Tiêu chuẩn quốc gia TCVN 6373:1998 về Rung cơ học – Yêu cầu về chất lượng cân bằng rôto – Xác định lượng mất cân bằng dư cho phép
TIÊU CHUẨN QUỐC GIA
TCVN 6373 : 1998
RUNG CƠ HỌC - YÊU CẦU VỀ CHẤT LƯỢNG CÂN BẰNG RÔTO - XÁC ĐỊNH LƯỢNG MẤT CÂN BẰNG DƯ CHO PHÉP
Mechanical vibration - Balance quality requirements of rigid rotors- Determination of permissible residual unbalance
Lời nói đầu
TCVN 6373 : 1998 được biên soạn dựa trên việc tham khảo tiêu chuẩn ISO 3945 : 1977.
TCVN 6373 : 1998 do Tiểu ban kỹ thuật tiêu chuẩn TCVN/SC 1 Các vấn đề chung về cơ khí biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học, Công nghệ và Môi trường (nay là Bộ Khoa học và Công nghệ) ban hành.
Tiêu chuẩn này được chuyển đổi năm 2008 từ Tiêu chuẩn Việt Nam cùng số hiệu thành Tiêu chuẩn Quốc gia theo quy định tại Khoản 1 Điều 69 của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật và điểm a khoản 1 Điều 6 Nghị định số 127/2007/NĐ-CP ngày 1/8/2007 của Chính phủ quy định chi tiết thi hành một số điều của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật.
RUNG CƠ HỌC - YÊU CẦU VỀ CHẤT LƯỢNG CÂN BẰNG RÔTO - XÁC ĐỊNH LƯỢNG MẤT CÂN BẰNG DƯ CHO PHÉP
Mechanical vibration - Balance quality requirements of rigid rotors- Determination of permissible residual unbalance
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các yêu cầu về chất lượng cân bằng để xác định lượng mất cân bằng dư cho phép của rô to cứng bao gồm:
a) biểu thị lượng mất cân bằng trong một hoặc hai mặt phẳng;
b) phương pháp xác định lượng mất cân bằng dư cho phép;
c) phương pháp phân bố lượng mất cân bằng trên các mặt phẳng cân bằng;
d) phương pháp nhận biết trạng thái mất cân bằng dư của rôto bằng cách đo,
e) tổng các sai số kết hợp với việc nhận biết lượng mất cân bằng dư.
2. Quy định chung
2.1. Biểu thị trạng thái mất cân bằng
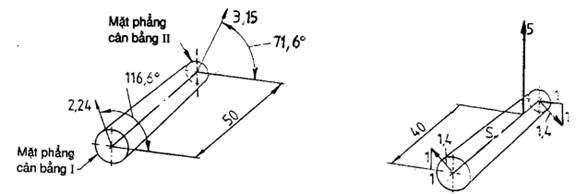
Trạng thái lượng mất cân bằng của rôto được biểu thị bằng các đại lượng véctơ theo các cách khác nhau, như quy định trên các hình vẽ 1a) đến 1f).
Đối với đa số rôto, lượng mất cân bằng được đo trong hai mặt phẳng như minh họa trên các hình 1a) đến 1c) .
2.2. Các ảnh hưởng của lượng mất cân bằng
Rô to mất cân bằng tạo ra không chỉ lực tác dụng tên ổ đỡ và nền móng, mà còn gây rung động máy. Ở bất kỳ tốc độ nào, cả hai ảnh hưởng trên phụ thuộc chủ yếu vào tỉ lệ hình học và phân bố khối lượng của rôto và máy, vào độ cứng vững động lực học của ổ đỡ và nền móng.
Trong nhiều trường hợp, mất cân bằng tĩnh quan trọng như mất cân bằng ngẫu lực. Hai lượng mất cân bằng trong các mặt phẳng khác nhau ở trong cùng một hướng thường gây ra rung động lớn hơn so với hai lượng mất cân bằng bằng nhau trong các hướng ngược nhau.
Tương tự, có các trường hợp trong đó mất cân bằng ngẫu lực gây ra rung phá đặc biệt. Ví dụ rôto có khoảng cách giữa các ổ đỡ nhỏ hơn khoảng cách giữa các mặt phẳng cân bằng (Rôto có các đĩa công xôn tại hai đầu). Trong trường hợp này, tải trọng tác động lên ổ đỡ do mất cân bằng ngẫu lực sẽ lớn hơn do mất cân bằng tĩnh.
Kích thước tính bằng milimét
Đại lượng véc tơ tính bằng gam milimét
|
a) Véc tơ mất cân bằng trong mỗi mặt phẳng cân bằng I và II |
d) Véc tơ mất cân bằng tổng hợp với mômen mất cân bằng, liên quan đến hai mặt phẳng cân bằng I và II |
Véc tơ mất cân bằng tổng hợp có thể được đặt ở bất cứ chỗ nào, ví dụ ở một trong hai mặt phẳng cân bằng; giá trị của ngẫu lực phụ thuộc vào vị trí của véc tơ mất cân bằng tổng hợp.
|
b) Hai thành phần mất cân bằng trong mỗi mặt phẳng cân bằng I và II |
e) Trường hợp riêng của d) là mất cân bằng tĩnh/ngẫu lực Véc tơ mất cân bằng tổng hợp đi qua khối tâm của rô tô; Có một mô men mất cân bằng |
|
c) Véc tơ mất cân bằng trong một trong hai mặt phẳng khác nhau |
f) Trường hợp riêng khác của d) Véc tơ mất cân bằng tổng hợp đi qua tâm của lượng mất cân bằng và mômen mất cân bằng là nhỏ nhất |
Hình 1 - Các dạng biểu thị khác nhau của trạng thái mất cân bằng ro to
2.3. Roto có một mặt phẳng cân bằng
Đối với rô to dạng đĩa, chỉ cần cân bằng trên một mặt phẳng là đạt được yêu cầu với điều kiện là khoảng cách ổ đỡ đủ lớn và đĩa quay với độ đảo hướng trục đủ nhỏ.
2.4. Rôto có hai mặt phẳng cân bằng
Nếu rô to không thỏa mãn các điều kiện quy định ở 2.3, phải tiến hành cân bằng trên hai mặt phẳng. Dạng cân bằng này được gọi là cân bằng hai mặt phẳng - hay cân bằng động, còn cân bằng một mặt phẳng - cân bằng tĩnh được mô tả ở 5.3. Đối với cân bằng một mặt phẳng, chỉ yêu cầu sự cân bằng tĩnh ở bất cứ vị trí góc nào đó của rô to. Đối với cân bằng hai mặt phẳng lượng mất cân bằng (còn) dư của ngẫu lực cần được xác định.
Lượng mất cân bằng còn dư cho phép tại một trong hai mặt phẳng cân bằng phụ thuộc vào vị trí của các mặt phẳng này, vào các ổ đỡ cũng như vào góc pha giữa hai lượng mất cân bằng còn dư. Tiêu chuẩn quy định ba cách xác định lượng mất cân bằng còn dư trong điều 5. Phương pháp phân bố lượng mất cân bằng còn dư cho phép tại hai mặt phẳng cân bằng được quy định trong điều 6.
2.5. Cụm rô to
Một số rôtao có thể được cân bằng như những chi tiết riêng biệt, một số khác dược cân bằng theo cụm. Đối với mỗi cụm rô to, các lượng mất cân bằng của các chi tiết thành phần phải được cộng véctơ với nhau đồng thời phải quan tâm đến lượng mất cân bằng do độ không chính xác của cụm gây ra.
Nếu không thể xác định được dung sai lượng mất cân bằng của cụm rô tô bằng cách cân bằng mỗi chi tiết của cụm thì phải tiến hành việc cân bằng cho cả cụm rôto.
3. Quan hệ giữa lượng mất cân bằng cho phép và khối lượng rô to
Thông thường, rô to có khối lượng lớn hơn thì lượng mất cân bằng cho phép cũng lớn hơn. Công thức dưới đây cho mối quan hệ giữa lượng mất cân bằng còn dư cho phép Up, với khối lượng rô to m
ep=![]() (ep - lượng
mất cân bằng riêng còn dư cho phép).
(ep - lượng
mất cân bằng riêng còn dư cho phép).
Trong trường hợp đặc biệt khi mà toàn bộ lượng mất cân bằng trong rô to có thể thu gọn về hệ mất cân bằng tĩnh tương đương đặt tại một mặt phẳng ngang dọc đường tâm trục sao cho mô men mất cân bằng bằng không, trị số lượng mất cân bằng riêng còn dư các phép ep tương đương với độ dịch chuyển cho phép của khối tâm rô to so với đường tâm trục. Trong toàn bộ các trường hợp khác, độ dịch chuyển còn dư tương đương e của khối tâm sẽ nhỏ hơn lượng mất cân bằng riêng còn dư cho phép ep, sau khi đã cân bằng hai mặt phẳng đến giá trị cho phép.
4. Các cấp chất lượng theo tốc độ làm việc và lượng mất cân bằng riêng còn dư cho phép
Thông thường đối với các rôto thuộc cùng một kiểu giá tri lượng mất cân bằng riêng còn dư cho phép thay đổi ngược với tốc độ của rôto trong phạm vi tốc độ quy định trên Hình 2 đối với một cấp chất lượng cân bằng đã cho.
Quan hệ này được tính theo công thức dưới đây:
ep . w = hằng số trong đó:
trong đó:
w là vận tốc góc của rôto tại tốc độ làm việc lớn nhất
Đối với những rôto giống nhau về kích thước hình học, làm việc tại những tốc độ giới hạn bằng nhau ứng suất trong rôto và trong ổ đỡ là như nhau. Các cấp chất lượng cân bằng (quy định trong Bảng 1 và trên hình 2) dựa trên quan hệ này.
5. Xác định các yêu cầu về chất lượng cân bằng
5.1. Yêu cầu chung
Yêu cầu về chất lượng cân bằng được xác định bằng ba phương pháp theo quy định từ 5.2 đến 5.4
Phương pháp đầu tiên dựa trên cấp chất lượng kinh nghiệm được rút ra từ những kinh nghiệm thực tế lâu dài với số lượng lớn rôto khác nhau (xem 5.2). Phương pháp thứ hai là phương pháp thực nghiệm thường được dùng cho cân bằng trong sản xuất khối (xem 5.3). Phương pháp thứ ba được dùng nếu lực cho phép tác dụng lên ổ đỡ do mất cân bằng đã được qui đinh (xem 5.4).
Lựa chọn phương pháp cân bằng sẽ được thỏa thuận giữa nhà chế tạo và khách hàng.
5.2. Yêu cầu về cân bằng dựa trên các cấp chất lượng
Dựa trên cơ sở của các điều 3 và điều 4 xây dựng các chất lượng cân bằng Mỗi cấp chính xác cân bằng trong Bảng 1 bao gồm dãy lượng mất cân bằng riêng còn dư cho phép từ giới hạn trên đến không. Giới hạn trên được cho bằng tích (ep w), biểu thị bằng mm.s-1. Cấp chất lượng cân bằng được kí hiệu theo tích của e. w. Nếu tích ep. w bằng 630 mm.s-1, thì cấp chất lượng cân bằng được kí hiệu là G 630. Các cấp chất lượng cân bằng được phân biệt với nhau bởi hệ số 2,5. Trong một vài trường hợp có thể dùng một cấp cao hơn khi cần độ cân bằng chính xác cao.
Hình 2 giới thiệu đồ thị của các giới hạn trên của ep và tốc độ làm việc lớn nhất. Lượng mất cân bằng còn dư cho phép Up = ep.m, trong đó m là khối lượng rôto.
5.3. Yêu cầu về chất lượng cân bằng dư dựa trên thực nghiệm
Xác định thực nghiệm các yêu cầu về chất lượng cân bằng thường được tiến hành cho sản xuất khối lớn. Các phép thử được tiến hành khi vận hành bình thường tại vị trí làm việc, mặc dầu có thể tiến hành thử trên máy cân bằng, với điều kiện những đặc tính của máy cân bằng đáp ứng được những điều kiện làm việc của máy có lắp rô to.
Trị số của lượng mất cân bằng còn dư cho phép trong mỗi mặt phẳng cân bằng được xác định theo thực nghiệm bằng cách lần lượt đưa các lượng mất cân bằng thử khác nhau vào mỗi mặt phẳng; chỉ tiêu được chọn là một chỉ tiêu tiêu biểu nhất (ví dụ: rung, lực hoặc độ ồn do lượng mất cân bằng gây ra).
Khi cân bằng trong hai mặt phẳng, phải tính đến các ảnh hưởng khác của lượng mất cân bằng với cùng một góc pha và ảnh hưởng của mô men mất cân bằng. Hơn nữa phải quan tâm đến các thay đổi môi trường cục bộ và trong rôto có thể phát sinh khi làm việc.
Bảng 1- Các cấp chất lượng cân bằng cho các nhóm rôto khác
|
Cấp chất lượng cân bằng |
Tích (ep.w)1)2) mm/s-1 |
Các dạng rôtô |
|
G 4000 G 1600 G 630
G 250 G 100
G 6,3 |
4. 000
630
250 100
6,3 |
Cụm trục khuỷu 3) động cơ điezen tàu thủy tốc độ chậm lắp nối cứng có số xilanh 4) lẻ. |
|
Cụm trục khuỷu động cơ hai kỳ lớn, lắp nối cứng |
||
|
Cụm trục khuỷu động cơ bốn kỳ lớn, lắp nối cứng 4) Cụm trục khuỷu động cơ tàu thủy lắp nối đàn hồi |
||
|
Cụm trục khuỷu động cơ 4) điezen bốn kỳ lớn, lắp nối cứng Cụm trục khuỷu động cơ điêzen nhanh có sáu xilanh hoặc nhiều hơn sáu xi lanh 4) Động cơ (xăng hoặc điezen) cho ôtô khách, ôtô tải và đầu máy xe lửa 5) |
||
|
Bánh xe ôtô, vành bánh xe, bộ bánh xe, trục dẫn động Cụm trục khuỷu động cơ bốn kỳ nhanh lắp nối cứng (xăng hoặc điezen) có sáu hoặc nhiều hơn sáu xi lanh 4) Cụm trục khuỷu động cơ ôtô khách, ô tô tải đầu máy xe lửa |
||
|
Các trục dẫn động (trục chân vịt, trục các đăng) có yêu cầu đặc biệt. Các chi tiết của máy nghiền Các chi tiết của máy nông nghiệp Các bộ phận đặc biệt của động cơ (xăng và điezen) của ôtô khách, ô tô tải đầu máy xe lửa. Cụm trục khuỷu động cơ có sáu hoặc nhiều hơn sáu xi lanh có yêu cầu đặc biệt. |
||
|
Các chi tiết của máy và thiết bị công nghệ Bánh răng tua bin chính tàu thủy Tang trống máy li tâm. Trục lăn của máy giấy; trục lăn máy in Quạt Các rôto tua bin khí máy bay đã lắp Bánh đà Cánh quạt bơm Các bộ phận của máy công cụ và máy tổ hợp Các lõi điện lớn và vừa (của động cơ điện có chiều cao trục thấp nhất 80 mm) không có yêu cầu đặc biệt. Các chi tiết riêng lẻ của động cơ có những yêu cầu đặc biệt |
||
|
G 2,5
|
2,5
|
Tua bin hơi và khí, kể cả tua bin chính tàu thủy Rôt được máy phát tua bin Các trục tang và trục đĩa bộ nhớ máy tính Máy nén tua bin Phần dẫn động máy công cụ Các lõi điện lớn và vừa có yêu cầu đặc biệt. Các bơm dẫn động tua bin. |
|
G1
|
1 |
Trục dẫn động máy ghi âm và máy chụp. Dẫn động máy mài. Các lõi điện nhỏ có yêu cầu đặc biệt. |
|
G 0,4 |
0,4 |
Các trục chính, các đĩa của máy mài chính xác Các con quay hồi chuyển |
1) w = 2p.n/60 » n/10, nếu n tính theo vg/ph, w tính theo rad/s .
2) Để phân bố lượng mất cân bằng còn dư cho phép cho các mặt phẳng cân bằng, xem điều 6
3) Cụm lắp bao gồm: trục khuỷu, bánh đà, khớp trục, bánh đai, bộ giảm rung phần quay của thanh truyền, v.v.. xem 2.5).
4) Động cơ điezen chậm là động cơ có tốc độ pittông nhỏ hơn 9 m/s ; động cơ điezen nhanh là động cơ có tốc độ pittông lớn hơn 9 m/s.
5) Khối lượng rôto của động cơ bao gồm tổng toàn bộ khối lượng cụm trục khuỷu như quy định ở CHÚ THÍCH 3 bên trên.
5.4. Yêu cầu về chất lượng cân bằng dựa trên lực cho phép đã quy định của ổ đỡ.
Trong phương pháp này phải xem xét ảnh hưởng của lực mất cân bằng truyền xuống ổ đỡ và xuống kết cấu đỡ và các giá trị giới hạn đã quy định của các lực này khi xác định lượng mất cân bằng còn dư cho phép.
Trị số của lượng mất cân bằng cho phép trong mỗi mặt phẳng ổ đỡ có thể được rút ra từ lực cho phép lớn nhất do lượng mất cân bằng tại mỗi ổ đỡ gây ra. Nếu rôto được cân bằng trên máy cân bằng đo được lượng mất cân bằng còn dư trong các mặt phẳng ổ đỡ, các giá trị này có thể được dùng trực tiếp. Tuy nhiên, nếu lượng mất cân bằng còn dư được đo tại mặt phẳng khác, thì lượng mất cân bằng còn dư cho phép tại các mặt phẳng ổ đỡ có thể được tính toán khi dùng các phương pháp quy định trong điều 6, với Up là tổng của các lượng mất cân bằng còn dư cho phép trong các mặt phẳng ổ đỡ.
6. Phân bố lượng mất cân bằng còn dư cho phép tại mỗi mặt phẳng cân bằng trên cơ sở giá trị Up
6.1. Quy định chung
Các yêu cầu về chất lượng cân bằng được xác định bằng một trong ba phương pháp quy định ở điều 5. Trong phương pháp ở 5.2, các yêu cầu về chất lượng cân bằng được xác định là giá trị cho phép lớn nhất của lượng mất cân bằng còn dư ở mỗi mặt phẳng cân bằng và vì thế không cần có sự phân bố lượng mất cân bằng. Tuy nhiên, việc dùng phương pháp mô tả ở 5.2 (và trong vài trường hợp dùng phương pháp mô tả ở 5.3) đã cho giá trị tổng của lượng mất cân bằng còn dư cho phép Up và vì thế cần phải phân bố tới mỗi mặt phẳng cân bằng, nếu số mặt phẳng cân bằng lớn hơn 1.
Theo qui tắc chung, Up được phân bố cho các mặt phẳng cân bằng sao cho tỉ số của các lượng mất cân bằng còn dư phân bố cho các mặt phẳng ổ đỡ bằng tỉ số của tải trọng động cho phép tác dụng lên ổ. Do đó nếu rôto được cân bằng trên máy cân bằng để đo lượng mất cân bằng trong các mặt phẳng ổ đỡ thì qui tắc trên được áp dụng trực tiếp. Tuy nhiên, thông thường lượng mất cân bằng còn dư được cho trong các mặt phẳng khác với mặt phẳng ổ đỡ. Hơn nữa, có thể có nhưng yêu cầu đặc biệt (như sự phát rung, ồn, các giới hạn mỏi) đòi hỏi lượng mất cân bằng còn dư cho phép được phân bố theo tỉ số khác giữa các mặt phẳng ổ đỡ.
Điều này quy định số phương pháp để xác định lượng mất cân bằng còn dư cho phép tại mỗi mặt phẳng cân bằng trong giới hạn của Up.
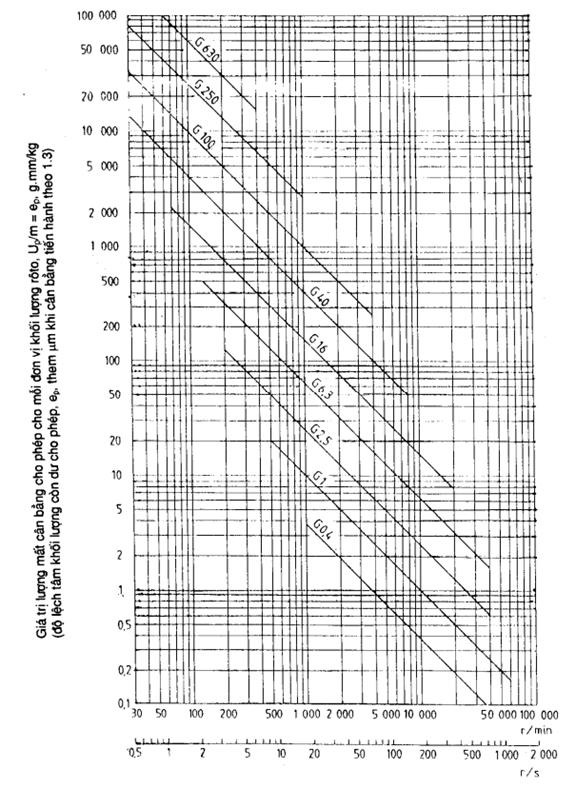
Tốc độ làm việc lớn nhất của rôto
Chú thích - Giá trị số sau chữ G là bằng tích (ep.w), mms-1
Hình 2 - Lượng mất cân bằng quy định còn dư cho phép lớn nhất phù hợp với các cấp chính xác cân bằng khác nhau
6.2. Cân bằng một mặt phẳng (cân bằng tĩnh)
Đối với rôto có ruột mặt phẳng cân bằng, lượng mất cân bằng còn dư cho phép được đo trong mặt phẳng này bằng Up
6.3. Cân bằng hai mặt phẳng (cân bằng động)
6.3.1. Quy định chung
Số phương pháp xác định lượng mất cân bằng còn dư cho phép trong rôto có hai mặt phẳng cân bằng được quy định trong 6.3.2 và 6.3.3.
Trong thực tế, ba phương pháp đơn giản quy định trong 6.3.2 đưa ra được các lượng mất cân bằng cho phép hợp lý trong mỗi mặt phẳng cân bằng sao cho đối với bất kì quan hệ nào về pha giữa chúng, các tải trọng động lớn nhất trên cả hai ổ đỡ phù hợp hoàn toàn với tỉ số tải trọng tĩnh của ổ (do trọng lượng). Các phương pháp đơn giản này, mặc dù là phương pháp gần đúng, vẫn được sử dụng có hiệu quả cho nhiều rôto.
Phương pháp quy định trong 6.3.3.1 là phương pháp chung đầy đủ và có thể được áp dụng cho tất cả các dạng rôto. Phương pháp này tính được vị trí của các mặt phẳng cân bằng và trường hợp không có lợi nhất của quan hệ góc pha giữa các lượng mất cân bằng còn dư trong các mặt phẳng cân bằng.
Có một số dạng rôto, như là rô to có phần công xôn với cả hai mặt phẳng cân bằng bố trí trên cùng phần công xôn, ở đó khoảng cách ổ lớn hơn khoảng cách giữa các mặt phẳng cân bằng. Đối với những rôto này, có thể có sự khác nhau rõ ràng giữa lượng mất cân bằng còn dư cho phép trong trường hợp khi lượng mất cân bằng còn dư trong cả hai mặt phẳng cân bằng hoặc là trong cùng pha hoặc là khác pha 180o.
Chú thích - Việc lựa chọn phương pháp cân bằng do cơ sở chế tạo rô to quyết định
6.3.2. Các phương pháp xấp xỉ đơn giản
Đối với đa số rôto các phương pháp quy định trong 6.3.2.1 đến 6.3.2.3 cho những kết quả tốt, nếu chúng được áp dụng phù hợp với quy định.
6.3 2.1 Khoảng cách giữa các mặt phẳng cân bằng nhỏ hơn khoảng cách ổ (xem Hình 3)
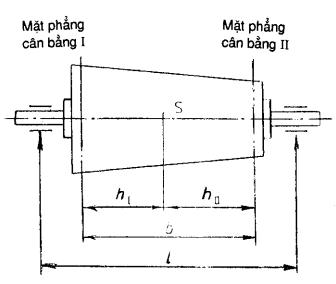
Hình 3 - Các kích thước rô to được dùng cho phương pháp đơn giản
Phương pháp đơn giản này được áp dụng cho rôto thỏa mãn các điều kiện làm việc dưới đây:
a) trọng tâm được phân bố giữa đoạn một phần ba của khoảng cách ổ,
b) khoảng cách giữa các mặt phẳng cân bằng lớn hơn một phần ba khoảng cách ổ và nhỏ hơn khoảng cách ổ;
c) các mặt phẳng cân bằng cách đều so với trọng tâm của rô to.
Đối với những rôto này, phân bố một nửa lượng mất cân bằng còn dư cho phép Up cho mỗi mặt phẳng cân bằng, II tức là.
UpI = UpII = ![]()
Nếu các điều kiện làm việc được cho trong a) và b) được thỏa mãn nhưng các mặt phẳng cân bằng không cách đều trọng tâm, các lượng mất cân bằng còn dư cho phép trong mỗi một mặt phẳng cân bằng được phân bố như sau
a) tổng các lượng mất cân bằng còn dư cho phép trong các mặt phẳng cân bằng bằng Up.
b) tỉ số của các lượng mất cân bằng còn dư cho phép ở mỗi mặt phẳng cân bằng bằng tỉ số của khoảng cách từ mỗi mặt phẳng cân bằng đến khối tâm của rôto và lượng mất cân bằng còn dư lớn hơn nằm trong mặt phẳng cân bằng gần khối tâm hơn. Tuy nhiên, tỷ số giữa các lượng mất cân bằng còn dư cho phép lớn hơn và nhỏ hơn không được vượt quá 0,7 / 0,3, tức là
0,3 Up £ UpI = Up ![]() £
0,7 Up
£
0,7 Up
0,3 Up £ UpII = Up ![]() £
0,7 Up
£
0,7 Up
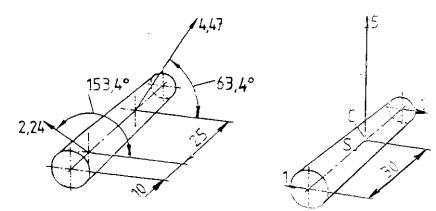
6.3.2.2 Khoảng cách giữa các mặt phẳng cân bằng lớn hơn khoảng cách ổ ( xem Hình 4)
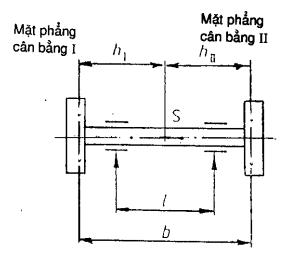
Hình 4- Rôto có các đĩa công xôn tại hai đầu
Đối với những rôto có khoảng cách giữa các mặt phẳng cân bằng b lớn hơn khoảng cách ổ 1 ảnh hưởng của mô men mất cân bằng sẽ lớn hơn và quan trọng hơn. Trong trường hợp này, phải giảm giá trị lượng mất cân bằng còn dư cho phép cho rô to Up theo tỉ sổ I/b làm việc như sau:
![]()
Giá trị Up này được phân bố cho các mặt phẳng cân bằng theo cùng cách như quy định ở 6.3.2.1.
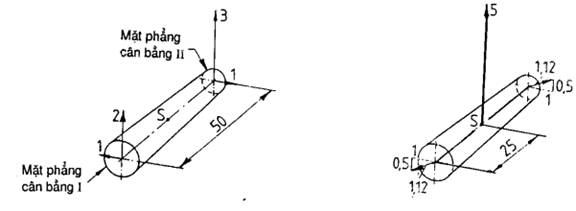
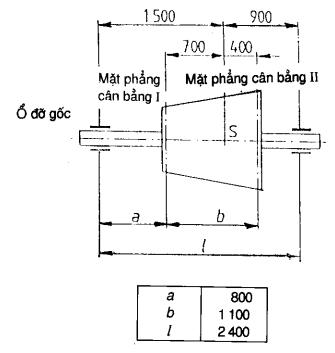
6.3.2.3 Khoảng cách giữa các mặt phẳng cân bằng nhỏ hơn một phần ba khoảng cách ổ (xem Hình 5)
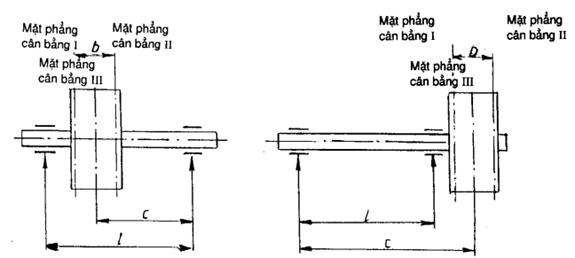
Hình 5 - Các rôto có khoảng cách b giữa hai mặt phẳng cân bằng I và II cách nhau nhỏ hơn một phần ba khoảng cách ổ l
Đối với các rôto có khoảng cách giữa các mặt phẳng cân bằng nhỏ, lượng mất cân bằng trong mỗi mặt phẳng cân bằng dễ ảnh hưởng tới góc pha của lượng mất cân bằng trong mỗi mặt phẳng. Do đó, việc dùng phương pháp mô tả ở 6.3.2.1 có thể dẫn tới trạng thái cân bằng chính xác hơn mức cần thiết . Vì vậy, đối với những rôto này Up được phân bố cho các mặt phẳng cân bằng ở dạng lượng mất cân bằng còn dư tĩnh và mô men lượng mất cân bằng còn dư như được quy định dưới đây.
Chọn một mặt phẳng tùy ý III để cân bằng lượng mất cân bằng tĩnh (chuẩn dừng) (Mặt phẳng III có thể trùng hoặc với mặt phẳng I hoặc với mặt phẳng I)
Đặt c là khoảng cách từ mặt phẳng III đến ổ đỡ có khoảng cách xa hơn, như chỉ ra trên Hình 5
Điều chỉnh Up để phân bố trên các mặt phẳng cân bằng như sau:
UpIII = ![]()
![]()
để cân bằng ngẫu lực sinh ra trong các mặt phẳng I và II, ngược pha 180o
Phân bố Up đã quy định ở trên:
a) Bằng tải trọng động cho phép của ổ,
b) có tính đến quan hệ góc pha không có lợi nhất giữa lượng mất cân bằng còn dư tĩnh và ngẫu lực mất cân bằng;
c) được áp dụng cho bất kì vị trí nào của mặt phẳng cân bằng tĩnh;
d) đúng khi 0 < b="">£ ![]()
6.3.3. Phương pháp chung
Các phương pháp quy định ở 6.3.3.1 và 6.3.3.2 có thể được áp dụng cho toàn bộ các rôto mà không cần chú ý đến phân bố khối lượng của chúng và vị trí các mặt phẳng cân bằng.
6.3.3.1. Phương pháp chung cho toàn bộ rôto (không phụ thuộc vào góc pha) .
Đặt UpI và UpII là những lượng mất cân bằng còn dư cho phép trong các mặt phẳng I và II và được xác định phù hợp với cách dưới đây.
Chọn một ổ đỡ làm gốc tọa độ, đo toàn bộ các khoảng cách từ ổ tọa độ gốc này đến ổ khác
Xác định các thông số sau:
- khoảng cách giữa các ổ: l
- khoảng cách từ ổ đỡ gốc đến mặt phẳng cân bằng I: a
- khoảng cách giữa các mặt phẳng cân bằng: h
Xem Hình 6.
Xác định tỉ số k giữa lượng mất cân bằng còn dư cho phép tại tọa độ gốc với lượng mất cân bằng còn dư cho phép tổng Up (xem CHÚ THÍCH 1) .
Lượng mất cân bằng còn dư cho phép ở ổ kia sẽ bằng (1 - k) Up để tổng của các lượng mất cân bằng cho phép tại các ổ bằng Up
Xác định tỉ số R của lượng mất cân bằng cho
phép ở mặt phẳng cân bằng II với mặt phẳng cân bằng I, tức là R = ![]() (xem CHÚ THÍCH 2)
(xem CHÚ THÍCH 2)
Tính bốn giá trị của UpI theo công thức sau:
![]() (1)
(1)
![]() (2)
(2)
![]() (3)
(3)
![]() (4)
(4)
Chọn giá trị tuyệt đối nhỏ nhất trong các giá trị từ (1) đến (4) làm lượng mất cân bằng còn dư cho phép trong mặt phẳng cân bằng I, UpI.
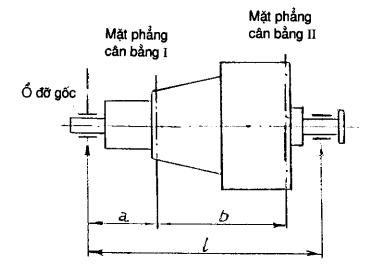
Hình 6 - Các kích thước roto được dùng cho phương pháp tính chung
Tính lượng mất cân bằng còn dư cho phép trong mặt phẳng cân bằng II, UpII từ phương trình sau:
UpII = R x UpI
Roto sẽ đạt được yêu cầu chất lượng cân bằng nếu như lượng mất cân bằng còn dư không vượt quá UpI, trong mặt phẳng I và UpII trong mặt phẳng II.
CHÚ THÍCH
1. Giá trị của k phụ thuộc vào kết cấu và điều kiện vận hành, song trong đa số trường hợp k = 0,5. Tuy nhiên có các trường hợp trong đó cần thiết có lượng mất cân bằng còn dư khác nhau của ổ đỡ này đối với ổ đỡ khác (ví dụ như nếu các khả năng tải hoặc các độ cứng vững của các ổ đỡ là khác nhau), và trong những trường hợp như vậy giá trị k sẽ thay đổi từ 0,3 đến 0,7.
2. Trong đa số trường hợp thực tế, tỉ số R được lấy bằng 1 . Tuy nhiên, trong vài trường hợp giá trị khác của R lại thích hợp hơn, ví dụ như nếu lượng mất cân bằng mong muốn lại khác nhau đáng kể trong mỗi mặt phẳng cân bằng. Lượng mất cân bằng tại mỗi mặt phẳng ổ đỡ không phụ thuộc vào giá trị R . Giá trị R ngoài phạm vi từ 0,5 đến 2,0 là không có trong thực tế.
Xem ví dụ về áp dụng phương pháp này trong tính toán lượng mất cân bằng cho phép được quy định trong Phụ lục tiêu chuẩn này.
6.3.3.2. Phương pháp chung cho roto có khoảng cách giữa các mặt phẳng cân bằng nhỏ hơn đáng kể so với khoảng cách ổ.
Phương pháp này chuyên dùng cho trường hợp có sự khác nhau đáng kể giữa các lượng mất cân bằng còn dư cho phép, phụ thuộc vào các lượng mất cân bằng trong hai mặt phẳng cân bằng là cùng pha hay ngược pha 180o. Rôto có khoảng cách chiều trục giữa các mặt phẳng cân bằng nhỏ hơn đáng kể so với khoảng cách ổ đỡ được dùng này.
Phương pháp này đặc biệt được dùng cho rôto công xôn, trong đó có hai mặt phẳng cân bằng được bố trí trên cùng đoạn công xôn trục.
Cơ sở của phương pháp là trạng thái mất cân bảng được đo và được đánh giá các mặt phẳng ổ đỡ làm việc để áp dụng trực tiếp quy định chung trong 6.1.
Tức là Up được phân bố tới các mặt phẳng cân bằng theo cách để tỉ số của các lượng mất cân bằng còn dư cho các mặt phẳng ổ đỡ bằng tỉ số các tải trọng động cho phép của các mặt phẳng ổ đỡ. Nếu không thể đo được tại các mặt phẳng ổ làm việc, phải tiến hành đo tại các mặt phẳng gần sát nhất có thể với các ổ đỡ này.
7. Xác định lượng mất cân bằng còn dư
Các sai số trong điều 8 phải được tính đến khi xác định lượng mất cân bằng còn dư.
7.1. Xác định với máy cân bằng
Lượng mất cân bằng còn dư được xác định trực tiếp khi dùng máy cân bằng.
7.2. Xác định bằng những dụng cụ đo pha và đo biên độ.
Việc xác định được tiến hành bằng những dụng cụ đo pha và đo biên độ có đủ độ nhạy và độ chính xác theo quy định. Đặt khối lượng thử gấp chừng năm lần lượng mất cân bằng còn dư cho phép vào một mặt phẳng và xác định đáp tuyến trên mặt phẳng đo (biểu diễn cho một mặt phẳng trên Hình 7 bằng điểm 1).
Nếu cần thiết phải cân bằng hai mặt phẳng, phải làm lại cùng cách cho mặt phẳng cân bằng kia. Từ các lần đo này, lượng mất cân bằng còn dư có thể được tính toán khi dùng phương pháp hệ số ảnh hưởng hoặc dùng các phương pháp tương đương khác.
Nếu còn có sự nghi ngờ về độ chính xác của phép đo, đặc biệt là sự tuyến tính của hệ thống cần lấy thêm các kết quả đo với cùng một khối lượng thử nhưng được đặt cách lần đầu 180o (điểm 2 trên Hình 7).
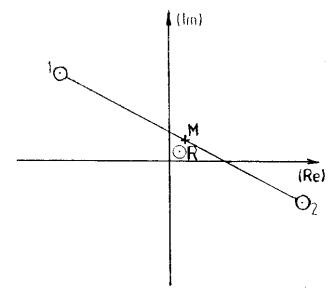
Hình 7 - Xác định đáp tuyến của lượng mất cân bằng còn dư cho phép cho khối lượng thử
Số chỉ thị ban đầu trước khi dùng các khối lượng thử được kí hiệu bảng điểm R(O) và điểm giữa của đường nối các điểm 1 và 2 được kí hiệu bảng điểm M(+). Nếu khoảng cách giữa các điểm M và R biểu thị lượng mất cân bằng nhỏ hơn lượng mất cân bằng còn dư cho phép, thì hệ thống được coi là tuyến tính.
7.3. Xác định bằng cách đo với dụng cụ đo không chỉ thị góc pha.
Xác định lượng mất cân bằng còn dư với dụng cụ đo không chỉ thị góc pha được dùng nếu máy cân bằng không thích hợp cho việc xác định chắc chắn lượng mất cân bằng theo 7.1 hoặc không có dụng cụ đo đủ độ chính xác và đủ độ nhạy theo 7.2.
Phương pháp này được dùng chủ yếu để xác định hưởng lượng mất cân bằng còn dư sau khi cân bằng một mặt phẳng bằng dụng cụ đo biên độ của đáp tuyến giữa lượng mất cân bằng còn dư phối hợp với khối lượng thử đã biết.
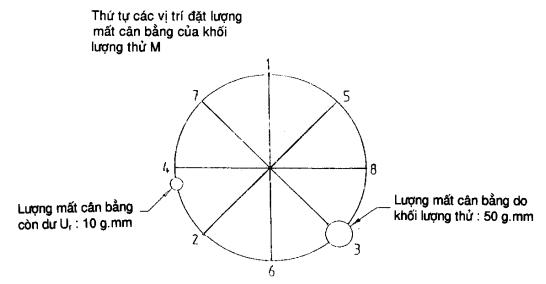
Gắn khối lượng thử M bằng từ năm đến mười lần lượng mất cân bằng còn dư chưa chắc chắn Ur vào mặt phẳng cân bằng ở các vị trí góc khác nhau theo trình tự tùy ý. Về mặt lý thuyết chỉ cần ba vị trí góc khác nhau là đủ nhưng tốt hơn là chọn 8 hoặc 12 vị trí góc cách đều nhau .
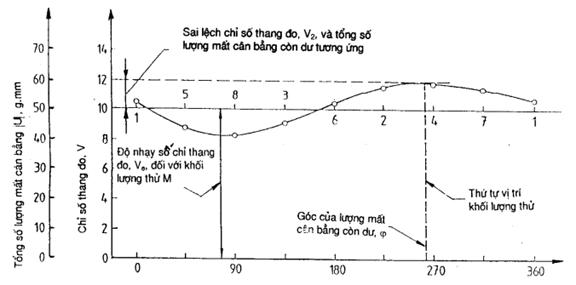
Sau đó vẽ biểu đồ các số chỉ thị (được lấy tại một ổ đỡ hoặc một điểm rất nhạy với thay đổi lượng mất cân bằng trong mặt phẳng cân bằng) tại các vị trí góc tương ứng của khối lượng thử và vẽ đường cong đi qua chúng (xem Hình 8 có 8 vị trí) . Đường cong có dạng gần với hình sin.
Vị trí góc của khối lượng thử, độ
Hình 8 - Trình tự thử để xác định lượng mất cân bằng còn dư trong một mặt phẳng
Giá trị trung bình cộng của các số chỉ thang đo là đường ngang trên Hình 8, được dùng như số đo Ve của lượng mất cân bằng khối lượng thử và biên độ của đường cong là số đo Vt của tổng số lượng mất cân bằng còn dư thực tế .
Tổng số lượng mất cân bằng còn dư được tính như sau:
![]()
và vị trí góc trong mặt phẳng cân bằng được cho bởi góc j trong biên đồ của Hình 8 .
Nếu đường cong vẽ được không phải hình sin hoặc đường ứng với các giá trị trung bình cộng của các số chỉ thị không thẳng thì có thể kết luận lượng mất cân bằng còn dư hiện có thấp hơn giới hạn có thể phát hiện được, hoặc khối lượng thử được chọn quá nhỏ, hoặc độ nhạy đo không đủ.
Phương pháp đơn giản cân bằng trong một mặt phẳng chỉ mang lại kết quả tin cậy, nếu phép đo được thực hiện khi không bị ảnh hưởng của mô men mất cân bằng còn dư trong rôto. Trong các trường hợp khác, việc xác định có đủ độ tin cậy lượng mất cân bằng còn dư đòi hỏi phải đo trên hai ổ đỡ với một khối lượng thử gắn vào các vị trí góc khác nhau trên hai mặt phẳng cân bằng.
8. Nguyên nhân gây sai số khi cân bằng
8.1. Sai số chỉ thị của dụng cụ
Trong quá trình cân bằng do nhà chế tạo thực hiện và trong quá trình kiểm tra cân bằng được tiến hành khi giao nhận (do khách hàng), phải tính đến những sai số có thể có phát sinh do độ không chính xác vốn có trong các phương pháp đo và trong thiết bị đo. Trước hết, cần đảm bảo lượng mất cân bằng còn dư phải nhỏ hơn lượng mất cân bằng còn dư cho phép thích hợp. Thứ hai, cho phép có giá trị cao hơn. Biên độ của các sai số cho phép của các trị số lượng mất cân bằng còn dư cho phép đã chọn Up phụ thuộc vào độ chính xác của thiết bị thử. Các dạng sai lệch điển hình đã quy định được đưa cho trong Bảng 2.
Bảng 2 - Các dạng sai lệch điển hình đã quy định
|
Các cấp chính xác cân bằng |
Giảm Up do nhà chế tạo quy định |
Tăng Up để kiểm tra do khách hàng quy định |
|
G 2,5 đến G 16 G 1 G 0,4 |
10 % 20 % 25 % |
15 % 25 % 35 % |
8.2. Sai số do thiết bị dẫn động và thiết bị phụ
Trong quá trình cân bằng nói chung và trong khi kiểm tra lượng mất cân bằng nói riêng, các sai số quan trọng có thể phát sinh do các chi tiết dẫn động được nối với rôto hoặc do các thiết bị dùng để đỡ roto không có ổ đỡ của bản thân chúng .
Các sai số có thể xuất hiện được quy định dưới đây và một vài sai số được minh họa trên Hình 9.
a) lượng mất cân bằng vốn có trong trục dẫn động;
b) lượng mất cân bằng vốn có trong trục gá;
c) độ lệch tâm và độ đảo chiều trục của chi tiết dẫn động;
d) độ lệch tâm và độ đảo chiều trục của trục gá;
e) độ lệch tâm của ổ lăn;
f) độ không thẳng của các ổ đỡ;
g) độ không đồng tâm của bề mặt ngõng trục và bề mặt ổ đỡ;
h) độ lệch của các ổ lăn được lắp sau khi cân bằng;
i) rôto có hơn hai ổ đỡ;
j) then và rãnh then:
k) độ đảo hướng trục và hướng kính của bề mặt trong mối dẫn động;
l) sai số do tháo và lắp lại;
m) các chi tiết bị lỏng;
n) các ảnh hưởng của nhiệt độ và trọng lực;
o) ảnh hưởng của gió;
p) ảnh hưởng của từ trường;
q) khe hở khi lắp;
r) độ hở hoặc độ chặt căng của mối nối.
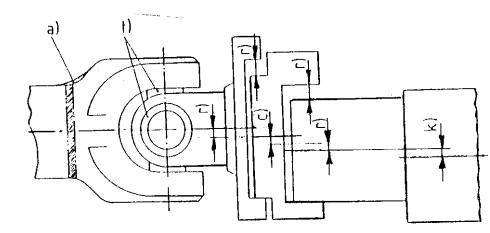
Chú thích - Các chữ chỉ dẫn theo 8.2 về ví dụ sai số có thể phát sinh
Hình 9 - Các nguyên nhân sai số trong các chi tiết dẫn động
PHỤ LỤC A
(tham khảo).
Ví dụ về phương pháp chung trong 6.3.3.1 để cân bằng hai mặt phẳng
|
Roto tua - bin Khối lượng: m = 3600kg Tốc độ làm việc: n = 4950 vg/ph Cấp chính xác cân bằng dùng: G 2,5 Lượng mất cân bằng riêng cho phép, ep
Lượng mất cân bằng cho phép, Up Up = m.ep = 3600 . 4,8 = 17,3.103 g.mm. |
|
|
|
Hình A.1 - Kích thước rôto |
Trường hợp 1
k = 0,5 (hệ số lượng mất cân bằng còn dư cho phép tại ổ đỡ gốc)
R = 1 (hệ số lượng mất cân bằng còn dư cho phép trong hai mặt phẳng cân bằng II và I)
Khi dùng
phương trình (1), có UpI = 9,9 x 103 g.mm
phương trình (2), có UpI = 18,9 x 103 g.mm
phương trình (3) , có UpI = 7,7 x 103 g.mm
phương trình (4), có UpI = 18,9 x 103 g.mm
Vậy, giá trị nhỏ nhất của Up: Up = 7,7 x 103 g.mm
UpII = R x UpI = 1 x UpI : UpII = 7,7 x 103 g.mm
Lượng mất cân bằng còn dư lớn nhất có thể: UpI + UpII = 15,4 x 103 g.mm <>
Trường hợp 2 (Khi dùng giả thiết khác cho các thông số k và R) .
|
|
Tải trọng tĩnh trên ổ đỡ gốc |
) |
|
Tải trọng tĩnh tổng hoặc khối lượng rôto |
|
|
Khoảng cách từ mặt phẳng cân bằng I đến trọng tâm |
) |
|
Khoảng cách từ mặt phẳng cân bằng II đến trọng tâm |
Khi dùng
Phương trình (1) có UpI = 6,3 x 103 g.mm.
Phương trình (2) , có UpI = 21,8 x 103 g.mm
Phương trình (3), có UpI = 6,3 x 103 g.mm
Phương trình (4), có UpI = -10,2 x 103 g.mm
Giá trị tuyệt đối nhỏ nhất của Up : Up = 6,3 x 103 g.mm
UpII = RUpI = 1,75 x UpI : UpII = 11 x 103 g.mm
Lượng mất cân bằng còn dư lớn nhất có thể: UpI + UpII = 17,3 x 103 g.mm <>