Tiêu chuẩn quốc gia TCVN 5419:1991 (ST SEV 3888-82) về Máy cầm tay - Mức ồn cho phép và yêu cầu chung về phương pháp thử
TIÊU CHUẨN QUỐC GIA
TCVN 5419 : 1991
MÁY CẦM TAY − MỨC ỒN CHO PHÉP VÀ YÊU CẦU CHUNG VỀ PHƯƠNG PHÁP THỬ
Hand tools − Permissible levels of noise and general requirements for method of test
Lời nói đầu
TCVN 5419 : 1991 phù hợp với ST 3888 : 1982.
TCVN 5419 : 1991 do Viện nghiên cứu máy, Bộ Công nghiệp nặng biên soạn, Tổng cục Tiêu chuẩn - Đo lường - Chất lượng đề nghị và được Ủy ban Khoa học Nhà nước (nay là Bộ Khoa học và Công nghệ) ban hành.
Tiêu chuẩn này được chuyển đổi năm 2008 từ Tiêu chuẩn Việt Nam cùng số hiệu thành Tiêu chuẩn Quốc gia theo quy định tại khoản 1 Điều 69 của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật và điểm a khoản 1 Điều 6 nghị định số 127/2007/NĐ-CP ngày 1/8/2007 của Chính phủ quy định chi tiết thi hành một số điều của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật.
MÁY CẦM TAY − MỨC ỒN CHO PHÉP VÀ YÊU CẦU CHUNG VỀ PHƯƠNG PHÁP THỬ
Hand tools − Permissible levels of noise and general requirements for method of test
Tiêu chuẩn này áp dụng cho máy cầm tay có truyền động điện và khí nén.
Tiêu chuẩn này phù hợp với ST SEV 3888 : 1982.
1. Mức ồn cho phép.
Mức ồn cho phép, biểu thị bằng mức công suất âm hiệu chỉnh LPA, dB(A), không được vượt quá những giá trị cho phép trong Bảng 1, trừ trường hợp trong tiêu chuẩn cho những loại máy riêng biệt có nêu những yêu cầu khác.
Bảng 1
|
Kiểu máy |
Mức công suất âm hiệu chỉnh LPA, dB(A) |
|
|
Máy có truyền động điện |
Máy có truyền động khí nén |
|
|
(1) |
(2) |
(3) |
|
Máy khoan, máy cắt ren, máy vặn đai ốc không va đập |
95 |
99 |
|
Máy mài, máy xẻ rãnh |
97 |
100 |
|
Búa đầm |
98 |
98 |
|
Máy cưa, máy bào gỗ, máy cưa dây, máy xọc. |
98 |
100 |
|
Máy cắt đứt, máy xén cạnh, máy cạo (gọt) |
100 |
100 |
|
Máy vặn đai ốc có va đập |
104 |
105 |
|
Máy vặn vít gỗ, máy vặn chốt |
104 |
105 |
|
Máy khoan quay-va đập |
105 |
105 |
|
Búa máy trong xây dựng |
107 |
107 |
|
Xà beng máy |
110 |
110 |
|
Búa tán, búa xảm, búa làm sạch |
- |
113 |
|
Búa chèn |
- |
117 |
|
Máy đột lỗ |
118 |
118 |
|
Máy khoan mỏ |
92 |
104 |
|
Máy mài băng |
106 |
- |
Mức ồn của những kiểu này không nêu trong Bảng 1 phải theo quy định trong những tiêu chuẩn riêng cho những kiểu máy đó.
2. Yêu cầu chung về phương pháp thử và đo mức ồn.
2.1. Mức ồn phải được xác định khi thử nghiệm thu, thử định kỳ và thử điển hình sản phẩm.
2.2. Nguyên tắc chung của phương pháp đo ồn phải phù hợp với TCVN 5135 : 1990.
2.3. Mức ồn phải được xác định phù hợp với TCVN 4922 : 1989.
Trong trường hợp tiếng ồn của những kiểu máy thí nghiệm riêng biệt có đặc tính không biến đổi, cho phép đo các đặc trưng theo các tài liệu pháp qui kỹ thuật hiện hành.
2.4. Mức ồn phải được xác định với tải trọng thử được quy định trong tiêu chuẩn cho các loại máy riêng biệt.
Đối với máy quay, tải trọng được đặc trưng bằng công suất danh nghĩa ở đầu trục ra (khi máy có truyền động khí nén) hoặc bằng công suất tiêu thụ danh nghĩa (khi máy có truyền động điện), nếu trong tiêu chuẩn cho những loại máy riêng biệt không có những chỉ dẫn khác.
Đối với máy tác động va đập, tải trọng được đặc trưng bằng năng lượng.
Đối với những loại máy riêng biệt, các phương pháp và phương tiện thí nghiệm đặc biệt phải phù hợp với những quy định trong các tiêu chuẩn cho những loại máy đó.
Nếu trong tiêu chuẩn cho máy điện quay không có các chỉ dẫn khác, việc xác định các thông số ồn của máy được tiến hành khi chạy không tải (với điện áp danh định của nguồn).
Trong trường hợp này mức ồn biểu thị bằng mức công suất âm hiệu chỉnh không được vượt quá những giá trị cho trong Bảng 2.
Việc đo mức ồn của máy nhiều tốc độ và máy hiệu chỉnh bằng điện tử phải được tiến hành ở vận tốc lớn nhất.
Bảng 2
|
Kiểu máy |
Công suất tiêu thụ danh nghĩa, W |
Mức công suất âm hiệu chỉnh, LPA, dB(A) |
|
(1) |
(2) |
(3) |
|
1. Máy khoan cầm tay (một tốc độ) |
đến 200 trên 200 đến 350 trên 350 đến 500 trên 500 đến 1000 trên 1000 |
87 90 93 95 96 |
|
2. Máy khoan cầm tay (nhiều tốc độ) |
đến 200 trên 200 đến 350 trên 350 đến 500 trên 500 đến 1000 trên 1000 |
89 93 95 96 98 |
|
3. Máy vặn đai ốc (máy vặn vít), Máy cắt ren, máy cắt đứt để cắt kim loại dạng tấm |
đến 200 trên 200 đến 350 trên 350 |
89 93 95 |
|
4. Máy đánh bóng thẳng, máy mài, Máy mài phẳng |
đến 500 trên 500 đến 1000 trên 1000 |
93 98 100 |
|
5. Máy mài góc, máy đánh bóng góc |
đến 350 trên 350 đến 500 trên 500 đến 1000 trên 1000 |
92 95 100 105 |
|
6. Máy phay cầm tay máy cưa xoi theo hình (máy cưa dây) |
đến 200 trên 200 đến 500 trên 500 |
93 96 98 |
|
7. Máy cưa xích cầm tay |
đến 500 trên 500 đến 1000 trên 1000 |
95 100 105 |
|
8. Máy cưa đĩa cầm tay, máy bào gỗ. Máy cạo (gọt) cầm tay. |
− |
100 |
|
9. Máy mài băng |
− |
106 |
2.5. Việc xác định các thông số ồn phải được tiến hành khi năng lượng nguồn có thông số ổn định:
1) Đối với máy điện-trong giới hạn ±1% điện áp danh định và ±1% tần số danh nghĩa của dòng điện.
2) Đối với máy khí nén-trong giới hạn ±5% trị số danh nghĩa của áp suất không khí nén.
2.6. Các thiết bị gây tải không được làm sai lệch đặc tính của trường âm trong phòng đo.
Tiếng ồn riêng của thiết bị gây tải (mức công suất âm hiệu chỉnh) phải thấp hơn tiếng ồn do máy thí nghiệm phát ra ít nhất là 10 dB (trừ vùng tiếp xúc giữa đầu mút dụng cụ thí nghiệm với bộ phận thu của thiết bị hấp thụ năng lượng va đập).
Yêu cầu này không áp dụng cho thiết bị thực hiện thao tác công nghệ tiêu biểu.
CHÚ THÍCH: Thao tác công nghệ tiêu biểu được hiểu là một trong những thao tác công nghệ thường gặp nhất, do chức năng công nghệ của máy quy định và được tiến hành trong điều kiện thực tế vận hành của máy.
2.7. Kết quả đo mức ồn của máy phải được ghi trong biên bản phù hợp với yêu cầu của TCVN 3135 : 1990.
Các kết quả đo cần được đánh giá theo giá trị trung bình cộng, được lấy với xác suất tin cậy nhỏ nhất là 0,95 khi khoảng tin cậy của giá trị trung bình cộng là ±0,4 (không kể đến việc chọn các giá trị nằm ngoài khoảng trên).
Số lần đo lặp lại m cần thiết để đạt được độ tin cậy thống kê quy định có thể chọn theo Bảng 3.
Bảng 3
|
wn |
n(m,q) |
wn |
n(m,q) |
wn |
n(m,q) |
|
0,161 0,250 0,320 0,377 0,440 0,472 0,522 |
3 4 5 6 7 8 9 |
0,549 0,604 0,629 0,654 0,680 0,737 0,762 |
10 11 12 13 14 15 16 |
0,785 0,807 0,830 0,851 0,872 0,893 0,913 |
17 18 19 20 21 22 23 |
Trong bảng trên, wn là hệ số biến đổi, được xác định theo công thức:
trong đó
![]()
![]() - là giá trị trung bình cộng của công
suất âm, W;
- là giá trị trung bình cộng của công
suất âm, W;
n – Ký hiệu chỉ chung cho số lần đo lặp lại m, hoặc số mẫu thử q;
i – Số thứ tự lần đo hoặc mẫu thử;
![]() P
P![]() – Giá trị công suất âm ở lần đo thứ i,
– Giá trị công suất âm ở lần đo thứ i,
Hệ số wn, được xác định theo các số liệu thực nghiệm, không được vượt quá những giá trị nêu trong Bảng 3 khi đã định số n,
2.8. Giá trị mức công suất âm hiệu chỉnh LPA, dB(A) của mẫu thí nghiệm cần xác định theo công thức:
Trong đó:
LpAi – Mức công suất âm hiệu chỉnh của mẫu thử i (i = 1, 2, ………………., q), dB (A);
q – Số mẫu thử thuộc kiểu đã cho cần và đủ để có được sự đánh giá chắc chắn với xác suất tin cậy không nhỏ hơn 0,95 khi khoảng tin cậy của giá trị trung bình cộng là ±0,4 (không kể đến việc chọn các giá trị nằm ngoài khoảng trên).
Trị số q có thể xác định theo Bảng 3.
Phụ lục 1
Phương pháp gây tải và sơ đồ thiết bị thử nghiệm máy cầm tay kiểu phổ biến nhất
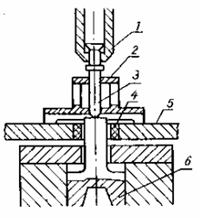
1. Máy quay. Phương pháp gây tải máy quay là truyền cho máy thử nghiệm mômen hãm, làm cho máy đạt được giá trị công suất danh nghĩa của trục, hoặc đạt được công suất tiêu thụ (đối với máy điện).
Để tạo ra những điều kiện âm học thuận lợi nhất, trục của máy thử nghiệm được đặt theo hướng thẳng đứng (Hình 1).
Sơ đồ này trình bày cách bố trí thiết bị hãm dưới sàn phòng đo và các phương tiện cách ly tiếng ồn do các thiết bị này phát ra.

Hình 1
|
1 – Máy thử nghiệm; 2 – Trục chính máy thử nghiệm; 3 – Khớp nối; 4 – Thiết bị hãm (ví dụ phanh điện) điều khiển từ xa; |
5 – Trục thiết bị hãm; 6 – Lớp lót hút 7 – Sàn phòng đo. |
2. Máy tác động va đập. Phương pháp gây tải máy tác động va đập là biến động năng của búa đập của máy thử nghiệm thành động năng hoặc thế năng của bộ phận thu của thiết bị hấp thụ khi thiết bị này tạo ra va đập tác động trở lại máy thử nghiệm; trong trường hợp này hệ số này của búa đập đối với dụng cụ thử nghiệm và hệ số này của dụng cụ thí nghiệm đối với bộ phận thu của thiết bị hấp thụ, nếu như nằm trong giới hạn quy định (ví dụ ±15%), sẽ phù hợp với các giá trị của chúng khi máy thử nghiệm làm việc với đối tượng gia công tiêu biểu. Trong trường hợp này giá trị năng lượng va đập phải phù hợp với giá trị danh nghĩa.
CHÚ THÍCH: Đối tượng gia công tiêu biểu được hiểu là một trong những đối tượng gia công thực, được quy định bởi chức năng của máy. Thiết bị hấp thụ năng lượng phải phù hợp với quy định trong tài liệu pháp quy kỹ thuật hiện hành.
Sơ đồ thiết bị thử nghiệm theo hình 2.
Hình 2
|
1 – Máy thử nghiệm; 4 – Lớp lót hút ẩm và cách âm; |
2 – Tấm hướng dẫn của dụng cụ thử nghiệm; 5 – Sàn phòng đo; 7 – Buồng khí nén có áp suất không thay đổi. |
3 – Dụng cụ thử nghiệm; 6 – Pít tông; |