Trang chủ / Công nghiệp / *** / TCVN4180:2009
Tiêu chuẩn quốc gia TCVN 4180:2009 (ASTM D 1440 : 2007) về vật liệu dệt - Xơ bông - Xác định chiều dài và phân bố chiều dài (Phương pháp sắp hàng)
TIÊU CHUẨN QUỐC GIA
TCVN 4180 : 2009
ASTM D 1440 : 2007
VẬT LIỆU DỆT – XƠ BÔNG –
XÁC ĐỊNH CHIỀU DÀI VÀ PHÂN BỐ CHIỀU DÀI
(PHƯƠNG PHÁP SẮP HÀNG)
Standard test method for length and length distribution of cotton fibers (array method)
Lời nói đầu
TCVN 4180 : 2009 thay thế TCVN 4108 : 1986.
TCVN 4180 : 2009 được xây dựng trên cơ sở chấp nhận hoàn toàn tương đương với ASTM D 1440-2007 Standartd test method for length and length distribution of cotton fibers (array method), với sự cho phép của ASTM quốc tế, 100 Barr Harbor Drive, West Consholocken, PA 19428, USA. Tiêu chuẩn ASTM D 1440-07 thuộc bản quyền của ASTM quốc tế.
TCVN 4180 : 2009 do Ban kỹ thuật Tiêu chuẩn quốc gia TCVN/TC 38 Vật liệu dệt biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
VẬT LIỆU DỆT – XƠ BÔNG –
XÁC ĐỊNH CHIỀU DÀI VÀ PHÂN BỐ CHIỀU DÀI
(PHƯƠNG PHÁP SẮP HÀNG)
Standard test method for length and length distribution of cotton fibers (array method)
1. Phạm vi áp dụng
1.1. Tiêu chuẩn này quy định phương pháp xác định chiều dài và sự phân bố chiều dài của xơ bông rời.
CHÚ THÍCH 1. Đối với phương pháp xác định chiều dài xơ khác, tham khảo tiêu chuẩn ASTM D 1447.
1.2. Tiêu chuẩn này không đề cập đến các quy tắc an toàn liên quan đến việc áp dụng tiêu chuẩn. Người sử dụng tiêu chuẩn này phải có trách nhiệm thiết lập các quy định thích hợp về an toàn và sức khỏe, đồng thời phải xác định khả năng áp dụng các giới hạn quy định trước khi sử dụng.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất bao gồm cả các sửa đổi, bổ sung (nếu có).
ASTM D 123, Terminology relating to textiles (Thuật ngữ liên quan đến vật liệu dệt).
ASTM D 1441, Practice for sampling cotton fibers for testing (Thực hiện lấy mẫu xơ bông để thử).
ASTM D 1447, Test method for length and length uniformity of cotton fibers by fibrograph measurement (Phương pháp thử chiều dài phần và phân bố chiều dài của xơ bông bằng phép đo Fibrograph).
ASTM D 1776, Pratice for conditioning and testing textiles (Thực hành để điều hòa và thử vật liệu dệt).
ASTM D 7139, Terminology for cotton fibers (Thuật ngữ về xơ bông).
3. Thuật ngữ và định nghĩa
3.1. Đối với tất cả các thuật ngữ và định nghĩa liên quan đến xơ bông, tham khảo tiêu chuẩn thuật ngữ ASTM D 7139.
3.1.1. Các thuật ngữ sau đây liên quan đến tiêu chuẩn này: hệ số biến sai, nhóm chiều dài, khoảng chiều dài, chiều dài trung bình, kéo, chiều dài một phần tư nửa trên.
3.2. Đối với các thuật ngữ khác liên quan đến vật liệu dệt, tham khảo tiêu chuẩn thuật ngữ ASTM D 123.
4. Tóm tắt phương pháp thử
4.1. Thiết bị phân loại bao gồm hai hàng lược song song dùng để duỗi thẳng và sắp thẳng hàng khoảng 75 mg mẫu thử. Xơ được kéo ra từ một hàng lược và chuyển đến hàng lược kia sao cho các xơ được sắp thẳng hàng so với răng lược. Quá trình này được lặp đi lặp lại để kéo thẳng các xơ còn lại. Khi các xơ được rút ra từ lược ở lần thứ ba, đặt chúng theo từng nhóm chiều dài lên bảng nhung. Các phần ra được đo và các xơ thuộc từng khoảng chiều dài được lựa chọn và cân. Từ những dữ liệu khối lượng – chiều dài, tính chiều dài một phần tư nửa trên, chiều dài trung bình, và hệ số biến sai chiều dài.
5. Ý nghĩa và sử dụng
5.1. Phương pháp sắp hàng đưa ra phép đo xác định chiều dài và sự phân bố chiều dài của một mẫu xơ bông. Các kết quả có thể được lập đồ thị để chỉ ra sự phân bố chiều dài – khối lượng của tất cả các xơ trong mẫu. Dữ liệu thu được từ các mép thử sắp hàng rất có ích cho hoạt động nghiên cứu chiều dài xơ, sự thay đổi phân bố chiều dài trong quá trình tách và cán bông và cho những mục đích nghiên cứu khác.
5.2. Chiều dài một phần tư nửa trên có tương quan với chiều dài Fibrograph và chiều dài khẩu độ 2,5% được định nghĩa trong phương pháp thử D 1447, nhưng thông thường dài hơn. Phải có sự đánh giá cùng với việc so sánh giữa phép đo chiều dài theo phương pháp sắp hàng và phép đo theo phương pháp khác, mà có thể khác nhau về cơ bản.
5.3. Hệ số sai chiều dài là một số đo sự phân bố chiều dài, hay sự không đồng đều chiều dài. Bởi vì phân bố khối lượng – chiều dài xơ thường có độ lệch cao, sự đánh giá thống kê dựa trên giả định tiêu chuẩn không được chấp nhận.
5.4. Phương pháp sắp hàng thực hiện một phân tách vật lý xơ có chiều dài khác nhau. Vì thế nó được sử dụng như là một tiêu chuẩn hoặc dùng làm chuẩn để các phương pháp khác có thể so sánh và có thể đánh giá độ chụm và độ chính xác.
5.5. Tiêu chuẩn này dùng để thử chiều dài và phân bố chiều dài của xơ bông (phương pháp sắp hàng) và thường không được sử dụng cho phép thử chấp nhận hàng hóa thương mại.
6. Thiết bị, dụng cụ và vật liệu
6.1. Thiết bị phân loại răng lược song lập, và các thiết bị được minh hoạ trong Hình 1. Phương pháp mô tả ở đây đặc biệt đáp ứng với Thiết bị phân loại xơ bông kép Suter-Webb, nhưng quy trình có thể được thực hiện với những thiết bị tương tự với sự thay đổi nhiều hoặc ít.
6.2. Cân, có khả năng cân được ít nhất là 25 mg và độ nhạy ± 0,05 mg.
6.3. Cân, có khả năng cân được ít nhất là 100 mg và độ nhạy ± 0,1 mg.
6.4. Mẫu bông tiêu chuẩn dùng để hiệu chuẩn, để hiệu chuẩn các phép đo chiều dài sắp hàng.
CHÚ THÍCH 2. Mẫu bông tiêu chuẩn để hiệu chuẩn có thể lấy từ Phân nhóm bông, ban tiếp thị nông nghiệp, Bộ nông nghiệp Mỹ, 3275 đường Appling, Memphis, TN 38133.
6.5. Bông tiêu chuẩn thứ cấp – Các lô bông mà chiều dài của nó được thiết lập bởi sự so sánh mở rộng với các chuẩn của Bộ nông nghiệp Mỹ (USDA).
7. Lấy mẫu
7.1. Chuẩn bị mẫu phòng thí nghiệm theo tiêu chuẩn ASTM D 1441. Lấy hai hoặc ba mẫu nhỏ phụ thuộc vào độ chụm mong đợi. Lấy mẫu nhỏ có khối lượng mỗi mẫu xấp xỉ 80 mg dùng để chuẩn bị mẫu thử theo một trong các cách dưới đây:
7.1.1. Từ cúi rút tay, cẩn thận chia tách cúi thành một đoạn dài 50 mm (2 in) cho mỗi mẫu nhỏ.
7.1.2. Từ 3 g cúi trên máy, chia tách thành một đoạn dài 50 mm (2 in) cho mỗi mẫu nhỏ.
7.1.3. Từ 10 g cúi trên máy, rút ra ở giữa mẫu một mẫu nhỏ dài khoảng 50 mm (2 in), lấy hết theo chiều dày và chiều rộng đủ để có được khối lượng xấp xỉ 80 mg. Lấy mẫu nhỏ ở gần đầu cúi, giữa cúi và cuối cúi.
7.2. Nếu mẫu phòng thí nghiệm không ở trong môi trường chuẩn ít nhất 2 h trước khi chuẩn bị mẫu nhỏ thì đưa mẫu nhỏ về gần trạng thái cân bằng với môi trường chuẩn để thử trước khi chuẩn bị mẫu thử. Trải mẫu dưới luồng khí thổi trong phòng thí nghiệm trong 2 h là đủ.
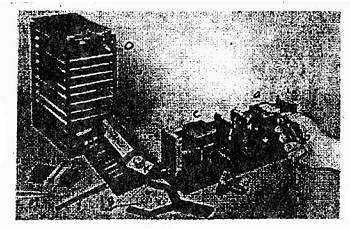
a và c – Hàng của lược.
b – Kẹp, đầu bịt da cứng, để chuyển xơ từ vị trí này đến vị trí kia của lược.
d – Cái chặn để đặt xơ trên lược.
f – Kim tách xơ.
g – Nĩa để lấy các nhóm xơ ra khỏi mặt nhung.
h – Tấm nhôm được phủ bằng vải nhung.
l – Thước đặc biệt để đo chiều dài các nhóm xơ.
k – Tấm phẳng để đặt xơ trên bảng nhung.
l – Mạng dây để giữ nhóm xơ gói trong giấy.
m – Nhịp có đầu nhọn trơn.
n – Dụng cụ nâng lược vào đúng vị trí.
o – Giá để giữ bảng nhung.
p – Bảng bọc nhung có thể đặt vài nhóm mẫu đã được sắp hàng lên trên.
CHÚ THÍCH – Các phụ kiện khác dùng
để sắp hàng theo chiều dài không hiển thị ở trên, gồm có: chổi quét nhỏ để làm
sạch mặt nhung, một cặp nhíp với đầu được làm nhẵn, kẹp tương tự như b nhưng có
đầu bịt cao su để đặt các nhóm xơ trên mặt nhung, giấy nhỏ để bọc nhóm xơ {giấy
kích thước (62 x 75) mm ([2 ![]() x 3) in.]} với
phong bì nhỏ kích thước {(62 x 110) mm [(2
x 3) in.]} với
phong bì nhỏ kích thước {(62 x 110) mm [(2![]() x
4
x
4![]() ) in.]}, và cân có khoảng đo từ 0 mg
đến 25 mg và từ 0 mg đến 100 mg.
) in.]}, và cân có khoảng đo từ 0 mg
đến 25 mg và từ 0 mg đến 100 mg.
Hình 1 – Lược và phụ kiện dùng sắp hàng xơ theo chiều dài
8. Chuẩn bị mẫu thử
8.1. Chuẩn bị một mẫu thử từ mỗi mẫu trong ba mẫu nhỏ. Nhẹ nhàng vuốt song song các xơ bằng tay. Loại bỏ tất cả các vật ngoại lai, nhưng không được loại bỏ bất cứ xơ nào.
8.2. Phân tách từ mỗi mẫu nhỏ theo chiều dọc, một phần chia có khối lượng xấp xỉ 76 mg. Nếu khối lượng mẫu thử lớn hơn 77 mg, giảm khối lượng của mẫu bằng cách lấy đi một nhóm xơ nhỏ ra bên cạnh mẫu thử. Nếu khối lượng mẫu thử nhỏ hơn 77 mg, thêm một nhóm xơ nhỏ được lấy từ bên cạnh mẫu nhỏ. Không được di chuyển xơ từ mẫu thử hay mẫu ban đầu bằng cách kéo từ cuối xơ, vì như vậy có khuynh hướng di chuyển những xơ dài nhất. Sau khi điều chỉnh khối lượng mẫu thử xấp xỉ 76 mg, điều hòa mẫu thử và phần còn lại của mẫu nhỏ theo Điều 9.
9. Điều hòa
9.1. Tiêu chuẩn thực hành ASTM D 1776 quy định việc điều hòa vật liệu dệt để thử. Nếu mẫu phòng thí nghiệm có hàm lượng ẩm từ 10% trở lên, phải sử dụng tiêu chuẩn ASTM D 1776 để điều hòa mẫu thử. Với những mẫu phòng thí nghiệm có hàm lượng ẩm dưới 10 %, quy trình điều hòa theo 9.2 và 9.3 được cho là thích hợp với phép thử xác định chiều dài này.
9.2. Nếu mẫu phòng thí nghiệm không ở trong trường chuẩn ít nhất 2 h trước khi chuẩn bị mẫu nhỏ thì đưa mẫu nhỏ về gần trạng thái cân bằng với môi trường chuẩn để thử trước khi chuẩn bị mẫu thử. Trải mẫu dưới luồng khí thổi trong phòng thí nghiệm trong 4 h là đủ.
9.3. Sau khi mẫu thử đã được chuẩn bị, điều hòa chúng trong môi trường chuẩn để thử. Trải mẫu dưới luồng khí thổi trong môi trường chuẩn ít nhất là 2 h được cho là thích hợp với phương pháp thử này.
10. Cách tiến hành
10.1. Cân mẫu đã điều hòa với độ chính xác 0,1 mg. Không chạm tay vào mẫu sau khi đã điều hòa. Nếu khối lượng mẫu thử lớn hơn 75,4 mg, sử dụng nhíp (Hình 1, m) để lấy đi một nhóm xơ nhỏ ra bên cạnh mẫu thử. Nếu khối lượng nhỏ hơn 74,6 mg, dùng nhíp thêm vào một nhóm nhỏ xơ từ bên cạnh của mẫu nhỏ. Tất cả các việc xếp xơ, đo và cân đều phải thực hiện trong môi trường chuẩn để thử.
10.2. Trước khi thử mẫu khác, mỗi thí nghiệm viên phải làm một chùm trên xơ bông kiểm tra (chú thích 2), nếu việc này chưa được thực hiện trong tháng trước. Kết quả của các phép thử kiểm tra được lên lịch thường xuyên có thể được sử dụng cho mục đích này. Nếu các kết quả này không đáp ứng các giá trị tiêu chuẩn của bông thử kiểm tra trong khoảng ± 0,51 mm (0,02 in.) với cả giá trị chiều dài một phần tư nửa trên và chiều dài trung bình và trong khoảng ± 2,0 % đối với giá trị hệ số biến sai chiều dài, thí nghiệm viên phải thay đổi kỹ thuật và lặp lại thí nghiệm kiểm tra cho đến khi đạt được kết quả chấp nhận được.
10.3. Nếu có hai hoặc ba thí nghiệm viên thì mỗi thí nghiệm viên xếp một trong ba mẫu.
10.4. Chuyển lần đầu
10.4.1. Đặt mẫu thử vào hàng
lược trái cho vuông góc và ở khoảng giữa lược. Sử dụng cái chặn (Hình 1, d),
nén mẫu thử ít nhất 2 mm (![]() in) dưới đầu của
răng lược, nhưng không thấp hơn nửa chiều dài của răng lược. Đầu lược có thể sử
dụng để nâng bất cứ xơ nào bị nén ở dưới mức này.
in) dưới đầu của
răng lược, nhưng không thấp hơn nửa chiều dài của răng lược. Đầu lược có thể sử
dụng để nâng bất cứ xơ nào bị nén ở dưới mức này.
10.4.2. Hạ các lược phía trước của hàng lược trái cho đến khi một lượng xơ nhỏ hơn nhô ra qua lược ở gần người thao tác nhất.
10.4.3. Dùng kẹp (Hình 1, b) để kẹp đầu của một vài xơ và rút chúng ra khỏi lược theo chiều ngang và nhẹ nhàng.
10.4.4. Tiếp tục giữ đầu xơ
bằng kẹp. Đặt kẹp ở cạnh xa hơn của hàng lược phải và kéo xơ cẩn thận qua lược
cho đến khi cạnh của kẹp chạm vào cạnh gần của lược đầu tiên. Lấy các xơ ra
khỏi kẹp. Dùng chặn đẩy xơ xuống một khoảng ngắn vào trong răng lược. Lặp lại
quy trình này cho đến khi chuyển được hết những xơ nhô ra. Các xơ này không
được nhô ra lớn hơn 2 mm (![]() in.) khỏi lược ở
gần hơn của hàng lược phải.
in.) khỏi lược ở
gần hơn của hàng lược phải.
10.4.5. Hạ thêm một lược của hàng lược trái và tiếp tục chuyển xơ. Trong một lần rút không kéo tất cả các xơ nhô ra từ lược mà phải kéo bốn lần hoặc hơn, mỗi lần kéo rút những xơ nhô ra dài nhất. Chiều rộng của mẫu đặt trên hàng lược phải không được lớn hơn độ rộng của kẹp sử dụng.
10.4.6. Tiếp tục quy trình chuyển xơ, hạ các lược xuống nếu cần thiết cho đến khi tất cả các xơ được chuyển từ bộ lược trái sang bộ lược phải.
10.4.7. Sử dụng kim tách xơ
(Hình 1, f), nhẹ nhàng gỡ rối đầu xơ duỗi thẳng ra lược trước. Dùng kẹp
kéo bất cứ xơ nào nhô ra khoảng 2 mm (![]() in)
ra ngoài lược trước và chuyển chúng trong cùng hàng lược theo mô tả trong
10.4.4. Tiếp tục cho đến khi đầu trước của các xơ duỗi thẳng và bằng.
in)
ra ngoài lược trước và chuyển chúng trong cùng hàng lược theo mô tả trong
10.4.4. Tiếp tục cho đến khi đầu trước của các xơ duỗi thẳng và bằng.
10.4.8. Hạ lược sau của hàng chứa mẫu cho đến khi xơ được đếm. Kéo những đầu xơ nhô ra từ mặt sau của lược và đặt chúng trên mẫu thử theo cách đã làm khi chuyển mẫu. Tiếp tục thao tác làm thẳng cho đến khi xơ kéo từ lược sau duỗi thẳng ra lược trước và đầu xơ của mẫu thử duỗi thẳng và bằng. Đến đây là hoàn thành lần chuyển đầu tiên.
10.5. Lần chuyển thứ hai:
10.5.1. Nâng hàng lược trống đến vị trí làm việc và quay thiết bị phân loại 1800 để cho mẫu thử ở phía bên trái.
10.5.2. Lặp quy trình giống như lần chuyển đầu tiên, theo các bước từ 10.4.2 đến 10.4.8, chuyển mẫu thử quay lại bộ lược đầu tiên.
10.6. Sắp hàng
10.6.1. Đặt hàng lược trên vào.
10.6.2. Quay vòng thiết bị phân loại 1800 và hạ lược trước cho đến khi chạm đến xơ dài nhất.
10.6.3. Sử dụng kẹp có đầu bịt cao su (Hình 1, b), kéo một vài xơ nhô ra dài nhất từ lược trước. Đặt phần kéo ra ở gần một đầu của bảng nhung và gần mạch dài ở xa tay cầm của kẹp nhất. Tiếp tục giữ bằng kẹp và đậy một đĩa phẳng (Hình 1, k) lên trên phần kéo, ép nhẹ, dịch chuyển kẹp và đĩa cùng nhau tới gần cạnh của bảng, tiếp tục kéo xơ ngang qua mặt nhung và làm thẳng chúng. Ấn xơ xuống chắc vào mặt nhung, tách ra khỏi kẹp và tiếp tục trượt đĩa tới để ép các đầu trước của xơ.
10.6.4. Tiếp tục quá trình
rút và đặt xơ trên bảng nhung, đặt mỗi phần kéo tiếp theo cách khoảng 5 mm (![]() in.) và song song với phần kéo trước.
Không cần thiết nhưng để thuận lợi, đặt 10 phần kéo trên mỗi bảng. Trong một
sắp hàng được chấp nhận, các phần kéo có thể thay đổi mật độ, nhưng sẽ theo thứ
tự chiều dài. Số lượng phần kéo xơ trong một sắp hàng không được ít hơn 65 và
không nhiều hơn 100. Để tạo thuận lợi cho việc đo chính xác, giữ các đầu xơ
càng rõ và càng thẳng hàng càng tốt. Sự trượt xơ và kẹp chặt các đầu xơ không
bằng trong quá trình chuyển xơ, rút xơ và đặt xơ xuống sẽ tạo thành một sắp
hàng lởm chởm và không bằng, gây khó khăn cho việc đo
in.) và song song với phần kéo trước.
Không cần thiết nhưng để thuận lợi, đặt 10 phần kéo trên mỗi bảng. Trong một
sắp hàng được chấp nhận, các phần kéo có thể thay đổi mật độ, nhưng sẽ theo thứ
tự chiều dài. Số lượng phần kéo xơ trong một sắp hàng không được ít hơn 65 và
không nhiều hơn 100. Để tạo thuận lợi cho việc đo chính xác, giữ các đầu xơ
càng rõ và càng thẳng hàng càng tốt. Sự trượt xơ và kẹp chặt các đầu xơ không
bằng trong quá trình chuyển xơ, rút xơ và đặt xơ xuống sẽ tạo thành một sắp
hàng lởm chởm và không bằng, gây khó khăn cho việc đo
10.6.5. Tiếp tục quá trình rút xơ từ lược và đặt chúng trên bảng, hạ lược nếu cần thiết, cho đến khi tất cả các xơ được đặt trên bảng.
10.7. Đo và phân nhóm
10.7.1. Cần có một thí nghiệm viên chính và một kỹ thuật viên khác đo cẩn thận và độc lập các phần kéo trên bảng nhung bằng thang đo đặc biệt (Hình 1, i). Bắt đầu đo phần kéo đầu tiên được đặt xuống và ghi lại số lượng các phần kéo trong mỗi nhóm chiều dài (một dạng bảng số liệu được trình bày trong Hình 2). Tiếp tục cho đến khi tất cả các phần kép được đo. Các phần kéo có chiều dài rõ ràng nằm trong giới hạn của chiều dài được phân vào nhóm chiều dài thích hợp. Chiều dài mỗi phần kéo được xác định bởi điểm là nơi tập trung hầu hết các đầu xơ chứ không phải tại các đầu xơ dài nhất. Nếu phần kéo kết thúc tại đường phân chia giữa hai khoảng chiều dài thì xếp chúng vào nhóm chiều dài dài hơn.
10.7.2. Nếu hai kỹ thuật
viên không thống nhất nhiều hơn hai phần kéo trong một nhóm chiều dài đơn, cả
hai phải đo lại sắp hàng. Khi đạt được thống nhất trong 2 phần kéo cho mỗi nhóm
chiều dài, tính trung bình của 2 lần đếm của số lượng các phần kéo trong mỗi
nhóm chiều dài, bắt đầu với chiều dài nhất (Hình 2). Nếu giá trị trung bình
không phải là một số nguyên thì ghi lại số nguyên nhỏ hơn gần nhất và thực hiện
một phần kéo đến nhóm chiều dài (ngắn hơn) tiếp theo. Nhóm ![]() và
và ![]() trong
Hình 2 là một ví dụ cho trường hợp này.
trong
Hình 2 là một ví dụ cho trường hợp này.
10.7.3. Cào các phần kéo ra cùng nhau trong các nhóm chiều dài trên cơ bản của trung bình hai lần đếm. Đặt mỗi nhóm chiều dài trên một tờ giấy đen được gấp lại, có đánh dấu điểm giữa chiều dài và đặt chúng theo thứ tự lên trên giá kim loại (Hình 1, l).
10.8. Cân
10.8.1. Bắt đầu với nhóm dài nhất, cân mỗi nhóm chiều dài trên cân có khả năng cân được 25 mg. Ghi lại khối lượng chính xác đến 0,1 mg trong các khoảng phù hợp trên bảng số liệu (Hình 2).
10.8.2. Nếu tổng của các khối lượng là (75,0 ± 2,0) mg, ghi lại trên bảng số liệu. Nếu tổng này không nằm trong các khoảng giới hạn đó thì cân lại sắp hàng. Nếu tổng của lần cân thứ hai không nằm trong các giới hạn quy định thì loại bỏ sắp hàng này.
10.8.3. Nếu phép thử khối lượng xơ trên một đơn vị chiều dài hoặc độ chín được thực hiện trên cùng sắp hàng thì thay thế các nhóm chiều dài trên giấy của chúng và cất giữ mỗi sắp hàng trong phong bì có dán nhãn phù hợp.
11. Tính toán
11.1. Thực hiện tính toán trên bảng tính tương tự như trong Hình 2.
11.1.1. Chiều dài một phần tư nửa trên (điểm 25 %) – Bắt đầu với nhóm dài nhất, thêm khối lượng cho đến khi tổng bằng hoặc lớn hơn một phần tư khối lượng tổng cộng của sắp hàng và ghi lại giới hạn dưới của nhóm chiều dài sắp hàng tại đó hoặc trong đó xuất hiện tổng. Như chỉ ra trên bảng tính, xác định số gia chiều dài được thêm vào giới hạn dưới đã ghi bằng phép nội suy.
11.1.2. Chiều dài trung bình và hệ số biến sai chiều dài – Tính toán chiều dài trung bình và hệ số biến sai chiều dài theo ví dụ trong Hình 2.
11.1.3. Nếu mong muốn, xác
định phần trăm xơ ngắn hơn 12 mm (![]() in.) bằng cách lấy
100 % trừ đi phần trăm xơ dài hơn 12 mm (
in.) bằng cách lấy
100 % trừ đi phần trăm xơ dài hơn 12 mm (![]() in.)
(cột cuối).
in.)
(cột cuối).
12. Báo cáo thử nghiệm
12.1. Viện dẫn tiêu chuẩn này. Mô tả vật liệu hoặc sản phẩm được lấy mẫu và phương pháp lấy mẫu sử dụng.
12.2. Báo cáo những thông tin sau:
12.2.1. Chiều dài một phần tư nửa trên đến hai chữ số thập phân.
12.2.2. Chiều dài trung bình, đến hai chữ số thập phân.
12.2.3. Hệ số biến sai chiều dài với độ chính xác đến 1%.
12.2.4. Phần trăm xơ ngắn
hơn 12 mm (![]() in.), nếu xác định.
in.), nếu xác định.
12.2.5. Số lượng mẫu thử đã được thử cho mỗi mẫu.
13. Độ chụm và độ chệch
13.1. Số liệu thử liên phòng thử nghiệm – Một thí nghiệm liên phòng được thực hiện vào năm 1969 trong đó hai thí nghiệm viên của mỗi phòng thí nghiệm trong ba phòng thí nghiệm thực hiện phép thử chiều dài theo phương pháp sắp hàng. Cả hai thí nghiệm viên thử mỗi mẫu trong năm mẫu nhỏ từ mỗi mẫu bông để thiết lập các giá trị chuẩn cho từng mẫu trong năm mẫu bông khác nhau. Mỗi mẫu nhỏ được mã hóa với các số khác nhau và các kết quả được giải mã sau khi thực hiện xong thử nghiệm. Thí nghiệm viên thực hiện phép thử phải có kỹ năng và nhiều kinh nghiệm. Kết quả của các phòng thí nghiệm tham gia được kiểm soát bằng cách sử dụng các mẫu bông giống nhau. Thành phần phương sai được biểu thị là độ lệch chuẩn được liệt kê dưới đây:
|
Hạng mục thử |
Một thí nghiệm viên |
Nội bộ phòng thí nghiệm |
Giữa các phòng thí nghiệm |
|
Chiều dài một phần tư nửa trên, in. |
0,01905 |
0,00140 |
0,00623 |
|
Chiều dài trung bình, in. |
0,02196 |
0,00227 |
0,01307 |
|
Hệ số biến sai, phần trăm trung bình |
1,450 |
0,361 |
1,173 |
|
Xơ ngắn hơn |
1,441 |
0,033 |
1,162 |
13.2. Độ chụm – Với các thành phần phương sai được ghi lại trong 13.1, trung bình của các giá trị quan sát của cả phép thử ba mẫu và phép thử hai mẫu được coi là sai khác đáng kể ở mức tin cậy 95 % nếu sự sai khác này bằng hoặc vượt quá sai khác tới hạn dưới đây:
|
Số lượng mẫu và hạng mục thử A |
Một thí nghiệm viên |
Nội bộ phòng thí nghiệm |
Giữa các phòng thí nghiệm |
|
Phép thử ba mẫu: |
|
|
|
|
Chiều dài một phần tư nữa trên, in. Chiều dài trung bình, in. Hệ số biến sai, phần trăm trung bình Xơ ngắn hơn |
0,030 0,035 2,3 2,3 |
0,031 0,036 2,5 2,3 |
0,035 0,051 4,1 4,0 |
|
Phép thử hai mẫu: |
|
|
|
|
Chiều dài một phần tư nửa trên, in. Chiều dài trung bình, in. Hệ số biến sai, phần trăm trung bình Xơ ngắn hơn |
0,037 0,043 2,8 2,8 |
0,038 0,043 3,0 2,8 |
0,041 0,057 4,4 4,3 |
A Các giá trị sai khác tới hạn được sử dụng ở trên đã được tính toán có sử dụng t = 1,960 dựa trên bậc tự do vô cùng. Các giá trị áp dụng được chỉ khi các phép thử được thực hiện bởi những thí nghiệm viên kinh nghiệm trong phòng thí nghiệm mà tại đó kiểm soát cấp kết quả bằng cách sử dụng bông tiêu chuẩn để hiệu chuẩn.
CHÚ THÍCH 3: Các giá trị sai khác tới hạn được lập bảng phải được coi là tuyên bố chung, đặc biệt về độ chụm giữa các phòng thí nghiệm. Trước khi thực hiện một tuyên bố có ý nghĩa về hai phòng thí nghiệm, nếu có, phải thiết lập độ chệch thống kê giữa các phòng thí nghiệm, với mỗi so sánh được dựa trên số liệu nhận được gần đây trên các mẫu thử được lấy ngẫu nhiên từ một mẫu của vật liệu sẽ được thử.
13.3. Độ chệch – Tiêu chuẩn này dùng để xác định chiều dài và sự phân bố chiều dài của xơ bông không có độ chệch và xem là phương pháp chính xác nhất, loại ra các phép đo một số lượng lớn các xơ đơn. Đây là tiêu chuẩn dùng để đánh giá độ chệch của các phương pháp khác.
|
CHIỀU DÀI XƠ – PHƯƠNG PHÁP SẮP HÀNG (Bảng tính có thể được chuẩn bị dựa theo hệ mét) |
Thử KIỂM TRA |
||||||||||
|
Số phòng thí nghiệm 10 |
|||||||||||
|
Người lấy mẫu cúi A.B. |
Người lấy mẫu M.B. |
Người cân A.B. |
Số lô. |
||||||||
|
Người phân loại R.B. |
Người kiểm tra M.B. |
Người tính toán B.M. |
Người kiểm tra M.B. |
||||||||
|
Chiều dài, L |
Giới hạn dưới (in.) |
Số lượng phần kéo |
Trung bình |
Nhóm khối lượng, W |
Chiều dài bình phương, L2 |
Phân bố xơ |
|||||
|
thí nghiệm viên 1 |
thí nghiệm viên 2 |
Tổng khối lượng |
Phần trăm lũy tích của xơ |
||||||||
|
39 |
2,375 |
|
|
|
|
1,521 |
|
|
|||
|
37 |
2,250 |
|
|
|
|
1,369 |
|
|
|||
|
35 |
2,125 |
|
|
|
|
1,225 |
|
|
|||
|
33 |
2,000 |
|
|
|
|
1,089 |
|
|
|||
|
31 |
1,875 |
|
|
|
|
961 |
|
|
|||
|
29 |
1,750 |
|
|
|
|
841 |
|
|
|||
|
27 |
1,625 |
|
|
|
|
729 |
|
|
|||
|
25 |
1,500 |
|
|
|
|
625 |
|
|
|||
|
23 |
1,375 |
5 |
5 |
5 |
4,0 |
529 |
4,0 |
5,31 |
|||
|
21 |
1,250 |
4-6 |
4-6 |
10 |
11,6 |
441 |
15,6 |
20,74 |
|||
|
19 |
1,125 |
3-10-3 |
3-10-3 |
16 |
18,9 |
361 |
34,5 |
45,88 |
|||
|
17 |
1,000 |
7-5 |
7-5 |
12 |
13,2 |
289 |
47,7 |
63,43 |
|||
|
15 |
0,875 |
5-6 |
5-6 |
11 |
9,0 |
225 |
56,7 |
75,40 |
|||
|
13 |
0,750 |
4-2 |
4-2 |
6 |
5,1 |
169 |
61,8 |
82,18 |
|||
|
11 |
0,625 |
6 |
4 |
5 |
3,8 |
121 |
65,6 |
87,23 |
|||
|
9 |
0,500 |
2-1 |
4-1 |
4 |
1,7 |
81 |
67,3 |
89,49 |
|||
|
7 |
0,375 |
7 |
7 |
7 |
3,2 |
49 |
70,5 |
93,75 |
|||
|
5 |
0,250 |
2-2 |
2-1 |
3 |
2,3 |
25 |
72,8 |
96,81 |
|||
|
3 |
0,125 |
3 |
4 |
4 |
1,6 |
9 |
74,4 |
98,94 |
|||
|
1 |
0,000 |
1 |
1 |
1 |
0,8 |
1 |
75,2 |
100,00 |
|||
|
Kết |
|
|
|
|
|
Tổng |
|||||
|
Tổng |
|
84 |
84 |
84 |
75,2 |
Nghịch đảo |
|||||
|
SWL = 1217,0 |
SWL2 = 21583,2 |
||||||||||
|
TÍNH TOÁN |
|||||||||||
A. Chiều dài một phần tư nửa trên (điểm 25 %):
1. Tổng lũy tích của khối lượng nhóm dài nhất bằng hoặc lớn hơn 25 % = 34,5
2. 25 % = SW/4 ……………………………………………………………….. = 18,8
3. Hiệu số (dòng 1 trừ dòng 2) ……………………………………………… = 15,7
4. Hiệu chỉnh = Hiệu số x 0,125/khối lượng của nhóm chứa chiều dài một phần tư nửa trên
= 15,7 x 0,125/18,9 = 0,1038 in.
5. Giới hạn dưới của nhóm chứa một phần tư nửa trên …………………... = 1,1250 in.
6. Chiều dài một phần tư nửa trên (dòng 4 cộng dòng 5) …………………. = 1,2288 in.
B. Chiều dài trung bình = S WL/(SWx16) = 1217,0/(SW x 16) ……… = 1217,0/1203,2 = 1,011469 in.
C. Phương sai.
1. SWL2/(SWx256) = 21583,2/(SWx256) …………………………………….. = 1,121135 in.
2. (Chiều dài trung bình)2 ………………………………………………………. = 1,023070 in.
3. Phương sai (dòng 1 trừ dòng 2) ……………………………………………. = 0,098065 in.
D. Độ lệch chuẩn
SD = ……………………………………………………………………………… = 0,313
E. Hệ số biến sai
SD x 100/chiều dài trung bình ………………………………………………… = 30,95 %
F. Phần trăm xơ ngắn hơn ![]() in. hoặc những nhóm chiều dài quy định
khác, hoặc cả hai.
in. hoặc những nhóm chiều dài quy định
khác, hoặc cả hai.
Ví dụ cho 1/2 in.
= 100 – phần trăm lũy tích của xơ trong nhóm chiều dài 9
= 100 – 89,49 = 10,51
|
Nhóm trung bình cho phương pháp sắp hàng |
|
|||
|
Mẫu |
Chiều dài một phần tư nửa trên (in.) |
Trung bình (in.) |
C.V (%) |
Xơ
ngắn hơn |
|
1 |
1,2288 |
1,0115 |
30,95 |
10,5 |
|
2 |
1,2369 |
1,0255 |
30,52 |
8,7 |
|
3 |
1,2172 |
1,0037 |
31,28 |
11,8 |
|
Trung bình |
1,2276 |
1,0136 |
30,92 |
10,3 |
Hình 2 – Biểu mẫu phù hợp cho việc ghi lại các quan sát ban đầu và tính toán thống kê các chiều dài khác nhau bằng phương pháp sắp hàng