Tiêu chuẩn quốc gia TCVN 11187-2:2015 (ISO 8636-2:2007) về Điều kiện kiểm máy phay kiểu cầu - Kiểm độ chính xác - Phần 2: Máy kiểu cầu di động được (kiểu khung cổng)
TIÊU CHUẨN QUỐC GIA
TCVN 11187-2:2015
ISO 8636-2:2007
ĐIỀU KIỆN KIỂM MÁY PHAY KIỂU CẦU - KIỂM ĐỘ CHÍNH XÁC - PHẦN 2: MÁY KIỂU CẦU DI ĐỘNG ĐƯỢC (KIỂU KHUNG CỔNG)
Machine tools - Test conditions for bridge-type milling machines - Testing of the accuracy - Part 2: Travelling bridge (gantry-type) machines
Lời nói đầu
TCVN 11187-2:2015 hoàn toàn tương đương với ISO 8636-2:2007.
TCVN 11187-2:2015 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 39 Máy công cụ biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Bộ TCVN 11187 (ISO 8636) Điều kiện kiểm máy phay kiểu cầu - Kiểm độ chính xác bao gồm các phần sau:
- TCVN 11187-1:2015 (ISO 8636-1:2000) Phần 1: Máy kiểu cầu cố định (kiểu cổng);
- TCVN 11187-2:2015 (ISO 8636-2:2007) Phần 2: Máy kiểu cầu di động được (kiểu khung cổng).
ĐIỀU KIỆN KIỂM MÁY PHAY KIỂU CẦU - KIỂM ĐỘ CHÍNH XÁC - PHẦN 2: MÁY KIỂU CẦU DI ĐỘNG ĐƯỢC (KIỂU KHUNG CỔNG)
Machine tools - Test conditions for bridge-type milling machines - Testing of the accuracy - Part 2: Travelling bridge (gantry-type) machines
1 Phạm vi áp dụng
Tiêu chuẩn này qui định các phép kiểm hình học, các phép kiểm gia công và các phép kiểm để kiểm tra độ chính xác và khả năng lặp lại định vị của các trục điều khiển số đối với các máy phay kiểu cầu thông dụng, độ chính xác thường có một cầu di động được (kiểu khung cổng), có tham chiếu các tiêu chuẩn TCVN 7011-1 (ISO 230-1), TCVN 7011-2 (ISO 230-2) và TCVN 7011-7 (ISO 230-7). Tiêu chuẩn này cũng qui định dung sai thích hợp tương ứng cho các phép kiểm đó.
Tiêu chuẩn này áp dụng cho các máy có cầu di động được và bàn máy cố định. Tiêu chuẩn này không áp dụng cho các máy có trụ máy đơn (mặt bên hở) và máy có cầu cố định và các bàn máy di động.
Tiêu chuẩn này chỉ áp dụng để kiểm tra xác nhận độ chính xác của máy, không áp dụng để kiểm vận hành máy (độ rung, độ ồn bất thường, chuyển động giật cục của các bộ phận, ...) và cũng không áp dụng để kiểm đặc tính của máy (như tốc độ quay, lượng chạy dao, ...), các phép kiểm này thường được thực hiện trước khi kiểm độ chính xác.
Tiêu chuẩn này đưa ra các thuật ngữ sử dụng cho các bộ phận chính của máy và ký hiệu các trục phù hợp với ISO 841.
2 Tài liệu viện dẫn
Các tài liệu viện dẫn sau là cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi (nếu có).
TCVN 7011-1:2007 (ISO 230-1:1996) Qui tắc kiểm máy công cụ - Phần 1: Độ chính xác hình học của máy khi vận hành trong điều kiện không tải hoặc gia công tinh;
ISO 230-2:20061) Test code for machine tools - Part 2: Determination of accuracy and repeatability of positioning numerically controlled axes (Qui tắc kiểm máy công cụ - Phần 2: Xác định độ chính xác và khả năng lặp lại định vị của các trục điều khiển số);
TCVN 7011-7:2013 (ISO 230-7:2006) Qui tắc kiểm máy công cụ - Phần 7: Độ chính xác hình học của các trục tâm quay.
3 Thuật ngữ và định nghĩa
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa sau.
3.1
Nguyên công phay (milling operation)
Nguyên công gia công bao gồm việc loại bỏ vật liệu bằng một dụng cụ cắt quay tròn (dao phay) với nhiều kiểu khác nhau.
CHÚ THÍCH: Nguyên công phay điển hình chủ yếu gồm phay mặt hoặc phay mặt đầu. Các dụng cụ cắt được gá lắp trong mặt côn trục chính hoặc trên mặt trước trục chính.
3.2
Nguyên công doa (boring operation)
Nguyên công bao gồm việc gia công các đường kính của các lỗ dạng trụ, côn, không thông hoặc thông tới cỡ kích thước yêu cầu.
3.3
Nguyên công khoan [ta rô] (drilling [tapping] operations)
Nguyên công tạo ra các lỗ không thông hoặc thông.
3.4
Máy phay kiểu cầu di động được (kiểu khung cổng) (travelling bridge (gantry-type) milling machine)
Máy phay có một bàn máy kẹp chi tiết gia công cố định, hai đường hướng ở hai bên bàn máy và một cầu di động được (khung cổng) mà trên cầu này lắp (các) ụ phay.
CHÚ THÍCH 1: Các đường hướng có thể độc lập hoặc không độc lập với bàn máy.
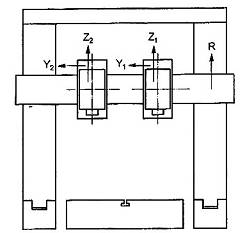
CHÚ THÍCH 2: Khung cổng, bao gồm một trụ bên trái và một trụ bên phải được đỡ bằng các bàn trượt trụ tương ứng và được tạo thành khối với một cầu trên đỉnh cố định, được di chuyển dọc theo các đường hướng băng máy. Khung cổng đỡ một xà nằm ngang di động được hoặc cố định trong mặt phẳng thẳng đứng, trên xà ngang lắp một hoặc nhiều ụ phay với trục chính thẳng đứng hoặc nghiêng được.
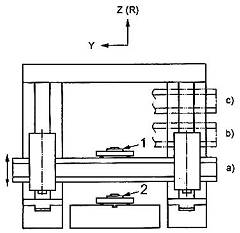
4 Phân loại và mô tả các máy phay kiểu cầu di động được (kiểu khung cổng)
4.1 Phân loại
Các máy này được phân loại thành hai kiểu phụ thuộc vào kết cấu của chúng:
- Các máy phay kiểu cầu di động được (kiểu khung cổng) có một xà ngang cố định;
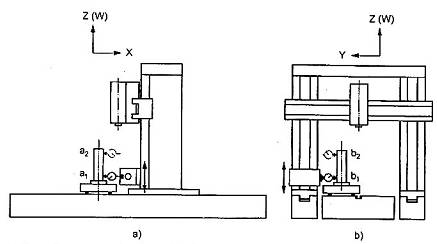
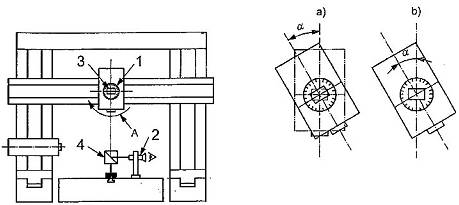
- Các máy phay kiểu cầu di động được (kiểu khung cổng) có một xà ngang di động được (xem Hình 1).
4.2 Mô tả các bộ phận chính
Các bộ phận chính của máy được mô tả trên Hình 1.
4.2.1 Băng máy và bàn máy
Bàn làm việc (1) ở giữa hai đường hướng tạo thành băng máy. Bàn làm việc và các đường hướng có thể được kết cấu thành một khối. Cách khác, sự lắp ráp có thể được thực hiện từ vài chi tiết cứng vững kết nối với nhau thông qua khối nền hoặc trực tiếp với nhau.
CHÚ THÍCH: Bàn máy có thể được thay thế bằng một tấm sàn,
4.2.2 Trụ máy, cầu đỉnh và xà ngang
Các trụ máy (9) và (10) là các chi tiết cứng vững với các đường hướng thẳng đứng, trụ máy trượt trên băng máy hoặc được cố định một cách chắc chắn với các bàn trượt trụ máy (7) và (8) để trượt ngang trên băng máy.
Cầu đỉnh (11) là một chi tiết cố định để liên kết hai trụ máy gần các đầu trên của trụ.
Xà ngang (14) là một chi tiết có các đường hướng ngang song song với mặt phẳng của bàn máy. Trong trường hợp máy có các xà ngang cố định, xà ngang được chế tạo nguyên khối với các trụ máy và có thể được sử dụng làm một cầu đỉnh. Trong trường hợp máy có xà ngang di động được, xà ngang trượt thẳng đứng trên các đường hướng của các trụ máy (12) và (13).
Một hoặc nhiều ụ phay có trục chính thẳng đứng, nằm ngang hoặc có thể xoay nghiêng, được lắp trên các đường hướng của xà ngang.
4.2.3 Ụ phay
Các ụ phay (16) và (20) được lắp trên các bàn trượt ụ phay (15) và (21) chúng di chuyển trên các đường hướng của xà ngang hoặc trụ máy.
Phần tiếp xúc trực tiếp với các đường hướng xà ngang gọi là bàn trượt ụ thẳng đứng (15).
Ụ phay có thể được lắp sao cho nó trượt trên bàn trượt ụ thẳng đứng theo phương của đường tâm trục chính; khi đó nó được gọi là đầu trượt. Trục chính có thể được lắp trong một ống dẫn và mang trục chính trượt trong ụ phay theo phương của đường tâm trục chính. Một số bộ phận của ụ có thể nghiêng được.
4.2.4 Chuyển động cắt
Chuyển động cắt được tạo ra bởi các trục chính và cơ cấu dẫn động của các ụ phay.
4.2.5 Chuyển động chạy dao
Các chuyển động chạy dao sau đây có thể được tạo ra với một tốc độ chạy dao không đổi hoặc thay đổi:
- Chuyển động ngang của khung cổng di động được;
- Chuyển động thẳng đứng của xà ngang di động được;
- Chuyển động ngang của các ụ phay;
- Chuyển động thẳng đứng của các đầu trượt, nếu có;
- Chuyển động quay (các chuyển động nghiêng của các ụ phay).
CHÚ THÍCH 1: Nói chung, ngoài chuyển động chạy dao còn có hành trình chạy dao nhanh.
CHÚ THÍCH 2: Chuyển động thẳng đứng của xà ngang di động được có thể là chuyển động chạy dao (trong trường hợp xà ngang được gọi là di động được khi làm việc) hoặc là một chuyển động giữa các vị trí làm việc cố định (khi đó xà ngang được gọi là di động được khi được định vị).
5 Thuật ngữ và ký hiệu các trục
5.1 Thuật ngữ
Xem Hình 1 và Bảng 1.
5.2 Ký hiệu các trục
Xem các Hình 1 đến 4.
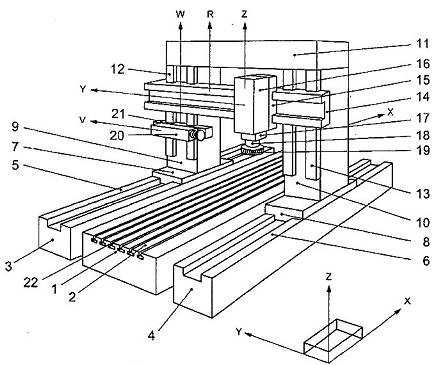
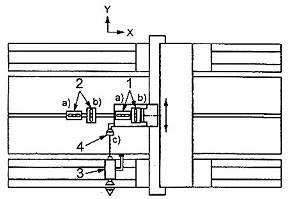
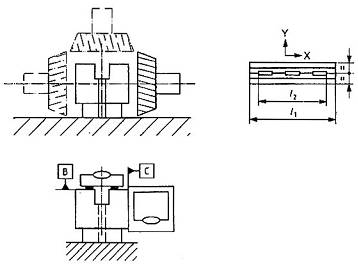
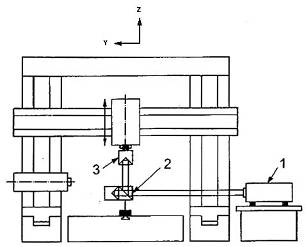
Hình 1 - Máy phay kiểu cầu di động được (kiểu khung cổng) với xà ngang di động được (xem Bảng 1)
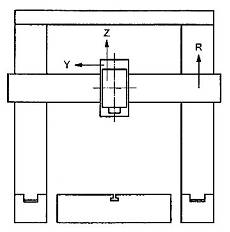
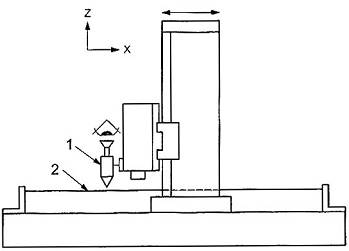
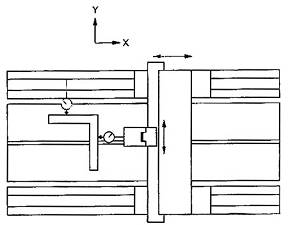
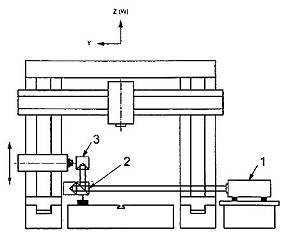
Hình 2 - Máy có một ụ phay
Bảng 1 - Thuật ngữ
|
Số tham chiếu |
Tiếng Việt |
Tiếng Anh |
Tiếng Pháp |
|
1 |
Bàn máy |
Table |
Table (ou taque) |
|
2 |
Bề mặt kẹp |
Clamping surface |
Surface de bridage |
|
3 |
Phần bên trái của băng máy |
Left-hand part of the bed |
Banc gauche |
|
4 |
Phần bên phải của băng máy |
Right-hand part of the bed |
Banc droit |
|
5 |
Đường hướng băng máy bên trái |
Left-hand bed slideways |
Glissière du banc gauche |
|
6 |
Đường hướng băng máy bên phải |
Right-hand bed slideways |
Glissière du banc droit |
|
7 |
Bàn trượt trụ máy bên trái |
Left-hand column slide |
Chariot porte-montant gauche |
|
8 |
Bàn trượt trụ máy bên phải |
Right- hand column slide |
Chariot porte-montant gauche |
|
9 |
Trụ máy bên trái |
Left-hand column |
Montant gauche |
|
10 |
Trụ máy bên phải |
Right- hand column |
Montant droit |
|
11 |
Cầu đỉnh |
Top bridge |
Entretoise |
|
12 |
Đường hướng trụ máy bên trái |
Left-hand column slideways |
Glissière du montant gauche |
|
13 |
Đường hướng trụ máy bên phải |
Right- hand column slideways |
Glissière du montant droit |
|
14 |
Xà ngang (di động được hoặc cố định) |
Cross-rail (movable or fixed) |
Traverse (mobile ou fixe) |
|
15 |
Bàn trượt ụ thẳng đứng |
Vertical head saddle |
Chariot porte-outils vertical |
|
16 |
Ụ phay thẳng đứng |
Vertical milling head |
Tête de fraisage verticale |
|
17 |
Ống mang và dẫn hướng trục chính (đầu trượt) |
Quill (ram) |
Fourreau (coulant) |
|
18 |
Trục chính phay |
Milling spindle |
Broche porte-fraise |
|
19 |
Dụng cụ cắt (dao phay) |
Tool (milling cutter) |
Outit (fraise) |
|
20 |
Ụ phay nằm ngang |
Horizontal milling head |
Tête de fraisage horizontale |
|
21 |
Bàn trượt ụ nằm ngang |
Horizontal head saddle |
Chariot porte-outils horizontal |
|
22 |
Rãnh chữ T chuẩn |
Reference T-slot |
Rainure à T de référence |
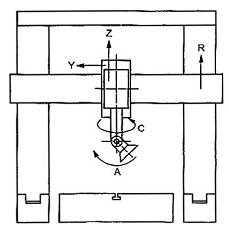
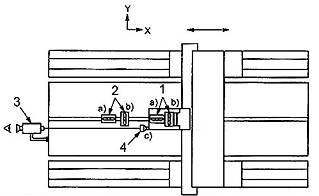
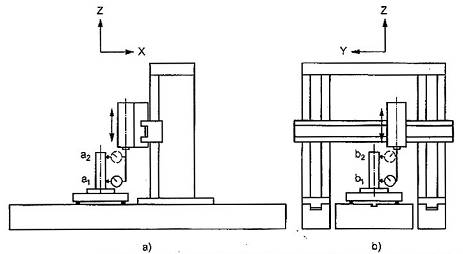
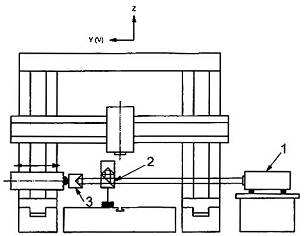
Hình 3 - Máy có một ụ phay xoay theo các trục C và A
6 Lưu ý ban đầu
6.1 Đơn vị đo
Trong tiêu chuẩn này, tất cả các kích thước thẳng, các sai lệch và các dung sai tương ứng được tính bằng milimét; các kích thước góc được tính bằng độ, các sai lệch góc và các dung sai tương ứng chủ yếu được biểu thị bằng các tỉ số (ví dụ 0,00x/1000), nhưng trong một số trường hợp, để cho rõ ràng dễ hiểu có thể sử dụng đơn vị micrôradian (μrad) hoặc giây (cung) (”). Cần lưu ý sự tương đương của các biểu thức sau:
0,010/1000 = 10 μrad ≈ 2”
6.2 Tham chiếu TCVN 7011-1 (ISO 230-1), TCVN 7011-2 (ISO 230-2) và TCVN 7011-7 (ISO 230-7)
Để áp dụng tiêu chuẩn này, cần tham chiếu TCVN 7011-1 (ISO 230-1), đặc biệt đối với việc lắp đặt máy trước khi kiểm, làm nóng trục chính và các bộ phận chuyển động khác, mô tả các phương pháp đo và độ chính xác khuyến nghị của thiết bị kiểm.
Trong ô “Quan sát và tham chiếu” của các phép kiểm được mô tả trong các điều dưới đây, các hướng dẫn được kèm theo bằng việc tham chiếu tới nội dung tương ứng của TCVN 7011-1 (ISO 230-1), TCVN 7011-2 (ISO 230-2) hoặc TCVN 7011-7 (ISO 230-7) trong các trường hợp phép kiểm được đề cập tuân theo các điều kiện kỹ thuật của các tiêu chuẩn đó.
6.3 Điều kiện nhiệt độ
Điều kiện nhiệt độ trong suốt các phép kiểm phải được quy định theo thỏa thuận giữa nhà cung cấp/nhà sản xuất và người sử dụng.
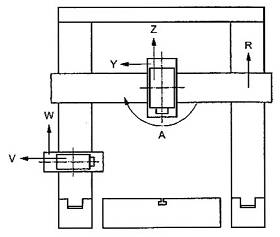
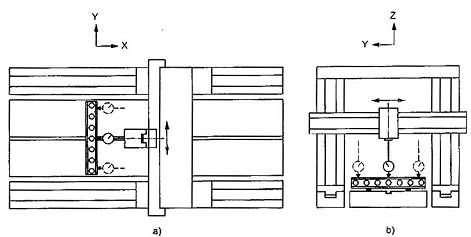
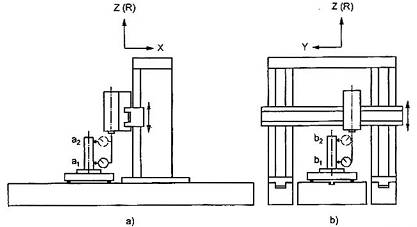
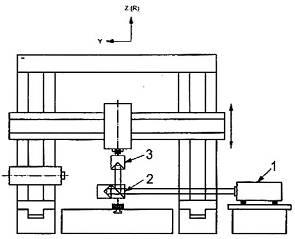
a) Một ụ phay xoay (trục A) được lắp trên xà ngang và một ụ phay ngang được lắp trên trụ máy phía phải hoặc trái
b) Hai ụ phay thẳng đứng được lắp trên xà ngang
Hình 4 - Máy có hai ụ phay (hai ví dụ)
6.4 Trình tự kiểm
Trình tự các phép kiểm được trình bày trong tiêu chuẩn này không qui định thứ tự kiểm thực tế. Để thực hiện việc lắp đặt các dụng cụ đo hoặc đồng hồ đo dễ dàng, có thể thực hiện các phép kiểm theo thứ tự bất kỳ.
6.5 Thực hiện các phép kiểm
Khi kiểm máy, không phải lúc nào cũng cần thiết hoặc có thể thực hiện tất cả các phép kiểm được mô tả trong tiêu chuẩn này. Khi kiểm nghiệm thu, người sử dụng lựa chọn các phép kiểm có liên quan đến các bộ phận và/hoặc các đặc tính của máy mà họ quan tâm theo thỏa thuận với nhà sản xuất/nhà cung cấp. Các phép kiểm này phải được qui định rõ ràng khi đặt hàng mua máy. Viện dẫn tiêu chuẩn này cho kiểm nghiệm thu mà không qui định các phép kiểm được tiến hành và không có sự thỏa thuận về chi phí liên quan, không thể được xem là ràng buộc đối với bất kỳ bên nào tham gia hợp đồng.
6.6 Dụng cụ đo
Các dụng cụ đo được chỉ dẫn trong các phép kiểm được mô tả trong các điều dưới đây chỉ là các ví dụ. Có thể sử dụng các dụng cụ đo khác có cùng đại lượng đo và có độ không đảm bảo đo không lớn hơn.
6.7 Dung sai nhỏ nhất
Khi thiết lập dung sai cho một chiều dài đo khác so với giá trị cho trong tiêu chuẩn này (xem 2.3.1.1 của TCVN 7011-1:2007 (ISO 230-1:1996)), thì phải lưu ý rằng giá trị nhỏ nhất của dung sai là 0,005 mm.
6.8 Kiểm gia công
Kiểm gia công chỉ được thực hiện với gia công tinh. Tránh kiểm với gia công thô vì chúng có thể sinh ra lực cắt đáng kể.
6.9 Kiểm sự định vị
Các phép kiểm sự định vị đối với các máy điều khiển số phải tham chiếu theo TCVN 7011-2 (ISO 230-2). Các dung sai trong tiêu chuẩn này chỉ cho đối với một số thông số. Việc trình bày các kết quả kiểm phải tuân theo TCVN 7011-2 (ISO 230-2).
7 Kiểm hình học
Các giá trị dung sai được giới hạn cho các máy có cỡ kích thước bàn máy lên đến 3000 mm x 10 000 mm. Nếu máy vượt quá cỡ kích thước này về chiều dài hoặc chiều rộng, dung sai phải theo thỏa thuận giữa nhà cung cấp/nhà sản xuất và người sử dụng.
Đặt khung cổng ở vị trí giữa hành trình, với ụ phay ở vị trí giữa trên xà ngang (hoặc ở vị trí đối xứng nhau nếu có nhiều ụ).
7.1 Các trục tọa độ của chuyển động
|
Đối tượng |
G1 |
|
|
Kiểm độ thẳng của chuyển động trụ máy (trục X) trong mặt phẳng nằm ngang XY (EYX). |
||
|
Sơ đồ
CHÚ DẪN: 1 Kính hiển vi 2 Dây căng |
||
|
Dung sai 0,02 đối với chiều dài đo đến 2000 Đối với mỗi lượng tăng thêm 1000 với chiều dài vượt quá 2000, cộng thêm 0,01 vào dung sai tương ứng trước Dung sai lớn nhất: 0,10 Dung sai cục bộ: 0,01 đối với chiều dài đo 1000 |
Sai lệch đo được |
|
|
Dụng cụ đo Kính hiển vi/camera CCD và dây căng hoặc các phương pháp khác |
||
|
Quan sát và tham chiếu TCVN 7011-1:2007 (ISO 230-1:1996) 5.2.3.2.1.2, 5.2.3.2.1.3 và 5.2.3.2.1.4 Nếu sử dụng kính hiển vi/camera CCD và dây căng, kính hiển vi/camera CCD phải được lắp trên ụ, dây căng phải được cố định vào từng đầu của bàn máy song song với chuyển động theo trục X của trụ máy (các giá trị đọc của kính hiển vi/camera CCD tại cả hai đầu của chuyển động cần giống nhau. Trong trường hợp này, độ chênh lệch lớn nhất của các giá trị đọc cho sai lệch độ thẳng). Di chuyển trụ máy theo phương trục X và ghi lại các giá trị đọc. |
||
|
Đối tượng |
G2 |
||||
|
Kiểm các sai lệch góc chuyển động của trụ máy (trục X): a) Trong mặt phẳng thẳng đứng ZX (EBX: lắc dọc); b) Trong mặt phẳng thẳng đứng YZ (EAX: lắc xoay); c) Trong mặt phẳng nằm ngang XY (ECX: lắc ngang). |
|||||
|
Sơ đồ
|
CHÚ DẪN: 1 Ni vô đo 2 Ni vô chuẩn 3 Ống tự chuẩn trực 4 Gương |
||||
|
Dung sai |
Sai lệch đo được |
||||
|
X ≤ 4000 |
a) và c) 0,04/1000 |
b) 0,02/1000 |
|||
|
a) và c) Đối với mỗi lượng tăng thêm 1000 với chiều dài vượt quá 4000, cộng thêm 0,01/1000 vào dung sai tương ứng trước b) Đối với mỗi lượng tăng thêm 1000 với chiều dài vượt quá 4000, cộng thêm 0,005/1000 vào dung sai tương ứng trước |
|||||
|
Dụng cụ đo a) Ni vô chính xác hoặc các dụng cụ đo sai lệch góc kiểu quang học b) Ni vô chính xác c) Ống tự chuẩn trực hoặc các dụng cụ đo sai lệch góc kiểu quang học khác |
|||||
|
Quan sát và tham chiếu TCVN 7011-1:2007 (ISO 230-1:1996) 5.2.3.1.3 và 5.2.3 2.2 Ni vô hoặc dụng cụ đo phải được đặt trên bộ phận di động được: a) (EBX: lắc dọc) theo phương trục X, chỉnh đặt một cách thẳng đứng; b) (EAX: lắc xoay) theo phương trục Y, chỉnh đặt một cách thẳng đứng; c) (ECX: lắc ngang) theo phương trục X, chỉnh đặt ống tự chuẩn trực nằm ngang. Nếu chuyển động trục X gây ra sai lệch góc của cả ụ trục chính và bản kẹp gia công, phải thực hiện các phép đo độ chênh lệch của hai dịch chuyển góc này. Các phép đo phải được thực hiện tại ít nhất 5 vị trí cách đều nhau dọc theo hành trình, theo cả hai chiều chuyển động. Độ chênh lệch giữa các giá trị đọc lớn nhất và nhỏ nhất không được vượt quá giá trị dung sai. |
|||||
|
Đối tượng |
G3 |
|
|
Kiểm độ thẳng chuyển động ngang của ụ phay (trục Y): a) Trong mặt phẳng nằm ngang XY (EXY); b) Trong mặt phẳng thẳng đứng YZ (EZY). |
||
|
Sơ đồ
|
||
|
Dung sai 0,02 đối với chiều dài đo đến 1000 Đối với mỗi lượng tăng thêm 1000 với chiều dài vượt quá 1000, cộng thêm 0,01 vào dung sai tương ứng trước Dung sai lớn nhất: 0,04 Dung sai cục bộ: 0,01 đối với chiều dài đo 500 |
Sai lệch đo được |
|
|
Dụng cụ đo Thước kiểm thẳng, cảm biến dịch chuyển thẳng/giá đỡ và các căn mẫu hoặc các phương pháp quang học hoặc kính hiển vi và dây căng (chỉ đối với phép đo trong mặt phẳng nằm ngang) |
||
|
Quan sát và tham chiếu TCVN 7011-1:2007 (ISO 230-1:1996) 5.2.3.2.1.1, 5.2.3.2.1.2 và 5.2.3.2.1.3 Cố định xà ngang ở vị trí giữa độ cao và di chuyển trụ máy đến vị trí giữa hành trình. Đặt một thước kiểm thẳng trên bàn máy, song song với chuyển động theo trục Y của ụ phay; nằm ngang đối với a) và thẳng đứng đối với b) (giá trị đọc của cảm biến dịch chuyển thẳng tiếp xúc với thước kiểm thẳng tại cả hai đầu của chuyển động cần có giá trị giống nhau và trong trường hợp này, độ chênh lệch lớn nhất của các giá trị đọc cho sai lệch độ thẳng). Gắn một cảm biến dịch chuyển thẳng vào ụ phay. Đầu dò cảm biến dịch chuyển thẳng phải vuông góc mặt chuẩn của thước kiểm thẳng. Di chuyển ụ phay theo phương trục Y đi qua chiều dài đo và ghi lại các giá trị đọc. (chiều dài đo thường là chiều dài giữa hai trụ máy (không phải chiều dài toàn bộ của xà ngang). Trong các trường hợp khác, chiều dài đo phải theo thỏa thuận giữa nhà cung cấp/nhà sản xuất và người sử dụng). |
||
|
Đối tượng |
G4 |
|
|
Kiểm các sai lệch góc chuyển động ngang của ụ phay (trục Y): a) Trong mặt phẳng thẳng đứng YZ (EAY: lắc dọc); b) Trong mặt phẳng thẳng đứng ZX (EBY: lắc xoay); c) Trong mặt phẳng nằm ngang XY (ECY: lắc ngang). |
||
|
Sơ đồ
CHÚ DẪN: 1 Ni vô đo 2 Ni vô chuẩn 3 Ống tự chuẩn trực 4 Gương |
||
|
Dung sai Đối với a), b) và c): 0,04/1000 Dung sai cục bộ: 0,02/1000 cho chiều dài đo 300 |
Sai lệch đo được a) b) c) |
|
|
Dụng cụ đo a) Ni vô chính xác hoặc các dụng cụ đo sai lệch góc kiểu quang học b) Ni vô chính xác c) Ống tự chuẩn trực hoặc các dụng cụ đo sai lệch góc kiểu quang học khác |
||
|
Quan sát và tham chiếu TCVN 7011-1:2007 (ISO 230-1:1996) 5.2.3.1.3 và 5.2.3.2.2 Ni vô hoặc dụng cụ đo phải được đặt trên bộ phận di động được: a) (EAY: lắc dọc) theo phương trục Y, chỉnh đặt một cách thẳng đứng; b) (EBY: lắc xoay) theo phương trục X, chỉnh đặt một cách thẳng đứng; c) (ECY: lắc ngang) theo phương trục Y, chỉnh đặt ống tự chuẩn trực nằm ngang. Nếu chuyển động trục Y gây ra sai lệch góc của cả ụ trục chính và bàn kẹp gia công, phải thực hiện các phép đo độ chênh lệch của hai dịch chuyển góc này. Nếu áp dụng phép đo độ chênh lệch, ni vô chuẩn nên được đặt trên bàn kẹp gia công, và trụ máy phải ở vị trí giữa của khoảng hành trình của nó. Các phép đo phải được thực hiện tại ít nhất 5 vị trí cách đều nhau dọc theo hành trình, theo cả hai chiều chuyển động. Độ chênh giữa các giá trị đọc lớn nhất và nhỏ nhất không được vượt quá giá trị dung sai. |
||
|
Đối tượng |
G5 |
|
|
Kiểm độ vuông góc giữa dịch chuyển ngang của bàn dao phay trên xà ngang (trục Y) với dịch chuyển của trụ máy (trục X) trong mặt phẳng nằm ngang. |
||
|
Sơ đồ
|
||
|
Dung sai 0,02 đối với chiều dài đo 1000 |
Sai lệch đo được |
|
|
Dụng cụ đo Ke vuông và cảm biến dịch chuyển thẳng |
||
|
Quan sát và tham chiếu TCVN 7011-1:2007 (ISO 230-1:1996) 5.5.2.2.4 Đặt trụ máy ở vị trí giữa, hướng một nhánh của ke vuông song song với dịch chuyển của trụ máy (trục X). Cố định giá đỡ cảm biến dịch chuyển thẳng và cảm biến dịch chuyển thẳng trên ụ phay. Đặt đầu dò của cảm biến dịch chuyển thẳng tựa vào nhánh còn lại của ke vuông. Di chuyển ụ phay dọc theo xà ngang và đọc chỉ thị. Xoay ke vuông góc 180°, lặp lại phép kiểm theo trình tự tương tự trên và tính giá trị trung bình của các sai lệch xác định được. Đối với các máy lớn, lặp lại thao tác trên ở hai vị trí biên của trụ máy. |
||
|
Đối tượng |
G6 |
|
|
Kiểm độ vuông góc của dịch chuyển thẳng đứng của ụ phay (trục Z) với. a) trục X; b) trục Y. CHÚ THÍCH: Phép kiểm này cũng áp dụng thích hợp cho các ụ phay thẳng đứng phụ trên xà ngang. |
||
|
Sơ đồ
|
||
|
Dung sai Đối với a) và b): 0,02 cho chiều dài đo 300 |
Sai lệch đo được |
|
|
Dụng cụ đo Ke vuông dạng trụ, tấm kiểm, các căn mẫu điều chỉnh được và cảm biến dịch chuyển thẳng |
||
|
Quan sát và tham chiếu TCVN 7011-1:2007 (ISO 230-1:1996) 5.5.2.2.4 Đặt cầu, xà ngang và ụ phay ở giữa hành trình Cố định cảm biến dịch chuyển thẳng trên ụ phay. Khóa xà ngang trên trụ máy, nếu có thể. Đặt ke vuông dạng trụ trên một tấm kiểm được định hướng song song với chuyển động các trục X và Y được xác định bởi dịch chuyển dọc của cầu và dịch chuyển ngang của ụ phay; sau đó đặt đầu dò cảm biến dịch chuyển thẳng trong mặt phẳng dọc trục tại điểm a1 trên ke vuông dạng trụ. Di chuyển trục Z đến điểm a2 và ghi lại giá trị đọc của cảm biến. Xoay ke vuông dạng trụ góc 180° và lặp lại phép kiểm theo trình tự tương tự trên. Tính giá trị trung bình của các sai lệch xác định được. Tiếp đó thực hiện phép đo trong mặt phẳng ngang (YZ) tại các điểm b1 và b2. Đối với các máy lớn, có thể thực hiện phép kiểm tại vị trí giữa và tại hai vị trí biên của ụ phay trên xà ngang. |
||
|
Đối tượng |
G7 |
|
|
Kiểm độ vuông góc của dịch chuyển thẳng đứng của xà ngang di động được (trục R) với a) trục X; b) trục Y. |
||
|
Sơ đồ
|
||
|
Dung sai Đối với a) và b): 0,02 cho chiều dài đo 500 |
Sai lệch đo được |
|
|
Dụng cụ đo Ke vuông dạng trụ, tấm kiểm, các căn mẫu điều chỉnh được và cảm biến dịch chuyển thẳng |
||
|
Quan sát và tham chiếu TCVN 7011-1:2007 (ISO 230-1:1996) 5.5.2.2.4 Đặt cầu, xà ngang và ụ phay ở giữa hành trình. Cố định giá đỡ đồng hồ so có mặt số và cảm biến dịch chuyển thẳng trên ụ phay. Khóa ụ phay trên xà ngang, nếu có thể. Đặt ke vuông dạng trụ trên một tấm kiểm được định hướng song song với chuyển động các trục X và Y được xác định bởi dịch chuyển dọc của cầu và dịch chuyển ngang của ụ phay; sau đó đặt đầu dò cảm biến dịch chuyển thẳng trong mặt phẳng dọc trục tại điểm a1 trên ke vuông dạng trụ. Di chuyển xà ngang đến điểm a2 và đọc chỉ thị. Xoay ke vuông dạng trụ góc 180° và lặp lại phép kiểm theo trình tự tương tự trên. Tính giá trị trung bình của các sai lệch xác định được. Tiếp đó thực hiện phép đo trong mặt phẳng ngang tại các điểm b1 và b2. Đối với các máy lớn, có thể thực hiện phép kiểm tại vị trí giữa và tại hai vị trí biên của ụ phay trên xà ngang. |
||
|
Đối tượng |
G8 |
|
|
Kiểm độ biến đổi nghiêng của xà ngang theo chuyển động trục R của nó trong mặt phẳng thẳng đứng YZ: a) Tại vị trí thấp nhất; b) Tại vị trí giữa; c) Tại vị trí cao nhất. |
||
|
Sơ đồ
CHÚ DẪN: 1 Ni vô đo 2 Ni vô chuẩn |
||
|
Dung sai 0,02/1000 |
Sai lệch đo được |
|
|
Dụng cụ đo Ni vô chính xác |
||
|
Quan sát và tham chiếu TCVN 7011-1:2007 (ISO 230-1:1996) 5.2.3.2.2.1 Đặt ni vô tại vị trí giữa của xà ngang trên một tấm bề mặt thích hợp và đọc chỉ thị tại các vị trí đã định. Nếu chuyển động trục R gây ra sai lệch góc của cả xà ngang và bàn kẹp gia công, phải thực hiện các phép đo độ chênh lệch của hai chuyển động góc này. Nếu phép đo độ chênh lệch được áp dụng, ni vô chuẩn phải được đặt trên bàn kẹp gia công. Đặt các ụ phay đối xứng so với bàn kẹp gia công. Đối với các máy chỉ có duy nhất một ụ phay, ụ phay phải được đặt ở một vị trí trung tâm. Tại mỗi vị trí phải khóa xà ngang Iại, nếu có thể. |
||
7.2 Bàn máy
|
Đối tượng |
G9 |
|
|
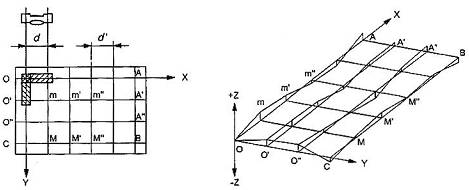
Kiểm độ phẳng của bề mặt bàn máy. |
||
|
Sơ đồ
|
||
|
Dung sai Đối với X ≤ 3000 và Y ≤ 2000: 0,030 Đối với mỗi lượng chiều dài tăng thêm 1000 theo trục X: cộng thêm 0,010 Đối với mỗi lượng chiều dài tăng thêm 1000 theo trục Y: cộng thêm 0,010 Dung sai cục bộ cho 1000 x 1000: 0,020 |
Sai lệch đo được |
|
|
Dụng cụ đo Các nivô chính xác và giá đỡ với các điểm tiếp xúc cách nhau 500 mm hoặc dụng cụ quang học hoặc dụng cụ khác |
||
|
Quan sát và tham chiếu TCVN 7011-1:2007 (ISO 230-1:1996) 5.3.2.2, 5.3.2.3, 5.3.2.4 Cầu ở vị trí giữa hành trình (vị trí giữa). Đặt ni vô chính xác cùng với giá đỡ trên bề mặt bàn máy và di chuyển ni vô theo các phương O-X và O-Y từng bước tương ứng với chiều dài của giá đỡ (500 mm) theo phương liên quan, và ghi lại các giá trị đọc. Phương pháp kiểm G10 cũng có thể dùng được cho kiểm độ phẳng nếu không thực hiện gia công tinh bàn máy sau khi lắp ráp. |
||
|
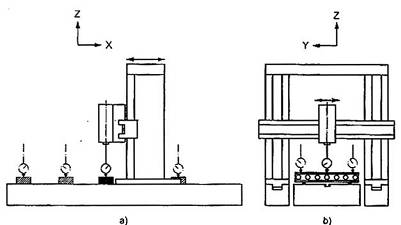
Đối tượng |
G10 |
||
|
Kiểm độ song song của bề mặt bàn máy với: a) Chuyển động của trụ máy (trục X); b) Chuyển động của ụ phay (trục Y). |
|||
|
Sơ đồ
|
|||
|
Dung sai 1) a) X ≤ 10 000: 0,05 Dung sai cục bộ: 0,02 đối với chiều dài đo 1000 |
b) Y ≤ 10 000: 0,03 Đối với mỗi lượng chiều dài tăng thêm 1000: cộng thêm 0,005 Dung sai lớn nhất: 0,06 Dung sai cục bộ: 0,03 đối với chiều dài đo 1000 |
Sai lệch đo được |
|
|
1) Các giá trị dung sai ở trên được quy định với giả thiết rằng không thực hiện gia công tinh bàn máy sau khi lắp ráp. Nếu không, các giá trị dung sai phải theo thỏa thuận giữa nhà cung cấp/nhà sản xuất với người sử dụng. |
|||
|
Dụng cụ đo Cảm biến dịch chuyển thẳng, thước kiểm thẳng và các căn mẫu |
|||
|
Quan sát và tham chiếu TCVN 7011-1:2007 (ISO 230-1:1996) 5.4.2.2.2.1 và 5.4.2.2.2.2 Lắp một cảm biến dịch chuyển thẳng vào trục chính phay hoặc vào ụ trục chính gần trục chính. Cảm biến dịch chuyển thẳng phải hướng vuông góc với bề mặt bàn máy và tiếp xúc trực tiếp với bề mặt bàn máy hoặc tiếp xúc với một căn mẫu được đặt trên bề mặt bàn máy. a) Ụ phay ở vị trí giữa hành trình. Di chuyển ngang trụ máy theo phương trục X và ghi lại độ chênh lệch lớn nhất của các giá trị đọc. Lặp lại phép kiểm ở hai vị trí khác của ụ phay, đối xứng với vị trí trước đó và ghi lại độ chênh lệch lớn nhất của các giá trị đọc theo cách tương tự. Giá trị lớn nhất của các độ chênh lệch lớn nhất này cho sai lệch độ song song của trục X. b) Xà ngang được khóa lại, nếu có thể. Di chuyển ụ phay theo phương trục Y và ghi lại độ chênh lệch lớn nhất của các giá trị đọc. Lặp lại phép kiểm ở hai vị trí khác đối xứng với vị trí trước đó và ghi lại các độ chênh lệch lớn nhất của giá trị đọc theo cách tương tự. Giá trị lớn nhất của các độ chênh lệch lớn nhất này cho sai lệch độ song song của trục Y. |
|||
|
Đối tượng |
G11 |
|
|
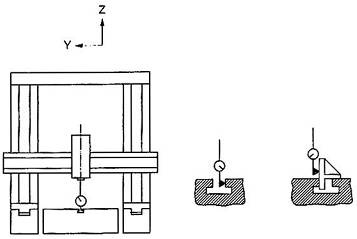
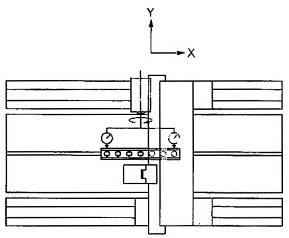
Kiểm độ song song của rãnh chữ T ở giữa hoặc rãnh chữ T chuẩn với chuyển động của trụ máy (trục X). |
||
|
Sơ đồ
|
||
|
Dung sai 0,03 đối với chiều dài đo đến 2000 Đối với mỗi chiều dài tăng thêm 1000, cộng thêm 0,01 vào dung sai tương ứng trước Dung sai lớn nhất: 0,1 Dung sai cục bộ: 0,02 cho chiều dài đo 1000 mm |
Sai lệch đo được |
|
|
Dụng cụ đo Cảm biến dịch chuyển thẳng, ke chữ thập |
||
|
Quan sát và tham chiếu TCVN 7011-1:2007 (ISO 230-1:1996) 5.4.2.2.2.1 Lắp cảm biến dịch chuyển thẳng vào trục chính phay hoặc vào ụ gần với trục chính. Đặt đầu dò tiếp xúc với mặt cần đo của rãnh chữ T chuẩn hoặc sử dụng một vật mẫu có hình dạng thích hợp. Di chuyển xà ngang và ghi lại thay đổi chỉ thị của cảm biến dịch chuyển thẳng. |
||
7.3 Ụ phay
|
Đối tượng |
G12 |
|||
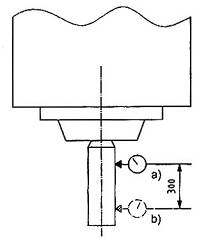
|
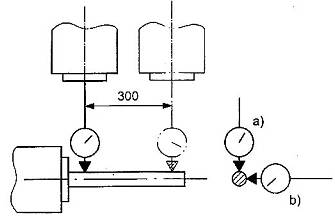
Kiểm độ đảo mặt côn trong của trục chính phay: a) Tại gần đầu mút trục chính; b) Tại vị trí cách đầu mút trục chính 300 mm. Thực hiện các phép kiểm này cho từng trục chính phay của máy. |
||||
|
Sơ đồ
|
||||
|
Dung sai |
Sai lệch đo được D = … a) b) |
|||
|
D ≤ 200 D > 200 |
a) 0,010 a) 0,015 |
b) 0,020 b) 0,030 |
||
|
Trong đó D là đường kính ngoài của mặt mút trục chính. |
||||
|
Dụng cụ đo Cảm biến dịch chuyển thẳng và trục kiểm |
||||
|
Quan sát và tham chiếu TCVN 7011-1:2007 (ISO 230-1:1996) 5.6.1.2.3 Lắp một cảm biến dịch chuyển thẳng vào bộ phận cố định của máy và đưa trục kiểm vào trục chính. Đặt đầu dò cảm biến dịch chuyển thẳng gần nhất có thể tới vị trí a), quay trục chính và ghi lại số chỉ. Lặp lại thao tác tương tự trên tại vị trí b) ở khoảng cách 300 mm so với vị trí a). CHÚ THÍCH: Một phép kiểm lựa chọn khác (kiểm các chuyển động có sai số của trục tâm quay) được trình bày ở R1. |
||||
|
Đối tượng |
G13 |
||||
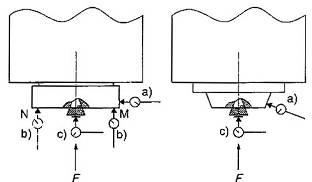
|
Kiểm trục chính phay về: a) Độ đảo mặt mút bề mặt ngoài; b) Độ đảo mặt mút trục chính (bao gồm cả độ trượt chiều trục có tính chu kỳ); c) Độ trượt chiều trục có tính chu kỳ. Thực hiện các phép kiểm này cho từng trục chính phay của máy ở vị trí thẳng đứng hoặc nằm ngang. |
|||||
|
Sơ đồ
|
|||||
|
Dung sai |
Sai lệch đo được |
||||
|
a) b) c) |
D ≤ 200 0,010 0,015 0,005 |
D > 200 0,015 0,020 0,010 |
|
||
|
Trong đó D là đường kính ngoài của mặt mút trục chính. |
|||||
|
Dụng cụ đo Cảm biến dịch chuyển thẳng |
|||||
|
Quan sát và tham chiếu TCVN 7011-1:2007 (ISO 230-1:1996) Lắp giá đỡ cảm biến dịch chuyển thẳng và cảm biến dịch chuyển thẳng vào bộ phận cố định của máy. a) 5.6.1.2.2 Đặt đầu dò cảm biến dịch chuyển thẳng vuông góc với đường sinh, quay trục chính phay và ghi lại số chỉ. b) 5.6.3.2 Đặt đầu dò cảm biến dịch chuyển thẳng gần nhất có thể với cạnh ngoài của bề mặt phẳng tại vị trí M, quay trục chính phay và ghi lại số chỉ. Lặp lại thao tác tương tự trên tại vị trí N sau khi di chuyển cảm biến dịch chuyển thẳng. Xác định giá trị trung bình. c) 5.6.2.2.1 và 5.6.2.2.2 Chèn một bi thép vào tâm trục chính (bằng các dụng cụ phụ trợ nếu cần thiết). Định vị trí đầu dò cảm biến dịch chuyển thẳng để tiếp xúc với bi thép, quay trục chính và ghi lại số chỉ. Giá trị và chiều của lực tác dụng vào phải do nhà sản xuất/nhà cung cấp quy định. Nếu sử dụng các ổ trục được đặt tải hướng trục trước thì không cần tác dụng lực F. CHÚ THÍCH: Một phép kiểm lựa chọn khác (kiểm các chuyển động có sai số của trục tâm quay) được trình bày ở R1. |
|||||
|
Đối tượng |
G14 |
|
|
Kiểm độ vuông góc giữa đường tâm quay của trục chính phay thẳng đứng với: a) Trục X; b) Trục Y. CHÚ THÍCH: Phép kiểm này cũng áp dụng được cho các ụ phay thẳng đứng phụ trên xà ngang. |
||
|
Sơ đồ
|
||
|
Dung sai Đối với a) và b): 0,03/500 (Khoảng cách giữa hai điểm tiếp xúc đo) |
Sai lệch đo được |
|
|
Dụng cụ đo Cảm biến dịch chuyển thẳng/cần giá đỡ và thước kiểm thẳng hoặc tấm kiểm |
||
|
Quan sát và tham chiếu TCVN 7011-1:2007 (ISO 230-1:1996) 5.5.1.2.3.2 Đặt một thước kiểm thẳng tại vị trí tâm bàn máy song song với chuyển động theo trục X của xà ngang trong mặt phẳng thẳng đứng. Xà ngang ở vị trí giữa độ cao và khóa lại, ụ phay ở vị trí giữa hành trình và khóa lại, nếu có thể. Ống mang và dẫn hướng trục chính hoặc đầu trượt ở vị trí 1/3 hành trình tính từ ụ. Lắp cần giá đỡ cùng với cảm biến dịch chuyển thẳng vào trục chính phay và điều chỉnh đầu dò của cảm biến dịch chuyển thẳng chạm vào thước kiểm thẳng và ghi lại chỉ thị. Sau đó quay trục chính góc 180° và ghi lại chỉ thị mới. Tính độ chênh lệch giữa hai giá trị đọc rồi chia cho khoảng cách giữa hai điểm đo. Lặp lại phép đo trên với thước kiểm thẳng được chỉnh đặt song song với chuyển động theo trục Y. |
||
7.4 Ụ phay xoay
|
Đối tượng |
G15 |
|
|
Kiểm độ song song của đường tâm xoay của ụ phay với mặt phẳng YZ khi xoay ụ phay. CHÚ THÍCH: Phép kiểm này cũng áp dụng được cho các ụ phay thẳng đứng phụ trên xà ngang. |
||
|
Sơ đồ
CHÚ DẪN: 1 Trục xoay 2 Điểm đo |
||
|
Dung sai Với cảm biến dịch chuyển thẳng được đặt cách đường tâm xoay đầu mút trục chính 100 mm 0,02 với α ≤ 10° 0,03 với 10° < α="" ≤=""> 0,04 với α > 20° |
Sai lệch đo được |
|
|
Dụng cụ đo Ke vuông, tấm kiểm, các căn mẫu điều chỉnh được và cảm biến dịch chuyển thẳng |
||
|
Quan sát và tham chiếu TCVN 7011-1:2007 (ISO 230-1:1996) 5.4.2.2.2.2 Đặt một tấm kiểm lên bàn máy và điều chỉnh bề mặt trên của nó song song với cả hai chuyển động trục X và Y. Định vị trí của ke vuông phẳng trên tấm kiểm sao cho bề mặt thẳng đứng của nó song song với chuyển động trục Y. Xà ngang được cố định ở vị trí giữa độ cao, bàn trượt ụ phay được cố định ở vị trí giữa hành trình. Gắn một cảm biến dịch chuyển thẳng vào ụ phay sao cho đầu dò của nó cách đầu mút trục chính 100 mm. Áp đầu dò của cảm biến dịch chuyển thẳng vào mặt ke vuông phẳng theo phương trục X, quay ụ phay và ghi lại các giá trị đọc. |
||
7.5 Ụ phay nằm ngang (ụ phay bên)
|
Đối tượng |
G16 |
|
|
Kiểm độ vuông góc giữa chuyển động thẳng đứng của ụ phay bên (trục W) trên một trụ máy và: a) Trục X; b) Trục Y. |
||
|
Sơ đồ
|
||
|
Dung sai Đối với a) và b): 0,03 cho chiều dài đo 500. |
Sai lệch đo được |
|
|
Dụng cụ đo Ke vuông dạng trụ, tấm kiểm, các căn mẫu điều chỉnh được và cảm biến dịch chuyển thẳng |
||
|
Quan sát và tham chiếu TCVN 7011-1:2007 (ISO 230-1:1996) 5.5.2.2.4 Đặt trụ máy và ụ phay thẳng đứng ở vị trí giữa hành trình. Cố định giá đỡ cảm biến dịch chuyển thẳng và cảm biến dịch chuyển thẳng trên ụ phay bên. Đặt ke vuông dạng trụ trên một tấm kiểm được hướng song song với mặt phẳng chuẩn xác định bởi dịch chuyển dọc của trụ máy (trục X) và dịch chuyển ngang của ụ phay thẳng đứng (trục Y); sau đó đặt đầu dò cảm biến dịch chuyển thẳng trong mặt mặt dọc trục tại điểm a1 trên ke vuông dạng trụ. Di chuyển ụ phay bên đến điểm a2 và đọc số chỉ. Xoay ke vuông dạng trụ góc 180° và lặp lại kiểm theo cùng trình tự trên. Tính giá trị trung bình của các sai lệch xác định được. Tiếp đó thực hiện kiểm trong mặt phẳng ngang tại các điểm b1 và b2. Nếu trục chính có thể khóa được, có thể lắp cảm biến dịch chuyển thẳng trên trục chính. Nếu trục chính không thể khóa được, cảm biến dịch chuyển thẳng phải được lắp trên một bộ phận cố định của máy. |
||
|
Đối tượng |
G17 |
|
|
Kiểm độ song song của đường tâm trục chính phay nằm ngang với trục Y: a) Trong mặt phẳng thẳng đứng YZ; b) Trong mặt phẳng nằm ngang XY. CHÚ THÍCH: Chỉ áp dụng thích hợp cho ụ phay có một đường tâm trục chính nằm ngang. Phép kiểm này không áp dụng cho các ụ phay có kết cấu dời chuyển được. |
||
|
Sơ đồ
|
||
|
Dung sai Đối với a) và b): 0,03 cho chiều dài đo 300 |
Sai lệch đo được |
|
|
Dụng cụ đo Trục kiểm và cảm biến dịch chuyển thẳng |
||
|
Quan sát và tham chiếu TCVN 7011-1:2007 (ISO 230-1:1996) 5.4.2.2.3 Gắn một cảm biến dịch chuyển thẳng vào ụ phay thẳng đứng và điều chỉnh đầu dò của cảm biến dịch chuyển thẳng tiếp xúc với trục kiểm được lắp trên trục chính phay nằm ngang, a) theo phương thẳng đứng, b) theo phương nằm ngang, tại vị trí gần nhất có thể với đầu mút trục chính. Ụ phay nằm ngang được khóa ở vị trí thấp. Xà ngang được khóa ở vị trí giữa, nếu có thể. Di chuyển ụ phay thẳng đứng (trục Y) cho chiều dài đo và ghi lại các chỉ thị. Ghi lại độ chênh lệch lớn nhất các giá trị đọc của cảm biến dịch chuyển thẳng. Phải thực hiện các phép kiểm tại vị trí trung bình của chuyển động quay trục chính cho cả a) và b). |
||
|
Đối tượng |
G18 |
|
|
Kiểm độ vuông góc giữa đường tâm quay của trục chính phay nằm ngang và chuyển động của trụ máy (trục X). CHÚ THÍCH: Chỉ áp dụng thích hợp cho ụ phay có một đường tâm trục chính nằm ngang. Phép kiểm này không áp dụng cho các ụ phay có kết cấu dời chuyển được. |
||
|
Sơ đồ
|
||
|
Dung sai 0,03/500 1) |
Sai lệch đo được |
|
|
1) Khoảng cách giữa hai điểm tiếp xúc đo |
||
|
Dụng cụ đo Thước kiểm thẳng, cảm biến dịch chuyển thẳng và cần giá đỡ |
||
|
Quan sát và tham chiếu TCVN 7011-1:2007 (ISO 230-1:1996) 5.5.1.2.3.2 Đặt một thước kiểm thẳng tại vị trí tâm bàn máy song song với chuyển động theo trục X của trụ máy trong mặt phẳng nằm ngang. Trụ máy được khóa tại vị trí giữa hành trình, nếu có thể. Ụ phay nằm ngang ở vị trí thấp và được khóa lại, nếu có thể. Ống mang và dẫn hướng trục chính hoặc đầu trượt ở vị trí 1/3 hành trình so với ụ phay nằm ngang. Lắp cần giá đỡ cùng với cảm biến dịch chuyển thẳng vào trục chính phay nằm ngang và điều chỉnh đầu dò của cảm biến dịch chuyển thẳng chạm vào thước kiểm thẳng và ghi lại chỉ thị. Sau đó quay trục chính góc 180° và ghi lại chỉ thị mới. Ghi lại độ chênh lệch giữa hai giá trị đọc chia cho khoảng cách giữa hai điểm đo. |
||
8 Kiểm gia công
8.1 Độ phẳng của mẫu kiểm thực hiện bởi phay phẳng
|
Đối tượng |
M1 |
||
|
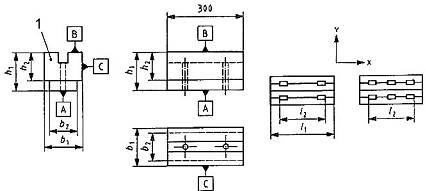
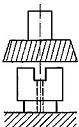
Phay bốn mẫu kiểm (mặt B) dọc theo trục X đối với các bàn máy có chiều dài đến 2000 mm. Đối với bàn máy có chiều dài lớn hơn 2000 mm, có thể sử dụng sáu (hoặc tám) mẫu kiểm như thể hiện trên sơ đồ. |
|||
|
Sơ đồ
|
|||
|
|
CHÚ DẪN: 1 mẫu kiểm I1 là chiều dài của bàn máy; I2 là khoảng cách giữa các mặt biên của các mẫu kiểm được đặt theo thứ tự liên tiếp b1 = h1 = 150 b2 = h2 = 110 I1 - I2 = 600; hoặc I1 - I2 được xác định theo thỏa thuận giữa người sử dụng và nhà sản xuất |
||
|
Điều kiện kiểm Việc gia công cắt gọt phải được thực hiện với một dao phay có gắn mảnh cắt được lắp trên trục chính phay thẳng đứng. Tất cả các điều kiện kiểm khác (chất lượng và kích thước của dụng cụ cắt, tốc độ cắt, lượng chạy dao và chiều sâu cắt của dụng cụ, vật liệu mẫu kiểm) phải do nhà sản xuất/nhà cung cấp quy định. Tất cả các mẫu kiểm phải có cùng độ cứng. |
|||
|
Dung sai a) Độ phẳng của mặt B của từng mẫu kiểm: 0,015 b) Chiều cao h1 của các khối phải là hằng số đối với một mẫu kiểm hoặc đối với: I2 ≤ 2000 0,03 2000 <>I2 ≤ 5000 0,05 5000 I2 ≤ 10000 0,08 |
Sai lệch đo được |
||
|
Dụng cụ đo Thước kiểm thẳng và các căn mẫu hoặc cảm biến dịch chuyển thẳng và tấm kiểm, panme |
|||
|
Quan sát và tham chiếu TCVN 7011-1:2007 (ISO 230-1:1996) 3.1, 3.2.2, 4.1, 4.2, 5.3.2.1 và 5.4.1.2.2 Trước khi bắt đầu phép kiểm: - đảm bảo rằng các mặt A là phẳng; - định hướng (các) khối song song với chuyển động của bàn máy (trục X); Với dao phay được lắp trên trục chính phay, các dung sai được khuyến nghị như sau: 1) Độ đảo ≤ 0,02; 2) Độ đảo mặt đều ≤ 0,03. |
|||
8.2 Phay các mặt bên
|
Đối tượng |
M2 |
|
|
Phay một trong các mặt bên của hai hoặc ba mẫu kiểm được đặt trên bàn máy dọc theo trục X. Một mặt vuông góc với mặt B có thể được gia công với dụng cụ cắt (ụ phay) được dẫn hướng trên trụ máy bên phải hoặc bên trái. Phép kiểm được thực hiện nếu máy được lắp các trục chính yêu cầu. M2 là một phép kiểm tiếp sau M1. |
||
|
Sơ đồ
I1 là chiều dài của bàn máy; I2 là khoảng cách giữa các mặt biên của các mẫu kiểm được đặt theo thứ tự liên tiếp I1 - I2 = 600; hoặc I1 - I2 được xác định theo thỏa thuận giữa người sử dụng và nhà sản xuất Các kích thước danh nghĩa của mẫu kiểm tương tự như mẫu kiểm M1 |
||
|
Điều kiện kiểm Tất cả các điều kiện kiểm khác (chất lượng và kích thước của dụng cụ cắt, tốc độ cắt, lượng chạy dao và chiều sâu cắt của dụng cụ, vật liệu mẫu kiểm) phải do nhà sản xuất/nhà cung cấp quy định. Tất cả các mẫu kiểm phải có cùng độ cứng. |
||
|
Dung sai Độ vuông góc giữa mặt bên C và mặt B Sai lệch độ vuông góc của tất cả các mẫu kiểm: trong giới hạn 0,02 đối với chiều dài đo 300 |
Sai lệch đo được |
|
|
Dụng cụ đo Ni vô chính xác |
||
|
Quan sát và tham chiếu TCVN 7011-1:2007 (ISO 230-1:1996) 3.1, 3.2.2, 4.1, 4.2, 5.3.2.1 và 5.4.1.2.2 Định hướng (các) khối song song với trục X. |
||
9 Độ chính xác và khả năng lặp lại định vị của các trục điều khiển số
9.1 Các trục tịnh tiến
|
Đối tượng |
P1 |
|||
|
Kiểm độ chính xác và khả năng lặp lại của chuyển động trục X của trụ máy. |
||||
|
Sơ đồ
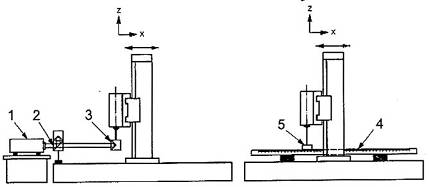
CHÚ DẪN: 1 Đầu laze 4 Thang đo 2 Giao thoa kế 5 Bộ đọc thang đo 3 Gương phản xạ |
||||
|
Dung sai |
Chiều dài đo |
Sai lệch đo được |
||
|
|
≤ 500 |
≤ 1000 |
≤ 2000 |
|
|
Các trục đến 2000 mm |
|
|
|
|
|
Độ chính xác định vị theo hai chiều A |
0,020 |
0,025 |
0,032 |
|
|
Khả năng lặp lại định vị theo một chiều R↑ hoặc R↓ |
0,008 |
0,010 |
0,013 |
|
|
Giá trị đảo chiều của trục B |
0,010 |
0,013 |
0,016 |
|
|
Sai lệch định vị hệ thống theo hai chiều E |
0,016 |
0,020 |
0,025 |
|
|
Phạm vi của sai lệch định vị trung bình theo hai chiều của trục M |
0,010 |
0,013 |
0,016 |
|
|
Các trục lớn hơn 2000 mm |
|
|
|
|
|
Sai lệch định vị hệ thống theo hai chiều E |
0,025 + 0,005 cho mỗi lượng chiều dài tăng thêm 1000 |
|
||
|
Phạm vi của sai lệch định vị trung bình theo hai chiều của trục M |
0,016+ 0,003 cho mỗi lượng chiều dài tăng thêm 1000 |
|
||
|
Giá trị đảo chiều của trục B |
0,016+ 0,003 cho mỗi lượng chiều dài tăng thêm 1000 |
|
||
|
Dụng cụ đo Thang đo chiều dài hoặc thiết bị đo laze |
||||
|
Quan sát và tham chiếu ISO 230-2 Phép đo tương đối giữa vị trí dụng cụ cắt và vị trí chi tiết gia công được mong đợi. Nếu sử dụng một thang đo chiều dài, nó phải được chỉnh đặt trên bàn máy song song với trục X, bộ đọc thang đo ở đúng vị trí dụng cụ cắt. Nếu sử dụng thiết bị laze, gương phản xạ phải được chỉnh đặt trên ụ phay thẳng đứng (vị trí dụng cụ cắt) và giao thoa kế trên bàn máy. Liên quan đến các điều kiện kiểm, chương trình kiểm và trình bày kết quả, phải tham chiếu theo các Điều 3, 4 và 7 của ISO 230-2:2006. |
||||
|
Đối tượng |
P2 |
|||
|
Kiểm độ chính xác và khả năng lặp lại của chuyển động theo trục Y của bàn trượt và ụ phay thẳng đứng. |
||||
|
Sơ đồ
CHÚ DẪN: 1 Đầu laze 4 Thang đo 2 Giao thoa kế 5 Bộ đọc thang đo 3 Gương phản xạ |
||||
|
Dung sai |
Chiều dài đo |
Sai lệch đo được |
||
|
|
≤ 500 |
≤ 1000 |
≤ 2000 |
|
|
Các trục đến 2000 mm |
|
|
|
|
|
Độ chính xác định vị theo hai chiều A |
0,020 |
0,025 |
0,032 |
|
|
Khả năng lặp lại định vị theo một chiều R↑ hoặc R↓ |
0,008 |
0,010 |
0,013 |
|
|
Giá trị đảo chiều của trục B |
0,010 |
0,013 |
0,016 |
|
|
Sai lệch định vị hệ thống theo hai chiều E |
0,016 |
0,020 |
0,025 |
|
|
Phạm vi của sai lệch định vị trung bình theo hai chiều của trục M |
0,010 |
0,013 |
0,016 |
|
|
Các trục lớn hơn 2000 mm |
|
|
|
|
|
Sai lệch định vị hệ thống theo hai chiều E |
0,025 + 0,005 cho mỗi lượng chiều dài tăng thêm 1000 |
|
||
|
Phạm vi của sai lệch định vị trung bình theo hai chiều của trục M |
0,016+ 0,003 cho mỗi lượng chiều dài tăng thêm 1000 |
|
||
|
Giá trị đảo chiều của trục B |
0,016+ 0,003 cho mỗi lượng chiều dài tăng thêm 1000 |
|
||
|
Dụng cụ đo Thang đo chiều dài hoặc thiết bị đo laze |
||||
|
Quan sát và tham chiếu ISO 230-2 Phép đo tương đối giữa vị trí dụng cụ cắt và vị trí chi tiết gia công được mong đợi. Nếu sử dụng một thang đo chiều dài, nó phải được chỉnh đặt trên bàn máy song song với trục Y, bộ đọc thang đo ở đúng vị trí dụng cụ cắt. Nếu sử dụng thiết bị laze, gương phản xạ phải được chỉnh đặt trên ụ phay thẳng đứng và giao thoa kế ở trên bàn máy hoặc trên phần kéo dài của bàn máy. Liên quan đến các điều kiện kiểm, chương trình kiểm và trình bày kết quả, phải tham chiếu theo các Điều 3, 4 và 7 của ISO 230-2:2006. Điểm bắt đầu đo phải được nói rõ. |
||||
|
Đối tượng |
P3 |
|||
|
Kiểm độ chính xác và khả năng lặp lại định vị của chuyển động theo trục Z của ụ phay thẳng đứng hoặc ống mang và dẫn hướng trục chính. |
||||
|
Sơ đồ
CHÚ DẪN: 1 Đầu laze 2 Giao thoa kế 3 Gương phản xạ |
||||
|
Dung sai |
Chiều dài đo |
Sai lệch đo được |
||
|
|
≤ 500 |
≤ 1000 |
|
|
|
Các trục đến 2000 mm |
|
|
|
|
|
Độ chính xác định vị theo hai chiều A |
0,020 |
0,025 |
|
|
|
Khả năng lặp lại định vị theo một chiều R↑ hoặc R↓ |
0,008 |
0,010 |
|
|
|
Giá trị đảo chiều của trục B |
0,010 |
0,013 |
|
|
|
Sai lệch định vị hệ thống theo hai chiều E |
0,016 |
0,020 |
|
|
|
Phạm vi của sai lệch định vị trung bình theo hai chiều của trục M |
0,010 |
0,013 |
|
|
|
Dụng cụ đo Thang đo chiều dài hoặc thiết bị đo laze |
||||
|
Quan sát và tham chiếu ISO 230-2 Phép đo tương đối giữa vị trí dụng cụ cắt và vị trí chi tiết gia công được mong đợi. Nếu sử dụng một thang đo chiều dài, nó phải được chỉnh đặt trên bàn máy song song với trục Z, bộ đọc thang đo ở đúng vị trí dụng cụ cắt. Nếu sử dụng thiết bị laze, gương phản xạ phải được chỉnh đặt trên ụ phay thẳng đứng và giao thoa kế ở trên bàn máy. Liên quan đến các điều kiện kiểm, chương trình kiểm và trình bày kết quả, phải tham chiếu theo các Điều 3, 4 và 7 của ISO 230-2:2006. |
||||
|
Đối tượng |
P4 |
|||
|
Kiểm độ chính xác và khả năng lặp lại của chuyển động theo trục W của ụ phay nằm ngang. |
||||
|
Sơ đồ
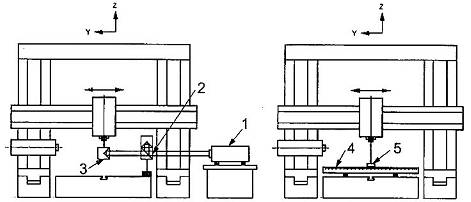
CHÚ DẪN: 1 Đầu laze 2 Giao thoa kế 3 Gương phản xạ |
||||
|
Dung sai |
Chiều dài đo |
Sai lệch đo được |
||
|
|
≤ 500 |
≤ 1000 |
≤ 2000 |
|
|
Các trục đến 2000 mm |
|
|
|
|
|
Độ chính xác định vị theo hai chiều A |
0,020 |
0,025 |
0,032 |
|
|
Khả năng lặp lại định vị theo một chiều R↑ hoặc R↓ |
0,008 |
0,010 |
0,013 |
|
|
Giá trị đảo chiều của trục B |
0,010 |
0,013 |
0,016 |
|
|
Sai lệch định vị hệ thống theo hai chiều E |
0,016 |
0,020 |
0,025 |
|
|
Phạm vi của sai lệch định vị trung bình theo hai chiều của trục M |
0,010 |
0,013 |
0,016 |
|
|
Các trục lớn hơn 2000 mm |
|
|
|
|
|
Sai lệch định vị hệ thống theo hai chiều E |
0,025 + 0,005 cho mỗi lượng chiều dài tăng thêm 1000 |
|
||
|
Phạm vi của sai lệch định vị trung bình theo hai chiều của trục M |
0,016+ 0,003 cho mỗi lượng chiều dài tăng thêm 1000 |
|
||
|
Giá trị đảo chiều của trục B |
0,016+ 0,003 cho mỗi lượng chiều dài tăng thêm 1000 |
|
||
|
Dụng cụ đo Thang đo chiều dài hoặc thiết bị đo laze |
||||
|
Quan sát và tham chiếu ISO 230-2 Phép đo tương đối giữa vị trí dụng cụ cắt và vị trí chi tiết gia công được mong đợi. Nếu sử dụng một thang đo chiều dài, nó phải được chỉnh đặt trên bàn máy song song với trục Z, bộ đọc thang đo ở đúng vị trí dụng cụ cắt. Nếu sử dụng thiết bị laze, gương phản xạ phải được chỉnh đặt trên ụ phay nằm ngang và giao thoa kế ở trên bàn máy. Liên quan đến các điều kiện kiểm, chương trình kiểm và trình bày kết quả, phải tham chiếu theo các Điều 3, 4 và 7 của ISO 230-2:2006. Điểm bắt đầu đo phải được nói rõ. |
||||
|
Đối tượng |
P5 |
|||
|
Kiểm độ chính xác và khả năng lặp lại của chuyển động theo trục V của ụ phay nằm ngang hoặc ống mang và dẫn hướng trục chính. |
||||
|
Sơ đồ
CHÚ DẪN: 1 Đầu laze 2 Giao thoa kế 3 Gương phản xạ |
||||
|
Dung sai |
Chiều dài đo |
Sai lệch đo được |
||
|
≤ 500 |
≤ 1000 |
|||
|
Các trục đến 2000 mm |
|
|
|
|
|
Độ chính xác định vị theo hai chiều A |
0,020 |
0,025 |
|
|
|
Khả năng lặp lại định vị theo một chiều R↑ hoặc R↓ |
0,008 |
0,010 |
|
|
|
Giá trị đảo chiều của trục B |
0,010 |
0,013 |
|
|
|
Sai lệch định vị hệ thống theo hai chiều E |
0,016 |
0,020 |
|
|
|
Phạm vi của sai lệch định vị trung bình theo hai chiều của trục M |
0,010 |
0,013 |
|
|
|
Dụng cụ đo Thang đo chiều dài hoặc thiết bị đo laze |
||||
|
Quan sát và tham chiếu ISO 230-2 Phép đo tương đối giữa vị trí dụng cụ cắt và vị trí chi tiết gia công được mong đợi. Nếu sử dụng một thang đo chiều dài, nó phải được chỉnh đặt trên bàn máy song song với trục Y, bộ đọc thang đo ở đúng vị trí dụng cụ cắt. Nếu sử dụng thiết bị laze, gương phản xạ phải được chỉnh đặt trên ụ phay nằm ngang và giao thoa kế trên bàn máy. Liên quan đến các điều kiện kiểm, chương trình kiểm và trình bày kết quả, phải tham chiếu theo các Điều 3, 4 và 7 của ISO 230-2:2006. |
||||
|
Đối tượng |
P6 |
|||
|
Kiểm độ chính xác và khả năng lặp lại của chuyển động theo trục R của xà ngang khi được điều khiển số. |
||||
|
Sơ đồ
CHÚ DẪN: 1 Đầu laze 2 Giao thoa kế 3 Gương phản xạ |
||||
|
Dung sai |
Chiều dài đo |
Sai lệch đo được |
||
|
≤ 500 |
≤ 1000 |
≤ 2000 |
||
|
Các trục đến 2000 mm |
|
|
|
|
|
Độ chính xác định vị theo hai chiều A |
0,020 |
0,025 |
0,032 |
|
|
Khả năng lặp lại định vị theo một chiều R↑ hoặc R↓ |
0,008 |
0,010 |
0,013 |
|
|
Giá trị đảo chiều của trục B |
0,010 |
0,013 |
0,016 |
|
|
Sai lệch định vị hệ thống theo hai chiều E |
0,016 |
0,020 |
0,025 |
|
|
Phạm vi của sai lệch định vị trung bình theo hai chiều của trục M |
0,010 |
0,013 |
0,016 |
|
|
Các trục lớn hơn 2000 mm |
|
|
|
|
|
Sai lệch định vị hệ thống theo hai chiều E |
0,025 + 0,005 cho mỗi lượng chiều dài tăng thêm 1000 |
|
||
|
Phạm vi của sai lệch định vị trung bình theo hai chiều của trục M |
0,016+ 0,003 cho mỗi lượng chiều dài tăng thêm 1000 |
|
||
|
Giá trị đảo chiều của trục B |
0,016+ 0,003 cho mỗi lượng chiều dài tăng thêm 1000 |
|
||
|
Dụng cụ đo Thang đo chiều dài hoặc thiết bị đo laze |
||||
|
Quan sát và tham chiếu ISO 230-2 Phép đo tương đối giữa vị trí dụng cụ cắt và vị trí chi tiết gia công được mong đợi. Nếu sử dụng một thang đo chiều dài, nó phải được chỉnh đặt trên bàn máy song song với trục Z, bộ đọc thang đo ở đúng vị trí dụng cụ cắt. Nếu sử dụng thiết bị laze, gương phản xạ phải được chỉnh đặt trên ụ phay thẳng đứng và giao thoa kế trên bàn máy. Liên quan đến các điều kiện kiểm, chương trình kiểm và trình bày kết quả, phải tham chiếu theo các Điều 3, 4 và 7 của ISO 230-2:2006. |
||||
9.2 Các trục quay
|
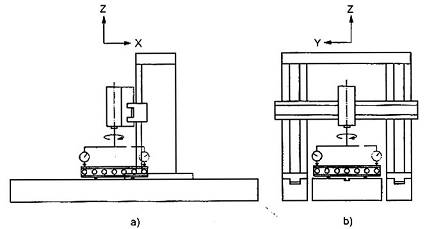
Đối tượng |
P7 |
|||
|
Kiểm độ chính xác và khả năng lặp lại của chuyển động trục A của ụ phay thẳng đứng. |
||||
|
Sơ đồ
CHÚ DẪN: 1 Bàn phân độ chính 2 Ống tự chuẩn trực 3 Gương phản xạ 4 Bộ nắn chùm tia |
||||
|
Dung sai (tính bằng giây cung) |
Góc đo |
Sai lệch đo được |
||
|
≤ 90° |
≤ 180° |
|||
|
Độ chính xác định vị theo hai chiều A |
12 |
16 |
|
|
|
Khả năng lặp lại định vị theo một chiều R↑ hoặc R↓ |
5 |
6 |
|
|
|
Sai lệch định vị hệ thống theo hai chiều E |
10 |
13 |
|
|
|
Giá trị đảo chiều của trục B |
6 |
8 |
|
|
|
Dụng cụ đo Đa giác với ống tự chuẩn trực hoặc bàn phân độ chính với gương và ống tự chuẩn trực hoặc bàn phân độ chính với giao thoa kế góc |
||||
|
Quan sát và tham chiếu ISO 230-2 Nếu sử dụng một bàn phân độ chính, chỉnh đặt nó trên ụ nghiêng sao cho trục quay của nó song song và gần với trục quay của ụ. Quay ụ theo một góc phân độ được [a)] và sau đó quay bàn phân độ ngược lại [b)] sao cho gương trở lại vị trí ban đầu và kiểm sai lệch góc. Liên quan đến các điều kiện kiểm, chương trình kiểm và trình bày kết quả, phải tham chiếu theo các Điều 3, 4 và 7 của ISO 230-2:2006. |
||||
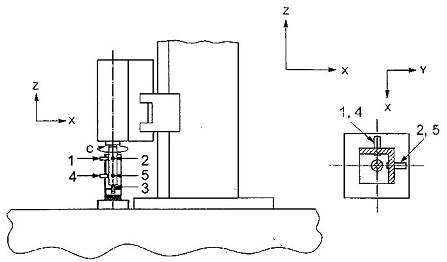
10 Độ chính xác hình học của trục quay của các trục chính mang dụng cụ cắt
|
Đối tượng |
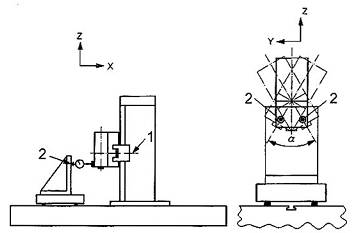
R1 |
||||
|
Trục quay chuyển động có sai số đối với trục chính mang dụng cụ cắt (C1): a) Chuyển động có sai số hướng kính (ERC); b) Chuyển động có sai số hướng trục (EZC); c) Chuyển động có sai số nghiêng (ETC). |
|||||
|
Sơ đồ
CHÚ DẪN: 1 đến 5 các cảm biến dịch chuyển thẳng (các đầu dò), (xem Quan sát và tham chiếu) |
|||||
|
Dung sai |
Sai lệch đo được |
||||
|
|
tại phần trăm tốc độ lớn nhất |
||||
|
|
10 % |
50 % |
100 % |
||
|
a) Giá trị chuyển động có sai số hướng kính tổng ERC |
0,010 |
0,014 |
0,020 |
||
|
b) Chuyển động có sai số hướng trục EZC |
0,010 |
0,014 |
0,020 |
||
|
c) Chuyển động có sai số nghiêng ETC |
0,040/1000 |
0,060/1000 |
0,080/1000 |
||
|
Nếu tốc độ quay nhỏ nhất lớn hơn 10 % tốc độ quay lớn nhất thì trục chính nên được vận hành ở tốc độ quay nhỏ nhất. |
|||||
|
Dụng cụ đo Trục kiểm, các đầu dò không tiếp xúc và các dụng cụ đo góc; hoặc Hai quả cầu chính xác được định vị hơi đồng tâm với đường trung bình trục chính và các đầu dò không tiếp xúc. |
|||||
|
Quan sát và tham chiếu TCVN 7011-7:2013 (ISO 230-7:2006) Phép kiểm này là một phép kiểm trục chính với hướng cảm biến quay (5.4 của TCVN 7011-7:2013 (ISO 230-7:2006)). Sau khi thiết lập dụng cụ đo, trừ khi có thỏa thuận khác giữa nhà sản xuất/nhà cung cấp và người sử dụng, trục chính được làm nóng tại tốc độ bằng 50 % tốc độ trục chính lớn nhất trong khoảng thời gian là 10 min. Chuyển động có sai số tổng được định nghĩa trong 3.2.4 của TCVN 7011-7:2013 (ISO 230-7:2006); giá trị chuyển động có sai số tổng được định nghĩa trong F.3.4 của TCVN 7011-7:2013 (ISO 230-7:2006). a) Giá trị chuyển động có sai số hướng kính tổng ERC (sử dụng các đầu dò 1 và 2) Thực hiện phép đo chuyển động có sai số hướng kính theo 5.4.2 của TCVN 7011-7:2013 (ISO 230-7:2006). Chuyển động có sai số hướng kính phải được đo tại vị trí gần nhất có thể so với đầu mút của trục chính. Với chuyển động có sai số hướng kính, ERC, phải đưa ra một đồ thị cực chuyển động có sai số tổng (3.3.1, TCVN 7011-7:2013 (ISO 230-7:2006)) với tâm đường tròn xác định theo phương pháp bình phương nhỏ nhất (3.4.3, TCVN 7011-7:2013 (ISO 230-7:2006)). b) Giá trị chuyển động có sai số hướng trục tổng EZC (sử dụng đầu dò 3) Phép đo chuyển động có sai số hướng trục tổng được mô tả trong 5.4.4 của TCVN 7011-7:2013 (ISO 230-7:2006) Với chuyển động có sai số hướng trục EZC, phải đưa ra một đồ thị cực của chuyển động có sai số tổng (3.3.1, TCVN 7011-7:2013 (ISO 230-7:2006)) với một tâm biểu đồ cực (PC) (3.4.1, TCVN 7011-7:2013 (ISO 230-7:2006)). c) Giá trị chuyển động có sai số nghiêng tổng ETC (sử dụng các đầu dò 1,2,4,5) Phép đo chuyển động có sai số nghiêng được mô tả trong 5.4.3 của TCVN 7011-7:2013 (ISO 230-7:2006). Chuyển động có sai số nghiêng cũng có thể được kiểm tra với hai đầu dò không tiếp xúc (xem 5.4.2.1 và 5 4.2.2 của TCVN 7011-7:2013 (ISO 230-7:2006)). Với chuyển động có sai số nghiêng ETC, phải đưa ra một đồ thị cực của chuyển động có sai số tổng (3.3.1, TCVN 7011-7:2013 (ISO 230-7:2006)) với một tâm biểu đồ cực (PC) (3.4.1, TCVN 7011-7:2013 (ISO 230-7:2006)). Đối với các phép kiểm này phải cung cấp các thông số sau: - Các vị trí hướng kính, hướng trục hoặc bề mặt tại đó thực hiện các phép đo; - Sự nhận dạng tất cả các vật mẫu giả, bia và đồ gá sử dụng; - Vị trí thiết lập đo; - Vị trí của các bộ phận định vị trí quay hoặc tịnh tiến kết nối với thiết bị khi kiểm; - Góc chỉ phương của hướng cảm biến, ví dụ, các góc theo chiều trục, gốc hướng kính hoặc trung gian khi thích hợp; - Trình bày các kết quả đo, ví dụ: giá trị chuyển động có sai số, đồ thị cực, đồ thị theo thời gian, đồ thị phổ tần suất; - Tốc độ quay của trục chính (bằng 0 đối với chuyển động có sai số tĩnh); - Khoảng thời gian tính bằng giây hoặc số vòng quay của trục chính; - Quy trình làm nóng máy hoặc dừng máy phù hợp; - Đáp ứng tần số của thiết bị đo, tính bằng héc hoặc số chu kỳ trên mỗi vòng quay, bao gồm các đặc tính đầu ra của các mạch lọc điện tử. Trong trường hợp thiết bị đo dạng kỹ thuật số, nói rõ độ phân giải dịch chuyển và tốc độ lấy mẫu; - Vòng cấu trúc, bao gồm vị trí và hướng của các cảm biến so với hộp trục chính từ đó chuyển động có sai số được báo cáo, các đối tượng cụ thể theo đó các đường trục của trục chính và các trục tọa độ chuẩn được định vị và các bộ phận kết nối các đối tượng này; - Thời gian và ngày đo; - Loại và tình trạng hiệu chuẩn của tất cả các thiết bị đo; - Các điều kiện vận hành khác có thể ảnh hưởng đến phép đo, như nhiệt độ môi trường. |
|||||
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] ISO 841:2001 Industrial automation systems and integration - Numerical control of machines - Coordinale system and motion nomenclature (Hệ thống tự động công nghiệp và tích hợp - Điều khiển số của máy - Hệ thống tọa độ và danh mục các chuyển động)
1) Hiện đã có TCVN 7011-2:2007 (ISO 230-2:1997) Qui tắc kiểm máy công cụ - Phần 2: Xác định độ chính xác và khả năng lặp lại định vị của trục điều khiển số.