Tiêu chuẩn quốc gia TCVN 11258:2015 (ISO 3685:1993) về Thử nghiệm tuổi thọ dao tiện một lưỡi cắt
TIÊU CHUẨN QUỐC GIA
TCVN 11258:2015
ISO 3685:1993
THỬ NGHIỆM TUỔI THỌ DAO TIỆN MỘT LƯỠI CẮT
Tool-life testing with single-point turning tools
Lời nói đầu
TCVN 11258:2015 hoàn toàn tương đương ISO 3685:1993.
TCVN 11258:2015 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 29, Dụng cụ cầm tay biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
THỬ NGHIỆM TUỔI THỌ DAO TIỆN MỘT LƯỠI CẮT
Tool-life testing with single-point turning tools
1. Phạm vi áp dụng
Tiêu chuẩn này qui định các qui trình thử nên dùng để thử tuổi thọ của dao tiện một lưỡi cắt có gắn mảnh cắt bằng thép gió, cacbit thiêu kết và gốm dùng để tiện các chi tiết gia công bằng thép và gang. Tiêu chuẩn này có thể áp dụng cho thử nghiệm trong phòng thử nghiệm cũng như trong thực tế sản xuất.
Trong gia công tiện, có thể xem xét các điều kiện cắt dưới dạng:
a) Các điều kiện trong đó hư hỏng của dao chủ yếu là do mòn;
b) Các điều kiện trong đó hư hỏng của dao chủ yếu là do các hiện tượng khác như nứt vỡ lưỡi cắt hoặc biến dạng dẻo.
Tiêu chuẩn này chỉ đề cập đến các khuyến nghị về thử nghiệm dao có liên quan đến hư hỏng của dao chủ yếu là do mòn.
Thử nghiệm đối với loại các điều kiện thứ hai được nêu ở trên không thuộc phạm vi của tiêu chuẩn này.
Tiêu chuẩn này xác lập các đặc tính kỹ thuật cho các yếu tố sau của thử tuổi thọ dao tiện một lưỡi cắt: chi tiết gia công, dao cắt, chất lỏng trơn nguội dùng cho cắt, các điều kiện cắt, thiết bị gia công cắt, đánh giá hư hỏng của dao và tuổi thọ của dao, các qui trình thử và ghi chép, đánh giá, trình bày các kết quả thử.
Các thông tin chung khác được cho trong Phụ lục A.
CHÚ THÍCH 1: Tiêu chuẩn này không xác lập một phép thử nghiệm thu và không nên sử dụng tiêu chuẩn này cho thử nghiệm thu.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
ISO 185:1988, Grey cast iron - Classification (Gang xám - Phân loại);
ISO 229:1973, Machine tools - Speeds and feeds (Máy công cụ - Tốc độ và bước tiến);
ISO 468:1982, Sulface roughness - Parameters, their values and general rules for specifying requirements (Nhám bề mặt - Các thông số, giá trị của chúng và qui tắc chung cho các yêu cầu qui định);
ISO 513:1991, Application of and cutting materials for machining by chip removal - Designation of the main groups of chip remoral and groups of application (Áp dụng các vật liệu cắt cứng cho gia công có phoi - Ký hiệu các nhóm vật liệu cắt có phoi chính và các nhóm ứng dụng chính);
ISO 683-1:1987, Heat - treatable steels, alloy steels and free cutting steels - Part 1: Direct - hardening unalloyed and low. Alloyed wrought steel in form of different black product (Thép xử lý nhiệt, thép hợp kim và thép dễ cắt gọt - Phần 1: Thép không hợp kim và hợp kim thấp gia công áp lực, tôi trực tiếp dưới dạng các sản phẩm thép đen khác nhau);
ISO 841:1974, Numerical control of machines - Axis and motion nomen clature (Điều khiển số của các máy - Danh mục của các trục và chuyển động);
ISO 883:1985, Indexable hard metal (carbide) inserts with rounded corners, without fixing hole - Dimensions (Mảnh cắt kim loại cứng (cacbit) thay thế, có góc lượn tròn, không có lỗ kẹp chặt - Kích thước);
ISO 1840-1:1988, Mechanical vibration - Balance quality requirements of rigid rotors - Part 1: Determination of permissible residual unbalance (Rung cơ học - Yêu cầu về lượng cân bằng của các rôto cứng - Phần 1: Xác định lượng mất cân bằng dư cho phép);
ISO 2540:1973, Centre drills for centre holes with protecting chamfer- Type B (Mũi khoan lỗ tâm dùng cho các lỗ tâm có mặt vát bảo vệ - Kiểu B);
ISO 3002-1, Basic quantities in cutting and grinding - Part 1: Geometry of the active part of cutting tools - General terms, reference systems, tool and working angles, chip breakers (Các đại lượng cơ bản trong cắt gọt và mài - Phần 1: Hình học của bộ phận cắt của các dụng cụ cắt - Các thuật ngữ chung, các hệ thống qui chiếu, các góc của dụng cụ và góc gia công, các cơ cấu bẻ phoi);
ISO 4957:1980, Tool steels (Thép dụng cụ);
ISO 5610: 1989, Single - point tool holders for turning and copying, for indexable inserts - Dimensions (Các bộ phận kẹp dao có một lưỡi cắt dùng cho tiện và gia công chép hình, cho các mảnh cắt thay thế - Kích thước);
ISO 9361-1: 1991, Indexable inserts for cutting tools - Ceramic inserts with rounded corners - Part 1: Dimensions of inserts without fixing hole (Mảnh cắt dùng cho dao cắt - Mảnh cắt bằng gốm có các góc lượn tròn - Phần 1: Kích thước của các mảnh cắt không có lỗ kẹp chặt);
ISO 9361-2: 1991, Indexable inserts for cutting tools - Ceramic inserts with rorended corners - Part 2: Dimensions of inserts with cylindrical fixing hole (Mảnh cắt dùng cho dao cắt - Mảnh cắt bằng gốm có các góc lượn tròn - Phần 2: Kích thước của các mảnh cắt có lỗ trụ kẹp chặt).
3. Thuật ngữ và định nghĩa
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa sau.
3.1. Sự mòn của dao (tool wear)
Sự thay đổi hình dạng của dao so với hình dạng ban đầu trong quá trình cắt gọt do sự mất dàn vật liệu của dao hoặc sự biến dạng của dao.
3.2. Số đo độ mòn của dao (tool wear measure)
Kích thước được đo để chỉ ra lượng mòn của dao
3.3. Chuẩn tuổi thọ của dao (tool life criterion)
Giá trị ngưỡng (giới hạn) đã dự định của số đo độ mòn của dao hoặc sự xuất hiện của một hiện tượng hư hỏng.
3.4. Tuổi thọ của dao (tool life)
Thời gian cắt gọt yêu cầu để đạt tới chuẩn tuổi thọ của dao.
4. Chi tiết gia công
4.1. Vật liệu gia công
Về mặt nguyên tắc, các cơ quan thử nghiệm, kiểm tra được tự do lựa chọn các vật liệu gia công theo sự quan tâm riêng của họ. Tuy nhiên, để tăng khả năng so sánh các kết quả giữa các cơ quan thử nghiệm, kiểm tra, nên sử dụng các vật liệu chuẩn như thép C45 phù hợp với ISO 683-1 hoặc gang mác 25 phù hợp với ISO 185. Các đặc tính kỹ thuật chi tiết của các vật liệu này được cho trong Phụ lục B. Trong phạm vi của các đặc tính kỹ thuật này, các vật liệu có thể thay đổi và dẫn đến thay đổi tính gia công cắt gọt. Để giảm tới mức tối thiểu vấn đề này, nên thảo luận với nhà cung cấp để có thể được cung cấp vật liệu gia công gần đúng hơn với qui định.
Nên đưa vào báo cáo thử các thông tin có liên quan đến vật liệu gia công như loại (mác) vật liệu, thành phần hóa học, tính chất vật lý, tổ chức tế vi, độ cứng, các chi tiết đầy đủ về quá trình gia công vật liệu (ví dụ, được cán nóng, rèn, đúc hoặc kéo nguội) và bất cứ xử lý nhiệt nào (xem 4.2 và Phụ lục B).
Để có thể so sánh các kết quả trong các khoảng thời gian đủ dài, các cơ quan thử nghiệm, kiểm tra nên tìm kiếm số lượng đủ lớn vật liệu gia công chuẩn để phục vụ cho các nhu cầu trong thời gian dài của họ.
4.2. Điều kiện tiêu chuẩn đối với chi tiết gia công
Phải loại bỏ tất cả các vẩy cán hoặc lớp vỏ đúc trên các chi tiết gia công bằng các phương pháp cắt gọt làm sạch trước khi thử và trừ khi thử nghiệm ảnh hưởng của lớp vảy.
Bề mặt được tạo thành bởi biến dạng dẻo của vai, gờ nghĩa là “bề mặt chuyển tiếp” và bất cứ bề mặt nào bị đánh bóng hoặc bị biến cứng nguội không bình thường có thể tiếp xúc với dao cắt thử phải được loại bỏ bằng dụng cụ làm sạch ba via trước khi thử để giảm tới mức tối đa các biến dạng dư của lớp bên dưới bề mặt do phép thử trước đây. Tuy nhiên, yêu cầu này không bao gồm việc loại bỏ bề mặt bị biến cứng nguội thông thường trên thanh vật liệu thử được hình thành bởi các hành trình trước đây của dao.
Tỷ số chiều dài /đường kính của chi tiết gia công không được lớn hơn tỷ số nhỏ nhất tại đó xảy ra rung. Phép thử phải được dừng lại khi xảy ra rung. Không nên sử dụng tỷ số chiều dài/ đường kính lớn hơn 10.
Độ cứng của vật liệu gia công phải được xác định trên toàn bộ mặt cắt ngang của một đầu mút của mỗi thanh hoặc ống vật liệu thử.
Khi có sự thay đổi lớn về độ cứng, phải thực hiện các phép đo để xác nhận rằng các giá trị của độ cứng nằm trong phạm vi các giới hạn được qui định.
Vị trí của các điểm đo và phương pháp đo độ cứng nên được ghi lại trong báo cáo thử. Sai lệch trong phạm vi một lô vật liệu nên càng nhỏ càng tốt. Giá trị thực tế của độ cứng đối với các vật liệu chuẩn và các vật liệu tương tự là ÷ 5 % của giá trị trung bình.
Phép thử cắt gọt chỉ được tiến hành trong phạm vi các đường kính ở đó độ cứng nằm trong phạm vi các giới hạn đã cho của thông số độ cứng ban đầu. Nên sử dụng kim tương học định lượng (về tổ chức tế vi, cỡ hạt, kể cả tạp chất, v.v...) của vật liệu gia công nhưng khi không sử dụng được phương pháp này, phải đưa ảnh chụp hiển vi vào báo cáo thử. Độ phóng đại phải ở trong phạm vi x 100 đến 500.
Thực hiện các phép thử, gia công cắt gọt trên các chi tiết trong sản xuất và phải sử dụng các cơ cấu kẹp chặt thường dùng trong gia công.
Mâm cặp và trục phải ổn định và được cân bằng tốt (về phương pháp đánh giá độ cân bằng, xem ISO 1940-1). Khi kẹp chặt chi tiết gia công giữa một mâm cặp hoặc mâm cặp hoa mai và một mũi tâm, phải chú ý phòng ngừa bất cứ các tải trọng uốn nào trên chi tiết gia công.
Đối với các đường kính tâm 90mm, nên sử dụng mâm cặp hoa mai.
Nên dùng một lỗ tâm có đường kính 6,3mm, mặt vát bảo vệ 1200 phù hợp với ISO 2540.
5. Dao
Về mặt nguyên tắc, các cơ quan thử nghiệm, kiểm tra được tự do lựa chọn các dao cắt thử theo sự quan tâm riêng của họ. Tuy nhiên, để tăng khả năng so sánh các kết quả giữa các cơ quan thử nghiệm, kiểm tra, nên sử dụng một trong các dạng dao chuẩn và các vật liệu làm dao như đã qui định sau.
5.1. Vật liệu làm dao
Trong tất cả các thử nghiệm về cắt gọt trong đó vật liệu làm dao tự nó không phải là một biến số của phép thử, cơ quan thử nghiệm, kiểm tra phải tiến hành nghiên cứu một loại vật liệu chuẩn thích hợp cho chế tạo dao.
Về mặt nguyên tắc, các cơ quan thử nghiệm, kiểm tra được tự do lựa chọn vật liệu làm dao theo sự quan tâm riêng của họ. Tuy nhiên để tăng cường khả năng so sánh các kết quả giữa các cơ quan thử nghiệm, kiểm tra, nên sử dụng một trong các loại vật liệu chuẩn được qui định trong điều này.
Trong phạm vi các đặc tính kỹ thuật này, các vật liệu làm dao có thể thay đổi và dẫn đến thay đổi đặc tính của dao. Để giảm tới mức tối thiểu đối với vấn đề này, nên thảo luận với nhà cung cấp để bảo đảm được cung cấp vật liệu làm dao không thay đổi và gần đúng nhất với qui định.
Để có thể so sánh các kết quả trong khoảng thời gian đủ dài, cơ quan thử nghiệm, kiểm tra nên tìm kiếm số lượng đủ lớn vật liệu làm dao chuẩn để phục vụ cho các nhu cầu của họ trong thời gian dài.
Các vật liệu chuẩn làm dao không nên có bất cứ lớp phủ hoặc xử lý bề mặt nào.
Nếu bản thân vật liệu làm dao, lớp phủ hoặc xử lý bề mặt là biến số của thử nghiệm thì sự phân loại vật liệu, các tính chất vật lý, tổ chức tế vi, độ cứng hoặc quá trình xử lý nên được báo cáo một cách chi tiết.
5.1.1. Thép gió
Vật liệu chuẩn làm dao bằng thép cao tốc nên được hợp kim hóa không có coban, không có lớp phủ (S2 và S4) hoặc được hợp kim hóa có coban (S8 và S11), tất cả các vật liệu này phải phù hợp với ISO 4957.
5.1.2. Cacbit thiêu kết
Vật liệu chuẩn làm dao bằng cacbit thiêu kết phải thuộc về các nhóm ứng dụng của ISO P10 cho gia công cắt gọt thép hoặc K10 cho gia công cắt gọt gang phù hợp với ISO 513.
Vì các loại cacbit đối với cùng một nhóm ứng dụng có thể thay đổi giữa các nhà sản xuất và không thể so sánh được, cho nên cần lựa chọn một loại cacbit riêng biệt của nhà cung cấp để dùng làm loại vật liệu cacbit chuẩn.
5.1.3. Gốm
Các loại vật liệu này phải là các loại vật liệu gốm dùng trong thương mại và thành phần cũng như các tính chất vật lý của chúng phải được ghi trong báo cáo thử càng chi tiết càng tốt.
Các vật liệu gốm chuẩn phải là
a) Vật liệu gốm dựa trên cơ sở AI2O3 có hàm lượng tối thiểu của AI2O3 là 70 %, và có bổ sung các vật liệu cứng khác như ZrO2, titan cacbua (TiC) hoặc titan nitrua (TiN);
b) Vật liệu gốm dựa trên cơ sở Si3N4 có hàm lượng tối thiểu của M2O3 là 90 % và có bổ sung Y2O3 và/ hoặc AI2O3.
5.1.4. Các vật liệu làm dao khác
Khi vật liệu làm dao là biến của phép thử thì sự phân loại vật liệu và nếu có thể thực hiện được, thành phần hóa học, độ cứng và tổ chức tế vi phải được ghi trong báo cáo thử.
5.2. Thông số hình học của dao
5.2.1. Thông số hình học của lưỡi cắt
Các thông số hình học của lưỡi cắt được xác định phù hợp với ISO 3002-1.
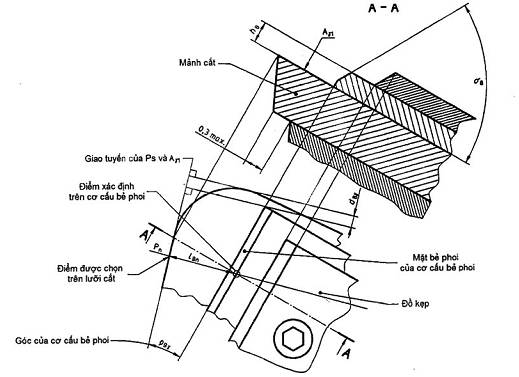
Hình 1 minh họa các góc dao cần thiết cho xác định sự định hướng của các lưỡi cắt, mặt trước và mặt sau của dao tiện một lưỡi cắt.
5.2.2. Thông số hình học của lưỡi cắt tiêu chuẩn
Tất cả các phép thử cắt gọt trong đó hình học của dao không phải là biến số của phép thử phải được tiến hành khi sử dụng một trong các thông số hình học của dao được cho trong Bảng 1. Trong trường hợp các dao gắn các mành cắt cacbit thiêu kết và gốm thì các dao này phải có kiểu gắn các mảnh cắt bằng kẹp chặt. Các lưỡi cắt gắn các mảnh cắt bằng hàn đồng hoặc liên kết bằng keo dán không được sử dụng làm các dao chuẩn.
Dao phải được lắp đặt chính xác trên máy. Yêu cầu này được thực hiện bằng gá đặt góc ngang tâm và gá đặt thân dao vuông góc với đường trục quay của chi tiết gia công. Đối với các dao cắt gắn mảnh cacbit chỉ dùng cho gia công cắt thép và các hợp kim tương tự, lưỡi cắt phải có bán kính rn sao cho:
nếu rs = 0,4 mm, thì rn = 0,02 mm đến 0,03 mm
nếu rs > 0,4 mm, thì rn = 0,03 mm đến 0,05 mm;
Các điều kiện của lưỡi cắt đối với mảnh cắt gốm phải phù hợp với hình chiếu được phóng đại trên Hình 1. Các giá trị của rn phải là các giá trị thu được bằng mài và phải được ghi vào báo cáo thử.
Tất cả các dao cắt khác phải được sử dụng với lưỡi cắt thường được tạo ra bằng các nguyên công mài hoặc gia công tinh được chỉ ra trong 5.3.5.
Kích thước tính bằng milimet
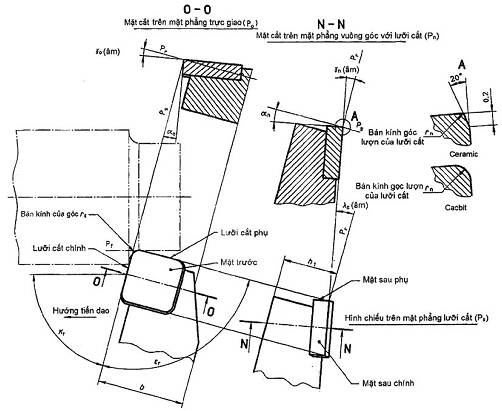
Hình 1 - Hình minh họa các góc dao
Bảng 1 - Các góc của dao tiêu chuẩn
|
Vật liệu làm dao cắt |
Góc trước1) |
Góc sau 1) |
Độ nghiêng của lưỡi cắt |
Góc của lưỡi cắt |
Góc trong |
|
|
γ |
α |
λs |
Kr |
εr |
|
Thép cao tốc |
25 |
8 |
0 |
75 |
90 |
|
|
+ 6 |
5 |
0 |
75 |
90 |
|
-6 |
6 |
-6 |
75 |
90 |
|
|
|
-6 |
6 |
-6 |
75 |
90 |
|
1) Các góc trước và sau của dao có thể được đo trên mặt phẳng vuông góc với lưỡi cắt (Pn) hoặc mặt phẳng trực giao của dao (Po). Phải đưa thêm vào γ và α chỉ số dưới dòng thích hợp để biểu thị mặt phẳng đo, nghĩa là Yn hoặc γo và αn hoặc αo. |
|||||
5.2.3. Các thông số khác của dao
Các hợp kim thường không gây khó khăn cho gia công cắt, như các vật liệu chịu lửa và vật liệu dựa trên cơ sở niken, có thể yêu cầu có sai lệch so với thông số hình học của dao tiêu chuẩn, nhưng chỉ được phép có sai lệch này khi không thể sử dụng được các thông số hình học của dao tiêu chuẩn. Trong trường hợp hoặc khi các thông số hình học là biến số của phép thử thì các thông tin sau phải được nêu trong báo cáo thử.
a) Giá trị của các góc dao và các góc gia công tương ứng (được qui định cho điều kiện tại đó tốc độ tiến dao bằng không như đã chỉ ra trong Bảng 1);
b) Điều kiện của lưỡi cắt: thường sắc nhọn, được vê tròn tới bán kính qui định hoặc được vát cạnh (các chiều rộng và góc của bất cứ vùng nào trên mặt trước hoặc mặt sau).
5.3. Các điều kiện tiêu chuẩn đối với dao
5.3.1. Kiểu và cỡ kích thước của dao
Phải sử dụng dao tiện thô đầu thẳng
Mặt cắt ngang của thân dao h1 x b dùng cho các giá trị kẹp dao, phù hợp với ISO 5610 phải là
25 mm x 16 mm đối với các dao thép cao tốc liền khối;
25 mm x 25 mm đối với các dao ghép mảnh cắt cacbit; và
32 mm x 25 mm đối với các dao ghép mảnh cắt gốm.
Khoảng cách từ góc của dao tới mặt trước của giá kẹp dao máy tiện (đoạn công xôn) phải là 25 mm.
Các mảnh cắt bằng cacbit thiêu kết phải có hình vuông với cạnh 12,7 mm, dày 4,76 mm dùng cho góc trước âm và 3,18 mm dùng cho góc trước dương (xem ISO 883).
Các mảnh cắt bằng gốm phù hợp với ISO 9361-1 và ISO 9361-2 phải có hình vuông với cạnh 12,7 mm và chiều dày 4,76 mm.
5.3.2. Dung sai
Dung sai đối với tất cả các góc của dao phải là ± 0,50 (30’) dùng cho dao cắt hoàn chỉnh.
Góc giữa một tiếp tuyến với góc lượn tròn và các lưỡi cắt chính hoặc phụ tại điểm ở đó các tiếp tuyến này sẽ hòa nhập vào các lưỡi cắt không được lớn hơn 50 (xem Hình 2).
Dung sai của bán kính góc lượn (rs) phải là ± 0,1 x rs.
Dung sai độ song song giữa mặt phẳng chuẩn của dao Pr và mặt phẳng sau của dao Pr (xem ISO 3002-1: 1982, Điều 4.1.1 và 4.1.3) và các trục lắp đặt cố định Xm và Zm (xem ISO 3002-2: 1982, Điều 2.2) của máy công cụ phải là ± 0,50. Trong thực tế, yêu cầu này được đáp ứng khi góc
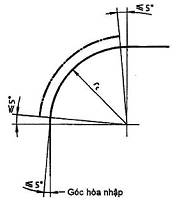
Hình 2 - Các chi tiết về góc lượn tròn
Ở ngang tâm (đường tâm máy) trong phạm vi dung sai ± 0,25 mm và bước tiến ngang của dao đi qua một điểm chuẩn tĩnh tại tạo ra sai lệch của mặt trên (song song với mặt phẳng tựa ) và mặt bên (song song với mặt phẳng Pp) của thân dao không vượt quá ± 0,4 mm trên 50 mm của chuyển động ăn dao ngang (xem Hình 3).
Dung sai của các mảnh cắt cacbit thiêu kết và gốm phải tuân theo ISO 1832, cấp G, ngoại trừ chỉ dẫn đã nêu trên.
5.3.3. Gia công tinh dao
Nhám bề mặt của mặt trước và mặt sau của dao không được vượt quá 0,25 μm (được đo phù hợp với ISO 468).
Sai lệch độ phẳng của mặt tựa của một mảnh cắt, ngoại trừ vùng lân cận sát các lưỡi cắt của mảnh cắt, không được vượt quá 0,004 mm.
Lưỡi cắt trên dao bằng thép cao tốc không được có ba via hoặc lưỡi cắt quá mỏng. Các khuyết tật này có thể được loại bỏ bằng mài khôn cẩn thận các mặt trước và sau của dao.
Mỗi lưỡi cắt được sử dụng trong thử nghiệm phải được kiểm tra ở độ phóng đại tối thiểu x 10 đối với các khuyết tật nhìn thấy như các vết nứt, chỗ sứt mẻ. Các khuyết tật này phải được sửa chữa, nếu không sửa chữa được thì dao không được sử dụng.
5.3.4. Bộ phận kẹp dao dùng cho các mảnh cắt.
Đối với các phép thử cắt gọt, các bộ phận kẹp dao phải đáp ứng các điều kiện sau.
Các thông số hình học phải theo chỉ dẫn trong Bảng 1.
Dung sai của góc dùng cho bộ phận kẹp dao cộng với các mảnh cắt phải là ± 0,5 0 (30’) và cho riêng bộ phận kẹp dao là ± 0,2 0 (12’)
Kích thước tính bằng milimet
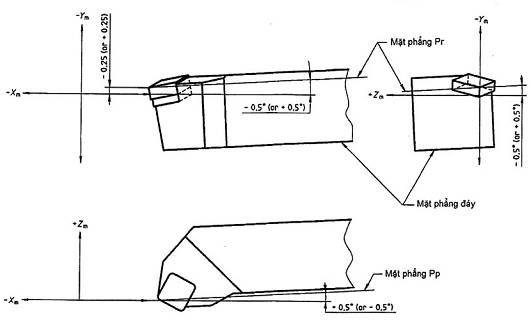
Hình 3 - Dung sai độ song song
Góc để định vị mảnh cắt thay thế trong bộ phận kẹp dao phải theo qui định trên hình 4.
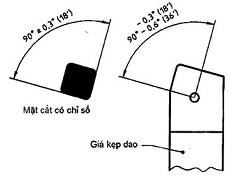
Hình 4 - Dung sai độ vuông góc của mảnh cắt và vị trí bộ phận kẹp dao
Vật liệu của bộ phận kẹp dao phải là thép có độ bền kéo không nhỏ hơn 1200 N/mm2 (1200 MPa)
Độ phẳng của đáy bộ phận kẹp dao phải ở trong phạm vi 0,1 mm trên chiều dài và chiều rộng của đáy bộ phận kẹp dao.
Các mặt của đáy bộ phận kẹp dao hoặc đệm đỡ mảnh cắt phải phẳng với dung sai độ phẳng ở trong phạm vi 0,01 mm.
Mặt dưới của mảnh cắt không được nhô ra ngoài mặt đỡ (tựa) của đáy bộ phận kẹp dao lớn hơn 0,3 mm (xem Hình 5)
Chiều cao của cơ cấu bẻ phoi và khoảng cách của cơ cấu bẻ phoi và phương pháp kẹp chặt mảnh cắt phải được ghi vào báo cáo thử (xem 5.3.7).
Kích thước tính bằng milimet
Hình 5 - Hình minh họa khoảnh chìa (công sôn) của mảnh cắt và cơ cấu bẻ phoi
5.3.5. Mài dao thép cao tốc
Trình tự của các thao tác, kiểu bánh mài, các dữ liệu về cắt gọt và qui trình mài nên dùng nên tuân theo hướng dẫn của nhà sản xuất bánh mài.
Đối với các dao có góc trước dương, mỗi góc tiếp sau phải thấp hơn góc trước đó. Độ giảm chiều cao của góc dao không được vượt quá 5 mm, nếu không, phải mài một mặt trước mới ở chiều cao ban đầu.
Hướng cắt gọt của chu vi bánh mài nên gần như vuông góc với lưỡi cắt chính của dao và theo chiều đi ra xa khỏi lưỡi cắt chính ngang qua bề mặt được mài của dao.
Khi sử dụng một bánh mài phẳng, chiều của chuyển động tiến dao có thể là cùng chiều hoặc ngược chiều với chiều cắt gọt của bánh mài so với bề mặt được mài.
Có thể có nguy hiểm do sự quá nhiệt gây ra, đặc biệt là khi máy mài không cho phép điều chỉnh thích hợp chiều sâu cắt và bước tiến. Sự quá nhiệt thường kéo theo các màu oxy hóa, nhưng khi không có sự biểu thị rõ về màu sắc thì sự quá nhiệt còn có thể ảnh hưởng đến độ cứng. Vì vậy cần phải kiểm tra độ cứng.
Sau khi mài, phải đo độ cứng của dao trên mặt sau hoặc mặt trước càng gần với lưỡi cắt càng tốt. Độ cứng phải tương đương với độ cứng đo được trước đây của vật liệu làm dao. Nếu không thu được giá trị độ cứng này sau khi mài thì phải tiến hành mài thêm hoặc cắt gọt phía sau tới khi đạt được độ cứng yêu cầu.
Prôfin của dao phải được phục hồi sau khi thử như đã chỉ ra trên các Hình 1 và 2 và Bảng 1.
Khi mài lại, dao phải được mài ở phía sau ít nhất là 2 mm vượt quá các vết mòn. Các thông số hình học của dao phải được duy trì như đã qui định trên các hình 1 và 2 và Bảng 1. Phải chú ý đảm bảo cho góc dao không bị dịch chuyển theo chiều ngang.
5.3.6. Các mảnh cắt cacbit, gốm
Các mảnh cắt này phải được sử dụng ở trạng thái cung cấp của nhà sản xuất và không được mài lại.
5.3.7. Cơ cấu bẻ phoi
Không được sử dụng cơ cấu bẻ phoi trên các dao thép cao tốc trừ khi cơ cấu bẻ phoi là biến số thử hoặc nếu cần thiết phải bẻ phoi. Cho phép sử dụng cơ cấu bẻ phoi khi thử nghiệm các dao cacbit thiêu kết và gốm. Khi sử dụng các vật liệu làm dao này, cơ cấu bẻ phoi thường được yêu cầu là một bộ phận an toàn.
Cơ cấu bẻ phoi, nếu được sử dụng, phải được đặt nằm hoàn toàn trên mảnh cắt có chỉ số. Sai lệch độ phẳng của mặt cơ cấu bẻ phoi tiếp xúc với mảnh cắt không được vượt quá 0,004mm.
Góc của cơ cấu bẻ phoi QBy (xem Hình 5) là góc giữa giao tuyến của cơ cấu bể phoi và mặt trước của dao và đoạn thẳng của lưỡi cắt chính. Góc QBy có thể thay đổi theo các vật liệu khác nhau của chi tiết gia công sao cho có thể đạt được dạng phoi theo yêu cầu và để dẫn hướng phoi đi tới hoặc đi ra khỏi chi tiết gia công, xem ISO 3002-1: 1982, Điều 7.5. Góc mềm của cơ cấu bẻ phoi (6B), nghĩa là góc giữa mặt bẻ phoi của cơ cấu bẻ phoi và mặt trước của dao phải giữa 50 0 và 60 0.
Khoảng cách của cơ cấu bẻ phoi IBn phải được lựa chọn sao cho đạt được dạng phoi có thể chấp nhận được (xem Hình 5). Khoảng cách thực hiện của cơ cấu bẻ phoi phải được ghi vào báo cáo thử.
Đối với các dao gốm, khoảng cách lBn không thể quá nhỏ vì có thể gây ra vỡ lưỡi cắt.
CHÚ THÍCH 2 - Nếu có sự chú ý đặc biệt tới vấn đề là vết lõm có thể khác nhau khi tiện có hoặc không có cơ cấu bẻ phoi.
6. Chất lỏng trơn nguội cho cắt gọt
Phải sử dụng chất lỏng trơn nguội cho cắt gọt khi cắt gọt các chi tiết gia công bằng thép với các dao thép cao tốc trừ khi các dao thép cao tốc được thử hư hỏng nặng (xem 8.2.1).
Khi cắt gọt các chi tiết gia công bằng thép với dao cacbit hoặc dao gốm, không nên dùng chất lỏng trơn nguội cho cắt gọt.
Khi cắt gang cũng không nên dùng chất lỏng trơn nguội cho cắt gọt.
Chất lỏng trơn nguội cho cắt gọt phải được qui định rõ ràng bởi nhãn hiệu hoặc thành phần của các phần tử hóa, nồng độ thực, độ cứng của nước (khi được sử dụng làm chất pha loãng) và độ pH của dung dịch hoặc nhũ tương.
Khi sử dụng các chất lỏng trơn nguội cắt gọt, lưu lượng chất lỏng trơn nguội cắt gọt nên “tràn đầy” bộ phận cắt của dao. Lưu lượng này không nên nhỏ hơn 3 l/min hoặc 0,1 l/min cho mỗi centimet khối trên phút của tốc độ lấy phoi, lấy giá trị lớn hơn. Đường kính của lỗ phun tưới, lưu lượng và nhiệt độ bình chứa chất lỏng trơn nguội nên được ghi vào báo cáo thử.
7. Điều kiện cắt gọt
7.1. Các điều kiện cắt gọt tiêu chuẩn
Đối với tất cả các phép thử trong đó bước tiến f, chiều sâu cắt ap hoặc bán kính góc dao rs không phải là các biến số chính của phép thử thì các điều kiện cắt gọt phải là một trong các tổ hợp của các thông số dùng cho cắt gọt được liệt kê trong Bảng 2.
Bảng 2 - Các điều kiện cắt gọt tiêu chuẩn
|
Điều kiện cắt gọt |
A |
B |
C |
D |
|
Bước tiến, f, mm/rev |
0,1 |
0,25 |
0,4 |
0,63 |
|
Chiều sâu cắt, ap, mm |
1 |
2,5 |
2,5 |
2,5 |
|
Bán kính góc dao rs mm |
0,4 |
0,8 |
0,8 |
1,2 |
Dung sai của bước tiến là ![]() (Phù hợp ISO 229).
(Phù hợp ISO 229).
Dung sai của chiều sâu cắt gọt phải là ± 5 %.
Các thông số hình học của lưỡi cắt trên bán kính góc dao được qui định trong 5.3.2.
CHÚ THÍCH 3: Đã sử dụng các ký hiệu phù hợp với ISO 3002-3.
7.2. Các điều kiện cắt khác
Khi không thể lựa chọn được một trong các điều kiện cắt gọt tiêu chuẩn, hoặc khi bước tiến, chiều sâu cắt hoặc bán kính góc dao là biến số của phép thử thì chỉ nên thay đổi một thông số tại thời điểm các giá trị được lựa chọn ở trên chỗ giao nhau của các bước tiến và chiều sâu cắt được chỉ định trong phạm vi các vùng hình tam giác đã chỉ ra trên Hình 6. Các giới hạn của các vùng hình tam giác được qui định trong Bảng 3.
Bảng 3 - Các giới hạn của các điều kiện cắt gọt khác
|
Chiều sâu cắt gọt nhỏ nhất Chiều sâu cắt gọt lớn nhất Bước tiến lớn nhất |
2 lần bán kính góc 1) 10 lần bước tiến dao 0,8 lần bán kính góc |
|
1) Chiều sâu cắt nhỏ hơn có thể làm cho các phép đo độ mòn của dao khó khăn và kém chính xác hơn |
|
7.3. Tốc độ cắt
Tốc độ cắt, tính bằng mét trên phút (m/min) phải được xác định trên bề mặt của chi tiết gia công được cắt gọt nghĩa là bề mặt gia công và không phải là được xác định trên đường kính được hình thành do cắt gọt, nghĩa là bề mặt được gia công cắt gọt. Hơn nữa, tốc độ cắt phải được đo sau khi dao đã ăn dao vào chi tiết gia công, có tính đến bất cứ tổn thất nào của tốc độ cắt do hoạt động cắt gây ra.
Phải chọn ít nhất là bốn tốc độ cắt khác nhau cho mỗi điều kiện cắt, trừ trường hợp đối với các dao gốm, việc lựa chọn ba tốc độ cắt khác nhau là hợp lý do vấn đề tiêu thụ vật liệu. Nói chung phải lựa chọn các tốc độ cắt sao cho tuổi thọ của dao ở tốc độ cao nhất không nhỏ hơn 5 min, đối với các dao gốm không nhỏ hơn 2 min.
Khi gia công cắt các vật liệu đắt tiền, có thể chọn tuổi thọ của dao ngắn hơn nhưng không được nhỏ hơn 2 min.
Để thu được đủ số lượng các điểm giãn cách trên đường cong tốc độ cắt - tuổi thọ của dao, tốc độ cắt liên tiếp nên tạo thành tỷ số sẽ dẫn đến tuổi thọ gần gấp đôi. Các tỷ số này có thể được lựa chọn từ một cấp số nhân của các số ưu tiên được cho trong ISO 3 và /hoặc ISO 229.
Dao thép cao tốc: 1,06
Dao cacbit: 1,12
Dao gốm: 1,25
8. Chuẩn tuổi thọ của dao và các phép đo độ mòn của dao
8.1. Giới thiệu
Trong sản xuất thực tế / phân xưởng, thời gian tại đó một dao cắt ngừng cắt gọt các chi tiết gia công có kích thước và chất lượng bề mặt yêu cầu sẽ xác định tuổi thọ hiệu dụng của dao. Khoảng thời gian tới khi dao không có khả năng cắt gọt thêm được nữa cũng có thể được xem là tuổi thọ hiệu dụng của dao. Tuy nhiên, các lý do để dao có thể được xem là đã đạt tới tuổi thọ hiệu dụng sẽ khác nhau trong mỗi trường hợp tùy thuộc vào các điều kiện cắt gọt, v.v...
Để tăng độ tin cậy và khả năng so sánh các kết quả thử, điều chủ yếu là tuổi thọ của dao được định nghĩa là tổng thời gian cắt gọt của dao để đạt tới một giá trị qui định của chuẩn tuổi thọ của dao.
Tùy thuộc vào hư hỏng đã xảy ra ở chỗ nào trên các lưỡi cắt, có thể chấp nhận các giá trị khác nhau.
Tiêu chuẩn này khuyến nghị rằng hư hỏng của các dao ở dạng mòn phải được sử dụng để xác định tuổi thọ.
Khi có nhiều hơn một dạng mòn có thể đo được thì nên ghi lại mỗi dạng mòn và khi đã đạt được bất một trong các giới hạn của hiện tượng mòn nào thì tuổi thọ của dao đã kết thúc.
Trị số độ mòn của dao được sử dụng để xác định tuổi thọ của dao dùng cho quản lý số lượng các vật liệu thử được yêu cầu và các chi phí của thử nghiệm. Nếu giá trị giới hạn quá thấp thì kết quả thu được có thể không có độ tin cậy vì kết quả này có thể được xác định trong các giai đoạn ban đầu của sự phát triển mòn trong các điều kiện thử.
8.2. Chuẩn tuổi thọ
Dạng mòn có vai trò quan trọng trong xác định tuổi thọ hiệu dụng của dao trong một loạt các phép thử riêng phải được sử dụng để hướng dẫn sự lựa chọn một trong các chuẩn tuổi thọ của dao được qui định sau đây: Dạng mòn và giá trị của chuẩn tuổi thọ của dao phải được ghi vào báo cáo thử.
Nếu không biết rõ dạng mòn nào sẽ là chủ yếu thì có thể sử dụng hai chuẩn dẫn đến hai đường cong vc - Tc (xem hình 7).
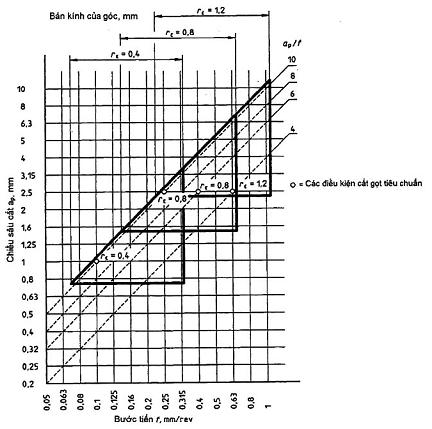
Hình 6 - Giới hạn của các điều kiện cắt gọt
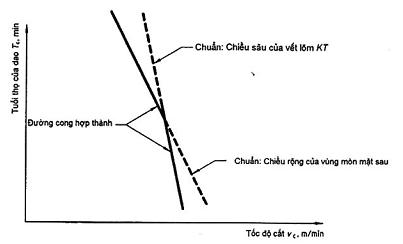
Hình 7 - Đường cong nét đứt vc-Tc, phối hợp của mòn mặt sau và mòn có vết lõm
8.2.1. Chuẩn chung dùng cho dao thép cao tốc
Các chuẩn chung nhất dùng cho các dao thép cao tốc như sau:
a) Chiều rộng lớn nhất của vùng mòn mặt sau VBBmax = 0,6 mm nếu mòn mặt sau không đều, có vết nạo, vết bào hoặc có rãnh sâu trong vùng B;
b) Chiều rộng trung bình của vùng mòn mặt sau VBB = 0,3 mm nếu mòn mặt sau được xem là mòn đều trong vùng B;
c) Hư hỏng nặng.
8.2.2. Chuẩn chung cho dao cacbit thiêu kết (xem Hình 8)
Chuẩn chung nhất dùng cho các dao cacbit thiêu kết như sau:
a) Chiều rộng lớn nhất của vùng mòn mặt sau VBBmax = 0,6 mm nếu mòn mặt sau không đều trong vùng B;
b) Chiều rộng trung bình của vùng mòn mặt sau VBB = 0,3 mm nếu mòn mặt sau được xem là mòn đều trong vùng B;
c) Chiều sâu của vết lõm KT đã cho, tính bằng milimet, bằng công thức
KT = 0,06 + 0,3f
Trong đó f là bước tiến được biểu thị bằng milimet trên vòng quay. Đối với các bước tiến tiêu chuẩn, bước tiến này dẫn đến các giá trị của KT được cho trong Bảng 4 khi KT được áp dụng như một chuẩn.
Bảng 4 - Các giá trị của KT
|
Bước tiến f, mm/rev |
0,25 |
0,4 |
0,63 |
|
Chiều sâu vết lõm KT, mm |
0,14 |
0,18 |
0,25 |
d) Khoảng cách trước vết lõm giảm đi tới một giá trị KF = 0,02 mm (xem Hình 8);
e) Vết lõm kéo dài tới lưỡi cắt phụ làm cho bề mặt được gia công cơ không đạt được độ tinh xác yêu cầu.
CHÚ THÍCH 4: Cần thấy rằng hiện tượng mòn tạo thành rãnh thường do phản ứng hóa học và xảy ra bên ngoài vùng tiếp xúc giữa dao và chi tiết gia công cả dọc theo lưỡi cắt chính và trong phạm vi nhỏ hơn dọc theo lưỡi cắt phụ. Trong cả hai trường hợp, mòn tạo thành rãnh có ảnh hưởng đồng thời đến cả mặt trước và mặt sau của dao.
CHÚ THÍCH 5: Trong một số trường hợp, hiện tượng mòn tạo thành rãnh có gây ra hư hỏng nặng và nên được phân biệt với sự mài mòn VBA xảy ra dọc theo lưỡi cắt trùng với bề mặt gia công. Mòn tạo thành rãnh gây ra bởi các tác động của biến cứng khi gia công nguội trong chi tiết gia công bởi hành trình trước đây của dao.
Kích thước tính bằng milimet.
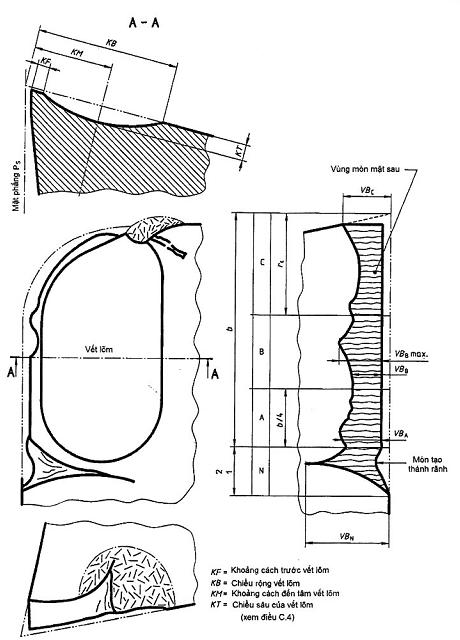
Hình 8 - Một số dạng mòn trên các dao tiện
8.2.3. Chuẩn chung cho các dao gốm (xem Hình 8)
Chuẩn chung nhất dùng cho các dao gốm như sau:
a) Chiều rộng lớn nhất của vùng mòn mặt sau VBBmax = 0,6 mm nếu mòn mặt sau không đều trong vùng B;
b) Chiều rộng trung bình của vùng mòn mặt sau VBB = 0,3 mm nếu mòn mặt sau được xem là mòn đều trong vùng B;
8.2.4. Các chuẩn khác
Các chuẩn được qui định trong 8.2 thường là đủ cho tiện thép và gang.
Các lý do cho tuyển chọn và chọn các chuẩn khác đối với các trường hợp đặc biệt được thảo luận trong Phụ lục C.
8.3. Các phép đo độ mòn của dao
Các hạt bám dính trực tiếp vào vùng mòn ở mặt sau làm cho chiều rộng của vùng mòn có dạng bên ngoài lớn hơn. Các hạt tích tụ trong vết lõm do mòn cũng làm cho chiều sâu của vết lõm nhỏ hơn. Vật liệu long ra phải được lấy đi một cách cẩn thận nhưng không được sử dụng các hóa chất tẩm thực trừ khi kết thúc phép thử.
Để đo độ mòn, lưỡi cắt chính của dao được phân chia thành bốn vùng như đã chỉ ra trên Hình 8.
Vùng C là phần cong của lưỡi cắt tại góc dao.
Vùng B là phần thẳng còn lại của lưỡi cắt giữa vùng C và vùng A.
Vùng A có chiều dài bằng một phần tư chiều dài lưỡi cắt bị mòn b cách xa góc dao nhất.
Vùng N kéo dài ra ngoài vùng tiếp xúc lẫn nhau giữa dao và chi tiết gia công đối với khoảng 1 mm đến 2 mm dọc theo lưỡi cắt chính. Vết mòn có dạng rãnh. Chiều rộng có vùng mòn mặt sau VBB phải được đo trong phạm vi vùng B trong mặt phẳng lưỡi cắt của dao Ps1) vuông góc với lưỡi cắt chính. Phải đo chiều rộng của vùng mòn mặt sau từ vị trí của lưỡi cắt chính ban đầu. Chiều sâu của vết lõm mòn KT phải được đo là khoảng cách lớn nhất giữa đáy vết lõm và mặt ban đầu trong vùng B.
Các chi tiết thêm nữa được cho trong Phụ lục C.
9. Thiết bị
9.1. Máy công cụ
Máy tiện dùng cho thử nghiệm phải có kết cấu vững chắc và ở trong điều kiện tốt, không có khả năng xảy ra rung hoặc có độ võng bất thường trong quá trình thử (chất lượng cân bằng nên là cấp G.6.3 phù hợp với ISO 1940).
Máy công cụ được sử dụng cho thử nghiệm phải được trang bị truyền động trục chính có tốc độ thay đổi vô cấp trong phạm vi các tốc độ trục chính được sử dụng.
Yêu cầu này đặc biệt quan trọng đối với gia công tiện để có thể duy trì được cùng một tốc độ cắt khi đường kính của chi tiết gia công giảm đi bởi các hành trình cắt liên tiếp.
Hơn nữa, truyền động có tốc độ thay đổi cho phép xác định trước một cách chính xác các tốc độ cắt và giảm thời gian yêu cầu để thu được các dữ liệu cho xác lập một đường cong tuổi thọ hoàn chỉnh của dao.
9.2. Thiết bị khác
Cần có các thiết bị sau cho các phép đo riêng và các thiết bị này phải có đủ độ phân giải để phân biệt được các dung sai đã qui định trong tiêu chuẩn này.
- Một thiết bị đo các thông số hình học của dao một cách chính xác;
- Một máy chiếu profin cho kiểm tra góc dao;
- Một đồng hồ bấm giây cho ghi thời gian cắt;
- Một kính hiển vi của thợ làm dụng cụ hoặc một kính hiển vi được trang bị thi kính để đo độ mòn mặt sau;
- Một đồng hồ đo có mặt số với đầu tiếp xúc đo đường kính xấp xỉ 0,2mm để đo chiều sâu vết lõm mòn;
- Một bàn đo X - Y để thu được các giá trị đo độ mòn của dao chính xác hơn;
- Một máy ghi profin nếu cần ghi profin của vết lõm mòn;
- Thiết bị đo độ cứng để xác định độ cứng của chi tiết gia công và của dao;
- Một thiết bị đo nhám bề mặt xách tay để đo nhám bề mặt của chi tiết gia công khi lắp chi tiết gia công trên máy tiện;
- Một dụng cụ để đo tốc độ cắt;
- Một thước cặp để đo đường kính của chi tiết gia công và chỉnh đặt khoảng cách của cơ cấu bẻ phoi;
- Thiết bị để đo lưu lượng của chất lỏng trơn nguội (yêu cầu này có thể được thực hiện bằng cách đo thời gian để đổ đầy một thùng chứa có dung tích đã biết).
10. Qui trình thử tuổi thọ của dao
Chỉ có thể mô tả qui trình thử tuổi thọ của dao dưới dạng tổng quát vì các điều kiện sẽ thay đổi đối với mỗi tình huống.
Phương pháp phải tuân theo tương tự như phương pháp được sử dụng cho vận hành tốt máy công cụ, ngoài ra phải rất chú ý và phải quan sát một số phép đo phải tiến hành.
Nội dung chi tiết nhất của các phép đo và sự đề phòng cần phải có đã được nêu khá đầy đủ trong tiêu chuẩn này.
Trước khi bắt đầu thử cần xác minh rằng máy tiện, chi tiết gia công và các dao tiện đã đáp ứng tất cả các yêu cầu của tiêu chuẩn này. Hoàn thành tờ dữ liệu “các điều kiện chung” (xem Phụ lục D).
Máy phải được chỉnh đặt ở các điều kiện cắt gọt yêu cầu. Nếu cần thiết, phải thực hiện phép thử tuổi thọ của dao sơ bộ như đã mô tả trong Phụ lục E.
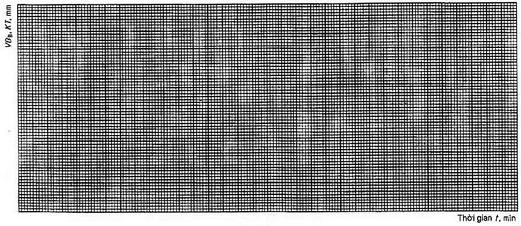
Phải thực hiện các phép đo mòn ở các khoảng thời gian thích hợp. Tất cả các dữ liệu phải được ghi lại trên tờ dữ liệu “các giá trị đo mòn đối với thời gian” như đã chỉ ra trong Phụ lục D. Các số đọc phải được lập thành biểu đồ về độ mòn của dao (trục tung) đối với thời gian (trục hoành) (xem các Hình 9 và 10).
Các biểu đồ này phải chỉ ra ít nhất là năm điểm thực nghiệm cho mỗi đường cong sao cho thời gian tại đó giá trị được lựa chọn là chuẩn tuổi thọ của dao có thể đạt được bằng sự đánh giá có đủ độ chính xác yêu cầu.
Trong bất cứ trường hợp nào cũng không được xác định tuổi thọ của dao bằng ngoại suy biểu đồ độ mòn của dao - thời gian.
Cuối cùng, các kết quả của một loạt các phép thử phải được ghi lại trên tờ dữ liệu “Biểu đồ tuổi thọ của dao - tốc độ cắt” như đã chỉ ra trong Phụ lục D.
Việc đánh giá các dữ liệu tuổi thọ của dao được xử lý trong Điều 11.
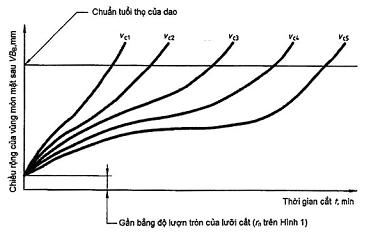
Hình 9 - Sự phát triển của mòn mặt sau đối với các tốc độ cắt khác nhau vc1-vc5 (tỷ xích tuyến tính)
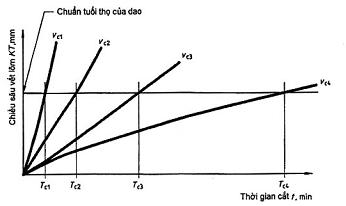
Hình 10 - Sự phát triển của chiều sâu vết lõm đối với các tốc độ cắt khác nhau vc1-vc4 (tỷ xích tuyến tính)
11. Ghi vào báo cáo kết quả
11.1. Phép thử tuổi thọ của dao
11.1.1. Tuổi thọ của dao là một hàm số của tốc độ cắt
Các số đo độ mòn mặt sau đối với thời gian được lấy ở một vài tốc độ cắt sẽ cung cấp các đường cong như đã chỉ ra trên Hình 9. Các đường cong tương ứng sẽ thu được trong phép đo vết lõm mòn như đã chỉ ra trên hình 10, nhám bề mặt, v.v...
Nếu hư hỏng nặng được sử dụng làm chuẩn thì tuổi thọ của dao Tc được vẽ thành biểu đồ một cách trực tiếp đối với tốc độ cắt vc để có được các đường cong tuổi thọ của dao.
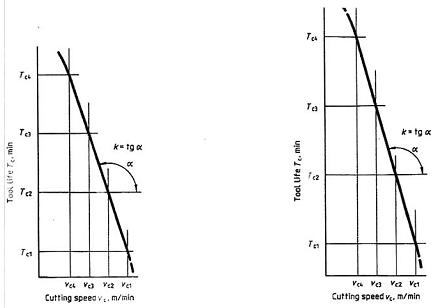
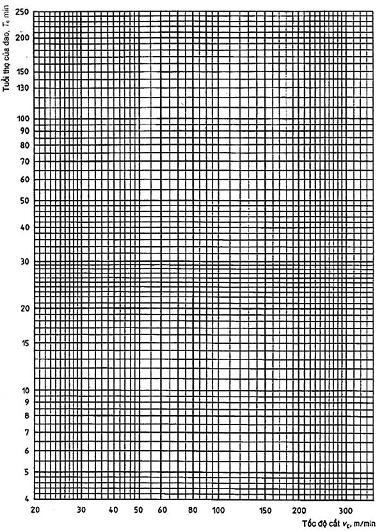
Khi nối các điểm tọa độ (vc1, Tc1), (vc2, Tc2) v.v... thu được từ các Hình 9 và 10 thành biểu đồ theo tỷ xích lôgarit tốc độ cắt - tuổi thọ của dao (có cùng một môđun dọc theo cả hai trục tọa độ) sẽ tạo ra một đường cong vc-Tc như đã chỉ ra trên Hình 11 và 12.
|
Hình 11 - Đường cong vc - Tc dựa trên Hình 9 (tỷ xích logarit) |
Hình 12 - Đường cong vc - Tc dựa trên Hình 10 (tỷ xích logarit) |
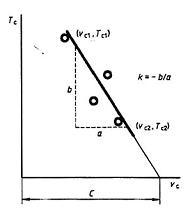
Các đường cong vc-Tc này có thể được xem là tuyến tính trong một số phạm vi tốc độ. Phương trình cho đoạn tuyến tính này của các đường cong có dạng:
![]()
trong đó
vc là tốc độ cắt, tính bằng mét trên phút;
Tc là tuổi thọ của dao, tính bằng phút;
k = tg α (như đã chỉ ra trên Hình 11 và 12) xác định độ dốc của đường cong tuổi thọ của dao.
C = hằng số
Các giá trị của k và C trong phương trình trên phải được đưa vào các báo cáo thử.
Các phương pháp để xác định k và C được cho trong 11.3.
Nếu chuẩn của độ mòn mặt sau đạt được trước khi có mòn tạo thành vết lõm hoặc ngược lại thì có thể vẽ đường cong vc-Tc được xác định bằng mòn mặt sau.
11.1.2. Tuổi thọ của dao là một hàm số của tốc độ trục chính
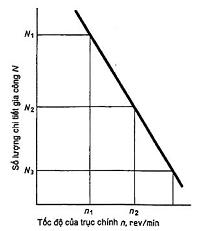
Trong sản xuất, đôi khi thường vẽ biểu đồ phối hợp với vòng quay của trục chính và số chi tiết gia công được sản xuất ra đối với một chuẩn độ mòn của dao riêng để tạo ra một biểu đồ có tỷ xích logarit như đã chỉ ra trên Hình 13.
Có thể sử dụng biểu đồ này tương tự như biểu đồ vc-Tc
CHÚ THÍCH: Các thông tin thêm nữa được cho trong Phụ lục E
Hình 13 - Biểu đồ chỉ ra số lượng chi tiết gia công được sản xuất ra là một hàm số của tốc độ trục chính (tỷ xích logarit)
11.1.3. Phép thử tuổi thọ của dao ở một tốc độ
Trong một số trường hợp, không thể thực hiện được các phép thử ở một số tốc độ cắt. Khi đó tuổi thọ của dao được biểu thị bằng số phút hoặc số chi tiết gia công được sản xuất ra ở một tốc độ đã lựa chọn.
11.2. Tờ dữ liệu và các biểu đồ
11.2.1. Qui định chung
Không qui định các tờ dữ liệu. Tuy nhiên, Phụ lục D đưa ra sơ đồ bố trí các dữ liệu được đề nghị, nhưng các sơ đồ bố trí các dữ liệu này không thích hợp cho đánh giá trên máy tính.
Có ba tờ dữ liệu được đề nghị:
a) Tờ dữ liệu “Các điều kiện chung” bao hàm tất cả các dữ liệu cơ bản cho một loạt đầy đủ các phép thử;
b) Tờ dữ liệu “Các số đo độ mòn - thời gian” bao hàm tất cả các chi tiết của một phép thử tuổi thọ của dao;
c) Tờ dữ liệu “Biểu đồ tuổi thọ của dao - tốc độ cắt” để ghi lại các kết quả của một số phép thử tuổi thọ của dao được thực hiện ở một phạm vi tốc độ cắt.
Tất cả các thông tin được chỉ ra trên các tờ dữ liệu mẫu phải được bao gồm trong bất cứ tờ dữ liệu nào khác được soạn thảo.
11.2.2. Tờ dữ liệu “số đo độ mòn - thời gian”
Thông tin được ghi trong cột “Ghi chú” trên tờ dữ liệu b) trong 11.2.1 phải bao gồm các nội dung sau:
a) Các dạng phoi thu được (xem Phụ lục G);
b) Các số đọc tăng dần của độ cứng Brinen của chi tiết gia công khi đường kính của nó giảm bởi các hành trình cắt liên tiếp;
c) Đường kính của lỗ phun chất lỏng trơn nguội, lưu lượng và nhiệt độ của thùng chứa chất lỏng trơn nguội (chất lỏng cắt) và áp suất của chất lỏng này, nếu có thể thực hiện được.
11.2.3. Tờ dữ liệu “Biểu đồ tuổi thọ của dao - tốc độ cắt”
Phải vẽ đường cong tuổi thọ của dao trên giấy vẽ đồ thị log - log tiêu chuẩn với cùng một môđun trên cả hai chiều (các môđun 83,33mm, nếu có thể thực hiện được).
Trục hoành phải biểu thị tốc độ cắt vc, tính bằng mét trên phút.
Trục tung phải biểu thị tuổi thọ của dao Tc, tính bằng phút, của các chi tiết gia công N.
Các dữ liệu thích hợp sau phải được chỉ ra trong đầu đề của biểu đồ.
a) Ngày;
b) Đặc tính kỹ thuật của vật liệu gia công:
c) Độ cứng hoặc các tính chất vật lý của vật liệu gia công;
d) Vật liệu làm dao được sử dụng và độ cứng trong trường hợp thép cao tốc;
e) Các thông số hình học của dao (các dữ liệu được cho theo thứ tự sau yn, αn, λn, Kr, εr, rs, rn và cơ cấu bẻ phoi);
f) Chất lỏng cắt;
g) Bước tiến;
h) Chiều sâu cắt;
i) Chuẩn của điểm kết thúc tuổi thọ của dao;
j) Tất cả các dữ liệu khác thích hợp cho thử.
11.3. Đánh giá các dữ liệu tuổi thọ của dao.
11.3.1. Qui định chung
Bất cứ sự đánh giá nào về các dữ liệu thử tuổi thọ của dao sẽ trở nên vô ích nếu không có sự đề phòng trong quá trình thực nghiệm để bảo đảm rằng các số đo thu được là thực sự độc lập đối với tất cả các yếu tố khác ngoài các yếu tố đang được nghiên cứu và các phép thử được thực hiện theo một trình tự ngẫu nhiên.
Các hằng số của phương trình Taylor cho tuổi thọ của dao
![]()
Có thể được đánh giá từ các phép thử tuổi thọ của dao hoặc bằng phương pháp đồ thị đơn giản được mô tả trong 11.3.3. Nếu sử dụng phương pháp toán học, có thể thu được một tiêu chuẩn đánh giá phương sai cũng như giá trị và các giới hạn của khoảng tin cậy như đã mô tả trong 11.3.4 và 11.3.5.
11.3.2. Đánh giá (bằng mắt)
Với sự đánh giá bằng mắt, có thể ước tính các hằng số C và k một cách nhanh chóng với độ chính xác có thể chấp nhận được trong nhiều trường hợp. Tuy nhiên nên nhớ rằng đánh giá (bằng mắt) không khách quan vì hai cá nhân không thể đi tới cùng một kết quả chính xác được. Các nội dung chi tiết hơn nữa được cho trong Phụ lục F.
11.3.3. Đánh giá bằng tính toán
Phép hồi qui tuyến tính là một phương pháp khách quan để điều chỉnh một đường thẳng qua một số giá trị đo. Đường được điều chỉnh bằng phương pháp bình phương tối thiểu với nội dung là tổng các bình phương của các sai lệch giữa các điểm đo và đường là tối thiểu. Phương pháp này được mô tả trong Phụ lục F.
11.3.4. Các xem xét về mặt thống kê để điều chỉnh tốt nhất đường cong vc-Tc
11.3.4.1. Phương sai
Tất cả các giá trị đo thực nghiệm đều có liên quan đến phương sai. Một cách để chỉ ra phương sai là xác định độ biến thiên sai phân quanh đường hồi qui, đó là sai lệch bình phương trung bình của các giá trị log Tc đo được so với giá trị theo đường hồi qui. Các nội dung chi tiết hơn nữa được cho trong Phụ lục F.
11.3.4.2. Giá trị
Nếu mối quan hệ quan trắc được giữa các biến số Tc và vc không được xem xét vì chỉ là kết quả tình cờ thì biến thiên sai phân nên nhỏ so với tổng biến thiên của các giá trị Tc do phép hồi qui. Các phương pháp tính toán chi tiết hơn nữa được chỉ ra trong Phụ lục F.
11.3.5. Các giới hạn của khoảng tin cậy đối với đường cong vc-Tc
11.3.5.1. Các giới hạn của khoảng tin cậy đối với toàn bộ đường
Các giới hạn của khoảng tin cậy tạo thành một miền xung quanh đường hồi qui tính toán trong phạm vi đó, nếu các phép thử tuổi thọ của dao được lặp lại vài lần thì một tỷ lệ phần trăm xác định của các đường hồi qui tương ứng có thể giảm đi. Phương pháp tính toán được cho trong Phụ lục F.
11.3.5.2 Các khoảng tin cậy cho các hằng số a, C và k
Các khoảng tin cậy cho các hệ số a, C và k tạo thành một khoảng trong phạm vi đó các hệ số có thể nằm trong một số trường hợp xác định nếu các phép thử đã được lặp lại. Các tính toán được giải thích trong Phụ lục F.
PHỤ LỤC A
(Qui định)
THÔNG TIN CHUNG
Mục tiêu của tiêu chuẩn này là đưa ra các điều kiện tiêu chuẩn và các qui trình để tiến hành các phép thử tuổi thọ của dao có một lưỡi cắt khi tiện sao cho
- Có thể so sánh được các kết quả từ các nguồn khác nhau;
- Sự phân tán của các kết quả thử được giữ ở mức tối thiểu;
Mục đích của các phép thử này có thể là
- Xác định các tính chất gia công cắt hoặc các vật liệu gia công;
- So sánh vật liệu và các thông số hình học của các dụng cụ, v.v...;
- So sánh các chất lỏng cắt;
- Xác định các dữ liệu cắt được khuyến nghị.
Trong tiêu chuẩn này một số điều kiện và qui trình đã được tiêu chuẩn hóa (ví dụ, các thông số hình học của dao tiêu chuẩn và các điều kiện cắt tiêu chuẩn). Thuật ngữ “tiêu chuẩn” được sử dụng để định lượng các giá trị có thể đo được và được biểu thị bằng các đơn vị vật lý, một hoặc nhiều giá trị được chọn làm tiêu chuẩn. Trong thử nghiệm tuổi thọ của dao cũng có các biến số như vật liệu gia công, vật liệu làm dao và loại chất lỏng cắt mà có tính chất của chúng có thể và quan trọng cho gia công cắt nhưng không thể biểu thị được một cách dễ dàng bằng các đơn vị vật lý. Ở đây cần có sự mô tả chi tiết về thành phần hóa học, qui trình chế tạo. Vì vậy thuật ngữ “chuẩn” (reference) đã được đưa ra. Chuẩn tuổi thọ của dao được chia thành chuẩn “chung” và các chuẩn “khác” vì không thể tiêu chuẩn hóa được tất cả các chuẩn này. Vì các lý do thực tế và vì các lý do của khả năng so sánh, các chuẩn “chung” được qui định trong tiêu chuẩn này được ưu tiên sử dụng nhưng trong một số tình huống các chuẩn “khác” có thể thích hợp hơn. Trong trường hợp này nên sử dụng Phục lục C làm tài liệu hướng dẫn.
Mặc dù các vật liệu tham chiếu (chuẩn) được mô tả một cách chi tiết nhưng có thể nhận thấy các sự khác biệt trong tính chất cắt gọt khi chọn một lô khác của cùng một loại vật liệu danh nghĩa. Chỉ có giải pháp thực tế cho vấn đề này là lập một “ngân hàng vật liệu” quốc tế trong đó lưu giữ một khối lượng rất lớn các vật liệu đã được kiểm tra chặt chẽ để dùng cho mục đích hiệu chuẩn. Ý tưởng này đã được xem xét nhưng không thể thực hiện được.
Một vấn đề chính trong soạn thảo tiêu chuẩn này đó là một tiêu chuẩn quốc tế chỉ có một hoặc rất ít các điều kiện cung cấp khả năng so sánh rất tốt nhưng ít có khả năng được chấp nhận cho sử dụng rộng rãi hơn các điều kiện thử. Nếu nhiều điều kiện (ví dụ, các bước tiến, các thông số hình học của dao) được tiêu chuẩn hóa thì sẽ có cơ hội lớn hơn cho so sánh với một loại hình sản xuất riêng nhưng có các dữ liệu của trường hợp này có thể không chắc đã sử dụng được cho so sánh. Chẳng hạn, nếu cần thử các tính chất gia công cắt của các vật liệu gia công để thu được thông tin cho mua hàng, chuẩn bị gia công và các lĩnh vực khác thì yêu cầu này có thể được đáp ứng trong phần lớn các trường hợp bằng sử dụng một trong các điều kiện cắt tiêu chuẩn, các thông số hình học tiêu chuẩn của dao, các chuẩn tuổi thọ của dao chung, các dao chuẩn và chất lỏng cắt chuẩn. Sau đó các kết quả sẽ được so sánh với các kết quả thu được ở nơi khác. Trong nhiều trường hợp cần thiết phải có sai lệch so với tiêu chuẩn này. Chẳng hạn, các vật liệu gia công rất khác so với các thép không hợp kim hóa và gang là các vật liệu gia công được sử dụng phổ biến nhất trong các phép thử được mô tả trong tiêu chuẩn này, có thể khiến cho cần thiết phải sử dụng vật liệu làm dao không chuẩn và có lẽ các thông số hình học tiêu chuẩn của dao cũng sẽ không phải là sự lựa chọn tốt nhất. Nếu các sai lệch này là cần thiết thì nên tuân theo tiêu chuẩn này khi có thể thực hiện được.
PHỤ LỤC B
(Qui định)
VẬT LIỆU GIA CÔNG CHUẨN
B.1. Thép
Vật liệu thép chuẩn phải là thép cacbon trung bình cán nóng có các thành phần sau tương đương với thép C45E4 phù hợp với ISO 683-1.
|
C % |
Si % |
Mn % |
S % |
P % |
|
0,42 đến 0,50 |
0,10 đến 0,40 |
0,50 đến 0,80 |
0,035 max |
0,035 max |
Nên sử dụng các giá trị trung bình, nếu có thể thực hiện được.
Sự hiện diện của các nguyên tố sau vượt quá các giá trị lớn nhất được cho dưới đây phải được loại khỏi thép dùng làm vật liệu thử chuẩn.
Ni = 0,20 %
Cr = 0,15%
Mo = 0,05 %
V = 0,02 %
Cu = 0,20 %.
Thép phải được đioxit hóa với nhân và hàm lượng nhân nhỏ nhất phải là 0,01 % và hàm lượng nhân lớn nhất phải là 0,03 %. Không được sử dụng các chất khử oxy đặc biệt.
Hàm lượng nitơ, phụ thuộc một phần vào nguồn nấu luyện thép, phải như sau:
|
Nguồn |
Hàm lượng nitơ % |
|
Lò nung hở hoặc lò thổi oxy |
0,003 đến 0,006 |
|
Lò hồ quang, xỉ đơn |
0,004 đến 0,008 |
Cần phân tích thép với nitơ. Thép phải thỏa mãn điều kiện cung cấp 1 (chỉ có phân tích hóa học) của ISO 683-1. Các giới hạn của các nguyên tố và công nghệ khử oxy phải được thảo luận với cơ sở luyện thép và sự phân tích C, Si, Mn, Ni, Cr, Mo, V, Cu, AC và N được yêu cầu tại thời điểm đặt hàng.
Để giảm sự phân tán của các kết quả thử, nên cố gắng lựa chọn vật liệu có các thành phần thực nằm trong phạm vi các giới hạn hẹp hơn so với chỉ dẫn ở trên.
Tổ chức tế vi phải được qui định và ghi lại.
Đối với vật liệu gia công chuẩn được khuyến nghị, đường kính nhỏ nhất của thanh thử ban đầu phải là 90 mm. Phải báo cáo đường kính thực ban đầu. Nếu thử các vật liệu gia công khác, có thể cần phải sử dụng các đường kính nhỏ hơn để đạt được cấu trúc đồng nhất trong vùng được thử. Nếu có yêu cầu của các tốc độ cắt hoặc vì lý do độ bền vững, có thể cần phải có các đường kính lớn hơn, nên sử dụng các ống có chiều dày thành lớn nhất 40 mm;
Các thanh hoặc ống thử sau khi được cắt tới chiều dài (xem 4.2 “tỷ số chiều dài/đường kính”) phải được thường hóa tới độ cứng trong phạm vi được qui định trong ISO 683-1.
Đối với các thử nghiệm mà vật liệu gia công không phải là biến số thử thì độ cứng nên ở trong phạm vi các dung sai hẹp hơn so với chỉ dẫn trong ISO 683-1. Các giá trị thực tế của độ cứng và các điểm đo nên được ghi lại và được báo cáo (xem 4.2).
B.2. Gang
Vật liệu gang chuẩn phải được cung cấp theo loại (mác) 25 của ISO 185. Tổ chức tế vi trong suốt toàn bộ thể tích của thanh gang thử phải gồm có chủ yếu là một mạng tinh thể peclit 100% với cgra phit dạng vảy trong phạm vi các thông số kỹ thuật sau:
- Sắt cacbua tự do: 0 %
- Ferit tự do: tối đa 5 %
- Steadite (sắt - sắt phot phua cùng tinh): tối đa 5 %
- Giaphit: chỉ có giaphit dạng vảy
- Peclit: cân bằng
Đối với các mục đích thử nghiệm mà vật liệu gia công không phải là biến số thử, các giá trị độ cứng nên ở phạm vi các dung sai hẹp hơn so với chỉ dẫn trong ISO 185. Nên ghi lại và báo cáo các giá trị độ cứng thực tế và các điểm đo.
B.3. Các vật liệu gia công khác
Khi vật liệu gia công không phải là một trong các vật liệu chuẩn thì loại (mác) vật liệu, thành phần hóa học, các tính chất vật lý, tổ chức tế vi và toàn bộ các chi tiết về quá trình gia công (ví dụ, cán nóng, rèn, đúc hoặc kéo nguội) và bất cứ sự xử lý nhiệt nào phải được ghi vào báo cáo thử, nếu có thể thực hiện được.
PHỤ LỤC C
MÒN CỦA DAO VÀ CHUẨN TUỔI THỌ CỦA DAO
C.1. Qui định chung
Mục đích của thử nghiệm tuổi thọ của dao là xác định bằng thực nghiệm một hoặc nhiều yếu tố ảnh hưởng như thế nào đến tuổi thọ hiệu dụng của các dao cắt.
Lý do tại sao tuổi thọ hiệu dụng của một dao cắt nên được xem là đã kết thúc (hết) thường khác nhau trong các nguyên công gia công cắt gọt khác nhau. Trường hợp đơn giản nhất có thể xảy ra là dao đã hoàn toàn không sử dụng được nữa.
Trong phần lớn các trường hợp, dao mòn dần và quá trình gia công do dao thực hiện trở nên kém hiệu quả, chẳng hạn như nhám bề mặt của bề được gia công cắt gọt quá cao, các lực cắt tăng dần và dẫn đến các sai lệch và rung vượt quá mức cho phép, tốc độ mòn của dao tăng lên tới mức không thể duy trì được các dung sai kích thước.
Để có thể so sánh được, đã xác lập việc xác định sự kết thúc tuổi thọ của dao.
C.2. Nhận xét chung
Các giá trị bằng số trong phụ lục này và trong 8.2 là sự sửa đổi hợp lý và áp dụng cho các điều kiện cắt được qui định trong Điều 7 đối với thép hợp kim hóa và thép hợp kim thấp cũng như gang, với các dao có các đặc tính gần đúng được qui định trong Điều 5. (Với tư cách là một ví dụ, sự hiện diện của các rãnh bẻ phoi được thiêu kết hoặc các xử lý đặc biệt đối với bề mặt có thể ảnh hưởng một cách đáng kể đến trạng thái mòn và làm cho đánh giá lượng mòn khó khăn hơn). Trong các tình huống có sự khác biệt lớn so với các giá trị được qui định, có thể cần phải lựa chọn các giá trị khác cho các chuẩn tuổi thọ của dao. Trong các trường hợp này nên dùng các giá trị thấp hơn 50 % hoặc cao hơn 50 % so với các giá trị được chỉ định. Trong bất cứ tình huống nào cũng không nên đánh giá tuổi thọ của dao bằng ngoại suy biểu đồ độ mòn - thời gian.
C.3. Mòn của mặt sau chính
C.3.1. Mòn của mặt sau
Đây là dạng mòn của dao được biết đến nhiều nhất (xem Hình 8). Trong nhiều trường hợp vùng mòn mặt sau có chiều rộng khá đồng đều dọc theo phần giữa của đoạn thẳng của lưỡi cắt chính. Có thể đo được chiều rộng vùng mòn mặt sau tương đối dễ dàng. Chiều rộng tăng lên của vùng mòn mặt sau sẽ dẫn đến giảm chất lượng của dao. Tất cả các vật liệu làm dao cắt thường có tốc độ mòn mặt sau ban đầu cao và tốc độ mòn này thường giảm đi đáng kể sau một thời gian ngắn cắt gọt, trừ khi sử dụng các tốc độ cắt quá cao (xem hình 9). Độ mòn mặt sau của dao thép cao tốc thường phát triển khác so với mòn của các dao cacbit thiêu kết và dao gốm. Các dao thép cao tốc có thể có các khoảng thời gian dài với độ tăng lên rất nhỏ có thể đo được của mòn mặt sau. Đặc biệt là hiện tượng này xảy ra ở các tốc độ cắt thấp khi gia công các vật liệu dẻo. Ở các tốc độ cắt cao hơn, sự gia tăng độ mòn mặt sau của tất cả các vật liệu làm dao cắt thường gần như đồng đều (xem hình 9) tiếp sau tốc độ mòn cao ban đầu. Phần cuối cùng của biểu đồ độ mòn mặt sau - thời gian thường chỉ ra tốc độ tăng lên của độ mòn dẫn đến hư hỏng nặng. Chiều rộng của vùng mòn mặt sau VBBmax (xem Hình 8) là số đo độ mòn thích hợp của dao và một giá trị được xác định trước của VBBmax được xem là một chuẩn tuổi thọ tốt của dao.
Một giá trị quá thấp có thể gây ra sự phân tán lớn hơn của các kết quả vì tốc độ mòn cao ban đầu có thể có ảnh hưởng rất lớn.
Một giá trị quá cao có thể dẫn đến chi phí và không thể đạt được trong tất cả các phép thử.
Mặt sau bị mòn không đều thường là do làm sạch ba via của lưỡi cắt và vấn đề này được xử lý trong C.6.2.
C.3.2. Mòn tạo thành rãnh
Đây là dạng mòn liên hợp đặc biệt của mặt sau và mặt trước xảy ra ở liền kề với, nhưng ở ngoài, điểm tại đó lưỡi cắt chính giao nhau với bề mặt gia công và trong một số trường hợp có thể dẫn đến cần phải thay dao (xem 8.2.2). Prôfin và chiều dài của rãnh mòn VBN (xem Hình 8) phụ thuộc rất nhiều vào độ chính xác của chỉnh đặt lại chiều sâu cắt.
Vì các lý do này, mòn tạo thành rãnh được loại trừ khỏi đánh giá vùng mòn mặt sau (xem 8.3). Trong các trường hợp đặc biệt khi mòn tạo thành rãnh chiếm ưu thế so với các hiện tượng mòn khác của dao thì chiều dài của rãnh mòn có thể được sử dụng như một tiêu chuẩn đánh giá độ mòn của dao. Trong các trường hợp này, có thể sử dụng VBN như chuẩn tuổi thọ của dao.
C.4. Mòn của mặt trước
Mòn tạo thành vết lõm là dạng mòn xảy ra phổ biến nhất của mòn mặt trước của dao.
Chiều sâu của vết lõm KT (xem hình 8) có thể được sử dụng như một tiêu chuẩn đánh giá độ mòn của dao và có thể lựa chọn một giá trị xác định trước của KT như một chuẩn tuổi thọ của dao. Mòn tạo thành vết lõm quan trọng đối với các dao cacbit hơn là đối với dao gốm và dao thép cao tốc. Các giá trị được khuyến nghị được cho trong 8.2.2.
Vị trí của vết lõm so với lưỡi cắt cũng có một phần quan trọng. Một vết lõm sâu và rộng cách xa lưỡi cắt có thể ít nguy hiểm đối với dao hơn là một vết lõm nông, hẹp gần lưỡi cắt.
Khoảng cách từ cạnh trước của vết lõm tới lưỡi cắt chính đôi khi là một chuẩn có ích và nếu được hạn chế thì nó có thể loại bỏ được hư hỏng nặng.
Đây là một trong các lý do tại sao các giá trị của KT được cho như một chuẩn tuổi thọ của dao có liên quan đến bước tiến. Đối với các mục đích đặc biệt, khoảng cách đến tâm của vết lõm KM và chiều rộng của vết lõm KB có thể được xem như thông tin bổ sung. Tuy nhiên các kích thước này không nên được sử dụng làm chuẩn tuổi thọ của dao.
Khoảng cách đến tâm của vết lõm KM (khoảng cách giữa lưỡi cắt chính ban đầu và điểm sâu nhất của vết lõm) được đo trong vùng B song song với mặt trước và vuông góc với lưỡi cắt chính (xem Hình 8).
Chiều rộng của vết lõm KB (khoảng cách giữa lưỡi cắt chính ban đầu và cạnh sau của vết lõm) được đo song song với mặt trước trong vùng B và vuông góc với lưỡi cắt chính (xem Hình 8). Vì khoảng cách đến tâm của vết lõm KM không chỉ phụ thuộc vào bước tiến mà còn phụ thuộc vào vật liệu gia công và vật liệu làm dao, cho nên đôi khi cần tính toán tỷ số của vết lõm K(K = KT/KM).
Một giá trị được lựa chọn có thể được sử dụng sau đó như một chuẩn tuổi thọ của dao và nên sử dụng giá trị K xấp xỉ bằng 0,1.
C.5. Mòn của mặt sau phụ
Trong gia công tiện, bề mặt được gia công được tạo thành hình dạng chủ yếu bởi góc dao và lưỡi cắt phụ. Điều này có nghĩa là bất cứ sự thay đổi nào của góc dao do mòn sẽ ảnh hưởng đến bề mặt được gia công cắt.
Trong gia công tiện tinh với các bước tiến nhỏ, thường xuất hiện một hoặc nhiều rãnh trên mặt sau phụ sau một khoảng thời gian cắt các rãnh này làm cho nhám bề mặt của bề mặt được gia công tăng lên. Việc đánh giá trực tiếp dạng mòn này của dao có khó khăn nhưng có thể đánh giá ảnh hưởng của nó bằng cách đo nhám bề mặt của bề mặt được gia công. Có thể sử dụng một giá trị xác định của nhám bề mặt làm chuẩn tuổi thọ của dao. Nhám bề mặt là một chuẩn chung cho tiện tinh và nên ưu tiên sử dụng các giá trị sau của Ra, tính bằng micromet, phù hợp với ISO 468:
0,4; 0,8; 1,6; 3,2; 6,3; 12,5.
Giá trị oxy hóa của mặt sau phụ thường dẫn đến sự phá huỷ dao khi tiện với các dao cacbit ở các nhiệt độ đủ cao do các bước tiến và tốc độ cắt cao gây ra. Trong các trường hợp này, có thể không sử dụng dao được nữa vì sự oxy hóa của mặt sau xảy ra trước khi đạt tới chuẩn VBB = 0,3mm hoặc giá trị được khuyến nghị của KT. Trong các trường hợp này phải sử dụng sự hư hỏng đột ngột của bề mặt được gia công do sự hư hỏng của mặt sau phụ làm chuẩn tuổi thọ của dao.
Thông thường, sự hư hỏng này xảy ra hoàn toàn bất ngờ, nếu không một sự hư hỏng xác định phải được sử dụng làm chuẩn tuổi thọ của dao.
C.6. Các hiện tượng rất khác nhau khác
C.6.1. Biến dạng của góc dao
Hiện tượng này có thể dẫn đến phá hủy các dao thép cao tốc và dao cacbit khi các điều kiện cắt là khốc liệt.
Các dao gốm không bị biến dạng dẻo trong các điều kiện cắt thực tế.
Biến dạng của góc dao không nên được sử dụng như một chuẩn tuổi thọ của dao, tuy nhiên, trong phần lớn các, trường hợp biến dạng sẽ làm cho hư hỏng nặng xảy ra nhanh hơn đối với các dao thép cao tốc và các hậu quả của quá trình oxy hóa đối với các dao cacbit trở nên nghiêm trọng hơn. Biến dạng có thể xảy ra khi các điều kiện cắt quá khắc nghiệt và có thể bắt đầu ngay sau khi dao bắt đầu cắt. Trong các trường hợp này tuổi thọ của dao thường rất ngắn. Điều này giải thích tại sao trong Điều 7.3 đã đưa ra khuyến nghị nên lựa chọn tuổi thọ của dao không ít hơn 5min đối với các vật liệu thông thường hoặc không ít hơn 2min đối với các vật liệu đắt tiền.
C.6.2. Làm sạch mạt phoi
Làm sạch các hạt phoi mịn khỏi lưỡi cắt và vết nứt do nhiệt (thường gặp khi ngừng cắt) có tầm quan trọng đối với vật liệu làm dao giòn. Số lượng mạt phoi và vết nứt nhiệt được đánh giá ở một mức độ nhất định bằng chiều rộng lớn nhất của vùng mòn mặt sau VBBmax (xem Hình 8).
Vì vậy giá trị VBBmax = 0,6 mm được chỉ thị trong 8.2 như một chuẩn tuổi thọ của dao.
C.6.3. Hệ hỏng sớm (trước thời hạn)
Tất cả các dạng hư hỏng nhanh không bình thường và do đó không có độ tin cậy và không đoán trước được của dao và các biến dạng lớn của dao dẫn đến phải kết thúc ngay tuổi thọ của dao có thể là do chỗ cứng trong vật liệu gia công hoặc sự cố trong vận hành máy công cụ gây ra. Một dao trong một loạt dao có thể bị vỡ, cắt phoi không tốt, biến dạng hoặc có hư hỏng khác không đoán trước được. Sự xảy ra hư hỏng sớm làm cho phép thử bị loại bỏ, trừ các trường hợp đặc biệt trong đó hư hỏng sớm dẫn ra thường xuyên hơn là mòn và ít khi đạt được các chuẩn tuổi thọ khác.
Đây có thể là trường hợp khi gia công cắt các vật liệu gia công rất cứng và không đồng nhất với vật liệu làm dao rất giòn và hình dạng của dao tinh xảo, phức tạp. Trong các trường hợp này nên dùng nhiều điểm thực nghiệm để xác định các đường cong vc-Tc.
C.6.4. Hư hỏng nặng
Sự hư hỏng nhanh của lưỡi cắt sau một khoảng thời gian cắt có kết quả dưới tác động liên hợp của tải trọng và nhiệt độ tăng là một chuẩn đáng tin cậy đối với các dao thép cao tốc và vì thế được chỉ dẫn trong 8.2.1. Cũng có thể sử dụng chuẩn này trong các trường hợp thử dao cacbit và dao gốm trong các điều kiện cắt kim loại khốc liệt, nhưng việc sử dụng này không được khuyến nghị.
C.6.5. Hư hỏng sơ bộ
Hiện tượng này, đôi khi quan sát được trước khi xảy ra hư hỏng nặng của các dao thép cao tốc được thể hiện bởi dạng bên ngoài sáng bóng như được đánh bóng của bề mặt được gia công và bề mặt chuyển tiếp thường xuất hiện sau một số ít vòng quay của chi tiết gia công. Hiện tượng này có thể xảy ra thêm trước hư hỏng nặng hoặc xảy ra sớm bằng một nửa tuổi thọ của dao. Hư hỏng sơ bộ không được sử dụng như một chuẩn tuổi thọ của dao và việc cắt gọt phải tiếp tục tới khi đạt được một trong các chuẩn tuổi thọ ưu tiên của dao. Thời điểm xảy ra hư hỏng sơ bộ phải được ghi lại.
C.7. Nhám bề mặt, lực cắt và nhiệt độ cắt
Nhám bề mặt là một chuẩn chung cho dao tiện tinh.
Độ tăng lớn của các lực cắt và nhiệt độ cắt theo thời gian đôi khi được dùng làm cơ sở cho một chuẩn tuổi thọ của dao trong nghiên cứu khoa học và trong các hệ thống điều khiển thích nghi.
Tiêu chuẩn này không bao hàm nội dung đã nêu trên. Nhám bề mặt, các lực cắt và nhiệt độ cắt có thể được đo và sử dụng như thông tin bổ sung.
Sự tạo thành phoi thường không được khuyến nghị dùng cho xác định tuổi thọ của dao. Tuy nhiên, dạng phoi có ích như một “dụng cụ điều chỉnh” như đã mô tả trong Phụ lục G.
PHỤ LỤC D
(Qui định)
CÁC TỜ DỮ LIỆU
Các tờ dữ liệu
|
Công ty ……..…… |
Điều kiện chung |
Số đăng ký ………... |
|||||||||||||||||||||||
|
Số thứ tự ……..…… |
|||||||||||||||||||||||||
|
Ngày ……………... |
Đặt hàng bởi ………………….. |
Thực hiện bởi ………….. |
|||||||||||||||||||||||
|
Mục đích của phép thử ............................................................................................................................................. ............................................................................................................................................. |
|||||||||||||||||||||||||
|
Vật liệu thử |
|||||||||||||||||||||||||
|
Kí hiệu ………… |
Nhà sản xuất ………….. Quốc gia ………………… |
Số mẻ liệu |
|||||||||||||||||||||||
|
Phân tích % |
C |
Si |
Mn |
P |
S |
Ni |
Cr |
Mo |
Cu |
V |
|
|
|
Altot....... % O.......... % N.......... % H2......... % |
|||||||||||
|
Tiêu chuẩn |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
Mẻ liệu |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
Thanh thử |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
Phân tích xỉ và các tạp chất |
SiO2 |
Ml2O2 |
FeO |
MnO |
Các tạp chất (Loại, cỡ, v.v…) ................................................. ................................................. ................................................. |
||||||||||||||||||||
|
|
|
|
|
||||||||||||||||||||||
|
CaO |
MgO |
TiO2 |
Cr2O3 |
||||||||||||||||||||||
|
|
|
|
|
||||||||||||||||||||||
|
Xử lý thỏi (đúc) (cỡ thỏi, cán …) .......................................................... |
|||||||||||||||||||||||||
|
Xử lý nhiệt .......................................................................................... |
|||||||||||||||||||||||||
|
Cơ tính |
Rpo,2.......... N/mm2 |
Độ cứng Brinen ……… Đường kính li …….mm Lực ………….N |
Dữ liệu bổ sung ……………….. ………………… |
||||||||||||||||||||||
|
ReH.......... N/mm2 |
|||||||||||||||||||||||||
|
ReL........... N/mm2 |
|||||||||||||||||||||||||
|
Dao |
|||||||||||||||||||||||||
|
Nhà sản xuất …………………….., Quốc gia …………………………. |
Vật liệu dao …….. |
||||||||||||||||||||||||
|
Cacbit thiêu kết £ Gốm loại Al2O3 £ loại Si3N4 £ |
Mảnh cắt (Ký hiệu) …………….. |
Nhám ứng dụng (ISO513) …. |
|||||||||||||||||||||||
|
Giá kẹp dao (kiểu và kí hiệu) .................................... ............................................................................... |
|||||||||||||||||||||||||
|
Thép cao tốc |
Thành phần.......................... |
Độ cứng................ |
|||||||||||||||||||||||
|
Xử lý nhiệt .......................... |
Ký hiệu dao ........... |
||||||||||||||||||||||||
|
Phương pháp mài ....................................... |
|||||||||||||||||||||||||
|
Hình học của dao |
Yn = ............ αn = ............ |
λs = …… Kr = …… |
εr = …….. rs = …….. |
rn = …… |
PBy = …… IBn = …… |
||||||||||||||||||||
|
Máy tiện |
|||||||||||||||||||||||||
|
Nhà sản xuất …………. Kiểu …………… |
No ………………. |
Năm sản xuất ………. |
|||||||||||||||||||||||
|
Công xuất danh nghĩa 1) …………. Kw |
Chiều cao tâm ………mm |
Khoảng cách lớn nhất giữa các mũi tâm ……..mm |
Điều kiện gia công theo hồ sơ No …………. |
||||||||||||||||||||||
|
Lắp đặt máy (lắp bằng bulông, v.v…) ……. |
Tốc độ thay đổi vô cấp có £ không £ |
||||||||||||||||||||||||
|
Các vấn đề khác .................................................................................. |
|||||||||||||||||||||||||
|
Cơ cấu kẹp chặt |
|||||||||||||||||||||||||
|
Cơ cấu kẹp chặt được sử dụng |
Mâm cặp £ Mũi tâm mâm cặp £ Các mũi tâm £ |
Cơ cấu khác (mô tả) ........................ ....................................................... ....................................................... |
|||||||||||||||||||||||
|
Chất lỏng cắt |
|||||||||||||||||||||||||
|
Chất lỏng được sử dụng có £ không £ |
Loại ………….. |
Ký hiệu hoặc phân tích ……………. |
Áp suất …………. |
Nhiệt độ …………… |
Thể tích …..….l/min |
||||||||||||||||||||
|
Các vấn đề khác |
|||||||||||||||||||||||||
|
1) Nếu có thực hiện, nên đo và ghi lại công suất cắt Pc, và/hoặc công suất gia công, Pc (phù hợp với ISO 3002-4) |
|||||||||||||||||||||||||
|
Công ty ……..…… |
Phép đo độ mòn VBB, KT đối với thời gian t |
Số đăng ký ………… |
||||||||||||
|
Số thứ tự ……..…… |
||||||||||||||
|
Ngày …………….. |
Đặt hàng bởi ………………….. |
Thực hiện bởi ………….. |
||||||||||||
|
Thanh thử, dao và các dữ liệu cắt |
||||||||||||||
|
Mảnh cắt hoặc dao No ……….. |
Lưỡi cắt No ……….. |
Đường kính thô ………mm |
Đường kính trước gia công ………..mm |
Chiều dài chi tiết gia công ………mm |
Vùng được gia công ……...mm |
Cơ cấu bẻ phoi |
||||||||
|
Các vấn đề khác ................................................................................. |
Chiều cao ………. |
Khoảng cách …… |
||||||||||||
|
Giá trị thử |
||||||||||||||
|
Phép đo No. |
Thời gian t min |
Đường kính D mm |
Mòn mặt sau |
Vét lõm |
Dạng phoi |
Ghi chú |
||||||||
|
VBB mm |
VBB max. |
1) |
KT mm |
1) |
||||||||||
|
zone |
mm |
|||||||||||||
|
0 |
|
|
- |
- |
- |
- |
- |
- |
- |
|
||||
|
1 |
|
|
|
|
|
|
|
|
|
|
||||
|
2 |
|
|
|
|
|
|
|
|
|
|
||||
|
3 |
|
|
|
|
|
|
|
|
|
|
||||
|
4 |
|
|
|
|
|
|
|
|
|
|
||||
|
5 |
|
|
|
|
|
|
|
|
|
|
||||
|
6 |
|
|
|
|
|
|
|
|
|
|
||||
|
7 |
|
|
|
|
|
|
|
|
|
|
||||
|
8 |
|
|
|
|
|
|
|
|
|
|
||||
|
9 |
|
|
|
|
|
|
|
|
|
|
||||
|
10 |
|
|
|
|
|
|
|
|
|
|
||||
|
11 |
|
|
|
|
|
|
|
|
|
|
||||
|
12 |
|
|
|
|
|
|
|
|
|
|
||||
|
13 |
|
|
|
|
|
|
|
|
|
|
||||
|
14 |
|
|
|
|
|
|
|
|
|
|
||||
|
15 |
|
|
|
|
|
|
|
|
|
|
||||
|
Chuẩn tuổi thọ của dao |
1) Nếu áp dụng phép đo mòn khác |
Dạng phoi có bị ảnh hưởng của cơ cấu bẻ phoi không? Có £ Không£ |
||||||||||||
|
Các tỷ xích của hai trục phải được sửa cho phù hợp với các giá trị thu được.
|
||||||||||||||
|
Công ty ……..…… |
Biểu đồ tuổi thọ của dao Tc tốc độ cắt vc |
Số đăng ký ………… |
|
|||||||||||||
|
Số thứ tự ……..…… |
|
|||||||||||||||
|
Ngày …………… |
Đặt hàng bởi ………………….. |
Thực hiện bởi ………….. |
|
|||||||||||||
|
Dữ liệu chính |
|
|||||||||||||||
|
Vật liệu thử …………………… |
Vật liệu làm dao …………………… |
Ký hiệu dao ……………………….. |
Bước tiến f …..mm/rev |
Chiều sâu cắt, ap …..mm |
|
|||||||||||
|
Hình học của dao |
γn = …… |
αn = ….. |
λn = …… |
Kr = ……. |
εr = ……. |
rc = …….. |
Chất lỏng cắt ………... |
|
||||||||
|
Remarks ........................................................................................................................... |
|
|||||||||||||||
|
|
Các giá trị thử |
|
||||||||||||||
|
|
||||||||||||||||
|
Tờ No. |
Chuẩn tuổi thọ |
Tốc độ cắt vc m/min |
Tuổi thọ dao Tc mm |
|
||||||||||||
|
Giá trị trung bình |
Sai lệch chuẩn |
|
||||||||||||||
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|||||||||||
|
|
|
|||||||||||||||
|
Nhận xét .............................................................................................................................. |
|
|||||||||||||||
|
||||||||||||||||
PHỤ LỤC E
(Qui định)
THỬ TUỔI THỌ SƠ BỘ CỦA DAO
Nên thử tuổi thọ sơ bộ của dao để xác định tốc độ cắt sẽ dẫn đến tuổi thọ hợp lý của dao và tránh các hành trình cắt tiêu thụ thời gian một cách quá mức. Một hành trình cắt nên được thực hiện với máy được chỉnh đặt ở một tốc độ cắt thấp được lựa chọn tùy ý và nếu cần thiết, khoảng cách của cơ cấu bẻ phoi nên được điều chỉnh tới khi thu được một dạng phoi có thể chấp nhận được. Khoảng thời gian dùng cho hành trình cắt nên ngắn và có thể thay đổi được cho các trường hợp riêng biệt. Nên kiểm tra hư hỏng của dao và nếu không xuất hiện hư hỏng thì nên tiến hành cắt thêm với tốc độ cắt được tăng lên. Nên lặp lại qui trình này tới khi dao bị hư hỏng.
Không nên ghi điểm tuổi thọ của dao thu được này trong báo cáo thử; tuy nhiên, tuổi thọ này có giá trị trong việc thiết lập mức làm việc đúng. Thời gian cắt thu được trong quá trình thử ở các tốc độ thấp hơn là một phần không lớn của tuổi thọ của dao cắt khi làm việc ở tốc độ tại đó đã xảy ra hư hỏng của dao.
Tốc độ cắt dùng cho các phép thử tuổi thọ lần thứ nhất của dao được xác định bằng ước tính độ dốc k của đường cong tuổi thọ.
Khi sử dụng giấy vẽ biểu đồ log - log (nên dùng cho mô đun 83,33 mm), có thể vẽ một đường có độ dốc được ước tính qua điểm tuổi thọ của dao thu được trong phép thử sơ bộ này.
Sau đó, có thể dùng đường này để xác định tốc độ cắt dùng cho tuổi thọ đầu tiên được yêu cầu của dao. Tốc độ cắt này cũng có thể được tính toán bằng phương trình tuổi thọ của dao theo công thức sau.
![]()
Sự ước tính hợp lý đối với độ dốc của đường tuổi thọ của dao dùng cho mòn mặt sau đối với các vật liệu làm dao cắt khác nhau được cho dưới đây.
- Thép cao tốc: k = 7, nhưng có thể thu được các giá trị giữa -12 và - 5;
- Cacbit: k = - 4, nhưng có thể thu được các giá trị giữa - 6 và - 2,5;
- Gốm: k = - 2, nhưng có thể thu được các giá trị giữa - 2,5 và - 1,25.
Các giá trị gần các giá trị được ước tính ban đầu thường thu được khi cắt vật liệu gia công chuẩn với các dao chuẩn.
Như vậy, tốc độ cắt được lựa chọn sẽ hiếm khi tạo ra tuổi thọ lựa chọn của dao, tuy nhiên tốc độ cắt này sẽ cung cấp tốc độ cắt hợp lý tại đó có thể bắt đầu phép thử. Khi có một vài kinh nghiệm nào đó thì có thể bỏ qua phép thử sơ bộ.
PHỤ LỤC F
(Qui định)
ĐÁNH GIÁ CÁC DỮ LIỆU TUỔI THỌ CỦA DAO
F.1. Qui định chung
Nên lưu ý đến vấn đề là các ký hiệu
N, X, Y, ![]() ,
, ![]() , σ
và σ2 được sử dụng trước đây có liên quan đến thử tuổi thọ của dao với các dao tiện
một lưỡi cắt đã được thay thế một cách tương ứng bằng n, x, y,
, σ
và σ2 được sử dụng trước đây có liên quan đến thử tuổi thọ của dao với các dao tiện
một lưỡi cắt đã được thay thế một cách tương ứng bằng n, x, y, ![]() ,
, ![]() , s
và s2 phù hợp với ISO 3534.
, s
và s2 phù hợp với ISO 3534.
F.2. Đánh giá (bằng mắt)
Qui trình và tính toán
Phải sử dụng giấy vẽ biểu đồ log - log có tỷ xích bằng nhau với tuổi thọ của dao Tc (biến số phụ thuộc) trên thang đo thẳng đứng và tốc độ cắt, vc (biến số độc lập) trên thang đo nằm ngang.
Tất cả các giá trị quan trắc được của vc và Tc đối với chuẩn tuổi thọ riêng biệt của dao phải được vẽ thành biểu đồ, ngoại trừ các dữ liệu giả trước đây. Các sai số thường xảy ra khi tính toán giá trị trung bình các kết quả quan trắc tại một tốc độ trước khi nối các điểm trên biểu đồ có tỷ xích lôgarit. Phải điều chỉnh một cách thích hợp nhất đường thẳng của biểu đồ log Tc - log vc. Về mặt lý thuyết nên vẽ đường thẳng của biểu đồ sao cho tổng các bình phương của các khoảng cách theo phương thẳng đứng giữa đường và các điểm thực tế được ước tính bằng mắt là nhỏ nhất tới mức có thể thực hiện được.
Có thể xác định dễ dàng hằng số k từ độ dốc của đường hoặc từ hai tập hợp các giá trị quan trắc (vc, Tc) mà đường thực sự đi qua.
![]()
Có thể trực tiếp đọc được hằng số C từ biểu đồ là tốc độ cắt đối với tổng tuổi thọ 1 min.
Mặt khác, C có thể được tính toán từ
![]()
VÍ DỤ: Trong một loạt các phép thử tuổi thọ của dao với các dao cacbit P30 trên thép thường hóa 0,45 % với bước tiến F = 0,25 mm/tev, chiều sâu cắt aP = 0,25 mm, bán kính góc dao rs = 0,8 mm và góc trực giao của dao γo = 6o đã thu được các kết quả sau:
|
Số của phép thử |
Tốc độ cắt vc m/min |
Tuổi thọ của dao Tc, min |
|
|
Chuẩn KT = 0,14mm |
Chuẩn VBB = 0,3mm |
||
|
1 2 3 |
180 160 140 |
10 18,5 24 |
17,5 24 30 |
|
4 5 6 |
140 125 160 |
20 36 13 |
26 40 17 |
|
7 8 9 |
125 180 160 |
44 8 15,5 |
51 15,5 22 |
|
10 11 12 |
125 140 180 |
40 25 6,5 |
47 36 12,5 |
CHÚ THÍCH 6: Vật liệu gia công và vật liệu làm dao không giống các vật liệu hiệu chuẩn được mô tả trong tiêu chuẩn này về tất cả các mặt.
Xác định các hằng số của phương trình tuổi thọ của dao
Hình F.1 - (Các tỷ xích lôgarit)
Lời giải
Các điểm thực nghiệm đã được vẽ thành biểu đồ như đã chỉ ra trên Hình F.1. Một đường được vẽ theo chuẩn VBB = 0,3 mm và đường khác được vẽ cho chuẩn KT = 0,14 mm. Các hằng số thu được từ biểu đồ và được chỉ thị trên hình vẽ.
F.3. Đánh giá bằng tính toán
F.3.1. Phân tích bằng phép hồi qui
Phân tích bằng phép hồi qui là một phương pháp thống kê trợ giúp cho điều chỉnh một cách tốt nhất đường tuổi thọ của dao đối với một tập hợp các dữ liệu thay cho vẽ đường này một cách đơn giản bằng mắt. Phương pháp này xác định phương trình của đường thẳng này từ đó tổng của các khoảng cách bình phương hoặc các sai lệch của tất cả các điểm được nối với nhau thành đường theo các hướng riêng là nhỏ nhất.
Trong phương pháp phân tích này, giả thử rằng log Tc là một hàm số tuyến tính của một biến số độc lập log vc; như vậy các sai lệch được đo theo log Tc hoặc phương thẳng đứng.
Phép biến đổi logrit từ Tc và vc thành log Tc và log vc dẫn đến phân tích bằng phép hồi qui được tính toán cho các sai lệch so với log Tc thay vì Tc.
Sự khác biệt này dẫn đến sự đánh giá thấp nhỏ nhất của mức nắn thẳng của đường như đã chỉ ra trên hình F.3.
Trong thực tế, độ chênh lệch giữa một tuổi thọ của dao được tính toán cho Tc và một đường cong được tính toán cho log Tc là rất nhỏ trong so sánh với sự phân tán quanh đường cong.
F.3.2. Tính toán
Đối với các tính toán, có thể sử dụng chương trình tính toán đã chỉ ra trong Bảng F.1 các cột 1, 2 và 3 được hoàn thành đầu tiên bằng cách đưa vào các giá trị vc và Tc quan trắc được đối với tất cả các kết quả thực nghiệm thu được. Chỉ nên bỏ qua các kết quả phụ không thể nghi ngờ được.
Sử dụng các ký hiệu sau:
n: số lượng các quan trắc thực nghiệm
x: log vc
y. log Tc
các cột 4 và 5 của Bảng F.1 được hoàn
thành bằng cách lấy logarit của vc và Tc một cách đơn
giản. Tính tổng số của cả hai các giá trị x và y và sau
đó tính toán các giá trị trung bình của chúng ![]() ,
, ![]() từ các công thức:
từ các công thức:
![]() và
và ![]()
Phép biến đổi phương trình Taylor về tuổi thọ của dao cùng với lựa chọn thích hợp các trục đã đi đến công thức sau:
![]()
trong đó
![]()
![]()
Và
![]() là
các tọa độ của điểm
trọng tâm
là
các tọa độ của điểm
trọng tâm
Cần thiết phải xác định các giá trị của C và k sao cho tổng các bình phương của các sai phân y là nhỏ nhất. Nét đại cương về tính toán được cho trong Bảng F.1.
Hằng số k, là tang của góc giữa đường hồi qui và trục X được cho bởi công thức
Các tích số xy được lập thành bảng trong cột 6 của Bảng F.1 và thu được tổng số của chúng. Các giá trị riêng biệt của Σx và Σy thu được từ các cột 4 và 5. Tích số Σx.Σy sau đó được chia cho n.
Trong cột 7 đã tính toán tổng của các bình phương Σx2. Sau đó từ cột 4 tổng Σx thu được, được lấy bình phương và được chia cho n.
CHÚ THÍCH: Σ x2 khác với (Σx)2
Cuối cùng, hằng số C được tính toán từ công thức
![]()
VÍ DỤ: Tính toán các hằng số k và C trong phương trình Taylor cho tuổi thọ của dao đối với các quan trắc được trình bày trong ví dụ được cho trong Bảng f.2.
Lời giải
Vẽ biểu đồ đơn giản của tuổi thọ của dao - tốc độ cắt trên giấy log - log như đã chỉ ra trên hình F.2. Biểu đồ chỉ ra rằng có lý do thích hợp để đảm bảo tuổi thọ của dao tuân theo phương trình Taylor. Như vậy tính toán các hằng số k và C bằng phân tích hồi qui là hợp lý.
Các tính toán được chỉ ra trong Bảng F.4 đối với chuẩn KT = 0,14mm. Các kết quả được chỉ ra trên Hình F.3.
F.4. Xem xét thống kê về chất lượng điều chỉnh đường cong vc - Tc
F.4.1. Phương sai
Biến thiên của sai phân được tính toán theo
Để tính toán, sử dụng chương trình
tính toán chỉ ra trong các Bảng F.1 và F.2. Bắt đầu bằng tính toán tổng bình
phương Σy2 trong Bảng
F.1. Chuyển tổng bình phương này từ Bảng F.1 thành phần 1 của Bảng F.2 cũng như
![]() , Σy, K, Σxy, Σx, Σy/n. Tiếp tục với tính toán theo công thức
đã cho trong phần 1 của Bảng F.2.
, Σy, K, Σxy, Σx, Σy/n. Tiếp tục với tính toán theo công thức
đã cho trong phần 1 của Bảng F.2.
F.4.2. Giá trị
Tính toán
Để tính toán, sử dụng sơ đồ tính toán đã chỉ ra trên Hình F.2. Phải tính toán các thông số sau:
a) Tổng bình phương trung bình do sai lệch với đường hồi qui (= biến thiên của sai phân) như đã mô tả trong F.4.1 (sử dụng phần 1 của Bảng F.2)
b) Tổng các bình phương trung bình do biến thiên được giải thích bằng phép hồi qui.
![]()
Đại lượng này đã được tính toán như một kết quả riêng phần trong phần 1 của Bảng 2.
c) Tỷ số ![]()
Lựa chọn mức tin cậy cần thiết (ví dụ như 90%)
và đọc từ Bảng F của Fischerr giá trị F đối với số bậc tự do (d, f) bằng 1 và n - 2 . Tỷ số ![]() nên lớn hơn giá trị F trong Bảng F. Nếu không thỏa mãn yêu cầu
này thì mối quan hệ quan trắc được nên được xem như một kết quả tình cờ.
nên lớn hơn giá trị F trong Bảng F. Nếu không thỏa mãn yêu cầu
này thì mối quan hệ quan trắc được nên được xem như một kết quả tình cờ.
F.5. Các giới hạn của khoảng tin cậy cho đường cong vc-Tc
F.5.1. Các giới hạn của khoảng tin cậy cho toàn bộ đường
Tính toán
Sử dụng chương trình tính toán được chỉ ra trong Bảng F.3 và tiến hành tính toán như sau
a) Viết vào phần đầu của Bảng F.3 các đại lượng thu được trong các Bảng F.1 và F.2. Lựa chọn mức tin cậy mong muốn. Đọc trong Bảng t của Student giá trị t ở hai bên đối với số bậc tự do bằng n - 2.
b) Khoảng tin cậy đối với toàn bộ đường được tính toán theo công thức sau:
Hai số hạng đầu tiên của công thức này biểu thị đường hồi qui. Số hạng cuối cùng là một biểu thức về cỡ kích thước của khoảng tin cậy, đó là phạm vi đầy đủ giữa các giới hạn độ tin cậy.
Bảng F.3, phần 2 chỉ ra thứ tự của các tính toán được yêu cầu. Các giá trị của tsr (cột 1) và 1/n (cột 2) thu được đầu tiên. Sau đó lựa chọn một loạt các giá trị x (cột 3) và theo sau là hoàn thiện các cột 4, 5 và 6.
Cột 6 đưa ra khoảng tin cậy trên một phía của đường hồi qui cho mức tin cậy được lựa chọn.
F.5.2. Các khoảng tin cậy cho các hằng số a, C và k
Tính toán
Khoảng tin cậy đối với k thu được theo công thức
Bảng 3 đưa ra phương pháp ghi các giá trị thu được. Có thể thu được các dữ liệu đầu vào từ phần 1 của Bảng f.3.
Khoảng tin cậy đối với hằng số a thu được theo công thức
![]()
Và sự thay thế trong phương trình
![]()
Cuối cùng có thể thu được các giá trị giới hạn tương ứng cho logC và C. Bảng F.3 cũng đưa ra phương pháp để ghi các giá trị thu được.
VÍ DỤ: Thu được một số đo phương sai quanh đường hồi qui được xử lý trong ví dụ được cho trong F.3.2. Cũng được thực hiện một phép thử có trong số và xác lập các giới hạn của khoảng tin cậy.
a) Phương sai
Các tính toán được chỉ ra trong Bảng F.5 phần 1
b) Giá trị
Các tính toán được chỉ ra trong Bảng F.5, phần 2 và phần 3. Khi giá trị F được lấy từ bảng phân bố F, ghi lại bậc tự do là n - 2 đối với tổng các bình phương nhỏ hơn và 1 đối với tổng các bình phương lớn hơn và như vậy, giá trị F đúng được lấy từ hàng n - 2 và cột thứ nhất.
Vì tỷ số phương sai = 131 và F = 4,96 cho nên có giá trị bậc cao.
c) Các giới hạn của khoảng tin cậy
1) Các giới hạn của khoảng tin cậy đối với đường là trọn bộ
Các tính toán được chỉ ra trong Bảng F.6. Các kết quả có thể được chỉ ra bằng biểu đồ. Lưu ý rằng, nếu sử dụng giấy log - log có các mô đun của thang chia độ 100mm thì x = 2,25 tương đương với khoảng cách 225,5 mm từ x = 0,0 (vc = 1 m/min). Như vậy một chiều rộng khoảng tin cậy Δy = 0,082 tương đương với khoảng cách (trên hoặc dưới đường trung bình hồi qui) 8,2 mm.
Trên Hình F.3 đã chỉ ra đường hồi qui có các giới hạn các khoảng tin cậy tương đương với mức tin cậy 95 %.
2) Khoảng tin cậy đối với k.
3) Khoảng tin cậy đối với C
Trong phần 4 của Bảng F.6 đã chỉ ra các giá trị nhỏ nhất và lớn nhất.
F.6. Đánh giá các phép thử tuổi thọ của dao ở chỉ một tốc độ
Trừ số lượng n các giá trị Tc
quan trắc được, tính toán giá trị trung bình ![]() như sau:
như sau:
![]()
Hơn nữa nếu:
a) các quan trắc là độc lập theo thống kê;
b) đã thực hiện sự ngẫu nhiên hóa
thì mẫu thử của các giá trị Tc quan trắc được có thể được xem là được rút ra từ một tập hợp có các giá trị Tc được phân bố chuẩn. (Đôi khi một phân bố chuẩn2) có thể thu được bằng lấy log các giá trị Tc thay cho các giá trị Tc).
Khoảng tin cậy đối với tuổi thọ trung bình tính toán của dao Tc có thể thu được từ
![]()
Trong đó s làm sai lệch chuẩn của các giá trị quan trắc được của tuổi thọ của dao
![]()
Và t biểu thị giá trị t của Student đối với bậc tự do n - 1 cho mức tin cậy mong muốn 1 - α % (xem Bảng F.7).
VÍ DỤ: Độ chênh lệch giữa khả năng chịu mòn của hai vật liệu làm dao đã được nghiên cứu bằng các phép thử thực tế trong công nghiệp trong một nhóm máy công cụ trong đó ba máy công cụ có cùng một mẫu (model) và năm sản xuất được đưa vào sử dụng trong các điều kiện cắt giống nhau.
Vật liệu của các chi tiết gia công đã được cung cấp từ nhiều hơn một vật liệu gốc và được quyết định phân chia thành 20 lô. Thứ tự gia công cắt mỗi lô đã được xác định bằng một bảng có số ngẫu nhiên. Sau đó các chi tiết gia công được gia công cắt với các lưỡi dao được làm bằng các vật liệu A và B và số lượng các chi tiết gia công có thể được gia công cắt bằng mỗi lưỡi dao được ghi lại. (Chuẩn tuổi thọ của dao VBB - 0,8 mm).
Đã thu được các dữ liệu tuổi thọ của dao sau
|
Tuổi thọ của dao (Số lượng các chi tiết gia công cho mỗi lưỡi cắt của dao |
Số lượng tuổi thọ của dao quan trắc được |
|
|
Vật liệu A |
Vật liệu B |
|
|
14 15 16 17 18 19 20 21 22 23 24 25 |
4 5 6 15 10 16 18 10 8 5 2 1 |
1 6 18 20 20 14 8 8 4 2 |
|
Tổng số n = |
100 |
101 |
Lời giải và thảo luận
Tuổi thọ trung bình đối với vật liệu làm dao A là
![]() =19,0
=19,0
Tuổi thọ trung bình đối với vật liệu làm dao B là
![]()
Sai lệch của chuẩn đối với vật liệu A là
![]() = 2,5
= 2,5
Và đối với vật liệu B
sB = 2,0
Khoảng tin cậy đối với vật liệu A là (với mức tin cậy 95%)
![]()
Khoảng tin cậy tương ứng đối với vật liệu B là
TcB = 20,0 ± 0,4
Khoảng tin cậy nhỏ hơn độ chênh lệch giữa các tuổi thọ trung bình của dao đối với các vật liệu được thử.
Như vậy, tuổi thọ trung bình của dao đối với vật liệu B lớn hơn so với tuổi thọ trung bình của dao làm bằng vật liệu A trong các điều kiện thử. Nếu không có yếu tố nào khác ngoài vật liệu làm dao có thể giải thích cho kết quả thử thì vấn đề sẽ được khái quát hóa là vật liệu làm dao B có khả năng chịu mòn lớn hơn so với vật liệu A trong các điều kiện tương tự như các điều kiện của phép thử.
Tuy nhiên, trong trường hợp này cách trình bày văn bản của vấn đề đã chỉ ra rằng có một số yếu tố (ngoài vật liệu làm dao) có thể dẫn đến sự chênh lệch của tuổi thọ của dao trong hai tập hợp quan trắc. Các yếu tố này là các máy công cụ có liên quan, những người vận hành máy và thứ tự của các thử nghiệm A và B. Nếu ảnh hưởng của các yếu tố này đã được kiểm soát, ví dụ như bằng sự ngẫu nhiên hóa thì kết luận nêu trên có thể được rút ra.
VÍ DỤ
Sự khác nhau của khả năng chịu mòn của hai loại vật liệu thép cao tốc làm dao đã được nghiên cứu. Đối với mục đích nghiên cứu này, số lượng các chi tiết gia công được chế tạo ra bởi một dao tới khi xảy ra hư hỏng dao đã được ghi lại đối với một số dao được làm từ cả hai loại thép cao tốc.
Tất cả các chi tiết gia công đều giống nhau và được chế tạo từ các thanh thép kéo nguội trong một lần cung cấp. Vì có thể có một vài ảnh hưởng của sự thay đổi các tính chất của vật liệu gia công giữa các thanh thép cho nên các dao đã có sự thay đổi theo trình tự ngẫu nhiên mỗi khi một chi tiết gia công được hoàn thành. Tất cả các phép thử đã được thực hiện bởi cùng một người vận hành một máy tiện bán tự động với một tốc độ trục chính cố định.
Điều này có nghĩa là không cần thiết phải áp dụng các kết quả này khi các điều kiện cắt, các thông số hình học của dao hoặc vật liệu gia công thay đổi.
Để đạt được sản xuất an toàn một cách hợp lý, các dao làm bằng vật liệu A nên được thay sau khi đã chế tạo được 12 sản phẩm. Đối với vật liệu làm dao loại B, số lượng này là 15. Khoảng 20 % các dao sẽ hư hỏng trước khi đạt tới số lượng này.
Nếu các dao được thay sau 11 và 14 sản phẩm thì rủi ro hư hỏng sớm được giảm đi khoảng 10 %.
Mức tin cậy: 95 % Số bậc tự do: n - 1 Vật liệu A: n-1 = 13. Giá trị t = 2,160 Vật liệu B: n - 1 = 11. Giá trị t = 2,201 |
Chênh lệch đáng kể có S không £ Vì nhận thấy rằng tất cả các yếu tố có thể ảnh hưởng tới tuổi thọ của dao đã được kiểm soát ở mức hợp lý cho nên có thể đi đến kết luận rằng vật liệu làm dao B có khả năng chịu mài mòn lớn hơn so với vật liệu làm dao A đối với các điều kiện của các phép thử này. |
||||||||||||||||||||||||||||||||||||||||
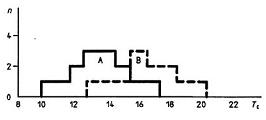
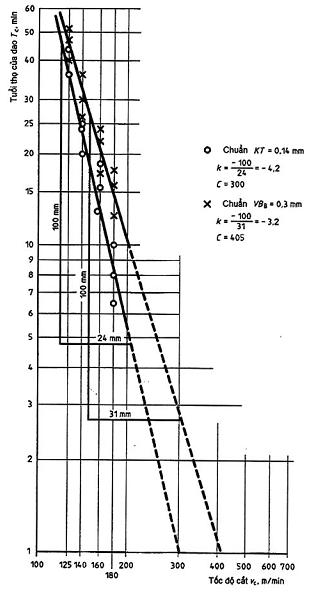
Hình F.2 - Các đường tuổi thọ của dao được điều chỉnh “bằng mắt”
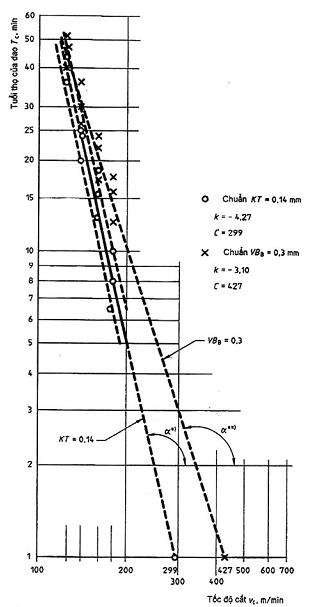
*) tg α = -4,27
**) tg α = -3,10
Hình F.3 - Các đường tuổi thọ của dao có khoảng tin cậy được điều chỉnh bằng tính toán
Bảng F.1 -
Chương trình tính toán để
tính toán đường hồi qui ![]()
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Quan trắc No. |
vc m/min |
Tc min |
x = log vc |
y = log Tc |
xy |
x2 |
y2 |
|
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 |
|
|
|
|
|
|
|
|
Tổng số |
|
|
Σx = |
Σy = |
Σxy = |
Σx2 |
Σy2 = |
|
|
|
|
(Σx)2 = |
Σx.Σy = |
|
|
|
|
|
|
|
(Σx)2/n = |
Σx.Σy/n = |
|
|
|
Số lượng quan trắc n =
|
|
k = - |
|
|
|
-1/k = |
|
|
|
= + = |
|
|
C = |
(m/min) |
|
|
|
||
Bảng F.2 - Chương trình tính toán để đánh giá phương sai và giá trị
Phần 1: Tổng bình phương trung bình do sai lệch đối với đường hồi qui (biến thiên sai phân)
Đọc từ Bảng F.1
![]() k
=
k
=
![]()
![]()
![]()
![]()
Tính toán ![]()
Tính toán biến thiên sai phân
![]()
Phần 2: Tổng bình phương trung bình do biến thiên được giải thích bằng phép hồi qui (biến thiên được giải thích)
Đọc từ phần 1
![]()
Phần 3: Tính toán tỷ số sai lệch trung bình (phương sai) và so sánh với giá trị F
|
Nguồn biến thiên |
Bậc tự do (d.f) |
Tổng bình phương trung bình |
Tỷ số |
|
Phép hồi qui |
1 |
|
|
|
Các sai phân |
n - 2 = |
|
|
Mức tin cậy: %
Đọc giá trị F của Fisher đối với bậc tự do (d.f) = 1, n - 2 =
Có giá trị Có £ Không £
Bảng F.3 - Chương trình tính toán để tính toán các khoảng tin cậy
|
Đọc tử Bảng F.1 n =
a = k = |
Đọc từ phần 1 của Bảng F.2
Tính toán
sr = |
|
Mức tin cậy % Giá trị t đối với bậc tự do = n -2 |
Phần 2: Chiều dài khoảng tin cậy (ngoài giá trị trung bình y)
|
1 |
2 |
3 |
4 |
5 |
6 |
|
tsr |
|
x |
|
|
|
|
|
|
|
|
|
|
Phần 3: Khoảng tin cậy đối với k
![]()
|
|
kmin = kmax = |
|
km = |
(-1/k)min = (-1/k)max = |
Phần 4: Khoảng tin cậy đối với a và C
a = ![]()
|
a = |
amin = amax = |
|
|
= |
Cmin = Cmax = |
|
= |
Các ví dụ (xem các Bảng F.4 đến F.6)
CHÚ THÍCH 8: Các kết quả tính toán trong các Bảng F.4 đến F.6 phụ thuộc vào số lượng các hàng đơn vị thập phân được sử dụng và sơ đồ qui tròn cho các giá trị. Vì vậy, điều quan trọng cần lưu ý là các giá trị và các kết quả được cho trong các bảng này chỉ là các ví dụ và không dựa trên các giá trị được cho đến ba hàng đơn vị thập phân trong các cột 4 đến 8 của Bảng F.4.
Bảng F.4 - Ví dụ
về tính toán đường hồi qui ![]()
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Quan trắc No. |
vc m/min |
Tc min |
x = log vc |
y = log Tc |
xy |
x2 |
y2 |
|
1 |
180 |
10 |
2,255 |
1,000 |
2,255 |
5,085 |
1,000 |
|
2 |
160 |
18,5 |
2,204 |
1,267 |
2,792 |
4,858 |
1,605 |
|
3 |
140 |
24 |
2,146 |
1,380 |
2,961 |
4,605 |
1,904 |
|
4 |
140 |
20 |
2,146 |
1,301 |
2,792 |
4,605 |
1,693 |
|
5 |
125 |
36 |
2,097 |
1,556 |
3,263 |
4,397 |
2,421 |
|
6 |
160 |
13 |
2,204 |
1,114 |
2,455 |
4,858 |
1,241 |
|
7 |
125 |
44 |
2,097 |
1,643 |
3,445 |
4,397 |
2,699 |
|
8 |
180 |
8 |
2,255 |
0,903 |
2,036 |
5,085 |
0,815 |
|
9 |
160 |
15,5 |
2,204 |
1,190 |
2,623 |
4,858 |
1,416 |
|
10 |
125 |
40 |
2,097 |
1,602 |
3,359 |
4,397 |
2,566 |
|
11 |
140 |
25 |
2,146 |
1,398 |
3,000 |
4,605 |
1,954 |
|
12 |
180 |
6,5 |
2,255 |
0,813 |
1,833 |
5,085 |
0,661 |
|
13 |
|
|
|
|
|
|
|
|
14 |
|
|
|
|
|
|
|
|
15 |
|
|
|
|
|
|
|
|
Sum |
|
|
Σx = 26,107 3 |
Σy = 15,168 4 |
Σxy = 32,820 6 |
Σx2 = 56,841 89 |
Σy2 = 19,981 39 |
|
|
|
|
(Σx)2 = 681,590 7 |
Σx.Σy = 396,007 2 |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
(Σx)2/n= 56,799 2 |
Σx.Σy/n = 33,000 6 |
|
|
|
|
|
|
|
|
|
|
Chuẩn KT = 0,14mm
|
Số lượng các quan trắc n = 12 |
k = -4,216 4 |
|
|
-1/k = 0,237 2 |
|
|
|
|
|
C = 298,9 (m/min) |
Bảng F.5 - Ví dụ về đánh giá phương sai và giá trị
Phần 1: Tổng bình phương trung bình do sai lệch đối với đường hồi qui (biến thiên sai phân)
Đọc từ Bảng F.4
Σ y2 = 19,98139 k = -4,2164
![]() Σxy
= 32,8206
Σxy
= 32,8206
Σy = 15,1684 Σx.Σy/n = 32,0006
Tính toán Σxy - Σx.Σy/n = -0,180
Tính toán biến thiên sai phân
![]()
Phần 2: Tổng bình phương trung bình do biến thiên được giải thích bằng phép hồi qui (biến thiên được giải thích)
Đọc từ phần 1
![]()
Phần 3: Tính toán tỷ số phương sai (sai lệch trung bình) và so sánh với giá trị F
|
Nguồn biến thiên |
Bậc tự do (d.f) |
Tổng bình phương trung bình |
Tỷ số |
|
Phép hồi qui |
1 |
|
|
|
Các sai phân |
N - 2 = 10 |
|
|
Mức tin cậy: 95 %
Đọc giá trị F từ Bảng F của Fisher đối với bậc tự do = 1, n - 2 = 10:4,96
Có giá trị Có £ Không £
Bảng F.6 - Ví dụ về tính toán các khoảng tin cậy
Phần 1: Các dữ liệu đầu vào
|
Đọc từ Bảng F.4 n = 12
a = 1,264 k = -4,2164 |
Đọc từ phần 1 của Bảng F.5
Tính toán sr = 0,06971 |
|
Confidence level 95 % t-value for d.f. = n -2 : 2,23 |
Phần 2: Chiều dài khoảng tin cậy (ngoài giá trị trung bình y)
|
1 |
2 |
3 |
4 |
5 |
6 |
|
tsr |
|
x |
|
|
|
|
0,155 5 |
0,083 3 |
2,255 3 2,204 1 2,146 1 2,069 |
0,079 69 0,028 49 -0,029 5 -0,078 7 |
0,150 87 0,188 86 0,028 44 0,147 07 |
0,075 2 0,049 8 0,050 1 0,074 6 Average: 0,062 4 |
Phần 3: Khoảng tin cậy đối với k
![]()
|
|
kmin = -4,98 kmax = -3,46 |
|
km = -4,2164 ± 0,768 |
(-1/k)min = 0,201 (-1/k)max = 0,289 |
Phần 4: Khoảng tin cậy đối với a và C
a = ![]()
|
a = 1,264 ± 0,045 |
amin = 0,219 amax = 1,309 |
|
|
= = |
Cmin = 269,0 Cmax = 347,3 |
Bảng F.7 - Phân bố t đối với tin cậy 95 %
|
Số bậc tự do |
Khoảng cách ở hai bên t95 |
|
1 |
12,706 |
|
2 |
4,303 |
|
3 |
3,182 |
|
|
|
|
4 |
2,776 |
|
5 |
2,571 |
|
6 |
2,447 |
|
|
|
|
7 |
2,365 |
|
8 |
2,306 |
|
9 |
2,262 |
|
|
|
|
10 |
2,228 |
|
11 |
2,201 |
|
12 |
2,179 |
|
|
|
|
13 |
2,160 |
|
14 |
2,145 |
|
15 |
2,131 |
|
|
|
|
16 |
2,120 |
|
17 |
2,110 |
|
|
|
|
18 |
2,101 |
|
19 |
2,093 |
|
20 |
2,086 |
|
|
|
|
21 |
2,080 |
|
22 |
2,074 |
|
23 |
2,069 |
|
|
|
|
24 |
2,064 |
|
25 |
2,060 |
|
26 |
2,056 |
|
|
|
|
27 |
2,052 |
|
28 |
2,048 |
|
29 |
2,045 |
|
|
|
|
30 |
2,042 |
|
40 |
2,021 |
|
60 |
2,000 |
|
|
|
|
100 |
1,984 |
|
120 |
1,980 |
|
- |
1,960 |
PHỤ LỤC G
(Qui định)
ĐẶC TÍNH CỦA PHOI
Phoi được tạo thành trong quá trình cắt gọt có các đặc tính có liên quan đến vật liệu gia công, vật liệu làm dao, các thông số hình học của dao, điều kiện của các lưỡi cắt, vị trí của lưỡi cắt và dữ liệu và các điều kiện cắt.
Đối với bất cứ sự chỉnh đặt các điều kiện đã cho nào, sự tạo thành phoi sẽ được giữ không thay đổi trừ khi thay đổi một trong các yếu tố nên trên. Vì vậy các quan sát về sự tạo thành phoi có thể là biện pháp chỉ báo hữu ích khi cố gắng tái tạo lại các điều kiện thử được sử dụng trong phép thử trước đây như một dụng cụ chỉ báo sự thay đổi các điều kiện trong quá trình thử hoặc tuổi thọ của dao đã cho, như một dụng cụ chỉ báo sự thay đổi khả năng gia công cắt được của các chi tiết gia công hoặc như một dụng cụ chỉ báo hư hỏng bất ngờ của lưỡi cắt.
Vì vậy, điều cốt yếu là phải báo cáo đặc tính của phoi và dạng phoi một cách thích hợp (xem Phụ lục D, tờ dữ liệu “đo độ mòn - thời gian”). Có thể sử dụng Bảng G.1 cùng với thông tin về mặt cắt ngang và chiều dài của phoi để xác định các phoi được tạo ra. Bảng cũng bao gồm hệ thống mã hóa bằng số cho các loại phoi thông thường được quan trắc.
Hệ thống mã hóa cơ bản gồm có hai chữ số có liên quan đến các đặc tính cơ bản của phoi, nghĩa là 2.2 là mã biểu thị một phoi dạng ống ngắn.
Chữ số thứ ba có thể được đưa thêm vào để ký hiệu hướng di chuyển của phoi hoặc dạng bẻ phoi; ví dụ 1.3.4 có thể biểu thị một “phoi dải xoắn” di chuyển ra xa chi tiết gia công và theo chiều ngược với chiều chuyển động ăn dao. Mã 6.1.5 có thể biểu thị một “phoi dạng các cung liên kết” bị đứt vỡ ra dựa vào bề mặt chuyển tiếp trên chi tiết gia công.
Bảng G.1 được xem như một ví dụ. Trong thực tế có thể tạo ra số lượng gần như là không có giới hạn các dạng phoi khác nhau, do đó nên thiết lập một hệ thống phân loại cho mỗi quá trình gia công cắt gọt thực tế.
|
Table G.1 - Các dạng phoi |
|||||||
|
1 Phoi dài 1) |
2 Phoi dạng ống1) |
3 Phoi xoắn ốc |
4 Phoi xoắn vít kiểu vòng đệm1) |
5 Phoi xoắn vít hình côn1) |
6 Phoi dạng cung2) |
7 Phoi mảnh vụn |
8 Phoi dạng kim |
|
1.1 Dài
|
2.1 Dài
|
3.1 Phẳng
|
4.1 Dài
|
5.1 Dài
|
6.1 Liên kết
|
|
|
|
1.2 Ngắn
|
2.2 Ngắn
|
3.2 Côn
|
4.2 Ngắn
|
5.2 Ngắn
|
6.2 Rời rạc
|
|
|
|
1.3 Xoắn
|
2.3 Xoắn
|
|
4.3 Xoắn
|
5.3 Xoắn
|
|
||
















|
1) Hướng của phoi được đặc trưng bởi chữ số thứ ba như sau
1 Ra xa khỏi chi tiết gia công và theo chiều chuyển động tiến (ăn) dao (được chỉ ra trên hình vẽ phác). 2 Về phía chi tiết gia công và theo chiều chuyển động tiến (ăn) dao. 3 Về phía chi tiết gia công và ngược chiều chuyển động tiến (ăn) dao. 4 Ra xa khỏi chi tiết gia công và ngược chiều chuyển động tiến (ăn) dao. 2) Các phân nhóm được chia nhỏ thêm được đặc trưng bởi chữ số thứ ba như sau
5 Bị đứt gãy dựa vào bề mặt chuyển tiếp. 6 Bị đứt gãy dựa vào mặt sau của dao. 7 Bị đứt gãy dựa vào bề mặt gia công. 8 Bị đứt gãy dựa vào bề mặt được cắt gọt
|
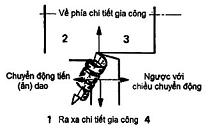
PHỤ LỤC H
(Tham khảo)
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] ISO 3: 1973, Preferred numbers - Series of preferred numbers (Số ưu tiên - Dãy số ưu tiên).
[2] ISO 1832: 1991, Indexable inserts for cutting tools - Designation (Mảnh cắt thay thế dùng cho dao cắt -Ký hiệu)
[3] ISO 3002-2: 1982, Basic quantities in cutting and grinding - Part 2: Geometrical of the active part of cutting tools - General conversion for mulae to relate tool and working angles (Các đại lượng cơ bản trong cắt và mài - Phần 2: Hình học của bộ phận cắt của dao cắt - Các công thức biến đổi chung có liên quan đến các góc của dao và các góc gia công).
[4] ISO 3002-3: 1984, Basic quantities in cutting and grinding - Part 3: Geometric and kinematic quantities in cutting (Các đại lượng cơ bản trong cắt và mài - Phần 3: Các đại lượng hình học và động học trong cắt).
[5] ISO 3002-4: 1984, Basic quantities in cutting and grinding - Part 4: Forces, energy, power (Các đại lượng cơ bản trong cắt và mài- Phần 4: lực, năng lượng, công suất).
[6] ISO 3534-1: 1993, Statistics - Vocalulary and symbols - Part 1: Probability and general statistical terms (Thống kê học - Từ vựng và ký hiệu - Phần 1: Xác suất và các thuật ngữ chung về thống kê).
[7] ISO 3534-2: 1993, Statistics - Vocalulary and symbols - Part 2: Statistical quality control (Thống kê học - Từ vựng và ký hiệu - Phần 2: Kiểm tra chất lượng theo thống kê).
[8] ISO 3534-3: 1985, Statistics - Vocalulary and symbols - Part 3: Design of experiments (Thống kê học - Từ vựng và ký hiệu - Phần 3: Thiết kế thực nghiệm).
[9] ISO 8688-1: 1989, Tool life testing in milling - Part 1: Face milling (Thử tuổi thọ của dao trong phay - Phần 1: Phay mặt đầu).
[10] ISO 8688-2: 1989, Tool life testing in milling - Part 2: End milling (Thử tuổi thọ của dao trong phay - Phay bằng dao phay ngón).
[11] Hala, A. Statistical theory with engineering application. London 1957.
[12] Leslie. R.T and Lorenz.G. Tool life exponents in the light of regression analysis - National standards laboratory. Technical paper No.20,CSIRO, Australia. 1964.
[13] Natrella. G. Experimental statistics. NBS Handbook 91. Washington, 1966.
1) Mặt phẳng lưỡi cắt của dao Ps là mặt phẳng chứa lưỡi cắt chính và chiều của chuyển động cơ bản.
2) Sử dụng một phép thử phù hợp với tiêu chuẩn để bảo đảm sự chắc chắn.