Tiêu chuẩn quốc gia TCVN 12386:2018 về Thực phẩm - Hướng dẫn chung về lấy mẫu
|
|
Lô hàng bao gồm sản phẩm để rời có thể ở dạng đơn lẻ |
Lô hàng bao gồm các sản phẩm bao gói2 |
||
|
|
Phép đo định lượng |
Phép đo định tính3 |
Phép đo định lượng |
|
|
Lô hàng riêng lẻ |
Kiểm tra định lượng phần trăm không phù hợp của sản phẩm để rời - 7.1 VÍ DỤ: kiểm tra thùng sữa bổ sung nước |
Kiểm tra định tính đối với phần trăm không phù hợp - 4.5.1.1 VÍ DỤ: kiểm tra khuyết tật của một trái cây Kiểm tra vi sinh vật của sản phẩm - 5.1, 5.2 VÍ DỤ: kiểm tra vi sinh vật hiếu khí ưa nhiệt trung bình trong rau tươi (xem Tài liệu tham khảo [2]) |
Kiểm tra định lượng phần trăm không phù hợp - 6.3.2 (phương pháp s) VÍ DỤ: kiểm tra xem hàm lượng chất béo trong sữa bột gầy có phù hợp với giới hạn quy định hay không |
Hàm lượng trung bình - 5.3 và 5.4 VÍ DỤ: kiểm tra khối lượng trung bình của các đơn vị sản phẩm trong lô hàng về sự phù hợp với công bố trên nhãn (xem thêm ISO 2854[7], ISO 3494[8]) |
|
Dãy lô hàng liên tục |
Kiểm tra định lượng phần trăm không phù hợp với sản phẩm để rời - 5.1 VÍ DỤ: kiểm tra thùng chứa sữa khi bổ sung nước |
Kiểm tra định tính phần trăm không phù hợp - 4.5.1.1 VÍ DỤ: kiểm tra khuyết tật của một trái cây Kiểm tra vi sinh vật của sản phẩm - 5.1, 5.2 VÍ DỤ: kiểm tra vi sinh vật hiếu khí ưa nhiệt trung bình trong rau tươi (xem Tài liệu tham khảo [2]) |
Kiểm tra định lượng đối với phần trăm không phù hợp - 6.3.3 (phương pháp s) VÍ DỤ: kiểm tra xem hàm lượng chất béo trong sữa bột gầy có phù hợp với giới hạn quy định hay không |
Hàm lượng trung bình -5.3 và 6.4 VÍ DỤ: kiểm tra hàm lượng natri của thực phẩm dành cho chế độ ăn kiêng không vượt quá mức quy định (xem thêm ISO 2854, ISO 3494) |
|
1 Giả định đối với phép đo định lượng, sai số đo lường là không đáng kể so với sự biến đổi của quá trình (xem 4.4). 2 Hoặc có thể ở dạng đơn lẻ. 3 Dữ liệu định tính kể cả dữ liệu định lượng được phân loại theo kiểm tra định tính, ví dụ liên quan đến giới hạn. |
||||
Phương án lấy mẫu phải đảm bảo hợp lý và hợp lệ để kiểm soát việc tuân thủ tiêu chuẩn của sản phẩm cụ thể.
Vì có nhiều phương án lấy mẫu, nhưng thường là những phương án lấy mẫu phức tạp, nên mục đích của tiêu chuẩn này là giúp những người có trách nhiệm lấy mẫu lựa chọn phương án lấy mẫu phù hợp với kiểm tra thống kê theo các tiêu chuẩn cụ thể.
Không có phương án lấy mẫu nào có thể đảm bảo rằng mọi đơn vị sản phẩm trong lô hàng đều được lấy. Các phương án lấy mẫu này hữu ích để đảm bảo mức chất lượng chấp nhận được.
Tiêu chuẩn này gồm các nguyên tắc cơ bản về kiểm soát thống kê ở nơi nhận mẫu, hoàn chỉnh các khuyến nghị cơ bản được nêu trong phần lời giới thiệu.
CHÚ THÍCH 1: Tiêu chuẩn này nhằm mục đích lựa chọn từ các phương án lấy mẫu được đề cập trong Điều 5, Điều 6 và Điều 7. Tiêu chuẩn này cũng có thể được sử dụng trong trường hợp tranh chấp thương mại, nếu có. Cơ quan có thẩm quyền, người sử dụng có liên quan cần có sự hỗ trợ của các chuyên gia kỹ thuật để sử dụng tốt tiêu chuẩn này, bao gồm lựa chọn các phương án lấy mẫu thích hợp.
CHÚ THÍCH 2: Phương án lấy mẫu được mô tả trong tiêu chuẩn này có thể do cơ quan có thẩm quyền về kiểm soát thực phẩm hoặc do các chuyên gia tự thực hiện [nhà sản xuất và/hoặc thương nhân tự kiểm tra). Trong trường hợp thứ hai, cơ quan có thẩm quyền có thể cần kiểm tra tính phù hợp của phương án lấy mẫu do các chuyên gia thực hiện. Đối với các biện pháp kiểm soát tương ứng, khuyến cáo rằng, các bên khác nhau liên quan đến việc lấy mẫu cần đi đến thống nhất trong việc thực hiện cùng một phương án lấy mẫu.
2 Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 7790-1:2007 (ISO 2859-1:1999), Quy trình lấy mẫu để kiểm tra định tính - Phần 1: Chương trình lấy mẫu được xác định theo chất lượng giới hạn chấp nhận (AQL) để kiểm tra từng lô
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
TCVN 7790-10:2008 (ISO 2859-10:2006), Quy trình lấy mẫu để kiểm tra định tính - Phần 10: Giới thiệu bộ tiêu chuẩn TCVN 7790 (ISO 2859) về lấy mẫu để kiểm tra định tính
TCVN 8243-1 (ISO 3951-1), Quy trình lấy mẫu để kiểm tra định lượng - Phần 1: Quy Định đối với phương án lấy mẫu một lần xác định theo chất lượng giới hạn chấp nhận (AQL) để kiểm tra từng lô đối với một đặc trưng chất lượng và một AQL
TCVN 8243-2 (ISO 3951-2), Quy trình lấy mẫu để kiểm tra định lượng - Phần 2: Quy định chung đối với phương án lấy mẫu một lần xác định theo chất lượng giới hạn chấp nhận (AQL) để kiểm tra từng lô có đặc trưng chất lượng độc lập
TCVN 8243-5 (ISO 3951-5), Quy trình lấy mẫu để kiểm tra định lượng - Phần 5: Phương án lấy mẫu liên tiếp xác định theo chất lượng giới hạn chấp nhận (AQL) để kiểm tra định lượng (đã biết độ lệch chuẩn)
TCVN 9601 (ISO 8422), Phương án lấy mẫu liên tiếp để kiểm tra định tính
TCVN 9946-2:2013 (ISO/TR 8550-2:2007), Hướng dẫn lựa chọn và sử dụng hệ thống lấy mẫu chấp nhận để kiểm tra các cá thể đơn chiếc trong lô - Phần 2: Lấy mẫu định tính
TCVN 9946-3:2013 (ISO/TR 8550-3:2007), Hướng dẫn lựa chọn và sử dụng hệ thống lấy mẫu chấp nhận để kiểm tra các cá thể đơn chiếc trong lô - Phần 3: Lấy mẫu định lượng
TCVN 10853 (ISO 8423)a), Phương án lấy mẫu liên tiếp để kiểm tra định lượng phần trăm không phù hợp (đã biết độ lệch chuẩn)
TCVN 10854:2015 (ISO 14560:2004)b), Quy trình lấy mẫu chấp nhận định tính - Mức chất lượng quy định theo số cá thể không phù hợp trên một triệu
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
TCVN 11865-1:2017 (ISO 11648-1:2003), Khía cạnh thống kê của lấy mẫu vật liệu dạng đống - Phần 1: Nguyên tắc chung
ISO 10725:2000, Acceptance sampling plans and procedures for the inspection of bulk material (Phương án lấy mẫu chấp nhận và quy trình kiểm tra sản phẩm để rời)
3 Thuật ngữ và định nghĩa
Trong tiêu chuẩn này sử dụng các thuật ngữ và định nghĩa nêu trong TCVN 10989:2015 (ISO 7002:1986) cùng với các thuật ngữ và định nghĩa sau đây:
3.1
Lô hàng (lot)
Một lượng sản phẩm nhất định được chế tạo hoặc sản xuất theo các điều kiện, được coi là đồng nhất nhất đối với mục đích của tiêu chuẩn này.
LƯU Ý: Đối với sản phẩm giả định không đồng nhất thì chì có thể lấy mẫu trên từng phần đồng nhất của lô hàng không đồng nhất này. Trong trường hợp đó, mẫu cuối cùng được gọi là mẫu phân tầng (xem 4.3.3).
CHÚ THÍCH: Một dãy các lô hàng liên tục là một loạt các lô hàng được chế tạo, sản xuất hoặc thương mại hóa theo cách liên tục, ở các điều kiện giả định đồng nhất. Chi thực hiện kiểm tra lô hàng liên tục ở giai đoạn sản xuất hoặc chế biến.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chuyến hàng (consignment)
Chuyến hàng là lượng một số sản phẩm được vận chuyển vào cùng một thời điểm. Chuyến hàng có thể bao gồm cả một phần lô hàng hoặc một tập hợp gồm một số lô hàng.
CHÚ THÍCH: Tuy nhiên, trong trường hợp kiểm tra thống kê, chuyến hàng được coi là lô hàng mới để diễn giải kết quả.
- Nếu chuyến hàng là một phần của lô hàng thì mỗi phần của chuyến hàng được coi là lô hàng để kiểm tra.
- Nếu chuyến hàng là một tập hợp của một số lô hàng thì trước khi kiểm tra cần chú ý đến tính đồng nhất của chuyến hàng. Nếu chuyến hàng không đồng nhất, có thể sử dụng lấy mẫu phân tầng.
3.3
Mẫu đại diện (representative sample)
Tập hợp của một hoặc nhiều mẫu (hoặc một phần của vật chất) được chọn theo các cách khác nhau trong một quần thể (hoặc theo khối lượng chính của vật chất đó).
Mẫu đại diện nhằm cung cấp thông tin về đặc tính được nghiên cứu trên quần thể (hoặc vật chất) và là cơ sở đưa ra quyết định liên quan đến quần thể, vật chất hoặc quá trình sản xuất nó.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ THÍCH: Phụ lục A của TCVN 10989:2015 (ISO 7002:1986) định nghĩa mẫu hỗn hợp, mẫu chuẩn, mẫu thử, mẫu phòng thử nghiệm, mẫu ban đầu và mẫu rút gọn.
3.4
Lấy mẫu (sampling)
Quy trình được sử dụng để rút mẫu hoặc tạo thành mẫu.
Quy trình lấy mẫu theo kinh nghiệm hoặc quy trình lấy mẫu theo điểm là các quy trình lấy mẫu không dựa trên thống kê được sử dụng để đưa ra quyết định về lô hàng được kiểm tra.
3.5
Tổng sai số ước lượng (total estimation error)
Chênh lệch giữa giá trị tính được của người ước lượng và giá trị thực của thông số này.
Tổng sai số ước lượng là do:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- sai số phép đo,
- việc làm tròn các giá trị hoặc phân chia thành các giá trị nhỏ,
- độ chệch do người ước tính.
3.6
Sai số lấy mẫu (sampling error)
Một phần của tổng sai số ước lượng do một hoặc nhiều thông số sau đây:
- sự không đồng nhất của các đặc tính được kiểm tra,
- bản chất ngẫu nhiên của việc lấy mẫu,
- Các đặc tính đã biết và các đặc tính được chấp nhận của phương án lấy mẫu.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đơn vị sản phẩm hoặc mẫu đơn của sản phẩm có thể phân loại được (Item or increment of individualisable goods)
3.7.1
Sản phẩm có thể phân loại được (individualisable goods):
Sản phẩm có thể được phân loại theo đơn vị sản phẩm (xem 3.7.2) hoặc mẫu đơn (xem 3.7.3).
VÍ DỤ:
- bao gói sơ bộ,
- bình hoặc thìa lấy một lượng sản phẩm được xác định theo phương án lấy mẫu và lấy từ lô hàng, ví dụ:
- thể tích sữa hoặc rượu chứa trong thùng,
- lượng sản phẩm lấy từ băng tải...
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đơn vị sản phẩm (item)
Một đối tượng thực tế hoặc quy ước từ tập hợp sản phẩm quan sát và được rút ra để tạo thành mẫu.
CHÚ THÍCH Thuật ngữ “đơn lẻ” và “đơn vị” đồng nghĩa với “đơn vị sản phẩm”
3.7.3
Mẫu đơn (increment)
Một lượng mẫu rời được lấy với số lượng lớn tại một thời điểm để tạo thành mẫu.
3.8
Phương án lẫy mẫu (sampling plan)
Quy trình theo phương án cho phép có thể lựa chọn, hoặc rút ra các mẫu riêng biệt từ lô hàng, để có được thông tin cần thiết, ví dụ: quyết định về tình trạng tuân thủ của lô hàng.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3.9
Đặc trưng (characteristic)
Đặc tính giúp nhận biết, hoặc phân biệt giữa các đơn vị sản phẩm trong lô hàng đã định. Đặc trưng này có thể là định lượng (lượng đo được cụ thể, phương án kiểm tra định lượng) hoặc định tính (đáp ứng hoặc không đáp ứng quy định, phương án kiểm tra định tính). Ba kiểu đặc trưng và liên quan đến các kiểu phương án lấy mẫu được nêu trong Bảng 2.
Bảng 2 - Phương án lấy mẫu liên quan đến kiểu đặc trưng
Kiểu đặc trưng
Kiểu phương án lấy mẫu
Sản phẩm khuyết tật: các đặc trưng có thể được thể hiện không bao gồm hai trường hợp như đạt/không đạt, có/không, nguyên vẹn/không nguyên vẹn, hư hỏng/ không hư hỏng (ví dụ áp dụng cho các khuyết tật quan sát được như bị mất màu, phân loại sai, chất ngoại lai v.v...).
‘kiểm tra định tính’ (ví dụ, CAC/RM 42-19691)) Sampling Plans for Prepackaged Foods, Phương án lấy mẫu đối với bao gói sẵn).
Các đặc trưng về thành phần: các đặc trưng có thể được biểu thị theo các biến liên tục. Chúng có thể được phân bố chuẩn (ví dụ đặc trưng chung nhất được phân tích như độ ẩm) hoặc chúng có thể không phân bố chuẩn.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các đặc tính liên quan đến sức khỏe (ví dụ đánh giá sự hư hỏng do vi sinh vật, mối nguy về vi sinh vật, sự có mặt của chất nhiễm bẩn hóa học v.v...)
Các phương án lấy mẫu cụ thể được đề xuất phù hợp với từng tình huống đơn lẻ (ví dụ để kiểm soát vi sinh vật, xem 3.2). Có thể sử dụng phương án xác định tỷ lệ ảnh hưởng trong quần thể.
3.10
Sự đồng nhất (homogeneity)
Lô hàng là đồng nhất liên quan đến đặc trưng, nếu đặc trưng được phân phối đồng đều theo luật xác suất trong suốt lô hàng2).
CHÚ THÍCH: Lô hàng đồng nhất cho đặc trưng nhất định không có nghĩa là giá trị của đặc trưng là như nhau trong toàn bộ lô hàng.
Lô hàng không đồng nhất liên quan đến đặc trưng nhất định nếu đặc trưng này không được phân bố đồng đều trong suốt lô hàng. Đơn vị sản phẩm trong lô có thể đồng nhất về một đặc trưng này nhưng có thể không đồng nhất về đặc trưng khác.
3.11
Khuyết tật (không phù hợp) và sự không phù hợp tới hạn [defects (nonconformities) and critical nonconformities]
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chất lượng lô hàng có thể được đánh giá theo phần trăm đơn vị sản phẩm khuyết tật được chấp nhận hoặc số lượng tối đa các khuyết tật (không phù hợp) trên một trăm đơn vị sản phẩm, đối với bất kỳ loại khuyết tật nào (xem 3.7 định nghĩa đơn vị sản phẩm).
Hầu hết việc lấy mẫu chấp nhận bao gồm việc đánh giá nhiều hơn một đặc trưng chất lượng, có thể khác nhau chủ yếu liên quan đến chất lượng và/hoặc về kinh tế. Vì vậy, khuyến cáo:
Sự không phù hợp được phân loại như sau, theo mức độ nghiêm trọng của chúng (xem thêm 3.9, định nghĩa về các đặc tính):
- Loại A: Sự không phù hợp được coi là mối quan tâm cao nhất liên quan đến yêu cầu về chất lượng và/hoặc an toàn của sản phẩm (ví dụ: các đặc tính liên quan đến sức khỏe, xem Bảng 2);
- Loại B: Sự không phù hợp này được coi là ít quan trọng hơn sự không phù hợp của loại A (ví dụ: khuyết tật của sản phẩm hoặc các đặc đặc tính về thành phần, xem Bảng 2).
Sự phân loại này được xác định theo các tiêu chuẩn về hàng hóa.
3.12
Đường đặc trưng hiệu quả (operating characteristic curve)
OC
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đường đặc trưng hiệu quả liên quan đến tỷ lệ sản phẩm bị khuyết tật trong lô hàng (trục x) với xác suất chấp nhận những lô này khi kiểm soát (trục y). Điều 6.1 xây dựng nguyên tắc của OC và minh họa bằng ví dụ.
3.13
Rủi ro của người sản xuất và rủi ro của người tiêu dùng (producers' risk and consumers' risk)
3.13.1
Rủi ro của người sản xuất (Producers' risk)
PR
Trên đường OC (xem 3.12) của phương án lấy mẫu, rủi ro của người sản xuất tương ứng với xác suất từ chối lô hàng có có tỷ lệ P1 các đơn vị sản phẩm bị khuyết tật (thường thấp), được xác định bằng phương án lấy mẫu. Theo nhà sản xuất, không nên loại bỏ những lô hàng như vậy.
Nói cách khác, PR là xác suất từ chối sai lô hàng.
Nói chung, PR được biểu thị theo tỷ lệ là P95 tương ứng với tỷ lệ các đơn vị sản phẩm bị khuyết tật trong lô hàng được chấp nhận trong 95 % trường hợp (nghĩa là 5 % trường hợp bị loại bỏ).
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Rủi ro của người tiêu dùng (consumers’ risk)
CR
Trên đường OC (xem 3.12) của phương án lấy mẫu, rủi ro của người tiêu dùng tương ứng với xác suất chấp nhận lô hàng có tỷ lệ P2 các đơn vị sản phẩm bị khuyết tật (thường thấp), được xác định bằng phương án lấy mẫu. Theo người tiêu dùng, lô hàng như vậy phải loại bỏ.
Nói cách khác, CR là xác suất chấp nhận sai lô hàng.
Nói chung, CR được biểu thị theo tỷ lệ là P10 tương ứng với tỷ lệ các đơn vị sản phẩm bị khuyết tật trong lô được chấp nhận trong 10 % trường hợp (nghĩa là bị loại bỏ trong 90 % các trường hợp).
3.13.3
Khoảng phân biệt (discrimination distance)
D
Khoảng cách giữa rủi ro của người sản xuất với rủi ro của người tiêu dùng và phải được quy định có tính đến các giá trị độ lệch chuẩn của lấy mẫu và của các phép đo.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3.13.4
Tỷ lệ phân biệt (discrimitation ratio)
DR
Tỷ lệ giữa rủi ro của người tiêu dùng và rủi ro của nhà sản xuất. Tỷ lệ phân biệt thường được cho bằng tỷ số giữa P10 và P95.
![]()
Tỷ lệ này cũng cho phép đánh giá hiệu quả của phương án lấy mẫu. Tỷ lệ dưới 35 mô tả phương án lấy mẫu có hiệu quả đặc biệt thấp3).
3.14
Mức chất lượng chấp nhận và mức chất lượng giới hạn (acceptable quality level and limiting quality) Việc kiểm tra lô hàng bằng cách sử dụng một trong hai phương án lấy mẫu để kiểm tra định tính hoặc kiểm tra định lượng sẽ cho phép đưa ra quyết định về chất lượng lô hàng.
3.14.1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
AQL
Tỷ lệ các đơn vị sản phẩm không phù hợp mà lô hàng sẽ bị loại bỏ với xác suất thấp, thường là 5 %.
AQL được sử dụng làm tiêu chí áp dụng cho hàng loạt lô hàng liên tục tương ứng với tỷ lệ tối đa các đơn vị sản phẩm khuyết tật được chấp nhận trong lô hàng (hoặc số lượng tối đa các đơn vị sản phẩm bị khuyết tật trên 100 đơn vị sản phẩm). Đây là mục tiêu chất lượng được ấn định. Điều này không có nghĩa là tất cả các lô hàng có tỷ lệ các đơn vị sản phẩm bị khuyết tật lớn hơn AQL sẽ bị loại bỏ khi kiểm tra mà điều này có nghĩa là tỷ lệ các đơn vị sản phẩm bị khuyết tật vượt quá AQL càng cao thì xác suất loại bỏ lô hàng càng lớn. Đối với mọi cỡ mẫu, mức AQL càng thấp sẽ bảo vệ người tiêu dùng càng cao, đồng nghĩa với việc không chấp nhận các lô hàng có tỷ lệ bị khuyết tật cao và đặt ra yêu cầu cao hơn đối với nhà sản xuất để đáp ứng yêu cầu chất lượng. Mọi giá trị AQL phải có tính thực tế và khả thi về mặt kinh tế. Giá trị của AQL phải tính đến các khía cạnh an toàn, nếu cần.
Việc lựa chọn với AQL phụ thuộc vào đặc trưng cụ thể được xem xét và sự liên quan của chúng (vấn đề kinh tế hoặc các vấn đề khác) đối với toàn bộ tiêu chuẩn. Phân tích nguy cơ có thể được thực hiện để đánh giá khả năng và mức độ nghiêm trọng của những tác động tiêu cực đến sức khỏe cộng đồng, ví dụ do sự có mặt của các sản phẩm thực phẩm có các chất phụ gia, chất nhiễm bẩn, dư lượng, độc tố hoặc vi sinh vật gây bệnh.
Các đặc trưng có thể liên quan đến các khuyết tật tới hạn (ví dụ: nguy cơ về vệ sinh) sẽ được kết hợp với mức AQL thấp (nghĩa là 0,1 % đến 0,65 %) trong khi các đặc tính về thành phần như chất béo hoặc hàm lượng nước... kết hợp với AQL cao hơn (Ví dụ: 2,5 % hoặc 6,5 % là các giá trị thường được sử dụng đối với các sản phẩm sữa). AQL được sử dụng như chỉ số trong các bảng của TCVN 7790-1 (ISO 2859-1), TCVN 8243 (ISO 3951) (Phần 1 và Phần 2) và trong một số bảng của TCVN 9601 (ISO 8422), TCVN 8243-5 (ISO 3951-5) và TCVN 10853 (ISO 8423).
AQL là rủi ro của các nhà sản xuất cụ thể, thường khác với P95 (xem 3.13).
3.14.2
Chất lượng giới hạn (limiting quality)
LQ
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
LQ được áp dụng khi lô hàng được xem xét một cách độc lập. Đó là mức chất lượng (được biểu thị, ví dụ theo phần trăm đơn vị sản phẩm không phù hợp trong lô hàng) tương ứng với xác suất quy định và tương đối thấp chấp nhận lô hàng có tỷ lệ các đơn vị sản phẩm bị khuyết tật theo LQ. Nói chung, LQ tương ứng với tỷ lệ các đơn vị sản phẩm bị khuyết tật của lô hàng được chấp nhận sau khi kiểm tra trong 10 % các trường hợp. LQ là chỉ số được sử dụng trong TCVN 7790-2 (ISO 2859-2) (trong đó khuyến cáo rằng LQ được thiết lập ít nhất ba lần AQL mong muốn, để đảm bảo rằng lô hàng có chất lượng được chấp nhận có xác suất chấp nhận hợp lý).
LQ thường rất thấp khi phương án lấy mẫu nhằm kiểm soát các chỉ tiêu an toàn thực phẩm. LQ thường cao hơn khi phương án lấy mẫu nhằm kiểm soát chỉ tiêu chất lượng.
LQ là rủi ro của người tiêu dùng cụ thể, tương ứng với P10 (xem 3.13).
Người sử dụng phương án lấy mẫu phải bắt buộc phải lựa chọn AQL hoặc LQ của phương án lấy mẫu được sử dụng để kiểm soát chất lượng của lô hàng.
Đối với một sản phẩm nhất định, AQL (hoặc LQ) phải được chỉ định cho một trong hai loại không phù hợp được quy định trong 3.11, AQL thấp (ví dụ: 0,65 %) được chỉ định cho sự không phù hợp của Loại A (ví dụ: hàm lượng thuốc bảo vệ thực vật trong sữa công thức), và AQL cao hơn (ví dụ: 6,5 %) được chỉ định cho sự không phù hợp của Loại B (ví dụ: hàm lượng protein trong sữa công thức).
Do đó, phương án lấy mẫu riêng theo AQL hoặc LQ và lô hàng chỉ được chấp nhận nếu nó được chấp nhận theo từng phương án. Có thể sử dụng cùng một mẫu cho từng loại không phù hợp với điều kiện đánh giá là không phá hủy đối với nhiều loại không phù hợp. Nếu phải thu thập mẫu lần hai thì có thể được thực hiện lấy mẫu đồng thời vì lý do thực tế.
3.15
Cơ quan có thẩm quyền (responsible authority)
Cơ quan chính thức do nước nhập khẩu chỉ định; và thường sẽ phải chịu trách nhiệm, ví dụ, để thiết lập “mức kiểm tra” và để đưa ra “các quy tắc chuyển đổi” (xem 3.16).
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Mức kiểm tra và quy tắc chuyển đổi (inspection levels and switching rules)
Mức kiểm tra (inspection levels): liên quan đến cỡ mẫu với cỡ lô và do đó phân biệt giữa chất lượng ‘tốt’ và ‘kém’. Ví dụ, Bảng 1 của TCVN 8243-1:2009 (ISO 3951-1:2005) và TCVN 8243-2:2009 (ISO 3951-2:2006) tương ứng với năm mức kiểm tra. Đối với AQL nhất định, số lượng mức kiểm tra thấp hơn thì rủi ro chấp nhận lô hàng chất lượng kém sẽ lớn hơn.
Mức kiểm tra phải do “cơ quan có thẩm quyền” thiết lập. Trừ khi có quy định khác, sử dụng mức kiểm tra mức bình thường (II). Sử dụng mức kiểm tra giảm (I) hoặc mức kiểm tra chặt (III) khi cần có sự phân biệt ít hơn hoặc nhiều hơn, tương ứng. Mức II cần cỡ mẫu nhỏ hơn hai lần so với Mức I, Mức III cần cỡ mẫu gấp khoảng 1,5 lần so với Mức II. Sử dụng Mức ‘đặc biệt’ (S-1 đến S-4) ở những nơi yêu cầu cỡ mẫu tương đối nhỏ hoặc chịu rủi ro lớn trong lấy mẫu.
Phương án lấy mẫu liên quan đến việc ‘chuyển đổi’ giữa phương án lấy mẫu kiểm tra thường, phương án lấy mẫu kiểm tra chặt và phương án lấy mẫu kiểm tra giảm. Nên sử dụng quy tắc chuyển đổi trong phương án lấy mẫu áp dụng cho một loạt các lô hàng liên tục.
Việc kiểm tra thường được thiết kế để bảo vệ nhà sản xuất tránh được tỷ lệ các lô hàng bị loại bỏ cao khi chất lượng của sản phẩm tốt hơn so với AQL. Tuy nhiên, nếu hai trong số năm (hoặc ít hơn) lô tiếp theo không được chấp nhận thì phải sử dụng kiểm tra siết chặt. Mặt khác, nếu chất lượng sản xuất tốt hơn so với AQL thì chi phí lấy mẫu có thể giảm xuống (theo quyết định của cơ quan có thẩm quyền) bằng cách áp dụng phương án lấy mẫu kiểm tra giảm.
Quy tắc chuyển đổi đối với một loạt lô hàng liên tục được mô tả chi tiết trong 6.2.2.4 và 6.3.4.
3.17
Số chấp nhận (acceptance number)
Đối với phương án lấy mẫu để kiểm tra định tính, số chấp nhận là số lượng tối đa của các đơn vị không phù hợp, hoặc số lượng mẫu tối đa không phù hợp, cho phép chấp nhận lô hàng. Phương án chấp nhận bằng không được mô tả trong 4.5.2.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cỡ lô và cỡ mẫu (lot size and sample size)
Đối với sản phẩm thương mại, cỡ lô thường được quy định trong bản kê khai vận chuyển. Nếu cỡ lô hàng khác nhau được sử dụng cho mục đích lấy mẫu thì cần nêu rõ trong tiêu chuẩn thích hợp.
Không có mối quan hệ toán học giữa cỡ mẫu (n) và cỡ lô (N). Do đó, về mặt toán học, không phản đối lấy mẫu cỡ mẫu nhỏ để kiểm lô hàng đồng nhất cỡ lớn. Tuy nhiên, các tiêu chuẩn về phương án lấy mẫu thường đưa ra mối quan hệ để giảm rủi ro ra quyết định không chính xác đối với những lô hàng lớn hơn. Tỷ số f = n/N chỉ ảnh hưởng đến sai số lấy mẫu khi cỡ lô hàng nhỏ. Hơn nữa, với mục tiêu bảo vệ người tiêu dùng (đặc biệt là về sức khỏe), nên chọn cỡ mẫu lớn hơn khi cỡ lô lớn, như trong ví dụ sau.
VÍ DỤ: Kiểm tra hàm lượng chất béo trong sữa nguyên chất của 8 500 đơn vị sản phẩm theo phương án lấy mẫu để kiểm tra định tính ở AQL là 2,5%.
Hai phương án khác nhau có thể được sử dụng: phương án 1 (n = 5, c = 0, LQ = 36,9 %) và phương án 2 (n = 50, c = 3, LQ = 12,9 %),
Với LQ của phương án 1, các lô hàng có phần trăm không phù hợp là 36,9 % (có nghĩa là 3136 đơn vị sản phẩm không phù hợp) được chấp nhận trong 10 % trường hợp.
Với LQ của phương án 2, lô hàng có phần trăm không phù hợp là 12,9 % (có nghĩa là 1 069 đơn vị sản phẩm không phù hợp) được chấp nhận trong 10 % trường hợp.
Lựa chọn phương án 2 cho phép tránh rủi ro trong 10 % trường hợp đưa ra thị trường (3136 - 1069) = 2 067 đơn vị sản phẩm không phù hợp.
Khi tỷ số f = n/N (trong đó n là cỡ mẫu và N là cỡ lô) nhỏ hơn hoặc bằng 10 %, và khi lô được giả định đồng nhất thì cỡ mẫu chắc chắn là quan trọng hơn mối quan hệ giữa cỡ mẫu và cỡ lô.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Với lô hàng lớn, có thể tiết kiệm lấy mẫu lớn trong khi vẫn duy trì tỷ số mẫu giữa lô hàng lớn với mẫu và vì vậy có sự phân biệt tốt hơn hơn (giữa các lô hàng được chấp nhận và lô hàng không được chấp nhận). Ngoài ra, đối với tiêu chí lấy mẫu hiệu quả, cỡ mẫu không tăng nhanh như cỡ lô và không tăng với mỗi cỡ lô xác định. Tuy nhiên, có một số lý do để hạn chế cỡ lô:
- sự hình thành lô hàng lớn hơn có thể dẫn đến chất lượng rất khác nhau
- tốc độ sản xuất hoặc cung cấp có thể quá thấp để cho phép hình thành lô hàng lớn
- việc bảo quản và xử lý thực tế có thể loại bỏ những lô hàng lớn
- khả năng lấy mẫu ngẫu nhiên có thể gặp nhiều khó khăn với lô hàng lớn
- hậu quả kinh tế cao khi không chấp nhận lô hàng lớn.
Tham khảo các bảng của TCVN 7790 (ISO 2859) (Phần 1 và Phần 2), TCVN 8243 (ISO 3951) (Phần 1 và Phần 2) về sự tương ứng giữa cỡ mẫu và cỡ lô.
4 Quy định chung
4.1 Khái quát
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- lý do và quy trình phải tuân thủ trước khi lấy mẫu lô hàng và lựa chọn phương án lấy mẫu (4.2):
- kỹ thuật lấy mẫu là phương pháp thu thập và tạo thành mẫu phân tích (4.3);
- các kiểu sai số khác nhau liên quan đến phương án lấy mẫu (4.4):
- các kiểu phương án lấy mẫu đưa ra quy tắc để có quyết định dựa trên kết quả thu được trên mẫu lấy từ lô hàng được kiểm tra, nghĩa là chấp nhận hoặc loại bỏ hàng lô sau khi kiểm tra (4.5);
Nguyên tắc kiểm tra bằng phương án lấy mẫu một lần để kiểm tra định tính (4.5.1.1) và phương án lấy mẫu một lần để kiểm tra định lượng (4.5.1.2) phần trăm không phù hợp được trình bày và minh họa bằng so sánh đường đặc trưng hiệu quả tương ứng và (4.5.1.3);
Việc lựa chọn phương án kiểm tra định tính hoặc phương án kiểm tra định lượng được minh họa bằng sơ đồ quyết định thực hiện trong các tình huống kiểm tra (4.5.1.4);
Bảng tóm tắt so sánh ưu điểm và nhược điểm của phương án kiểm tra định tính và kiểm tra định lượng (4.5.1.5).
4.2 Yêu cầu chung
Hầu hết các quy trình lấy mẫu liên quan đến việc lựa chọn một loạt nhiều mẫu từ lô hàng, việc kiểm tra hoặc phân tích mẫu và phân loại lô hàng (như ‘có thể chấp nhận’ hoặc ‘không được chấp nhận’) dựa vào kết quả kiểm tra hoặc phân tích mẫu.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Trước khi xây dựng phương án lấy mẫu, cần nêu rõ những điều sau:
- Cơ sở để xây dựng các tiêu chí trong các tiêu chuẩn về hàng hóa, ví dụ:
- trên cơ sở đơn vị sản phẩm chiếm tỷ lệ cao trong lô hàng, phải tuân thủ các quy định trong tiêu chuẩn, hoặc
- trung bình của tập hợp mẫu được lấy từ lô hàng phải tuân thủ và, nếu có, cần đưa ra mức dung sai tối thiểu hoặc tối đa, khi thích hợp.
- Có thể hoặc không có sự khác biệt tương đối quan trọng của các tiêu chí trong các tiêu chuẩn. Phải chỉ ra thông số thống kê thích hợp được áp dụng cho mỗi tiêu chí, nếu có.
Các hướng dẫn về quy trình thực hiện phương án lấy mẫu cần chỉ ra những điều sau:
- Các biện pháp cần thiết để đảm bảo rằng mẫu được lấy là đại diện cho chuyến hàng hoặc lô hàng. (Nếu chuyến hàng gồm nhiều lô hàng thì mẫu phải được thu thập đại diện cho từng lô hàng đơn lẻ).
- Mẫu sẽ được lấy ngẫu nhiên, vì chúng có nhiều khả năng phản ánh chất lượng của lô hàng hơn, tuy nhiên thông tin từ mẫu có thể vẫn không đồng nhất với mẫu của cả lô do sai số lấy mẫu.
- Cỡ và số lượng các đơn vị sản phẩm tạo thành mẫu lấy từ lô hàng hoặc chuyến hàng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các vấn đề sau đây cũng nên được đề cập khi lựa chọn quy trình lấy mẫu, ngoài lời nói đầu:
- Phân bố các đặc tính trong tập hợp được lấy mẫu
- Chi phí của phương án lấy mẫu
- Đánh giá nguy cơ (xem 3.11 và 3.14): Hệ thống kiểm tra, kết hợp các phương án lấy mẫu thích hợp và được thiết kế để đảm bảo an toàn thực phẩm phải được vận hành dựa trên đánh giá nguy cơ khách quan phù hợp với hoàn cảnh. Bất cứ khi nào có thể, phương pháp đánh giá nguy cơ được sử dụng phải phù hợp với các phương pháp đã được chấp nhận và phải dựa trên các bằng chứng khoa học sẵn có hiện hành.
Định nghĩa chính xác của quy trình lấy mẫu chấp nhận sẽ yêu cầu thiết lập hoặc lựa chọn:
- Các đặc tính sẽ được đo
- Cỡ lô
- Phương án kiểm tra định tính hoặc định lượng
- Mức chất lượng giới hạn (LQ), đối với các lô hàng đơn lẻ; hoặc AQL (Mức chất lượng chấp nhận), đối với một dãy các lô hàng liên tục
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Cỡ mẫu
- Tiêu chí để chấp nhận hoặc loại bỏ lô hàng
- Các quy trình được thông qua trong trường hợp tranh chấp.
4.3 Quy trình lấy mẫu
4.3.1 Yêu cầu chung
Các quy trình lấy mẫu phải được thực hiện theo các tiêu chuẩn phù hợp liên quan đến sản phẩm [ví dụ: TCVN 6400 (ISO 707) đối với sữa và sản phẩm sữa].
4.3.2 Tuyển dụng cán bộ lấy mẫu
Việc lấy mẫu phải được thực hiện bởi những người được đào tạo về kỹ thuật lấy mẫu.
4.3.3 Vật liệu được lấy mẫu
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Lấy mẫu đại diện
Lấy mẫu đại diện là quy trình được sử dụng để rút ra hoặc tạo thành mẫu đại diện4).
Các yêu cầu của điều này cần được hoàn chỉnh bằng các quy trình, nếu cần (ví dụ: làm thế nào để thu thập và chuẩn bị mẫu). Các quy trình này phải được người sử dụng xác định.
Lấy mẫu ngẫu nhiên bao gồm việc thu thập n đơn vị sản phẩm từ lô hàng có N đơn vị sản phẩm theo cách sao cho khả năng kết hợp n đơn vị được chọn với cùng xác suất. Có thể lấy mẫu ngẫu nhiên bằng cách sử dụng bảng số ngẫu nhiên, được tạo ra trong phần mềm máy tính.
Để tránh mọi tranh chấp về tính đại diện của mẫu, cần lựa chọn riêng quy trình lấy mẫu ngẫu nhiên hoặc kết hợp với các kỹ thuật lấy mẫu khác, khi có thể.
Giả sử đơn vị sản phẩm có thể được đánh số hoặc xếp theo thứ tự, ngay cả khi không phải là đơn vị sản phẩm đơn lẻ (ví dụ, trong trường hợp thùng sữa hoặc silo chứa hạt) thì lựa chọn các đơn vị sản phẩm hoặc gộp mẫu ban đầu thành mẫu chung cần được thực hiện như sau:
a) đánh số tất cả các đơn vị sản phẩm hoặc mẫu ban đầu của lô hàng (thực hoặc ảo)
b) số lượng các đơn vị sản phẩm hoặc mẫu ban đầu được lấy được xác định ngẫu nhiên bằng cách sử dụng bảng số ngẫu nhiên đã được chấp thuận.
Việc thu thập các mẫu phải được thực hiện một cách ngẫu nhiên, bất cứ khi nào có thể trong khi xếp hoặc dỡ lô hàng.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Khi không thể lấy mẫu ngẫu nhiên5), Ví dụ ở một kho chứa hàng rất rộng, nơi sản phẩm bố trí không thuận tiện hoặc khi quá trình sản xuất theo chu kỳ (ví dụ: chất nhiễm bẩn nằm ở vị trí đặc biệt trong vùng cụ thể của silo hoặc bộ điều chỉnh được điều hướng sau mỗi k giây, ví dụ: mỗi k giây sản phẩm được đóng gói theo chế độ mặc định của bộ điều chỉnh này), điều này là bắt buộc:
a) để tránh lựa chọn ưu tiên các đơn vị sản phẩm dễ tiếp cận hơn hoặc có thể phân biệt được bằng đặc trưng có thể quan sát được.
b) trong trường hợp xảy ra hiện tượng định kỳ, tránh lấy mẫu mỗi k giây hoặc mỗi bao gói thứ k, hoặc mỗi centimet thứ k, để lấy một đơn vị từ mỗi palet thứ n, bao gói sẵn...
4.3.5 Chuẩn bị mẫu
4.3.5.1 Mẫu ban đầu
Mẫu ban đầu là ‘phần sản phẩm’ được thu thập từ lô hàng trong giai đoạn đầu tiên của quá trình lấy mẫu, thông thường là các đơn vị sản phẩm (nếu thu được từ lô hàng sản phẩm bao gói sẵn) hoặc mẫu ban đầu (nếu thu được từ lô hàng để rời). (Tuy nhiên, ‘mẫu ban đầu’ có thể được coi là ‘đơn vị sản phẩm’ nếu phép đo được tiến hành trên mẫu ban đầu đơn lẻ). Cho đến khi có thể thực hiện được, nếu khả thi, mẫu ban đầu phải được lấy trong khắp lô hàng và phải ghi lại các yêu cầu này. Cần thu thập đầy đủ các mẫu ban đầu có cùng cỡ để tạo thuận tiện cho việc phân tích trong phòng thử nghiệm. Trong khi lấy mẫu ban đầu (đơn vị sản phẩm hoặc mẫu đơn) và trong tất cả các quy trình tiếp theo, phải có các biện pháp phòng ngừa để duy trì độ nguyên vẹn của mẫu (nghĩa là để tránh gây ô nhiễm mẫu hoặc bất kỳ sự thay đổi nào khác ảnh hưởng đến lượng mẫu còn lại hoặc ảnh hưởng đến việc xác định phép phân tích, hoặc làm cho mẫu phòng thử nghiệm không đại diện cho mẫu chung từ lô hàng).
4.3.5.2 Mẫu gộp
Khi được yêu cầu phương án lấy mẫu, mẫu gộp được tạo ra bằng cách trộn cẩn thận mẫu ban đầu (đơn vị sản phẩm) từ lô sản phẩm bao gói sẵn; hoặc bằng cách trộn cẩn thận các mẫu ban đầu (mẫu đơn) từ lô hàng để rời (không được bao gói sẵn).
Ngoại trừ các lý do về kinh tế, kỹ thuật lấy mẫu này không được khuyến cáo khi thiếu thông tin về sự khác nhau giữa các mẫu do có sự kết hợp của các mẫu ban đầu.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Mẫu để rời hoặc mẫu đổ rời, nếu có thể, tạo thành mẫu cuối cùng và được gửi đến phòng thử nghiệm để phân tích. Nếu mẫu để rời/mẫu rời quá lớn thì có thể sử dụng phương pháp rút gọn phù hợp để chuẩn bị mẫu cuối cùng. Tuy nhiên, trong quá trình này không cắt hoặc chia thành các đơn vị sản phẩm đơn lẻ.
Cơ quan có thẩm quyền có thể yêu cầu mẫu cuối cùng được chia thành hai phần hoặc nhiều hơn để phân tích riêng. Mỗi phần mẫu phải đại diện cho mẫu cuối cùng.
4.3.6 Bao gói và vận chuyển mẫu phòng thử nghiệm
Mẫu cuối cùng gửi đến phòng thử nghiệm được mô tả là mẫu phòng thử nghiệm và sẽ lấy mẫu cuối cùng hoặc một phần đại diện của mẫu cuối cùng.
Mẫu phòng thử nghiệm phải được bảo quản sao cho không làm biến đổi các đặc tính được kiểm soát (ví dụ, đối với kiểm soát vi sinh vật, bắt buộc sử dụng vật chứa vô trùng và được làm lạnh). Hơn nữa, mẫu phòng thử nghiệm phải được đựng trong vật chứa trơ, sạch để bảo vệ khỏi bị nhiễm bẩn từ bên ngoài và bảo vệ mẫu không bị hư hỏng khi vận chuyển. Sau đó, vật chứa mẫu phải được nêu trong sao cho có thể phát hiện được việc mở trái phép và gửi ngay đến phòng thử nghiệm, cần tính đến các biện pháp phòng ngừa cần thiết để chống lại sự rò rỉ hoặc hư hỏng, ví dụ thực phẩm đông lạnh phải được bảo quản đông lạnh và các mẫu dễ bị hư hỏng phải được làm bảo quản lạnh hoặc đông lạnh, khi thích hợp.
4.3.7 Báo cáo lấy mẫu
Mỗi hành động lấy mẫu đều phải lập báo cáo lấy mẫu như trong 4.16 của TCVN 10989:2015 (ISO 7002:1986) và chỉ ra lý do cụ thể đối với việc lấy mẫu, nguồn gốc của mẫu, phương pháp lấy mẫu, ngày và địa điểm lấy mẫu, thông tin có thể hỗ trợ cho nhà phân tích, ví dụ: thời gian và điều kiện vận chuyển. Các mẫu, đặc biệt là mẫu dùng cho phòng thử nghiệm, cần được xác định rõ ràng.
Trong trường hợp không sử dụng quy trình lấy mẫu nào được khuyến cáo (đối với bất cứ lý do nào làm khác đi với quy trình được khuyến cáo, khi cần) thì cần đưa vào báo cáo chi tiết về quy trình làm khác đã được thực hiện. Tuy nhiên, trong trường hợp này, phải tuân thủ quyết định của bộ phận thẩm quyền.
4.4 Ước lượng các sai số
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phương án lấy mẫu được kết hợp với hai loại sai số:
- Sai số lấy mẫu (do mẫu không thể hiện chính xác quần thể đã được thu thập); và
- Sai số phép đo (giá trị đo được của đặc tính không thể hiện chính xác giá trị thực đặc tính của mẫu).
Sai số lấy mẫu liên quan đến mọi phương án lấy mẫu, cũng như sai số phép đo liên quan đến phép phân tích cần được định lượng và giảm thiểu.
Tổng độ lệch chuẩn σ được tính theo công thức:
![]()
Trong đó σs là độ lệch chuẩn lấy mẫu, σm là độ lệch chuẩn phép đo.
- Trường hợp thứ nhất (hay gặp nhất): sai số phân tích không đáng kể so với sai số lấy mẫu, nghĩa là sai số phân tích hầu hết bằng một phần ba sai số lấy mẫu
Trong trường hợp này, ![]()
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Trường hợp thứ hai: sai số phân tích lớn hơn một phần ba sai số lấy mẫu.
Trường hợp này không nằm trong phạm vi của tiêu chuẩn này.
4.5 Các phương án lấy mẫu
4.5.1 Phương án lấy mẫu một lần để kiểm tra phần trăm đơn vị sản phẩm không phù hợp
4.5.1.1 Nguyên tắc kiểm tra định tính phần trăm đơn vị sản phẩm không phù hợp
Các nội dung và đường đặc trưng hiệu quả sau đây chỉ đơn giản là các nguyên tắc kiểm tra bằng phương án lấy mẫu một lần để kiểm tra định tính và định lượng phần trăm không phù hợp cũng như hiệu quả của chúng.
Phương án lấy mẫu để kiểm tra định tính là phương pháp để đánh giá chất lượng của lô hàng bằng cách phân loại từng mẫu đơn theo đặc trưng hoặc thuộc tính phù hợp hoặc không phù hợp, tùy thuộc vào việc tuân thủ các tiêu chuẩn về hàng hóa. Đặc trưng này có thể là định tính (ví dụ: có sự hư hỏng trên quả) hoặc định lượng (ví dụ: hàm lượng natri của thực phẩm dành cho chế độ ăn kiêng, được phân loại phù hợp hoặc không phù hợp với giới hạn đã được ghi chép), số lượng mẫu đơn có thuộc tính không phù hợp sẽ được tính và nếu tập hợp số chấp nhận được thiết lập từ phương án lấy mẫu không vượt quá lô hàng được chấp nhận và nếu ngược lại lô hàng sẽ bị loại bỏ.
VÍ DỤ 1: Phương án lấy mẫu một lần để kiểm tra định tính với AQL = 2,5 % nhằm kiểm tra hàm lượng natri của lô hàng phomat ăn kiêng có hàm lượng natri thấp, đối với hàm lượng natri tối đa được xác định theo TCVN 12437:2018 (CODEX STAN 53- 1981 with Amendment 1983) [1] là 120 mg trên 100 g sản phẩm (được ghi U = 120 mg/100 g).
Quyết định được tiến hành theo phương án này:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình 1 dưới đây là đường đặc trưng hiệu quả của phương án này. Hình này cho thấy trong 50 % trường hợp, lô hàng có 13 % đơn vị sản phẩm bị khuyết tật được chấp nhận khi kiểm tra.
Đường đặc trưng hiệu quả (OC)
Phương án lấy mẫu một lần với AQL = 2,5 %
n = 5 = số mẫu
c = 0 = số chấp nhận lô hàng
LQ = Mức chất lượng giới hạn = Tỷ lệ các đơn vị sản phẩm không phù hợp trong lô hàng được chấp nhận trong 10 % số trường hợp = 36,5 %.
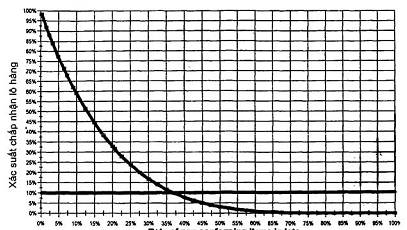
Tỷ lệ các đơn vị sản phẩm không phù hợp trong các lô hàng
Hình 1 - Đường OC, phương án lấy mẫu để kiểm tra định tính
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tiêu chí không phù hợp: túi bao gói sẵn chứa hơn 15 % (m/m) đậu Hà Lan bị khuyết tật (đậu bị trầy xước, đậu bị vàng...)
Số đơn vị mẫu: n = 13
AQL = 6.5 %
Số chấp nhận: c = 2 = số lượng tối đa bao gói bị khuyết tật được chấp nhận trong mẫu (tiêu chí chấp nhận lô hàng)
Số loại bỏ: Re = 3 = số lượng tối thiểu bao gói bị khuyết tật trong mẫu cho phép loại bỏ lô hàng (tiêu chí loại bỏ lô hàng)
Quyết định được thực hiện theo phương án này:
Lô hàng được chấp nhận nếu không quá 2 bao bị khuyết tật trong mẫu có 13 bao.
4.5.1.2 Nguyên tắc kiểm tra định lượng phần trăm không phù hợp
4.5.1.2.1 Yêu cầu chung
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
VÍ DỤ (để minh họa sự khác nhau giữa phương án lấy mẫu để kiểm tra định tính và phương án lấy mẫu để kiểm tra định lượng, ví dụ phương án lấy mẫu để kiểm tra định lượng hàm lượng natri tối đa trong phomat ăn kiêng):
- Hàm lượng natri tối đa U của phomat ăn kiêng ở mức thấp so với hàm lượng natri tối đa được quy định theo TCVN 12437:2018 (CODEX STAN 53-1981 with Amendment 1983) [1] là 120 mg/100 g sản phẩm;
- Hàm lượng chất béo tối thiểu L của sữa nguyên chất;
- Dải các giá trị, ví dụ hàm lượng vitamin A của thức ăn công thức dành cho trẻ sơ sinh, giữa L và U.
Việc kiểm tra bao gồm phép đo đặc
trưng định lượng biến của sản phẩm được kiểm tra đối với n đơn vị sản phẩm tạo
thành mẫu, sau đó tính giá trị trung bình ![]() của n mẫu.
của n mẫu.
Quyết định liên quan đến việc chấp nhận hoặc loại bỏ lô hàng dựa trên việc so sánh hàm lượng trung bình x với giá trị bằng số của biểu thức bao gồm:
- hoặc U là giá trị quy định tối đa (trường hợp kiểm tra giá trị tối đa), hoặc là L giá trị quy định tối thiểu (trường hợp kiểm tra giá trị tối thiểu), hoặc L và U (trường hợp kiểm tra một loạt các giá trị);
- độ lệch chuẩn các giá trị kiểm tra định lượng trong lô hàng;
- hằng số chấp nhận K, được xác định theo phương án lấy mẫu và phụ thuộc vào quy luật phân bố AQL của phép đo định lượng.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4.5.1.2.2 Độ lệch chuẩn σ của phân bố đã biết (phương pháp σ)
Phương pháp σ (xem 3.19) được sử dụng, ví dụ trong trường hợp kiểm tra do các chuyên gia thực hiện, vì kiểm tra với số lượng lớn nên biết được độ lệch chuẩn là đủ chính xác để coi như đã biết. Bảng 3 dưới đây xác định các quy tắc chấp nhận/loại bỏ lô hàng.
Bảng 3 - Tiêu chí chấp nhận/loại bỏ lô hàng đối với phương pháp σ
Kiểm tra giá trị tối thiểu L
Kiểm tra giá trị tối đa U
Kiểm tra dải các giá trị
![]() ≥ L
≥ L
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
L ≤ ![]() ≤ u
≤ u
Lô hàng được chấp nhận
![]() ≥ L + Kσ
≥ L + Kσ
![]() ≤ U -
Kσ
≤ U -
Kσ
L + Kσ ≤ ![]() ≤ U -
Kσ
≤ U -
Kσ
Lô hàng bị loại bỏ
![]() < L + Kσ
< L + Kσ
![]() > U - Kσ
> U - Kσ
![]() < L + Kơ hoặc
< L + Kơ hoặc ![]() > U - Kσ
> U - Kσ
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Giá trị được kiểm tra U = 120 mg natri trên 100 g phomat ăn kiêng.
Dữ liệu của phương án lấy mẫu đã chọn từ TCVN 8243 (ISO 3951):
- n = 5, số mẫu;
- K = 1,39, hằng số chấp nhận;
- AQL = 2,5 %.
- σ = 3,5 mg, độ lệch chuẩn được biết theo dữ liệu thực nghiệm về giai đoạn sản xuất kéo dài, do các chuyên gia cung cấp cho người kiểm tra.
Kết quả đo:
x1 biểu thị hàm lượng natri đo được trong mẫu thứ nhất, = 118 mg;
x2 biểu thị hàm lượng natri đo được trong mẫu thứ hai, = 123 mg;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
x4 biểu thị hàm lượng natri đo được trong mẫu thứ tư, = 121 mg;
x5 biểu thị hàm lượng natri đo được trong mẫu thứ năm, = 111 mg;
![]() biểu thị hàm lượng natri trung bình của năm
mẫu
biểu thị hàm lượng natri trung bình của năm
mẫu
![]()
Kết luận: biết rằng U - Kσ = 120 -
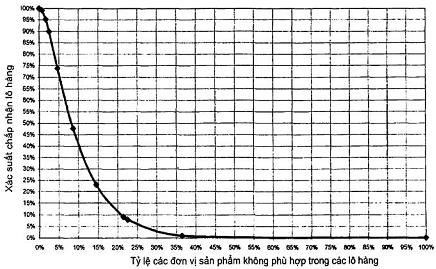
(1,39 X 3,5) = 115,1 mg, sau đó ![]() > U - Kσ và lô hàng bị loại bỏ. Đường đặc
trưng hiệu quả của phương án kiểm tra định lượng được biểu diễn trong Hình 2.
> U - Kσ và lô hàng bị loại bỏ. Đường đặc
trưng hiệu quả của phương án kiểm tra định lượng được biểu diễn trong Hình 2.
n = số mẫu = 5
K = 1.39 = Hằng số chấp nhận được thiết lập theo phương án
LQ = 20,7 % = Tỷ lệ các đơn vị sản phẩm không phù hợp được chấp nhận trong 10 % các trường hợp
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4.5.1.2.3 Độ lệch chuẩn σ khi chưa biết sự phân bố (phương pháp s)
Khi chưa biết giá trị phân bố của độ lệch chuẩn σ (ví dụ trong trường hợp do phòng kiểm tra chính thức tiến hành, vì không đủ số lượng để kiểm tra nên không biết độ lệch chuẩn đã đủ chính xác chưa để coi như đã biết), phương pháp này được gọi là phương pháp s, vì độ lệch chuẩn σ được ước lượng bằng công thức:
![]() được gọi là ước lượng độ lệch chuẩn (xem
3.20).
được gọi là ước lượng độ lệch chuẩn (xem
3.20).
Trong trường hợp này, sự phân bố giá trị trung bình tính được trên mẫu theo phân bố Student với bậc tự do n - 1. Bảng 4 sau đây xác định các quy tắc chấp nhận/loại bỏ lô hàng.
Bảng 4-Tiêu chí chấp nhận/loại bỏ lô hàng theo phương pháp s
Kiểm tra giá trị tối thiểu L
Kiểm tra giá trị tối đa U
Kiểm tra dải giá trị giữa L và U
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
![]() ≥ L
≥ L
![]() ≤ U
≤ U
L ≤ ![]() ≤ u
≤ u
Lô hàng được chấp nhận
![]() ≥ L + Ks
≥ L + Ks
![]() ≤ U - Ks
≤ U - Ks
L + Ks ≤ ![]() ≤ U - Ks
≤ U - Ks
Lô hàng bị loại bỏ
![]() < L + Ks
< L + Ks
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
![]() < L + Ks hoặc
< L + Ks hoặc ![]() > U - Ks
> U - Ks
VÍ DỤ: Kiểm tra hàm lượng natri tối đa U của lô hàng phomat ăn kiêng có hàm lượng natri thấp, hàm lượng natri tối đa được quy định theo TCVN 12437:2018 (CODEX STAN 53-1981 with Amendment 1983) [1], ở 120 mg/100 g sản phẩm;
Giá trị được kiểm tra U = 120 mg natri trên 100 g phomat ăn kiêng. Dữ liệu của phương án lấy mẫu đã chọn từ TCVN 8243 (ISO 3951):
- n = 5, số mẫu;
- K = 1,24, hằng số chấp nhận;
- AQL = 2,5 %
Kết quả của phép đo6)
x1 biểu thị hàm lượng natri đo được trong mẫu thứ nhất, = 118 mg;
x2 biểu thị hàm lượng natri đo được trong mẫu thứ hai, = 123 mg;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
x4 biểu thị hàm lượng natri đo được bong mẫu thứ tư, = 121 mg;
x5 biểu thị hàm lượng natri đo được trong mẫu thứ năm, = 111 mg;
![]() biểu thị giá trị trung bình của hàm
lượng natri thu được của năm mẫu.
biểu thị giá trị trung bình của hàm
lượng natri thu được của năm mẫu.
![]()
s biểu thị ước lượng độ lệch chuẩn tính được trên mẫu:
![]()
Kết luận: biết rằng U - Ks = 120 - (1,24 x 4,6) = 114,3
mg, sau đó ![]() > U - Ks và lô
hàng bị loại bỏ (xem
Bảng 3).
> U - Ks và lô
hàng bị loại bỏ (xem
Bảng 3).
4.5.1.2.4 So sánh phương pháp σ- và s-
Trong hầu hết các trường hợp, sử dụng phương pháp s- vì chưa biết độ lệch chuẩn. Trong trường hợp biết được độ lệch chuẩn và quy trình được kiểm soát hiệu quả thì có thể sử dụng phương pháp σ- (xem 4.5.1.2.2).
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phương pháp σ: LQ là 20,7 %, kết quả đặc trưng của phương án (AQL = 2,5 %, n = 5, K = 1,39).
Phương pháp s: LQ là 35 %, kết quả đặc trưng của phương án (AQL = 2,5 %, n = 5, K = 1,24),
Bảng 5 và Hình 3 sau đây so sánh hiệu quả của 2 phương án này và cho thấy phương pháp σ- hiệu quả hơn là phương pháp s-, vì với cùng số lượng mẫu, phương pháp σ- phân biệt tốt hơn giữa sản phẩm chất lượng tốt và sản phẩm chất lượng kém, nghĩa là đường OC giảm mạnh hơn.
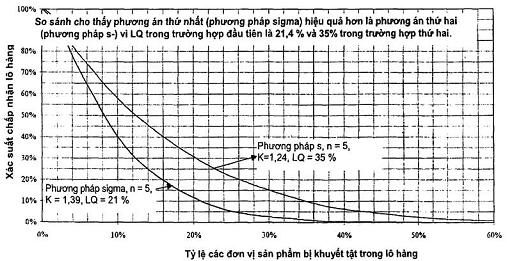
Hình 3 - So sánh đường OC của phương án lấy mẫu để kiểm tra định lượng: phương pháp s và phương pháp σ, với cùng một AQL (2,5 %) và cùng cỡ mẫu (5 mẫu)*
Bảng 5 - Xác suất chấp nhận lô hàng theo tỷ lệ khuyết tật và phương pháp lấy mẫu (phương pháp s, phương pháp σ)
Tỷ lệ khuyết tật trong lô hàng
Xác suất chấp nhận lô hàng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phương pháp s
0 %
100 %
100 %
0,4 %
99,8 %
99 %
1,38 %
96,5 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,48 %
90 %
90 %
5,78 %
65,9 %
75 %
12,47 %
29,7 %
50 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7,4 %
25 %
34,98 %
1,2 %
10 %
42,97 %
0,3 %
5 %
58,11 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1 %
100 %
0 %
0 %
4.5.1.3 So sánh hiệu quả kiểm tra tỷ lệ khuyết tật bằng kiểm tra định tính và định lượng
Khi đặc tính được kiểm soát là định lượng và được phân bố chuẩn (ví dụ: kiểm soát hàm lượng natri trong phomat ăn kiêng), có thể sử dụng phương án lấy mẫu để kiểm tra định tính hoặc phương án lấy mẫu để kiểm tra định lượng. Do hiệu quả của phương án lấy mẫu để kiểm tra định tính thấp hơn (xem dưới đây), tốt nhất chọn phương án lấy mẫu để kiểm tra định lượng (xem 4.5.1.4).
Hình 4 dưới đây so sánh hiệu quả của phương án kiểm tra định lượng (phương pháp σ-) và phương án kiểm tra định tính với cùng AQL = 2,5 %, cùng cỡ mẫu, cho thấy rằng phương án kiểm tra định lượng có hiệu quả hơn phương án kiểm tra định tính vì lô hàng có chất lượng giới hạn được chấp nhận trong 10 % các trường hợp với phương án kiểm tra định lượng (21,4 %) và thấp hơn so với phương án kiểm tra định tính (36,9 %).
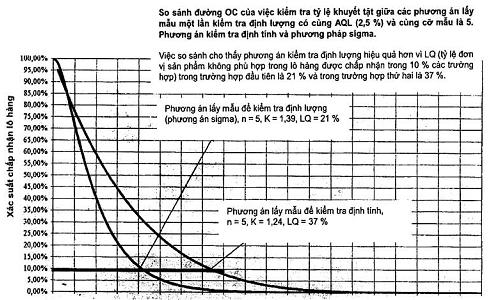
Hình 4 - So sánh đường OC của phương án lấy mẫu để kiểm tra định tính và phương án lấy mẫu để kiểm tra định lượng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
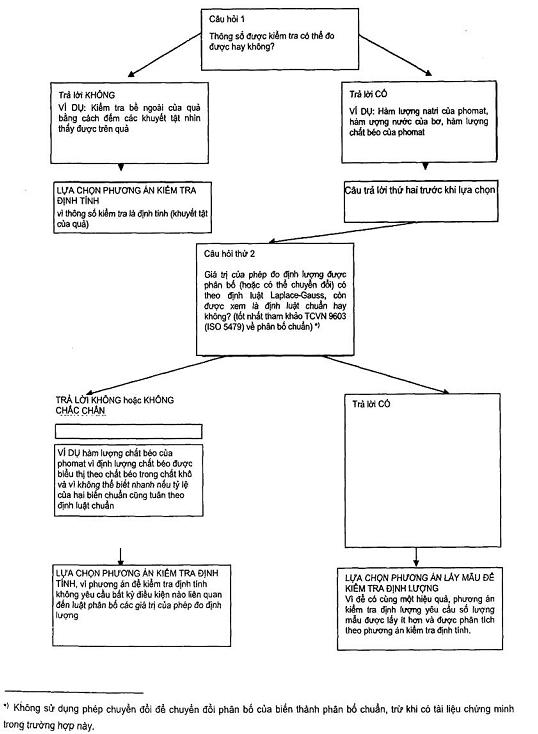
4.5.1.5 So sánh ưu điểm và nhược điểm của phương án kiểm tra định tính và phương án kiểm tra định lượng
Khi có thể thực hiện phương án kiểm tra định tính hoặc phương án kiểm tra định lượng, ví dụ để kiểm tra hàm lượng natri của phomat ăn kiêng, thực hiện việc lựa chọn sau khi đã tham khảo cụ thể ở Bảng 6 dưới đây về việc so sánh ưu điểm và nhược điểm của phương án7).
Bảng 6 - So sánh phương án lấy mẫu để kiểm tra định tính và định lượng
Ưu điểm
Nhược điểm
Phương án lấy mẫu để kiểm tra định tính
Không có điều kiện về luật phân bố định lượng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Xử lý các kết quả trên mẫu đơn giản hơn
Để cho cùng kết quả, chi phí tốn kém hơn so với phương án lấy mẫu định lượng vì thu thập cần nhiều mẫu đơn hơn so với yêu cầu, khi tiến hành bằng phương án kiểm tra định lượng
Phương án lấy mẫu để kiểm tra định lượng
Để cho cùng kết quả, phương án này hiệu quả hơn so với phương án định tính với cùng một cỡ mẫu gồm nhiều mẫu đơn (LQ thấp hơn); đối với cùng một AQL, chúng ít tốn kém hơn so với phương án định tính vì cần lấy ít mẫu đơn hơn.
Chúng không thể được sử dụng trong mọi trường hợp vì để đánh giá xác nhận các công thức tính toán, định luật toán phân bố của biến được kiểm tra cần phải tuân thủ hoặc gần như tuân theo định luật chuẩn.
Cỡ mẫu cần thiết khi so sánh phương án kiểm tra định tính và định lượng được so sánh trong Bảng 7 sau đây:
Bảng 7 - So sánh cỡ mẫu cho phương án lấy mẫu để kiểm tra định tính và lấy mẫu để kiểm tra định lượng (mức kiểm tra chuẩn) theo cỡ mẫu và mã chữ
Cỡ mẫu, mã chữa
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Kiểm tra định tính
Kiểm tra định lượng
C
5
4
F
20
10
H
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
20
K
125
50
N
500
150
a Từ Bảng 1 trong TCVN 9946-2:2013 (ISO/TR 8550-2:2007) và TCVN 9946-3:2013 (ISO/TR 8550-32007), mã chữ cho phép kết hợp cữ lô và “mức kiểm tra”.
4.5.1.6 Tình huống được khuyến cáo đối với phương án lấy mẫu để kiểm tra định tính
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4.5.1.7 Tình huống được khuyến cáo đối với phương án lấy mẫu để kiểm tra định lượng
Phương pháp lấy mẫu để kiểm tra định lượng yêu cầu cỡ mẫu nhỏ hơn so với phương pháp lấy mẫu để kiểm tra định tính để đạt được mức bảo vệ nhất định ngược với các quyết định không chính xác - một xem xét quan trọng khi lấy mẫu phá hủy. Tuy nhiên, vì mỗi đặc trưng chất lượng được xem xét riêng biệt, nên phương pháp lấy mẫu để kiểm tra định lượng ít thích hợp hơn khi tăng số lượng phép đo trên một đơn vị sản phẩm.
4.5.2 Phương án lấy mẫu với số chấp nhận bằng không
[xem TCVN 10854:2015 (ISO 14560:2004)]
Tiêu chuẩn này đề cập đến nhu cầu về phương án lấy mẫu, dựa trên số chấp nhận bằng không, với các mức chất lượng (không phù hợp) trong dải các phần trên một triệu (ppm hoặc mg/kg) trong phạm vi lô hàng được tách rời. Tiêu chuẩn không đề cập đến sự không phù hợp không quan trọng.
Sử dụng phương án lấy mẫu chấp nhận bằng không trong TCVN 10854 (ISO 14560) nhưng không giới hạn, để kiểm tra các đơn vị sản phẩm và các thành phần và nguyên liệu thô. Việc lựa chọn phương án thích hợp tùy thuộc vào mức độ mong muốn bảo vệ người tiêu dùng đối với mức PPM được lựa chọn trên chất lượng sản phẩm mong muốn.
4.5.3 Phương án lấy mẫu để kiểm tra sự không phù hợp tới hạn
Sự không phù hợp tới hạn biểu hiện các đơn vị sản phẩm nguy hiểm, hoặc có khả năng gây nguy hiểm và có thể dẫn đến bệnh tật hoặc gây tử vong.
4.5.3.1 Quy trình theo TCVN 7790-10:2008 (ISO 2859-10:2006)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(a) số lượng tối đa các đơn vị sản phẩm trong lô hàng không phù hợp tới hạn được chấp nhận trong lô;
(b) N cỡ lô;
(c) n cỡ mẫu;
(d) một rủi ro β được chuẩn bị để không tìm thấy đơn vị sản phẩm không phù hợp nghĩa là xác suất không phát hiện ít nhất một tiêu chí không phù hợp (thường là chọn β nhỏ hơn hoặc bằng 0,1 %);
(e) xác suất p của đơn vị sản phẩm không phù hợp tối đa được thừa nhận trong lô được kiểm tra (p thường được lấy nhỏ hơn hoặc bằng 0,2 %)
p = d/N, d = Np được làm tròn xuống số nguyên gần nhất;
- cỡ mẫu n tính theo phương trình sau đây (bằng cách làm tròn đến số nguyên gần nhất):
n = (N - d/2)(1 – β1/(d + 1))
- lô hàng được chấp nhận nếu không tìm thấy sản phẩm không phù hợp tới hạn trong mẫu.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Xác định cỡ mẫu để kiểm tra các mẫu không phù hợp tới hạn (hộp hàn kín bị khuyết tật) trong lô hàng N = 3454 hộp trong đó:
p tỷ lệ phần trăm tối đa các đơn vị sản phẩm không phù hợp bằng 0,2 %
rủi ro chấp nhận tối đa β về sự không phát hiện đơn vị sản phẩm không phù hợp bằng 0,1%
c tiêu chí chấp nhận lô hàng bằng 0 (không có đơn vị sản phẩm không phù hợp trong mẫu)
Re, tiêu chí loại bỏ lô hàng bằng 1 (ít nhất 1 đơn vị sản phẩm không phù hợp trong mẫu).
Tính d: d = Np = 3454 x 0,002 = 6,908 được làm tròn đến số nguyên gần nhất bằng 6.
Tính n: n = (N - d/2)(1 – β1/(d + 1))= 2165.
Giá trị rất cao này cho thấy khó khăn lớn trong thực tế khi sử dụng quy trình liên quan đến thử nghiệm bao gồm thử nghiệm phá hủy khi p và β nhỏ. Chi phí kiểm soát như vậy sẽ cao. Tuy nhiên nó minh họa giá trị của việc áp dụng đơn giản, không phá hủy còn mang tính thông tin của phép thử đến mọi đơn vị sản phẩm trong lô hàng, ví dụ, quan sát xem nắp hộp có bị giảm chất lượng hay không, thể hiện qua việc hàn kín hiệu quả.
4.6 Chi phí lấy mẫu
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
VÍ DỤ: Đối với phương án lấy mẫu để kiểm tra định tính được nêu trong 6.2.2.3 (Bảng 13, AQL = 6,5 %) rủi ro của người tiêu dùng (P10) tảng từ 40,6 % (n = 8) lên 68,4 % (n = 2).
Người sử dụng chú ý mối quan hệ giữa hiệu quả lấy mẫu và AQL. Đối với một cỡ mẫu, AQL càng thấp thì hiệu quả càng cao.
VÍ DỤ: Đối với cỡ mẫu n = 20, giữa phương án lấy mẫu để kiểm ba định tính được nêu trong 4.2.2.1 (Bảng 11, AQL = 0,65 %) và trong 6.2.2.3 (Bảng 13, AQL = 6,5 %) thì rủi ro của người tiêu dùng (P10) tăng từ 10,9 % lên 30,4 %.
Vì vậy, đối với đơn vị sản phẩm có cùng một cỡ mẫu được có định theo yêu cầu do chi phí phân tích thì việc cải thiện hiệu quả phương án lấy mẫu yêu cầu lựa chọn phương án tương ứng với các giá trị AQL thấp, tùy thuộc vào sản phẩm.
Phương pháp khác có thể giảm chi phí lấy mẫu là sử dụng phương án lấy mẫu liên tục hoặc phương án lấy mẫu nhiều lần, với cỡ mẫu giảm, loại bỏ lô hàng có chất lượng rất thấp. Tuy nhiên nó này nằm ngoài phạm vi của tiêu chuẩn này (xem các tiêu chuẩn có liên quan).
5 Lựa chọn phương án lấy mẫu đối với một lô hàng hoặc các lô hàng riêng lẻ vận chuyển trong thương mại quốc tế
Phần này trình bày lý do để lựa chọn phương án lấy mẫu để kiểm tra định tính đối với một lô hàng hoặc các lô hàng riêng lẻ vận chuyển trong thương mại quốc tế. Việc lựa chọn phương án lấy mẫu đưa ra các quy tắc đối với:
- kiểm tra chỉ số định tính theo mức chất lượng giới hạn (LQ) (5.1)
- kiểm tra định tính bằng hai hoặc ba mức thuộc tính để đánh giá vi sinh vật (5.2).
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
[xem TCVN 7790-2 (ISO 2859-2)].
Chú ý ban đầu8): Các yêu cầu do xác suất liên quan đến việc lấy mẫu để kiểm tra định tính, các phương án của phần này cho phép lựa chọn hợp lý giữa phương án hiện có liên quan đến AQL, như đã xác định trong 4.2. Để đảm bảo khả năng tương thích của chúng, các nguyên tắc tương tự để chấp nhận/loại bỏ, cũng như phân nhóm cỡ lô đã được chọn cho phần này và 6.2.
Tiêu chuẩn này cung cấp phương án lấy mẫu để áp dụng cho các lô hàng đơn lẻ (quy trình A, 5.1.1) hoặc các lô riêng lẻ từ một loạt lô hàng (quy trình B, 5.1.2) trong đó ‘quy tắc chuyển đổi’ (xem 3.16) bị loại trừ. Cả hai quy trình đều sử dụng chất lượng giới hạn (LQ; 3.5) như chỉ thị về tỷ lệ phần trăm thực tế không phù hợp trong các lô được chuyển đi. Rủi ro của người tiêu dùng có liên quan (xác suất chấp nhận lô hàng với mức chất lượng giới hạn) thường nhỏ hơn 10 % và luôn dưới 13 %15.
Quy trình A được sử dụng khi cả nhà sản xuất và người tiêu dùng muốn xem xét lô hàng riêng lẻ; và quy trình cũng được sử dụng làm quy trình mặc định (nghĩa là, nó được sử dụng trừ khi có một hướng dẫn cụ thể để sử dụng quy trình B). Quy trình A bao gồm phương án có số chấp nhận bằng không, và với các cỡ mẫu dựa trên sự phân bố siêu bội của các kết quả lấy mẫu. Quy trình B được sử dụng khi nhà sản xuất coi lô hàng là một trong số một loạt lô hàng liên tục, nhưng người tiêu dùng xem xét lô hàng riêng lẻ. Cách tiếp cận này cho phép nhà sản xuất duy trì quy trình sản xuất phù hợp cho nhiều người tiêu dùng trong khi bất kỳ người tiêu dùng đơn lẻ nào cũng chỉ quan tâm đến lô hàng cụ thể. Quy trình B loại trừ phương án có số lượng chấp nhận bằng không, đánh giá thay thế chúng bằng một trăm phần trăm.
Quy trình A và B có thể được so sánh như sau:
Quy trình A
Quy trình B
Nhà sản xuất & người tiêu dùng quan tâm đến lô hàng riêng lẻ
Nhà sản xuất quan tâm đến lô hàng như là một dãy liên tục
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nhận biết theo cỡ lô và LQ
Nhận biết theo cỡ lô, chất lượng giới hạn và mức kiểm tra
Bao gồm phương án có số chấp nhận bằng không
Không bao gồm phương án có số chấp nhận bằng không
Có thể sử dụng phương án lấy mẫu kép và phương án lấy mẫu nhiều lần làm phương án thay thế cho phương án có số chấp nhận bằng không
Có thể sử dụng phương án lấy mẫu hai lần và phương án lấy mẫu nhiều lần làm phương án thay thế cho lấy mẫu một lần
5.1.1 Quy trình A: Nhà sản xuất và người tiêu dùng quan tâm đến lô hàng riêng lẻ
Việc áp dụng quy trình A có thể được tóm tắt như sau:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
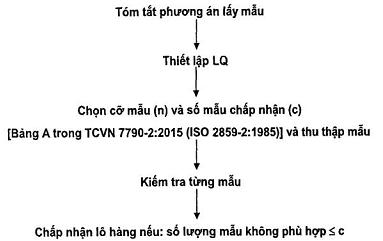
Việc áp dụng quy trình B có thể được tóm tắt như sau:
Tóm tắt phương án lấy mẫu
5.2 Phương án kiểm tra định tính hai mức và ba mức để đánh giá vi sinh vật
Xem tài liệu tham khảo [2].
5.2.1 Phương án kiểm tra định tính hai mức
Phương án kiểm tra định tính hai mức đưa ra cách kiểm tra đơn giản trong đó phương án lấy mẫu được xác định bằng hai giá trị, n và c. Giá trị n xác định cỡ mẫu và giá trị c biểu thị số lượng tối đa các đơn vị mẫu không phù hợp được phép có. Khi thực hiện đánh giá vi sinh vật, số lượng vi sinh vật tối đa được phép có trong mẫu được biểu thị bằng m; bất kỳ mẫu nào bị ô nhiễm ở số lượng lớn hơn m được coi là không phù hợp.
Đối với giá trị c, phương án kiểm tra chặt (xác suất từ chối) sẽ tăng khi n tăng lên. Tương tự, với giá trị n nhất định, kiểm tra chặt tăng khi c giảm. Phương trình OC của các phương án như sau:
![]()
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
PA là xác suất chấp nhận lô hàng;
p là tỷ lệ khuyết tật trong lô hàng, nghĩa là các lô hàng có số lượng vi sinh vật lớn hơn m;
i và x là toàn bộ các biến rời rạc, thay đổi từ 0 đến c;
![]()
Việc áp dụng phương án kiểm tra định tính hai mức có thể được tóm tắt như sau:
VÍ DỤ: Kiểm tra sự có mặt của Salmonella trong rau tươi
- Mô tả phương án ICMSF:
n = 5 = 25 g trong một mẫu
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
c = 0 = số lượng tối đa các mẫu có số lượng Salmonella cao hơn m (nghĩa là phát hiện Salmonella).
Lô hàng được chấp nhận nếu không có mẫu nào phát hiện sự có mặt Salmonella. Lô hàng bị loại bỏ trong trường hợp ngược lại.
- Kết quả kiểm tra:
Kết quả phát hiện trong mẫu như sau:
x1 phát hiện Salmonella
x2 = 0
x3 = 0
x4 = 0
x5 = 0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.2.2 Phương án9) kiểm tra định lượng ba mức
Phương án kiểm tra định lượng ba mức được xác định bằng các giá trị n, c, m và M (xem dưới đây); và được áp dụng cho các tình huống mà chất lượng của sản phẩm có thể được chia thành ba mức thuộc tính tùy thuộc vào số lượng vi sinh vật trong mẫu:
- chất lượng không được chấp nhận, có số lượng vi sinh vật vượt quá giá trị, M (không mẫu nào được vượt quá).
- chất lượng tốt, trong đó số lượng vi sinh vật không được vượt quá giá trị, m.
- chất lượng cận giới hạn chấp nhận được. Các mẫu có số lượng vi sinh vật cận giới hạn chấp nhận vượt quá m, nhưng nhỏ hơn M (số lượng như vậy là không mong muốn nhưng một số mặt hàng có thể được chấp nhận, số lượng mẫu chấp nhận được biểu thị bằng c).
Giá trị m là số lượng vi sinh vật được chấp nhận có điều kiện, như đã đề cập trong Thực hành thương mại tốt (GCP). Đối với phương án ba mức, m sẽ được gán một giá trị khác không.
Giá trị M là mức ô nhiễm nguy hiểm hoặc là mức ô nhiễm không thể chấp nhận được do thực hành vệ sinh kém, kể cả bảo quản không đúng cách. Có một số cách tiếp cận để chọn giá trị của M:
(i) là chỉ số ‘tiện ích’ (hư hỏng hoặc hạn sử dụng), mức ô nhiễm liên quan đến hư hỏng có thể phát hiện (mùi, hương) hoặc hạn sử dụng ngắn không thể chấp nhận được;
(ii) là chỉ thị vệ sinh chung, liên quan mức ô nhiễm của chất chỉ thị để làm rõ điều kiện vệ sinh không thể chấp nhận;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các giá trị m và M có thể độc lập với nhau.
Lựa chọn các giá trị cho n và c thay đổi theo sự nghiêm ngặt mong muốn (xác suất từ chối). Đối với ‘trường hợp’ nghiêm ngặt, n cao và c thấp; đối với ‘trường hợp’ n thấp và c cao. Lựa chọn n thường là sự thỏa hiệp giữa xác suất lý tưởng của sự đảm bảo an toàn cho người tiêu dùng và công việc mà phòng thử nghiệm có thể xử lý.
Nếu số lượng vi sinh vật trong bất kỳ sản phẩm nào của mẫu lớn hơn M thì lô hàng bị loại bỏ trực tiếp.
Phương trình đường OC của các phương án như sau:
![]()
Trong đó
Pa là xác suất chấp nhận lô hàng chứa:
- phần trăm mẫu bị khuyết tật (Pd) (mẫu bị khuyết tật có số lượng vi sinh vật lớn hơn M), nghĩa là lô hàng có số lượng vi sinh vật lớn hơn M) và
- phần trăm mẫu vừa đủ được chấp nhận (Pm) (đơn vị sản phẩm vừa đủ chấp nhận được có số lượng vi sinh vật giữa m và M);
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
c là số lượng tối đa cho phép của các đơn vị sản phẩm vừa đủ được chấp nhận.
Việc áp dụng phương án lấy mẫu để kiểm tra định lượng ba mức có thể được tóm tắt như sau:
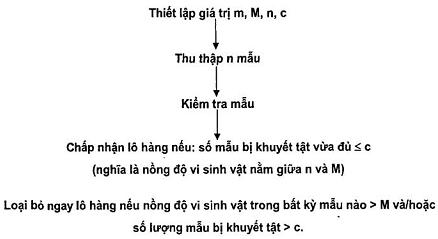
VÍ DỤ: Kiểm tra nồng độ vi sinh vật hiếu khí ưa nhiệt trung bình (mesophilic) trong rau tươi.
- Mô tả phương án ICSMF:
n = 5 = số lượng mẫu
m = 106 CFU/g
M = 5107 CFU/g
c = 2 = số lượng mẫu tối đa có nồng độ vi sinh vật hiếu khí ưa nhiệt trung bình nằm giữa m và M
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Kết quả kiểm tra
Nồng độ vi sinh vật trong mẫu như sau:
x1 = 2 x 107
x2 = 2 x 106
x3 = 2 x 107
x4 = 2 x 106
x5 = 2 x 106
Cả 5 mẫu có nồng độ vi sinh vật hiếu khí ưa nhiệt trung bình nằm giữa m và M, số mẫu này lớn hơn c và lô hàng bi loại bỏ.
Ứng dụng phương án kiểm tra định tính hai mức và ba mức
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Khi lựa chọn một phương án, phải xem xét: (i) loại và mức độ nguy hiểm của các vi sinh vật; và (ii) các điều kiện theo đó thực phẩm được dự kiến sẽ được xử lý và tiêu thụ sau khi lấy mẫu. Bảng 8 phân loại 15 “trường hợp” khác nhau của phương án lấy mẫu để xem xét các yếu tố này, tính nghiêm ngặt của phương án tăng theo loại và mức độ nguy hiểm. Trường hợp 1, yêu cầu phương án đơn giản (lenient) nhất trong khi Trường hợp 15 yêu cầu nghiêm ngặt nhất. Trong Bảng 8, phương án lấy mẫu được khuyến cáo cho một trong 15 “trường hợp”.
Bảng 8 - Phân loại phương án lấy mẫu theo bản chất quan tâm và mối nguy
Bản chất quan tâm
Mối nguy giảm
Mối nguy không đổi
Mối nguy tăng
Mối nguy không trực tiếp đến sức khỏe (hư hỏng và hạn sử dụng)
n = 5, c = 3
n = 5, c = 2
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Mối nguy thấp, gián tiếp đến sức khỏe (vi sinh vật chỉ thị)
n = 5, c = 3
n = 5, c = 2
n = 5, c = 1
Mối nguy vừa phải trực tiếp đến sức khỏe (sự lan rộng bị hạn chế)
n = 5, c = 2
n = 5, c = 1
n = 10, c = 1
Mối nguy vừa phải trực tiếp đến sức khỏe do tiềm ẩn lan truyền rộng trong thực phẩm
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
n = 10, c = 0
n = 20, c = 0
Mối nguy trực tiếp, nghiêm trọng cho sức khỏe
n = 15, c = 0
n = 30, c = 0
n = 60, c = 0
VÍ DỤ:
(i) Cần có phương án lấy mẫu để kiểm tra vi khuẩn Escherichia coli trong cá tươi hoặc cá đông lạnh. Sự ô nhiễm của cá với E. coli được coi là (1) mối nguy thấp, gián tiếp đến sức khỏe có khả năng bị giảm trong quá trình xử lý cá. Thông thường cá sẽ được nấu chín trước khi tiêu thụ. Do đó, sự ô nhiễm của cá với E. coli có thể được phân loại như trong trường hợp 4 của Bảng 10 và phương án lấy mẫu được khuyến cáo là phương án kiểm tra định lượng ba mức nhóm b, trong đó n = 5 và c = 3. (Giá trị của m và M cũng sẽ được quy định.)
(ii) Sự ô nhiễm thịt của nấu chín với Staphylococcus aureus được coi là (1) mối nguy vừa phải trực tiếp đến sức khỏe do chúng ít lan rộng, hầu như tăng lên khi xử lý (Trường hợp 9). Do đó, phương án lấy mẫu thích hợp để kiểm tra S. aureus trong thịt của nấu chín là phương án ba mức, trong đó n = 10 và c = 1. (Các giá trị của m và M cũng sẽ được quy định.)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.3 Phương án lấy mẫu một lần để kiểm soát trung bình (chưa biết độ lệch chuẩn)
Việc kiểm soát như vậy được thực hiện bằng cách sử dụng phép thử nhằm đảm bảo rằng, trung bình, hàm lượng đặc tính được kiểm soát ít nhất bằng số lượng được công bố trên nhãn sản phẩm hoặc số lượng được cố định do quy định hoặc mã thực tế (ví dụ: khối lượng tịnh, dung tích thực...).
Mô tả phép thử
n là cỡ mẫu, sử dụng trong phép thử
 là giá trị trung bình của n mẫu
là giá trị trung bình của n mẫu
 là độ lệch chuẩn của các giá trị mẫu.
là độ lệch chuẩn của các giá trị mẫu.
α là mức ý nghĩa của phép thử, đó là xác suất sai khi kết luận rằng hàm lượng trung bình của các đặc tính được kiểm soát nhỏ hơn giá trị đã cho khi nó thực sự lớn hơn hoặc bằng giá trị đó.
ta trên mẫu theo phân bố Student với bậc tự do n-1. tương ứng với ý nghĩa múc α17.
M là giá trị đã cho đối với giá trị trung bình của lô hàng.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Lô hàng được chấp nhận nếu:
![]()
và lô hàng bị loại bỏ trong trường hợp khác.
Bảng sau đây cung cấp các giá trị t của phân bổ student đối với một số cỡ mẫu đã chọn và đối với α 5 % và α 0,5 %.
Số lượng mẫu
Giá trị t
Giá trị t
(α = 5 %)
(α = 0,5 %)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,13
4,60
10
1,83
3,25
15
1,76
2,98
20
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,86
25
1,71
2,80
30
1,70
2,76
35
1,69
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
40
1,68
2,71
45
1,68
2,69
50
1,68
2,68
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.1 Khái quát
Thông thường, phương án lấy mẫu được mô tả trong 6.2 và 6.3 chỉ được áp dụng cho một dãy các lô liên tục có cùng nguồn gốc. Tuy nhiên, phương án được mô tả dưới đây (bao gồm các quy tắc chuyển đổi) có thể được sử dụng khi dữ liệu đã được thu thập mô tả chất lượng lô hàng riêng lẻ, có cùng nguồn gốc, trong một khoảng thời gian dài.
Phần này đề cập đến việc lựa chọn các phương án lấy mẫu một lần để kiểm tra phần trăm không phù hợp, đối với dãy các lô hàng tiếp theo đến có cùng nguồn gốc.
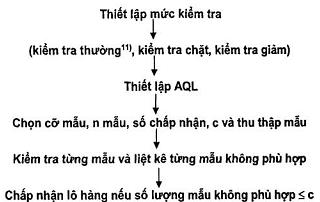
Nên sử dụng phương án lấy mẫu một lần kiểm tra định tính (6.2) và định lượng (6.3)10) với các đặc tính:
- số lượng các mẫu,
- mức chất lượng được chấp nhận (AQL),
- đối với phương án để kiểm tra định tính: số chấp nhận c, nghĩa là số lượng tối đa các mẫu không phù hợp,
- đối với phương án để kiểm tra định lượng, hằng số chấp nhận K được đưa vào công thức chấp nhận lô hàng,
- đường đặc trưng hiệu quả.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- AQL 0,65 %, 2,5 %, 6,5%
- n, số lượng mẫu, bao gồm từ 2 đến 50
- P10 = Tỷ lệ các mẫu không phù hợp trong lô hàng được chấp nhận trong 10 % các trường hợp = LQ
- P50 = Tỷ lệ các mẫu không phù hợp trong lô hàng được chấp nhận trong 50 % các trường hợp
- P95 = Tỷ lệ các mẫu không phù hợp trong lô hàng được chấp nhận trong 95 % các trường hợp
Cơ quan có thẩm quyền sẽ chọn từ các phương án này trên cơ sở mục tiêu chất lượng mà họ đặt ra.
Mức chất lượng này được thể hiện theo mức chất lượng được chấp nhận.
Mức chất lượng chấp nhận thấp nhất hoặc LQ có nguồn gốc từ các đặc tính lựa chọn n và AQL.
Từng phương án lấy mẫu một lần được khuyến cáo trong Điều 4 kèm theo bảng đưa ra các đặc tính của phương án (AQL, n = cỡ mẫu, c = số lượng chấp nhận của lô hàng, trong trường hợp phương án kiểm tra định tính, K = hằng số chấp nhận, trong trường hợp phương án kiểm tra định lượng) và xác suất chấp nhận lô hàng là hàm tỷ lệ các mẫu không phù hợp trong các lô hàng này, đặc biệt là LQ hoặc tỷ lệ các mẫu không phù hợp trong lô hàng được chấp nhận trong 10 % các trường hợp. Tất cả các phương án được khuyến cáo theo AQL và cỡ n của mẫu, cũng được nhóm theo AQL trong biểu đồ như Hình 5, của đường đặc trưng hiệu quả (OC), liên quan đến tỷ lệ các mẫu không phù hợp trong lô hàng được kiểm tra và xác suất chấp nhận lô hàng.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bảng 9 - Xác suất chấp nhận lô hàng, phương án kiểm tra định tính, AQL = 6,5 %
Tỷ lệ khuyết tật trong lô hàng
Xác suất chấp nhận lô hàng
n = 2, c = 0
n = 8, c = 1
n = 13, c = 2
n = 20, c = 3
n = 32, c = 5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P95 = 2,53 %
P95 = 2,64 %
P95 = 6,63 %
P95 = 7,13%
P95 = 8,5 %
P95 = 8,2 %
P50 = 29,3 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P50 = 20 %
P50= 18,1 %
P50=17,5%
P50 = 15,2 %
P10 = 68,4 %
P10 = 40,6 %
P10 = 36 %
P10=30,4%
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P10 = 22,4 %
0 %
100 %
100 %
100 %
100 %
100 %
100 %
5 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
94,3 %
97,5 %
98,4 %
99 %
99,7 %
6,5 %
87,4 %
90,9 %
95,2 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
98,4 %
98,5 %
10 %
81 %
81,3 %
86,6 %
86,7 %
90,6 %
87,8 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
64 %
50 %
50 %
41,1 %
36 %
19 %
30 %
49 %
25,5 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10,7 %
5,1 %
0,7 %
40 %
36 %
10,6 %
5,8 %
1,6 %
0,3 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
50 %
25 %
3,5 %
1,1 %
0,1 %
0 %
0 %
60 %
16 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,1 %
0 %
0 %
0 %
80 %
4,0 %
0 %
0 %
0 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0 %
90 %
1 %
0 %
0 %
0 %
0 %
0 %
100 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0 %
0 %
0 %
0 %
0 %
Hình 5 tập hợp các đường OC của phương án kiểm tra định tính này, được quy định theo TCVN 7790-1 (ISO 2859-1).
Đường OC của Hình 5, có chứa điểm A, tương ứng với lô hàng được kiểm tra 50 mẫu. Lô hàng được chấp nhận khi kiểm tra nếu có ít hơn 7 mẫu bị khuyết tật. Điểm A trên trục hoành (15 %) tương ứng với lô hàng chứa 15 % mẫu bị khuyết tật; thứ tự của chúng (50 %) tương ứng với xác suất chấp nhận các lô này chứa 15 % mẫu bị khuyết tật.
Đường OC của Hình 5, có chứa điểm B, tương ứng với lô hàng được kiểm tra 2 mẫu Lô hàng được chấp nhận khi kiểm tra nếu có ít hơn 0 mẫu khuyết tật. Điểm B trên trục hoành (30 %) tương ứng với lô hàng chứa 30 % mẫu bị khuyết tật: thứ tự của chúng (50 %) tương ứng với xác suất chấp nhận lô hàng chứa 30 % mẫu bị khuyết tật.
Biểu đồ cho thấy, đối với AQL không đổi, cỡ mẫu càng cao thì rủi ro cho người tiêu dùng chấp nhận lô hàng có tỷ lệ khuyết tật cao càng nhỏ.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
AQL = 6,5 %, n = (2 đến 50)
Phương án lấy mẫu một lần với AQL = 6,5 %
n = số mẫu
c = số lô hàng được chấp nhận
LQ = mức chất lượng giới hạn = tỷ lệ các đơn vị sản phẩm không phù hợp trong lô hàng được chấp nhận trong 10 % các trường hợp
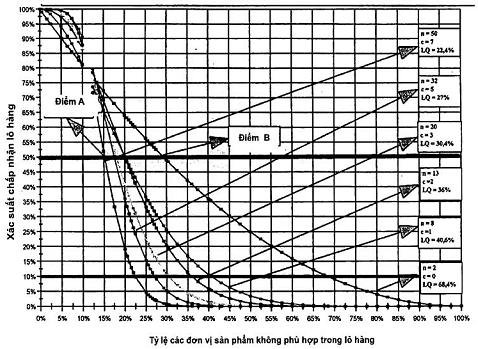
Hình 5 - Đường OC dùng cho phương án lấy mẫu để kiểm tra định tính AQL = 6 5 %
Ví dụ về các phương án lấy mẫu bao gồm các tình huống kiểm tra thường xuyên sử dụng AQL = 0,65 % hoặc 2,5 % hoặc 6,5 % được nêu trong 6.2.2.1 đến 6.2.2.3.
6.2 Phương án lấy mẫu kiểm tra một lần được khuyến cáo dùng cho kiểm tra định tính phần trăm khuyết tật
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.2.1 Yêu cầu chung
Nguyên tắc của phương án lấy mẫu này được nêu trong 4.5.1.1.
Việc áp dụng phương án lấy mẫu để kiểm tra định tính trong TCVN 7790-1 (ISO 2859-1) có thể được tóm tắt như sau:
 11)
11)
6.2.2 Phương án được khuyến cáo để kiểm tra định tính
Tiêu chuẩn này khuyến cáo phương án lấy mẫu một lần sau đây, bao gồm các tình huống kiểm tra thường xuyên. Phương pháp này được lấy từ TCVN 7790-1 (ISO 2859-1) và được đặc trưng bởi AQL của chúng (AQL 0,65 %, 2,5 % và 6,5 % bao gồm các trường hợp thường xuyên nhất), các đơn vị sản phẩm cỡ n có trong mẫu và tiêu chí chấp nhận c xác định số lượng các đơn vị sản phẩm bị khuyết tật tối đa được phép có trong mẫu để chấp nhận lô hàng. Mỗi phương án đi kèm bảng xác suất chấp nhận lô hàng theo tỷ lệ khuyết tật trong lô hàng này. Đối với mỗi AQL, biểu đồ thể hiện đường OC của phương án được khuyến cáo tương ứng.
Đường OC được xây dựng theo từng điểm từ phương trình sau:
![]()
Trong đó:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
p là tỷ lệ khuyết tật trong lô hàng;
i và x là toàn bộ biến rời rạc, trong khoảng 0 và c.
![]()
Bảng 10 (từ Quy trình NMKL N° 12, xem Tài liệu tham khảo [6]) mô tả số lượng các đơn vị sản phẩm được lấy mẫu ở các mức kiểm tra khác nhau, cỡ lô và số lượng chấp nhận tại AQL tương ứng là 0,65 %, 2,5 % và 6,5 %. Bảng này đơn giản hóa phương án lấy mẫu một lần để kiểm tra định tính từ TCVN 7790-1 (ISO 2859-1). Bảng này xem xét ba mức kiểm tra: kiểm tra chặt, kiểm tra thường và kiểm tra giảm (xem 3.16).
Bảng 10 - Phương án lấy mẫu để kiểm tra định tính
Cỡ lô (Số lượng đơn vị sản phẩm)
Mức kiểm tra
Giảm
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chặt
từ 2 đến 8
n
2
2
3
c ở AQL = 0,65
0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0
c ở AQL = 2,5
0
0
0
c ở AQL = 6,5
0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0
từ 9 đến 15
n
2
3
5
c ở AQL = 0,65
0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0
c ở AQL = 2,5
0
0
0
c ở AQL = 6,5
0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1
từ 16 đến 25
n
2
5
8
c ở AQL = 0,65
0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0
c ở AQL = 2,5
0
0
0
c ở AQL = 6,5
0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1
từ 26 đến 50
n
2
8
13
c ở AQL = 0,65
0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0
c ở AQL = 2,5
0
0
1
c ở AQL = 6,5
0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1
tử 51 đến 90
n
2
13
20
c ở AQL = 0,65
0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0
c ở AQL = 2,5
0
1
1
c ở AQL = 6,5
0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2
từ 91 đến 150
n
3
20
32
c ở AQL= 0,65
0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0
c ở AQL = 2,5
0
1
1
c ở AQL = 6,5
0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3
từ 151 đến 280
n
5
32
50
c ở AQL = 0,65
0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1
c ở AQL = 2,5
0
2
2
c ở AQL = 6,5
1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5
từ 281 đến 500
n
8
50
80
c ở AQL = 0,65
0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1
c ở AQL = 2,5
0
3
3
c ở AQL = 6,5
1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8
từ 501 đến 1200
n
13
80
125
c ở AQL = 0,65
0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1
c ở AQL = 2,5
1
5
5
c ở AQL = 6,5
2
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
12
từ 1 201 đến 1 320
n
20
125
200
c ở AQL= 0,65
1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2
c ở AQL= 2,5
1
7
8
c ở AQL= 6,5
3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
18
từ 1 321 đến 10 000
n
32
200
315
c ở AQL = 0,65
0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3
c ở AQL = 2,5
2
10
12
c ở AQL = 6,5
5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
18
từ 10 001 đến 35 000
n
50
315
500
c ở AQL = 0,65
1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5
c ở AQL = 2,5
3
14
18
c ở AQL =6,5
7
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
18
từ 35 001 đến 150 000
n
80
500
800
c ở AQL = 0,65
1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8
c ở AQL = 2,5
5
21
18
c ở AQL = 6,5
10
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
18
từ 150 001 đến 500 000
n
125
800
1 250
c ở AQL = 0,65
2
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
12
c ở AQL = 2,5
7
21
18
c ở AQL = 6,5
12
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
18
500 001 trở lên
n
200
1 250
2 000
c ở AQL = 0,65
3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
18
c ở AQL = 2,5
10
21
18
c ở AQL = 6,5
12
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
18
6.2.2.1 Phương án với AQL = 0,65 % (xem Bảng 11 và Hình 6)
Bảng 11 - Xác suất chấp nhận lô hàng, phương án lấy mẫu để kiểm tra định tính, AQL = 0,65 %
Tỷ lệ khuyết tật trong lô hàng
Xác suất chấp nhận lô hàng đối với phương án kiểm tra thường mã chữ F, AQL = 0,65 %, n = 20, c = 0
0%
100 %
0,05 %
99 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
95 %
0,525 %
90 %
0,65 %
87,8 %
1,43 %
75 %
3,41 %
50 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
35,8 %
6,7 %
25 %
10 %
12,2 %
10,9 %
10 %
13,9 %
5 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3,9 %
20 %
1,2 %
20,6 %
1 %
30 %
0,1 %
35 %
0 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0 %
Đường OC dùng cho phương án kiểm tra định tính
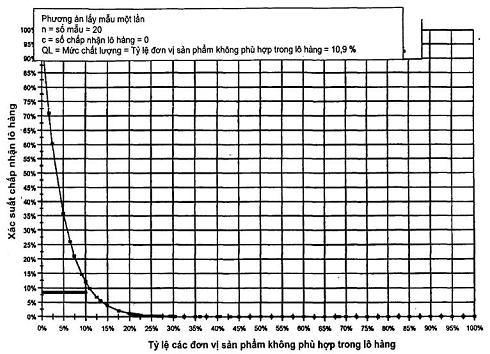
Hình 6 - Đường OC dùng cho phương án kiểm tra định tính, AQL = 0,65 %
6.2.2.2 Các phương án với AQL = 2,5 % (xem Bảng 12 và Hình 7)
Bảng 12 - Xác suất chấp nhận lô hàng đối với AQL = 2,5 %
Tỷ lệ khuyết tật trong lô hàng
Xác suất chấp nhận lô hàng
Phương án kiểm tra thường
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Mã chữ C,
Mã chữ F,
Mã chữ G,
Mã chữ H,
AQL = 2,5 %,
AQL = 2,5 %,
AQL = 2,5 %,
AQL = 2,5 %,
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
n = 5, c = 0
n = 20, c = 1
n = 32, c = 2
n = 50, c = 3
P95 = 1,02%
P95 = 1,8 %
P95 = 2,59 %
P95 = 2,77%
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P 50 = 12,2 %
P 50 = 8,25 %
P50 = 8,25 %
P 50 = 7,29 %
P10 = 36,9 %
P10 = 18,1 %
P10= 15,8%
P10 = 12,9%
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
100 %
100 %
100 %
100 %
1%
95 %
98,3 %
99,6 %
99,8 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
88,1 %
91,2 %
95,5 %
96,4 %
5%
77,4 %
73,6 %
78,6 %
76 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
59 %
39,2 %
36,7 %
25 %
15%
44,4 %
17,6 %
12,2 %
4,6 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
32,8 %
6,9 %
3,2 %
0,6 %
30%
16,8 %
0,8 %
0,1 %
0 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7,8 %
0,1 %
0 %
0 %
50%
3,1 %
0 %
0 %
0 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0 %
0 %
0 %
0 %
Đường OC, phương án lấy mẫu kiểm tra định tính
AQL = 2,5 %, n = (5 đến 50)
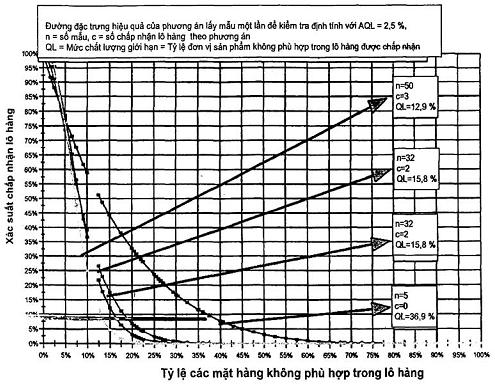
Hình 7 - Đường OC, phương án để kiểm tra định tính, AQL = 2,5%
6.2.2.3 Phương án ở AQL = 6,5 % (xem Bảng 13 và Hình 8)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tỷ lệ khuyết tật trong lô hàng
Xác suất chấp nhận lô hàng
Phương án kiểm tra thường
Mã chữ A,
AQL = 6,5 %
n = 2, c = 0
P9520 = 2,53 %
P5021 = 29,3 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Mã chữ D,
AQL = 6,5 %
n = 8, c = 1
P95 = 2,64 %
P50 = 20 %
P10 = 40,6
Mã chữ E,
AQL
= 6,5 %
n = 13, c = 2
P95 = 6,63 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P10 = 36 %
Mã chữ F,
AQL
= 6,5 %
n = 20, c = 3 P95 = 7,13 %
P50 = 18,1 %
P10 = 30,4 %
Mã chữ G,
AQL = 6,5 % n = 32, c = 5
P95 = 8,5 %
P50 = 17,5 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Mã chữ H,
AQL = 6,5 %
n = 50, c = 7
P95 = 8,2 %
P50 = 15,2 %
P10 = 22,4 %
0 %
100 %
100 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
100 %
100 %
100%
5 %
90,3 %
94,3 %
97,5 %
98,4 %
99,1 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6,5 %
87,4 %
90,9 %
95,2 %
96,3 %
98,4 %
98,5 %
10 %
81 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
86,6 %
86,7 %
90,6 %
87,8 %
20 %
64 %
50 %
50 %
41,1 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
19 %
30 %
49 %
25,5 %
20,2 %
10,7 %
5,1 %
0,7 %
40 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10,6 %
5,8 %
1,6 %
0,3 %
0 %
50 %
25 %
3,5 %
1,1 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0 %
0 %
60 %
16 %
0,9 %
0,1 %
0 %
0 %
0 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4,0 %
0 %
0 %
0 %
0 %
0 %
90 %
1 %
0 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0 %
0 %
0 %
100 %
0 %
0 %
0 %
0 %
0 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ THÍCH
20 P95 = Tỷ lệ các đơn vị sản phẩm không phù hợp trong lô hàng được chấp nhận trong 95 % các trường hợp
21 P50 = Tỷ lệ các đơn vị sản phẩm không phù hợp trong lô hàng được chấp nhận trong 50 % các trường hợp
22 P10 = Tỷ lệ các đơn vị sản phẩm không phù hợp trong lô hàng được chấp nhận trong 10 % các trường hợp
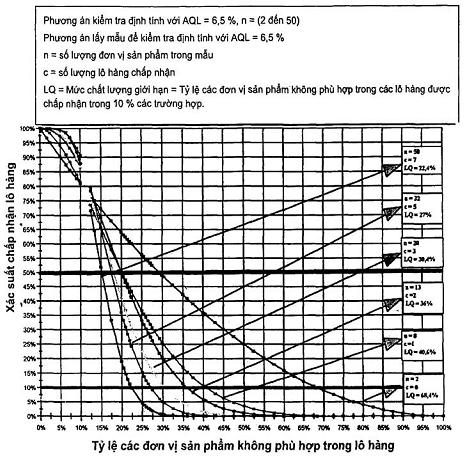
Hình 8 - Đường OC, phương án lấy mẫu để kiểm tra định tính,
AQL = 6,5 %, n = (2 đến 50)
6.2.2.4 Quy tắc và quy trình chuyển đổi [xem 9.3; TCVN 7790-1:2007 (ISO 2859-1:1999)]
Kiểm tra chặt
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Khi thực hiện theo kiểm tra chặt, phương án lấy mẫu thích hợp được lựa chọn theo quy trình mô tả trong 4.1, ngoại trừ Bảng 2-B trong TCVN 7790-1:2007 (ISO 2859-1:1999) được sử dụng trong việc lựa chọn n và Ac. Nói chung, phương án kiểm tra chặt có cùng cỡ mẫu giống như là số chấp nhận tương ứng. Tuy nhiên, nếu kiểm tra thường, số chấp nhận là 1 hoặc 0, thì phương án kiểm tra chặt đạt được bằng cách giữ lại số chấp nhận trong khi tăng cỡ mẫu.
Kiểm tra giảm
Khi thực hiện kiểm tra thường, có thể tiến hành kiểm tra giảm với điều kiện đáp ứng từng điều kiện sau đây:
(a) 10 lô hàng (hoặc nhiều hơn) trước đó đã được kiểm tra thường và tất cả đã được chấp nhận kiểm tra ban đầu; và
(b) tổng số đơn vị không phù hợp trong các mẫu từ 10 lô hàng trước đó (hoặc số lượng khác như đã sử dụng cho điều kiện (a), ở trên) bằng hoặc nhỏ hơn ‘số lượng giới hạn’ thích hợp trong Bảng 8 của TCVN 7790-1:2007 (ISO 2859-1:1999); và
(c) sản xuất ở tình trạng ‘ổn định’ (nghĩa là không có sự phá vỡ trong sản xuất đủ để làm mất hiệu lực lập luận rằng chất lượng hiện tại là tốt do hồ sơ mới gần đây cho thấy tốt và tất cả các yếu tố có khả năng ảnh hưởng đến chất lượng của sản phẩm vẫn phù hợp); và
(d) cơ quan có thẩm quyền yêu cầu kiểm tra giảm.
Trong những trường hợp này, để giảm chi phí kiểm tra có thể sử dụng phương án lấy mẫu kiểm tra giảm, thông thường, cỡ mẫu theo phương án này chỉ bằng bằng hai phần năm cỡ mẫu so với phương án kiểm tra thường tương ứng. Khi thực hiện kiểm tra giảm, chọn phương án lấy mẫu thích hợp được mô tả trong 6.1, ngoại trừ Bảng 2-C trong TCVN 7790-1:2007 (ISO 2859-1:1999) được sử dụng để lựa chọn n và Ac.
Phải sử dụng phương án kiểm tra thường nếu lô hàng không được chấp nhận khi kiểm tra giảm; hoặc nếu việc sản xuất trở nên bất thường hoặc bị trì hoãn; hoặc nếu các điều kiện khác xảy ra có khả năng làm mất hiệu lực trạng thái ổn định.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sau khi kiểm tra chặt, dừng áp dụng quy trình chấp nhận của TCVN 7790-1 (ISO 2859-1) nếu năm, hoặc nhiều hơn, lô hàng không được chấp nhận thì tất cả các sản phẩm từ nguồn đó phải bị loại bỏ. Việc nhập khẩu và kiểm tra không được tiếp tục cho đến khi nhà sản xuất thực hiện hành động cần thiết để cải thiện chất lượng sản phẩm đáp ứng yêu cầu của cơ quan có thẩm quyền. Sau đó sử dụng kiểm tra chặt như mô tả ở trên.
6.3 Phương án lấy mẫu một lần để kiểm tra định lượng theo phần trăm không phù hợp Xem TCVN 8243 (ISO 3951).
6.3.1 Yêu cầu chung
Nguyên tắc của phương án lấy mẫu này được trình bày trong 4.5.1.2.
Việc áp dụng phương án lấy mẫu để kiểm tra định lượng trong TCVN 8243 (ISO 3951) có thể được tóm tắt như sau:
Lựa chọn phương pháp ‘s’ (chưa biết độ lệch chuẩn) hoặc
phương pháp ‘σ’(độ lệch chuẩn ổn định và đã được biết)

6.3.1.1 Nguyên tắc quyết định đối với phương pháp s (xem bảng 4)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
b) tính độ lệch chuẩn ước lượng ![]()
c) xem Bảng 4
6.3.1.2 Nguyên tắc quyết định đối với phương pháp σ (xem bảng 3)
(Chỉ sử dụng phương pháp này khi có bằng chứng hợp lệ cho thấy độ lệch chuẩn của quy trình có thể được coi là không đổi và được lấy là ‘σ’. Trong trường hợp này, cơ quan có thẩm quyền sẽ kiểm tra giá trị trung bình thích hợp với giá trị σ do các chuyên gia lựa chọn.
a) tính giá trị trung bình của mẫu ![]()
b) xem Bảng 3
6.3.2 Phương án lấy mẫu để kiểm tra định tính được khuyến cáo: phương pháp s
6.3.2.1 Yêu cầu chung
Phần này khuyến cáo phương án lấy mẫu đơn giản sau đây, bao gồm các tình huống kiểm tra thường xuyên. Phương án này lấy từ TCVN 8243 (ISO 3951) và được đặc trưng bởi AQL của chúng (0,65 % và 6,5 % đối với các trường hợp thường xuyên nhất), n là cỡ mẫu và K là hằng số chấp nhận. Mỗi phương án đi kèm bảng xác suất chấp nhận lô theo tỷ lệ khuyết tật trong lô hàng này. Đối với mỗi AQL, biểu đồ tổng hợp đường OC của phương án được khuyến cáo tương ứng.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
![]()
Trong đó
UPA là điểm phân vị thứ tự PA của định luật đã được chuẩn hóa;
PA là xác suất chấp nhận lô hàng có tỷ lệ khuyết tật p;
K là hằng số chấp nhận;
u1-p là điểm phân vị thứ tự 1-p của định luật đã được chuẩn hóa;
n là cỡ mẫu.
Bảng 14 (từ Quy trình NMKL N°12, xem Tài liệu tham khảo [6]) đưa ra số lượng các đơn vị sản phẩm sẽ được lấy mẫu ở các cỡ lô hàng khác nhau và mức kiểm tra khác nhau (kiểm tra thường, kiểm tra chặt và kiểm tra giảm). Bảng này cũng cung cấp hằng số chấp nhận, K, ở AQL tương ứng là 0,65 %, 2,5 % và 6,5 %. Đối với các khuyết tật nghiêm trọng, cần sử dụng AQL thấp (0,65 %), đối với các thông số thành phần, cần áp dụng AQL cao hơn. Bảng 14 được giản lược từ “phương pháp s" trong TCVN 8243 (ISO 3951).
Bảng 14 - Phương án lấy mẫu để kiểm tra định lượng chưa biết độ lệch chuẩn
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Mức kiểm tra
Cỡ lô (Số lượng đơn vị sản phẩm)
N và k ở AQL (%)
Kiểm tra giảm
Kiểm tra thường
Kiểm tra chặt
Từ 2 đến 8
n
3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4
k ở 0,65
1,45
1,65
1,88
k ở 2,5
0,958
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1,34
k ở 6,5
0,566
0,765
1,01
9 đến 15
n
3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5
k ở 0,65
1,45
1,65
1,88
k ở 2,5
0,958
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1,40
k ở 6,5
0,566
0,765
1,07
Từ 16 đến 25
n
3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7
k ở 0,65
1,45
1,65
1,88
k ở 2,5
0,958
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1,50
k ở 6,5
0,566
0,814
1,15
Từ 26 đến 50
n
3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10
k ở 0,65
1,45
1,65
1,98
k ở 2,5
0,958
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1,58
k ở 6,5
0,566
0,874
1,23
Từ 51 đến 90
n
3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
15
k ở 0,65
1,45
1,75
2,06
k ở 2,5
0,958
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1,65
k ở 6,5
0,566
0,955
1,30
Từ 91 đến 150
n
3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
20
k ở 0,65
1,45
1,84
2,11
k ở 2,5
0,958
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1,69
k ở 6,5
0,566
1,03
1,33
Tử 151 đến 280
n
4
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
25
k ở 0,65
1,45
1,91
2,14
k ở 2,5
1,01
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1,72
k ở 6,5
0,617
1,09
1,35
Từ 281 đến 500
n
5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
35
k ở 0,65
1,53
1,96
2,18
k ở 2,5
1,07
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1,76
k ở 6,5
0,675
1,12
1,39
Từ 501 đến 1 200
n
7
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
50
k ở 0,65
1,62
2,03
2,22
k ở 2,5
1,15
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1,80
k ở 6,5
0,755
1,18
1,42
Từ 1 201 đến 1 320
n
10
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
75
k ở 0,65
1,72
2,08
2,27
k ở 2,5
1,23
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1,84
k ở 6,5
0,828
1,21
1,46
Từ 1321 đến 10 000
n
15
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
100
k ở 0,65
1,79
2,12
2,29
k ở 2,5
1,30
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1,86
k ở 6,5
0,886
1,24
1,48
Tử 10 001 đến 35 000
n
20
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
150
k ở 0,65
1,82
2,14
2,33
k ở 2,5
1,33
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1,89
k ở 6,5
0,917
1,26
1,51
Từ 35 001 đến 150 000
2
25
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
200
k ở 0,65
1,85
2,18
2,33
k ở 2,5
1,35
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1,89
k ở 6,5
0,936
1,29
1,51
Từ 150 001 đến 500 000
n
35
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
200
k ở 0,65
1,89
2,18
2,33
k ở 2,5
1,39
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1,89
k ở 6,5
0,969
1,29
1,51
500 001 trở lên
n
50
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
200
k ở 0,65
1,93
2,18
2,33
k ở 2,5
1,42
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1,89
k ở 6,5
1,00
1,29
1,51
6.3.2.2 Phương án lấy mẫu để kiểm tra định tính (phương pháp s), AQL = 0,65 % (xem Bảng 15, Hình 9 và 10).
Bảng 15 - Xác suất chấp nhận lô hàng AQL = 0,65 %,
phương án lấy mẫu để kiểm tra định lượng (phương pháp s)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Xác suất chấp nhận lô hàng, phương án kiểm tra thường
Mã chữ D,
Mã chữ E,
Mã chữ F,
Mã chữ G,
AQL = 0,65 %,
AQL = 0,65 %,
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
AQL = 0,65 %,
n = 5, K = 1,65
n = 7, K = 1,75
n = 10, K= 1,84
n = 15, K = 1,91
P95 23 = 0,28 %
P95 = 0,32 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P95 = 0,45 %
P50 24 = 6,34 %
P50 = 4,83 %
P50 = 3,77 %
P50 = 3,09 %
P10 25 = 25,9 %
P10 = 18,6 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P10 = 9,4 %
0 %
100 %
100 %
100 %
100 %
1 %
96 %
96 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
98 %
2 %
94 %
94 %
92,5 %
95 %
3 %
86 %
86 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
86 %
4 %
82 %
82 %
80 %
78 %
5 %
78 %
76 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
70 %
6 %
74 %
70 %
66 %
62 %
7 %
69 %
66 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
54 %
8 %
66 %
60 %
54 %
46 %
9 %
61 %
56 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
39 %
10 %
58 %
52 %
42 %
34 %
15 %
42 %
34 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
14 %
20 %
30 %
21 %
12 %
5 %
25 %
23 %
13 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1,5 %
30 %
15 %
8 %
2 %
0 %
35 %
10 %
5 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0 %
40 %
6 %
2 %
0 %
0 %
45 %
4 %
1 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0 %
50 %
2 %
0 %
0 %
0 %
100 %
0 %
0 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0 %
Mã chữ H,
Mã chữ IE,
Mã chữ J,
Mã chữ K,
AQL = 0,65 %,
AQL = 0,65 %,
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
AQL = 0,65 %,
n = 20, K = 1,96
n = 25, K = 1,96
n = 10, K = 1,84
n = 50, K = 2,08
P95 26 = 0,49 %
P95 = 0,56 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P95 = 0,64 %
P50 27 = 2,69 %
P50 = 2,53 %
P50 = 3,77 %
P50 = 1,49%
P10 28 = 7,46 %
P10 = 6,46 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P10 = 4,03 %
0 %
100 %
100 %
100 %
100 %
1 %
84 %
84 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
84 %
2 %
63 %
62 %
56 %
48 %
3 %
44 %
40 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
22 %
4 %
32 %
28 %
19 %
10 %
5 %
24 %
18 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4 %
6 %
16 %
12 %
6 %
7 %
12 %
8 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1 %
8 %
8 %
6 %
2 %
0,5 %
9 %
6 %
4 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10 %
4 %
2 %
0 %
0 %
15 %
0 %
0 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0 %
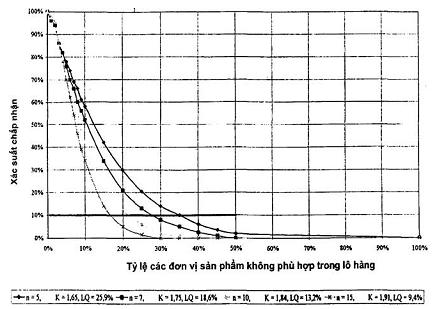
Hình 9 - Đường OC, Phương án lấy mẫu để kiểm tra định lượng, AQL = 0,65 %, n = 5 đến 15
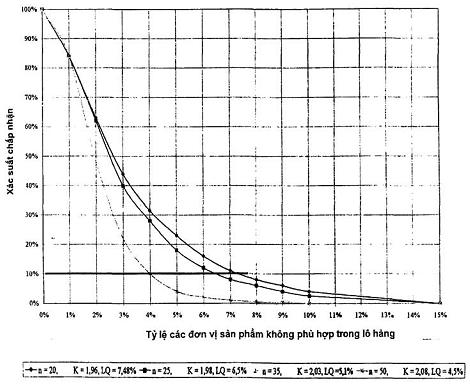
Hình 10 - Đường OC, phương án lấy mẫu để kiểm tra định lượng, phương pháp s, AQL = 0,65 %, n = 20 đến 50
6.3.2.3 Phương án lấy mẫu để kiểm tra định lượng (phương pháp s), AQL = 2,5 % (xem Bảng 16, Hình 11 và 12)
Bảng 16 - Xác suất chấp nhận lô hàng, phương án lấy mẫu để kiểm tra định lượng (phương pháp s), AQL = 2,5 %
Tỷ lệ khuyết tật trong lô hàng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phương án kiểm tra thường
Mã chữ H
Mã chữ K
Mã chữ F
Mã chữ G
AQL = 2,5 %,
AQL = 2,5 %,
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
AQL = 2,5 %,
n = 20, K= 1,24
n = 7, K = 1,33
n= 10, K = 1,41
n = 15, K= 1,47
P95 = 1,38%
P95 =1,5%
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P95 = 1,91 %
P50 = 12,47%
P50 =10,28 %
P50 = 8,62 %
P50 = 7,5 %
P10 = 35 %
P10 = 27,4 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P10 = 16,8%
0 %
100 %
100 %
100 %
100 %
1 %
96 %
96 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
99 %
2 %
94 %
94 %
92,5 %
95 %
3 %
86 %
86 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
86 %
4 %
82 %
82 %
80 %
78 %
5 %
78 %
76 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
70 %
6 %
74 %
70 %
66 %
62 %
7 %
69 %
66 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
54 %
8 %
66 %
60 %
54 %
46 %
9 %
61 %
56 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
39 %
10 %
58 %
52 %
42 %
34 %
15 %
42 %
34 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
14 %
20 %
30 %
21 %
12 %
5 %
25 %
23 %
13 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1,5 %
30 %
15 %
8 %
2 %
0 %
40 %
6 %
2 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0 %
45 %
4 %
1 %
0 %
0 %
50 %
2 %
0 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0 %
60 %
0,5 %
0 %
0 %
0 %
Mã chữ H
Mã chữ I
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Mã chữ K
AQL = 2,5 %,
AQL = 2,5 %,
AQL = 2,5 %,
AQL = 2,5 %,
n = 20, K = 1,51
n = 25, K =1,53
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
n = 50, K =1,61
P95 = 2,07 %
P95 = 2,23 %
P95 = 2,38 %
P95 = 2,51 %
P50 = 6,85 %
P50 = 6,54 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P50 = 5,48 %
P10 = 14,2 %
P10 = 12,8 %
P10 = 10,9 %
P10 = 8,7 %
0 %
100 %
100 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
100 %
1 %
99 %
99 %
99 %
99 %
2 %
95 %
94 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
98 %
3 %
88 %
88 %
90 %
90 %
4 %
78 %
78 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
75 %
5 %
68 %
66 %
62 %
58 %
6 %
58 %
56 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
40 %
7 %
49 %
44 %
38 %
28 %
8 %
40 %
36 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
18 %
9 %
32 %
28 %
20 %
11 %
10 %
26 %
22,5 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8 %
12 %
17 %
12 %
6 %
2 %
13 %
13 %
10 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1 %
14 %
10 %
7 %
3 %
0 %
15 %
8 %
5 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0 %
20 %
2 %
1 %
0 %
0 %
25 %
0 %
0 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0 %
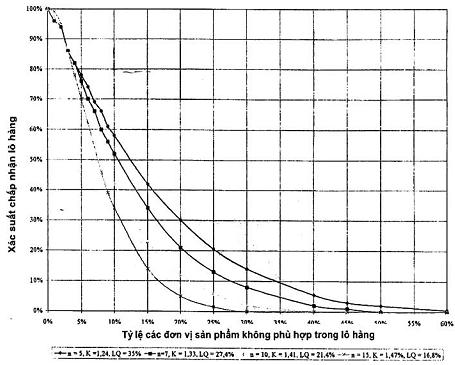
Hình 11 - Đường OC, phương án lấy mẫu để kiểm tra định lượng, phương pháp s, AQL = 2,5 %, n = 5 đến 15
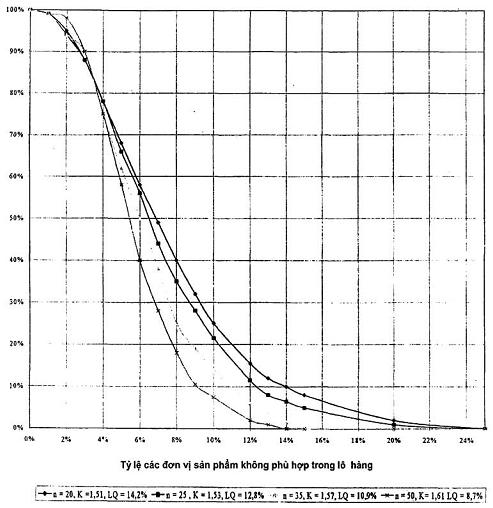
Hình 12 - Đường OC, phương án lấy mẫu để kiểm tra định lượng, phương pháp s, AQL = 2,5 %, n = 20 đến 50
6.3.3 Phương án lấy mẫu để kiểm tra định lượng được khuyến cáo: phương pháp σ
6.3.3.1 Yêu cầu chung
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Dựng đường OC theo từng điểm từ công thức sau đây:
![]()
Trong đó:
UPA là điểm phân vị thứ tự PA của định luật đã được chuẩn hóa,
PA là xác suất chấp nhận lô hàng có tỷ lệ khuyết tật p,
u1-p là điểm phân vị thứ tự 1-p của định luật đã được chuẩn hóa
p là tỷ lệ khuyết tật được chấp nhận trong lô hàng có xác suất PA.
Bảng 17 [từ quy trình NMKL N °12, tài liệu tham khảo 6 và TCVN 8243 (ISO 3951)] cho thấy, đối với việc kiểm tra thường bằng kiểm tra định lượng (phương pháp σ), tương ứng với việc bảo vệ người tiêu dùng tốt hơn (xem 3.18) giữa lô hàng hoặc cỡ mẻ, mã chữ của cỡ mẫu, cỡ mẫu n và hằng số chấp nhận K đối với AQL đã cho.
Bảng 17 - Phương án lấy mẫu để kiểm tra định lượng khi biết độ lệch chuẩn
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Mức kiểm tra
AQL (%)
Kiểm tra giảm n/k
Kiểm tra thường n/k
Kiểm tra chặt n/k
Từ 2 đến 8
0,65
2/1,36
2/1,58
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,5
2/0,936
2/1,09
2/1,25
6,5
3/0,573
3/0,755
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Từ 9 đến 15
0,65
2/1,81
2,5
----||----
----||----
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6,5
3/1,01
Từ 16 đến 25
0,65
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,5
----||----
----||----
3/1,44
6,5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Từ 26 đến 50
0,65
2/1,58
3/1,91
2,5
----||----
3/1,17
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6,5
3/0,825
5/1,20
Từ 51 đến 90
0,65
3/1,69
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,5
----||----
4/1,28
6/1,62
6,5
5/0,919
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Từ 91 đến 150
0,65
4/1,80
6 / 2,08
2,5
----||----
5/1,39
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6,5
6/0,991
10/1,31
Từ 151 đến 280
0,65
5/1,88
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,5
----||----
7/1,45
10/1,70
6,5
9/1,07
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Từ 281 đến 500
0,65
2/1,42
7/1,95
10/2,16
2,5
3/1,01
9/1,49
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6,5
4/0,641
12/1,11
18/1,38
Từ 501 đến 1 200
0,65
3/1,69
8/1,96
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,5
4/1,11
11/1,51
19/1,79
6,5
5/0,728
15/1,13
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Từ 1 201 đến 3 200
0,65
4/1,69
11/2,01
21 /2,27
2,5
5/1,20
15/1,56
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6,5
7/0,797
20/1,17
36/1,46
Từ 1 320 đến 10 000
0,65
6/1,78
16/2,07
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,5
8/1,28
22/1,61
36/1,86
6,5
11/0,877
29/1,21
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Từ 10 001 đến 35 000
0,65
7/1,80
23/2,12
40/2,33
2,5
10/1,31
32/1,65
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6,5
14/0,906
42/1,24
70/1,51
Từ 35 001 đến 150 000
0,65
9/1,83
30/2,14
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
25
13/1,34
42/1,67
71/1,89
6,5
17/0,924
55/1,26
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tử 150 001 đến 500 000
0,65
12/1,88
44/2,17
54/2,34
2,5
18/1,38
61/1,69
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6,5
24/0,964
82/1,29
93/1,51
500 001 trở lên
0,65
17/1,93
59/2,18
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,5
25/1,42
81/1,70
71/1,89
6,5
33/0,995
109/1,29
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.3.3.2 Phương án lấy mẫu để kiểm tra định lượng (phương pháp σ), AQL = 0,65 % (xem Bảng 18 và Hình 13,14)
Bảng 18 - Xác suất chấp nhận lô hàng, phương án lấy mẫu để kiểm tra định lượng, phương pháp σ, AQL = 0,65 %
Tỷ lệ khuyết tật trong lô hàng
Xác suất chấp nhận lô hàng
Phương án kiểm tra thường
Mã chữ E,
Mã chữ F,
Mã chữ G,
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
AQL = 0,65 %,
AQL = 0,65 %,
AQL = 0,65 %,
AQL = 0,65 %,
n = 3, K = 1,69
n = 4, K = 1,80
n = 5, K = 1,88
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P95 = 0,32 %
P95 = 0,36 %
P95 = 0,45 %
P95 = 0,49 %
P50 = 4,55 %
P50 = 3,6 %
P50 = 3 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P10 = 18,6 %
P10 = 13,2%
P10 = 9,41 %
P10 = 7,46 %
0 %
100 %
100 %
100 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,65 %
91,5 %
91,4 %
91,2 %
92,1 %
1 %
86,5 %
85,4 %
84 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2 %
73,5 %
69,4 %
65,1 %
60,8 %
3 %
62,9 %
56,4 %
50 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4 %
54,2 %
46,1 %
38,6 %
29,9 %
5 %
46,9 %
37,8 %
29,9 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6 %
40,7 %
31,2 %
23,3 %
14,7 %
7 %
35,5 %
25,8 %
18,3 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8 %
31,1 %
21,5 %
14,4 %
7,4 %
9 %
27,3 %
17,9 %
11,4 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10 %
24 %
15 %
9 %
3,8 %
15 %
12,9 %
15 %
2,9 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
17 %
10 %
4,5 %
1,9 %
0,4 %
20 %
7,1 %
2,8 %
1 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
25 %
3,9 %
1,2 %
0,3 %
0 %
30 %
2,2 %
0,5 %
0 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
35 %
1,2 %
0,2 %
0 %
0 %
40 %
0,6 %
0,1 %
0 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
45 %
0,3 %
0 %
0 %
0 %
50 %
0,2 %
0 %
0 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
60 %
0 %
0 %
0 %
0 %
Bảng 18 (kết thúc)
Tỷ lệ khuyết tật trong lô hàng
Xác suất chấp nhận lô hàng
Phương án kiểm tra thường
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Mã chữ J,
Mã chữ K,
Mã chữ L,
Mã chữ M,
Mã chữ N,
AQL = 0,65 %,
AQL = 0,65 %,
AQL = 0,65 %,
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
AQL = 0,65 %,
n = 11,
n = 16,
n = 23,
n = 30,
n = 44,
K = 2,01
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
K = 2,12
K = 2,14
K = 2,17
P95 = 0,36 %
P95 = 0,64 %
P95 = 0,7%
P95 = 0,74 %
P95 = 0,77 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P50 = 2,22 %
P50 = 1,92 %
P50 = 1,7 %
P50 =1,6 %
P50 = 1,5 %
P10 = 5,1 %
P10 = 4,03 %
P10 = 13,24 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P10 = 2,36%
0 %
100 %
100 %
100 %
100 %
100 %
0,65 %
94,2 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
95,6 %
97 %
98,1 %
1 %
85,3 %
84,7 %
83,4 %
84,6 %
85 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
55,8 %
47,4 %
37,8 %
31,8 %
22 %
3 %
33,4 %
22,5 %
13 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,8 %
4 %
19,5 %
10 %
4,1 %
1,6 %
0,3 %
5 %
11,3 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1,3 %
0,3 %
0 %
6 %
6,5 %
2 %
0,4 %
0,1 %
0 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3,8 %
0,9 %
0,1 %
0 %
0 %
8 %
2,2 %
0,4 %
0 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0 %
9 %
1,3 %
0,2 %
0 %
0 %
0 %
10 %
0,8 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0 %
0 %
0 %
15 %
0,1 %
0 %
0 %
0 %
0 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0 %
0 %
0 %
0 %
0 %
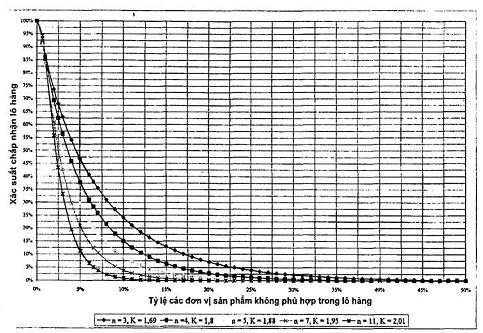
Hình 13 - Đường OC, phương án lấy mẫu để kiểm tra định tính, phương pháp σ, AQL = 0,65 %, n = 3 đến 11
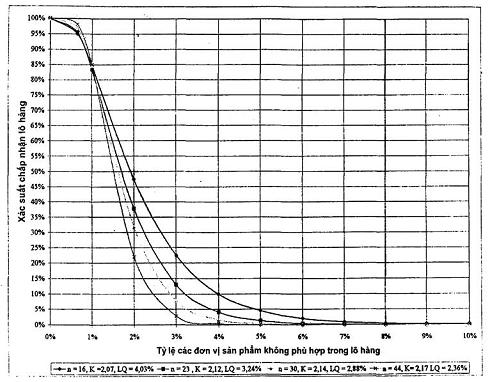
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.3.3.3 Phương án lấy mẫu để kiểm tra định lượng (phương pháp σ), AQL = 2,5 % (xem Bảng 19, Hình 15 và 16)
Bảng 19 - Xác suất chấp nhận lô hàng, phương án kiểm tra định lượng, phương pháp σ, AQL = 2,5 %
Tỷ lệ các khuyết tật trong lô hàng
Xác suất chấp nhận lô hàng
Phương án kiểm tra thường
Mã chữ D,
Mã chữ E,
Mã chữ F,
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Mã chữ H,
AQL = 2,5 %,
AQL = 2,5 %,
AQL = 2,5 %,
AQL = 2,5 %,
AQL = 2,5 %,
n = 3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
n = 5
n = 7
n = 9
K = 1,17
K = 1,28
K = 1,39
K = 1,45
K = 1,49
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P95 = 1,38 %
P95 = 1,5%
P95 = 1,65 %
P95 = 1,91 %
P95 = 2,07 %
P50 = 12,1 %
P50 = 10 %
P50 = 8,23 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P50 = 6,81 %
P10 = 35 %
P10 = 27,4 %
P10 = 21,4 %
P10 = 16,8 %
P10 = 14,2%
0 %
100 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
100 %
100 %
100 %
1 %
97,7 %
98,2 %
98,2 %
99 %
99,4 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
73,5 %
93,9 %
93,1 %
94,5 %
95,5 %
3 %
93,7 %
88,5 %
86,4 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
87,9 %
4 %
84,3 %
82,7 %
79 %
78,7 %
78,3 %
5 %
79,5 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
71,6 %
69,7 %
67,9 %
6 %
74,7 %
70,9 %
64,4 %
60,9 %
57,7 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
70,2 %
65,2 %
57,6 %
52,7 %
48,3 %
8 %
65,8 %
59,9 %
51,3 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
39,9 %
10 %
57,7 %
50 %
40,4 %
32,8 %
26,6 %
15 %
40,9 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
21,5 %
13,7 %
8,7 %
20 %
28,5 %
19 %
10 %
5,4 %
2,6 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
19,5 %
11,3 %
5,5 %
2 %
0,7 %
30 %
13,2 %
6,5 %
2,6 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,2 %
35 %
8,7 %
3,7 %
1,2 %
0,2 %
0 %
40 %
5,6 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,6 %
0,1 %
0 %
45 %
3,5 %
1 %
0,2 %
0 %
0 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,1 %
0,5 %
0,1 %
0 %
0 %
60 %
0,7 %
0,1 %
0 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0 %
65 %
0,4 %
0 %
0 %
0 %
0 %
70 %
0,2 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0 %
0 %
0 %
75 %
0,1 %
0 %
0 %
0 %
0 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0 %
0 %
0 %
0 %
0 %
0 %
0 %
0 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0 %
Bảng 19 (kết thúc)
Tỷ lệ các khuyết tật trong lô hàng
Xác suất chấp nhận lô hàng
Phương án kiểm tra thường
Mã chữ I,
Mã chữ J,
Mã chữ K,
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Mã chữ M,
AQL = 2,5 %
AQL = 2,5 %,
AQL = 2,5 %,
AQL = 2,5 %,
AQL = 2,5 %,
n = 11
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
N = 22
n = 32
n = 42
K = 1,51
K = 1,56
K = 1,61
K = 1,65
K = 1,67
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P95 = 2,23 %
P95 = 2,38 %
P95 = 2,51 %
P95 = 2,62 %
P95 = 2,73 %
P50 = 6,55 %
P50 = 5,94 %
P50 = 5,37 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P50 = 4,75 %
P10 = 12,8 %
P10 = 10,8 %
P10 = 9,23 %
P10 = 7,82 %
P10 = 7,11 %
0 %
100 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
100 %
100 %
100 %
1 %
99,7 %
99,9 %
99,9 %
99,9 %
99,9 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
96,4 %
97,2 %
98,1 %
98,3 %
99,4 %
3 %
89,1 %
89,3 %
89,8 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
91,4 %
4 %
78,8 %
77 %
74,5 %
71,6 %
69,9 %
5 %
67,3 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
56,5 %
50 %
43,5 %
6 %
55,9 %
49,2 %
39,8 %
29,5 %
22,8 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
45 %
37,2 %
26,5 %
16,2 %
10 %
8 %
36,4 %
27,4 %
16,8 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4,3 %
9 %
28,7 %
19,8 %
10,3 %
4 %
1,6 %
10 %
22,4 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6,2 %
1,9 %
0,6 %
11 %
17,4 %
10 %
3,6 %
0,8 %
0,2 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10 %
4,7 %
1,2 %
0,2 %
0 %
15 %
5,8 %
2,1 %
0,4 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0 %
20 %
1,3 %
0,3 %
0 %
0 %
0 %
25 %
0,3 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0 %
0 %
0 %
30 %
0,1 %
0 %
0 %
0 %
0 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0 %
0 %
0 %
0 %
0 %
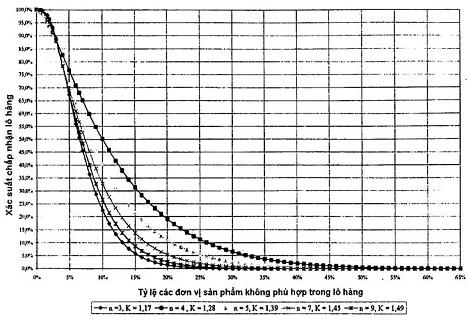
Hình 15 - Đường OC, phương án kiểm tra định lượng, phương pháp σ, AQL = 2,5 %, n = 3 đến 9
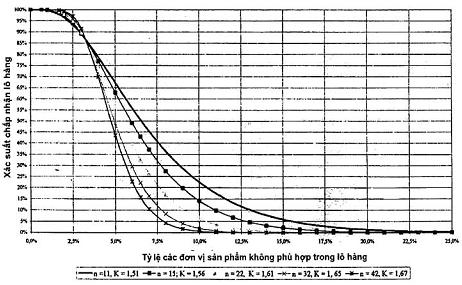
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.3.4 Nguyên tắc và quy trình chuyển đổi giữa các mức kiểm tra
Xem Điều 23 của TCVN 8243-1:2009 (ISO 3951-1:2005) và TCVN 8243-2:2009 (ISO 3951-2:2006).
Việc chuyển sang theo hướng kiểm tra chặt, khi cần, có thể dẫn đến việc loại bỏ các lô hàng bắt buộc phải kiểm soát. Tuy nhiên, việc chuyển sang kiểm tra giảm, khi chất lượng trung bình của quá trình là ổn định, cơ quan có thẩm quyền tùy chọn ở mức thấp hơn AQL. Nếu có đủ bằng chứng, từ các bảng kiểm tra, sự thay đổi phù hợp với các tiêu chí thống kê, có thể dự kiến chuyển từ phương pháp s sang phương pháp σ, sử dụng giá trị σ thay vì s [xem chi tiết trong 2.2.3 và Phụ lục A của TCVN 8243-1:2009 (ISO 3951-1:2005) và TCVN 8243-2:2009 (ISO 3951-2:2006)].
Việc chuyển đổi mức kiểm tra kèm theo thay đổi phương án lấy mẫu (cỡ mẫu, số lượng chấp nhận).
Việc kiểm tra thường được áp dụng khi bắt đầu kiểm tra (trừ khi có quy định khác) và tiếp tục được áp dụng trong quá trình kiểm tra cho đến khi cần kiểm tra chặt, hoặc ngược lại, kiểm tra giảm được chứng minh là đúng.
Tiến hành kiểm tra chặt khi 2 lô hàng được gửi để kiểm tra thường ban đầu không được chấp nhận trong 5 lô hàng liên tiếp. Việc kiểm tra chặt có thể được bỏ qua khi 5 lô hàng liên tiếp ở lần kiểm tra đầu tiên đã được chấp nhận ở kiểm tra chặt; sau đó tiến hành kiểm tra lại bình thường.
Có thể thực hiện kiểm tra giảm khi 10 lô hàng liên tiếp đã được chấp nhận tại kiểm tra thường, ở các điều kiện sau:
a) 10 lô hàng này được chấp nhận nếu AQL chặt hơn một bậc;
b) việc sản xuất đang được kiểm soát thống kê;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phải ngừng kiểm tra giảm và tiến hành kiểm tra thường nếu trong khi kiểm tra lần đầu xuất hiện:
a) một lô hàng không được chấp nhận;
b) việc sản xuất bị trì hoãn hoặc trở nên thất thường;
c) các điều kiện khác (thay đổi nhà cung cấp, công nhân, máy móc...) cho thấy cần phải trở về kiểm tra thường.
6.4 Phương án lấy mẫu kiểm tra một lần để kiểm soát trung bình
6.4.1 Chưa biết độ lệch chuẩn
Việc kiểm soát như vậy được thực hiện bằng cách sử dụng phép thử nhằm đảm bảo rằng, trung bình, hàm lượng của đặc tính được kiểm soát ít nhất bằng số lượng được ghi trên nhãn sản phẩm hoặc số lượng được cố định theo quy định hoặc quy phạm thực hành (ví dụ: khối lượng tịnh, dung tích thực...).
Mô tả phép thử
n là cỡ mẫu, số lượng các đơn vị sản phẩm, được sử dụng cho phép thử.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
 là độ lệch chuẩn của các giá trị mẫu
là độ lệch chuẩn của các giá trị mẫu
σ là mức ý nghĩa của phép thử mà xác suất sai kết luận rằng hàm lượng trung bình của đặc tính được kiểm soát nhỏ hơn giá trị đã cho khi chúng thực sự lớn hơn hoặc bằng giá trị đó.
tα là giá trị phân bố t student, trên bậc tự do n-1, tương ứng với mức ý nghĩa α12).
M là giá trị đã cho đối với trung bình của lô hàng.
Bảng 20 - Giá trị t được lựa chọn của phân bố student
Số lượng mẫu
Giá trị t
Giá trị t
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(α = 5 %)
(α = 0,5 %)
5
2,13
4,60
10
1,83
3,25
15
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,98
20
1,73
2,86
25
1,71
2,80
30
1,70
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
35
1,69
2,73
40
1,68
2,71
45
1,68
2,69
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1,68
2,68
Nguyên tắc quyết định
M được coi là giá trị trung bình tối thiểu:
VÍ DỤ: Hàm lượng chất béo của sữa nguyên chất:
Lô hàng được chấp nhận nếu:
![]()
và bị loại bỏ trong trường hợp khác
Bảng 20 cung cấp giá trị t của phân bố student đối với một số cỡ mẫu được chọn và đối với α 5 % và 0,5 %.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
VÍ DỤ: Hàm lượng natri của của chế độ ăn kiêng, lô hàng được chấp nhận nếu:
![]()
và bị loại bỏ trong trường hợp khác
M được coi không phải là giá trị trung bình tối thiểu, không phải là giá trị trung bình tối đa.
VÍ DỤ: Hàm lượng vitamin C trong công thức dành cho trẻ sơ sinh.
Lô hàng được chấp nhận nếu:
![]()
và bị loại bỏ trong trường hợp khác
6.4.2 Biết được độ lệch chuẩn
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
σ là độ lệch chuẩn đã biết
α là mức ý nghĩa của phép thử, xác suất sai kết luận rằng hàm lượng trung bình của đặc tính được kiểm soát nhỏ hơn giá trị đã cho khi nó thực sự lớn hơn hoặc bằng giá trị đó.
uα là giá trị phân bố chuẩn đã được chuẩn hóa, tương ứng với mức ý nghĩa α30 (U0,05 = 1,645, U0,005 = 2,576)
M là giá trị đã cho đối với trung bình của lô hàng.
Nguyên tắc quyết định
M được coi là giá trị trung bình tối thiểu
VÍ DỤ: hàm lượng chất béo của sữa nguyên chất
Lô hàng được chấp nhận nếu:
![]()
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
M được coi là giá trị trung bình tối đa.
VÍ DỤ: Hàm lượng natri của của bánh bít cốt ăn kiêng (diet rusk), lô hàng được chấp nhận nếu:
![]()
và bị loại bỏ ở các trường hợp khác.
M được coi là giá trị trung bình tối thiểu, không phải là giá trị trung bình tối đa.
VÍ DỤ: Hàm lượng vitamin C trong thức ăn công thức
Lô hàng được chấp nhận nếu
![]()
và bị loại bỏ ở các trường hợp khác.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
[xem ISO 10725:2000 và TCVN 11865-1:2017 (ISO 11648-1:2003)]
7.1 Yêu cầu chung
Thông thường, phương án lấy mẫu được mô tả trong 5.1 chỉ được áp dụng cho một dãy các lô hàng liên tục có cùng nguồn gốc duy nhất. Tuy nhiên, các phương án được mô tả dưới đây có thể được sử dụng khi dữ liệu được thu thập, mô tả độ lệch chuẩn chất lượng đặc trưng, từ các lô hàng riêng lẻ có cùng nguồn gốc duy nhất, trong một khoảng thời gian dài.
Tiêu chuẩn này đề cập đến nhu cầu phương án lấy mẫu để kiểm tra định lượng đối với các tình huống mà việc ước lượng trung bình lô hàng của một đặc trưng chất lượng là yếu tố chính trong việc xác định khả năng chấp nhận lô hàng. Phương án lấy mẫu trong tiêu chuẩn này đề cập đến các tình huống có sự phân bố chuẩn của đặc trưng chất lượng. Tuy nhiên, người sử dụng không nên quá lo ngại về độ lệch chuẩn so với chuẩn mực, vì sự phân bố mẫu trung bình mẫu lớn thường rất gần với phân phối chuẩn, trừ khi cỡ mẫu quá nhỏ.
Tiêu chuẩn có thể được áp dụng:
- cho dãy lô hàng liên tục
- cho lô hàng riêng lẻ (khi giá trị từng độ lệch chuẩn của đặc trưng chất lượng được coi là đã biết và ổn định, ví dụ, lô hàng để riêng liên quan đến người mua có thể là một phần của một loạt các lô hàng được sản xuất bởi nhà cung cấp)
- khi đặc trưng chất lượng được quy định χ có thể đo được trên thang đo liên tục
- khi đặc trưng chất lượng ổn định và biết độ lệch chuẩn
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- khi quy định một giới hạn quy định kỹ thuật (tuy nhiên, trong các trường hợp đặc biệt, tiêu chuẩn có thể áp dụng khi quy định hai giới hạn quy định kỹ thuật.
7.2 Quy trình lấy mẫu tiêu chuẩn để kiểm tra lô hàng đơn lẻ
Quy trình bao gồm từng bước có thể được tổng hợp như sau:
a) Lựa chọn phương án lấy mẫu
Việc lựa chọn phương án lấy mẫu bao gồm các bước sau, đặc biệt để kiểm tra mẫu để rời:
- thiết lập độ lệch chuẩn, chi phí, chất lượng ứng với rủi ro của người sản xuất, chất lượng ứng với rủi ro người tiêu dùng và khoảng cách phân biệt đối xử (xem định nghĩa trong 3.12)
Nếu cả biểu đồ kiểm soát độ lệch chuẩn của mẫu hỗn hợp (SC) và mẫu thử (ST) không có điểm ‘nằm ngoài điểm kiểm soát’ và nếu không có bằng chứng khác cho thấy sự ổn định của chúng thì có thể thấy rằng tất cả các độ lệch chuẩn là ổn định. Phương pháp để khẳng định và tính lại độ lệch chuẩn, bao gồm việc sử dụng biểu đồ kiểm soát, được quy định tại Điều 12 của ISO 10725:2000.
Yêu cầu đối với các giá trị chấp nhận:
Giá trị chấp nhận
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
![]()
Khi quy định giới hạn quy định trên, giá trị chấp nhận trên được tính bằng công thức:
![]()
Trong đó:
mA là rủi ro của nhà sản xuất
D là khoảng cách phân biệt đối xử.
b) Rút mẫu đơn từ lô hàng
Phải sử dụng dụng cụ lấy mẫu thích hợp cùng với việc lấy mẫu đại diện để tạo thành mẫu đơn ni (i là mẫu đơn hạng i).
c) Chuẩn bị một hoặc nhiều mẫu hỗn hợp
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
d) Chuẩn bị mẫu thử
nt mẫu thử của khối lượng và cỡ hạt quy định, được chuẩn bị từ từng mẫu hỗn hợp, sử dụng quy trình ép/nghiền, chia mẫu và trộn đều mẫu thích hợp.
e) Rút phần mẫu thử để đo
Phần mẫu thử nm của khối lượng quy định, rút từ mỗi mẫu thử.
f) Đo đặc trưng chất lượng của phần mẫu thử đã quy định
Đo một lần được thực hiện trên mỗi phần mẫu thử, để tạo các phép đo nc.nt.nm trên mỗi lô hàng.
g) Xác định khả năng chấp nhận lô hàng
Trung bình mẫu lớn (![]() ) được tính theo trung
bình mẫu hỗn hợp nc (được tính từ trung bình mẫu thử nT, chúng được
tính từ các kết quả đo nM)
) được tính theo trung
bình mẫu hỗn hợp nc (được tính từ trung bình mẫu thử nT, chúng được
tính từ các kết quả đo nM)
- Khi quy định một giới hạn dưới:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Loại bỏ lô hàng nếu ![]() <
<![]()
- Khi quy định một giới hạn trên:
Chấp nhận lô hàng nếu ![]() ≤
≤![]()
Loại bỏ lô hàng nếu ![]() >
>![]()
- Khi quy định hai giới hạn trên:
Chấp nhận lô hàng nếu ![]() ≤
≤![]() ≤
≤![]()
Loại bỏ lô hàng nếu ![]() <
<![]() hoặc
hoặc ![]() >
>![]()
Thư mục tài liệu tham khảo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
[2] Micro-organisms in Foods. 2. Sampling for microbiological analysis: Principles and specific applications; International Commission on Microbiological Specifications for Foods, ICMSF, 1986, ISBN 0-632-015 675.
[3] Cochran, WG: Sampling Techniques, 3rd Edition, Wiley, New York, 1977
[4] Ducan, AJ: Quality Control and Industrial Statistics, 5 th Edition, Irwin, Homewood, IL, 1986
[5] Montgomery, DC: Introduction to Statistical Quality Control, 4th Edition, Wiley, New York, 2000
[6] NMKL Procedure N° 12: Guide on Sampling for Analysis of Foods, 2002
[7] ISO 2854, Statistical interpretation of data - Techniques of estimation and tests relating to means and variances (Diễn giải dữ liệu thống kê - Kỹ thuật ước lượng và thử nghiệm liên quan đến giá trị trung bình và phương sai)
[8] ISO 3494, Statistical interpretation of data - Power of tests relating to means and variances (Diễn giải dữ liệu thống kê - Khả năng của các phép thử liên quan đến giá trị trung bình và phương sai)
[9] TCVN 6400 (ISO 707) Sữa và sản phẩm sữa - Hướng dẫn lấy mẫu
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Lời nói đầu
Lời giới thiệu
1 Phạm vi áp dụng
2 Tài liệu viện dẫn
3 Thuật ngữ và định nghĩa
4 Quy định chung
4.1 Khái quát
4.2 Yêu cầu chung
4.3 Quy trình lấy mẫu
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4.5 Các phương án lấy mẫu
4.6 Chi phí lấy mẫu
5 Lựa chọn phương án lấy mẫu đối với một lô hàng hoặc các lô hàng riêng lẻ vận chuyển trong thương mại quốc tế
5.1 Quy trình lấy mẫu để kiểm tra định tính: Phương án lấy mẫu được xác định theo chất lượng giới hạn (LQ) để kiểm tra lô hàng riêng lẻ
5.2 Phương án kiểm tra định tính hai mức và ba mức để đánh giá vi sinh vật
5.3 Phương án lấy mẫu một lần để kiểm soát trung bình (chưa biết độ lệch chuẩn)
6 Chọn phương án lấy mẫu đối với dãy lô hàng liên tục có cùng nguồn gốc
6.1 Khái quát
6.2 Phương án lấy mẫu kiểm tra một lần được khuyến cáo dùng cho kiểm tra định tính phần trăm khuyết tật
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.4 Phương án lấy mẫu kiểm tra một lần để kiểm soát trung bình
7 Chọn phương án lấy mẫu để kiểm tra định lượng sản phẩm để rời: đã biết độ lệch chuẩn
7.1 Yêu cầu chung
7.2 Quy trình lấy mẫu tiêu chuẩn để kiểm tra lô hàng đơn lẻ
Thư mục tài liệu tham khảo
a) Tiêu chuẩn hiện hành là TCVN 10853:2015 (ISO 8423:2008). ISO 8423:2008 đã được thay thế bởi ISO 39511:2018.
b) ISO 14560:2004 đã được thay thế bởi ISO 28597:2017.
1) Ủy ban Codex tại phiên họp lần thứ 22 (tháng 6 năm 1997) đã bỏ hệ thống đánh số CAC/RM.
2) Sau khi kiểm tra, dùng phép thử thống kê thích hợp để so sánh 2 mẫu, nếu cần, nghĩa là phép thử thông số của giá trị trung bình hoặc phép thử phương sai đặc trưng, ví dụ: phép thử Aspin-Welch) hoặc phép thử phi thông số đặc trưng đối với các tỷ lệ (Ví dụ: phép thử Khi-bình phương hoặc phép thử Kolmogorof-Smimof).
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4) Xem định nghĩa mẫu đại diện trong 4.2.3.
5) Với quá trình có tính chu kỳ, việc đánh giá tình huống như vậy có thể được thực hiện bằng cách nhìn vào biểu đồ kiểm soát quá trình, đối với điều kiện bảo quản, hoặc bằng cách thu thập thông tin từ các nhà quản lý kho bảo quản, phòng thử nghiệm, các tổ chức chuyên nghiệp.
6) Để phân biệt rõ với phương pháp σ, các giá trị bằng số giống hệt với các giá trị được nêu trong trường hợp của phương pháp σ.
7) Khi kiểm tra hai thông số kỹ thuật, ví dụ hàm lượng chất béo và hàm lượng natri của pho mai ăn kiêng, cần thực hiện phương án kiểm tra định tính (đối với hàm lượng chất béo) và kiểm tra định lượng (đối với hàm lượng natri), với lý do kiểm tra thực tế, nên chọn phương án kiểm tra định tính đối với hai thông số kỹ thuật.
8) Theo 7.1 của TCVN 7790-2:2015 (ISO 2859-2:1985).
10) Phương án trong 6.3.2 có thể được sử dụng cho lô hàng riêng lẻ.
11) Bất kỳ mức kiểm tra nào khác so với kiểm soát thông thường phải được người sử dụng phương án lấy mẫu chứng minh.
23 P95 = Tỷ lệ các đơn vị sản phẩm không phù hợp được chấp nhận trong 95 % các trường hợp.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
25 P10 = Tỷ lệ các đơn vị sản phẩm không phù hợp được chấp nhận trong 10% các trường hợp.
26 P95 = Tỷ lệ các đơn vị sản phẩm không phù hợp được chấp nhận trong 95 % các trường hợp.
27 P50 = Tỷ lệ các đơn vị sản phẩm không phù hợp được chấp nhận trong 50 % các trường hợp.
28 P10 = Tỷ lệ các đơn vị sản phẩm không phù hợp được chấp nhận trong 10 % các trường hợp.
12) α thường lấy ở 5 % hoặc 0,5 %.