Trang chủ / Xây dựng / *** / TCVN11197:2015
Tiêu chuẩn quốc gia TCVN 11197:2015 về Cọc thép - Phương pháp chống ăn mòn - Yêu cầu và nguyên tắc lựa chọn
TIÊU CHUẨN QUỐC GIA
TCVN 11197:2015
CỌC THÉP - PHƯƠNG PHÁP CHỐNG ĂN MÒN - YÊU CẦU VÀ NGUYÊN TẮC LỰA CHỌN
Steel piles - Corrosion protection methods - Requirement and selection principle
Lời nói đầu
TCVN 11197:2015 do Viện Khoa học và Công nghệ Giao thông Vận tải biên soạn, Bộ Giao thông vận tải đề nghị, Tổng cục Tiêu chuẩn Đo lường Chất lượng thẩm định, Bộ Khoa học và Công nghệ công bố.
CỌC THÉP - PHƯƠNG PHÁP CHỐNG ĂN MÒN - YÊU CẦU VÀ NGUYÊN TẮC LỰA CHỌN
Steel piles - Corrosion protection methods - Requirement and selection principle
1 Phạm vi áp dụng
Tiêu chuẩn này quy định việc lựa chọn các phương pháp chống ăn mòn phù hợp đối với các cọc thép làm móng trụ cho các công trình như cầu, cảng và các công trình có đặc điểm nền móng tương tự.
2 Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 4116:1985, Kết cấu bê tông và bê tông cốt thép công trình thủy công - Tiêu chuẩn thiết kế.
TCVN 8789:2011, Sơn bảo vệ kết cấu thép - Yêu cầu kỹ thuật và phương pháp thử.
TCVN 8790:2011, Sơn bảo vệ kết cấu thép - Quy trình thi công và nghiệm thu.
TCVN 9012:2011, Sơn giàu kẽm.
TCVN 9013:2011, Sơn polyuretan bảo vệ kết cấu thép.
TCVN 9346:2012, Kết cấu bê tông và bê tông cốt thép - Yêu cầu bảo vệ chống ăn mòn trong môi trường biển.
TCVN 10263:2014, Anốt hy sinh - Yêu cầu kỹ thuật và phương pháp thử.
TCVN 10264:2014, Bảo vệ catốt cho các kết cấu thép của cảng biển và công trình biển - Tiêu chuẩn thiết kế.
TCVN 10317:2014, Cọc ống thép và cọc ván ống thép sử dụng trong công trình cầu - Thi công và nghiệm thu.
TCVN 10318:2014, Cọc ống thép và cọc ván ống thép sử dụng trong công trình cảng - Thi công và nghiệm thu.
OCDI 2009, Technical standards and Commentaries for Port and Harbbour Facilities in Japan (Tiêu chuẩn kỹ thuật và chú giải cho cảng và bến cảng ở Nhật Bản).
JIS H 4600:2012, Titanium and Titanium Alloys - Sheets, Plates and Strips - (Titan và hợp kim titan - Lá, tấm và băng).
ASTM D 2487, Standard Classification of soil for Egineering purpose (Tiêu chuẩn phân loại đất trong xây dựng).
ISO 8501-1, Visual assessment of surface cleanliness (Quan sát đánh giá mức độ sạch bề mặt).
ISO 12944-2 Paint and Vamishes- Corrosion Protection of Steel Structures by Protective Paint System - Part 2: Clasification of Environments (Sơn và Vecni - Bảo vệ kết cấu thép bằng hệ sơn phủ - Phần 2: Phân loại môi trường).
3 Thuật ngữ, định nghĩa và ký hiệu viết tắt
3.1 Thuật ngữ và định nghĩa
Tiêu chuẩn này sử dụng các thuật ngữ và định nghĩa nêu trong TCVN 8789:2011 và các thuật ngữ và định nghĩa sau:
3.1.1
Anốt hy sinh (Sacrificial anode)
Một kim loại hy sinh để bảo vệ kim loại khác có thế điện cực dương hơn khi nối điện với nhau trong môi trường điện ly, dạng anốt này là nguồn điện tử trong phương pháp bảo vệ catốt.
3.1.2
Bảo vệ catốt (Cathodic protection)
Phương pháp làm giảm ăn mòn cho kim loại bằng cách phân cực kim loại đó thành catốt trong một pin điện hóa.
3.1.3
Cọc thép (Steel pile)
Một kết cấu thép dài có các thiết diện cắt ngang khác nhau được đóng xuống đất để chịu lực cho công trình. Cọc thép bao gồm cọc ống thép, cọc ván thép, cọc ống ván thép và các cọc thép hình khác.
3.1.4
Cọc ống thép (Steel pipe pile)
Ống thép dạng hình trụ được chế tạo từ thép tấm bằng phương pháp hàn xoắn trong nhà máy, được thi công bằng phương pháp đóng hoặc rung hạ vào nền đất, sử dụng để làm móng chịu lực trong công trình.
3.1.5
Cọc ván thép (Steel sheet pile)
Kết cấu thép có khóa liên kết được đóng xuống đất theo chiều thẳng đứng tạo thành tường chắn chịu áp lực ngang do đất, nước và tải trọng khác.
3.1.6
Cọc ống ván thép (Steel pipe sheet pile)
Là cọc ống thép có kết cấu khóa liên kết được hàn dọc hai bên thân cọc trên suốt chiều dài cọc, khi được đóng xuống đất tạo thành tường chắn chịu áp lực ngang do đất, nước và tải trọng khai thác.
3.1.7
Sơn epoxy màng dầy (high build epoxy paint)
Sơn epoxy có chiều dầy màng sơn khô lớn hơn sơn thông thường (tối thiểu 127 mm).
3.1.8
Sơn epoxy vảy thủy tinh (glass flake epoxy paint)
Sơn epoxy màng dầy hai thành phần, khô trong không khí, có hàm lượng chất rắn cao được gia cường vảy thủy tinh để tăng độ bền và chống ăn mòn.
3.1.9
Sản phẩm dầu mỏ (Petrolatum)
Chất vô định hình mềm, nhờn, dính, mầu vàng hoặc trắng mờ thu được từ dầu mỏ.
3.1.10
Sơn epoxy đóng rắn trong nước (underwater curable epoxy paint)
Sơn epoxy đóng rắn trong nước là hệ sơn trên cơ sở nhựa epoxy sử dụng chất đóng rắn polyamide-amine.
3.1.11
Vùng không khí (atmospheric zone)
Vùng nằm phía trên vùng nước bắn.
3.1.12
Vùng nước bắn (splash zone)
Vùng kết cấu thay đổi ẩm và khô do sóng và phải trên vùng mực nước cao nhất.
3.1.13
Vùng thủy triều (tidal zone)
Vùng nằm giữa mực nước thấp nhất và mực nước cao nhất.
3.1.14
Vùng thủy triều mở rộng (extended tidal zone)
Vùng này bao gồm vùng thủy triều, vùng nước bắn và vùng chuyển tiếp.
3.1.15
Vùng chuyển tiếp (transition zone)
Vùng nằm ngay dưới mực nước thấp nhất chịu ảnh hưởng của sóng nên có nồng độ ôxy cao hơn.
3.1.16
Vùng chìm trong nước (immersed zone)
Vùng nằm dưới vùng thủy triều mở rộng và trên đáy biển.
3.1.17
Vùng ngập trong nước (submerged zone)
Vùng này bao gồm vùng chôn dưới đất, vùng chìm trong nước và vùng chuyển tiếp.
3.1.18
Vùng đất đáy biển (buried zone)
Vùng nằm trong đất dưới đáy biển.
3.1.19
Mực nước cao nhất trong công trình cảng - MNCN (Highest water level)
Mực nước thủy triều cao nhất quy định trong thiết kế của công trình cảng biển và công trình biển.
3.1.20
Mực nước thấp nhất trong công trình cảng - MNTN (Lowest water level)
Mực nước thủy triều thấp nhất quy định trong thiết kế của công trình cảng biển và công trình biển.
3.1.21
Mực nước trung bình trong công trình cảng- MNTB (Mean water level)
Mực nước thủy triều trung bình quy định trong thiết kế của công trình cảng biển và công trình biển.
3.1.22
Mực nước cao thiết kế trong công trình cầu (Designed high water level)
Mực nước cao thiết kế được quy định trong thiết kế của công trình cầu. Đối với vùng không có thủy triều là mực nước ứng với tần xuất 5 % trên đường tần xuất lũy tích mực nước trung bình ngày. Đối với vùng có thủy triều là mực nước ứng với tần xuất 5 % trên đường tần xuất lũy tích mực nước trung bình giờ.
3.1.23
Mực nước thấp thiết kế trong công trình cầu (Designed low water level)
Mực nước thấp thiết kế được quy định trong thiết kế của công trình cầu. Đối với vùng không có thủy triều là mực nước ứng với tần xuất 95 % trên đường tần xuất lũy tích mực nước trung bình ngày. Đối với vùng có thủy triều là mực nước ứng với tần xuất 98 % trên đường tần xuất lũy tích mực nước trung bình giờ.
3.1.24
Màng oxit (Mill scale)
Màng oxit hình thành trong quá trình chế tạo hay nhiệt luyện thép.
3.1.25
Dòng tạp tán (Stray current)
Dòng điện chạy trong đất không theo mạch điện được chỉ định.
3.1.26
Mực nước dư (Residual water level)
Thành phần mực nước không thuộc tác động thiên văn gây ra.
3.1.27
Mài mòn do cát (Sand erosion)
Là hiện tượng kim loại bị mài mòn cơ học do dòng chảy có chứa cát gây ra.
3.2 Ký hiệu viết tắt
FRP - (Fiber glass reinforced plastic) nhựa gia cường sợi thủy tinh.
APC - (Acrylic denatured polyvinyl chloride) acrylic biến tính polyvinyl clorua.
PE - (polyethylene) nhựa polyethylen.
OCDI - (Overseas coastal area development institute of Japan) Viện phát triển ven biển nước ngoài của Nhật Bản.
SSPC - (The Society for Protective Coatings) Hiệp hội sơn/phủ bảo vệ của Mỹ.
ISO - (International organization for standardization) Tổ chức tiêu chuẩn hóa quốc tế.
SA 2 ½ - Mức độ làm sạch bề mặt thép theo ISO 8501-1.
4 Quy định chung
4.1 Việc chống ăn mòn cho các cọc thép phải được xem xét ngay từ giai đoạn khảo sát, thiết kế. Lựa chọn các phương pháp chống ăn mòn cho cọc thép phải phù hợp với từng công trình, phụ thuộc vào điều kiện môi trường, tuổi thọ công trình, điều kiện thi công, thời gian thi công, và các điều kiện khác.
4.2 Để đảm bảo tuổi thọ của hệ thống bảo vệ chống ăn mòn đáp ứng được tuổi thọ thiết kế công trình cần phải áp dụng biện pháp kiểm soát bảo trì hệ thống chống ăn mòn theo Phụ lục A.
4.3 Các cọc thép sử dụng trong môi trường biển tiếp xúc với các vùng có tính ăn mòn khác nhau và phải được bảo vệ chống ăn mòn khác nhau phù hợp với từng vùng. Phân vùng trong môi trường biển được thể hiện trong Hình 1.
4.4 Khi lựa chọn phương pháp bảo vệ cho phần cọc thép phơi ngoài không khí xa biển cần xác định mức độ ăn mòn của môi trường để lựa chọn các loại sơn/phủ phù hợp.
4.5 Đối với các cọc thép nằm trong đất trung tính và môi trường nước sông xa biển nên lựa chọn bù ăn mòn như phương pháp chống ăn mòn.
4.6 Đối với các cọc thép gần nhà máy hóa chất hay tại vùng đất phèn chua có pH<4, tính="" chất="" ăn="" mòn="" không="" thể="" dự="" đoán="" được="">ì còn phụ thuộc vào mức độ ô nhiễm và thành phần gây ô nhiễm, do vậy các phương pháp chống ăn mòn cho cọc thép cần được xem xét cụ thể cho từng trường hợp.
4.7 Dòng tạp tán (dòng rò) có thể gây ăn mòn các cọc thép, do vậy cần lưu ý khi khảo sát, thiết kế hệ thống chống ăn mòn. Xem E.2.8 Phụ lục E.
Hình 1 - Phân vùng trong môi trường biển
5 Phân loại môi trường ăn mòn cọc thép
5.1 Các dạng ăn mòn cọc thép
Các dạng ăn mòn cọc thép có thể phân loại thành ăn mòn đều, ăn mòn theo vùng và ăn mòn điểm.
5.1.1 Ăn mòn đều xảy ra khi thép tiếp xúc với môi trường ăn mòn bị mất đi một phần chiều dầy tương đối đồng đều, hiện tượng này chỉ xảy ra khi môi trường ăn mòn tương đối đồng nhất và ít gây ra nguy hiểm cho các cọc thép vì có thể lường trước được tốc độ ăn mòn.
5.1.2 Ăn mòn theo vùng xuất hiện tại một phần của cọc thép khi tiếp xúc với môi trường ăn mòn khác nhau, đặc biệt là khi nồng độ ôxy tiếp xúc với bề mặt thép có sự chênh lệch lớn hoặc khi cọc thép tiếp xúc với kim loại khác. Dạng ăn mòn này rất nguy hiểm đối với các cọc thép vì khó xác định được vị trí và tốc độ ăn mòn.
5.1.3 Ăn mòn điểm thường xảy ra tại một số điểm do có khiếm khuyết trong quá trình chế tạo cọc như lẫn tạp chất hay thành phần thép không đồng nhất.
5.2 Ăn mòn cọc thép trong môi trường biển
5.2.1 Tổng quan
Phân vùng trong môi trường biển tương ứng với các môi trường ăn mòn khác nhau được thể hiện tại Hình 1 và được phân làm sáu vùng: Vùng không khí biển; vùng nước bắn; vùng thủy triều; vùng chuyển tiếp; vùng chìm trong nước và vùng đất đáy biển. Hình 2 thể hiện tốc độ ăn mòn của thép trần (không được bảo vệ chống ăn mòn) trong môi trường biển.
Do sự trao đổi ôxy và nước phía trong lòng cọc ống thép không đáng kể nên tốc độ ăn mòn rất thấp. Các ghi nhận từ thực tế đã cho thấy không cần có các biện pháp chống ăn mòn khi thiết kế.
5.2.2 Phân vùng ăn mòn trong môi trường biển
5.2.2.1 Vùng không khí biển
Tính chất ăn mòn thép vùng không khí biển phụ thuộc vào khoảng cách từ mặt biển. Những yếu tố ăn mòn gồm tốc độ và hướng gió, mức độ muối lắng đọng, nhiệt độ, bức xạ mặt trời, bụi bẩn, khí hậu theo mùa và mức độ ô nhiễm.
5.2.2.2. Vùng nước bắn
Tại vùng này bề mặt thép luôn được bao phủ bởi một lớp nước biển mỏng chứa lượng ôxy lớn. Đây là vùng có tốc độ ăn mòn lớn nhất.
5.2.2.3 Vùng thủy triều
Tình trạng khô và ướt liên tục thay đổi do nước lên xuống và dòng chảy. Tại phần cọc thép nằm ở khoảng mực nước trung bình sẽ ăn mòn theo vùng do lượng ôxy tập trung lớn.
5.2.2.4 Vùng chuyển tiếp
Vùng nằm ngay dưới mực nước thấp nhất và chịu nhiều tác động của các yếu tố gây ăn mòn. Vùng này nằm trong mối quan hệ ăn mòn theo vùng so với vùng thủy triều. Ngoài tác động của ăn mòn, vùng này còn có thể chịu tác động mài mòn do dòng chảy mang theo các vật trôi nổi va đập và ảnh hưởng của sinh vật biển bám vào.
5.2.2.5 Vùng chìm trong nước
Các yếu tố ảnh hưởng đến ăn mòn của nước biển trong 5.2.4 sẽ chi phối tốc độ ăn mòn thép trong vùng này.
5.2.2.6 Vùng đất đáy biển
Thép trong vùng này có thể chịu tác động của vi khuẩn khử sulphat kỵ khí. Thông thường tốc độ ăn mòn của thép trong đất đáy biển nhỏ hơn so với trong nước biển. Tuy nhiên trong một số trường hợp tốc độ ăn mòn có thể tăng nếu môi trường ăn mòn cao như bùn tập trung ở đáy biển, cần chú ý các trường hợp thép tiếp xúc với cát trôi, khi đó tốc độ ăn mòn thép ở đáy biển sẽ tăng đáng kể vì mài mòn do cát.
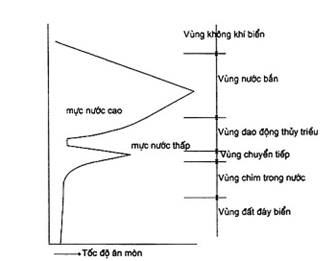
Hình 2 - Phân bố tốc độ ăn mòn của kết cấu thép trong môi trường biển
5.2.3 Tốc độ ăn mòn thép trong môi trường biển
5.2.3.1 Tốc độ ăn mòn của thép phải được xác định hợp lý có xét đến các điều kiện môi trường tại nơi đặt kết cấu vì mức độ ăn mòn phụ thuộc vào các điều kiện môi trường ăn mòn.
5.2.3.2 Tốc độ ăn mòn cọc thép được sử dụng trong môi trường biển bị ảnh hưởng bởi các điều kiện môi trường bao gồm các điều kiện thời tiết, độ mặn và mức độ ô nhiễm của nước biển, sự tồn tại của dòng nước sông... Vì vậy, tốc độ ăn mòn phải được xác định bằng cách tham khảo các giá trị ăn mòn trước đây tại các vùng xung quanh và các kết quả khảo sát trong các điều kiện tương tự tại môi trường sử dụng.
5.2.3.3 Tốc độ ăn mòn của thép được xác định bằng cách tham khảo các giá trị được liệt kê trong Bảng B1 Phụ lục B. Tuy nhiên, các giá trị trong bảng B1 là những giá trị trung bình, tốc độ ăn mòn thực tế có thể vượt quá những giá trị đó phụ thuộc vào các điều kiện môi trường sử dụng vật liệu thép. Vì vậy, khi xác định tốc độ ăn mòn của thép, cần tham khảo các kết quả khảo sát ăn mòn trong các điều kiện môi trường làm việc cụ thể của từng công trình. Lưu ý các giá trị trong Bảng B1 chỉ thể hiện tốc độ ăn mòn xảy ra trên một mặt của kết cấu thép. Vì vậy, khi hai mặt của kết cấu thép bị ăn mòn, cần tính tổng tốc độ ăn mòn của chúng trên cơ sở sử dụng các giá trị trong Bảng B1.
5.2.4 Các yếu tố ảnh hưởng đến ăn mòn cọc thép trong môi trường biển
Các yếu tố ảnh hưởng đến ăn mòn cọc thép trong môi trường biển bao gồm ảnh hưởng của nước biển, ảnh hưởng của vật liệu, và các yếu tố khác. Để biết chi tiết hơn tham khảo E1 phụ lục E.
5.3 Ăn mòn cọc thép trong môi trường đất xa biển
5.3.1 Các yếu tố ảnh hưởng đến ăn mòn thép trong môi trường đất
Các yếu tố ảnh hưởng đến tốc độ ăn mòn của cọc thép trong đất có thể tính đến thành phần của đất, nồng độ ôxy và nước trong đất, điện trở xuất của đất và các yếu tố khác như sự tồn tại của vi sinh, dòng điện tạp tán .... Xem Bảng E2 Phụ lục E.
5.3.2 Tốc độ ăn mòn thép trong môi trường đất xa biển
5.3.2.1 Tốc độ ăn mòn thép trong đất tự nhiên là một quá trình phức tạp và cần có thử nghiệm phơi mẫu lâu năm để xác định chính xác.
5.3.2.2 Môi trường đất bị ô nhiễm do nhiều nguyên nhân khác nhau gây ra như nước thải công nghiệp, ô nhiễm hóa chất, do đó quan hệ định lượng giữa ô nhiễm và tốc độ ăn mòn thép khó có thể xác định được. Tốc độ ăn mòn cọc thép trong các trường hợp đó phải được khảo sát, đánh giá cho từng công trình cụ thể.
5.3.2.3 Môi trường đất phèn chua có chứa hàm lượng pyrit cao, chúng được xem là trung tính khi không bị ngập nước và tiếp xúc với ôxy. Độ pH của đất loại này sẽ giảm đáng kể khi pyrit tiếp xúc với ôxy và nước tạo ra axit sulphuric và có khả năng gây ra tốc độ ăn mòn cao. Tốc độ ăn mòn thép trong loại đất này chưa rõ ràng và vẫn còn phải tiếp tục nghiên cứu.
5.4 Ăn mòn cọc thép trong các môi trường khác
5.4.1 Môi trường không khí xa biển
5.4.1.1 Mức độ ăn mòn thép trong không khí chênh lệch đáng kể phụ thuộc vào từng vùng khác nhau. Tốc độ ăn mòn tăng do các yếu tố sau:
- Độ ẩm tương đối tăng;
- Xuất hiện sự ngưng tụ nước (khi nhiệt độ trên bề mặt thép bằng hoặc thấp hơn điểm đọng sương);
- Lượng các thành phần ô nhiễm trong không khí tăng (Thành phần ô nhiễm gây ăn mòn chủ yếu là hàm lượng Clo và SO2 trong không khí chúng sẽ phản ứng với thép và tạo thành lớp lắng đọng trên bề mặt);
- Nhiệt độ không khí tăng.
5.4.1.2 Nhiệt độ không khí, độ ẩm tương đối và clorua lắng đọng trong không khí khác nhau theo từng vùng.
5.4.1.3 Phân loại mức độ ăn mòn và tốc độ ăn mòn của thép trong không khí xem Phụ lục D.
5.4.2 Môi trường sông
5.4.2.1 Môi trường nước ngọt, nước lợ hay nước mặn ảnh hưởng khác nhau đến tốc độ ăn mòn của cọc thép. Mức độ ăn mòn còn bị ảnh hưởng của độ pH, hàm lượng ôxy hòa tan, nhiệt độ, dòng chảy và hàm lượng các muối hòa tan trong nước sông.
5.4.2.2 Phân vùng ăn mòn trong môi trường sông
Môi trường sông gồm vùng xa biển không hoặc ít chịu ảnh hưởng của thủy triều và vùng cửa sông thường xuyên chịu tác động của thủy triều. Vùng xa biển gồm:
- Vùng ngập trong nước là vùng thường xuyên tiếp xúc với nước nằm dưới mực nước thấp thiết kế;
- Vùng dao động là vùng mà tại đó mực nước thay đổi do tác động của tự nhiên hoặc do con người gây ra. Vị trí vùng dao động được xác định từ mực nước thấp thiết kế đến mực nước cao thiết kế. Tại vùng này có tốc độ ăn mòn cao hơn do có sự tác động kết hợp giữa nước và không khí.
Vùng cửa sông gần biển thường xuyên chịu tác động của thủy triều được phân vùng tương tự như với môi trường biển (xem 5.2.2).
5.4.2.3 Tốc độ ăn mòn của cọc thép ở môi trường nước ngọt trong sông không bị ảnh hưởng của thủy triều rất thấp chỉ tương đương với tốc độ ăn mòn trong đất trung tính xa biển.
5.4.2.4 Tại cửa sông nơi có sự xáo trộn của nước mặn và nước ngọt các pin ăn mòn cỡ lớn được hình thành ở biên của dòng xáo trộn đó và ăn mòn theo vùng tăng lên.
6 Nguyên tắc lựa chọn phương pháp chống ăn mòn cho cọc thép
6.1 Phân loại các phương pháp chống ăn mòn
6.1.1 Nguyên tắc cơ bản chống ăn mòn cọc thép
Có 3 nguyên tắc cơ bản để chống ăn mòn cho cọc thép như sau:
6.1.1.1 Nguyên tắc ngăn cách bề mặt thép với môi trường ăn mòn;
6.1.1.2 Nguyên tắc điện hóa;
6.1.1.3 Nguyên tắc tạo môi trường ức chế trên bề mặt thép.
6.1.2 Các phương pháp chống ăn mòn cọc thép
6.1.2.1 Phương pháp chống ăn mòn bằng các lớp sơn/phủ
Các loại sơn/phủ để bảo vệ các cọc thép trong môi trường ăn mòn được chia thành các nhóm như sau:
a) Sơn chống ăn mòn;
b) Lớp phủ hữu cơ (phủ bằng polyethylene, uretan đàn hồi, epoxy siêu dầy, epoxy đóng rắn trong nước);
c) Lớp phủ từ sản phẩm dầu mỏ (petrolatum). Đây là phương pháp kết hợp lớp phủ và ức chế ăn mòn;
d) Lớp phủ vô cơ (lớp bọc bằng kim loại, lớp bọc bằng vữa hoặc bê tông);
Các phương pháp sơn/phủ bảo vệ cọc thép trong 7.1, 7.2.
6.1.2.2 Phương pháp bảo vệ catốt
Bảo vệ catốt dựa trên nguyên lý điện hóa, dòng điện một chiều được cung cấp cho kết cấu thép cần bảo vệ để phân cực chúng thành catốt. Có hai dạng bảo vệ catốt:
- Phương pháp anốt hy sinh;
- Phương pháp dòng điện ngoài.
Việc lựa chọn phương pháp nào cho từng công trình cụ thể phụ thuộc vào nhiều yếu tố như quy mô công trình, môi trường, bảo dưỡng, kinh tế vv.... Chỉ dẫn các phương pháp bảo vệ catốt trong 7.3.
6.1.2.3 Phương pháp bù ăn mòn.
Trong phương pháp bù ăn mòn, một chiều dầy thích hợp của cọc thép được sử dụng để bù vào lượng tiêu hao do ăn mòn trong suốt quá trình khai thác sử dụng. Thông thường phương pháp này chỉ áp dụng cho vùng ngập trong nước ngọt môi trường sông và đất trung tính.
6.2 Lựa chọn các phương pháp chống ăn mòn phù hợp với môi trường
6.2.1 Tổng quan
6.2.1.1 Các phương pháp chống ăn mòn cho cọc thép sẽ khác nhau phụ thuộc vào môi trường và các điều kiện xây dựng của công trình.
6.2.1.2 Khi lựa chọn phương pháp bảo vệ phù hợp nhất cho từng công trình cụ thể và xác định các tiêu chuẩn kỹ thuật cần xem xét các vấn đề sau đây:
a) Các điều kiện môi trường;
b) Phạm vi chống ăn mòn;
c) Tuổi thọ thiết kế;
d) Kế hoạch bảo trì;
e) Các điều kiện thi công;
f) Thời gian thi công;
g) Tình trạng ăn mòn của thép và mức độ xuống cấp của lớp sơn/phủ cũ (với công trình cũ);
h) Các điều kiện thiết kế ban đầu (với công trình cũ);
i) Các yếu tố khác.
6.2.2 Lựa chọn các phương pháp chống ăn mòn cọc thép phù hợp với môi trường biển
6.2.2.1 Có ba phương án lựa chọn từ (A) đến (C) để chống ăn mòn cho cọc thép trong môi trường biển trong Hình 3.
- Phương án (A) sử dụng sơn/phủ cho phần cọc thép từ vùng không khí xuống đến vùng chuyển tiếp (dưới MNTN 1 m) và bảo vệ catốt cho vùng ngập trong nước và trong đất đáy biển;
- Phương án (B) sử dụng sơn/phủ cho phần cọc thép từ vùng không khí đến đáy biển kết hợp với bảo vệ catốt cho vùng ngập trong nước và trong đất đáy biển. Đây là phương pháp bảo vệ hiệu quả và kinh tế nhất;
- Phương án (C) sử dụng sơn/phủ từ vùng không khí xuống tới đất đáy biển 1 m còn phần trong đất sử dụng phương pháp bù ăn mòn. Phương pháp này thường chỉ áp dụng đối với các công trình nằm trong sông xa biển ít chịu tác động của thủy triều và có tính ăn mòn thấp.
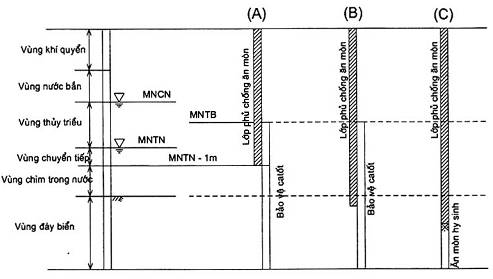
Hình 3 - Các phương án chống ăn mòn cọc thép trong môi trường biển
6.2.2.2 Vùng không khí
Tại vùng không khí, môi trường ăn mòn không khắc nghiệt như các vùng khác và khả năng sửa chữa dễ dàng hơn, do đó khuyến cáo lựa chọn các loại sơn trong môi trường biển có giá thành rẻ hơn và dễ thi công.
6.2.2.3 Vùng thủy triều mở rộng
Vùng thủy triều mở rộng chịu các tác động ăn mòn khắc nghiệt nhất bao gồm vùng nước bắn, vùng thủy triều và vùng chuyển tiếp Hình 1. Tại vùng này nên lựa chọn cùng một phương pháp bảo vệ. Đối với công trình mới, các lớp sơn chống ăn mòn hay các lớp phủ được thực hiện trong nhà máy sẽ có chất lượng tốt hơn với giá thành rẻ hơn so với thực hiện tại hiện trường. Sơn epoxy màng dầy hay sơn epoxy vảy thủy tinh thường được sử dụng khi lựa chọn phương pháp sơn. Các lớp phủ chất lượng cao có chiều dầy trên 2 mm như polyethylene, uretan elastomer, epoxy siêu dầy hay bọc bằng kim loại thường được lựa chọn khi thực hiện trong nhà máy. Đối với các công trình hiện hữu cả cũ lẫn mới, có thể lựa chọn các phương pháp thực hiện ngoài hiện trường như sơn đóng rắn trong nước, các lớp phủ từ sản phẩm dầu mỏ hay bọc bằng bê tông.
6.2.2.4 Vùng chìm trong nước
Các cọc trong vùng chìm trong nước tiếp xúc thường xuyên với nước biển nên phương pháp bảo vệ cũng có đặc thù riêng. Do điều kiện kiểm soát ăn mòn bị hạn chế tầm nhìn nên phương pháp bảo vệ catốt thường được lựa chọn. Bảo vệ catốt có thể áp dụng kết hợp với sơn trong nước biển hoặc không kết hợp với sơn.
6.2.2.5 Vùng đất đáy biển
Phần cọc thép nằm trong đất đất đáy biển thường được chống ăn mòn bằng hệ thống bảo vệ catốt. Bề mặt phía đất đắp của cọc ván thép có tốc độ chậm hơn mặt hướng ra biển, do đó thường áp dụng phương pháp sơn. Tuy nhiên trong các trường hợp đất đắp có tính ăn mòn mạnh thì phải khảo sát trước và có các biện pháp chống ăn mòn thích hợp như bảo vệ catốt.
6.2.2.6 Phạm vi áp dụng của các phương pháp bảo vệ chính được sử dụng trong môi trường biển trong Bảng F1 Phụ lục F.
6.2.3 Lựa chọn phương pháp chống ăn mòn cọc thép môi trường đất khác biển
6.2.3.1 Các cọc thép nằm trong đất xa biển có thể được bảo vệ bằng phương pháp bù ăn mòn (xem 7.4.2)
6.2.3.2 Tại các vùng bị ô nhiễm hay các vùng đất phèn chua cần có những nghiên cứu riêng và các biện pháp chống ăn mòn cũng cần xem xét cụ thể. Các phương pháp sử dụng sơn/phủ vô cơ hoặc/hay cùng với phương pháp bảo vệ catốt có thể được áp dụng.
6.2.3.3 Phạm vi áp dụng các phương pháp chống ăn mòn thường được sử dụng trong môi trường đất xa biển trong Bảng F2 Phụ lục F.
6.2.4 Lựa chọn phương pháp chống ăn mòn cọc thép tại các vùng khác
6.2.4.1 Các cọc thép tiếp xúc với vùng không khí xa biển ít chịu tác động của các yếu tố ăn mòn nên có thể sử dụng các loại sơn phù hợp với từng môi trường.
6.2.4.2 Phân loại môi trường ăn mòn của Không khí theo Phụ lục D.
6.2.4.3 Phạm vi áp dụng các phương pháp chống ăn mòn thường được sử dụng trong các môi trường xa biển trong Bảng F2 Phụ lục F.
6.3 Lựa chọn các phương pháp chống ăn mòn phù hợp với các loại cọc
6.3.1 Lựa chọn phương pháp chống ăn mòn cho cọc ống thép
6.3.1.1 Đối với các cọc ống thép tại các công trình mới, tất cả các phương pháp sơn/phủ đều có thể lựa chọn. Tuy nhiên cần lựa chọn hợp lý cho từng vùng tiếp xúc với môi trường như vùng tiếp xúc với không khí nên chọn các loại sơn có giá thành rẻ hơn, dễ sửa chữa, bảo dưỡng, vùng thủy triều mở rộng nên chọn các loại lớp phủ chất lượng cao có tuổi thọ lâu dài còn vùng ngập trong nước nên xét đến việc kết hợp với phương pháp bảo vệ catốt khi lựa chọn lớp sơn phủ.
6.3.1.2 Đối với các cọc ống thép tại các công trình hiện hữu, việc sửa chữa tại vùng thủy triều mở rộng nên lựa chọn các phương pháp có thể thực hiện tại hiện trường như sơn epoxy đóng rắn trong nước, lớp phủ từ sản phẩm dầu mỏ (petrolatum), phủ bằng bê tông.
6.3.2 Lựa chọn phương pháp chống ăn mòn cho cọc ván thép và cọc ống ván thép
6.3.2.1 Các cọc ván thép và cọc ống ván thép tại các công trình mới thường được phủ bằng bê tông cốt thép từ đỉnh cọc đến mực nước thấp nhất hoặc sâu hơn. Vùng ngập trong nước được bảo vệ catốt kết hợp với hoặc không có lớp sơn bảo vệ. Phần tiếp xúc với đất đắp và đáy bùn có thể sử dụng phương pháp bù ăn mòn.
6.3.2.2 Với các cọc ván thép và cọc ống ván thép cần sửa chữa có thể dùng sơn epoxy đóng rắn trong nước hoặc chỉ cần duy trì hệ thống bảo vệ catốt.
6.3.2.3 Để bảo vệ chống ăn mòn cho các khóa nối của cọc ống ván thép tham khảo Điều 13 TCVN 10317:2014 và Điều 10 TCVN 10318:2014.
6.3.3 Lựa chọn phương pháp chống ăn mòn cho các loại cọc khác
Các loại cọc khác như cọc chữ H, cọc chữ I hay cọc hình hộp ít sử dụng nên sẽ tùy thuộc vào điều kiện công trình cụ thể để đưa ra các biện pháp phù hợp nhất.
7 Các phương pháp chống ăn mòn cho cọc thép
7.1 Các phương pháp sơn/phủ thực hiện trong nhà máy
7.1.1 Phương pháp sơn chống ăn mòn
7.1.1.1 Phương pháp sơn có nhiều ưu điểm so với các phương pháp chống ăn mòn khác bởi chỉ cần thực hiện một quá trình sơn đơn giản. Phương pháp này được sử dụng nhiều để bảo vệ chống ăn mòn cho các kết cấu thép trong tất cả các điều kiện môi trường nhờ vào những tiến bộ về công nghệ chế tạo. Phương pháp sơn được ứng dụng rộng rãi để bảo vệ các cọc thép do các đặc điểm nổi bật như:
• Có thể thi công trên các công trình lớn và có hình dạng phức tạp;
• Công việc thi công ban đầu hoặc sửa chữa đều dễ dàng, hơn nữa có thể san lại nhanh chóng và tương đối đơn giản;
• Có thể thi công trong nhà máy, trong xưởng ngoài công trường hay trên vùng không khí biển của các cọc đã thi công;
• Chiều dầy màng sơn không lớn và có mầu sáng, do đó chúng ta dễ dàng nhận biết cả về khả năng chống ăn mòn và tình trạng lớp sơn;
• Khả năng triển khai dễ dàng bằng cách lựa chọn loại sơn và chiều dầy màng sơn theo điều kiện môi trường;
• Tuổi thọ lớp sơn từ vài năm đến 20 năm phụ thuộc vào hệ sơn với chi phí tương đối thấp.
7.1.1.1.1 Lựa chọn hệ sơn phù hợp với điều kiện môi trường khác nhau theo Phụ lục A, B, C TCVN 8789:2011.
7.1.1.1.2 Phân loại môi trường ăn mòn theo ISO 12944-2.
7.1.1.2 Trong môi trường biển có hai hệ sơn là epoxy mảng dầy và epoxy vảy thủy tinh rất hữu dụng để bảo vệ cọc thép từ vùng không khí đến vùng thủy triều mở rộng và vùng ngập nước, bùn.
7.1.1.3 Hệ sơn epoxy màng dầy sử dụng lớp nhựa epoxy màng dầy có khả năng ngăn chặn các yếu tố ăn mòn của môi trường rất tốt phủ bên ngoài lớp sơn giầu kẽm có khả năng bám dính và chống ăn mòn cao như một lớp lót. Sơn giàu kẽm chứa nhiều bột kẽm có khả năng chống ăn mòn như anốt hy sinh vì chúng bám trên bề mặt thép. Mặc dù hệ sơn này có khả năng bám dính tốt, đặc tính chống ăn mòn cao, kháng hóa chất, không thấm nước nhưng chúng có tính kháng thời tiết kém, dễ bị phấn hóa. Do vậy có thể sử dụng thêm lớp phủ ngoài bằng loại kháng thời tiết nếu cần.
7.1.1.4 Hệ sơn epoxy vảy thủy tinh gồm lớp epoxy giầu kẽm và lớp epoxy vảy thủy tinh. Hệ sơn này có điện trở cao và có khả năng ngăn chặn các yếu tố ăn mòn của môi trường rất tốt. Lớp sơn epoxy vảy thủy tinh chứa 20 % bột thủy tinh trộn với nhựa epoxy lỏng. Chiều dầy một lần sơn từ 200 mm đến 500 mm cho chất lượng cao.
7.1.1.5 Để đảm bảo chất lượng của các hệ sơn trong môi trường biển, yêu cầu làm sạch bề mặt cọc thép phải đạt Sa2½ theo ISO 8501-1. Ví dụ thiết kế lớp sơn môi trường biển tham khảo Phụ lục C.
7.1.1.5.1 Yêu cầu kỹ thuật của sơn giàu kẽm theo TCVN 9012:2011.
7.1.1.5.2 Yêu cầu kỹ thuật của sơn polyuretan theo TCVN 9013:2011.
7.1.1.5.3 Yêu cầu kỹ thuật của sơn epoxy màng dầy và epoxy vảy thủy tinh phụ thuộc vào tuổi thọ yêu cầu của công trình. Nhà thiết kế chống ăn mòn phải đưa ra yêu cầu kỹ thuật của các loại sơn này để đáp ứng tuổi thọ cho công trình cụ thể.
7.1.1.6 Quy trình thi công và nghiệm thu các hệ sơn theo TCVN 8790:2011.
7.1.1.7 Hạng mục kiểm tra sơn trong nhà máy trong bảng 1. Kiểm tra các khuyết tật của lớp sơn sau khi lắp đặt ngoài hiện trường bằng mắt thường.
Bảng 1 - Các yêu cầu kiểm tra sơn tại nhà máy
|
Nội dung kiểm tra |
Thời điểm kiểm tra |
Phương pháp kiểm tra |
Yêu cầu kỹ thuật |
|
|
Lượng sơn sử dụng |
Sau khi sơn |
Số thùng sử dụng |
Theo thiết kế |
|
|
Chiều dày lớp phủ sau khi khô |
Sau khi sơn khô |
Thiết bị đo chiều dầy |
Theo thiết kế |
|
|
Vết rỗ |
Sau khi sơn khô |
Máy kiểm tra vết rỗ |
Không có vết rỗ |
|
|
Bề mặt |
Màu |
Sau khi sơn khô |
Bằng mắt thường |
Phù hợp thiết kế |
|
Khuyết tật |
Gỉ |
Không ảnh hưởng đến chức năng |
||
|
Bong tróc |
||||
|
Phân lớp |
||||
|
Phồng rộp |
||||
|
Xước |
||||
7.1.2 Lớp phủ uretan elastome
7.1.2.1 Lớp phủ được chế tạo trong nhà máy sử dụng màng phủ uretan elastome. Lớp phủ uretan elastome là lớp phủ phẳng được tạo ra từ hai thành phần gồm nhựa polyol và isocyanate. Nhựa uretan có đặc tính khô nhanh ở nhiệt độ thấp, đàn hồi, cứng và đặc biệt có khả năng chịu mài mòn vượt trội và có độ bền cao.
7.1.2.2 Lớp phủ uretan elastome được sử dụng chống ăn mòn cho các cọc thép ở khu vực biển và ven biển, chủ yếu ở vùng thủy triều mở rộng. Trong một số trường hợp đặc biệt, lớp phủ này có thể sử dụng trong vùng ngập nước và một phần ngập bùn, khi đó có thể không cần lắp đặt hệ thống bảo vệ catốt.
7.1.2.3 Chiều dài lớp phủ và khu vực được phủ phụ thuộc vào điều kiện sử dụng. Phần không có lớp phủ của các cọc có liên kết với kết cấu bê tông phía trên thường từ 50 mm đến 100 mm xét đến việc chống ăn mòn và liên kết với bê tông.
7.1.2.4 Chiều dầy lớp phủ uretan elastome tối thiểu là 3,5 mm. Đây là giá trị thiết kế để duy trì khả năng chống ăn mòn trong trường hợp có các hư hỏng nhỏ xảy ra trong quá trình thi công và cho phép chịu mài mòn do tia cực tím trong quá trình sử dụng.
7.1.2.5 Để đảm bảo chất lượng của lớp phủ uretan elastome, yêu cầu làm sạch bề mặt cọc thép phải đạt Sa2½ theo ISO 8501-1 trước khi thi công lớp lót. Lớp lót là một quá trình gia công bề mặt trung gian đặc biệt nhằm tăng khả năng chống ăn mòn và phải sử dụng một lớp lót có khả năng dính bám vượt trội khi phủ bằng uretan đàn hồi. Thi công lớp phủ urethan đàn hồi được thực hiện trong nhà máy trên dây chuyền chuyên dụng. Các yêu cầu kiểm tra lớp phủ uretan elastome trong Bảng 2.
7.1.2.6 Yêu cầu kỹ thuật của lớp phủ uretan elastome phụ thuộc vào tuổi thọ yêu cầu của công trình. Nhà thiết kế chống ăn mòn phải đưa ra quy định để đáp ứng tuổi thọ cho công trình cụ thể.
Bảng 2 - Các yêu cầu kiểm tra đối với lớp phủ chất lượng cao (uretan elastomer)
|
Nội dung kiểm tra |
Thời điểm kiểm tra |
Phương pháp kiểm tra |
Yêu cầu kỹ thuật |
|
|
Chiều dầy lớp phủ sau khi khô |
Sau khi khô |
Thiết bị kiểm tra độ dầy |
Theo thiết kế |
|
|
Vết rỗ |
Sau khi khô |
Máy kiểm tra rỗ |
Không có vết rỗ |
|
|
Bề mặt |
Màu |
Sau khi khô |
Bằng mắt thường |
Phù hợp thiết kế |
|
Khuyết tật |
Gỉ |
Không ảnh hưởng đến chức năng |
||
|
Bong tróc |
||||
|
Phân lớp |
||||
|
Phồng rộp |
||||
|
Xước |
||||
7.1.3 Lớp phủ epoxy siêu dầy
7.1.3.1 Lớp phủ epoxy siêu dầy là lớp bọc hai thành phần gồm keo epoxy và hợp chất amine, chiều dầy 1 mm đến 3 mm có được với số lần sơn ít. Đặc trưng chống ăn mòn được thể hiện qua việc hình thành lớp màng đàn hồi, chịu nước biển, chịu mài mòn và chịu hóa chất rất tốt nhờ đặc tính của epoxy. Lớp phủ ngoài cùng chịu thời tiết được sử dụng khi cọc phơi ngoài không khí sẽ điều chỉnh được mầu sắc, đảm bảo thẩm mỹ của công trình.
7.1.3.2 Khác với các loại sơn epoxy thông thường dùng với mục đích chịu hóa chất cho các bể chứa, nhà máy hóa chất, lớp phủ epoxy siêu dầy được phát triển để chống ăn mòn cho các cọc thép vùng thủy triều mở rộng là chủ yếu. Trong một số trường hợp đặc biệt có thể dùng cho phần ngập nước và một phần trong bùn.
7.1.3.3 Lớp phủ epoxy siêu dầy được sử dụng cùng lớp sơn lót hữu cơ giàu kẽm. Nếu yêu cầu chịu thời tiết và thẩm mỹ vùng phơi ngoài không khí có thể sử dụng lớp sơn chịu thời tiết ngoài cùng. Ví dụ thiết kế lớp phủ epoxy siêu dầy trong Phụ lục C.
7.1.3.4 Để đảm bảo chất lượng của lớp phủ epoxy siêu dầy, yêu cầu làm sạch bề mặt cọc thép phải đạt Sa2½ theo ISO 8501-1. Thi công lớp phủ trong nhà máy hoặc xưởng có mái che và phải thực hiện theo đúng hướng dẫn của nhà cung cấp. Các chỉ tiêu cần kiểm tra để đảm bảo chất lượng lớp phủ epoxy siêu dầy trong nhà máy ở Bảng 3.
7.1.3.4.1 Yêu cầu kỹ thuật của sơn giàu kẽm theo TCVN 9012:2011.
7.1.3.4.2 Yêu cầu kỹ thuật của sơn polyuretan theo TCVN 9013:2011
7.1.3.4.3 Yêu cầu kỹ thuật của lớp phủ epoxy siêu dầy phụ thuộc vào tuổi thọ yêu cầu của công trình. Nhà thiết kế chống ăn mòn phải đưa ra quy định để đáp ứng tuổi thọ cho công trình cụ thể.
Bảng 3 - Các chỉ tiêu kiểm tra lớp phủ epoxy siêu dầy
|
Nội dung kiểm tra |
Thời điểm kiểm tra |
Phương pháp kiểm tra |
Yêu cầu kỹ thuật |
|
|
Lượng sơn sử dụng |
Sau khi sơn |
Số thùng sử dụng |
Theo thiết kế |
|
|
Chiều dầy lớp phủ khô |
Sau khi sơn khô |
Thiết bị đo chiều dầy |
Theo thiết kế |
|
|
Vết rỗ |
Sau khi sơn khô |
Máy kiểm tra rỗ |
Không có vết rỗ |
|
|
Bề mặt |
Màu |
Sau khi sơn khô |
Bằng mắt thường |
Phù hợp với thiết kế |
|
Khuyết tật |
Gỉ |
Không ảnh hưởng đến chức năng |
||
|
Bong tróc |
||||
|
Phân lớp |
||||
|
Phồng rộp |
||||
|
Xước |
||||
7.1.4 Lớp bọc bằng kim loại
7.1.4.1 Phương pháp bọc kim loại sử dụng một lớp kim loại chịu ăn mòn để bao bọc quanh cọc ống thép. Ngoài tăng độ bền cơ học, lớp bọc kim loại còn có độ bền chống va đập, chịu mài mòn và tuổi thọ cao hơn so với các lớp phủ bảo vệ khác. Lớp bọc kim loại có chi phí ban đầu cao, tuy nhiên đối với các công trình yêu cầu tuổi thọ lâu dài thì chi phí cho cả vòng đời sẽ hợp lý vì độ bền cao và không mất chi phí cho bảo trì, bảo dưỡng trong quá trình khai thác, sử dụng.
7.1.4.2 Kim loại sử dụng để làm lớp bọc là thép không gỉ chịu nước biển. Lớp bọc kim loại được hàn trực tiếp vào cọc thép cần bảo vệ. Do các kim loại khác nhau được hàn với nhau nên vật liệu hàn chuyên dụng được sử dụng cho từng phương pháp hàn.
7.1.4.3 Titan có khả năng chống ăn mòn hoàn hảo trong môi trường tự nhiên cũng được sử dụng làm lớp bọc chống ăn mòn cho cọc thép. Titan có khả năng rất tốt về chống ăn mòn điểm, ăn mòn khe và nứt do ăn mòn ứng suất. Titan thương mại sạch theo JIS H 4600:2012 hoặc tương đương được lựa chọn khi yêu cầu chống ăn mòn cao. Lớp bọc titan là thép tấm gắn lớp titan trong quá trình cán nóng, lớp bọc này được hàn với cọc thép cần bảo vệ.
7.1.4.4 Phương pháp bọc kim loại thường được thực hiện trong nhà máy cho các cọc thép mới. Lớp bọc này áp dụng cho vùng thủy triều mở rộng. Vì thành phần lớp bọc khác với cọc thép nên hình thành cặp pin ăn mòn, do vậy khi áp dụng phương pháp này cần đảm bảo chắc chắn mối hàn được bảo vệ chống ăn mòn bằng lớp phủ tốt và phải nằm trên vùng nước bắn. Nếu đường hàn nằm dưới nước, cần áp dụng kết hợp với bảo vệ catốt để đảm bảo cọc thép không bị ăn mòn.
7.2 Các phương pháp sơn/phủ thực hiện ngoài hiện trường
7.2.1 Sơn epoxy đóng rắn trong nước
7.2.1.1 Sơn đóng rắn trong nước chủ yếu để bảo vệ chống ăn mòn cho các công trình hiện hữu ở vùng thủy triều mở rộng. Đặc tính của loại sơn này có những ưu điểm như sau:
• Có thể áp dụng tại các công trình lớn và có hình dạng phức tạp;
• Thi công dễ dàng và có thể sửa chữa từng phần của công trình;
• Khả năng chống ăn mòn và thẩm mỹ cao;
• Các lớp phủ nhẹ không gây bất lợi cho công trình;
• Do lớp phủ trực tiếp chống ăn mòn nên có thể dễ dàng đánh giá hiệu quả bằng cách quan sát tình trạng bên ngoài của lớp phủ.
7.2.1.2 Có ba loại vật liệu phủ có khả năng đóng rắn trong nước được ứng dụng để bảo vệ các cọc thép là sơn đóng rắn trong nước, ma tít và sơn đóng rắn trên bề mặt ướt.
a) Sơn đóng rắn trong nước
Sơn epoxy đóng rắn trong nước là hệ sơn trên cơ sở nhựa epoxy sử dụng chất đóng rắn polyamide-amine. Loại sơn này có thể thi công dưới nước bằng bay hay bàn xoa, chúng có tính dính bám nổi trội phù hợp với chức năng chống ăn mòn lâu dài.
b) Ma tít đóng rắn trong nước
Lớp phủ này cũng trên cơ sở nhựa epoxy sử dụng chất đóng rắn polyamide-amine nhưng vật liệu được điều chỉnh dưới dạng ma tít. Thi công lớp phủ này bằng tay, ép vật liệu lên nền thép cần bảo vệ cho đến khi đạt độ dầy yêu cầu khoảng 5 mm. Để tăng cường khả năng bám dính của lớp phủ với kim loại nền và tránh cho vật liệu không bị rơi ra trước khi đóng rắn, có thể hàn thêm lưới thép lên bề mặt cọc thép. Chiều dầy lớp phủ có thể đạt tới vài milimét trong một lần thi công do vậy chu trình thi công chỉ cần một lần. Hơn nữa loại này có thể lấp được vào những chỗ hẹp, vị trí khó sơn.
c) Sơn trên bề mặt ướt
Loại sơn này thường được sử dụng để làm mới hoặc sửa chữa phần kết cấu trên mặt nước của các công trình hiện hữu. Tại vùng này kết cấu thép luôn bị ướt do thủy triều, do sóng nên không thể sử dụng các loại sơn thông thường khác được. Thi công loại sơn này bằng bàn chải hoặc con lăn và có thể bố trí để sau khi thi công xong lớp sơn có thể chìm ngay trong nước mà không bị ảnh hưởng đến chất lượng. Các hạng mục kiểm tra chất lượng sơn ngoài hiện trường trong Bảng 4.
Bảng 4 - Các hạng mục kiểm tra lớp sơn đóng rắn trong nước
|
Hạng mục kiểm tra |
Thời điểm kiểm tra |
Phương pháp kiểm tra |
Yêu cầu kỹ thuật |
|
|
Lượng sơn sử dụng |
Sau khi sơn |
Số thùng sử dụng |
Theo thiết kế |
|
|
Chiều dầy lớp sơn khô |
Sau khi sơn khô |
Thiết bị đo chiều dầy |
Theo thiết kế |
|
|
Vết rỗ |
Sau khi sơn khô |
Máy kiểm tra rỗ |
Không có vết rỗ |
|
|
Bề mặt |
Màu |
Sau khi sơn khô |
Bằng mắt thường |
Phù hợp với thiết kế |
|
Khuyết tật |
Gỉ |
Không ảnh hưởng đến chức năng |
||
|
Bong tróc |
||||
|
Phân lớp |
||||
|
Độ phình |
||||
|
Xước |
||||
7.2.2 Lớp phủ từ sản phẩm dầu mỏ
7.2.2.1 Lớp phủ từ sản phẩm dầu mỏ sử dụng vật liệu chống ăn mòn trên cơ sở dạng sáp từ quá trình lọc dầu kết hợp với nhiều loại vỏ bọc bảo vệ bên ngoài như nhựa, nhựa được gia cường hay vỏ kim loại chống ăn mòn.
7.2.2.2 Lớp phủ từ sản phẩm dầu mỏ là một dạng sáp dầu mỏ được tách ra từ dầu thô qua quá trình chưng cất chân không. Vật liệu này không những có chức năng chống ăn mòn mà còn là vật liệu không hoạt hóa do vậy thể hiện khả năng chống nước biển, axit, kiềm vượt trội.
7.2.2.3 Lớp phủ từ sản phẩm dầu mỏ thường được làm dưới dạng băng quấn hay dạng tấm trong đó lớp sáp là thành phần chính được trộn với chất ức chế ăn mòn, sau đó ngâm tẩm với lớp vải thưa (dạng vải màn) cùng với ma tít làm chất độn kết thành dạng vật liệu như đất sét. Ngoài ra, còn có các dạng như bột nhão hay bảng quấn chứa dạng bột nhão cũng được sử dụng.
7.2.2.4 Lớp phủ từ sản phẩm dầu mỏ có độ bám dính tốt linh động và liên kết chắc chắn vào bề mặt thép. Hơn nữa, vật liệu này duy trì độ nhớt trong thời gian dài, không khô cứng, không bốc hơi và có đặc trưng đẩy nước nên ngăn được hơi ẩm và không khí tiếp xúc với bề mặt thép. Ngoài ra, quá trình gỉ còn bị ngăn chặn do có lớp màng mỏng chống ăn mòn trên bề mặt thép được tạo ra bởi chất ức chế ăn mòn có trong thành phần.
7.2.2.5 Yêu cầu kỹ thuật của vật liệu phủ từ sản phẩm dầu mỏ phụ thuộc vào tuổi thọ yêu cầu của công trình. Nhà thiết kế chống ăn mòn phải đưa ra quy định để đáp ứng tuổi thọ cho công trình cụ thể.
7.2.2.6 Mức độ làm sạch bề mặt thép khi áp dụng lớp bọc từ sản phẩm dầu mỏ không yêu cầu cao. Mức độ làm sạch ST2 theo ISO 8501-1.
7.2.2.7 Các loại vỏ bọc bảo vệ bên ngoài điển hình được sử dụng kết hợp với lớp phủ từ sản phẩm dầu mỏ được thể hiện trong Bảng 5.
Bảng 5 - Chủng loại và đặc trưng của các lớp bọc bảo vệ ngoài cho lớp phủ từ sản phẩm dầu mỏ
|
Loại |
Loại vật liệu |
Đặc trưng |
|
Nhựa được gia cường |
FRP |
- Đây là một loại nhựa polyeste không no có đặc trưng tăng độ cứng theo nhiệt độ được gia cường bằng sợi thủy tinh, có khả năng chịu tác động cao, không dễ dàng bị vỡ nhờ có sợi thủy tinh. Ngoài ra, loại vật liệu này chịu tác động hóa học, chịu thời tiết tốt. - Đối với phương pháp lắp đặt cả 2 loại có gờ bắt bu lông và không có gờ bắt bu lông đều được sử dụng. |
|
FRPP |
- Đây là nhựa polypropylene được gia cường bằng sợi thủy tinh, có tính chịu tác động vượt trội. Hơn nữa, đặc trưng chịu thời tiết tốt. - Bọc bằng FRPP sử dụng phương pháp giống như với bọc FRP. |
|
|
Nhựa |
APC |
- Đây là nhựa acrylic biến tính nhựa vinyl chloride và có khả năng chống va đập và chịu được thời tiết. APC rất linh hoạt do sự biến tính acrylic của một loại nhựa vinyl clorua cứng. - Đối với phương pháp lắp đặt loại có gờ bắt bu lông được sử dụng. |
|
PE |
- Đây là một loại nhựa polyethylene thêm các hạt carbon đen để nâng cao tính chịu thời tiết. Vì vậy, chúng vượt trội về tính chịu hóa học và chịu nước. - Các vỏ bọc được gắn bằng cách hàn và được áp dụng loại không gờ bắt bu lông. |
|
|
Kim loại chống ăn mòn |
Titan |
- Không có ăn mòn xuất hiện trên titan cả ở trong môi trường biển. Titan luôn luôn có đặc trưng chịu tác động tốt, cường độ tương đương thép. Hơn nữa, titan có độ bền cao, trọng lượng nhẹ chỉ bằng 3/5 thép. - Phương pháp cho cả loại có gờ bắt bu lông và không có gờ bắt bu lông, loại ống bọc, loại hàn đều dùng được vỏ bọc titan. |
|
Thép không gỉ chịu nước biển |
- Thép chịu nước biển gồm thép không gỉ với thép chịu ăn mòn thông thường được gia cường bằng cách thêm thành phần Cr, Mo, và Ni. Loại thép này chịu va đập tốt, cường độ bằng với thép thường. - Loại có gờ bắt bu lông thường được sử dụng. |
7.2.3 Lớp phủ vữa bê tông
7.2.3.1 Lớp phủ vữa bê tông là một phương pháp bảo vệ chống ăn mòn cho cọc thép sử dụng lớp vữa bê tông bọc ngoài kết cấu thép kết hợp với hoặc không có lớp bọc bên ngoài. Vữa bê tông duy trì môi trường kiềm trên bề mặt của thép cần bảo vệ đồng thời ngăn cách bề mặt thép với môi trường ăn mòn tạo ra một lớp bảo vệ rất hiệu quả.
7.2.3.2 Lớp phủ vữa bê tông thường được sử dụng để bảo vệ các cọc thép ở vùng thủy triều mở rộng. Chiều dầy lớp phủ có thể từ 5 cm đến 15 cm phụ thuộc vào môi trường. Chiều dày trên 10 cm là cần thiết cho môi trường ăn mòn khắc nghiệt. Lớp phủ vữa bê tông thường xuất hiện vết nứt, do đó cần sử dụng bê tông cốt thép để duy trì chức năng chống ăn mòn trong trường hợp không có lớp bọc bên ngoài.
7.2.3.3 Vữa hoặc bê tông phải được lấp vào tất cả các góc của bề mặt thép và duy trì môi trường kiềm đồng đều trên bề mặt trong thời gian dài để ngăn chặn vật liệu ăn mòn xâm nhập. Khả năng lấp đầy khe hở, chống phân tách vật liệu, chịu nứt và bền được xem xét khi lựa chọn loại vữa hoặc bê tông thích hợp.
7.2.3.4 Trong trường hợp vị trí vữa hoặc bê tông được bơm từ phần thấp nhất, để giảm phân tách vật liệu, phải đảm bảo khả năng chèn lấp (nhìn chung được đánh giá theo độ sụt của vữa hoặc bê tông). Trong trường hợp vữa hoặc bê tông rơi tự do từ độ cao 50 cm hoặc ít hơn, cần phải lựa chọn loại vữa hoặc bê tông với phụ gia không tách nước.
7.2.3.5 Đối với độ bền, ảnh hưởng của vữa hoặc bê tông đến chống ăn mòn có thể duy trì một cách tốt nhất khi không có vết nứt lớn, các nguồn cung cấp ôxy bị ngăn chặn, không cho nồng độ ion Cl- trên bề mặt thép cao. Tuy nhiên, phải ngăn chặn nứt của vữa hoặc bê tông bằng cách dùng vữa hoặc bê tông đặc để duy trì hiệu quả chống ăn mòn trong suốt thời gian khai thác của kết cấu. Lựa chọn bê tông cho lớp phủ cần tuân theo TCVN 4116:1985 và TCVN 9346:2012.
7.3 Phương pháp bảo vệ catốt
7.3.1 Phạm vi áp dụng phương pháp bảo vệ catốt
7.3.1.1 Phạm vi áp dụng phương pháp bảo vệ catốt về nguyên tắc có tác dụng chống ăn mòn cho vùng chìm trong nước và đất đáy biển.
7.3.1.2 Vùng thủy triều mở rộng phía trên phải được bảo vệ bằng phương pháp sơn/phủ phù hợp. Tuy nhiên phương pháp bảo vệ catốt vẫn có tác dụng đến vùng này với mức độ bảo vệ ít hơn phụ thuộc vào thời gian ngập trong nước. Hiệu quả bảo vệ chống ăn mòn của hệ thống bảo vệ catốt cho vùng mực nước lên xuống trong Bảng 6.
Bảng 6 - Hiệu quả bảo vệ của phương pháp bảo vệ catốt với thời gian ngập nước
|
Tỷ lệ thời gian ngập nước % |
Hiệu quả bảo vệ % |
|
Dưới 40 |
Dưới 40 |
|
Từ 40 đến 80 |
Từ 40 đến 60 |
|
Từ 80 đến 100 |
Từ 60 đến 90 |
|
100 |
Trên 90 |
7.3.1.3 Hiệu quả bảo vệ của hệ thống bảo vệ catốt thường được xác định trên 90 % cho vùng chìm trong nước.
7.3.1.4 Bảo vệ catốt có hai phương pháp: anốt hy sinh và bằng dòng điện ngoài. Để lựa chọn phương pháp hợp lý cho công trình cụ thể phải xem xét các vấn đề như điều kiện môi trường, quy mô công trình, khả năng bảo trì, bảo dưỡng, nguồn điện cung cấp, vốn đầu tư ban đầu.
7.3.2 Bảo vệ catốt bằng anốt hy sinh
7.3.2.1 Phương pháp bảo vệ catốt bằng anốt hy sinh bằng cách gắn kim loại có điện thế thấp hơn (anốt hy sinh) như hợp kim hệ nhôm, kẽm, magiê vào kết cấu thép cần bảo vệ chống ăn mòn. Bố trí tổng quan về phương pháp bảo vệ catốt bằng anốt hy sinh trong Hình 4.
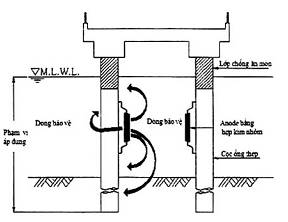
Hình 4 - Bố trí tổng quan phương pháp bảo vệ catốt bằng anốt hy sinh
7.3.2.2 Các vấn đề liên quan đến thiết kế, lắp đặt, kiểm tra hệ thống bảo vệ catốt bằng anốt hy sinh quy định trong TCVN 10264:2014.
7.3.2.3 Các vấn đề liên quan đến yêu cầu kỹ thuật của anốt hy sinh và phương pháp thử quy định trong TCVN 10263:2014.
7.3.3 Bảo vệ catốt bằng dòng điện ngoài
7.3.2.1 Đối với phương pháp bảo vệ catốt bằng dòng điện ngoài, dòng điện bảo vệ được lấy từ nguồn điện qua máy biến áp chỉnh lưu đến các anốt trơ rồi theo môi trường nước hay đất đến bề mặt thép cần bảo vệ. Các anốt trơ được nối với cực dương của máy biến áp/chỉnh lưu còn kết cấu thép cần bảo vệ chống ăn mòn nối với cực âm. Sơ đồ bố trí tổng quan của phương pháp bảo vệ bằng dòng điện ngoài trong Hình 5.
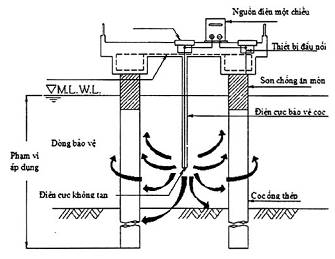
Hình 5 - Sơ đồ bố trí tổng quan phương pháp bảo vệ catốt bằng dòng điện ngoài
7.3.2.2 Các vấn đề liên quan đến thiết kế, lắp đặt, kiểm tra và an toàn khi sử dụng phương pháp bảo vệ catốt bằng dòng điện ngoài quy định trong TCVN 10264:2014.
7.4 Phương pháp bù ăn mòn
7.4.1 Bù ăn mòn trong môi trường biển
Trong vùng dao động thủy triều và vùng ngập nước, có thể xảy ra hiện tượng ăn mòn tập trung phụ thuộc vào điều kiện môi trường. Vì vậy, về nguyên tắc, không được coi việc tăng độ dầy như là một phương pháp chống ăn mòn cho kết cấu thép. Trong trường hợp các kết cấu tạm thời, có thể chấp nhận phương pháp bù ăn mòn (xét đến chiều dầy hy sinh) là phương pháp chống ăn mòn.
7.4.2 Bù ăn mòn trong môi trường đất
Trong môi trường đất có tính ăn mòn không cao (thường là đất trung tính), phương pháp bù ăn mòn có thể được áp dụng như một phương pháp chống ăn mòn hiệu quả và kinh tế. Xem xét vấn đề giảm chiều dầy của các cọc thép do ăn mòn, khuyến cáo sử dụng bù ăn mòn 2 mm cho 100 năm trong các trường hợp thông thường đối với cọc thép thường xuyên ngập trong nước ngọt và trong đất, nơi chúng không bị ảnh hưởng bởi nước biển hay nước công nghiệp ô nhiễm, và không cần có thử nghiệm ăn mòn cũng như không cần lớp phủ bảo vệ.
Khi cọc thép bị ảnh hưởng bởi các yếu tố trên, hay khi chúng là đối tượng trong môi trường thay đổi thường xuyên khô, ướt thì cần phải được sơn/phủ hợp lý.
Phụ lục A
(quy định)
Kiểm soát bảo trì hệ thống chống ăn mòn cho cọc thép
A.1 Kiểm soát bảo trì các lớp sơn/phủ
A.1.1 Quy định bảo trì các lớp sơn/phủ
Các lớp phủ phải được bảo trì đúng theo kế hoạch bảo trì để đảm bảo hiệu quả chống ăn mòn cho các cọc thép. Việc bảo trì các lớp phủ tuân theo sơ đồ trong Hình A.1.
A.1.2 Xem xét và kiểm tra các lớp sơn/phủ
Phải kiểm tra thường xuyên tình trạng hư hỏng của lớp sơn/phủ theo thời gian và hư hỏng do va chạm của các vật trôi nổi hay tầu thuyền để đánh giá những vấn đề bất thường.
Kiểm tra định kỳ tình trạng các lớp sơn/phủ bằng cách quan sát kết cấu. Tại vùng dao động thủy triều thường bị bao bọc bởi lớp sinh vật biển. Việc quan sát sau khi loại bỏ một phần lớp hàu, hà sẽ thu được số liệu kiểm tra chính xác hơn.
Chu kỳ kiểm tra chi tiết các lớp sơn/phủ khác nhau phụ thuộc vào loại công trình, mức độ quan trọng và chủng loại lớp sơn/phủ sao cho khoảng cách kiểm tra phải phù hợp với quy định trong kế hoạch bảo trì. Chu kỳ kiểm tra chi tiết thông thường phải tiến hành 5 năm một lần.
Kiểm tra chi tiết nên tiến hành trên toàn bộ cọc ống thép và cọc ván thép. Nếu điều kiện không cho phép, tiến hành kiểm tra bằng cách chọn một số vị trí đại diện nhất cho công trình. Thông thường, lựa chọn vị trí kiểm tra cách nhau 20 m - 30 m dọc theo kết cấu và ít nhất mỗi trụ một vị trí kiểm tra đối với cầu dẫn.
Kiểm tra chi tiết phải bao gồm bề mặt sơn/phủ trên toàn bộ vùng thủy triều mở rộng. Đối với cọc ống thép mỗi cọc là một vị trí kiểm tra. Với cọc ván thép mỗi vị trí kiểm tra gồm đáy trong, đáy ngoài và mặt cạnh được cạo sạch hàu hà đến hết vùng chuyển tiếp. Việc cạo lớp hàu hà phải được thực hiện rất thận trọng để không làm xước lớp sơn/phủ.
Việc quan sát phải tập trung vào sự xuống cấp của lớp sơn/phủ. Các vị trí đại diện và vị trí xuống cấp phải được chụp ảnh. Các dạng xuống cấp phụ thuộc vào chủng loại lớp sơn/phủ. Tuy nhiên, có thể thấy các dạng xuống cấp như sau:
- Với lớp sơn: Phồng rộp, nứt, bong tróc, gỉ.
- Với lớp phủ hữu cơ: Bong mảng hay các vết nứt nhỏ
- Với lớp phủ từ sản phẩm dầu mỏ: Bong lớp vỏ bảo vệ, các vết nứt, móp méo, bất thường ở các bu lông, băng quấn, các đầu bịt và các tấm đỡ.
- Với lớp phủ vữa, bê tông: Bong mảng, các vết nứt nhỏ, rơi vỡ.
- Với lớp phủ kim loại: Xuất hiện gỉ.
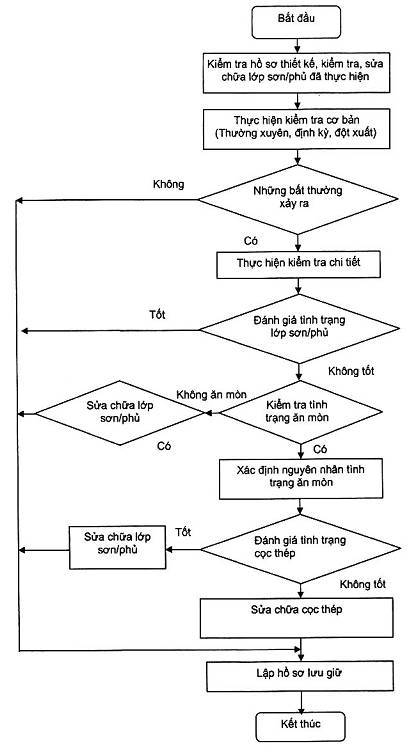
Hình A.1 - Sơ đồ bảo trì các lớp sơn/phủ
A.2 Kiểm soát bảo trì hệ thống bảo vệ catốt
A.2.1 Quy định bảo trì hệ thống bảo vệ catốt
Các hệ thống bảo vệ catốt phải được bảo trì đúng theo kế hoạch bảo trì để đảm bảo hiệu quả chống ăn mòn cho các cọc thép. Việc bảo trì hệ thống bảo vệ catốt phải tuân theo sơ đồ trong Hình A.2.
A.2.2 Kiểm tra hệ thống bảo vệ catốt bằng anốt hy sinh
Để bảo trì hệ thống bảo vệ catốt bằng anốt hy sinh cần kiểm tra các hạng mục sau:
- Đo điện thế bảo vệ của công trình. Điện thế bảo vệ của công trình được đo bằng vôn kế có trở kháng lớn trên 10 MΩ và điện cực so sánh Ag/AgCl/trong nước biển. Giá trị điện thế đo được phải âm hơn - 800 mV.
- Kiểm tra các anốt. Kiểm tra tình trạng các mối hàn anốt vào công trình, dòng phát của các anốt (nếu có thể) và mức độ tiêu hao thực tế.
- Kiểm tra hiệu quả bảo vệ thông qua mẫu đối chứng (nếu lắp đặt mẫu đối chứng). Tháo các mẫu đối chứng đã lắp đặt, làm sạch và kiểm tra khối lượng của các mẫu có bảo vệ và không bảo vệ để đánh giá tốc độ ăn mòn, hiệu quả bảo vệ.
- Kiểm tra môi trường. Môi trường bao quanh kết cấu nên được kiểm tra để dự đoán tuổi thọ còn lại của các anốt một cách chính xác hơn.
A.2.3 Kiểm tra hệ thống bảo vệ catốt bằng dòng điện ngoài
Ngoài các hạng mục kiểm tra như đối với anốt hy sinh, hệ thống bảo vệ catốt bằng dòng điện ngoài còn phải kiểm tra thêm các hạng mục sau:
- Kiểm tra nguồn điện cung cấp cho hệ thống. Nguồn điện phải ổn định và liên tục.
- Kiểm tra tình trạng máy biến áp/chỉnh lưu. Máy phải làm việc ổn định, không có tiếng ồn, không có mùi khét. Kiểm tra các đồng hồ đo (kiểm định lại nếu cần), các đầu nối dây và dầu làm mát (nếu có). Kiểm tra nhiệt độ máy, bộ phận chỉnh lưu, các công tắc chuyển mạch vv....
- Kiểm tra hệ thống dây dương từ cực dương của máy tới các anốt trơ và hệ thống dây âm từ cực âm của máy đến kết cấu cần bảo vệ. Đo dòng phát qua các đường dây bằng ampe kìm. So sánh số liệu đo được với các số liệu cũ để phát hiện các bất thường nếu có.
- Kiểm tra các hộp nối dây dương và dây âm. Kiểm tra độ kín khít của các hộp nối, các đầu nối dây, các thiết bị đo dòng điện nếu có.
- Kiểm tra hệ thống kiểm tra, điều khiển. Hệ thống bảo vệ catốt bằng dòng điện ngoài thường lắp đặt hệ thống kiểm tra cố định và đôi khi sử dụng để lấy tín hiệu cho hệ điều khiển tự động. Trong các trường hợp đó, cần kiểm tra độ chính xác của các điện cực so sánh được lắp cố định bằng cách so với điện cực cầm tay. Nếu số liệu chênh lệch nhiều phải có các biện pháp thay thế kịp thời.
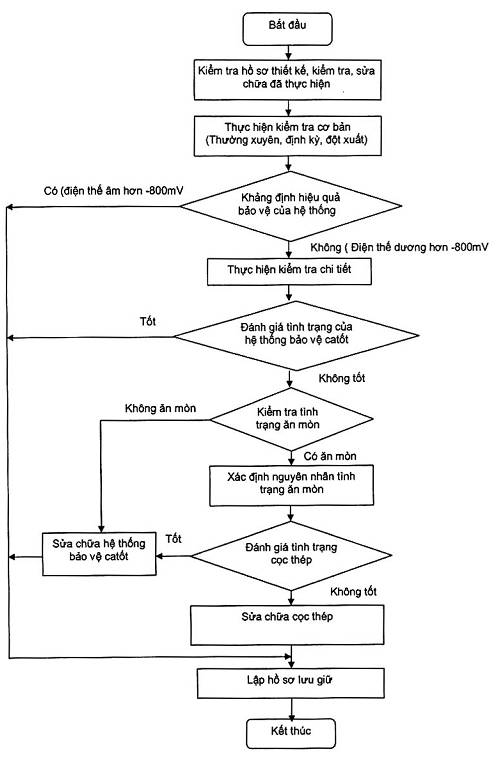
Hình A.2. Sơ đồ bảo trì hệ thống bảo vệ catốt
Phụ lục B
(tham khảo)
Tốc độ ăn mòn của thép trong môi trường biển
Bảng B1 - Các giá trị tham khảo tốc độ ăn mòn thép môi trường biển
|
Môi trường ăn mòn |
Tốc độ ăn mòn (mm/năm) |
|
|
Phía biển |
Mực nước cao hoặc cao hơn |
0,3 |
|
Mực nước cao đến Mực nước thấp -1 m |
0,1 - 0,3 |
|
|
Mực nước thấp -1 m đến Đáy biển |
0,1 - 0,2 |
|
|
Đất đáy biển |
0,03 |
|
|
Phía đất liền |
Trên mặt đất và phơi ra không khí |
0,1 |
|
Dưới đất (Từ mức nước dư trở lên) |
0,03 |
|
|
Dưới đất (Từ mức nước dư trở xuống) |
0,02 |
|
Các giá trị đối với “Mực nước cao hoặc cao hơn” trong Bảng B1 chỉ ra tốc độ ăn mòn ngay trên mực nước cao. Tốc độ ăn mòn vùng thủy triều mở rộng và vùng hoàn toàn chìm trong nước biển phải được xác định bằng cách tham khảo tốc độ ăn mòn thực tế theo các tính chất của nước biển xung quanh kết cấu. Các cuộc khảo sát ăn mòn trước đây đã chỉ ra rằng tốc độ ăn mòn khác nhau tùy thuộc vào các tính chất của nước biển và độ sâu của nó. Các giá trị trong Bảng B1 được liệt kê như các số liệu tham khảo có phạm vi biến động. Nói chung, ăn mòn trong vùng thủy triều mở rộng nên được chọn tách biệt với ăn mòn trong vùng ngập nước do có sự khác biệt về các điều kiện môi trường. Ranh giới hợp lý giữa chúng là vùng chuyển tiếp (nên trong khoảng 1,0 m dưới mực nước thấp). Trong các trường hợp ăn mòn tập trung, tốc độ ăn mòn lớn hơn rất nhiều so với các giá trị được liệt kê trong Bảng B1, và do đó các giá trị này không được áp dụng đối với những trường hợp đó.
Phụ lục C
(tham khảo)
Mẫu tham khảo thiết kế các hệ sơn điển hình
Bảng C.1 - Ví dụ thiết kế các hệ sơn thường sử dụng trong môi trường biển
|
Hạng mục |
Yêu cầu thiết kế |
Chiều dầy lớp sơn |
|||
|
Vùng thủy triều mở rộng |
Vùng không khí biển |
||||
|
Làm sạch bề mặt |
Phun cát hoặc hạt mài: Sa 2½ hoặc hơn theo ISO 8501-1 Gia công bằng dụng cụ điện: SSPC-SP11a,b |
|
|
||
|
Hệ sơn epoxy màng dầy |
Sơn lót |
Sơn giàu kẽm |
75 |
75 |
|
|
Lớp sơn chống ăn mòn |
Epoxy màng dầy |
480 |
200 |
||
|
Lớp chịu thời tiết |
Lớp giữa |
Polyuretan |
|
30 |
|
|
Lớp ngoài cùng |
Polyuretan |
|
25 |
||
|
Tổng chiều dầy |
|
555 |
330 |
||
|
Hệ sơn epoxy vảy thủy tinh |
Lớp sơn lót |
Sơn giàu kẽm |
20 |
20 |
|
|
Lớp phủ keo chống ăn mòn |
Sơn epoxy vảy thủy tinh |
800 |
500 |
||
|
Lớp chịu thời tiết |
Lớp giữa |
Polyuretan |
|
30 |
|
|
Lớp ngoài cùng |
Polyuretan |
|
25 |
||
|
Tổng chiều dầy |
|
820 |
575 |
||
CHÚ THÍCH 1:
a SSPC SP11, Power Tool Cleaning to bare Metal - Làm sg BảSPC SP11, Power Tool Cleaning to bare Metal - L
b SSPC - (The Society for Protective Coatings) Hiệp hội sơn/phủ bảo vệ của Mỹ.
CHÚ THÍCH 2:
Tuổi thọ của các lớp sơn này đạt được 20 năm tại Nhật Bản.
Bảng C.2 - Ví dụ thiết kế cho lớp phủ epoxy siêu dầy
|
Hạng mục |
Vật liệu lớp phủ/Quy trình thi công |
Chiều dầy sơn phủ (mm) |
|||
|
Vùng thủy triều mở rộng |
Vùng không khí biển |
||||
|
Chuẩn bị bề mặt |
Sa 2½ hoặc hơn theo ISO 8501-1 SSPC-SP11 a, b |
|
|
||
|
Lớp phủ |
Lớp lót |
Sơn giàu kẽm |
20 |
20 |
|
|
Lớp phủ siêu dầy |
Epoxy siêu dầy |
2500 |
1250 |
||
|
Chịu thời tiết |
Lớp giữa |
Polyuretan |
|
30 |
|
|
Lớp ngoài cùng |
Polyuretan |
|
25 |
||
|
Tổng chiều dầy phủ |
|
2520 |
1325 |
||
CHÚ THÍCH 1:
a SSPC SP11, Power Tool Cleaning to bare Metal - Làm sạch bề mặt bằng dụng cụ điện đến mức kim loại trần.
b SSPC - (The Society for Protective Coatings) Hiệp hội sơn/phủ bảo vệ của Mỹ.
CHÚ THÍCH 2:
Tuổi thọ của các lớp phủ này đạt được 30 năm tại Nhật Bản.
Phụ lục D
(tham khảo)
Phân loại môi trường không khí liên quan đến dự đoán mức độ ăn mòn
Bảng D.1 - Phân loại môi trường không khí liên quan đến dự đoán mức độ ăn mòn
|
Phân loại ăn mòn |
Mức độ ăn mòn |
Tốc độ ăn mòn thép cabon thấp trong năm đầu phơi mẫu |
Ví dụ về loại môi trường |
|
C1 |
Rất thấp |
≤ 10 g/(m2.năm) ≤ 1.3 mm/năm |
Vùng khô hoặc lạnh, môi trường không khí rất ít bị ô nhiễm và thời gian ướt rất thấp |
|
C2 |
Thấp |
Từ 10 g/(m2.năm) đến 200 g/(m2.năm) Từ 1,3 mm/năm đến 25 mm/năm |
Vùng ôn đới, môi trường không khí bị ô nhiễm thấp (SO2 < 5="">mg/m3). Ví dụ các vùng nông thôn hoặc các thị trấn nhỏ. Vùng khô hoặc lạnh, môi trường không khí có thời gian ướt ngắn. |
|
C3 |
Trung bình |
Từ 201 g/(m2.năm) đến 400 g/(m2.năm) Từ 26 mm/năm đến 50 mm/năm |
Vùng ôn đới, môi trường không khí bị ô nhiễm trung bình (SO2 từ 5 mg/m3 đến 30 mg/m3) hoặc có vài ảnh hưởng của clorua. Ví dụ các vùng đô thị, vùng ven biển có mức độ lắng đọng clorua thấp. Vùng nhiệt đới hoặc cận nhiệt đới, mức độ ô nhiễm không khí thấp (SO2 < 5="">mg/m3). |
|
C4 |
Cao |
Từ 401 g/(m2.năm) đến 650 g/(m2.năm) Từ 51 mm/năm đến 80 mm/năm |
Vùng ôn đới, mức độ ô nhiễm không khí cao (SO2 từ 30 mg/m3 đến 90 mg/m3) hoặc bị ảnh hưởng tương đối của muối clorua, Ví dụ vùng đô thị bị ô nhiễm, vùng công nghiệp, vùng ven biển không chịu tác động của nước bắn. Vùng khí hậu nhiệt đới hoặc cận nhiệt đới có mức độ ô nhiễm trung bình (SO2 từ 5 mg/m3 đến 30 mg/m3). |
|
C5 |
Rất cao |
Từ 651 g/(m2.năm) đến 1500 g/(m2. năm) Từ 81 mm/năm đến 200 mm/năm |
Vùng khí hậu nhiệt đới hoặc cận nhiệt đới, không khí bị ô nhiễm nặng (SO2 từ 90 mg/m3 đến 250 mg/m3) hoặc bị ảnh hưởng nặng của clorua, ví dụ các vùng công nghiệp, vùng ven biển, các vị trí có mái che trên bờ biển |
|
CX |
Đặc biệt cao |
Từ 1501 g/(m2.năm) đến 5500 g/(m2.năm) Từ 201 mm/năm đến 700 mm/năm |
Vùng nhiệt đới hoặc cận nhiệt đới có thời gian ướt rất cao, không khí bị ô nhiễm SO2 cao (trên 250 mg/m3) bao gồm ảnh hưởng mạnh của cả khu công nghiệp và của muối clorua, ví dụ vùng công nghiệp đặc biệt, ven biển và trên biển đôi khi tiếp xúc với nước biển bắn. |
Phụ lục E
(tham khảo)
Các yếu tố ảnh hưởng đến ăn mòn cọc thép
E.1 Các yếu tố ảnh hưởng tới ăn mòn cọc thép trong môi trường biển
E.1.1 Ảnh hưởng của nước biển
(a) Ảnh hưởng của các thành phần hòa tan
Tính chất ăn mòn của nước biển chủ yếu phụ thuộc vào lượng muối clo và các muối hòa tan khác. Lượng muối lớn trong nước biển tạo nên chất điện ly mạnh, trong môi trường đó các phản ứng ăn mòn điện hóa của thép xảy ra. Tỷ trọng của muối hòa tan trong nước biển đại dương khác nhau theo vùng và ở vào khoảng 3,2 % đến 3,6 %. Thành phần hòa tan chủ yếu của nước biển đại dương được đưa ra trong Bảng E1. Yếu tố gây tác động lớn nhất đến ăn mòn trong nước biển là ion Cl-. Nó làm gỉ sét trở nên xốp và phá hủy màng bảo vệ không dẫn điện trên bề mặt thép. Bên cạnh đó, ion SO42- cũng ảnh hưởng tới ăn mòn thép với một mức độ nhất định. Thành phần nước biển ven bờ ở nước ta cũng có sự khác biệt giữa các vùng từ bắc tới nam nên khi xây dựng công trình biển, việc khảo sát thành phần nước biển tại vị trí xây dựng theo các mùa và theo thủy triều là cần thiết. Những vị trí ở cửa sông hoặc sâu trong sông có nồng độ muối giảm thì tốc độ ăn mòn cũng giảm theo.
Bảng E.1 - Thành phần chủ yếu của các muối hòa tan trong nước biển đại dương (ppm)
|
Cation |
Anion |
||
|
Na+ |
10556 |
Cl- |
18980 |
|
Mg2+ |
1272 |
SO42- |
2649 |
|
Ca2+ |
400 |
HCO3- |
140 |
|
K+ |
380 |
Br- |
65 |
|
Sr2+ |
13 |
F- |
1 |
|
|
|
BO33- |
26 |
(b) Ảnh hưởng của ôxy hòa tan
Tốc độ ăn mòn được xác định bởi lượng ôxy cấp đến bề mặt thép trong nước biển. Nếu lượng ôxy hòa tan trong nước biển tăng thì lượng ôxy cung cấp đến bề mặt thép cũng tăng. Kết quả là tốc độ ăn mòn tăng tuyến tính.
(c) Ảnh hưởng của dòng chảy
Khi dòng chảy tăng thì chiều dầy của lớp khuếch tán ôxy gần bề mặt thép sẽ bị giảm. Thêm nữa, dòng chảy tăng còn làm cho lớp màng trên bề mặt thép dễ bị rơi rụng, điều đó sẽ làm tăng lượng ôxy cấp đến bề mặt thép và kết quả là tốc độ ăn mòn tăng. Mài mòn do cát sẽ tăng khi dòng chảy tăng nếu công trình nằm gần bãi cát. Hiện tượng này đẩy nhanh tốc độ ăn mòn, do vậy cần có các biện pháp chống ăn mòn phù hợp cho những vùng này. Phương pháp thường được sử dụng nhất là bảo vệ catốt.
(d) Ảnh hưởng của nhiệt độ
Khi nhiệt độ tăng, tỷ lệ khuếch tán ôxy trên bề mặt thép tăng, đồng thời tỷ lệ các phản ứng anốt, catốt trên bề mặt thép cũng tăng dẫn đến tốc độ ăn mòn tăng. Mặc dù tốc độ ăn mòn giảm từ nhiệt độ 80oC trở lên trong hệ hở, tuy nhiên trong thực tế không cần xem xét ảnh hưởng này trong môi trường biển.
(e) Ảnh hưởng của pH
Khi giá trị pH thay đổi từ 4 đến 10, tốc độ ăn mòn của thép trong nước biển không bị ảnh hưởng bởi độ pH mà được xác định bằng lượng ôxy tiếp xúc với bề mặt thép. Tốc độ ăn mòn thường tăng khi môi trường có độ pH nhỏ hơn 4. Trong môi trường nước biển, giá trị pH thường vào khoảng 7,5 đến 8,3 ngoại trừ những trường hợp thật đặc biệt.
E.1.2 Ảnh hưởng của vật liệu
(a) Ảnh hưởng của thành phần hóa học của thép
Ảnh hưởng của thành phần hợp kim lên chống ăn mòn thép phụ thuộc vào loại môi trường ăn mòn, sự kết hợp giữa các thành phần hợp kim và lượng nguyên tố thêm vào. Hơn nữa, mức độ thay đổi sẽ lớn hơn trong môi trường không khí.
(b) Ảnh hưởng của màng oxit
Màng oxit từ quá trình sản xuất trên bề mặt thép có một số chức năng bảo vệ. Tuy nhiên, chúng sẽ có các vết rách và lỗ hổng làm cho thép bị ăn mòn từ các vị trí đó. Ăn mòn sẽ lan ra diện tích xung quanh và trong môi trường biển thì lớp màng này sẽ bị mất sau nửa năm đến một năm. Lớp màng này có điện thế dương hơn thép nên sẽ trở thành catốt và thép ở các vị trí vết rách trở thành anốt. Kết quả là chiều sâu ăn mòn trong nước biển của thép có lớp màng sẽ lớn hơn so với thép không có lớp màng. Trong không khí biển và ở vùng nước bắn, lớp màng này sẽ làm tăng mức độ gồ ghề của bề mặt thép bị gỉ.
(c) Ảnh hưởng của việc hàn
Tại các vùng hàn, cấu trúc kim loại của cọc thép khác với cấu trúc kim loại hàn và chịu ảnh hưởng của nhiệt độ cao. Ngoài ra, thành phần hóa học của kim loại hàn và cọc thép cũng khác nhau phụ thuộc vào vật liệu hàn. Vì sự khác nhau giữa thành phần hóa học và cấu trúc của vật liệu sẽ tạo ra các vùng ăn mòn. Trên thực tế đã cho thấy tốc độ ăn mòn cao của vật liệu hàn, vùng ảnh hưởng nhiệt và thép gần với đường hàn. Ngoài ra không thấy ăn mòn điểm quanh đường hàn. Để hạn chế ảnh hưởng của việc hàn cần lựa chọn vật liệu và công nghệ hàn phù hợp. Quy trình hàn phải được thực hiện theo đúng yêu cầu của nhà cung cấp.
(d) Ảnh hưởng của hình dạng cọc thép
Nếu nhìn từ mặt cắt ngang của cọc ván thép thì mức độ ăn mòn của mặt đáy là lớn nhất sau đó mới đến phần cánh. Tốc độ ăn mòn nhỏ nhất là các khóa nối. Nguyên nhân ít bị ăn mòn có thể là do hạn chế nước và ôxy tiếp xúc với mối nối vì quá trình đổ đất và cát cũng như máng gỉ hình thành từ quá trình ăn mòn ban đầu.
E.1.3 Các yếu tố khác
a Ảnh hưởng ăn mòn theo vùng
Khi cọc thép tiếp xúc với môi trường từ vùng thủy triều đến vùng chuyển tiếp, nồng độ ôxy tiếp xúc với bề mặt cọc thép có sự chênh lệch cực kỳ lớn. Trong khi nồng độ ôxy hòa tan trong nước ở vùng chuyển tiếp chỉ ở mức trung bình 8 ppm ở 25 oC thì nồng độ ôxy ở vùng thủy triều, phần tiếp xúc với không khí ở mức 20 % (20 0000 ppm). Hai vùng này thường xuyên nằm trong cùng một môi trường điện ly là nước biển nên tạo thành vùng ăn mòn với các phản ứng khử ôxy trong vùng thủy triều chiếm ưu thế tạo ra vùng catốt. Ngược lại, tại vùng chuyển tiếp sẽ xảy ra các phản ứng ôxy hóa thép (phản ứng anốt) làm cho cọc thép bị ăn mòn nghiêm trọng.
b Ảnh hưởng của ứng suất trùng lặp
Khi có các ứng suất trùng lặp trên các cọc thép và lớp gỉ bị phá hủy thường xuyên tại một vị trí, vùng đó sẽ trở thành anốt so với các vùng khác không bị phá hủy. Hiện tượng này sẽ tạo ra ăn mòn điểm sâu.
c Ảnh hưởng của tiếp xúc với kim loại khác
Khi cọc thép trong nước biển tiếp xúc với các kim loại khác có điện thế dương hơn chúng sẽ bị ăn mòn. Dạng ăn mòn này thường tập trung ở vùng quanh nơi tiếp xúc.
d Ảnh hưởng của sinh vật biển
Sinh vật biển như hàu, hà bám vào cọc thép thường thúc đẩy ăn mòn thông qua việc tạo thành các điểm tập trung ôxy hay các hợp chất của lưu huỳnh được thải ra khi chúng chết hay bị phân hủy. Mặt khác chúng cũng làm giảm ăn mòn bằng cách tạo ra màng canxi không thấm nước biển hoặc trong trường hợp dòng chảy cao, chúng tạo ra một lớp nước cố định trên bề mặt thép.
E.2 Các yếu tố ảnh hưởng đến ăn mòn thép trong môi trường đất
E.2.1 Ảnh hưởng của thành phần đất
Thành phần đất cũng là yếu tố quan trọng ảnh hưởng đến ăn mòn. Phân loại đất theo kích thước hạt theo ASTM D 2487 như sau:
• Đất sét được xác định có kích thước hạt nhỏ hơn 5 mm;
• Phù sa (silt) có kích thước hạt từ 5 mm đến 75 mm;
• Cát có kích thước hạt từ 75 mm đến 4.75 mm.
Vì có kích thước nhỏ và các đặc tích hóa học, đất sét giữ ẩm tốt hơn cát và phù sa và vì vậy chứa ôxy ít hơn. Khi cọc được đóng qua các lớp đất có mặt của sét, phù sa hoặc cát thì phần cọc ở lớp sét thành anốt và phần trong cát, phù sa thành catốt do sự chênh lệch về nồng độ ôxy.
Đất san lấp tồn tại trong nhiều trường hợp gây ăn mòn đáng kể. Trong các trường hợp đó đất được phân lớp theo đất san lấp và đất tự nhiên. Đất san lấp mang tính ăn mòn do các nguyên nhân: Chúng xốp, cho phép ôxy thấm đến bề mặt cọc thép, chúng chứa lượng muối hòa tan cao nên có điện trở đất thấp và thường có pH thấp.
Đất tự nhiên bị đào bới không có tính xâm thực mạnh như đất san lấp nhưng cũng xốp, cho phép ôxy tiến tới cọc thép. Mặt khác đất không bị đào bới thì gần như không gây ăn mòn ngay cả trên mực nước dư, không cần quan tâm đến tính chất của đất. Đất tự nhiên không có tính ăn mòn như trong trường hợp dưới mực nước dư. Trong trường hợp đó đất bị thiếu ôxy. Rất ít cọc được sử dụng trong điều kiện đất không bị đào bới. Thường phần trên của cọc sẽ bị nằm trong vùng đất bồi đắp.
E.2.2 Ảnh hưởng của điện trở suất của đất
Điện trở suất ảnh hưởng tới ăn mòn theo nhiều cách. Đất có điện trở thấp thường chứa nồng độ muối hòa tan cao. Sự có mặt của anion trong muối làm hỏng màng oxit trên thép, thúc đẩy các phản ứng điện hóa trên bề mặt kim loại. Dòng ion trong đất sẽ xuất hiện do ăn mòn vùng phát triển. Khi điện trở suất thấp cường độ dòng điện và sự phân chia vùng anốt, catốt cũng tăng cao. Do đó tốc độ ăn mòn lớn hơn và diện tích ăn mòn cũng mở rộng. Mối tương quan giữa điện trở suất các vùng khác nhau cũng ảnh hưởng lên ăn mòn do mở rộng thêm phân vùng ăn mòn.
E.2.3 Ảnh hưởng của hàm lượng nước trong đất
Đất nằm dưới mực nước dư là một dạng hàm lượng nước trong đất, tại đó nước bão hòa. Một dạng khác là đất khô. Trong trường hợp ăn mòn đều, tính ăn mòn mạnh nhất là đất có độ ẩm trung bình. Ở độ ẩm thấp không đủ nước cho quá trình ăn mòn, trong khi độ ẩm cao thì ôxy bị đẩy loại khỏi bề mặt thép và tốc độ ăn mòn thấp.
E.2.4 Ảnh hưởng của độ pH
Giống như điện trở suất, pH được coi là một trong các yếu tố ảnh hưởng đầu tiên đến ăn mòn trong đất. Trong điều kiện pH thấp, lớp màng bảo vệ thép không ổn định làm cho ăn mòn điểm và phát triển ăn mòn đều. Khi pH dưới 4, Tốc độ khử của ion hydro cao làm tăng tốc độ ăn mòn. Mặt khác thép sẽ phát triển màng thụ động để bảo vệ trong môi trường pH cao. Cũng như trong trường hợp điện trở suất của đất, rất nhiều số liệu phân tán về tốc độ ăn mòn và phải xem xét tất cả các yếu tố thu thập được.
E.2.5 Ảnh hưởng của muối hòa tan
Muối hòa tan làm giảm điện trở suất và ảnh hưởng trực tiếp đến các phản ứng điện hóa trên bề mặt thép. Muối clorua thúc đẩy sự phá hủy các màng bảo vệ trên bề mặt kim loại trong khi muối sulfat làm tăng hoạt động của vi khuẩn khử sulfat dẫn đến ăn mòn vi sinh.
E.2.6 Ảnh hưởng của điện thế tự nhiên và điện thế ôxy hóa khử
Mối liên quan giữa tính ăn mòn của đất và hai loại điện thế được xác lập như sau: Điện thế của kết cấu với đất khi không áp dụng bảo vệ catốt và điện thế ôxy hóa khử. Giá trị điện thế tự nhiên của thép càng nhỏ thì tính chất ăn mòn của đất càng lớn. Giá trị điện thế ôxy hóa khử càng lớn thì tính chất ăn mòn của đất càng giảm. Điện thế ôxy hóa khử cho biết tính ôxy hóa và tính khử của môi trường. Trong đất chúng còn cho thấy tính ăn mòn bởi vi khuẩn khử sulfat. Nếu điện thế ôxy hóa khử lớn hơn 400 mV thì không có ăn mòn do vi khuẩn khử sulfat, nếu nhỏ hơn 100 mV có thể ăn mòn mạnh do vi khuẩn khử sulfat.
E.2.7 Ảnh hưởng của vi sinh
Vi sinh không trực tiếp tấn công thép mà chúng tạo ra môi trường ăn mòn. Môi trường ăn mòn do vi khuẩn khử sulphat kỵ khí gây ra mang tính khử và chứa nồng độ sulfit cao. Điều kiện này thúc đẩy sự phát triển các vùng ăn mòn. Nghiên cứu ăn mòn cọc thép dưới mực nước dư cho thấy ăn mòn vi sinh cũng như các dạng ăn mòn khác không phải là vấn đề đối với cọc thép dưới mực nước dư. Tuy nhiên, vi sinh thường được xem xét như một tác nhân lên ăn mòn cọc thép gần hoặc trên mực nước dư.
E.2.8 Ảnh hưởng của dòng tạp tán (dòng rò)
Cọc thép cũng như các kết cấu ngầm khác phải chịu ăn mòn do dòng tạp tán trong đất. Nguồn của dòng tạp tán bao gồm cá hệ thống bảo vệ catốt đối với các công trình lân cận, hệ thống giao thông sử dụng nguồn một chiều, hoạt động khai thác mỏ, đường dây tải điện cao áp. Dòng điện một chiều từ những nguồn trên không nối điện với kết cấu có thể sử dụng kết cấu như một đường dẫn. Kết cấu được bảo vệ catốt khi dòng điện đi vào, và ăn mòn xuất hiện khi dòng điện đi ra. Ăn mòn tạp tán thường xảy ra đối với kết cấu lớn và nằm dài theo hướng ngang như đường ống. Các cọc cừ hay dãy cọc nối điện với nhau có thể cũng bị ăn mòn tạp tán. Các nhà thiết kế chống ăn mòn cọc thép phải đưa thông số này vào chương trình khảo sát cho từng công trình cụ thể.
Phụ lục F
(tham khảo)
Phạm vi áp dụng của các phương pháp chống ăn mòn
F.1 Phạm vi áp dụng các phương pháp chống ăn mòn cọc thép trong môi trường biển
Bảng F.1 - Phạm vi áp dụng của các phương pháp chống ăn mòn cho cọc thép cabon thường sử dụng trong môi trường biển
|
Các điều kiện áp dụng
Các phương pháp chống ăn mòn |
Các vùng môi trường biển |
Các loại cọc |
Nơi thi công |
Tuổi thọ mong muốn |
Chi phí đầu tư ban đầu |
|||||||||||||||||||||||||
|
Không khí biển |
Thủy triều mở rộng |
Chìm trong nước |
Đất đáy biển |
Cọc ống thép |
Ống ván thép và ván thép |
Cọc thép hình khác |
Trong nhà máy |
Trong xưởng tại công trường |
Sau khi lắp đặt |
|||||||||||||||||||||
|
Sơn chống ăn mòn |
Epoxy màng dầy |
Mới |
O |
O |
O |
∆ |
O |
O |
O |
O |
O |
O |
C |
A |
||||||||||||||||
|
Cũ |
O |
- |
- |
- |
O |
O |
O |
- |
- |
O |
C |
A |
||||||||||||||||||
|
Epoxy vảy thủy tinh |
Mới |
O |
O |
O |
∆ |
O |
O |
O |
O |
O |
O |
B |
B |
|||||||||||||||||
|
Cũ |
O |
- |
- |
- |
O |
O |
O |
- |
- |
O |
B |
B |
||||||||||||||||||
|
Lớp phủ hữu cơ |
Polyethylene |
Mới |
O |
O |
O |
∆ |
O |
∆ |
- |
O |
- |
- |
A |
B |
||||||||||||||||
|
Cũ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||||||||||
|
Uretan elastome |
Mới |
O |
O |
O |
∆ |
O |
∆ |
- |
O |
- |
- |
A |
B |
|||||||||||||||||
|
Cũ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||||||||||
|
Epoxy siêu dầy |
Mới |
O |
O |
O |
∆ |
O |
O |
O |
O |
O |
O |
A |
B |
|||||||||||||||||
|
Cũ |
O |
- |
- |
- |
O |
O |
O |
- |
- |
O |
A |
C |
||||||||||||||||||
|
Epoxy khô trong nước |
Mới |
∆ |
O |
O |
- |
O |
O |
O |
- |
∆ |
O |
B |
C |
|||||||||||||||||
|
Cũ |
∆ |
O |
- |
- |
O |
O |
O |
- |
- |
O |
B |
C |
||||||||||||||||||
|
Lớp phủ từ sản phẩm dầu mỏ (petrolatum) |
Mới |
∆ |
O |
∆ |
- |
O |
- |
- |
- |
∆ |
O |
A |
C |
|||||||||||||||||
|
Cũ |
∆ |
O |
- |
- |
O |
- |
- |
- |
- |
O |
A |
C |
||||||||||||||||||
|
Lớp phủ vô cơ |
Bọc bê tông |
Mới |
O |
O |
∆ |
- |
O |
O |
O |
- |
- |
O |
B |
B |
||||||||||||||||
|
Cũ |
O |
O |
- |
- |
O |
O |
O |
- |
- |
O |
B |
B |
||||||||||||||||||
|
Bọc kim loại |
Mới |
∆ |
O |
∆ |
- |
O |
∆ |
∆ |
O |
O |
O |
A |
C |
|||||||||||||||||
|
Cũ |
∆ |
O |
- |
- |
O |
O |
O |
- |
- |
O |
A |
C |
||||||||||||||||||
|
Bảo vệ catốt |
Anốt hy sinh |
Mới |
- |
- |
O |
O |
O |
O |
O |
- |
∆ |
O |
A |
B |
||||||||||||||||
|
Cũ |
- |
- |
O |
O |
O |
O |
O |
- |
- |
O |
A |
B |
||||||||||||||||||
|
Dòng điện ngoài |
Mới |
- |
- |
O |
O |
O |
O |
O |
- |
- |
O |
A |
A |
|||||||||||||||||
|
Cũ |
- |
- |
O |
O |
O |
O |
O |
- |
- |
O |
A |
A |
||||||||||||||||||
|
Bù ăn mòn |
Mới |
- |
- |
- |
∆* |
O |
O |
O |
O |
- |
- |
A |
A |
|||||||||||||||||
|
CHÚ THÍCH
* Các cọc thép vùng đất đáy biển thường được bảo vệ chống ăn mòn bằng hệ thống bảo vệ catốt. Phương pháp bù ăn mòn chỉ áp dụng cho một số trường hợp trong sông gần biển cho công trình cầu. Các lớp phủ Plyethylene, Urethan elastome, sơn epoxy siêu dầy qua áp dụng thực tế và phơi mẫu nhiều năm tại Nhật Bản được dự đoán có tuổi thọ 30 năm, các lớp bọc kim loại bằng thép không gỉ, titan được dự đoán có tuổi thọ trên 50 năm. Các phương pháp chống ăn mòn ở đây là điển hình, các phương pháp khác có thể được áp dụng. |
||||||||||||||||||||||||||||||
F.2 Phạm vi áp dụng các phương pháp bảo vệ chống ăn mòn cọc thép thường được lựa chọn cho các công trình khác biển
Bảng F.2 - Các phương pháp chống ăn mòn cọc thép thường được sử dụng trong môi trường đất, không khí xa biển và trong môi trường sông
|
Môi trường sử dụng |
Phân vùng |
Phương pháp bảo vệ |
Hướng dẫn lựa chọn |
|
Môi trường đất xa biển |
Đất trung tính không ô nhiễm |
Bù ăn mòn |
Trung bình 0.02 mm/năm |
|
Đất bị ô nhiễm, đất phèn chua |
Sơn, bọc bê tông hoặc bảo vệ catot |
Sơn epoxy; Bọc bê tông dầy 10 cm; Bảo vệ catốt bằng dòng điện ngoài |
|
|
Môi trường không khí xa biển |
C2 phụ lục D |
Hệ sơn bảo vệ |
Theo Bảng A2 - TCVN 8789:2011 |
|
C3 phụ lục D |
Hệ sơn bảo vệ |
Theo Bảng A3 - TCVN 8789:2011 |
|
|
C4 phụ lục D |
Hệ sơn bảo vệ |
Theo Bảng A4 - TCVN 8789:2011 |
|
|
C5 phụ lục D |
Hệ sơn bảo vệ |
Theo Bảng A5 - TCVN 8789:2011 |
|
|
Môi trường sông xa biển không/hoặc ít bị tác động của thủy triều |
Vùng ngập trong nước |
Bù ăn mòn hoặc sơn |
Bù ăn mòn 0.02 mm/năm vùng nước ngọt không bị ô nhiễm Theo Bảng A8 - TCVN 8789:2011 |
|
Vùng dao động |
Hệ sơn bảo vệ |
Theo Bảng A4 - TCVN 8789:2011 |
|
|
Môi trường cửa sông chịu tác động thường xuyên của thủy triều |
Áp dụng các phương pháp bảo vệ như môi trường biển |
Theo bảng F1. |
|
MỤC LỤC
1 Phạm vi áp dụng
2 Tài liệu viện dẫn
3 Thuật ngữ, định nghĩa và thuật ngữ viết tắt
3.1 Thuật ngữ và định nghĩa
3.2 Ký hiệu viết tắt
4 Quy định chung
5 Phân loại môi trường ăn mòn cọc thép
5.1 Các dạng ăn mòn cọc thép
5.2 Ăn mòn cọc thép trong môi trường biển
5.2.1 Tổng quan
5.2.2 Phân vùng ăn mòn trong môi trường biển
5.2.3 Tốc độ ăn mòn thép trong môi trường biển
5.2.4 Các yếu tố ảnh hưởng đến ăn mòn thép trong môi trường biển
5.3 Ăn mòn cọc thép trong môi trường đất xa biển
5.3.1 Các yếu tố ảnh hưởng đến ăn mòn thép trong môi trường đất
5.3.2 Tốc độ ăn mòn thép trong môi trường đất xa biển
5.4 Ăn mòn cọc thép trong môi trường khác
5.4.1 Môi trường không khí xa biển
5.4.2 Môi trường sông
6 Nguyên tắc lựa chọn phương pháp chống ăn mòn cho cọc thép
6.1 Phân loại các phương pháp chống ăn mòn
6.1.1 Nguyên tắc cơ bản chống ăn mòn cọc thép.
6.1.2 Các phương pháp chống ăn mòn cọc thép
6.2 Lựa chọn các phương pháp chống ăn mòn phù hợp với môi trường
6.2.1 Tổng quan
6.2.2 Lựa chọn phương pháp chống ăn mòn cọc thép phù hợp với môi trường biển
6.2.3 Lựa chọn phương pháp chống ăn mòn cọc thép môi trường đất khác biển
6.2.4 Lựa chọn phương pháp chống ăn mòn cọc thép tại các vùng khác
6.3 Lựa chọn phương pháp chống ăn mòn phù hợp với các loại cọc
6.3.1 Lựa chọn phương pháp chống ăn mòn cho cọc ống thép
6.3.2 Lựa chọn phương pháp chống ăn mòn cho cọc ván thép và cọc ống ván thép
6.3.3 Lựa chọn phương pháp chống ăn mòn cho các loại cọc khác
7 Các phương pháp chống ăn mòn cho cọc thép
7.1 Các phương pháp sơn/phủ thực hiện trong nhà máy
7.1.1 Phương pháp sơn chống ăn mòn
7.1.2 Lớp phủ uretan elastome
7.1.3 Lớp phủ epoxy siêu dầy
7.1.4 Lớp bọc bằng kim loại
7.2 Các phương pháp sơn/phủ thực hiện ngoài hiện trường
7.2.1 Sơn epoxy đóng rắn trong nước
7.2.2 Lớp phủ từ sản phẩm dầu mỏ
7.2.3 Lớp bọc vữa, bê tông
7.3 Phương pháp bảo vệ catốt
7.3.1 Phạm vi áp dụng của phương pháp bảo vệ catốt
7.3.2 Bảo vệ catốt bằng anốt hy sinh
7.3.3 Bảo vệ catốt bằng dòng điện ngoài
7.4 Phương pháp bù ăn mòn
7.4.1 Bù ăn mòn trong môi trường biển
7.4.2 Bù ăn mòn trong môi trường đất
Phụ lục A (Quy định) Kiểm soát bảo trì hệ thống chống ăn mòn cho cọc thép
Phụ lục B (tham khảo) Tốc độ ăn mòn của thép trong môi trường biển
Phụ lục C (tham khảo) Thiết kế các lớp sơn/phủ điển hình
Phụ lục D (tham khảo) Phân loại môi trường không khí liên quan đến dự đoán tốc độ ăn mòn
Phụ lục E (tham khảo) Các yếu tố ảnh hưởng đến ăn mòn cọc thép
Phụ lục F (tham khảo) Phạm vi áp dụng của các phương pháp chống ăn mòn