Trang chủ / Công nghiệp / *** / TCVN6094:2010
Tiêu chuẩn quốc gia TCVN 6094:2010 (ISO 3417:2008) về Cao su - Xác định đặc tính lưu hoá bằng máy đo lưu hoá đĩa dao động
TIÊU CHUẨN QUỐC GIA
TCVN 6094:2010
ISO 3417:2008
CAO SU - XÁC ĐỊNH ĐẶC TÍNH LƯU HÓA BẰNG MÁY ĐO LƯU HÓA ĐĨA DAO ĐỘNG
Rubber - Measurement of vulcanization characteristics with the oscillating disc curemeter
Lời nói đầu
TCVN 6094:2010 thay thế cho TCVN 6094:2004.
TCVN 6094:2010 hoàn toàn tương đương với ISO 3417:2008.
TCVN 6094:2004 do Tiểu Ban Kỹ thuật Tiêu chuẩn quốc gia TCVN/TC45/SC2 Cao su - Phương pháp thử biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
CAO SU - XÁC ĐỊNH ĐẶC TÍNH LƯU HÓA BẰNG MÁY ĐO LƯU HÓA ĐĨA DAO ĐỘNG
Rubber - Measurement of vulcanization characteristics with the oscillating disc curemeter
CẢNH BÁO: Những người sử dụng tiêu chuẩn này phải có kinh nghiệm làm việc trong phòng thí nghiệm thông thường. Tiêu chuẩn này không đề cập đến tất cả các vấn đề an toàn liên quan khi sử dụng. Người sử dụng tiêu chuẩn phải có trách nhiệm thiết lập các biện pháp an toàn và bảo vệ sức khỏe phù hợp với các quy định pháp lý hiện hành.
LƯU Ý: Các quy trình nhất định được quy định trong tiêu chuẩn này có thể liên quan đến việc sử dụng hoặc tạo thành các chất, hoặc phát sinh ra chất thải, có thể gây nguy hại môi trường cục bộ. Tham khảo tài liệu thích hợp về xử lý và thải bỏ một cách an toàn sau khi sử dụng.
1. Phạm vi áp dụng
Tiêu chuẩn này quy định phương pháp xác định đặc tính lưu hóa được lựa chọn của hỗn hợp cao su bằng máy đo lưu hóa đĩa dao động. Việc sử dụng máy đo lưu hóa được mô tả trong ISO 6502.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau đây rất cần thiết khi áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
ISO 6502, Rubber - Guide to the use of curemeters (Cao su - Hướng dẫn sử dụng máy đo lưu hóa).
3. Thuật ngữ và định nghĩa
Trong tiêu chuẩn này sử dụng thuật ngữ và định nghĩa trong ISO 6502.
4. Nguyên tắc
4.1. Mẫu thử cao su được đặt trong khuôn thử kín, dưới áp suất ban đầu dương và được duy trì ở nhiệt độ cao. Đĩa hình côn kép dẹt được đặt trong mẫu thử được dao động bằng chuyển động tròn có biên độ nhỏ. Dao động này gây ra biến dạng trượt trên mẫu thử và mômen xoắn cần thiết để dao động đĩa phụ thuộc vào độ cứng vững (môđun biến dạng) của cao su. Mômen xoắn tự động ghi lại theo một hàm số thời gian.
Không có tính tỷ lệ thuận giữa moomen xoắn và độ cứng vững ở tất cả các điều kiện thử nghiệm - đặc biệt với các dải mômen xoắn cao hơn - vì sự biến dạng co giãn của trục đĩa và thiết bị truyền động phải được tính đến. Hơn nữa, trong trường hợp biến dạng biên độ nhỏ, biến dạng có thể xảy ra để có thành phần đàn hồi đáng kể. Đối với mục đích kiểm soát thường xuyên, sự hiệu chỉnh là không cần thiết.
4.2. Độ cứng vững của mẫu thử cao su tăng do quá trình lưu hóa. Đường cong được hoàn thành khi mômen xoắn ghi lại tăng đến giá trị cân bằng hoặc đến giá trị cực đại (xem Hình 1). Nếu mômen xoắn tiếp tục tăng, sự lưu hóa được coi như là hoàn thành sau thời gian nhất định. Thời gian cần thiết để nhận được đường cong lưu hóa là hàm số của nhiệt độ thử nghiệm và các đặc tính của hỗn hợp cao su.
4.3. Các thông số sau có thể được xác định từ đường cong ghi được của mômen xoắn là hàm số của thời gian, có nghĩa là M = f(t) (xem Hình 1).
ML là mômen xoắn cực tiểu;
MHF là mômen xoắn plato;
MHR là mômen xoắn cực đại (đường cong đảo chiều);
MH là giá trị mômen xoắn cao nhất đạt được trên đường cong ở đó không thu được giá trị mômen plato hay mômen cực đại sau thời gian quy định;
tSX là thời gian để lưu hóa bắt đầu (thời gian chờ);
tc(y) là thời gian tương ứng với phần trăm định sẵn của mômen xoắn cao nhất đo được;
tc'(y) là thời gian từ mômen xoắn cực tiểu đến phần trăm định sẵn của lưu hóa hoàn toàn.
![]() là chỉ số tốc độ
lưu hóa (độ dốc trung bình của đường cong, được tính theo biểu thị công thức).
là chỉ số tốc độ
lưu hóa (độ dốc trung bình của đường cong, được tính theo biểu thị công thức).
Mômen xoắn cực tiểu ML phụ thuộc vào độ cứng vững và độ nhớt tại tỷ lệ trượt thấp của hỗn hợp chưa lưu hóa.
Mômen xoắn cao nhất (MHF, MHR hoặc MH) là thước đo độ cứng vững của cao su lưu hóa tại nhiệt độ của phép thử.
Thời gian để lưu hóa bắt đầu tSX là thước đo độ an toàn của quá trình.
Thời gian tc(y), tc'(y) và mô men xoắn tương ứng cho biết thông tin về quá trình lưu hóa. Thời gian tối ưu thường là tc'(90).
5. Thiết bị, dụng cụ
5.1. Máy đo lưu hóa
Máy đo lưu hóa bao gồm một đĩa hình côn kép dẹt trong hộp khuôn có thể điều chỉnh nhiệt độ. Trục của đĩa được gắn với trục truyền động và dao động với một biên độ xoay nhỏ (xem Hình 2).
Mômen xoắn truyền đến đĩa thể hiện sức bền của mẫu thử cao su đối với sự biến dạng và được ghi tự động để tạo ra một đường cong mômen xoắn ứng với thời gian.
5.2. Hộp khuôn
5.2.1. Khuôn được chế tạo từ loại thép công cụ không biến dạng có độ cứng Rockwell tối thiểu là 50 HRC.
Hình dạng của khuôn được chỉ ra trong Hình 3 và Hình 4. Có thể sử dụng biện pháp phù hợp, theo thiết kế của khuôn hoặc cách khác, để truyền lực lên mẫu thử trong suốt quá trình thử nhằm giảm tối thiểu sự trượt giữa đĩa và cao su. Ở phần trên và phần dưới của đĩa được khoan các lỗ tùy theo kích thước đã cho trong Hình 3 và Hình 4 để có thể lắp cảm ứng nhiệt vào. Bề mặt của hộp khuôn có các rãnh hình chữ nhật cách nhau 20o để giảm tối thiểu sự trượt. Kích thước khuôn dưới được nêu trong Hình 3. Khuôn trên có các rãnh bằng nhau. Kích thước khuôn trên được nêu trong Hình 4.
5.2.2. Khuôn dưới phải có một lỗ ở tâm để lắp trục đĩa. Dùng một vòng đệm thích hợp có hệ số ma sát thấp gắn vào lỗ để tránh cao su chảy khỏi hộp khuôn.
5.3. Đóng kín khuôn
Khuôn phải được đóng và giữ kín trong suốt quá trình thử nghiệm bằng xy lanh khí nén có áp lực 11,0 kN ± 0,5 kN.
5.4. Đĩa
Đĩa hình côn kép dẹt được chế tạo từ loại thép công cụ không biến dạng có độ cứng Rockwell ít nhất là 50 HRC. Đĩa được mô tả trong Hình 5 với kích thước chính xác được nêu trong Bảng 1.
5.5. Sự dao động của đĩa
Tần số dao động quay của đĩa là 1,7 Hz ± 0,1 Hz trừ khi có mục đích đặc biệt thì có thể sử dụng tần số khác trong dải 0,05 Hz đến 2 Hz. Sự di chuyển góc tối đa của đĩa là 1,00o ± 0,02o so với vị trí trung tâm (tổng biên độ 2o) khi hộp khuôn trống rỗng. Nếu một mômen xoắn tác động lên đĩa thì sự giảm góc dao động theo sự tăng mômen xoắn là một hàm tuyến tính có độ dốc trong khoảng giới hạn 0,05o/N.m ± 0,002o/N.m.
Phải có các thiết bị phù hợp để kiểm định cả biên độ dao động ban đầu lẫn sự giảm biên độ theo mômen xoắn quy định.
Các biên độ khác có thể được sử dụng khi có quy định cho mục đích đặc biệt. Với các tần số hoặc biên độ khác nhau sẽ thu được các kết quả khác nhau.
CHÚ THÍCH: Biên độ dao động ban đầu là 3o có thể được sử dụng trong trường hợp khi mà nguy cơ trượt giữa mẫu thử và hộp khuôn hoặc đĩa có thể được loại trừ (trước hết bằng cách làm sạch rôto, xem 10.2.3). Tại biên độ này, có thể nhận được độ nhạy cao hơn trong thử nghiệm mà có thể hữu ích trong kiểm soát chất lượng sản xuất.
5.6. Hệ thống đo mômen xoắn
5.6.1. Đo mômen xoắn
Một thiết bị có khả năng tạo ta tín hiệu tỷ lệ thuận với mômen xoắn cần thiết làm quay đĩa để đo mômen xoắn tác động lên đĩa.
5.6.2. Máy ghi
Máy ghi có cơ cấu cấp giấy được sử dụng để ghi tín hiệu từ máy đo mômen xoắn. Máy ghi phải có tốc độ phản hồi với độ lệch toàn bộ thang đo mômen xoắn là 1 s hoặc thấp hơn. Mômen xoắn phải được ghi với độ chính xác ± 0,5 % của dải đo. Ba dải đo đo mômen xoắn được sử dụng là từ 0 N.m đến 2,5 N.m, 0 N.m đến 5 N.m và 0 N.m đến 10 N.m.
Mặc dù quy trình được viết cho máy ghi có cơ cấu cấp giấy, vẫn có thể sử dụng thiết bị gia công và nhận được dữ liệu tự động.
5.7. Đo nhiệt độ
5.7.1. Hệ thống đo nhiệt phải đo được nhiệt độ của khuôn với độ chính xác ± 0,1 oC trên toàn dải đo từ 100 oC đến 200 oC. Cặp nhiệt điện đã được hiệu chuẩn, hoặc các bộ cảm ứng nhiệt phù hợp khác được lắp vào khuôn, được sử dụng để kiểm tra định kỳ nhiệt độ khuôn.
5.7.2. Khuôn phải được gắn trong các tấm nhôm được gia nhiệt bằng điện. Sử dụng các bộ kiểm soát nhiệt để kiểm soát nhiệt độ của mỗi tấm trong khoảng ± 0,3 oC ở trạng thái ổn định. Sau khi đưa vào một mẫu thử tại 23 oC ± 5 oC, nhiệt độ của khuôn sẽ được khôi phục đến nhiệt độ thử nghiệm ± 0,3 oC trong 3 min.
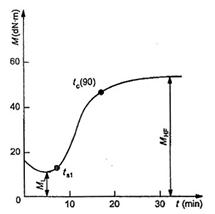
a) Lưu hóa đến cân bằng
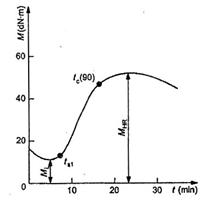
b) Lưu hóa đến mômen xoắn cực đại có đảo chiều
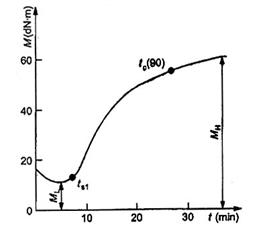
c) Lưu hóa không cân bằng trong mômen xoắn cực đại
Hình 1 - Các dạng đường cong lưu hóa
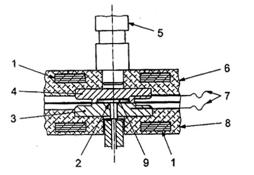
CHÚ DẪN
1 Bộ phận gia nhiệt 6 Thớt trên
2 Tấm đệm làm kín 7 Cảm biến nhiệt đã hiệu chuẩn
3 Khuôn dưới 8 Thớt dưới
4 Khuôn trên 9 Đĩa côn dẹt
5 Thanh trụ
Hình 2 - Sơ đồ cụm máy đo lưu hóa
Kích thước tính bằng milimet
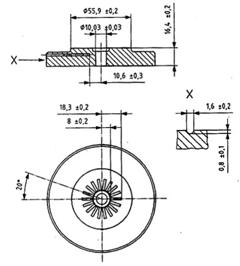
Hình 3 - Khuôn dưới
Kích thước tính bằng milimet
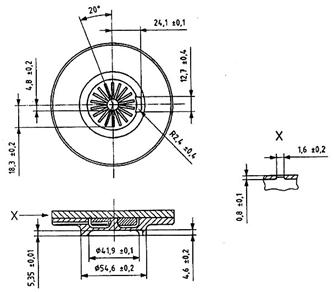
Hình 4 - Khuôn trên
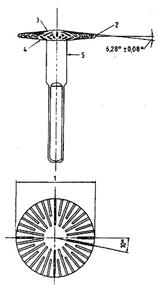
Hình 5 - Đĩa hình côn kép dẹt
CHÚ DẪN
Xem Bảng 1.
Bảng 1 - Kích thước đĩa
|
Số trên hình vẽ |
Kích thước |
Dung sai |
|
|
1 2 3 a |
Đường kính Bán kính Chiều rộng rãnh Chiều sâu rãnh Chiều dài rãnh, không nhỏ hơn |
35,55 0,80 0,80 0,8 7,5 12,5 |
± 0,01 ± 0,03 ± 0,05 ± 0,1 |
|
4 |
Chiều rộng rãnh |
0,80 |
± 0,05 |
|
Chiều sâu rãnh Chiều dài rãnh, không nhỏ hơn |
0,8 7,5 9,5 |
± 0,1 |
|
|
5 |
Đường kính Chiều dài phần vòng quanh của trục đĩa Chiều dài phần vuông của trục đĩa |
9,51 20,0 35,0 |
± 0,01 ± 0,5 ± 0,5 |
|
a Các rãnh trên bề mặt đỉnh và đáy phải là so le 5o. |
|||
6. Hiệu chuẩn bộ chuyển đổi mômen xoắn và máy ghi
6.1. Phải có các quy định về hiệu chuẩn điện tử với máy ghi và bộ chuyển đổi mômen xoắn. Một cách hiệu chuẩn là dùng điện trở lắp vào mạch điện đo mô men xoắn và tái tạo mômen xoắn đã đặt có giá trị xác định.
6.2. Hệ thống đo mômen xoắn phải được hiệu chuẩn bằng các quả cân hoặc bằng hệ thống mômen xoắn tiêu chuẩn như lò xo xoắn đã hiệu chuẩn.
6.3. Để phát hiện ra sự khác biệt giữa các máy đo lưu hóa hay sự thay đổi khi sử dụng máy đo lưu hóa đơn lẻ, cần thử nghiệm trên các hỗn hợp cao su chuẩn. Hỗn hợp cao su chuẩn phải có modul trượt bằng hoặc lớn hơn modul trượt của những hỗn hợp sản xuất được thử nghiệm, hỗn hợp này phải là hỗn hợp đồng nhất và ổn định trong vài tuần. Tiến hành một vài thử nghiệm bằng máy đo lưu hóa đã hiệu chuẩn trong điều kiện tốt và, từ mỗi đường cong, các thông số như MH, ML hoặc tc' được xác định. Mỗi bộ giá trị nhận được đối với từng thông số phải được sử dụng để xác định khoảng tin cậy tại mức tin cậy thống kê đã chọn (95 % hoặc 99 %).
Các thay đổi nhỏ với việc sử dụng hoặc các chênh lệch nhỏ giữa các máy đo lưu hóa không được bù trừ nếu các thông số vật liệu đo được (ví dụ MH, ML hoặc tc' ) nằm trong khoảng tin cậy. Trong trường hợp như vậy, độ chênh lệch quan sát được không có ý nghĩa thống kê.
Nguyên nhân của độ lệch lớn, có nghĩa là nguyên nhân của sự thay đổi có ý nghĩa thống kê được phát hiện khi một trong những thông số không còn nằm trong khoảng tin cậy, phải được xác định và cần thiết sửa chữa hoặc thực hiện bảo trì.
7. Mẫu thử
Mẫu thử với đường kính khoảng 30 mm và chiều dày 12,5 mm hoặc có thể tích tương đương được sử dụng cho từng phép thử. Cách tốt nhất, mẫu thử được cắt từ tấm mẫu đã chuẩn bị trước và càng không có không khí càng tốt. Mẫu thử có tổng thể tích là 8 cm3 được coi là tốt nhất.
CHÚ THÍCH: Kích thước mẫu thử là thích hợp nếu lượng nhỏ hỗn hợp được đùn ra đều các gờ của khuôn. Mẫu thử quá cỡ làm nguội khuôn trong chu kỳ đầu của phép thử và làm phép thử mất hiệu lực.
8. Nhiệt độ lưu hóa
Nhiệt độ lưu hóa được xác định theo bản chất của hỗn hợp cao su hoặc theo tính ứng dụng, nhưng thông thường nằm trong khoảng từ 100 °C đến 200 °C. Dung sai đối với nhiệt độ lưu hóa là ± 0,3 °C.
9. Ổn định
Mẫu thử phải được ổn định ở nhiệt độ 23 °C ± 5 °C trong ít nhất 3 h trước khi thử nghiệm.
10. Cách tiến hành
10.1. Chuẩn bị phép thử
Nâng nhiệt độ của cả hai khuôn (xem 5.2) đến nhiệt độ lưu hóa và đặt đĩa (5.4) vào đúng vị trí khuôn ở vị trí đóng. Với đĩa đặt đúng vị trí và khuôn đóng kín, điều chỉnh bút ghi đến vạch mômen xoắn bằng 0 trên biểu đồ. Vị trí của bút ở vị trí thời gian 0 trên biểu đồ. Hiệu chuẩn bộ phận ghi nếu cần (xem 6.1) và chọn phạm vi mômen xoắn đúng (xem 5.6.2).
10.2. Đưa mẫu vào máy đo lưu hóa
10.2.1. Mở khuôn, đặt mẫu thử lên mặt trên của đĩa và đóng khuôn trong vòng 5 s. Khi thử hỗn hợp dính, lắp đặt một tấm phim mỏng thích hợp vào dưới rôto và trên mẫu thử để giữ cho hỗn hợp khỏi bị dính vào khuôn.
10.2.2. Thời gian được đếm từ khi bắt đầu đóng khuôn. Đĩa có thể dao động (xem 5.5) tại điểm thời gian 0 hoặc bắt đầu không muộn hơn 1 min sau khi đóng khuôn. Đường cong được hoàn thành khi mômen xoắn được ghi tăng đến giá trị cân bằng hoặc cực đại. Nếu mômen xoắn tiếp tục tăng, sự lưu hóa coi như là hoàn thành sau thời gian định sẵn.
10.2.3. Một lớp chất lắng từ hỗn hợp cao su bám lại trên đĩa và khuôn khi thử. Điều này có thể ảnh hưởng đến giá trị mômen xoắn cuối cùng. Cần thử hàng ngày hỗn hợp chuẩn để phát hiện ra sự cố này. Nếu chất lắng như thế hình thành, có thể loại đi bằng cách chải nhẹ với bột mài mòn mịn. Phải cực kỳ cẩn thận khi thực hiện thao tác này để giữ nguyên hình dạng của đường răng cưa và không làm thay đổi kích thước mẫu. Làm sạch bằng siêu âm hay rửa sạch với dung môi nóng hoặc dung dịch làm sạch không ăn mòn cũng có thể tẩy được lớp chất lắng này. Nếu dùng dung môi hay dung dịch làm sạch, hai nhóm kết quả đầu tiên sau khi làm sạch phải bị loại bỏ.
11. Biểu thị kết quả
11.1. Khái quát
Những giá trị ứng dụng được chỉ trong 11.2 đến 11.5 phải được lấy từ đường cong lưu hóa:
11.2. Giá trị mômen xoắn
ML là mômen xoắn cực tiểu, tính bằng niuton mét (N.m);
MHF là mômen đồng đẳng, tính bằng niuton mét (N.m);
MHR là mômen cực đại (đường cong đảo chiều), tính bằng niuton mét (N.m);
MH là giá trị mômen xoắn cao nhất đạt được trên đường cong ở đó không thu được giá trị mômen xoắn plato hay mômen cực đại sau thời gian quy định, tính bằng niuton mét (N.m).
11.3. Giá trị thời gian
tSX là thời gian để tăng x mười lần của một đơn vị mômen xoắn trên ML (xem 11.4 và 11.5), tính bằng min;
tc(y) là thời gian lưu hóa đến y % trong quá trình đạt đến mômen xoắn toàn phần (xem 11.5), tính bằng min;
tc'(y) là thời gian lưu hóa đối với mômen xoắn để tăng từ mômen xoắn cực tiểu ML đến ML + 0,01y(MH - ML) (xem 11.4), tính bằng min.
11.4. Thời gian để phần trăm lưu hóa hoàn toàn khác nhau
Trừ khi có quy định khác, nên sử dụng các thông số đặc trưng sau đây:
ts1 là thời gian để mômen xoắn tăng đến 0,1 N-m trên ML, tính bằng min;
tc'(50) là thời gian để mômen xoắn đạt ML + 0,5 (MH - ML), tính bằng min;
tc'(90) là thời gian để mômen xoắn đạt ML + 0,9 (MH - ML), tính bằng min.
Nếu một biên độ 3° được dùng thay vì 1° tiêu chuẩn phải sử dụng ts2 thay cho ts1, có nghĩa là thời gian để mômen xoắn tăng lên 0,2 N.m trên ML, tính bằng min.
11.5. Chỉ số tốc độ lưu hóa
100/[ tc(y) - tSX] là thông số thể hiện độ dốc trung bình của đường cong tốc độ lưu hóa trong vùng dốc.
12. Báo cáo thử nghiệm
Báo cáo kết quả thử nghiệm phải bao gồm các thông tin sau:
a) Chi tiết về mẫu thử:
1) Mô tả đầy đủ mẫu thử và nguồn gốc của nó;
2) Chi tiết về hỗn hợp thử.
b) Phương pháp thử:
1) Viện dẫn tiêu chuẩn này;
2) Chi tiết về máy đo lưu hóa;
c) Chi tiết thử:
1) Biên độ danh nghĩa của sự dao động, được báo cáo dưới dạng một nửa của toàn bộ chuyển dịch, có nghĩa là 1° đối với tổng thay thế 2 °;
2) Tần số của dao động, tính bằng hertz (Hz), nếu khác 1,7 Hz (xem 5.5);
3) Dải mômen xoắn được lựa chọn, tính bằng niuton mét;
4) Tốc độ giấy ghi, tính bằng milimét trên phút;
5) Thời gian nâng nhiệt, tính bằng phút (xem 5.7.2);
6) Nhiệt độ lưu hóa, tính bằng °C.
d) Kết quả thử:
1) Loại đường cong lưu hóa nhận được (xem Hình 1);
2) Kết quả thử nghiệm đọc được từ đường cong;
e) Ngày, tháng, năm tiến hành thử nghiệm.