Tiêu chuẩn Việt Nam TCVN 3152:1979 về dụng cụ mài - Yêu cầu an toàn do Ủy ban Khoa học và Kỹ thuật Nhà nước ban hành
TIÊU CHUẨN NHÀ NƯỚC
TCVN 3152 - 1979
DỤNG CỤ MÀI
YÊU CẦU AN TOÀN
Cơ quan biên soạn và đề nghị ban hành: Viện nghiên cứu Khoa học bảo hộ lao động Tổng công đoàn
Cơ quan trình duyệt: Cục Tiêu chuẩn Ủy ban Khoa học và Kỹ thuật Nhà nước
Cơ quan xét duyệt và ban hành: Ủy ban Khoa học và Kỹ thuật Nhà nước
Quyết định ban hành số: 658/TC-QĐ ngày 27 tháng 12 năm 1979
DỤNG CỤ MÀI
YÊU CẦU AN TOÀN
Abrasive products the safety code for use
Tiêu chuẩn này áp dụng cho tất cả các dạng dụng cụ mài làm việc với tốc độ từ 15 đến 100 m/s và quy định quy trình, quy tắc làm việc an toàn của chúng.
Tiêu chuẩn này không áp dụng cho dụng cụ mài kim cương và bánh đánh bóng chế tạo bằng các vật liệu tổng hợp, da, phớt dệt có một lớp vật liệu mài trên bề mặt đánh bóng.
1. QUY ĐỊNH CHUNG
1.1. Tốc độ làm việc của dụng cụ không được vượt quá trị số cho phép quy định theo các tiêu chuẩn và các tài liệu kỹ thuật đã ban hành.
1.2. Việc bảo quản, vận chuyển bánh mài phải theo các tiêu chuẩn và các tài liệu kỹ thuật cho mỗi loại do nhà máy chế tạo quy định.
2. THỬ NGHIỆM DỤNG CỤ MÀI THEO ĐỘ BỀN CƠ HỌC
2.1. Trước khi thử nghiệm dụng cụ mài bằng chất kết dính gồm phải kiểm tra để phát hiện các vết nứt bằng cách treo dụng cụ mài và gõ bằng búa gỗ nặng 200 - 300 g.
Âm phát ra của dụng cụ mài không có vết nứt phải thanh trong, những dụng cụ mài có vết nứt phải loại bỏ.
2.2. Việc thử nghiệm bánh mài theo độ bền cơ học phải tiến hành với tốc độ được quy định trong bảng sau đây:
|
Tốc độ thử Vt |
Tốc độ làm việc Vlv (m/s) |
Đường kính ngoài của bánh mài (mm) |
Kiểu bánh mài |
|
1,3 Vlv |
100 |
200 |
Bánh mài đĩa phẳng |
|
20 |
Bánh đánh bóng mềm dẻo chất kết dính bằng nhựa cao su. |
||
|
1,5 Vlv |
40 |
150 |
Các dạng khác ngoài bánh mài các kiểu: Bánh mài có gân, Bánh mài ghép. Bánh mài vòng và bánh cắt khoáng chất. |
|
Lớn hơn 40 đến 100 |
30 |
Chú thích: Các bánh mài kiểu:
- Bánh mài có gân,
- Bánh mài ghép,
- Bánh mài vòng,
- Bánh cắt khoáng chất.
Không phải thử độ bền cơ học
2.3. Thời gian thử nghiệm đối với bánh mài có đường kính ngoài đến 150 mm là 3 phút và đối với bánh mài có đường kính ngoài lớn hơn 150 mm là 5 phút.
2.4. Khi thử với tốc độ vượt quá tốc độ làm việc 65%, cho phép không quy định thời gian thử nghiệm đối với:
a) Bánh mài làm việc với tốc độ đến 50m/s.
b) Bánh mài có chất kết dính Ba-kê-lit làm việc với tốc độ đến 60m/s.
2.5. Các bánh mài đã qua gia công cơ hay hóa cũng như bánh mài đã quá thời gian bảo hành phải tiến hành thử nghiệm lại độ bền cơ học.
2.6. Độ bền của bánh mài phải được kiểm tra bằng cách quay bánh mài trên giá thử chuyên dùng có đồng hồ đo số vòng quay.
2.7. Người thử nghiệm các bánh mài phải từ 18 tuổi trở lên và phải qua kiểm tra sức khỏe, được huấn luyện về chuyên môn. Việc hướng dẫn ít nhất 1 lần trong 1 năm.
2.8. Giá thử nghiệm phải đặt trong phòng có đủ chỗ đặt các bánh mài, có đường vận chuyển với chiều rộng không nhỏ hơn 2,5 mm.
2.9. Trong phòng thử nghiệm bánh mài, phải có bảng hướng dẫn chi tiết về thử nghiệm độ bền cơ học. Không cho phép tiến hành các công việc không liên quan đến việc thử nghiệm và chuẩn bị các dụng cụ mài để thử nghiệm.
2.10. Phải kiểm tra lại bánh mài trước khi đóng cửa hộp máy thử. Hộp máy thử có khóa liên động, không cho phép mở cửa trong thời gian trục chính của máy thử quay.
2.11. Toàn bộ máy thử phải được đặt trên móng máy. Thân máy phải được bắt chặt với móng máy và điều chỉnh chính xác Hộp máy thử phải bền, chắc để ngăn chặn được mảnh vỡ khi vỡ bánh mài.
2.12. Việc đặt và tháo bánh mài có khối lượng lớn hơn 16 kg khỏi trục chính của máy thử cần được cơ giới hóa.
2.13. Độ đảo trục chính của máy thử không được lớn hơn 0,03mm. Hướng đường ren ở đầu trục chính phải ngược với hướng quay của bánh mài. Không được phép thử nghiệm bánh mài trên máy thử chưa hoàn chỉnh. Việc kiểm tra kỹ thuật máy thử phải thực hiện ít nhất 1 lần trong tháng và ghi kết quả vào sổ riêng.
2.14. Kích thước của các bánh mài đưa vào thử nghiệm cùng 1 lúc ở 2 đầu trục chính của máy thử phải giống nhau.
2.15. Đường kính ngoài và mặt tiếp xúc của mặt bích trên cùng một máy thử nghiệm phải như nhau. Giữa các mặt bích và bánh mài phải đặt tấm đệm bằng giấy cáctông hay vật liệu đàn hồi khác có chiều dày từ 0,5 đến 1mm. Tấm đệm phải phủ toàn bộ mặt bích và nhô ra khỏi đường kính của mặt bích: 1mm. Phải định tâm bánh mài trước khi thử nghiệm.
2.16. Đối với việc thử nghiệm bánh mài có đường kính lỗ vượt quá đường kính trục chính của máy thử, được phép sử dụng bạc lót có đường kính ngoài bằng đường kính lỗ của bánh mài. Chiều cao bề mặt lắp ghép của bạc lót không được nhỏ hơn nửa chiều cao của bánh mài cần thử nghiệm.
2.17. Cho phép thử nghiệm đồng thời một số bánh mài có cùng kích thước cách nhau bằng các tấm đệm và đặt các mặt bích trung gian có cùng đường kính với bề mặt kẹp vòng quanh của các mặt bích chính.
2.18. Các số liệu thử nghiệm dụng cụ mài phải ghi vào sổ theo dõi được quy định trong bảng 2.
2.19. Trên phần không làm việc của bánh mài đã thử nghiệm phải đánh dấu đỏ hay dán nhãn ghi số hiệu thử nghiệm, ngày thử nghiệm và chữ ký của người chịu trách nhiệm thử nghiệm.
2.20. Những bánh mài đã qua gia công cơ hay hóa và những bánh mài không có nhãn hiệu ghi tốc độ làm việc, thì sau khi thử nghiệm phải dán nhãn hiệu ghi tốc độ làm việc cho phép.
Chú thích: Kích thước cơ bản của mặt bích thử nghiệm có thể tham khảo 3 TCN.C4-64.
3. THIẾT BỊ BẢO VỆ
3.1. Tất cả dụng cụ mài, cũng như đầu trục chính nhô ra ngoài và các chi tiết kẹp chặt khác phải che chắn bảo vệ. Vỏ che chắn bảo vệ phải được bắt chặt trên thân máy.
3.2. Vật liệu và chiều dày của vỏ bảo vệ bánh mài phải theo chỉ dẫn ở hình 1 và 2 và bảng 3-7.
Chú thích: Khi dùng bộ ghép nhiều bánh mài có chiều cao lớn hơn 200mm, thì chiều dày thành vỏ bảo vệ phải lấy không nhỏ hơn chiều dày thành vỏ đối với bánh mài có chiều cao 200mm.
3.3. Các mối hàn trên thành vỏ bảo vệ chế tạo bằng thép tấm phải liên tục đều và chắc chắn, có chiều cao không nhỏ hơn chiều dày của thành vỏ.
Bảng 2
|
№ Thử nghiệm |
|
|
Ngày thử nghiệm |
|
|
Tên nhà máy chế tạo dụng cụ |
|
|
Ký hiệu tiêu chuẩn và hình dạng dụng cụ |
|
|
Kích thước dụng cụ |
|
|
Đặc điểm dụng cụ (vật liệu, chất dính kết, độ hạt, độ cứng) và đánh dấu và sự tu sửa cơ học. |
|
|
Tốc độ làm việc cho phép ghi trong nhãn hiệu |
|
|
Số vòng quay trong 1 phút khi thử nghiệm |
|
|
Kết quả thử nghiệm |
|
|
Đến số vòng quay nào bánh mài bị vỡ |
|
|
Chữ ký của người chịu trách nhiệm thử nghiệm. |
|
Khi vỡ một hay một số bánh mài thử nghiệm phải thay thế chúng cho đủ số và phải thử lại.
Chiều dày tối thiểu của thành vỏ bảo vệ đối với bánh mài có tốc độ làm việc đến 40m/s.
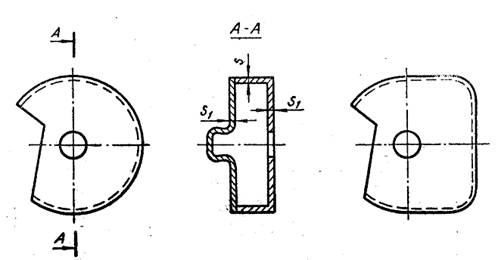
Hình 1.
Bảng 3
|
Đường kính của bánh mài |
Chiều cao lớn nhất của bánh mài |
Chiều dày thành vỏ |
|||
|
Thép đúc |
Thép tấm |
||||
|
S |
S1 |
S |
S1 |
||
|
Đến 150 |
50 |
|
|
3 |
2 |
|
100 |
|
|
|||
|
Lớn hơn 150 |
50 |
6 |
6 |
4 |
2 |
|
Đến 300 |
100 150 200 |
8 10 12 |
6 8 10 |
5 6 7 |
3 4 5 |
|
Lớn hơn 300 đến 400 |
50 100 150 200 |
8 10 12 14 |
6 8 10 11 |
4 5 6 8 |
3 3 4 6 |
|
Lớn hơn 400 đến 500 |
50 100 150 200 |
10 12 14 16 |
8 10 12 13 |
6 7 8 10 |
4 5 6 7 |
|
Lớn hơn 500 đến 600 |
50 100 150 200 |
12 14 16 18 |
10 12 14 16 |
8 9 10 12 |
5 6 7 8 |
|
Lớn hơn 600 đến 750 |
50 100 150 200 |
16 18 20 22 |
14 16 18 20 |
9 10 12 14 |
6 7 8 9 |
|
Lớn hơn 750 đến 1100 |
50 100 150 200 |
18 22 25 28 |
16 20 22 24 |
12 14 16 18 |
9 10 12 12 |
|
Lớn hơn 1100 đến 1400 |
50 100 150 200 |
22 24 26 30 |
10 22 24 26 |
16 18 20 22 |
12 14 16 18 |
Chiều dày tối thiểu của thành vỏ bảo vệ đối với bánh mài có tốc độ làm việc lớn hơn 40 đến 100 m/s.
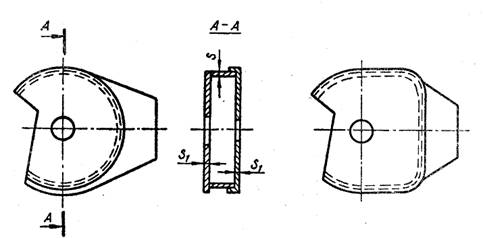
Hình 2
Tốc độ làm việc lớn hơn 40 đến 63 m/s kích thước tính bằng mm
Bảng 4
|
Đường kính của bánh mài |
Chiều cao lớn nhất của bánh mài |
Chiều dày của thành vỏ |
|||
|
Thép đúc |
Thép tấm |
||||
|
S |
S1 |
S |
S1 |
||
|
Đến 80 |
50 100 |
- |
- |
3 |
2 |
|
Lớn hơn 80 đến 150 |
50 100 150 200 |
6 8 10 12 |
6 7 8 10 |
4 4 5 7 |
3 3 4 5 |
|
Lớn hơn 150 đến 300 |
50 100 150 200 |
7 9 12 14 |
7 8 9 10 |
5 6 7 8 |
4 4 4 5 |
|
Lớn hơn 300 đến 400 |
50 100 150 200 |
10 12 14 16 |
8 9 10 12 |
7 8 9 10 |
5 5 6 7 |
|
Lớn hơn 400 đến 500 |
50 100 150 200 |
14 16 18 20 |
12 12 14 16 |
8 9 11 13 |
6 7 8 9 |
|
Lớn hơn 500 đến 600 |
50 100 150 200 |
16 18 20 22 |
14 16 18 20 |
10 11 12 14 |
7 8 9 10 |
|
Lớn hơn 600 đến 750 |
50 100 150 200 |
20 22 24 26 |
16 18 20 22 |
12 14 16 18 |
8 9 10 12 |
|
Lớn hơn 750 đến 1100 |
50 100 150 200 |
24 28 30 32 |
20 22 25 28 |
14 18 20 22 |
10 12 12 14 |
|
Lớn hơn 1100 đến 1400 |
50 100 |
28 32 |
22 25 |
16 20 |
12 16 |
Tốc độ làm việc lớn hơn 63 đến 80 m/s kích thước tính bằng mm.
Bảng 5
|
Đường kính của bánh mài |
Chiều cao lớn nhất của bánh mài |
Chiều dày thành vỏ bằng thép tấm |
|
|
S |
S1 |
||
|
Đến 80 |
50 100 |
3 4 |
3 3 |
|
Lớn hơn 80 đến 150 |
50 100 |
5 6 |
4 5 |
|
Lớn hơn 150 đến 300 |
50 100 150 200 |
6 8 10 12 |
5 6 7 8 |
|
Lớn hơn 300 đến 400 |
50 100 150 200 |
8 10 12 14 |
6 8 9 10 |
|
Lớn hơn 400 đến 500 |
50 100 150 200 |
10 12 14 16 |
8 9 10 12 |
|
Lớn hơn 500 đến 600 |
50 100 150 200 |
12 14 16 18 |
8 10 12 14 |
|
Lớn hơn 600 đến 750 |
50 100 150 200 |
14 16 18 20 |
10 12 14 14 |
|
Lớn hơn 750 đến 1100 |
50 100 150 200 |
16 18 20 22 |
12 12 14 16 |
|
Lớn hơn 1100 đến 1400 |
50 100 |
18 20 |
12 14 |
Tốc độ làm việc lớn hơn 80 đến 100 m/s kích thước tính bằng mm.
Bảng 6
|
Đường kính của bánh mài |
Chiều cao lớn nhất của bánh mài |
Chiều dày thành vỏ bằng thép tấm |
|
|
S |
S1 |
||
|
Đến 80 |
50 100 |
4 5 |
3 4 |
|
Lớn hơn 80 đến 150 |
50 100 |
6 8 |
5 6 |
|
Lớn hơn 150 đến 300 |
50 100 150 200 |
8 10 12 14 |
6 7 9 10 |
|
Lớn hơn 300 đến 400 |
50 100 150 200 |
10 12 14 16 |
7 9 10 12 |
|
Lớn hơn 400 đến 500 |
50 100 150 200 |
12 14 16 18 |
9 10 12 14 |
|
Lớn hơn 500 đến 600 |
50 100 150 200 |
14 16 18 20 |
10 12 14 16 |
|
Lớn hơn 600 đến 750 |
50 100 150 200 |
16 20 22 25 |
12 14 16 18 |
|
Lớn hơn 750 đến 1100 |
50 100 150 |
20 25 28 |
16 18 20 |
|
Lớn hơn 1100 đến 1400 |
50 100 |
25 30 |
18 22 |
Chiều dày tối thiểu của thành vỏ bảo vệ đối với bánh mài cắt đứt có chiều cao đến 10mm (Hình 2)
Bảng 7
|
Tốc độ làm việc của bánh mài, m/s |
Đường kính của bánh mài, mm |
Chiều dày thành vỏ bằng thép tấm, mm |
|
|
S |
S1 |
||
|
Đến 80 |
Đến 300 |
3 |
2 |
|
Lớn hơn 300 đến 400 |
4 |
3 |
|
|
Lớn hơn 500 đến 750 |
5 |
4 |
|
|
Lớn hơn 750 đến 1200 |
8 |
6 |
|
|
Lớn hơn 80 đến 100 |
Đến 300 |
4 |
3 |
|
Lớn hơn 300 đến 500 |
5 |
4 |
|
|
Lớn hơn 500 đến 750 |
6 |
4 |
|
|
Lớn hơn 750 đến 1200 |
10 |
7 |
|
3.4. Vị trí và góc mở cho phép lớn nhất của vỏ bảo vệ phải theo chỉ dẫn trên hình vẽ 3.
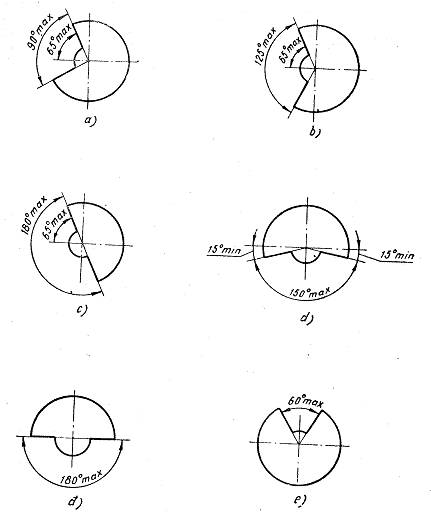
Hình 3
a- Dùng cho máy mài thô và sắc
b- Dùng cho máy mài thô và sắc, khi chi tiết gia công đặt thấp hơn tâm trục đá.
c- Dùng cho máy mài vô tâm, mài tròn và mài nhăn.
d- Dùng cho máy mài phẳng, mài dao bằng mặt trục của đá.
đ- Dùng cho máy cài cầm tay trục mềm.
e- Dùng cho máy mài, mài điểm cao nhất của chi tiết.
3.5. Đối với các vỏ không có tấm chắn an toàn, góc mở không được vượt quá 300 kể từ mặt phẳng nằm ngang đi qua đường tâm của trục chính máy. Khi góc mở lớn hơn 300, cần đặt tấm chắn an toàn bằng thép, điều chỉnh được để giảm độ hở giữa tấm chắn vá bánh mài làm việc bị mòn. Kết cấu của tấm chắn cần đảm bảo khả năng di chuyển và kẹp chắc ở các vị trí khác nhau, tấm chắn an toàn điều chỉnh được theo chiều rộng phải che kín khoảng cách giữa hai thành viên của vỏ bảo vệ. Chiều dày của tấm chắn không được nhỏ hơn chiều dày thành của phần trụ vỏ bảo vệ. Chỉ được điều chỉnh tấm chắn sau khi bánh mài ngừng quay hẳn.
Chú thích: Trên máy mài có bước tiến cơ khí hay tự động, khi góc mở của vỏ cao hơn mặt phẳng nằm ngang đi qua đường tâm của trục chính. Cho phép làm việc không có tấm chắn, nhưng với điều kiện khoảng cách giữa điểm phía trên của góc mở của vỏ và mặt phẳng nằm ngang không vượt quá trị số 0,5 D1 của mặt bích.
3.6. Độ hở giữa bánh mài và mép trên của góc mở của vỏ di động cũng như giữa bánh mài và tấm chắn an toàn không được lớn hơn 6 mm.
3.7. Độ hở giữa thành bên của vỏ bảo vệ và mặt bích kẹp bánh mài có chiều cao lớn nhất được dùng trên máy phải nằm trong giới hạn từ 5 đến 10 mm. Nắp của vỏ bảo vệ khi làm việc phải kẹp vững chắc.
3.8. Các bánh mài kiểu bánh mài có gân, bánh mài ghép, bánh mài vòng, bánh mài hình bát trụ, và dụng cụ mài hình thoi mài bằng mặt đầu phải có vỏ bảo vệ để bao che. Phần đá mài nhô ra ngoài vỏ cho phép đến 50%, chiều cao của nó, nhưng không lớn hơn, 25 mm đối với bánh mài kiểu (1) và không lớn hơn 40 mm đối với dụng cụ mài hình thoi.
Trên các máy mài răng và các máy mài khác theo yêu cầu của công việc, bánh mài phải nhô ra ngoài một khoảng lớn hơn 25 mm thì phải làm thêm che chắn bổ sung cho vùng làm việc.
4. YÊU CẦU ĐỐI VỚI MÁY VÀ THIẾT BỊ
4.1. Trên các máy mài làm việc có nước làm lạnh, phải trang bị các tấm chắn để ngăn nước bắn vào người công nhân.
4.2. Trên bàn máy mài phẳng trang bị các tấm che chắn
4.3. Trên các máy có bàn nam châm điện phải có thiết bị để ngắt chuyển động của bàn máy và bánh mài khi bàn nam châm điện bị mất năng lượng điện.
4.4. Máy mài có tốc độ làm việc của bánh mài từ 60 m/s trở lên cần có cơ cấu bảo vệ bổ sung như màn chắn bằng kim loại để cho vùng làm việc khi mài và che phần hở của bánh mài khi lùi ra.
4.5. Trong lý lịch của máy mài, ngoài các đặc tính chung của máy phải ghi rõ vật liệu và kích thước cơ bản của vỏ bảo vệ cũng như hình dáng và kích thước lớn nhất của bánh mài.
4.6. Khi thay đổi động cơ điện hay thay đổi tỷ số truyền của bộ truyền động số vòng quay trục chính phải kiểm tra và ghi vào lý lịch của máy, đồng thời báo cho đốc công và công nhân sử dụng máy mài đó biết.
4.7. Ở mỗi một máy phải treo bảng ghi các trị số cho phép tốc độ làm việc của dụng cụ và số vòng quay trong một phút của trục chính máy tại nơi nhìn được rõ nhất. Trên các máy làm việc với tốc độ lớn hơn 40 m/s, vỏ bảo vệ cần có màu sơn tín hiệu an toàn khác với màu sơn của máy.
4.8. Các máy mài có trục chính nằm ngang khi mài phải giữ vật mài bằng tay cần trang bị màn chắn bảo vệ có cửa để nhìn. Nếu không thực hiện được điều kiện trên thì phải dùng mặt nạ che đầu và có kính bảo vệ mắt công nhân. Việc điều khiển màn lên xuống phải liên động với sự chuyển động quay trục chính của máy. Màn chắn cần bố trí đối xứng với bánh mài, bề rộng của màn chắn phải lớn hơn chiều cao của bánh mài ít nhất là 150 mm.
Khả năng điều chỉnh góc nghiêng của màn chắn bảo vệ trong giới hạn đến 200 và phải đảm bảo không làm mất tác dụng của khóa liên động, cửa quan sát phải làm bằng vật liệu trong suốt có chiều dày không nhỏ hơn 3 mm và giữ được độ trong suốt trong quá trình làm việc.
4.9. Chi tiết mài phải giữ bằng tay, cần phải sử dụng bệ tỳ; bệ tỳ phải điều chỉnh được và xiết chặt tại mọi vị trí yêu cầu. Ở các máy có 2 bệ tỳ cần đảm bảo điều chỉnh độc lập đối với nhau. Không cho phép thay đổi vị trí bệ tỳ trong thời gian máy đang làm việc. Bệ tỳ cần có diện tích đủ để đặt chi tiết bánh mài nằm cao hơn mặt phẳng ngang đi qua tâm bánh mài, nhưng không lớn hơn 10 mm. Độ hở giữa mép của bệ tỳ và bề mặt làm việc của bánh mài phải nhỏ hơn nửa chiều dày của chi tiết được mài, nhưng không lớn hơn 3mm, mép cạnh của bệ tỳ về phía bánh mài không được có lồi lõm, nứt vỡ và hư hỏng khác.
4.10. Trên các máy thực hiện bước tiến của chi tiết mài bằng tay, cấm sử dụng đòn bẩy để tăng lực ép chi tiết lên bánh mài.
4.11. Mặt bích để kẹp dụng cụ mài có thể tham khảo 3TCN, C4-64, và đảm bảo lắp bánh mài séc măng hay các phiến mài đồng tâm với trục chính của máy. Kích thước kẹp bánh mài séc măng với chiều dài không nhỏ hơn chiều cao của nó.
Độ hở giữa lỗ đá và chỗ lắp ghép phải theo đúng giới hạn dung sai cho phép đã quy định.
Kết cấu và vật liệu đồ gá dụng mài trên máy cần đảm bảo kẹp vững chắc trong quá trình làm việc.
4.12. Việc sửa bánh mài phải thực hiện bằng dụng cụ sửa chuyên dùng (bút chì kim cương, con lăn kim loại, đĩa hợp kim cứng). Không được sửa bánh mài bằng các dụng cụ khác. Trên các máy và thiết bị dùng để sửa bánh mài tròn phải có đồ gá bảo vệ công nhân khỏi bị các hạt mài và dụng cụ sửa văng ra.
5. LẮP ĐẶT VÀ SỬ DỤNG DỤNG CỤ
5.1. Công nhân lắp đặt dụng cụ mài lên máy phải biết vận hành và điều chỉnh, phải được đào tạo chuyên môn về mài, không cho phép sử dụng các bánh mài không có dấu hiệu về thử nghiệm. Trước khi gá lắp dụng cụ lên máy phải xem xét và kiểm tra cẩn thận các vết nứt.
5.2. Đối với bánh mài có đường kính 250 mm và lớn hơn, cũng như bánh mài có đường kính 125 mm và lớn hơn làm việc với tốc độ 50 m/s phải cân bằng trước khi gá lắp lên mâm cặp của máy.
Khi phát hiện bánh mài chưa cân bằng lần thứ nhất hay trong quá trình làm việc phải tiến hành cân bằng lại.
Chú thích: Cho phép không cân bằng các bánh mài phá và cắt trước khi gá đúng lên máy.
5.3. Trước khi bắt đầu làm việc những bánh mài đã đặt trên máy phải cho quay không tải với tốc độ làm việc trong thời gian ngắn;
Đối với bánh mài có đường kính đến 400 mm không ít hơn 2 phút; bánh mài có đường kính trên 400 mm không ít hơn 5 phút.
5.4. Đối với bánh mài đã bị mài mòn đường kính giảm đi thì số vòng quay của bánh mài có thể tăng lên nhưng không vượt quá trị số tốc độ vòng làm việc cho phép của bánh mài ấy.
5.5. Để đảm bảo an toàn cho việc mài chi các tiết dài (1/d ≥ 8) trên các máy mài mòn ngoài phải trang bị giá đỡ (luymét).
5.6. Chất lỏng làm lạnh khi mài cần được làm sạch các tạp chất không gây độc hại đối với sức khỏe của công nhân và không được làm giảm độ bền của bánh mài.
5.7. Giới hạn đường kính cho phép của bánh mài đã mòn (không kể những bánh mài có đường kính nhỏ hơn 6 mm) phải lấy theo các trị số cho trong bảng 8.
Bảng 8
|
Dạng kẹp bánh mài theo phụ lục 2 |
Giới hạn đường kính cho phép bánh mài đã mòn, mm |
|
Trên trục chính có đường kính d |
d + 2 |
|
Trên đầu vít với đường kính đầu vít |
D2 + 2 |
|
Trên trục chính (trục gá) bằng vít với đường kính đầu vit (D2) |
D2 + 10 |
|
Trên trục chính (trục gá) bằng các mặt bích đường kính D1 = D2 |
D1 + 10 |
|
Trên các mặt bích đường kính bằng D1 = D2 |
D1 + 20 |
5.8. Trên cơ sở các yêu cầu của tiêu chuẩn, giám đốc (kỹ sư trưởng) trong xí nghiệp phải nghiên cứu và duyệt các bản hướng dẫn chi tiết về kỹ thuật an toàn khi thực hiện những việc khác nhau về dụng cụ mài.
Các bản hướng dẫn cần phát cho từng công nhân ký nhận khi hướng dẫn lần đầu về kỹ thuật an toàn.