến dạng của bể |
mét |
|
Tref |
nhiệt độ khi hiệu chuẩn thước stadia |
độc |
|
u(tmp) |
độ không đảm bảo tiêu chuẩn của chiều dầy kim loại và lớp sơn phủ của thành bể |
mét |
E.3 Độ không đảm bảo, phương pháp đo trong
E.3.1 Độ không đảm bảo của khoảng cách giữa hai máy kinh vĩ sử dụng thước stadia
E.3.1.1 Chiều dài của thước stadia
Các thước stadia được hiệu chuẩn theo chuẩn đo lường. Độ không đảm bảo mở rộng, U(Bstadia) của thước stadia lấy theo giấy chứng nhận hiệu chuẩn (thông thường là 0,05 mm = 5 x 10-5 m) với hệ số phủ k, (thông thường k = 2, tương ứng với 95% mức tin cậy), độ không đảm bảo tiêu chuẩn theo mét, tính Công thức (E.1):
|
|
(E.1) |
E.3.1.2 Lắp đặt thước stadia
Sự sai lệch của việc đặt thước stadia có thể được ước lượng trong phạm vi 10 mm (sử dụng thước stadia 2 m) bao gồm độ lệch của tất cả các trục, cộng với sai số của phép đo chiều dài của thước stadia e(Bmis) = 0,1 mm = 10-4m. Xem Hình E.1.
Giả sử theo phân phối hình chữ nhật, độ không đảm bảo tiêu chuẩn tương ứng, tính bằng mét, được xác định bởi công thức (E.2):
|
|
(E.2) |
CHÚ THÍCH: Hệ số ![]() là tương ứng với phân phối chữ nhật.
là tương ứng với phân phối chữ nhật.
Kích thước tính bằng milimet
CHÚ DẪN:
1 trục mốc
Hình E.1 - Sai lệch của thước stadia
E.3.1.3 Khoảng cách giữa hai máy kinh vĩ
Khoảng cách, D, được xác định ít nhất 10 lần và sử dụng giá trị trung bình. Khoảng cách D, được sử dụng trong tính toán dựa trên mức trung bình của n lần đọc. Sau khi hoàn thành các phép đo thành bể thì tiến hành kiểm tra khoảng cách, D. Các thay đổi tạm thời của các hệ số ảnh hưởng đến phép đo thể hiện bằng độ lặp lại của các số đọc
Độ lệch chuẩn ước tính, s(D), được đặc trưng cho độ lặp lại, u(Drep), độ không đảm bảo của khoảng cách D giữa các điểm đặt máy kinh vĩ theo Công thức (E.3):
|
|
(E.3) |
Trong đó: s(D) và u(Drep) được tính bằng mét.
CHÚ THÍCH: Hệ số ![]() là do giá trị trung bình của các phép đo. Thông
thường n = 10 lần đọc (5 đầu
và 5 cuối) để ước lượng
khoảng cách.
là do giá trị trung bình của các phép đo. Thông
thường n = 10 lần đọc (5 đầu
và 5 cuối) để ước lượng
khoảng cách.
E.3.1.4 Nhiệt độ của thước stadia
Thước stadia giãn nở theo nhiệt độ cho dù nó được làm từ vật liệu nào. Nếu đo nhiệt độ thước stadia, thì có thể giả sử sai số lớn nhất bằng 2 °C, e(Tstadia) = 2 °C. Nếu không đo nhiệt độ thì e(Tstadia) là chênh lệch nhiệt độ giữa nhiệt độ môi trường xung quanh và nhiệt độ mà tại đó thước stadia được hiệu chuẩn. Nó có thể bằng 20 °C, thậm chí lớn hơn trong các điều kiện nhiệt độ môi trường xung quanh cực đoan.
Độ không đảm bảo tiêu chuẩn tương ứng, tính bằng mét, tính theo Công thức (E.4):
|
|
(E.4) |
trong đó
|
B |
là chiều dài của thước stadia, tính bằng mét; |
|
αstadia |
là hệ số giãn nở nhiệt của thước stadia, tính bằng °C-1, đối với hợp kim inva bằng 1 x 10-6 °C-1 và thép là 11 x 10-6 °C-1. |
CHÚ THÍCH: Hệ số ![]() tương ứng với phân phối chữ nhật.
tương ứng với phân phối chữ nhật.
E.3.1.5 Sự giãn nở nhiệt của thước stadia
Độ không đảm bảo của chiều dài thước stadia phụ thuộc vào độ không đảm bảo của hệ số giãn nở nhiệt. Sai số của hệ số giãn nở nhiệt, e(αstadia), có thể được ước tính bằng 1 x 10-6 °C-1 đối với hợp kim inva, và xấp xỉ bằng như vậy đối với thép. Độ không đảm bảo tiêu chuẩn tương ứng, tính bằng mét, được xác định bởi Công thức (E.5):
|
|
(E.5) |
CHÚ THÍCH: Hệ số ![]() tương ứng với phân phối chữ nhật.
tương ứng với phân phối chữ nhật.
E.3.1.6 Độ tuyến tính của phép đo góc bằng máy kinh vĩ
Do độ phi tuyến tính của các phần góc của máy kinh vĩ được xác định theo quy trình nêu tại Phụ lục F. Độ không đảm bảo tiêu chuẩn ước tính, u(θth).
E.3.1.7 Độ phân giải góc của máy kinh vĩ
Nếu độ phân giải của thiết bị là θtr, tính bằng mgon, (thường θtr = 2 mgon), thì độ không đảm bảo tiêu chuẩn tương ứng, tính bằng mgon, được xác định bởi Công thức (E.6):
|
|
(E.6) |
CHÚ THÍCH: Hệ số ![]() tương ứng với phân phối chữ nhật.
tương ứng với phân phối chữ nhật.
E.3.1.8 Độ không đảm bảo toàn phần của phép đo khoảng cách giữa hai máy kinh vĩ
Độ không đảm bảo toàn phần của khoảng cách, u(D) có thể tính thông qua các độ lệch riêng phần của các thành phần khác nhau:
![]()
![]()
|
|
(E.7) |
trong đó tất cả kích thước và độ không đảm bảo của chúng được biểu thị bằng mét, các góc được biểu thị bằng gon và độ không đảm bảo tiêu chuẩn tương ứng là mgon.
E.3.2 Độ không đảm bảo của phép đo khoảng cách giữa hai máy kinh vĩ sử dụng máy toàn đạc
E.3.2.1 Thiết bị đo khoảng cách
Thiết bị đo khoảng cách được hiệu chuẩn dẫn xuất với chuẩn đo lường cùng một lăng kính xác định. Độ không đảm bảo mở rộng, U(Bdm), lấy từ giấy chứng nhận hiệu chuẩn (thông thường U(Bdm), biểu thị bằng mét, bằng (5 x 10-4 + 2 x 10-5 x Dm), trong đó Dm là khoảng cách đo được, tính bằng mét, với hệ số phủ k (thông thường k = 2, tương ứng với 95% mức tin cậy), độ không đảm bảo được tính theo Công thức (E.8):
|
|
(E.8) |
E.3.2.2 Đo khoảng cách giữa các máy kinh vĩ
Khoảng cách, D, được xác định ít nhất 10 lần và lấy giá trị trung bình để sử dụng trong tính toán. Sau khi hoàn thành các phép đo thành bể thì tiến hành kiểm tra khoảng cách, D. Các thay đổi tạm thời của các hệ số ảnh hưởng đến phép đo thể hiện bằng độ lặp lại của các số đọc.
Khoảng cách, D, được sử dụng trong tính toán là dựa trên giá trị trung bình của n số đọc. Độ lệch chuẩn ước tính, s(D), được sử dụng để độ lặp lại u(Drep) góp vào độ không đảm bảo của khoảng cách, D, giữa các điểm đặt máy kinh vĩ, tính bằng mét, tính theo Công thức (E.9):
|
|
(E.9) |
CHÚ THÍCH: Hệ số ![]() là do tính trung bình các số đo. Thông thường, n
= 10 (5 ban đầu + 5 cuối) số đọc được sử dụng để tính toán khoảng cách.
là do tính trung bình các số đo. Thông thường, n
= 10 (5 ban đầu + 5 cuối) số đọc được sử dụng để tính toán khoảng cách.
E.3.3 Độ không đảm bảo của phép đo góc ngang
E.3.3.1 Độ tuyến tính góc của máy kinh vĩ
Xem E.3.1.6
E.3.3.2 Độ phân giải đo góc của máy kinh vĩ
Xem E.3.1.7
E.3.3.3 Trục chuẩn
Hệ trục tọa độ là dựa trên các góc tương ứng với các trục chuẩn. Tuy nhiên, các trục chuẩn là không thể hoàn toàn thẳng hàng một cách lý tưởng. Ước lượng độ lệch chuẩn (θra) = 3 mgon. Độ lệch chuẩn, tính bằng mgon, được tính theo Công thức (E.10):
|
|
(E.10) |
CHÚ THÍCH: Hệ số ![]() tương ứng với phân phối chữ nhật
tương ứng với phân phối chữ nhật
E.3.3.4 Độ lệch của thiết bị laze với máy kinh vĩ
Sự sai lệch dẫn đến sai số hệ thống, có thể sử dụng giá trị ước tính của sai số này, e(θpi) = 5 mgon, sinh ra độ không đảm bảo, tính bằng mgon, tính theo Công thức (E.11):
|
|
(E.11) |
CHÚ THÍCH: Hệ số 31/2 tương ứng với phân phối chữ nhật.
E.3.3.5 Độ không đảm bảo toàn phần của các góc ngang
Độ không đảm bảo toàn phần của các góc ngang, α và β, nhận được theo RMS của các thành phần khác nhau. Vì các thành phần là độc lập với các góc đo, độ không đảm bảo tuyệt đối của góc α và β là giống hệt nhau, tính bằng radian, theo Công thức (E.12):
|
|
(E.12) |
trong đó tất cả các độ không đảm bảo u(θ) được tính bằng mgon.
E.3.4 Độ không đảm bảo của hệ tọa độ
Sử dụng góc đỉnh thực tế sai lỗi nhất để ước tính độ không đảm bảo toàn phần của hệ tọa độ phẳng. Độ không đảm bảo toàn phần của hệ tọa độ, u(x) và u(y), được tính bằng tổng hợp các độ không đảm bảo thành phần, tính theo Công thức (E.13) đến (E.20).
|
|
(E.13) |
trong đó
|
|
(E.14) |
|
|
(E.15) |
|
|
(E.16) |
|
|
(E.17) |

trong đó
|
|
(E.18) |
|
|
(E.19) |
|
|
(E.20) |


CHÚ THÍCH 1: Các Công thức từ E.13 đến E.20 bỏ qua hiệp phương sai giữa XD , Xα và Xβ cũng tương tự như vậy giữa YD, Yα và Yβ.
CHÚ THÍCH 2: Tất cả độ không đảm bảo của X và Y được tính bằng mét còn độ không đảm bảo của α và β tính bằng radian.
E.3.5 Độ không đảm bảo của bán kính
E.3.5.1 Bán kính
Vòng tròn có bán kính, R, tại tọa độ đo phù hợp của thành bể được xác định theo Công thức (E.21):
|
|
(E.21) |
trong đó
n là tổng số các điểm mốc tại một độ cao;
Ax và By là tọa độ tâm của vòng tròn tại độ cao này.
Độ không đảm bảo, u(Rang) của các vòng tròn đến tọa độ đo lắp trên thành bể được xác định theo Công thức (E.22):

trong đó
|
Xi và Yi |
là tọa độ của từng điểm mốc như trên, tính bằng mét; |
|
u(Xi) và u(Yi) |
là độ không đảm bảo của các tọa độ của từng điểm mốc như trên, tính bằng mét; |
|
u(Ax) và u(By) |
là độ không đảm bảo của tâm của vòng tròn, tính bằng mét. |
CHÚ THÍCH: Công thức (E.21) và (E.22) bỏ qua hiệp phương sai của bể.
E.3.5.2 Biến dạng do quá trình lắp đặt
Bể trụ đứng không phải là một hình trụ hoàn hảo mà ít nhiều đều bị biến dạng. Điều này thường có tác động lớn đến độ không đảm bảo của bán kính. Quy trình lắp điều chỉnh các vòng tròn để tạo các điểm đo được mô tả trong Phụ lục B.
Để ước tính độ không đảm bảo tiêu chuẩn của quá trình lắp, u(RLS), độ lệch chuẩn của các chênh lệch, biểu thị bằng mét, được tính theo Công thức (E.23):
|
|
(E.23) |
CHÚ THÍCH: Hệ số ![]() là do giá trị trung bình của n
số đọc được sử dụng để tính
bán kính.
là do giá trị trung bình của n
số đọc được sử dụng để tính
bán kính.
E.3.5.3 Độ không đảm bảo tiêu chuẩn do nhiệt độ
Độ không đảm bảo tiêu chuẩn của bán kính bể đã hiệu chính do sự giãn nở nhiệt không đồng đều của thành bể bao gồm các yếu tố sau đây:
- độ không đảm bảo tiêu chuẩn của các hệ số giãn nở của thành bể;
- độ không đảm bảo tiêu chuẩn của nhiệt độ thành bể.
Sử dụng các biến số
αtk hệ số giãn nở tuyến tính của vật liệu thành bể, tính bằng °C-1;
Tref nhiệt độ chuẩn của thành bể (độ không đảm bảo bằng không), đơn vị độ C;
Ttk nhiệt độ thành bể tại thời điểm hiệu chuẩn, đơn vi độ C.
Dải nhiệt độ lớn nhất của thành bể là e(TTK). Điều này phải ước tính từ các phép đo nhiệt độ (điểm nóng nhất đến điểm lạnh nhất trên thành bể) hoặc ước tính của gradient nhiệt tại thời điểm hiệu chuẩn; chấp nhận phân phối chữ nhật, thì độ không đảm bảo tiêu chuẩn, tính bằng độ C, theo Công thức (E.24):
|
|
(E.24) |
Ước lượng sai số lớn nhất của độ giãn nở tuyến tính, e(αtk), thông thường bằng 2 x 10-6 °C-1; chấp nhận phân phối hình chữ nhật thì độ không đảm bảo tiêu chuẩn, tính bằng °C-1, theo Công thức (E.25):
|
|
(E.25) |
Độ không đảm bảo tiêu chuẩn của bán kính hiệu chính của bể, tính bằng mét, tính theo công thức
|
|
(E.26) |
E.3.5.4 Độ không đảm bảo tiêu chuẩn toàn phần của phép đo bán kính
Độ không đảm bảo tiêu chuẩn toàn phần của phép đo bán kính. u(Rtotal), tính bằng mét, theo Công thức (E.27);
|
|
(E.27) |
E.3.6 Độ không đảm bảo của diện tích mặt cắt ngang
Vì tiết diện mặt cắt ngang, A, được lấy từ Công thức πxR2, nên độ không đảm bảo u(A), tính bằng mét vuông, theo Công thức (E.28):
|
u(A) = 2 x π x R x u(Rtotal) |
(E.28) |
E.4 Độ không đảm bảo của phương pháp đo ngoài với chu vi chuẩn đo bằng thước quấn
E.4.1 Độ không đảm bảo của chu vi chuẩn
Độ không đảm bảo của chu vi đo ngoài, u(Cem), xem D.5.1 của TCVN 11156-1 (ISO 7507-1).
E.4.2 Độ không đảm bảo góc ngang
E.4.2.1 Độ tuyến tính góc của máy kinh vĩ
Xem E.3.1.6
E.4.2.2 Độ phân giải góc của máy kinh vĩ
Xem E.3.1.7
E.4.2.3 Độ không đảm bảo toàn phần của góc ngang
Độ không đảm bảo toàn phần của số đo góc ngang, θ, tính bằng radian, nhận được theo RMS của các thành phần khác nhau, được tính bằng Công thức (E.29):
|
|
(E.29) |
trong đó:
U(Өth) và u(Өr) tính bằng mgon
E.4.3 Độ không đảm bảo của bán kính
E.4.3.1 Quy định chung
Để ước lượng độ không đảm bảo của bán kính tính được, sử dụng độ không đảm bảo của chu vi chuẩn, u(Cem), cùng với độ không đảm bảo của các góc ngang, u(Ф1). Độ không đảm bảo của bán kính được tính bằng cách sử dụng các thành phần đã cho trong E.4.3.2 đến E.4.3.7.
E.4.3.2 Độ không đảm bảo của bán kính
Độ không đảm bảo của bán kính tính được, tính bằng mét, theo Công thức (E.30)
|
|
(E.30) |

trong đó:
|
u(Cem) |
là độ không đảm bảo của chu vi đo bằng thước quấn (tại độ cao chuẩn), tính bằng mét; |
|
θ |
là một nửa của các góc nhỏ nhất, trương tại tất cả các điểm cao nhất tại tất cả các điểm đo, tính bằng radian; |
|
Rnom |
là bán kính danh nghĩa của bể, tính bằng mét. |
E.4.3.3 Lỗi ngắm tiếp tuyến do biến dạng của thành bể
Do biến dạng của bể, có thể ngắm tiếp tuyến tại một điểm ở phía trước hoặc phía sau so với tiếp tuyến của một hình trụ hoàn hảo (xem Hình E.2).
CHÚ DẪN:
1 bán kính thực tế
2 thành bể
3 bán kính đo bổ sung
4 đường ngắm
Hình E.2 - Lỗi ngắm tiếp tuyến
Lỗi này là từ một phía và dựa trên kinh nghiệm, lỗi do đo bán kính. e(Rmis), có thể là cấp của 5 mm (5 x 10-3m).
Thành phần sinh ra của độ không đảm bảo tiêu chuẩn bán kính bể, u(Rmis), tính bằng mét, có thể ước tính theo công thức (E.31):
|
|
(E.31) |
CHÚ THÍCH: Hệ số ![]() là tương ứng với phân phối chữ nhật.
là tương ứng với phân phối chữ nhật.
E.4.3.4 Biến dạng của bể
Bể trụ đứng không phải là một hình trụ hoàn hảo mà ít nhiều bị biến dạng. Điều này thường có tác động lớn đến độ không đảm bảo của bán kính. Để ước tính độ không đảm bảo của bán kính, u(Rdef), độ lệch chuẩn của các chênh lệch (hiệu chính theo độ nghiêng), tính bằng mét, tính theo Công thức (E.32):
|
|
(E.32) |
CHÚ THÍCH 1: Hệ số ![]() là do n số đo chênh lệch đã đùng để tính bán
kính trung bình.
là do n số đo chênh lệch đã đùng để tính bán
kính trung bình.
CHÚ THÍCH 2: Sự chênh lệch của một góc thường được lấy từ mỗi trong n điểm đo, kết quả n là số lượng các điểm đo.
CHÚ THÍCH 3: Tác động của độ nghiêng thành bể có thể gây ảnh hưởng lớn tới độ không đảm bảo của bán kính.
Có một số phương pháp hiệu chính để có thể loại bỏ ít nhiều độ không đảm bảo của bán kính.
E.4.3.5 Độ không đảm bảo do nhiệt độ
Xem E.3.5.3
E.4.3.6 Độ không đảm bảo do độ dầy vật liệu thành bể
Xem TCVN 11156-1 (ISO7507-1).
CHÚ THÍCH; Độ không đảm bảo độ dầy thành bể và lớp sơn, u(tmp), sẽ cộng trực tiếp vào độ không đảm bảo bán kính.
E.4.3.7 Độ không đảm bảo toàn phần của bán kính trong
Độ không đảm bảo tiêu chuẩn toàn phần của bán kính, u(Rtotal), tính bằng mét, theo Công thức (E.33):
|
|
(E.33) |
E.4.4 Độ không đảm bảo của diện tích mặt cắt ngang
Vì diện tích tiết diện mặt cắt ngang được tính từ Công thức π x R2, nên độ không đảm bảo tính theo mét vuông, theo công thức (E.34):
|
u(A) = 2 x π x R x u(Rtotal) |
(E.34) |
Phụ lục F
(quy định)
Quy trình kiểm tra (các) máy kinh vĩ
F.1 Quy định chung
Các máy kinh vĩ sử dụng trong các phép đo phù hợp với tiêu chuẩn này sẽ được kiểm tra theo quy trình nêu trong phụ lục này.
Quy trình này được thực hiện để kiểm tra phép đo góc ngang bằng máy kinh vĩ. Phải thực hiện việc kiểm tra trong điều kiện môi trường ổn định nhất có thể. Việc kiểm tra được thực hiện thường xuyên, hoặc sau một chu kỳ sử dụng các thiết bị, ngay trước khi hiệu chuẩn bể.
CHÚ THÍCH: Không thực hiện hiệu chuẩn bể trong điều kiện máy móc lắp đặt không chắc chắn/ổn định, không đủ ánh sáng và điều kiện môi trường xung quanh thay đổi, vì điều này ảnh hưởng đến kết quả và làm tăng độ không đảm bảo,
F.2 Quy trình
F.2.1 Lắp đặt máy kinh vĩ cẩn thận theo hướng dẫn của nhà sản xuất.
CHÚ THÍCH: Việc này không cần thiết phải thực hiện khi kiểm tra bể.
F.2.2 Hướng ống kính ngắm đến một điểm xác định rõ ràng nằm càng sát mặt phẳng ngang của máy kinh vĩ càng tốt. Đo góc ngang và ghi lại kết quả.
F.2.3 Thực hiện phép đo hai-mặt bằng cách quay ống kính 200 gon, tức là đầu tiên theo phương thẳng đứng và sau đó là theo phương ngang, sau đó đặt lại tại cùng điểm như tại F.2.2. Đo góc ngang và ghi lại kết quả.
F.2.4 Lặp lại F.2.2 và F.2.3 bốn lần để có được năm bộ kiểm tra chuẩn trực.
F.2.5 Lặp lại F.2.2 đến F.2.4 tại hai điểm xác định rõ ràng khác, cách nhau khoảng 60 gon theo phương ngang để có được ba bộ số liệu riêng biệt của các phép kiểm tra chuẩn trực.
CHÚ THÍCH: Quá trình này bao gồm toàn bộ dải góc của thiết bị (400 gon).
F.3 Xử lý kết quả
F.3.1 Tính độ lệch trong trường hợp xấu nhất (lớn nhất) giữa bất kỳ hai số đo tại mỗi điểm đo và độ lệch chuẩn của từng bộ kết quả. Do máy kinh vĩ có thể sử dụng quay quanh trục của nó, nên bộ kết quả có độ lệch trung bình lớn nhất được lấy để sử dụng.
F.3.2 Độ không đảm bảo góc ngang bằng máy kinh vĩ, u(θth), biểu thị bằng gon, có thể được tính theo Công thức (F.1):
|
|
(F.1) |
trong đó
|
Δε s |
độ lệch lớn nhất trong các phép đo hai mặt tại tất cả các điểm đo; tính bằng mgon là độ lệch lớn nhất của độ lệch chuẩn của các phép đo tại mỗi lần đo, tính theo mgon; |
|
|
tương ứng với hệ số phân phối chữ nhật; |
|
|
là do năm số đo trong từng bộ kết quả. |
F.3.3 Kết quả của các bước kiểm tra máy kinh vĩ được sử dụng để
a) ước tính độ không đảm bảo của các phép đo góc sử dụng trong Phụ lục E;
b) không dùng máy kinh vĩ này nếu độ không đảm bảo góc tính theo F.2.2 lớn hơn 5 mgon.
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] Hướng dẫn biểu thị độ không đảm bảo (GUM), BIPM/IEC/IFCC/ISO/IUPAC/IUPAP/OIML.
[2] TCVN 11156-2 (ISO 7507-2), Dầu mỏ và sản phẩm dầu mỏ dạng lỏng - Hiệu chuẩn bể trụ đứng - Phần 2: Phương pháp đường quang chuẩn.
MỤC LỤC
Lời nói đầu
Lời giới thiệu
1 Phạm vi áp dụng
2 Tài liệu viện dẫn
3 Thuật ngữ và định nghĩa
4 Các yêu cầu về an toàn
5 Thiết bị, dụng cụ
5.1 Thiết bị đo góc
5.2 Thước stadia (thước cứng có khắc vạch)
6 Lắp đặt thiết bị và cách tiến hành
6.1 Chuẩn bị bể
6.2 Thiết lập các điều kiện hiệu chuẩn
6.3 Lắp đặt máy kinh vĩ và/hoặc máy toàn đạc
7 Lắp đặt thước stadia và cách tiến hành
8 Đo Khoảng cách ngang giữa hai điểm đặt máy kinh vĩ sử dụng thước stadia
9 Đo khoảng cách ngang giữa hai điểm đặt máy kinh vĩ, sử dụng máy toàn đạc
10 Quy trình đối với các phép đo quang bên trong thành bể
11 Quy trình đối với các phép ngoài
11.1 Quy định chung
11.2 Đo chu vi chuẩn bằng thước quấn
11.3 Đo khoảng cách chuẩn giữa các cặp điểm đặt máy kinh vĩ.
12 Dung sai cho phép
12.1 Khoảng cách giữa các máy kinh vĩ
12.2 Góc ngang
12.3 Chu vi chuẩn
13 Các phép đo khác khi hiệu chuẩn bể
13.1 Hiệu chuẩn đáy bể
13.2 Các phép đo và số liệu khác
14 Tính toán và lập bảng dung tích bể
14.1 Từ phương pháp đo trong
14.2 Từ phương pháp đo chu vi chuẩn
14.3 Từ khoảng cách chuẩn giữa hai điểm đặt máy kinh vĩ.
14.4 Hệ số hiệu chính
14.5 Bảng dung tích bể
Phụ lục A (quy định) Tính toán bán kính trong từ các phép đo trong
Phụ lục B (quy định) Xác định bán kính đường tròn bằng phương pháp bình phương tối thiểu
Phụ lục C (quy định) Tính bán kính trong theo chu vi chuẩn và các phép đo ngoài
Phụ lục D (quy định) Tính bán kính trong từ các khoảng cách chuẩn giữa hai cặp điểm đặt máy kinh vĩ
Phụ lục E (quy định) Độ không đảm bảo hiệu chuẩn
Phụ lục F (quy định) Quy trình kiểm tra (các) máy kinh vĩ
Thư mục tài liệu tham khảo