Tiêu chuẩn quốc gia TCVN 3210:1979 về Đai truyền hình thang hẹp
TIÊU CHUẨN QUỐC GIA
TCVN 3210 : 1979
ĐAI TRUYỀN HÌNH THANG HẸP
V – belts with narrow section
Lời nói đầu
TCVN 3210 : 1979 do Viện thiết kế máy công nghiệp - Bộ Cơ khí và Luyện kim biên soạn, Cục Tiêu chuẩn Đo lường Chất lượng trình duyệt, Uỷ ban Khoa học và Kỹ thuật Nhà nước (nay là Bộ Khoa học và Công nghệ) ban hành.
Tiêu chuẩn này được chuyển đổi năm 2008 từ Tiêu chuẩn Việt Nam cùng số hiệu thành Tiêu chuẩn Quốc gia theo quy định tại khoản 1 Điều 69 của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật và điểm a khoản 1 Điều 6 Nghị định số 127/2007/NĐ-CP ngày 1/8/2007 của Chính phủ quy định chi tiết thi hành một số điều của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật.
ĐAI TRUYỀN HÌNH THANG HẸP
V – belts with narrow section
Tiêu chuẩn này áp dụng cho đai truyền hình thang, vòng liền bằng vải – cao su, dung cho quạt gió của động cơ ô tô, máy kéo và máy liên hợp cũng như dung cho các cơ cấu động khác.
1. Thông số và kích thước cơ bản
1.1. Kích thước mặt cắt của đai, phải theo đúng chỉ dẫn trên Hình 1 và trong Bảng 1.
Bđ – chiều rộng đáy lớn của đai, mm;
Btt – chiều rộng tính toán của đai, mm;
h – chiều cao của đai, mm;
j – góc chêm của đai bằng 400.
Bảng 1
Kích thước tính bằng mm
|
Ký hiệu mặt cắt |
btt |
Bđ |
h |
|
SPZ SPA SPB |
8,5 11 14 |
10,35 13 17 |
8 10 13 |
CHÚ THÍCH :
1. Chiều rộng tính toán ( btt) là chiều rộng mặt cắt ngang của đai trên lớp trung hòa ở trạng thái kéo căng.
2. Sai lệch giới hạn của kích thước mặt cắt theo chỉ dẫn trong Bảng 6.
1.2 Các đai có ký hiệu mặt cắt SPA và SPB có thể được chế tạo có răng. Kích thước răng phải phù hợp với chỉ dẫn trong Bảng 2.
Bảng 2
|
Thông số |
Ký hiệu mặt cắt của đai |
|
|
SPA |
SPB |
|
|
Chiều sâu của rãnh Chiều rộng của rãnh Bước răng |
4,0 ± 1 2 – 5 8 – 16 |
5,0 ± 1 2 – 5 8 – 16 |
CHÚ THÍCH : Trong một đai, sai lệch theo bước răng và chiều rộng của rãnh không được lớn hơn 1,0 mm. Cho phép trong một chỗ của đai có sai lệch bước răng đến 50 %.
1.3 Chiều dài tính toán của đai, đo ở trạng thái kéo căng theo 3.4. phải theo đúng chỉ dẫn trong Bảng 3.
Bảng 3 – Chiều dài tính toán
mm
|
SPZ |
SPA |
SPB |
|
500 530 560 600 630 670 710 730 750 775 800 825 |
- - - - - - - - 750 775 800 825 |
- - - - - - - - - - - - |
Bảng 3 (tiếp theo)
|
SPZ |
SPA |
SPB |
|
850 875 900 925 950 975 1000 1030 1060 1090 1120 1150 1220 1250 1280 1320 1360 1400 1450 1500 1550 1600 1650 1700 1750 1800 1850 1900 1950 2000 2120 |
850 875 900 925 950 975 1000 1030 1060 1090 1120 1150 1220 1250 1280 1320 1360 1400 1450 1500 1550 1600 1650 1700 1750 1800 1850 1900 1950 2000 2120 |
- - - - - - 1000 1030 1060 1090 1120 1150 1220 1250 1280 1320 1360 1400 1450 1500 1550 1600 1650 1700 1750 1800 1850 1900 1950 2000 2120 |
Bảng 3 (tiếp theo)
|
SPZ |
SPA |
SPB |
|
2240 2360 2500 2650 3000 3150 3350 3550 - - - - - - - - - - - |
2240 2360 2500 2650 3000 3150 3350 3550 3750 4000 4250 4500 - - - - - - - |
2240 2360 2500 2650 3000 3150 3350 3550 3750 4000 4250 4500 4750 5000 6000 6700 7100 7500 8000 |
Hiệu số giữa chiều dài tính toán và chiều dài bên trong của đai ( ltt - ltz ).
Chiều dài tính toán, mm
(tiếp theo)
|
SPZ |
SPA |
SPB |
|
33 |
45 |
56 |
CHÚ THÍCH : Trong trường hợp có lý do kỹ thuật theo thỏa thuận giữa người tiêu thụ và người chế tạo, cho phép chế tạo có chiều dài tính toán khác, khi đó hiệu số của chiều dài đai được lựa chọn và chiều dài của đai gần nhất theo Bảng 3 không được nhỏ hơn 15 mm.
1.4 Sai lệch giới hạn của chiều dài đai phải theo đúng chỉ dẫn trong Bảng 4.
Bảng 4
mm
|
Chiều dài của đai |
|
|
Danh nghĩa |
Sai lệch giới hạn |
|
Không lớn hơn 1000 Trên 1000 – 1250 Trên 1250 – 1500 Trên 1500 – 2000 Trên 2000 – 3550 Trên 3550 – 5600 Trên 5600 – 8000 |
± 6 ± 6 ± 7,5 ± 10 ± 13 ± 16 ± 20 |
VÍ DỤ: Về ký hiệu quy ước của đai.
Đai mặt cắt SPZ có chiều dài tính toán 1000 mm.
Đai SPZ – 1000 TCVN 3210 : 1979
Cũng như vậy, đối với đai răng.
Đai răng SPZ - 1000 TCVN 3210 : 1979.
2. Yêu cầu kỹ thuật
2.1. Đai hình thang được chế tạo theo tài liệu kỹ thuật đã được xét duyệt và phải phù hợp với các yêu cầu của tiêu chuẩn này.
2.2. Đai được chế tạo có kết cấu sợi bện. Các đai bao gồm lớp chịu tải làm bằng sợi hóa học hoặc sợi thủy tinh và lớp cao su, có lớp bọc bằng vải và được lưu hóa trong cùng một sản phẩm. Lớp chịu tải được phân bố theo đường dọc của đai.
Ngoài các vật liệu dệt đã được chỉ dẫn có thể sử dụng vải ở lớp chịu kéo ( trên lớp chịu tải ) và ở lớp chịu nén ( dưới lớp chịu tải ) của đai .
CHÚ THÍCH : Theo thỏa thuận với người tiêu thụ, có thể chế tạo dao không có vỏ bọc ở mặt cạnh.
2.3. Đai cần được chế tạo vòng liền các đường khâu của vải bọc phải phẳng và khít chặt. Các mối nối dọc được bố trí trên bề mặt không làm việc của đai.
2.4. Hình dáng bên ngoài của đai phải phù hợp với các yêu cầu sau :
a) Bề mặt làm việc của đai không được có nếp gấp, vết nứt, lỗi, sợi nhô ra. Mối nối ngang không được nhô ra trên bề mặt của đai;
b) Đai lớn hình thang phải phẳng hoặc lồi. Chiều cao phần lồi không được vượt quá 1 mm;
c) Các góc ở đáy của đai có thể được vê tròn. Bán kính vê tròn:
Đối với mặt cắt SPZ, SPA – không lớn hơn 1,0 mm;
Đối với mặt cắt SPB – không lớn hơn 1,5 mm đối với đáy lớn và không lớn hơn 1,0 mm đối với đáy nhỏ của đai.
d) Đối với đai có răng ở mặt trong bằng cách cắt rãnh răng trên đai sau khi lưu hóa, ria vải bọc ở các mép cạnh răng không được vượt quá 1 mm.
e) Cho phép có không quá 10 % số đai trong lô có rìa vải dày đến 1 mm hoặc rìa vải đã được cắt xén (không lớn hơn một lớp bọc) trên những đoạn dài đến 10 % chiều dài chung của đai.
f) Trên bề mặt làm việc của đai cho phép có cao su trồi ra chiều rộng không lớn hơn 0,5 mm, chiều cao không lớn hơn 1 mm, tại chỗ giáp với màng chắn tang quay của thiết bị lưu hóa, đồng thời cũng cho phép ở mặt đáy trên của đai có các vết hằn và ở chỗ nối vải bọc có thể dày thêm.
2.5 Đai phải làm việc trên bánh đai có prôfin rãnh phù hợp với mặt cắt của đai .
Prôfin rãnh và những yêu cầu kỹ thuật chủ yếu đối với bánh đai phải theo TCVN liên quan.
2.6 Tính toán và thiết kế truyền động đai hình thang tiến hành theo Phụ lục 1.
2.7 Quy tắc lắp đặt và vận hành đai quy định trong Phụ lục 2.
2.8 Theo yêu cầu của người tiêu thụ, các đai có thể được ghép bộ. Bộ đai bao gồm từ hai đai trở lên, dung cho truyền động có bánh đai nhiều rãnh làm việc với cùng một loại đai.
Độ chênh lệch lớn nhất giữa các chiều dài trong bộ đai không vượt quá 0,30 % .
2.9 Thời hạn làm việc của đai, phụ thuộc vào điều kiện sử dụng, được qui định theo thỏa thuận giữa người tiêu thụ và người chế tạo.
2.10 Đai phải được cán bộ kiểm tra chất lượng của nhà máy chế tạo thu nhận. Nơi chế tạo phải đảm bảo tất cả các đai sản xuất ra phù hợp với các yêu cầu của tiêu chuẩn này khi thực hiện đúng các yêu cầu về vận chuyển bảo quản vận hành.
3. Phương pháp thử
3.1. Đai được kiểm nhận theo từng lô. Mỗi lô không được quá 1000 chiếc đai có cùng mặt cắt, chiều dài và phải được chế tạo bằng cùng một loại vật liệu.
3.2. Để kiểm tra chất lượng theo yêu cầu của tiêu chuẩn này đai phải được thử theo các chỉ tiêu và số mẫu thử như chỉ dẫn trong Bảng 5.
Bảng 5
|
Tên gọi các chỉ tiêu |
Số mẫu thử |
|
|
Đối với người chế tạo |
Đối với người tiêu thụ |
|
|
Hình dáng bên ngoài theo 2.4. a và d Theo 2.4.b.c.e.f |
100
% 3% lô, nhưng không ít hơn ba đai |
5% lô, nhưng không ít hơn bốn đai 5% nhưng không ít hơn bốn đai. |
|
Kích thước của đai (mặt cắt, chiều dài) |
3% lô, nhưng không ít hơn 3 đai . |
3% lô, nhưng không ít hơn ba đai hoặc bốn đai. |
CHÚ THÍCH : Các đai dùng theo bộ, nhưng được lưu hóa trên khuôn ép quay, phải kiểm tra kích thước 100 %.
3.3. Hình dáng bên ngoài của đai được kiểm tra bằng mắt thường.
3.4. Kích thước mặt cắt và chiều của đai được kiểm tra đồng thời trên giá do đặc biệt với bánh đai ở trạng thái kéo căng.
3.4.1 Kích thước bánh đai đo và sai lệch giới hạn của kích thước mặt cắt của đai chỉ dẫn trên Hình 2 và trong Bảng 6.
3.4.2 Để kiểm tra chiều dài tính toán, đai được căng trên hai bánh đai do có cùng đường kính (Hình 3). Một trong hai bánh đai được kéo bởi tai trọng thích hợp để mức căng phân bố đều và lá đai đúng sau khi căng đai phải quay bánh đai 3 – 5 vòng. Việc đo được tiến hành không sớm hơn 12 giờ kể từ khi đai được chế tạo.
Cho phép đai có chiều dài lớn được đo trên giá đo bốn bánh đai (Hình 4).
Trị số lực kéo căng của đai ( 2S0) đường kính tính toán ( D) và chiều dài vòng tròn tính toán của bánh đai theo Bảng 7.
Chiều dài tính toán của đai L, mm khi đo trên hai bánh đai đo được xác định theo công thức sau :
L = 2A + pD
Trong đó:
A - khoảng cách trục , mm (Hình 3)
pD - chiều dài vòng tròn tính toán, mm (Bảng 7)
Bảng 6
mm
|
Ký hiệu |
Kích thước của đai |
|||||
|
Danh nghĩa |
Sai lệch giới hạn |
Danh nghĩa |
Sai lệch giới hạn |
Danh nghĩa |
Sai lệch giới hạn |
|
|
Đai btt h0 o Bánh đai D Dng B b H Ho lk j0 Đối với con lăn cỡ d hx |
8,5 8 40 79,7 86,6 16,0 10,6 12,5 10,1 10,0 34
2,0 0,0 |
+ 0,6 - 0,4 ± 0,5 ± 1 - ± 0,03 - - - - 0,1 - ± 15
± 0,01 ± 0,05 |
11 10 40 95,5 102,3 20,0 13,0 16,0 12,2 12,0 34
11,6 7,7 |
+ 0,6 - 0,4 ± 0,6 ± 1 - ± 0,03 - - - - 0,4 - ± 15
± 0,015 ± 0,05 |
14 13 40 143,2 152,2 25,0 16,8 21,0 15,6 17,0 34
14,7 9,6 |
± 0,7 - 0,5 ± 0,6 ± 1 - ± 0,04 - - - - 0,1 - ± 15
± 0,015 ± 0,05 |
CHÚ THÍCH :
1. Các kích thước D, H, b, H và lk là các kích thước tự do.
2. Sai lệch giới hạn của kích thước mặt cắt đai dùng để tính rãnh của bánh đai đo.
Bảng 7
|
Ký hiệu mặt cắt của đai |
Lực kéo căng 2So.N |
Đường kính tính toán của bánh đai D |
Chiều dài vòng tròn tính toán của bánh đai p D |
|
SPZ SPA SPB |
240 ± 2 240 ± 2 380 ± 4 |
79,7 95,5 143,2 |
250 300 450 |
Chiều dài tính toán của đai L, mm, khi đo trên bốn bánh đai đo được xác định trên công thức :
L = 2( A1 + A2 ) + pD
Trong đó :
A1 và A2 – các khoảng cách trục, mm ( Hình 4).
pD – chiều dài vòng tròn tính toán, mm ( Bảng 7).
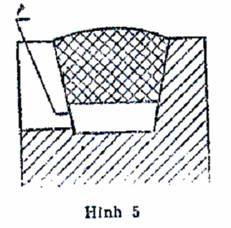
3.4.3 Để kiểm tra kích thước mặt cắt, đai được đặt vào rãnh bánh đai đo sao cho đáy dưới của mặt cắt không tụt xuống dưới vạch khắc của rãnh bánh đai, còn góc lượn đáy trên không vượt ra khỏi rãnh bánh đai.
Đối với đai có đáy trên lồi thì phần lồi đó có thể cao hơn mặt của bánh đai. ( Hình 5)
3.5 Bánh đai đo phải được định kỳ kiểm tra lại bằng ca líp kiểm hoặc các dụng cụ đo khác đảm bảo độ chính xác quy định của phép đo. Trên mỗi bánh đai cần ghi rõ những mặt cắt được thử.
Độ nhẵn của rãnh bánh đai đo không được thấp hơn 7 theo TCVN 1063 : 1971.
3.6 Bán kính vê tròn của góc đáy đai được xác định bằng dưỡng hoặc các dụng cụ khác đảm bảo được độ chính xác quy định của phép đo.
3.7 Kích thước răng của đai răng được đo bằng dụng cụ đo bất kỳ đảm bảo được độ chính xác quy định của phép đo.
3.8 Trong trường hợp kết quả thử dù chỉ là một chỉ tiêu nào đó không đạt được yêu cầu thì phải tiến hành thử lại với số mẫu gấp đôi trong chính lô đó.
Kết quả lần thử thứ hai quyết định việc thu nhận hay không toàn bộ lô.
4 Ghi nhãn, đóng gói, vận chuyển và bảo quản
4.1 Trên một trong các đáy của đai phải có nhãn bằng dẫu nổi hoặc sơn không xóa được ghi rõ:
a) Tên gọi hoặc dấu hiệu hàng hóa của cơ sở chế tạo;
b) Ký hiệu quy ước của đai;
c) Ngày chế tạo (tháng năm);
d) Dấu kiểm tra chất lượng.
4.2 Các đai cùng một kích thước được buộc thành từng bó 20 – 100 chiếc mỗi bó phải đính kèm theo giấy chứng nhận chất lượng đai phù hợp với các yêu cầu của tiêu chuẩn này với những nội dung sau:
a) Tên gọi hoặc dấu hiệu hàng hóa của cơ sở chế tạo. b) Số lượng đai;
c) Ngày chế tạo;
d) Ký hiệu quy ước của đai;
e) Ký hiệu của tiêu chuẩn này;
f) Dấu kiểm tra chất lượng.
4.3 Khi vận chuyển đai cần được bảo vệ tránh các hư hỏng do va chạm.
4.4 Đai được bảo quản tốt nhất trên bệ, giá hoặc sàn trong không có nhiệt độ từ 0 oC đến 25 oC và cách các thiết bị tăng nhiệt không gần hơn 1 m. ở nơi tiêu thụ đai cần được bảo quản ở trạng thái phẳng.
Khi bảo quản đai, cần tránh được ảnh hưởng của dầu xăng và các chất phá hủy cao su khác.
Phụ lục 1
Những số liệu để tính toán và thiết kế truyền động bằng đai hình thang
1. Truyền động bằng đai hình thang được tính theo hai chế độ : Công suất tiêu thụ định mức (chế độ tiêu thụ lớn nhất) và công suất lớn nhất (chế độ ngắn hạn kéo dài không quá 10 % thời gian).
Việc tính toán truyền động bằng đai hình thang nên tiến hành theo : Chế độ định mức – khi quá tải đến 50 %;
Chế độ định mức và chế độ lớn nhất – khi quá tải từ 50 % đến 150 % ; Chế độ lớn nhất – khi quá tải trên 150 % .
Công suất truyền động bằng đai hình thang được tính cho bánh đai chủ động. Việc truyền công suất cần thiết trên mỗi bánh đai bị động góc bao hoặc đường kính nhỏ hơn góc đai hoặc đường kính bánh đai chủ động phải kiểm tra lại.
Trị số công suất được truyền bởi đai trong điều kiện vận hành theo chế độ thử định mức (N1dngh) được tính theo công thức :
N1dngh
= N0dgnh ![]()
Trong đó :
Nodngh – Công suất được truyền bởi đai trong chế độ định mức (Bảng 1 – 3), KW;
K1 – Hệ số phụ thuộc vào góc bao (Bảng 4) ;
K2 – Hệ số phụ thuộc vào tính chất tải trọng và chế độ làm việc của động cơ (Bảng 5) ;
K3 – Hệ số phụ thuộc vào số lần uốn của đai trong một giây (Bảng 6).
Trị số công suất được truyền bởi đai trong điều kiện vận hành theo chế độ lớn nhất được tính theo công thức :
N1max = 1,25Nomax . K1
Trong đó :
Nomax – công suất được truyền bởi đai theo chế độ lớn nhất (Bảng 1 – 3), KW.
2 Công suất được truyền bởi một đai khi góc bao = 180o và trạng thái ổn định, không được vượt quá chỉ dẫn trong các Bảng 1 – 3. Đối với các giá trị số trung gian của vận tốc và đường kính chỉ dẫn trong các Bảng 1 – 3, trị số công suất truyền được tính theo phương pháp ngoại suy.
Bảng 1
|
Vận tốc của đai m/s |
Công suất, Kw, được truyền bởi đai mặt cắt SPZ Khi trị số đường kính tính toán của bán kính đai , mm |
||||
|
63 |
80 |
100 |
125 |
140 |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 |
0,81 0,96 1,12 1,28 1,43 1,58 1,72 1,87 2,01 2,15 2,28 2,40 2,52 2,64 2,76 2,88 2,95 3,08 3,17 3,26 3,32 3,40 |
0,87 1,04 1,21 1,33 1,54 1,70 1,85 2,02 2,16 2,31 2,45 2,59 2,72 2,84 2,97 3,08 3,18 3,31 3,42 3,50 3,57 3,66 |
0,98 1,17 1,36 1,59 1,74 1,92 2,09 2,23 2,44 2,61 2,76 2,92 3,07 3,20 3,36 3,50 3,58 3,74 3,86 3,95 4,03 4,14 |
1,01 1,21 1,41 1,60 1,79 1,98 2,16 2,35 2,52 2,69 2,86 3,02 3,18 3,31 3,47 3,60 3,70 3,86 3,98 4,08 4,16 4,26 |
1,07 1,27 1,49 1,70 1,89 2,10 2,29 2,40 2,66 2,84 3,02 3,16 3,36 3,50 3,66 3,82 3,92 4,10 4,22 4,33 4,40 4,45 |
(tiếp Bảng 1)
|
1 |
2 |
3 |
4 |
5 |
6 |
|
27 28 29 30 31 32 33 34 35 36 37 38 39 40 |
3,46 3,50 3,57 3,60 3,63 3,65 3,66 3,68 3,68 3,66 3,62 3,59 3,54 3,48 |
3,72 3,77 3,84 3,87 3,90 3,92 3,94 3,95 3,94 3,92 3,88 3,86 3,80 3,74 |
4,20 4,26 4,34 4,38 4,41 4,44 3,45 4,46 4,44 4,42 4,39 4,35 4,30 4,23 |
4,34 4,40 4,46 4,52 4,56 4,57 4,60 4,61 4,59 4,56 4,54 4,50 4,44 4,40 |
4,60 4,65 4,75 4,79 4,82 4,85 4,86 4,86 4,85 4,83 4,81 4,77 4,70 4,62 |
Bảng 2
|
Vận tốc của đai m/s |
Công suất , Kw, được truyền bởi đai mặt cắt SPA khi trị số đường kính tính toán của bánh đai, mm |
||||
|
71 |
90 |
112 |
140 |
180 |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
5 6 7 8 9 10 11 12 |
1,20 1,43 1,67 1,90 2,12 2,35 2,56 2,78 |
1,30 1,56 1,81 2,06 2,30 2,35 2,78 3,02 |
1,40 1,67 1,94 2,22 2,48 2,74 2,98 3,24 |
1,50 1,79 2,09 2,38 2,66 2,94 3,20 3,48 |
1,61 1,92 2,24 2,54 2,84 3,14 3,42 3,72 |
(tiếp Bảng 2)
|
1 |
2 |
3 |
4 |
5 |
6 |
|
13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 |
2.98 3,20 3,39 3,58 3,76 3,92 4,12 4,28 4,40 4,59 4,72 4,84 4,94 5,05 5,15 5,21 5,31 5,36 5,40 5,42 5,45 5,46 5,45 5,41 5,38 5,34 5,26 5,17 |
3,24 3,46 3,67 3,89 4,08 4,26 4.46 4,64 4,76 4,97 5,12 5,25 5,35 5,49 5,59 5,65 5,75 5,81 5,87 5,89 5,91 5,92 5,90 5,88 5,84 5,79 5,70 5,61 |
3,48 3,72 3,94 4,17 4,37 4,56 4,79 4,98 5,12 5,34 5,50 5,65 5,75 5,89 6,0 6,08 6,20 6,24 6,30 6,33 6,35 6,36 6,34 6,31 6,26 6,21 6,13 6,07 |
3,73 4,00 4,24 4,48 4,70 4,91 5,15 5,35 5,50 5,74 5,90 6,05 6,16 6,31 6,44 6,53 6,65 6,70 6,75 6,79 6,82 6,83 6,80 6,78 6,74 6,66 6,59 6,52 |
3,72 4,27 4,52 4,79 5,02 5,25 5,50 5,70 5,86 6,11 6,31 6,46 6,62 6,75 6,88 6,98 7,10 7,15 7,22 7,25 7,29 7,30 7,26 7,24 7,19 7,13 7,04 6,96 |
Bảng 3
|
Vận tốc của đai m/s |
Công suất, Kw, được truyền bởi đai mặt cắt SPB khi trị số đường kính tính toán bánh đai, mm |
|||
|
112 |
140 |
180 |
224 |
|
|
5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 |
1,98 2,38 2,77 3,16 3,52 3,90 4,26 4,62 4,96 5,30 5,62 5,95 6,25 6,51 6,84 7,10 7,30 7,60 7,85 8,05 8,20 8,40 8,55 8,65 8,80 |
2,24 2,58 3,12 3,56 3,98 4,40 4,79 5,21 5,59 5,99 6,34 6,70 7,05 7,35 7,70 8,00 8,24 8,59 8,84 9,05 9,24 9,45 9,64 9,76 9,95 |
2,69 3,11 3,62 4,14 4,61 5,10 5,55 6,04 6,49 6,94 7,34 7,77 8,15 8,50 8,91 9,27 9,54 9,95 10,25 10,25 10,70 10,90 11,19 11,30 11,55 |
2,76 3,30 3,82 4,35 4,89 5,40 5,89 6,40 6,85 7,34 7,76 8,23 8,64 9,00 9,45 9,80 10,0 10,52 10,85 10,85 11,32 11,60 11,82 12,00 12,20 |
(tiếp Bảng 3)
|
Vận tốc của đai m/s |
Công suất, Kw, được truyền bởi đai mặt cắt SPB khi trị số đường kính tính toán của bánh đai , mm |
|||
|
112 |
140 |
180 |
224 |
|
|
30 31 32 33 34 35 36 37 38 39 40 |
8,90 8,97 9,01 9,05 9,07 9,04 8,96 8,94 8,85 8,74 8,60 |
10,02 10,11 10,18 10,20 10,22 10,19 10,12 10,09 10,00 90,85 9,76 |
11,60 11,70 11,79 11,82 11,86 11,80 11,75 11,65 11,55 11,42 11,21 |
12,30 12,40 12,45 12,50 12,58 12,49 12,42 12,38 12,25 12,10 12,00 |
3. Hệ số K1 chọn theo Bảng 4. Đối với các trị số trung gian hệ số K1 được tính theo phương pháp ngoại suy.
|
Góc bao a |
1800 |
1700 |
1600 |
1500 |
1400 |
1300 |
1200 |
1100 |
1000 |
900 |
800 |
700 |
|
K1 |
1,00 |
0,98 |
0,95 |
0,92 |
0,89 |
0,86 |
0,83 |
0,79 |
0,74 |
0,68 |
0,62 |
0,56 |
4. Các bao bởi đai của bánh đai được tính theo công thức:
a) Khi đai làm việc trên hai bánh đai góc bao của bánh đai nhỏ bằng:
a = 1800 –
600 ![]()
Trong đó :
D1 và D2 là đường kính tính toán của bánh đai nhỏ và bánh đai lớn, mm.
b) Khi đai làm việc trên ba bánh đai, các góc bao được tính theo các biểu thức :
a1 = 180o - g1 - b1;2 - b3;1
a2 = 180o - g2 - b2;3 - b1;2
a3 = 180o - g3 - b2;3 - b3;1
Trong đó :
β - Các góc tạo thành bởi các nhánh đai và đường tâm nối tâm các bánh đai tính bằng độ ( xem Hình vẽ).
sin β1,2 =
![]()
sin β3,1 =
![]()
sin β2,3 =
![]()
g - Các góc tạo thành bởi các đường nối tâm của bánh đai tính bằng độ.
cosg1 = 
cosg2 = 
cosg3 = 
CHÚ THÍCH : Các chỉ số 1; 2 và 3 là để chỉ theo thứ tự tương ứng bánh đai nhỏ, trung bình và lớn.
Đối với bộ truyền hai bánh đai nên chọn góc bao không nhỏ hơn 120o; đối với bộ truyền ba bánh đai, góc bao của bánh đai truyền công suất không nhỏ hơn 90o, với hai bánh đai còn lại góc bao không nhỏ hơn 120o.
5 Hệ số k2 chọn theo Bảng 5. Đối với các trị số trung gian hệ số K2 được tính theo phương pháp ngoại suy.
Bảng 5
|
Quá tải ngắn hạn của đai |
0,0 |
0,25 |
0,50 |
0,75 |
1,0 |
1,5 |
|
K2 |
1,0 |
1,15 |
1,25 |
1,4 |
1,6 |
1,7 |
Quá tải ngắn hạn của đai ( không lớn hơn 10 % thời gian làm việc) được tính theo công thức:
![]() - 1
- 1
Trong đó :
Nmax – Công suất của truyền động trong chế độ lớn nhất;
Nmax – Công suất truyền động trong chế độ định mức
6. Hệ số K3 chọn theo Bảng 6, phụ thuộc vào số lần uốn của đai U trong 1 giây, theo công thức:
V
=![]() .n
.n
Trong đó :
V - Vận tốc của đai , m/s.
L - Chiều dài của đai, mm.
N - Số bánh đai trong bộ truyền.
Đối với các giá trị trung gian, hệ số k3 được tính theo phương pháp ngoại suy.
Bảng 6
|
Số lần uốn |
30 |
45 |
60 |
90 |
|
K3 |
1,0 |
0,9 |
0,8 |
0,7 |
7. Chiều dài tính toán của đai tính theo công thức sau :
L = 2 A + ![]() ( D2 + D1
) +
( D2 + D1
) + ![]()
a) Đối với đai làm việc trên hai bánh đai:
Trong đó :
D1 và D2 là đường kính tính toán của bánh đai nhỏ và bánh đai lớn, mm.
b) Đối với đai làm việc trên ba bánh đai:
![]()
Sau khi xác định chiều dài tính toán của đai theo công thức trên, chọn theo chiều dài gần nhất trong Bảng 2 của tiêu chuẩn này và tính chính xác lại khoảng cách trục theo chiều dài tính toán chọn theo tiêu chuẩn.
8 Khoảng cách trục A khi đai làm việc trên hai bánh đai được xác định theo công thức:
A = 0,25(L - W )
+ ![]()
Trong đó :
W = ![]()
Y = ![]()
L là chiều dài tính toán của đai, mm.
D1 và D2 là đường kính tính toán của bánh đai nhỏ và bánh đai lớn, mm.
Khi đai làm việc trên ba bánh đai, khoảng cách trục thứ ba được xác định bằng phương pháp biểu đồ hoặc sử dụng các công thức chỉ dẫn trên. Trong trường hợp sau hai khoảng cách trục được cho trước, còn khoảng cách trục thứ ba được tính theo công thức.
9. Để bù trừ những sai lệch có thể so với chiều dài danh nghĩa của đai do dẫn trong quá trình sử dụng cũng như để lắp các đai mới dễ dàng, khoảng cách trục của các bánh đai phải có thể điều chỉnh được.
Việc điều chỉnh tăng hay giảm khoảng cách trục phải được xác định từ chiều dài tính toán của đai.
Để đảm bảo lắp đai vào bánh đai được dễ dàng, cần giảm khoảng cách trục qua chọn Lttmới = ltt (1 – 0,01 ). Để chiếu cố đến dung sai dương về chiều dài và sự dãn của đai, cần tăng khoảng cách trục qua chọn
Ltt mới = Ltt(1+0,45)
CHÚ THÍCH : Theo kết quả thử vận hành và có sự thỏa thuận giữa hai bên sản xuất và tiêu thụ, cho phép sửa đổi trị số điều chỉnh khoảng cách trục của hai bánh đai.
Phụ lục 2
Quy tắc lắp đặt và vận hành đai và bánh đai
1. Khi làm việc đai hình thang nằm trong rãnh đai chỉ được phép có tiếp xúc giữa các mặt cạnh (mặt làm việc) của đai và bánh đai.
2. Trước khi lắp đai phải làm sạch dầu mỡ và bảo quản ở rãnh bán bánh đai. Lắp đai vào rãnh bánh đai bằng tay, không được dùng bất kỳ dụng cụ nào.
Trong trường hợp cá biệt, cho phép dùng dụng cụ nhưng dụng cụ đó không được có cạnh sắc để tránh gây hư hỏng cho đai và bánh đai.
3. Trục các bánh đai của truyền động phải được bố trí song song, còn các rãnh phải đối diện với nhau.
Độ không song song của trục quay phải đảm bảo được kết cấu truyền động và không được lớn hơn 2 mm trên 100 mm chiều dài. Dung sai về sự dịch chuyển của rãnh trên 100 mm khoảng cách trục không được lớn hơn trị số, chỉ dẫn trong Bảng 1.
Bảng 1
|
Ký hiệu mặt cắt của đai |
Dung sai về sự dịch chuyển của rãnh bánh đai |
|
SPZ SPA SPB |
2,0 1,5 1,3 |
4 Rãnh của bánh đai phải sạch, không được để dầu mỡ nhiên liệu rơi vào đai và bánh đai.
Những hao mòn trên bề mặt làm việc, của bánh đai ở một phía không được vượt quá trị số trong Bảng 2. Khi đó đai không được tụt xuống quá 3 mm.
Bảng 2
|
Ký hiệu mặt cắt của đai |
Trị số mòn của thép |
|
SPZ SPA SPB |
0,8 1,0 1,3 |
Độ mòn bề mặt của bánh đai đo bằng dưỡng phù hợp với kích thước danh nghĩa của rãnh bánh đai đó và thước đo qua tròn đã định cỡ hoặc các phương pháp khác bảo đảm độ chính xác quy định của phép đo.
5. Cho phép phục hồi các rãnh đã mòn của bánh đai bằng cách tiến sâu thêm và gia công đến độ bóng Ñ6
Khi đó có thể còn lại những vết mòn trên bề mặt làm việc có chiều sâu đến 0,3 mm. Trong trường hợp này kết cấu của truyền động phải có dự trữ cho việc bù trừ độ dãn dài của đai không nhỏ hơn 1,5 % trị số quy định trong điểm 8 của Phụ lục 1.
6. Sức căng của đai trong vận hành cần được định kỳ kiểm tra và điều chỉnh, đặc biệt trong 48 giờ làm việc đầu tiên của đai.
Trị số sức căng ban đầu của đai hoặc bộ đai được xác định.
a) Đối với trường hợp trục cố định :
S0 = 10( ![]() ) - Cho chế độ định mức
) - Cho chế độ định mức
S0 = 10( ![]() ) - Cho chế độ lớn nhất
) - Cho chế độ lớn nhất
b) Đối với với trường hợp dùng thiết bị căng tự động:
S0 = 10( ![]() )- Cho chế độ định mức
)- Cho chế độ định mức
S0 = 10( ![]() ) - Cho chế độ lớn nhất
) - Cho chế độ lớn nhất
Trong đó :
Ndngh - Công suất định mức của truyền động, Kw.
Nmax - Công suất lớn nhất của truyền động , Kw.
V - Vận tốc của đai, m/s.
K1 - Hệ số phụ thuộc vào góc bao, chọn theo Bảng 5 của Phụ lục 1.
θ - Hệ số xét đến ảnh hưởng của lực ly tâm, chọn theo Bảng 3.
Z - Số đai .
Sự phụ thuộc của hệ số vào mặt cắt của đai
Bảng 3
|
Ký hiệu mặt cắt của đai |
θ |
|
SPZ SPA SPB |
0,006 0,01 0,016 |
Lực Q chung, N ( xem Hình vẽ) tác động trên bánh xe căng khi điều chỉnh sức căng của đai được tính theo công thức :
Q = 2Z . S . cos β / 2
Nên quy định độ võng với dung sai ±1 mm trong tài liệu hướng dẫn sử dụng máy khi lực trên mặt nhánh đai j bằng 40 N.
7. Trong một bộ đai nếu có một dây bị lỏng thì phải thay cả lô không cho phép hợp thành bộ đai mới và đai cũ đã được sử dụng. Các đai đã được sử dụng có thể lựa chọn thành bộ riêng.
8. Nên tránh việc sử dụng bánh xe căng trong truyền động bằng đai hình thang cho các thiết kế mới. khi cần thiết dùng bánh xe căng, phải bố trí chúng trên nhánh bị động của đai ở đường chu vi trong của truyền động. (để tránh thay đổi ứng suất).
9. Khối lượng ( tham khảo) 1m đai được cho trong Bảng 4.
Bảng 4
|
Ký hiệu mặt cắt của đai |
Khối lượng , kg |
|
SPZ SPA SPB |
0,084 0,13 0,224 |