Trang chủ / Xây dựng / *** / TCVN4032:1985
Tiêu chuẩn Việt Nam TCVN 4032:1985 về Xi măng - Phương pháp xác định giới hạn bền uốn và nén
TIÊU CHUẨN VIỆT NAM
TCVN 4032 : 1985
Xi măng - Phương pháp xác định giới hạn bền uốn và nén
Cements - Methods for determination of bending and compressive strength
Tiêu chuẩn này ban hành để thay thế TCVN 140 : 1964, phần V và TCVN 2232: 1977.
1. Thiết bị thử
- Máy trộn vữa xi măng;
- Chảo hình chỏm cầu và bay
- Bàn dằn, khâu hình côn tiêu chuẩn, chầy tròn đầm mẫu;
- Khuôn 40 x 40 x 160mm và nắp khuôn;
- Bàn rung tạo mẫu;
- Thiết bị xác định giới hạn bền uốn;
- Máy nén;
- Tấm ép;
- Cân kĩ thuật có độ chính xác tới 0,1g;
- Đồng hồ bấm giây hoặc đồng hồ cát.
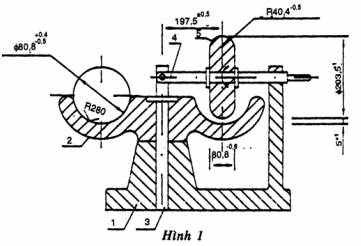
1.1. Máy trộn vữa xi măng
Sơ đồ máy trộn, kích thước cơ bản được mô tả ở hình 1
Khối lượng các chi tiết của máy trộn cho phép khi chế tạo và khi đã hao mòn phải phù hợp với các chỉ số đưa ra ở bảng 1.
Số vòng quay của đĩa trộn trong một phút phải đạt 8 ± 0,5, số vòng quay của quả lăn trong một phút phải đạt 72 ± 5. Mỗi mẻ trên đĩa trộn phải quay được 20 vòng, sau đó máy phải tự động dừng lại được.
1.2. Chảo hình chỏm cầu và bay phải đảm bảo theo TCVN 4031: 1985.
|
Tên chi tiết |
Khối lượng quy định (kg) |
Khối lượng giới hạn cho phép khi chế tạo (kg) |
Khối lượng giới hạn cho phép hao mòn không nhỏ hơn (kg) |
|
|
Không lớn hơn |
Không nhỏ hơn |
|||
|
Quả lăn và bánh răng không kể trục tâm Quả lăn và bánh răng có trục tâm |
19,1
21,5 |
19,4
22,0 |
19,1
21,5 |
18,5
20,9 |
 1.3. Bàn dằn, khâu hình côn tiêu chuẩn, chầy tròn dầm
mẫu
1.3. Bàn dằn, khâu hình côn tiêu chuẩn, chầy tròn dầm
mẫu
1.3.1. Bản dằn
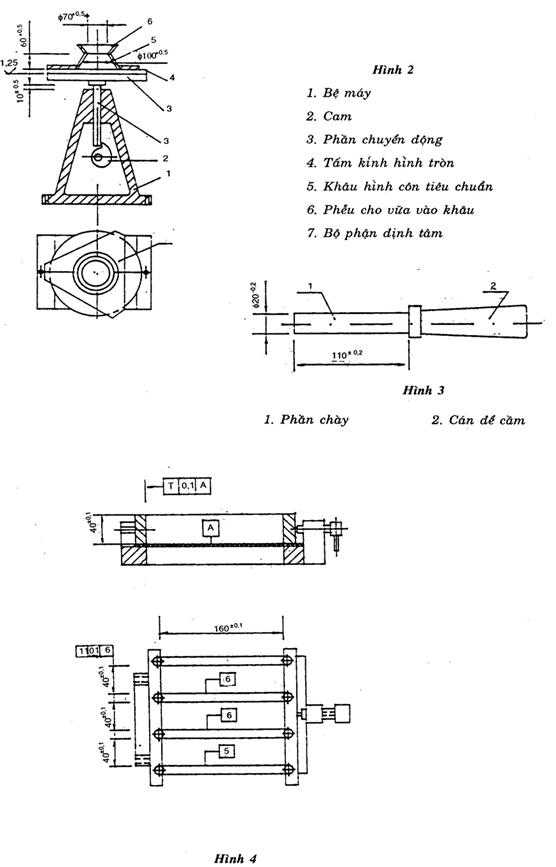
Sơ đồ cấu tạo kích thước cơ bản của bàn dằn và khâu hình côn tiêu chuẩn được mô tả ở hình 2.
Cấu tạo của bàn dằn đảm bảo nâng được phần động của nó lên đến độ cao 10 ± 0,5mm và rơi tự do từ độ cao đó xuống.
Khối lượng phần động của bàn dằn phải đảm bảo 3500 – 100g
Số chu kỳ dằn để xác định độ chảy là 30, mỗi chu kỳ dằn là 1giây.
Nhờ bộ phận truyền động làm cho cam (2) chuyển động nâng phần động (3) tấm kính (4) của bàn dằn lên đến độ cao quy định rồi rơi tự do xuống, gối đỡ bằng dằn cần phải gắn chặt và nằm ngang tuyệt đối trên bệ máy hằng các bu lông.
1.3.2. Khâu hình côn tiêu chuẩn, phải được chế tạo từ thép không gỉ, các kích thước cơ bản được ghi ở hình 2.
1.3.3. Chầy tròn dằn mẫu xi măng vào khâu hình côn tiêu chuẩn, hình dáng, kích thước được mô tả ở hình 3. Chầy được chế tạo từ thép không gỉ, khối lượng chầy phải đảm bảo 350 ± 20g.
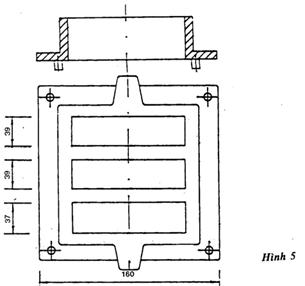
1.4. Khuôn 40 x 40 x 160mm và nắp khuôn
Hình dáng, kích thước khuôn được mô tả ở hình 4, khuôn được chế tạo từ thép hoặc gang có độ cứng cao.
Từng chi tiết của khuôn phải được đánh số để tháo lắp được dễ dàng.
Thanh dọc và thanh ngang của khuôn phải thật phẳng, nhẵn cả mặt trên và mặt dưới để ghép khít vào mặt nhẵn của để khuôn.
Thanh ngang ghép chặt với thanh dọc và cùng ghép chặt với để khuôn bằng bulông. Góc giữa các thanh khuôn với nhau và với đế khuôn phải đảm bảo 90 ± 0,50.
Nắp khuôn cô hình dạng, kích thước được mô tả ở hình 5, phải đảm lắp khít chặt vào phía trên của thành khuôn.
Dụng cụ, để tháo khuôn và chổi quét khuôn phải làm bằng vật liệu mềm hơn kim loại làm khuôn.
Kích thước của khuôn và nắp khuôn phải được kiểm tra ít nhất 6 tháng một lần ghi kết quả vào sổ theo dõi thí nghiệm.
Nếu dung sai kích thước khuôn quá 0,lmm (với cạnh 40 mm) và quá 0,4mm (với cạnh 160mm) thì phải thay khuôn mới.
1.5. Bàn rung tạo mẫu
Để dầm vữa xi măng ở trong khuôn, bàn rung phải đảm bảo độ dao động thẳng đứng với biên độ 0,35 ± 0,03mm và tần số dao động trong một phút 3000 – 200
Nên lắp bộ điều chỉnh thời gian.
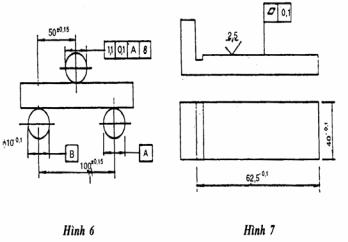
1.6. Thiết bị xác định giới hạn bền uốn. Để xác định giới hạn bền uốn cửa các mẫu thử có thể dùng các loại máy khác nhặu, nhưng phải thoả mãn các yêu cầu sau đây. Tốc độ trung bình nâng tải trọng (5 ± 1). 105N/m2 trong một giây. Các trục gối và trục truyển tải trọng phải thật song song, trục truyền tải trọng phải nằm trong mặt phẳng giữa các trục gối: Bộ phận giữ trục truyền tải trọng phải có một trục cầu. Các chi tiết này phải làm bằng thép không gì hoặc hợp kim cứng, khoảng cách giữa các đường tâm cửa trục đối, đường kính trục được mô tả ở hình 6.
1.7. Máy nén.
Để xác định giới hạn bền nén của các mẫu thử có thể dùng các loại máy nén khác nhau có tải trọng giới hạn 20 ± 50 tấn.
 Máy nén cần phải có gối đỡ di động hình cầu và dụng cụ
để định vị các tấm ép lên mẫu thử.
Máy nén cần phải có gối đỡ di động hình cầu và dụng cụ
để định vị các tấm ép lên mẫu thử.
1.8. Tấm ép
Tấm ép đặt sát vào mẫu thử để truyền tải trọng tới mẫu thử
khi nén. Tấm ép được chế tạo bằng thép không gỉ hoặc thép có độ cứng cao. Bề mặt
phải phẳng, nhẵn ![]() 5.
Hình dáng, kích thước được mô tả hình 7.
5.
Hình dáng, kích thước được mô tả hình 7.
2. Tiến hành thử
2.1. Xác định lượng nước của xi măng
2.1.1. Dùng cân kĩ thuật cân 500g xi măng và 1500g cát tiêu chuẩn theo TCVN 139: 1978 rồi cho vào chảo đã được lau sạch bằng vải ẩm. Trộn đều hỗn hợp xi măng và cát trong một phút. Sau đó dùng bay moi thành hốc ở giữa và đổ 200 gam nước vào (tính tỷ lệ nước và xi măng là 0,4) sau 30 giây làm cho nước thấm hết các hạt xi măng, trộn đều hỗn hợp trong một phút rồi cho vào mây trộn, trộn đều trong 2,5 phút (20 vòng quay của đĩa trộn).
Chú thích: Nếu không có máy trộn, cho phép trộn vữa bằng thủ công nhưng trong quá trình trộn phải xát mạnh theo chiều chéo góc.
2.1.2. Vữa trộn xong được chuyển vào khâu hình côn tiêu chuẩn đặt chính giữa bàn dằn, cho một nửa vữa vào khâu, dùng chầy tròn dầm đều mặt mẫu 15 cái rồi cho tiếp số vữa còn lại vào dầm tiếp 10 cái nữa. Trước khi cho vữa vào, khâu hình côn phải được lau sạch bằng vải ẩm.
2.1.3. Dùng dao gạt phẳng vữa ngang miệng khâu và từ từ nhấc khâu ra theo chiều thẳng đứng. Dằn 30 cái trong vòng 30 ± 5 giây, sau đó đo đường kính đáy dưới của khối vữa hình côn theo hai chiều thẳng góc và lấy giá trị trung bình. Nếu giá trị độ chảy đó nhỏ hơn 106mm thì phải làm lại mẫu khác, lấy tăng lượng nước lên để đến khi nhận được độ chảy trong khoảng 106 - 108mm. Nếu giá trị độ chảy đó lớn hơn 112mm thì làm lại mẫu khác, giảm lượng nước để đến khi nhận được độ chảy trong khoảng 110 - 112mm.
Sử dụng tỷ lệ nước xi măng trộn vữa có độ chảy 106 - 112mm đó chế tạo mẫu thử tiêu chuẩn (40 x 40 x 160mm).
2.2. Tạo mẫu thử.
2.2.1. Khuôn 40 x 40 x 160mm được lau sạch mặt trong các thành khuôn và để khuôn bằng dầu nhờn, các khe cạnh khép phải bôi dầu máy đặc hoặc mỡ.
Đậy nắp khuôn vào khuôn và bôi dầu đặc hoặc mỡ, phía ngoài chỗ khe giữa thành khuôn và nắp khuôn.
2.2.2. Để xác định độ bền đặc trưng của xi măng cần chế tạo mẫu tiêu chuẩn từ vữa xi măng đựợc chuẩn bị theo điều 2.1.1. Với lượng nước đã được xác định ở điều 2.1.3.
2.2.3. Cho vữa xi măng đó vào khuôn đã được chuẩn bị sẵn theo điều 2.2.1 kẹp chặt khuôn vào chính trung tâm bàn rung tạo mẫu, cho phép chế tạo hai khuôn nhưng phải đặt đối xứng qua tâm bàn rung.
Cho vữa vào theo chiều cao của khuôn một lớp 1cm rồi cho máy rung. Trong 2 phút đầu vừa rung vừa cho vữa đều vào khuôn, khi máy rung được 3 phút thì tắt máy và tháo khuôn ra khỏi bàn rung. Mở nắp máy khuôn, dùng dao gạt vữa thừa miết phẳng bề mặt trên của mẫu và đánh dấu.
2.2.4. Sau đó cho khuôn cùng với mẫu vào thùng dưỡng hộ giữ trong 24 ± 2 glờ.
2.2.5. Sau 24 ± 2 giờ tháo khuôn lấy mẫu ra đánh dấu mẫu và đem ngâm vào bể chứa nước máy bình thường.
Mẫu đặt nằm ngang và không được chạm vào nhau, mực nước trong bể phải ngập mẫu 2 - 3cm. Cứ 14 ngày phải thay nước 1 lần.
2.2.6. Trường hợp sau 24 r 2 giờ bảo dưỡng và mẫu vẫn chưa đủ độ cứng để tháo ra khỏi khuôn thì cho phép bảo dưỡng tiếp và sau 48 giờ tháo khuôn lấy mẫu và ghi rõ vào sổ theo dõi thí nghiệm.
2.2.7. Mỗi thời gian thí nghiệm cần chế tạo 3 mẫu (một khuôn).
2.2.8. Khi kết thúc thời gian ngâm mẫu lấy mẫu ra khỏi nước dùng giẻ thấm khô mẫu và đưa mẫu thử. Thời gian thử mẫu không được chậm quá 30 phút kể từ lúc lấy mẫu ra.
2.3. Xác định giới hạn bền uốn và nén.
2.3.1. Xác địnn giới hạn bền uốn
2.3.1.1. Đặt mẫu thử trên các trục gối của máy sao cho mặt nằm ngang của mẫu khi chế tạo phải ở vị trí thẳng đứng. Sơ đồ đặt mẫu thử như ở hình 6.
Sau khi đặt mẫu vào đúng vị trí, tăng tải trọng từ từ với tốc độ (5 ± 1). 105N/m2 trong 1 giây cho đến khi đạt tới tải trọng phá hoại làm gãy mẫu.
2.3.1.2. Giá trị giới hạn bền uốn được tính bằng giá trị trung bình cộng của hai giá trị lớn nhất trong 3 mẫu thử.
Giá trị đó được tính bằng N/m2 (Ru) theo công thức: Trong đó:
p: Tải trọng bẻ gẫy mấu thử, tính bằng N;
![]()
l: Khoảng cách giữa hai trục gối để mẫu, tính bằng cm;
h: Chiều cao mẫu thử tính bằng cm;
b: Chiều rộng mẫu thử tính bằng cm;
K: Hệ số tỷ lệ tay đòn của máy.
2.3.1.3. Xếp các nửa gẫy của mâu đó vào khay và đậy bằng vải ẩm để đưa xác định giới hạn bền nén.
2.3.2. Xác định giới hạn bền nén.
Giới hạn bền nén của mẫu thử được tính bằng cách chia tải trọng phá hoại mẫu (N) cho diện tích làm việc của tấm ép (cm2) nghĩa là trên 25cm2.
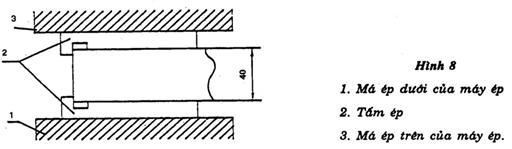
2.3.2.1. Đặt nửa mẫu thử vào giữa hai tấm ép sao cho mặt bên của mẫu tiếp xúc toàn bộ diện tích tấm ép và phía mẫu chắn của tấm ép tì vào đầu nhẵn của nửa mẫu. Sơ đồ đặt mẫu ở hình 8.
2.3.2.2. Đặt mẫu cùng tấm ép vào đúng tâm máy nén. Tốc độ nâng tải trọng (20 ± 5).105N/cm2 trong 1 giây. Nên có bộ phận tự điều khiển quá trình nâng tải trọng để đảm bảo tốc độ không đổi.
2.3.2.3. Giá trị bền nén được tính bằng giá trị trung bình cộng của 4 giá trị lớn nhất trong bảng 6 mẫu thử.
Phụ lục
Kiểm tra thiết bị
Các thiết bị dùng để thí nghiệm xi măng kiểm tra theo định kỳ. Định kỳ kiểm tra máy tối thiểu một năm một lần.
Các thông số thiết bị cần được kiểm tra
|
Tên thiết bị |
Chi tiết cần kiểm tra |
Các thông số cần được kiểm tra |
|
Máy trộn vữa
Bàn dằn Khuôn hình côn tiêu chuẩn Chầy tròn dầm mẫu Khuôn 40x 40 x 160mm Bàn rung tạo mẫu. Thiết bị xác định giới hạn bền uốn Máy nén Tấm ép |
Quả lăn Trục cùn quả lăn Đĩa trộn Chi tiết đã lắp
Toàn bộ phần chuyển động lắp sẵn
Các trục gối và trục chuyền tải trọng toàn bộ máy Toàn bộ máy |
Đường kính, độ dấy, bán kính chỗ uốn; Khối lượng; Đường kính trong của đĩa trộn; Số vòng quay của đĩa trộn; Số vòng quay của quả lăn trong 1phút; Khoảng hở giữa đĩa trộn vào quả lăn; Khoảng cách từ tâm quay của đĩa trộn đến mặt thẳng đứng giữa quả lăn; Khối lượng và chiều cao nâng; Các kích thước; Đường kính phần chầy; khốilượng toàn bộ. Kích thước trong độ vuông góc và song song của các thanh khuôn. Tần số và biên độ rung khi kiểm tra phải tiến hành cùng với khuôn chứa đầy mẫu và nắp khuôn. Kích thước của các trục gối và vị trí tương ứng. Độ chính xác tốc độ mang tải trọng trung bình. Độ chính xác, tốc độ nâng tải trọng trung bình. Trạng thái bề mặt, kích thước cơ bản, độ phẳng của bể mặt làm việc. |