Trang chủ / Công nghiệp / *** / TCVN6376:1998
Tiêu chuẩn Việt Nam TCVN 6376:1998 về Xích và đĩa xích - Xích bạc lót chính xác bước ngắn và đĩa xích
TIÊU CHUẨN VIỆT NAM
TCVN 6376 : 1998
XÍCH BẠC LÓT CHÍNH XÁC BƯỚC NGẮN VÀ ĐĨA XÍCH
Short pitch transmission precision bush chains and chain wheels
1. Phạm vi áp dụng
Tiêu chuẩn này qui định đặc tính kỹ thuật của xích bạc lót chính xác bước ngắn một dãy, nhiều dãy và đĩa xích tương ứng, dùng trong truyền động cơ khí.
Tiêu chuẩn qui định kích thước, dung sai, Iực đo, tải trọng phá hỏng nhỏ nhất và chỉ áp dụng cho xích có bước 6,35 mm và 9,525 mm.
2. Xích
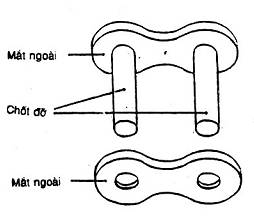
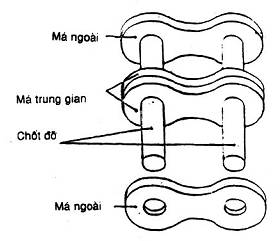
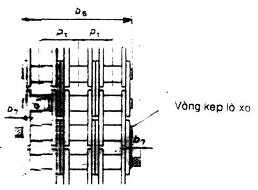
2.1. Hình dạng và kết cấu của xích được qui định trong các hình vẽ 1, 2 và 3
2.2. Ký hiệu
Xích được kí hiệu như qui định ở cột 1 của bảng 1 và 1M, cụ thể
- 04 C cho xích có bước 6,35 mm;
- 0,6 C cho xích có bước 9,525 mm.
Sau đó thêm
- số 1 nếu là xích 1 dãy
- số 2 nếu là xích kép (hai dãy)
- số 3 nếu là xích 3 dãy;
- số hiệu tiêu chuẩn này.
Ví dụ: Xích bạc lót chính xác, có bước 6,35 mm, hai dãy.
04 C - 2 - TCVN 6376 : 1998
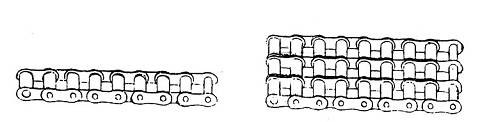
Hình 1 - Các dạng xích
2.3. Kích thước
Các kích thước của xích được qui định trong các bảng 1 và 1M . Các kích thước lớn nhất và nhỏ nhất đã qui định đảm bảo tính lắp lẫn hoàn toàn các mắt xích chế tạo ở các cơ sở khác nhau. Dung sai này biểu thị các giới hạn lắp lẫn, không phải là dung sai thực tế dùng trong chế tạo.
2.4. Độ bền kéo nhỏ nhất
2.4.1. Độ bền kéo nhỏ nhất là độ bền của mẫu thử khi thử kéo phá hỏng, như đã xác định trong điều 2.4.2. Độ bền kéo nhỏ nhất không phải là tải trọng làm việc.
2.4.2. Đặt từ từ một lực kéo không nhỏ hơn qui định ở bảng 1 và bảng 1M vào hai đầu chiều dài đoạn xích thử bao gồm ít nhất năm bước xích. Hai đầu chiều dài xích thử được móc bằng hai móc nối cho phép chuyển động tự do ở cả hai đầu của đường trục xích, trong mặt phẳng vuông góc với khớp nối.
Không công nhận kết quả thử khi vị trí hỏng xuất hiện liền sát với móc nối
Sự phá hỏng mẫu xuất hiện tại thời điểm mà độ giãn dài không tăng hơn nữa khi tăng tải trọng, tức là tại đỉnh của biểu đồ tải trọng / độ giãn dài.
2.4.3. Khi thử kéo phá hỏng mẫu, mặc dù xích không xuất hiện vết hỏng khi lực kéo đạt đến tải trọng phá hỏng nhỏ nhất, song xích đó cũng phải bỏ đi.
2.5. Tải trọng thử
Toàn bộ xích được thử với tải trọng bằng 1/3 tải trọng kéo phá hỏng nhỏ nhất qui định ở các bảng 1 và 1M.
2.6. Độ chính xác chiều dài
Xích chế tạo xong phải được kiểm tra chiều dài sau khi chịu tải trọng thử và trước khi được bôi trơn.
Chiều dài tiêu chuẩn nhỏ nhất để đo là 610 mm và được kết thúc tại mỗi một đầu bằng một mắt trong.
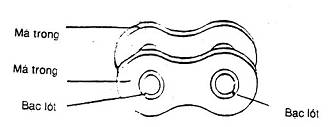
Mắt trong
|
|
|
|
Mắt ngoài một lớp |
Mắt ngoài hai lớp |
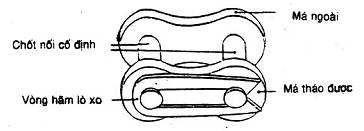
Mặt nối với vòng hãm lò xo
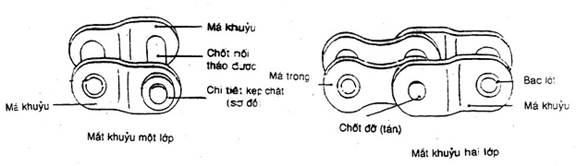
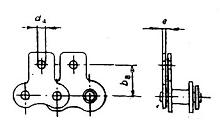
Hình 2 - Các dạng mắt xích
Xích được đỡ trên suốt chiều dài toàn bộ của nó và chịu lực do qui định trong các bảng 1 và 1M.
Chiều dài đo được phải là chiều dài danh
nghĩa với dung sai là ![]()
Độ chính xác về chiều dài của các xích làm việc song song ở trong khoảng giới hạn trên, nhưng phải theo thỏa thuận với cơ sở chế tạo.
2.7. Ghi nhãn
Xích được ghi nhãn với nội dung sau:
a) tên cơ sở chế tạo
b) kí hiệu xích (như cột 1 của các bảng 1 và 1M).
|
|
|||
|
Kích thước c biểu diễn khe hở giữa má mắt khuỷu và má phẳng dùng trong khi nối khớp. |
Chiều sâu đường kính h1 là chiều sâu nhỏ nhất của rãnh để xích có thể đi qua. |
||
|
|
|
|
|
|
Một lớp |
Hai lớp |
Ba lớp |
|
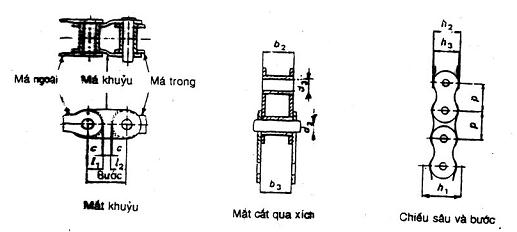
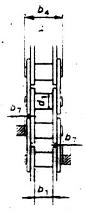
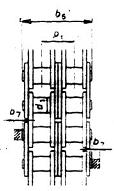
Chiều rộng chung của xích kể cả phần chi tiết kẹp chặt qua bảng tổng chiều dài của các chốt đỡ b4, b5 hoặc b6 với độ dài b7 cho chốt tán (hoặc b7 cho chốt có đầu) nếu chi tiết kẹp chặt chỉ lắp ở một bên hoặc với 2b7 nếu kẹp chặt lắp ở cả hai bên.
Hình 3 - Các kích thước xích phù hợp với các bảng 1 và 1M
Bảng 1 - Kích thước xích, lực đo và tải trọng phá hỏng (theo in và paoluc)
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
|
Ký hiệu xích |
Bước |
Đ.kính bạc lót |
Khoảng cách giữa hai má trong |
Đ.kính chốt ổ đỡ |
Đ.kính bạc lót |
Chiều sâu đường xích |
Chiều rộng các má trong |
Chiều rộng các má trung gian, trong ngoài |
Các kích thước mắt khuỷu |
Bước ngang |
Chiều rộng mắt trong |
Khoảng cách giữa các má ngoài |
Chiều dài của chốt đỡ |
Kích thước cho chi tiết kẹp chặt |
Lực đo |
Tải trọng phá hỏng |
||||||||
|
1 dãy |
2 dãy |
3 dãy |
1 dãy |
2 dãy |
3 dãy |
1 dãy |
2 dãy |
3 dãy |
||||||||||||||||
|
p |
d1 max |
b1 min |
d2 max |
d3 min |
h1 min |
h2 max |
h3 max |
l1 min |
l2 min |
c |
p1 |
b2 max |
b3 min |
max |
max |
max |
b4 max |
min |
min |
min |
||||
|
in |
in |
in |
in |
in |
in |
in |
in |
in |
in |
in |
in |
in |
in |
in |
in |
in |
in |
pol |
pol |
pol |
pol |
pol |
pol |
|
|
04 C 08 C |
0.260 0.375 |
0.130 0.206 |
0.125 0.196 |
.091 0.141 |
0.092 0.143 |
0.247 0.368 |
0.237 0.354 |
0.205 0.307 |
0.104 0.156 |
0.121 0.181 |
0.003 0.003 |
0.252 0.399 |
0.189 0.294 |
0.194 0.299 |
0.38 0.52 |
0.61 0.92 |
0.88 1.32 |
0.10 0.13 |
10 16 |
20 32 |
30 48 |
780 1750 |
1300 3908 |
2340 5290 |
Bảng 1M - Kích thước xích, lực đo và tải trọng phá hỏng (theo mét)
|
|
mm |
mm |
mm |
mm |
mm |
mm |
mm |
mm |
mm |
mm |
mm |
mm |
mm |
mm |
mm |
mm |
mm |
mm |
deN |
deN |
deN |
deN |
deN |
deN |
|
04 C 08 C |
6.36 9.525 |
3.36 5.08 |
3.18 4.77 |
2.311 3.580 |
2.34 3.63 |
6.27 9.30 |
6.02 9.05 |
5.21 7.80 |
2.64 3.96 |
3.06 4.60 |
0.08 0.08 |
6.40 10.13 |
4.80 7.47 |
4.93 7.60 |
9.0 13.2 |
15.5 23.4 |
21.8 33.5 |
2.5 3.3 |
5 7 |
10 14 |
15 21 |
350 790 |
700 1500 |
1090 2370 |
* Không dùng các mắt khuỷu cho xích có chế độ làm việc nặng.
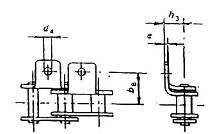
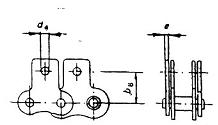
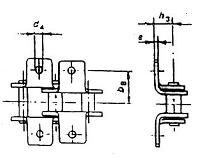
2.8. Các tấm gá
Các tấm gá tiêu chuẩn dùng cho xích kích cỡ 06 C được qui định trên các hình 4, 5 và 6 và trong các bảng 2, 3 và 4
|
|
|
|
a) Kéo dài một bên của xích |
a) Kéo dài một bên của xích |
|
|
|
|
b) Kéo dài hai bên của xích |
b) Kéo dài hai bên của xích |
|
Hình 4 - Tấm gá thẳng |
Hình 5 - Tấm gá uốn |
|
Bảng 2 - Các kích thước của tấm gá thẳng |
Bảng 3 - Các kích thước của tấm gá uốn |
||||||||||||||||
|
Ký hiệu xích |
d4min |
b8 |
e |
|
Ký hiệu xích |
d4min |
h3 |
b8 |
e |
||||||||
|
in |
mm |
in |
mm |
in |
mm |
|
in |
mm |
in |
mm |
in |
mm |
in |
mm |
|||
|
06 C |
0.102 |
2,59 |
0.375 |
9,53 |
0.050 |
1,27 |
|
06 C |
0.102 |
2,59 |
0.25 |
6,35 |
0.375 |
9,53 |
0.050 |
1,27 |
|
|
|
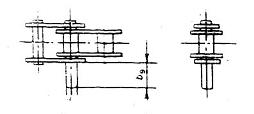
Bảng 4 - Các kích thước của chốt kéo dài |
||||
|
Ký hiệu xích |
d2 |
b9 |
|||
|
in |
mm |
in |
mm |
||
|
08C |
0.141 |
3,58 |
0.375 |
9,53 |
|
|
Hình 6 - Chốt kéo dài về một bên của xích |
|
||||
3. Đĩa xích
3.1. Kích thước đường kính của vành đĩa
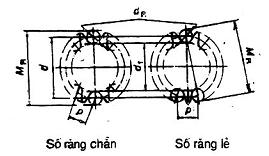
3.1.1. Thuật ngữ và kích thước đường kính vành đĩa qui định trên hình 7
|
p - bước xích dR - đường kính chốt đo; z - số răng |
d - đường kính vòng chia; df - đường kính vòng chân; MR - kích thước đo qua chốt |
Hình 7 - Kích thước đường kính
3.1.2. Kích thước
3.1.2.1. Đường kính vòng chia

(xem phụ lục về quan hệ giữa đường kính vòng chia và số răng)
3.1.2.2. Đường kính chốt đo
dR = d1 (xem 3.2.1) với dung sai ![]() (0,01 mm)
(0,01 mm)
3.1.2.3. Đường kính vòng chân
df = d - d1 với dung sai dưới đây:
|
Đ.kính vòng chân |
Sai lệch trên |
Sai lệch dưới |
|
d1 ≤ 5 in (127 mm) |
0 |
0,010 in (0,25 mm) |
|
d1 ≤ 9,85 in (250 mm) |
0 |
0,012 in (0,30 mm) |
|
d1 > 9,85 in (250 mm) |
0 |
h 11 |
3.1.2.4. Kích thước đo qua chốt
MR = d + dRmin đối với số răng chẵn;
MR = d cos![]() +
dRmin đối với số răng lẻ.
+
dRmin đối với số răng lẻ.
Kích thước đo qua chốt cho đĩa có số răng chẵn được đo qua hai chốt đặt vào các rãnh răng đối diện nhau.
Kích thước đo qua chốt cho đĩa có số răng lẻ được đo qua hai chốt đặt trong các rãnh răng gần với đối diện nhất.
Các sai lệch với kích thước này giống hoàn toàn như sai lệch đường kính vòng chân.
3.2. Dạng rãnh răng đĩa xích
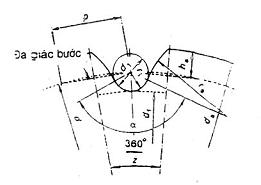
3.2.1. Thuật ngữ các kích thước và dạng rãnh răng qui định trên hình 8.
|
p - bước xích; |
re - bán kính sườn răng; |
|
d - đường kính vòng chia; |
ha - chiều cao răng đo trên đa giác bước; |
|
d1 - đường kính bạc lót lớn nhất; |
da - đường kính vòng đỉnh; |
|
ri - bán kính mặt tựa bạc lót; |
df - đường kính vòng chân; |
|
a - góc tựa bạc lót |
z - số răng |
Hình 8 - Dạng rãnh răng
3.2.2. Kích thước
Các sai lệch của dạng rãnh răng được xác định bằng các dạng rãnh răng lớn nhất và nhỏ nhất. Dạng rãnh răng thực tế tạo thành bằng phương pháp cắt gọt hoặc phương pháp tương đương phải có sườn răng nằm giữa bán kính sườn lớn nhất và nhỏ nhất và uốn cong theo đường cong tựa của bạc lót đối diện với các góc tương ứng.
3.2.2.1. Dạng nhỏ nhất
remax = 0,12 d1- (z-2)
rimin = 0,505 d1
amax
= 140o - ![]()
3.2.2.2. Dạng lớn nhất
remin = 0,008 d1 (z2 - 180)
rimax = (0,505 d1 -
0,008 ![]() ) in (trong đó d1 theo insơ)
) in (trong đó d1 theo insơ)
hoặc = (0,505 d1 - 0,069 ![]() ) mm (trong đó d1 theo mm)
) mm (trong đó d1 theo mm)
amin
= 120o - ![]()
3.3. Chiều cao răng và đường kính vòng đỉnh
3.3.1. Thuật ngữ
Theo 3.2.
3.3.2. Kích thước
damax = d + 1,25 p - d1
damin = d + p (1 - ![]() ) - d1
) - d1
Phải lưu ý rằng damin và damax có thể được dùng cả hai tùy theo các dạng rãnh răng lớn nhất và nhỏ nhất phụ thuộc vào các sai lệch của dụng cụ cắt damax.
Chiều cao răng trên đa giác bước được tính theo công thức sau đây:
hamax = 0,625 p - 0,5 d1
+ ![]()
hamin = 0,5 (p - d1)
Lưu ý rằng hamax có quan hệ với damax và hamin với damin.
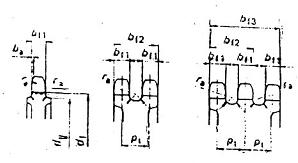
3.4. Prôphin vành đĩa
3.4.1. Thuật ngữ cho vành đĩa trong mặt cắt dọc trục qua tâm rãnh răng qui định trên hình 9.
|
bf1 - chiều rộng răng |
p - bước xích; |
|
bf2 và bf3 - chiều rộng qua các răng; |
pt - bước ngang; |
|
rx - bán kính cạnh răng; |
b1 - khoảng cách giữa các má trong, nhỏ nhất |
|
ra - bán kính góc lượn vai; |
h2 - chiều rộng má trong, lớn nhất; |
|
dg - đường kính vai lớn nhất; |
ba - khoảng cách vát răng. |
|
df - đường kính vòng chân của đĩa xích |
|
Hình 9 - Prôphin vành đĩa
3.4.2. Kích thước
bf1 = 0,93 b1, dung sai 114 đối với đĩa xích một dãy
bf1 = 0,91 b1, dung sai 114 đối với đĩa xích hai dãy
bf1 = 0,88 b1, dung sai 114 đối với đĩa xích ba dãy
bf2 và bf3 = (số lớp -1) pt + bf1 (dung sai h14 cho bf1)
rx = p
ba = 0,1 pmin đến 0,15 pmax
ra/act - bán kính góc lượn thực tế
dg = p cotg![]() -1,05h2
- 0,040 - 2 raact in (trong đó p, h2 và raact
theo insơ)
-1,05h2
- 0,040 - 2 raact in (trong đó p, h2 và raact
theo insơ)
hoặc
= p cotg![]() -1,05h2
- 1.00 - 2 raact mm (trong đó p, h2 và raact
theo mm)
-1,05h2
- 1.00 - 2 raact mm (trong đó p, h2 và raact
theo mm)
3.5. Độ đảo hướng tâm
3.5.1. Thuật ngữ
Theo 3.2
3.5.2. Trị số
Độ đảo hướng tâm giữa lỗ và đường kính vòng chân không được quá giá trị từ:
0,0008 df + 0,003 in, hoặc 0,006 in (trong đó df theo in) đến 0,030 in; chọn giá trị lớn hơn trong hai giá trị trên.
hoặc 0,0008 df + 0,08 mm, hoặc 0,15 mm (trong đó df theo mm) đến 0,76 mm; chọn giá trị lớn hơn trong hai giá trị trên.
3.6. Độ đảo hướng trục
3.6.1. Thuật ngữ
Theo 3.2.
3.6.2. Trị số
Độ đảo hướng trục giữa lỗ và phần phẳng của mặt bên răng không được quá giá trị từ.
0,0009 df + 0,003 in (trong đó df theo in) đến 0,045 in
hoặc 0,0009 df + 0,08 mm (trong đó df theo mm) đến 1,14 mm
Đối với đĩa xích hàn, có thể lấy giá trị 0,010 in (0,25 mm) nếu các công thức ở trên cho giá trị nhỏ hơn
3.7. Độ chính xác của bước răng đĩa xích
Độ chính xác bước răng đĩa do nhà chế tạo xích qui định.
3.8. Dãy số răng
Dãy số răng đĩa được qui định từ 9 đến 150, trong đó dãy ưu tiên dùng là:
17; 19; 21; 23; 25; 38; 57; 76; 95 và 114.
3.9. Dung sai lỗ
Nếu không có thỏa thuận nào khác giữa nhà chế tạo và khách hàng, dung sai lỗ là H8.
3.10. Ghi nhãn
Đĩa xích được ghi nhãn với nội dung sau:
- tên nhà chế tạo;
- số răng;
- ký hiệu xích.
PHỤ LỤC A
(qui định)
ĐƯỜNG KÍNH VÒNG CHIA
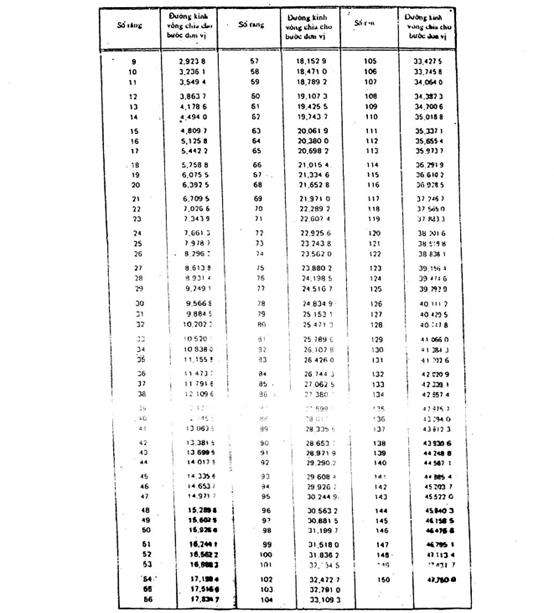
Bảng dưới đây qui định quan hệ giữa số răng và đường kính vòng chia của đĩa xích lắp với xích có bước đơn vị (ví dụ 1 in, 1mm). Các đường kính vòng chia cho đĩa xích ăn khớp với xích có bước khác được xác định tỷ lệ thuận với bước xích.
Bảng A.1 - Đường kính vòng chia
|
Số răng |
Đường kính vòng chia, d, cho bước đơn vị 1) mm |
Số răng |
Đường kính vòng chia, d, cho bước đơn vị 1) mm |
Số răng |
Đường kính vòng chia, d, cho bước đơn vị 1) mm |
|
9 |
2,9238 |
57 |
18,1529 |
105 |
33,4276 |
|
10 |
3,2361 |
58 |
18,4710 |
106 |
33,7458 |
|
11 |
3,5495 |
59 |
18,7892 |
107 |
34,0641 |
|
12 |
3,8637 |
60 |
19,1073 |
108 |
34,3823 |
|
13 |
4,1786 |
61 |
19,4255 |
109 |
34,7006 |
|
14 |
4,4940 |
62 |
19,7437 |
110 |
35,0189 |
|
15 |
4,8097 |
63 |
20,0619 |
111 |
35,3371 |
|
16 |
5,1258 |
64 |
20,3800 |
112 |
35,6554 |
|
17 |
5,4422 |
65 |
20,6982 |
113 |
35,9737 |
|
18 |
5,7588 |
66 |
21,0164 |
114 |
36,2920 |
|
19 |
6,0755 |
67 |
21,3346 |
115 |
36,6102 |
|
20 |
6,3925 |
68 |
21,6528 |
116 |
36,9285 |
|
21 |
6,7095 |
69 |
21,9710 |
117 |
37,2468 |
|
22 |
7,0267 |
70 |
22,2892 |
118 |
37,5650 |
|
23 |
7,3439 |
71 |
22,6074 |
119 |
37,8833 |
|
24 |
7,6613 |
72 |
22,9256 |
120 |
38,2016 |
|
25 |
7,9787 |
73 |
23,2438 |
121 |
38,5199 |
|
26 |
8,2962 |
74 |
23,5620 |
122 |
38,8381 |
|
27 |
8,6138 |
75 |
23,8802 |
123 |
39,1564 |
|
28 |
8,9314 |
76 |
24,1985 |
124 |
39,4747 |
|
29 |
9,2491 |
77 |
24,5167 |
125 |
39,7930 |
|
30 |
9,5668 |
78 |
24,8349 |
126 |
40,1112 |
|
31 |
9,8845 |
79 |
25,1531 |
127 |
40,4295 |
|
32 |
10,2023 |
80 |
25,4714 |
128 |
40,7478 |
|
33 |
10,5201 |
81 |
25,7896 |
129 |
41,0661 |
|
34 |
10,8380 |
82 |
26,1078 |
130 |
41,3843 |
|
35 |
11,1558 |
83 |
26,4261 |
131 |
41,7026 |
|
36 |
11,4737 |
84 |
26,7443 |
132 |
42,0209 |
|
37 |
11,7916 |
85 |
27,0625 |
133 |
42,3392 |
|
38 |
12,1096 |
86 |
27,3808 |
134 |
42,6575 |
|
39 |
12,4275 |
87 |
27,6990 |
135 |
42,9757 |
|
40 |
12,7455 |
88 |
28,0172 |
136 |
43,2940 |
|
41 |
13,0635 |
89 |
28,3355 |
137 |
43,6123 |
|
42 |
13,3815 |
90 |
28,6537 |
138 |
43,9306 |
|
43 |
13,6995 |
91 |
28,9720 |
139 |
44,2489 |
|
44 |
14,0176 |
92 |
29,2902 |
140 |
44,5672 |
|
45 |
14,3356 |
93 |
29,6085 |
141 |
44,8854 |
|
46 |
14,6537 |
94 |
29,9267 |
142 |
45,2037 |
|
47 |
14,9717 |
95 |
30,2450 |
143 |
45,5220 |
|
48 |
15,2898 |
96 |
30,5632 |
144 |
45,8403 |
|
49 |
15,6079 |
97 |
30,8815 |
145 |
46,1586 |
|
50 |
15,9260 |
98 |
31,1997 |
146 |
46,4769 |
|
51 |
16,2441 |
99 |
31,5180 |
147 |
46,7952 |
|
52 |
16,5622 |
100 |
31,8363 |
148 |
47,1134 |
|
53 |
16,8803 |
101 |
32,1545 |
149 |
47,4317 |
|
54 |
17,1984 |
102 |
32,4728 |
150 |
47,7500 |
|
55 |
17,5166 |
103 |
32,7910 |
|
|
|
56 |
17,8347 |
104 |
33,1093 |
|
|