Trang chủ / Công nghiệp / *** / TCVN5401:1991
Tiêu chuẩn Việt Nam TCVN 5401:1991 về mối hàn - phương pháp thử uốn
|
Kích thước |
Kí hiệu |
|
Chiều dày chi tiết hàn hoặc chiều dày thành của ống hàn Đường kính thỏi hàn hoặc đường kính ngoài ống hàn Đường kính vòng tròn nối tiếp với mặt cắt của thỏi đa diện Chiều dày mẫu thử Chiều rộng mẫu thử Chiều dài toàn bộ mẫu thử Bán kính cung lượn Chiều rộng lớn nhất của mối hàn Đường kính chày uốn |
s D B ae be Lt R Ls Dn |
2. Mẫu thử
2.1. Lấy phôi mẫu để chế tạo mẫu thử theo TCVN 5400 : 1991
2.2. Khi trong tiêu chuẩn về sản phẩm hàn không có các yêu cầu khác, hình dạng và kích thước mẫu thử phải phù hợp:
a) Để thử uốn, mẫu thử có mối hàn ngang theo hình 1 và bảng 2
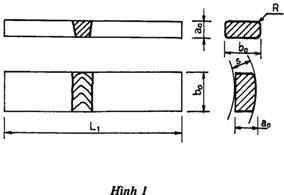
Bảng 2
Kích thước
Trị số
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
be
Lt
R
s, nhưng không lớn hơn 25
Không nhỏ hơn 1,5 ae, nhưng không nhỏ hơn 20 và không lớn hơn 50.
Bằng hoặc lớn hơn 250
Bằng hoặc lớn hơn 0,1 ae nhưng không lớn hơn 2
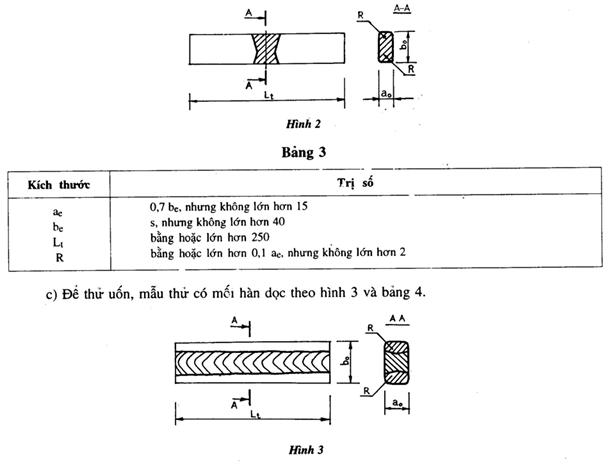
b) Để thử uốn mặt cạnh, mẫu thử có mối hàn ngang theo hình 2 và bảng 3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Kích thước
Trị số
ae
be
Lt
R
s, nhưng không lớn hơn 25
Ls +10, nhưng không nhỏ hơn 20
Bằng hoặc lớn hơn 250
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2.3. Nếu chiều dày phôi mẫu lớn hơn chiều dày mẫu thử, cho phép cắt lấy mẫu thử ở các vị trí khác nhau trên mặt cắt mối hàn theo chiều dày.
2.4. Khi trong tiêu chuẩn về sản phẩm hàn không có những yêu cầu khác, từ mối hàn của thỏi có mặt cắt tròn hoặc đa diện, mẫu thử được chế tạo như sau:
a) Khi kích thước D và B đến 20mm - mẫu thử không gia công có cả phần lồi lên của mối hàn;
b) Khi kích thước D và B lớn hơn 20 đến 50mm - mẫu thử không cộng có cả phần lồi lên; của mối hàn hoăc mẫu thử phẳng theo hình 1 và bằng 2 với s bằng 0,5D hoặc 0,5B.
c) Khi kích thước D và B lớn hơn 50mm – mẫu thử phẳng theo hình 4 và bằng 2 với s bằng 0,5D hoặc 0,5B.
Trong tất cả các trường hợp Lt lớn hơn hoặc bằng 250mm và R lớn hơn hoặc bằng 0,1 ae nhưng không lớn hơn 2mm.
2.5. Khi trong tiêu chuẩn về sản phẩm hàn không có những yêu cầu khác, để thử uốn mối hàn ngang ống, mẫu thử bao gồm cả phần lồi lên của mối hàn trên mặt ngoài ống được chế tạo như sau:
a) Mẫu thử ống nguyên hình - khi D nhỏ hơn hoặc bằng 20mm;
b) Mẫu thử ống nguyên hình hoặc mẫu thử phẳng - khi D lớn hơn 20mm đến 45mm.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình dạng và kích thước của mẫu thử phẳng phải phù hợp với hình 1 và bảng 2.
2.6. Phần lồi lên của mối hàn trên mặt ngoài ở tia mẫu nguyên hình, cần thiết được cắt sát đến bề mặt của kim loại cơ bản bằng gia công cơ nhưng phải đảm bảo nhám bề mặt không nhỏ hơn R= 1,6µm (Rz = 6,3µm) Không được dùng hàn cắt để cắt mẫu và không được cắt bỏ phần lồi lên của mối hàn ở mặt trong mẫu ống nguyên hình nếu trong tiêu chuẩn về sản phẩm làm không cho phép.
3. Thiết bị
Thiết bị thử theo TCVN 198 : 1985.
4. Tiến hành thử
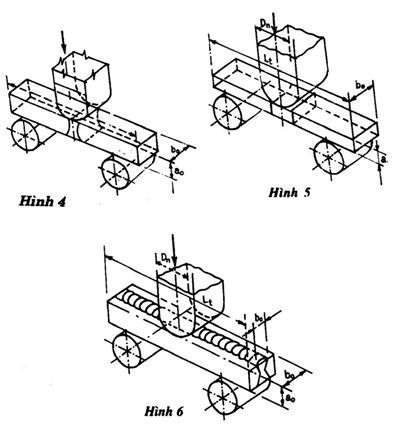
4.1. Thử uốn mẫu thử có mối hàn ngang, thử uốn mặt cạnh và thử uốn mẫu thử có mối hàn dọc theo sơ đồ quy định trên hình 4, 5 và 6
4.2. Thử thực hiện bằng một trong hai phương pháp theo TCVN 198 : 1985.
4.3. Khi trong tiêu chuẩn về sản phẩm hàn không có những yêu cầu khác, tải trọng được đặt ở mối hàn của mẫu thử sao cho lớp hàn sau chịu kéo.
Khi thử mẫu thử có mối hàn hai mặt, tải trọng được đặt ở mặt có mối hàn được hàn sau.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Vết nứt xuất hiện trên mặt chịu kéo của mẫu trong quá trình thử được chấp nhận, nếu chiều dài của nó không vượt quá 20% chiều rộng của mẫu và gộp lại không lớn hơn 5mm
4.5. Góc uốn αt được xác định khi tạo thành vết nứt đầu tiên với chiều dài của nó không vượt quá chiều dài đã quy định ở điều 4.4.
Góc uốn được đo ở trạng thái mẫu không có ứng suất và được xác định với sai số không lớn hơn ± 20.
4.6. Khi thử vị trí tạo thành vết nứt hoặc phá hủy được xác định trên mối hàn; ơ vùng ảnh hưởng nhiệt; trên kim loại cơ bản.
5. Biên bản tthuỷ điện
Nội dung biên bản thử gồm các số liệu sau:
Kí hiệu của mẫu thử;
Kích thước của mẫu thử;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phương pháp thử (thử uốn mẫu thử có mối hàn ngang, dọc hoặc thử uốn mặt cạnh );
Góc uốn;
Đặc trưng và vị trí phá huỷ mẫu;
Số hiệu của tiêu chuẩn này.