Tiêu chuẩn quốc gia TCVN 11221:2015 (ISO 559:1991) về Ống thép cho đường nước và đường nước thải
TIÊU CHUẨN QUỐC GIA
TCVN 11221:2015
ISO 559:1991
ỐNG THÉP CHO ĐƯỜNG NƯỚC VÀ ĐƯỜNG NƯỚC THẢI
Steel tubes for water and sewage
Lời nói đầu
TCVN 11221:2015 hoàn toàn tương đương ISO 559:1991.
TCVN 11221:2015 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 5, Ống kim loại đen và phụ tùng đường ống kim loại biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
ỐNG THÉP CHO ĐƯỜNG NƯỚC VÀ ĐƯỜNG NƯỚC THẢI
Steel tubes for water and sewage
1. Phạm vi áp dụng
Tiêu chuẩn này quy định điều kiện kỹ thuật cho việc cung cấp ống thép không hàn và hàn dùng để dẫn nước và thoát nước ở nhiệt độ từ -10oC đến 120oC.
Tiêu chuẩn này không áp dụng cho ống thép phù hợp với TCVN 8888 (ISO 65) và các ống thép đầu bằng tương tự (dùng để cung cấp dịch vụ).
2. Tài liệu viện dẫn
Các tài liệu dưới đây rất cần thiết đối với việc áp dụng tiêu chuẩn này. Đối với tài liệu có ghi năm công bố, áp dụng phiên bản được nêu. Đối với tài liệu không có năm công bố, áp dụng phiên bản mới nhất kể cả các sửa đổi (nếu có).
TCVN 197-1 (ISO 6892-1), Vật liệu kim loại - Thử kéo - Phần 1: Phương pháp thử ở nhiệt độ phòng.
TCVN 198 (ISO 7438), Vật liệu kim loại - Thử uốn.
TCVN 1830 (ISO 8492), Vật liệu kim loại - Ống - Thử nén bẹp.
TCVN 4399 (ISO 404), Thép và sản phẩm thép - Yêu cầu kỹ thuật chung khi cung cấp.
TCVN 5894 (ISO 5252), Ống thép - Hệ thống dung sai.
TCVN 8888 (ISO 65), Ống thép cacbon thích hợp đối với việc tạo ren phù hợp với TCVN 7701-1 (ISO 7-1).
TCVN 9839 (ISO 4200), Ống thép đầu bằng, hàn và không hàn - Kích thước và khối lượng trên một mét dài.
TCVN 11225 (ISO 6761), Ống thép - Chuẩn bị đầu ống và phụ tùng nối ống để hàn.
ISO 9302:1989, Seamless and welded (except submerged arc welding) steel tubes for pressure purpose - Electromagnetic testing for verification of hydraulic leak-tightness (Ống thép không hàn và hàn (trừ hàn hồ quang dưới lớp thuốc hàn) cho mục đích chịu áp lực - Thử nghiệm điện từ để xác định độ rò rỉ nước).
3. Định nghĩa và ký hiệu
3.1. Định nghĩa
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa sau
3.1.1. Ống không hàn (seamless tube)
Sản phẩm rắn được xuyên lỗ, được gia công nóng và được hoàn thiện nóng hoặc lạnh.
3.1.2. Ống hàn (welded tube)
Phôi dạng phẳng được tạo hình thành ống dạng tròn và được hàn theo chiều dài hoặc hàn theo đường xoắn vít.
3.2. Ký hiệu
Tiêu chuẩn này áp dụng các ký hiệu sau; các ký hiệu này phù hợp với các ký hiệu được quy định trong ISO 3545-1, ISO 6708 và ISO 6892.
DN Kích thước danh nghĩa.
D Đường kính ngoài của ống, tính bằng mm.
T Chiều dày của ống, tính bằng mm.
H Khoảng cách giữa các bàn máy của máy thử, tính bằng mm.
M Khối lượng trên đơn vị chiều dài, tính bằng kg/m.
Rm Giới hạn bền kéo, tính bằng MPa.
ReH Giới hạn chảy trên, tính bằng MPa.
ReL Giới hạn chảy dưới, tính bằng MPa.
Rp0,2 Giới hạn chảy quy ước (0,2% tổng độ giãn dài), tính bằng MPa.
Rt0,5 Giới hạn chảy quy ước (0,5% tổng độ giãn dài), tính bằng MPa.
A Độ giãn dài sau đứt, biểu thị bằng tỷ lệ phần
trăm của chiều dài đo ban đầu (L0), L0 = 5,65![]() .
.
S0 Diện tích mặt cắt ngang ban đầu của chiều dài đoạn song song, tính bằng mm2.
PE Áp suất thử, tính bằng bar.
S Ứng suất sinh ra trong kim loại trong suốt quá trình thử thủy lực, tính bằng MPa.
P Hằng số thử nén bẹp, phụ thuộc vào mác thép.
4. Thông tin do khách hàng cung cấp
4.1. Thông tin bắt buộc
Khách hàng phải quy định hoặc xác nhận trong yêu cầu và đơn đặt hàng và đơn đặt hàng
a) Khối lượng đặt hàng (tổng khối lượng, tổng chiều dài hoặc số lượng ống);
b) Số hiệu tiêu chuẩn này;
c) Mác thép;
đ) Đường kính ngoài và chiều dày;
e) Chiều dài;
f) Chuẩn bị đầu mút (đầu mút được vát tạo rãnh hàn hoặc có mối nối đặc biệt);
CHÚ THÍCH 1: Cho đến khi có tiêu chuẩn về các mối nối đặc biệt, khách hàng phải chỉ rõ trong yêu cầu và đơn đặt hàng và đơn đặt hàng phù hợp tiêu chuẩn Quốc gia hoặc điều kiện kỹ thuật khác mà nhà sản xuất cần phải đáp ứng.
g) Loại lớp phủ bên ngoài và/hoặc lớp lót bên trong, như đã thỏa thuận trước đó với nhà sản xuất;
h) Tài liệu kèm theo khi giao ống, thường là văn bản công bố sự phù hợp hoặc chứng chỉ kiểm tra (Xem 4.2 và mục 12).
4.2. Các yêu cầu tùy chọn
Có thể quy định một số lựa chọn và các yêu cầu bổ sung, bao gồm:
• Quá trình luyện thép và biện pháp khử oxy (Xem 5.1);
• Quá trình chế tạo ống (Xem 5.2);
• Loại bỏ kim loại hàn quá dày bên trong (Xem 5.2.2);
• Cung cấp các đoạn ống nối (Xem 5.2.2);
• Điều kiện cung cấp (Xem 5.3.1 và 5.3.2);
• Phân tích mẻ nấu (Xem 6.1.1);
• Phân tích sản phẩm (Xem 6.1.2);
• Chiều dài cung cấp (Xem 7.1.3);
• Chuẩn bị đầu mút (Xem 7.1.4);
• Dung sai đặc biệt trên đường kính ngoài (Xem 7.2.1.2);
• Việc loại bỏ kim loại hàn quá dày bên trong ở cả hai đầu mút trong các ống hàn hồ quang dưới lớp thuốc hàn (Xem 5.2.2);
• Việc chọn mẫu thử và thử nghiệm có sự hiện diện của khách hàng hoặc đại diện của khách hàng (Xem 9.1.1);
• Áp suất thử thủy lực chuyên dùng (Xem 9.2.4.1);
• Loại lớp tráng hoặc lớp phủ (Xem điều 11);
• Các loại tài liệu (Xem điều 12).
Khách hàng phải quy định các yêu cầu trong đơn yêu cầu và đơn đặt hàng.
Nếu các lựa chọn và các yêu cầu đặc biệt không được quy định trong đơn yêu cầu và đơn đặt hàng, sự lựa chọn sẽ do nhà sản xuất quyết định.
4.3. Ký hiệu
Các ống phải được ký hiệu, theo thứ tự sau:
• Loại sản phẩm (Ống không hàn hoặc ống hàn);
• Số hiệu tiêu chuẩn này;
• Mác thép;
• Đường kính ngoài và chiều dày.
VÍ DỤ: Ống thép hàn hồ quang dưới lớp thuốc hàn phù hợp với TCVN 11221:2015, mác thép ST360, có đường kính ngoài 1016 mm và chiều dày 8,8 mm, chiều dài bất kỳ, phải được ký hiệu như sau: Ống thép hàn hồ quang dưới lớp thuốc hàn TCVN 11221 - ST360 - 1016 x 8,8
5. Quá trình chế tạo
5.1. Quá trình luyện thép và biện pháp khử oxy
Quá trình luyện thép và biện pháp khử oxy do nhà sản xuất lựa chọn. Theo yêu cầu của khách hàng, nhà sản xuất phải công bố quá trình luyện thép và biện pháp khử oxy đã được sử dụng.
5.2. Quá trình chế tạo ống
5.2.1. Ống không hàn
Ống không hàn phải được chế tạo bằng quá trình không hàn nhờ gia công nóng, có hoặc không có quá trình gia công hoàn thiện nguội tiếp sau.
5.2.2. Ống hàn
Ống hàn phải được chế tạo từ tấm hoặc lá thép cán nóng, bằng cách hàn theo chiều dài hoặc đường xoắn vít như trong Bảng 1.
Bảng 1 - Các quá trình hàn
|
Loại quá trình hàn 1) |
Hàn giáp mép |
Hàn điện trở, bao gồm hàn cảm ứng |
Hàn hồ quang dưới lớp thuốc hàn |
|
Dọc |
X |
X1) |
X |
|
Đường xoắn vít |
- |
X1) |
X |
|
1) Xem 5.3.2 |
|||
Quá trình sản xuất ống hàn hồ quang dưới lớp thuốc hàn phải bao gồm ít nhất một đường hàn bên ngoài và ít nhất một đường hàn bên trong. Nếu có yêu cầu của khách hàng, cả hai đầu mút phải được loại bỏ kim loại hàn quá dày bên trong với khoảng cách được thỏa thuận (xem 4.2).
Các ống hàn giáp mép và hàn điện trở, bao gồm hàn cảm ứng, phải được loại bỏ bavia do hàn. Theo thỏa thuận giữa nhà sản xuất và khách hàng, ba via hàn bên trong có thể được loại bỏ. Các ống hàn giáp mép và hàn điện trở, bao gồm hàn cảm ứng không được có đường hàn ở đầu mút của phôi ống.
Trừ khi có quy định khác trong yêu cầu và đơn đặt hàng, ống hàn hồ quang dưới lớp thuốc hàn có thể được cung cấp bằng nhiều đoạn ngắn được hàn nối với nhau, nghĩa là các đoạn ống nối, với điều kiện là các mối nối được chế tạo bằng cùng phương pháp hàn và được kiểm tra theo cùng tiêu chuẩn dùng để chế tạo ống (xem 4.2 và 9.1.3.1).
5.2.3. Lựa chọn quá trình chế tạo ống
Nếu quá trình chế tạo ống, và đặc biệt là kiểu mối hàn, không được quy định trong yêu cầu và đơn đặt hàng, quá trình này tùy thuộc sự lựa chọn của nhà sản xuất.
5.3. Xử lý nhiệt, điều kiện cung cấp
5.3.1. Ống không hàn
Các ống không hàn phải được cung cấp trong điều kiện luyện kim cho phép nhà sản xuất đảm bảo đặc tính được cho trong Bảng 5.
Theo yêu cầu của khách hàng, nhà sản xuất phải thông báo cho họ về điều kiện cung cấp.
5.3.1. Ống hàn
Các điều kiện cung cấp đối với ống hàn được cho trong Bảng 2. Theo yêu cầu của khách hàng, nhà sản xuất phải thông báo cho họ về điều kiện cung cấp.
Bảng 2 - Điều kiện cung cấp cho ống hàn
|
Quá trình chế tạo |
Điều kiện cung cấp (Tất cả các cấp) |
|
Hàn hồ quang dưới lớp thuốc hàn |
Ống được hàn có hoặc không có sự giãn nở nguội Ống được xử lý nhiệt |
|
Hàn giáp mép hoặc hàn điện trở, bao gồm cả hàn cảm ứng |
Ống được hàn Ống có vùng hàn được xử lý nhiệt ống được xử lý nhiệt |
|
Hàn giáp mép hoặc hàn điện trở, bao gồm cả hàn cảm ứng có công đoạn cán nóng tiếp sau |
Theo lựa chọn của nhà sản xuất • Ống được cán nóng • Ống được xử lý nhiệt |
|
Hàn giáp mép hoặc hàn điện trở, bao gồm cả hàn cảm ứng có gia công hoàn thiện nguội tiếp sau. |
Ống được xử lý nhiệt |
6. Thành phần hóa học, cơ tính và tính chịu hàn
6.1. Thành phần hóa học
Bảng 3 - Thành phần hóa học (phân tích mẻ nấu) của các loại thép cho ống không hàn và ống hàn
|
Mác thép1) |
Thành phần hóa học, % |
Điều kiện khử oxy |
|||
|
C lớn nhất |
P lớn nhất |
S lớn nhất |
Ống không hàn |
Ống Hàn |
|
|
ST320 2) |
- |
0,050 |
0,050 |
|
Không quy định |
|
ST360 |
0,17 |
0,045 |
0,045 |
Lặng |
Sôi Nửa lặng Lặng |
|
ST410 3) |
0,21 |
0,045 |
0,045 |
Lặng |
Nửa lặng Lặng |
|
ST430 3) |
0,21 |
0,045 |
0,045 |
Lặng |
Nửa lặng Lặng |
|
ST500 4) |
0,22 |
0,045 |
0,045 |
Lặng đặc biệt |
Lặng đặc biệt |
|
1) Theo ISO/TR 7003, chữ cái S đầu tiên nghĩa là Thép, chữ T thứ hai nghĩa là Ống 2) Chỉ áp dụng cho ống hàn 3) Mác thép 410 và 430 có thể được sử dụng tạm thời nếu được thỏa thuận tại thời điểm đặt hàng 4) Si 0,55% lớn nhất, Mn 1,6% lớn nhất. |
|||||
6.1.1. Phân tích mẻ nấu
Dựa trên phân tích mẻ nấu, thép phải có thành phần hóa học tương đương với từng mác thép được quy định trong Bảng 3. Theo yêu cầu của khách hàng, họ phải nhận được báo cáo của phân tích mẻ nấu.
6.1.2. Phân tích sản phẩm
Nếu cần có sự phân tích kiểm tra trên các ống được quy định trong đơn đặt hàng (xem 4.2), phải áp dụng sai lệch cho phép được quy định trong Bảng 4 cho giới hạn của phân tích mẻ nấu được quy định trong Bảng 3.
Bảng 4 - Sai lệch cho phép so với các giới hạn của phân tích mẻ nấu
|
Thành phần |
Sai lệch cho phép, % Thép lặng và nửa lặng |
|
C |
+ 0,03 |
|
P |
+ 0,005 |
|
S |
+ 0,005 |
6.2. Cơ tính
6.2.1. Các cơ tính của ống không hàn hoặc ống hàn được quy định trong Bảng 5.
6.2.2. Ống không hàn, hàn giáp mép và hàn điện trở, bao gồm cả hàn cảm ứng phải đáp ứng các yêu cầu về thử nén bẹp.
Ống hàn hồ quang dưới lớp thuốc hàn phải đáp ứng các yêu cầu về thử uốn.
Theo lựa chọn của nhà sản xuất, thử nén bẹp có thể được thay thế bằng thử uốn.
Bảng 5 - Cơ tính của các ống hàn và không hàn có chiều dày nhỏ hơn hoặc bằng 25 mm, (xem 9.2.1.1)
|
Mác thép |
Giới hạn chảy hoặc ứng suất thử kéo1) MPa |
Rm MPa |
A nhỏ nhất |
|
|
Dọc |
Ngang |
|||
|
ST320 |
185 |
320 ≤ Rm ≤ 500 |
15 |
13 |
|
ST360 |
225 |
360 ≤ Rm ≤ 500 |
23 |
21 |
|
ST410 |
245 |
410 ≤ Rm ≤ 550 |
21 |
19 |
|
ST430 |
265 |
430 ≤ Rm ≤ 570 |
21 |
19 |
|
ST500 |
345 |
500 ≤ Rm ≤ 650 |
21 |
19 |
|
CHÚ THÍCH: Đối với vùng mối hàn có thể sử dụng giá trị của giới hạn chảy và giá trị nhỏ nhất của giới hạn bền kéo đã cho vào mục đích tính toán. |
||||
|
1) Với chiều dày lớn hơn 16 mm, giá trị của giới hạn chảy hoặc ứng suất thử kéo có thể giảm đi 10 MPa |
||||
6.3. Tính hàn được
Các loại thép tuân thủ theo tiêu chuẩn này được xem như có thể hàn được nhưng nên lưu ý rằng tính hàn được không chỉ phụ thuộc vào mác thép, mà còn chịu ảnh hưởng của các điều kiện hàn, kết cấu và điều kiện làm việc của đường ống.
7. Kích thước, khối lượng và dung sai
7.1. Kích thước và khối lượng
7.1.1. Đường kính và chiều dày
Bảng 6 đưa ra lựa chọn cho các đường kính ngoài ưu tiên và chiều dày được chọn trong TCVN 9839 (ISO 4200), Bảng 1. Nếu đáp ứng các ứng dụng riêng cần các đường kính khác, chúng phải được lựa chọn trong TCVN 9839 (ISO 4200), Bảng 2.
7.1.2. Khối lượng
Khối lượng trên một đơn vị chiều dài được cho trong Bảng 6. Đối với các kích thước trung gian, xem TCVN 9839 (ISO 4200).
7.1.3. Chiều dài
Ống có thể đặt hàng theo:
- Chiều dài bất kỳ;
- Chiều dài gần đúng, hoặc
- Chiều dài chính xác.
Dải chiều dài bất kỳ và chiều dài trung bình nhỏ nhất được cho trong Bảng 7. Dải chiều dài phụ thuộc vào các kích thước và quá trình chế tạo ống.
Bảng 6 - Kích thước và khối lượng trên một đơn vị chiều dài
|
Kích cỡ danh nghĩa DN |
Đường kính ngoài D mm |
Loạt |
|||||||
|
B |
C |
D |
E |
||||||
|
T |
M |
T |
M |
T |
M |
T |
M |
||
|
mm |
kg/m |
mm |
kg/m |
mm |
kg/m |
mm |
kg/m |
||
|
50 |
60,3 |
2 |
2,88 |
2,3 |
3,29 |
2,3 |
3,29 |
2,9 |
4,11 |
|
65 |
76,1 |
2,3 |
4,19 |
2,6 |
4,71 |
2,6 |
4,71 |
2,9 |
5,24 |
|
80 |
88,9 |
2,3 |
4,91 |
2,9 |
6,15 |
2,9 |
6,15 |
3,2 |
6,76 |
|
100 |
114,3 |
2,6 |
7,16 |
2,9 |
7,97 |
3,2 |
8,77 |
3,6 |
9,83 |
|
125 |
139,7 |
2,6 |
8,79 |
3,2 |
10,8 |
3,6 |
12,1 |
4 |
13,4 |
|
150 |
168,3 |
2,6 |
10,6 |
3,2 |
13,0 |
4 |
16,2 |
4,5 |
18,2 |
|
200 |
219,1 |
2,6 |
13,9 |
3,6 |
19,1 |
4,5 |
23,8 |
6,3 |
33,1 |
|
250 |
273 |
3,4 |
23,9 |
4 |
26,5 |
5 |
33 |
6,3 |
41,1 |
|
300 |
323,9 |
4 |
31,6 |
4,5 |
35,4 |
5,6 |
44 |
7,1 |
55,5 |
|
350 |
355,6 |
4 |
34,7 |
5 |
43,2 |
5,6 |
48,3 |
8 |
68,6 |
|
400 |
406,4 |
4 |
39,7 |
5 |
49,5 |
6,3 |
62,2 |
8,8 |
86,3 |
|
450 |
457 |
4 |
44,7 |
5 |
55,7 |
6,3 |
70 |
10 |
110 |
|
500 |
508 |
5 |
62 |
5,6 |
69,4 |
6,3 |
77,9 |
11 |
135 |
|
600 |
610 |
5,6 |
83,5 |
6,3 |
93,8 |
6,3 |
93,8 |
12,5 |
184 |
|
700 |
711 |
6,3 |
109 |
7,1 |
123 |
7,1 |
123 |
14,2 |
244 |
|
800 |
813 |
7,1 |
141 |
8 |
159 |
8 |
159 |
16 |
314 |
|
900 |
914 |
8 |
179 |
8,8 |
196 |
10 |
223 |
17,5 |
387 |
|
1000 |
1016 |
8,8 |
219 |
10 |
248 |
10 |
248 |
20 |
491 |
|
1050 |
1067 |
8,8 |
230 |
10 |
251 |
11 |
186 |
- |
- |
|
1100 |
1118 |
8,8 |
241 |
10 |
273 |
11 |
300 |
- |
- |
|
1200 |
1219 |
10 |
298 |
11 |
328 |
12,5 |
372 |
- |
- |
|
1400 |
1422 |
12,5 |
435 |
14,2 |
493 |
14,2 |
493 |
- |
- |
|
1600 |
1626 |
14,2 |
564 |
16 |
635 |
16 |
635 |
- |
- |
|
1800 |
1829 |
14,2 |
634 |
16 |
715 |
17,5 |
782 |
- |
- |
|
2000 |
2032 |
16 |
795 |
17,5 |
869 |
20 |
992 |
- |
- |
|
2200 |
2235 |
17,5 |
957 |
20 |
1093 |
22,2 |
1211 |
- |
- |
|
2500 |
2540 |
20 |
1243 |
22,2 |
1379 |
25 |
1551 |
- |
- |
Bảng 7 - Chiều dài bất kỳ
Chiều dài tính bằng mét
|
Dải chiều dài |
Chiều dài trung bình tối thiểu trên 100% đơn hàng vận chuyển |
|
3 đến 8 |
6 |
|
4 đến 11 |
8 |
|
5,5 đến 14 |
11 |
|
6,5 đến 16,5 |
13,5 |
|
7,5 đến 18 |
14,5 |
7.1.4. Chuẩn bị đầu mút
Phụ lục A giới thiệu sơ đồ biểu diễn các mối nối chính được sử dụng hiện nay. Các ống có thể được đặt hàng với
- Đầu mút phẳng được cắt vuông góc (xem 7.2.7.1);
- Đầu mút được vát tạo rãnh hàn (xem 7.2.7.2);
- Mối nối ống lồng (xem Hình A.3 và Hình A.4);
- Mối nối mặt bích (xem Hình A.5), hoặc
- Mối nối đặc biệt (xem Hình A.6).
7.2. Dung sai
7.2.1. Đường kính ngoài
7.2.1.1. Sai lệch cho phép của đường kính ngoài của ống không hàn và ống hàn không được lớn hơn
- Đối với ống không hàn: ± 1 % với giá trị nhỏ nhất là ± 0,5 mm (sai số loại D2 của ISO 5252:1991), và
- Đối với ống hàn: xem Bảng 8.
Bảng 8 - Dung sai của đường kính ngoài cho ống hàn
|
Đường kính ngoài D mm |
Dung sai |
|
D ≤ 219,1 |
± 1 % với giá trị nhỏ nhất là ± 0,5 mm |
|
219,1 < D ≤ 914 |
± 0,75 % với giá trị lớn nhất là ± 5 mm |
|
914 < D |
± 0,75 % với giá trị lớn nhất là ± 10 mm |
7.2.1.2. Theo thỏa thuận giữa nhà sản xuất và khách hàng, và phụ thuộc vào kiểu mối nối, dung sai trong giới hạn hẹp được lấy bằng cách định kích cỡ (hiệu chuẩn) các đầu ống có thể được thỏa thuận như đã quy định trong 7.2.1.2.1 đến 7.2.1.2.3.
7.2.1.2.1. Đối với ống đầu bằng và được vát tạo rãnh, dung sai như sau:
D ≤ 273mm : ![]() mm
mm
273mm < D < 508mm:![]() mm
mm
7.2.1.2.2. Đối với các ống
hàn đầu bằng với đường kính ngoài lớn hơn hoặc bằng 508 mm, dung sai của đường
kính ngoài trên đầu
mút ống không được lớn hơn ![]() mm
mm
7.2.1.2.3. Với đầu nối ống đặc biệt, dung sai phải được thỏa thuận giữa nhà sản xuất và khách hàng tại thời điểm yêu cầu và đơn đặt hàng.
7.2.1.3. Dung sai trên đường kính ngoài phải được kiểm tra tại vị trí các đầu mút khoảng cách tối thiểu là 100 mm phù hợp với các phương pháp được cho trong 9.2.6.
7.2.2. Chiều dày
7.2.2.1. Thân ống
Dung sai cho phép trên chiều dày của thân ống ở cách xa mối hàn được cho trong Bảng 9 cho ống không hàn và trong Bảng 10 với ống hàn.
Độ lệch tâm phải nằm trong phạm vi các giới hạn của dung sai.
Bảng 9- Dung sai chiều dày cho ống không hàn
|
Đường kính ngoài D mm |
Dung chiều dày T |
|
D ≤ 114,3 |
± 0,5 mm |
|
114,3 < D ≤ 273 |
± |
|
273 < D |
( |
Bảng 10 - Dung sai chiều dày cho ống hàn
|
Chiều dày T mm |
Dung sai |
|
|
mm |
% |
|
|
Các ống hàn giáp mép và hàn điện trở, bao gồm hàn cảm ứng và ống hàn hồ quang dưới lớp thuốc hàn được chế tạo từ các cuộn ống |
Ống hàn hồ quang dưới lớp thuốc hàn được chế tạo từ tấm |
|
|
T ≤ 3,2 |
|
- |
|
3,2 ≤ T ≤ 5 |
± 0,35 |
|
|
5 < T ≤ 8 |
± 0,4 |
|
|
8 < T ≤ 25 |
±0,5 |
|
|
1) Giới hạn trên được điều chỉnh bằng dung sai khối lượng. |
||
7.2.2.2. Vùng hàn
Dung sai cho vùng hàn của ống hàn được cho trong Bảng 11.
Bảng 11 - Dung sai cho vùng hàn
|
Đường hàn |
Ống hàn giáp mép |
Hàn điện trở, bao gồm ống hàn cảm ứng |
Ống hàn hồ quang dưới lớp thuốc hàn |
|
|
Ngoài |
|
Được cán bằng phẳng |
Được xén bằng phẳng |
T ≤ 8 mm: lớn nhất: 3mm 8mm < T ≤ 14,2 mm: lớn nhất: 3,5 mm T> 14,2 mm: lớn nhất: 4,8 mm |
|
Trong |
Không loại bỏ |
lớn nhất: 1,5 mm |
lớn nhất: 1,5 mm |
|
|
Nếu loại bỏ |
lớn nhất: 0,15T |
lớn nhất:0,03 mm + 0,05T |
- |
|
7.2.3. Độ ovan
Độ ovan phải nằm trong phạm vi các giới hạn của dung sai đường kính ngoài D (xem 7.2.1).
7.2.4. Chiều dài (xem TCVN 5894 (ISO 5252))
7.2.4.1. Chiều dài tùy chọn
Chiều dài tùy chọn của ống phải nằm trong các dải được cho trang Bảng 7 và tuân theo chiều dài trung bình nhỏ nhất tương ứng trên 100 % lô hàng.
Chiều dài dưới hoặc trên các giới hạn của chiều dài được đặt hàng có thể được cung cấp, nếu có sự thỏa thuận giữa nhà sản xuất và khách hàng khi đặt hàng.
7.2.4.2. Chiều dài gần đúng
Dung sai của chiều dài gần đúng không được vượt quá ± 500 mm
7.2.4.3. Chiều dài chính xác
Chiều dài chính xác phải có các dung sai sau:
- Chiều dài nhỏ hơn 6 m: ![]() mm
mm
- Chiều dài lớn hơn 6
m: ![]() mm
mm
7.2.5. Độ thẳng
Ống chủ yếu phải thẳng. Tổng độ võng không được vượt quá 0,2 % của tổng chiều dài của ống.
7.2.6. Khối lượng
Dung sai khối lượng trên một lô hoặc một ống có khối lượng nhỏ nhất 10 tấn là ± 7,5 %.
7.2.7. Gia công hoàn thiện đầu mút (xem TCVN 11225 (ISO 6761))
7.2.7.1. Đầu mút bằng được cắt vuông góc
Đầu mút của ống phải được cắt gần như vuông góc với đường trục của ống và không được có ba via.
7.2.7.2. Đầu mút được vát tạo rãnh hàn (Rãnh chữ V có mặt chân rãnh)
Ống được đặt hàng có rãnh hàn ở đầu mút phải có các dung sai sau:
• Góc của rãnh hàn: 30o ![]() .
.
• Chiều rộng mặt chân rãnh hàn: 1,6 mm ± 0,8 mm.
7.2.7.3. Đầu mút nong rộng cho mối nối ống lồng
Sai lệch cho phép đối với các đầu mút nong rộng cho mối nối ống lồng, như được chỉ ra trong Hình A.3 và Hình A.4, phải được thỏa thuận tại thời điểm đặt hàng.
8. Hình dạng và tính hợp lý
Ống phải có bề mặt trong và ngoài nhẵn phù hợp với phương pháp chế tạo. Ống phải được gia công tinh chính xác nhưng một số lỗi nhỏ cho phép có các khuyết tật nhỏ với điệu kiện là chiều dày vẫn bảo đảm nằm trong phạm vi các giới hạn dung sai âm.
Có thể sửa các khuyết tật bề mặt với điều kiện là chiều dày sau sửa chữa vẫn nằm trong phạm vi các giới hạn dung sai âm.
Có thể sửa chữa các khuyết tật trong mối hàn của ống hàn hồ quang dưới lớp thuốc hàn bằng hàn tùy theo quyết định của nhà sản xuất. Vùng sửa chữa phải được kiểm tra không phá hủy và kiểm tra rò rỉ.
9. Kiểm tra và thử
9.1. Yêu cầu chung
9.1.1. Địa điểm kiểm tra và thử
Việc chọn mẫu, chuẩn bị mẫu thử và tiến hành thử phải được thực hiện tại xưởng của nhà sản xuất. Nếu được quy định, việc chọn mẫu và các phép thử phải được thực hiện dưới sự chứng kiến của khách hàng hoặc đại diện của khách hàng.
9.1.2. Tổng hợp kiểm tra
Các ống phải được thử tại xưởng của nhà sản xuất với kiểu và số lượng các thử nghiệm được quy định trong Bảng 12.
Bảng 12 - Kiểu và số lượng phép thử
|
Phép thử |
Ống không hàn |
Ống hàn giáp mép |
Hàn điện trở, bao gồm cả ống hàn cảm ứng |
Ống hàn hồ quang dưới lớp thuốc hàn |
|
Thử kéo |
mỗi lô lấy một mẫu thử hoặc một đoạn ống để thử |
mỗi lô lấy một mẫu thử từ kim loại nền hoặc một đoạn ống để thử |
D ≤ 219,1 mm 1 lô lấy 1 mẫu thử (trên kim loại cơ bản hoặc toàn bộ tiết diện ống) |
|
|
D > 219,1 mm 1 lô lấy một mẫu thử trên kim loại cơ bản hoặc toàn bộ tiết diện ống, thêm vào đó, 1 mẫu thử tại vùng hàn |
||||
|
Thử nén bẹp |
mỗi lô lấy 1 mẫu thử |
mỗi lô lấy 2 mẫu thử (1 thử 0o và 1 thử 90o) |
mỗi lô lấy 2 mẫu thử (1 thử 0o và 1 thử 90o) |
- |
|
Thử uốn |
1) |
1) |
1) |
mỗi lô lấy 2 mẫu thử (1 thử trên mặt hàn và 1 thử trên chân hàn) |
|
Thử thủy lực hoặc thử không phá hủy |
Tất cả |
Tất cả |
Tất cả |
Tất cả |
|
Kiểm tra bằng mắt |
Tất cả |
Tất cả |
Tất cả |
Tất cả |
|
Kiểm tra kích thước |
Tất cả |
Tất cả |
Tất cả |
Tất cả |
|
Thử không phá hủy mối hàn |
- |
- |
Tất cả |
Tất cả |
|
Phân tích sản phẩm |
Theo thỏa thuận |
|||
|
1) Thay thế thử nén bẹp (xem 6.2.2) |
||||
9.1.3. Định nghĩa lô, chọn mẫu và chuẩn bị mẫu thử
9.1.3.1. Lô
Để phục vụ thử nghiệm, ống phải được chia thành nhiều lô. Tùy theo đường kính ngoài của ống, một lô phải bao gồm số lượng các ống có cùng một mác thép, kích thước, quá trình chế tạo, điều kiện cung cấp và, khi thích hợp, cùng một quá trình xử lý nhiệt:
D ≤ 76,1 mm: 1000 ống.
76,1 mm < D ≤ 139,7 mm: 400 ống.
139,7 mm < D ≤ 323,9 mm: 200 ống.
D > 323,9 mm: 100 ống.
Nếu số lượng ống nhỏ hơn số lượng được quy định cho một lô, số lượng nhỏ hơn này phải được coi là một lô. Nếu số lượng ống nhiều hơn số lượng được quy định cho một lô, những ống còn lại, nếu bằng hoặc nhỏ hơn 50, phải được chia cho các lô. Nếu nhiều hơn 50 thì được coi là một lô.
Ống hàn hồ quang dưới lớp thuốc hàn chứa các mối hàn phôi ống ở đầu mút phải được chia thành các lô như định nghĩa trên. Phải áp dụng cùng một kiểu và số lượng thử nghiệm trên một lô cho các mối hàn phôi ống ở đầu mút như được áp dụng cho đường hàn nối.
9.1.3.2. Chọn mẫu và chuẩn bị mẫu thử
Thử kéo, thử nén bẹp và thử uốn phải được thực hiện trên các mẫu thử được lấy từ đầu mút của một ống được chọn ngẫu nhiên trong từng lô.
9.1.3.3. Thử kéo
9.1.3.3.1. Mẫu thử kéo phải được chuẩn bị phù hợp với TCVN 197 (ISO 6892).
9.1.3.3.2. Tùy thuộc vào kiểu ống (xem 9.1.3.3.3 đến 9.1.3.3.5), mẫu thử có thể là
• Toàn bộ tiết diện của ống.
• Một mẫu thử dạng mảnh được lấy dọc theo đường trục dài của ống, trong trường hợp này không cán phẳng chiều dài đo, hoặc
• Một mẫu thử được lấy theo chiều ngang của ống so với đường trục, trong trường hợp này chiều dài đo có thể được cán phẳng với điều kiện là mẫu thử được khử ứng suất tại nhiệt độ dưới 5000C.
9.1.3.3.3. Với ống không hàn, mẫu thử phải được lấy song song với đường trục của ống đối với đường kính D < 219 mm; theo lựa chọn của nhà sản xuất, có thể lấy theo chiều ngang so với đường trục của ống đối với đường kính D ³ 219 mm.
9.1.3.3.4. Với ống hàn và để xác định cơ tính trên thân ống, mẫu thử phải được lấy tại vị trí khoảng 900 theo chu vi quanh mối hàn. Mẫu thử phải được lấy song song với đường trục của ống với đường kính D < 219 mm; theo sự lựa chọn của nhà sản xuất, có thể lấy mẫu thử theo chiều ngang so với đường trục của ống đối với đường kính D ³ 219 mm.
9.1.3.3.5. Để thử mối hàn của ống có đường kính D ³ 219,1mm, mẫu thử phải được lấy theo chiều ngang so với đường hàn, đường hàn nằm giữa mẫu thử; kim loại hàn điền đầy quá mức có thể bị loại bỏ.
9.1.3.4. Thử uốn và thử nén bẹp
Mẫu thử cho thử nén bẹp phải được chuẩn bị theo TCVN 1830 (ISO 8492) và mẫu thử cho thử uốn có mối hàn ở giữa phải được chuẩn bị theo TCVN 198 (ISO 7438). Kim loại hàn điều đầy quá mức có thể bị loại bỏ trên mẫu thử cho thử uốn.
9.2. Phương pháp thử và kết quả
9.2.1. Thử kéo
9.2.1.1. Thử kéo phải được thực hiện theo TCVN 197 (ISO 6892).
Các thông số sau phải được xác định trên mẫu thử được lấy từ thân ống:
Giới hạn bền kéo, Rm;
Độ giãn dài sau đứt, A;
Giới hạn chảy, ReH hoặc ReL, hoặc giới hạn chảy quy ước Rt0,5.
9.2.1.2. Nếu giới hạn chảy trên ReH không xảy ra, phải xác định giới hạn chảy quy ước Rp0,2 hoặc giới hạn chảy quy ước ở độ giãn dài tổng 0,5% Rt0,5.
9.2.1.3. Đối với các mẫu thử từ mối hàn, chỉ cần xác định giới hạn bền kéo Rm.
9.2.1.4. Giá trị nhận được tối thiểu phải bằng các giá trị trong bảng 5 cho từng loại mác thép và cho định hướng mẫu thử.
9.2.2. Thử nén bẹp
9.2.2.1. Thử nén bẹp phải được thực hiện theo TCVN 1830 (ISO 8492).
Mẫu thử phải chịu được ép bẹp mà không có hư hỏng đến khi khoảng cách H giữa các bàn ép là
![]()
Trong đó:
K = 0,09 cho các mác thép ST320 và ST360;
K = 0,07 cho các mác thép ST 410, ST430 và ST500.
9.2.2.2. Đối với hàn điện trở, bao gồm cả hàn cảm ứng, hoặc ống hoặc ống hàn giáp mép, phải thử nghiệm với vị trí vuông góc với lực tác dụng.
Không được có vết rách của đường hàn tới khi đạt được khoảng cách quy định H giữa các bàn máy.
Các hư hỏng nhỏ tại các cạnh rãnh hàn không được coi là không đạt.
9.2.2.3. Đối với ống không hàn, hàn giáp mép và hàn điện trở bao gồm cả hàn cảm ứng, theo lựa chọn của nhà sản xuất có thể thay thế thử nén bẹp bằng thử uốn được thực hiện theo hướng của độ cong ban đầu.
9.2.3. Thử uốn
9.2.3.1. Thử uốn phải được thực hiện phù hợp với TCVN 198 (ISO 7438).
9.2.3.2. Đối với ống không hàn, ống hàn giáp mép và hàn điện trở bao gồm cả hàn cảm ứng, mẫu thử phải được uốn theo hướng độ cong ban đầu. Với ống hàn, đường hàn phải nằm chính giữa mẫu thử. Kết quả thử uốn phải bằng giá trị H của thử nén bẹp.
9.2.3.3. Đối với ống hàn hồ quang dưới lớp thuốc hàn, trừ ống có mác thép ST320, phải uốn một mẫu thử với góc uốn 180o theo hướng độ cong ban đầu (thử uốn mặt) và một mẫu thử khác theo hướng ngược lại (thử uốn chân), xung quanh một trục gá có đường kính gấp 8 lần chiều dày quy định của ống.
9.2.3.4. Sau khi thử, mẫu thử không được xuất hiện bấy kỳ vết nứt hoặc hở khe nứt nào khi nhìn bằng mắt thường. Tuy nhiên, vết nứt nhỏ tại các cạnh rãnh hàn không được coi là không đạt.
9.2.4. Kiểm tra rò rỉ
9.2.4.1. Thử thủy lực
Mỗi ống phải chịu được thử áp lực nước với áp suất PE được xác định theo công thức sau:
![]()
Trong đó S = 60 % của ReH (xem Bảng 5).
Trừ khi có sự thỏa thuận khác, áp suất thử nước không quá 50 bar (5 MPa). Áp suất thử phải được duy trì ít nhất 5 s.
Ống bị rò nước được coi như không đáp ứng yêu cầu của tiêu chuẩn này.
9.2.4.2. Thử không phá hủy
Có thể thay thế thử áp lực nước, theo lựa chọn của nhà sản xuất, bằng thử không phá hủy được thực hiện theo ISO 9302.
9.2.5. Kiểm tra bằng mắt
Ngoại hình và tính hợp lý của ống phải được kiểm tra bằng mắt tại bề mặt trong và ngoài.
9.2.6. Kiểm tra kích thước
Ống phải được kiểm tra kích thước phù hợp với các quy định về đường kính ngoài và chiều dày ống. Chiều dày ống phải được kiểm tra tại đầu mút của ống.
Với ống có đường kính ngoài D < 508 mm, đường kính ngoài có thể được kiểm tra bằng thước lá hoặc thước kẹp, hoặc bằng tính toán chu vi thông qua thước dây.
Với ống có đường kính ngoài D ³ 508mm, đường kính ngoài phải được kiểm tra bằng tính toán thông qua thước dây.
9.2.7. Kiểm tra không phá hủy đối với mối hàn1)
Với tất cả các loại ống hàn, trừ ống đã đạt yêu cầu sau thử nghiệm không phá hủy thay cho thử áp lực nước theo điều 9.2.4.1, vùng hàn phải đạt yêu cầu thử không phá hủy theo kỹ thuật và công nghệ thích hợp của nhà sản xuất.
9.3. Sự hết hiệu lực của thử nghiệm
Áp dụng các điều kiện kỹ thuật được quy định trong TCVN 4399 (ISO 404).
9.4. Thử lại
Áp dụng các điều kiện kỹ thuật được quy định trong TCVN 4399 (ISO 404).
10. Ghi nhãn
10.1. Ống (có lớp phủ hoặc không có lớp phủ) được chế tạo theo tiêu chuẩn này phải được ghi nhãn, theo thứ tự dưới đây:
a) Nhãn hiệu của nhà sản xuất hoặc tên thương mại;
b) Mác thép (theo Bảng 3);
c) Số hiệu tiêu chuẩn này (ví dụ TCVN 11221);
d) W cho ống hàn, S cho ống không hàn, và, thêm vào đó, với ống có chứng chỉ nghiệm thu;
e) Ký hiệu của kiểm tra viên.
10.2. Ống có lớp phủ có thể yêu cầu ghi nhãn thêm phù hợp với các tiêu chuẩn hiện hành.
11. Lớp lót hoặc lớp phủ
Tất cả các lớp lót và/hoặc lớp phủ phải phù hợp với các tiêu chuẩn hiện hành hoặc các điều kiện kỹ thuật được thỏa thuận giữa nhà sản xuất và khách hàng.
12. Tài liệu
Các văn phải phải được soạn thảo phù hợp với các điều thích hợp được ghi trong TCVN 4399 (ISO 404).
Nếu không có yêu cầu đối với tài liệu được quy định trong 4.1, hoặc bất kỳ văn bản nào khác như đã quy định trong TCVN 4399 (ISO 404), ống chỉ cần được cung cấp với chứng chỉ công bố phù hợp.
PHỤ LỤC A
(Tham khảo)
SƠ ĐỒ BIỂU DIỄN CỦA CÁC KIỂU MỐI NỐI CHÍNH
Các kiểu mối nối được chỉ ra trong phụ lục này chỉ là các ví dụ, có thể chấp nhận các kiểu khác.
Các mối nối mặt bích nên được chế tạo phù hợp với ISO 7005-2.
Các mối nối hàn phải được chế tạo phù hợp với các tiêu chuẩn được ban hành bởi TCVN/TC 44, Hàn.
![]()
Hình A.1 - Mối hàn giáp mép
Hình A.2 - Mối nối ghép trượt
a)Ngắn
b) Dài
c) Cầu
Hình A.3 -Mối nối ống lồng
Hình A.4 - Mối nối ống lồng với đầu mút đặc biệt
a) Cổ bích hàn
b) Bích tự do (lỏng)
c) Bích tấm
Hình A.5 - Mối nối mặt bích

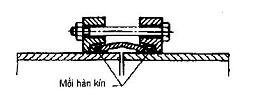
Hình A.6 - Mối nối cho ống có lớp phủ bên trong
CHÚ THÍCH 3: Với các mối nối đã chỉ ra trên Hình A.3 và Hình A.4 đầu nối có thể thu được bằng cách chuẩn bị đầu mút ống, bằng hàn giáp mép, hoặc bằng ghép các chi tiết nối.
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] ISO 2566-1, Steel - Conversion of elongation values - Part 1: Carbon and low alloy steels (Thép - Quy đổi các giá trị độ giãn dài - Phần 1: Thép cacbon và thép hợp kim thấp).
[2] ISO 3545, Steel tubes and tubular shape accessories with circular cross-section - Symbol to be used in specifications (Ống thép và phụ kiện dạng ống cói mặt cắt ngang hình tròn - Các ký hiệu được sử dụng trong đặc tính kỹ thuật).
[3] ISO 5262:1985, Steel pipes and fitting for buried or submerged pipe line - External and internal coating by bitumen or coal tar derived materials (Ống thép và phụ tùng nối ống cho đường ống được chôn hoặc chìm - Lớp phủ trong và ngoài bằng bitum hoặc vật liệu nhựa đường).
[4] ISO 6708:1980, Pipe components - Definition of nominal size (Các bộ phận ống - Định nghĩa của kích cỡ danh nghĩa).
[5] ISO/TR 7003:1990, Unified format for the designation of metals (Dạng thống nhất cho việc ký hiệu kim loại).
[6] ISO 7005-2:1988, Metallic flanges - Part 2: Cast iron flanges (Mặt bích kim loại - Phần 2: Mặt bích gang).
1) Các điều kiện thử và chuẩn chấp nhận sẽ được quy định trong thời gian tới đây trên cơ sở các cấp trình nghiên cứu do TCVN/TC 17 thực hiện