Tiêu chuẩn quốc gia TCVN 6413:1998 (ISO 5730 : 1992) về Nồi hơi cố định ống lò ống lửa cấu tạo hàn (trừ các nồi hơi ống nước)
TIÊU CHUẨN QUỐC GIA
TCVN 6413 : 1998
ISO 5730 : 1992
NỒI HƠI CỐ ĐỊNH ỐNG LÒ ỐNG LỬA CẤU TẠO HÀN (TRỪ NỒI HƠI ỐNG NƯỚC)
Stationary shell boilers of welded construction (other than water-tube boilers)
Lời nói đầu
TCVN 6413 : 1998 hoàn toàn tương đương với ISO 5730 : 1992.
TCVN 6413 : 1998 do Ban kỹ thuật tiêu chuẩn TCVN/TC 11 Nồi hơi và thiết bị áp lực biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học, Công nghệ và Môi trường (nay là Bộ Khoa học và Công nghệ) ban hành.
Tiêu chuẩn này được chuyển đổi năm 2008 từ Tiêu chuẩn Quốc gia cùng số hiệu thành Tiêu chuẩn Quốc gia theo quy định tại Khoản 1 Điều 69 của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật và điểm a khoản 1 Điều 6 Nghị định số 127/2007/NĐ-CP ngày 1/8/2007 của Chính phủ quy định chi tiết thi hành một số điều của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật.
NỒI HƠI CỐ ĐỊNH ỐNG LÒ ỐNG LỬA CẤU TẠO HÀN (TRỪ NỒI HƠI ỐNG NƯỚC)
Stationary shell boilers of welded construction (other than water-tube boilers)
1. Yêu cầu chung
1.1. Phạm vi áp dụng
1.1.1. Tiêu chuẩn này qui định các yêu cầu đối với cả hai loại nồi hơi đốt trực tiếp và nồi hơi dùng nhiệt thải với áp suất khí khói không vượt quá 0,05 N.mm2 (0,5 bar)1 có dạng hình trụ nằm ngang được chế tạo từ thép các bon hoặc thép các bon - mangan bằng cách hàn nóng chảy và trong trường hợp nồi hơi đốt trực tiếp thì áp suất thiết kế không vượt quá 3 N/mm2. Các nồi hơi nêu trong tiêu chuẩn này được đặt cố định để cung cấp hơi nước hoặc nước nóng áp suất cao. (Các ví dụ tiêu biểu được nêu trong Hình 1 đến Hình 5). Tiêu chuẩn này không áp dụng cho các nồi hơi dạng ống nước, nồi hơi của đầu máy xe lửa hay nồi hơi tàu thủy.
1.1.2. Tiêu chuẩn này áp dụng cho nồi hơi từ ống nối dẫn nước cấp vào đến ống nối dẫn đến hơi nước ra và tất cả các ống nối khác, kể cả các yêu cầu đối với các van và các ống dẫn nước và hơi nước. Nếu sử dụng các đầu hàn thì các yêu cầu được qui định ở đây là bắt đầu hoặc kết thúc ở mối hàn tại mặt bích được sử dụng để lắp vào.
1.1.3. Tiêu chuẩn này áp dụng cho các nồi hơi có dung tích lớn hơn 0,025 m3, áp suất lớn hơn 0,1 N/mm2 và nhiệt độ nước vượt quá 120 oC.
CHÚ THÍCH - Tiêu chuẩn này cũng áp dụng cho nồi hơi có áp suất từ 0,07 N/mm2 đến 0,1 N/mm2 và nhiệt độ nước từ 115 oC đến 120 oC.
1.1.4. Các bộ phận sấy sơ bộ không khí, đánh lửa cơ học, thiết bị mỏ đốt dầu hoặc khí, thiết bị thông gió cưỡng bức hoặc tự nhiên hoặc các phụ tùng khác có thể do người mua yêu cầu không được coi là các bộ phận của nồi hơi trong tiêu chuẩn này. Bộ quá nhiệt và bộ hâm nước gắn liền hoặc tách rời với nồi hơi thuộc yêu cầu của tiêu chuẩn về nồi hơi dạng ống nước sẽ được ban hành.
1.1.5. Tiêu chuẩn này không bao gồm phần xây gạch, cách nhiệt hay trang bị buồng đốt.
1.1.6. Tiêu chuẩn này không bao gồm các qui tắc về xây dựng vì những qui tắc này không thể được trình bầy một cách chi tiết để đảm bảo tổ chức lao động và xây dựng tốt. Người chế tạo phải chịu trách nhiệm tiến hành từng bước cần thiết để đảm bảo rằng chất lượng công nhân và chất lượng công trình đảm bảo kỹ thuật tốt.
1.1.7. Tiêu chuẩn tham khảo được nêu trong Phụ lục J.
1.2. Tiêu chuẩn trích dẫn
ISO 148 : 1983 Thép - Thử độ dai va đập (mẫu có rãnh kiểu chữ V).
ISO 1027 : 1983 Các báo hiệu chất lượng ảnh chiếu xạ Rơnghen trong thử không phá hủy - Nguyên lý và nhận dạng
ISO 1106-1 : 1984 Phương pháp kiểm tra bằng chụp tia bức xạ các mối hàn nóng chảy - Phần 1: Các mối hàn giáp mép nóng chảy trong các tấm thép có độ dầy đến 50 mm.
ISO 1106-2 : 1985 Phương pháp kiểm tra bằng chụp tia bức xạ các mối hàn nóng chảy - Phần 2: Các mối hàn giáp mép nóng chảy trong thép tấm chiều dầy lớn hơn 50 mm đến 200 mm.
ISO 1106-3 : 1984 Phương pháp kiểm tra bằng chụp tia bức xạ các mối hàn nóng chảy - Phần 3: Các mối hàn nóng chảy theo chu vi trong ống thép có thành dầy đến 50 mm.
ISO 2504 : 1973 Chụp tia bức xạ các mối hàn và các điều kiện quan sát phim - Dùng các mẫu hướng dẫn của chất chỉ thị chất lượng ảnh.
ISO 2604-1 : 1975 Sản phẩm thép để chế tạo thiết bị chịu áp lực - Yêu cầu chất lượng - Phần 1: Sản phẩm rèn.
ISO 2604-2 : 1975 Sản phẩm thép để chế tạo thiết bị chịu áp lực - Yêu cầu chất lượng - Phần 2: Ống thép không hàn gia công áp lực.
ISO 2604-3 : 1975 Sản phẩm thép để chế tạo thiết bị chịu áp lực - Yêu cầu chất lượng - Phần 3: Các ống hàn điện trở và hàn cảm ứng.
ISO 2605-1 : 1976 Sản phẩm thép để chế tạo thiết bị chịu áp lực - Nguồn gốc và cách kiểm tra các tính chất ở nhiệt độ cao - Phần 1: Giới hạn chảy của các sản phẩm thép các bon và thép hợp kim thấp.
ISO 2605-3 : 1985 Sản phẩm thép để chế tạo thiết bị chịu áp lực - Nguồn gốc và cách kiểm tra các tính chất ở nhiệt độ cao - Phần 3: Qui trình xác định giới hạn chảy ở nhiệt độ cao khi các số liệu bị hạn chế.
TCVN 6339 : 1998 (ISO 4126-1 :1991) Van an toàn - Yêu cầu chung.
TCVN 6111 : 1996 (ISO 5579 : 1985) Thử không phá hủy - Chụp ảnh bức xạ các vật liệu kim loại bằng tia X và tia gamma - Các qui tắc cơ bản.
ISO 5580 : 1995 Thử không phá hủy - Các loại đèn chiếu tia X hay tia gamma công nghiệp - Yêu cầu tối thiểu.
ISO 6947 : 1990 Các mối hàn - Các vị trí làm việc - Các định nghĩa về góc nghiêng và xoay
ISO 9328-1 : 1991 Thép tấm và thép băng để chế tạo thiết bị chịu áp lực - Điều kiện cung cấp kỹ thuật - Phần 1: Yêu cầu chung.
ISO 9328-2 : 1991 Thép tấm và thép băng để chế tạo thiết bị chịu áp lực - Điều kiện cung cấp kỹ thuật - Phần 2: Thép không hợp kim và thép hợp kim thấp với qui định các tính chất ở nhiệt độ phòng và nhiệt độ cao.
ISO 10474 : 1991 Thép và các sản phẩm thép - Tài liệu kiểm tra.
1.3. Định nghĩa
Trong tiêu chuẩn này áp dụng các định nghĩa sau đây. Trong tiêu chuẩn này cũng bao gồm cả các định nghĩa bổ sung khi cần thiết, nhờ các định nghĩa riêng liên quan.
1.3.1. Người mua: Cá nhân hoặc tổ chức mua nồi hơi hoàn chỉnh từ người chế tạo.
1.3.2. Người thiết kế: Cá nhân hoặc tổ chức chịu trách nhiệm về thiết kế nồi hơi. Người thiết kế xác định hình dạng, kích thước và độ dầy của thép nồi hơi, lựa chọn vật liệu và chi tiết các phương pháp gia công và thử nghiệm.
1.3.3. Người chế tạo: Cá nhân hoặc tổ chức chế tạo hoặc chịu trách nhiệm chế tạo nồi hơi hoặc các phụ kiện cho nồi hơi.
1.3.4. Người cung cấp vật liệu: Cá nhân hoặc tổ chức không phải là người sản xuất vật liệu chịu trách nhiệm cung cấp vật liệu hoặc các bán thành phẩm đã tiêu chuẩn hóa được dùng để sản xuất nồi hơi hoặc phụ kiện.
1.3.5. Người sản xuất vật liệu chế tạo được cung cấp; Người sản xuất vật liệu: Cá nhân hoặc tổ chức sản xuất vật liệu để chế tạo nồi hơi, phụ kiện hoặc các bán thành phẩm tiêu chuẩn.
1.3.6. Cơ quan quản lý nhà nước có thẩm quyền* sau đây gọi tắt là cơ quan có thẩm quyền (regulating authotity): Cơ quan của nhà nước mà nồi hơi được lắp đặt có tư cách pháp nhân bắt buộc áp dụng các yêu cầu của tiêu chuẩn, qui định của nhà nước có liên quan tới nồi hơi.
1.3.7. Cơ quan kiểm tra (inspecting authority): Tổ chức hoặc hiệp hội hoạt động theo yêu cầu của:
a) người mua hay người chủ và / hoặc;
b) cơ quan có thẩm quyền.
kiểm tra các yêu cầu về thiết kế, vật liệu, kết cấu có tuân thủ tiêu chuẩn này hay không.
1.3.8. Kiểm tra viên: Người do cơ quan kiểm tra tuyển dụng và đào tạo để thực hiện các chức năng của cơ quan như đã nêu trong 1.3.6 và 1.3.7 (xem cả 6.1).
1.3.9. Tiêu chuẩn quốc gia: Tiêu chuẩn riêng của quốc gia đã được chứng minh là thỏa mãn nhu cầu sử dụng, được cơ quan có thẩm quyền theo luật định chấp nhận, đó là các quy trình kỹ thuật hoặc qui tắc do cơ quan tiêu chuẩn quốc gia hoặc cơ quan được ủy quyền soạn thảo, trong đó bao gồm cả các qui tắc do cơ quan chính phủ qui định và có hiệu lực pháp luật.
1.4. Các ký hiệu
Trong tiêu chuẩn này áp dụng các thuật ngữ và các ký hiệu chung. Các thuật ngữ và ký hiệu bổ sung cũng được áp dụng khi cần thiết để đáp ứng các yêu cầu của các văn bản kỹ thuật liên quan. Cần lưu ý trong một số điều của điều 3 (thiết kế các chi tiết chịu áp lực) các ký hiệu bổ sung giống nhau được dùng trong các công thức khác nhau được đại diện cho các thuật ngữ khác nhau. Tuy nhiên, trong tất cả các trường hợp như vậy, ý nghĩa riêng biệt của từng ký hiệu được chỉ ra ở mỗi công thức
|
a |
Kích thước nêu trong các Hình 14, 16 đến 18, 43 và 47 |
mm |
|
a1 |
Trục chính trong của tấm bù |
mm |
|
ao |
Trục chính ngoài của tấm bù |
mm |
|
A |
Bề mặt đốt bức xạ hiệu dụng (xem Hình 1 đến Hình 5) |
m2 |
|
Af |
Diện tích mặt cắt ngang hiệu dụng có bù không kể dung sai |
mm2 |
|
Afb |
Diện tích mặt cắt ngang hiệu dụng của ống nối có bù |
mm2 |
|
Afp |
Diện tích mặt cắt ngang hiệu dụng của tấm đệm tăng cường có bù |
mm2 |
|
Afs |
Diện tích mặt cắt ngang hiệu dụng của thân chính có bù |
mm2 |
|
Ap |
Diện tích chịu áp lực không kể dung sai |
mm2 |
|
Apb |
Diện tích chịu áp lực liên quan đến ống nối |
mm2 |
|
Aps |
Diện tích chịu áp lực liên quan đến thân chính |
mm2 |
|
b |
Kích thước được nêu trong các Hình 14, 16 đến 19, 34, 35, 43, 47 và B.1. |
mm |
|
b1 |
Trục nhỏ của lỗ người chui |
mm |
|
bi |
Trục nhỏ trong của tấm bù |
mm |
|
bo |
Trục nhỏ ngoài của tấm bù |
mm |
|
B1 |
Khoảng cách từ tấm đáy của thân đến tâm tấm đệm |
mm |
|
B2 |
Chiều rộng của tấm đệm trên |
mm |
|
c |
Bổ sung do ăn mòn |
mm |
|
C |
Hệ số hình dạng (Hình 7) |
|
|
C1 |
Hằng số phụ thuộc vào phương pháp đỡ được nêu trong 3.14.2.4 |
|
|
C2 |
Chiều dài hiệu dụng của vòi phun như nêu trong 3.10.2 và Hình 10 |
mm |
|
d |
Đường kính của lỗ ống |
mm |
|
di |
Đường kính trong |
mm |
|
dib |
Đường kính trong của ống nhánh |
mm |
|
dip |
Đường kính trong của vòng đệm hoặc tấm bù |
mm |
|
dis |
Đường kính trong của phần chính (thân hình trụ, thân hình cầu hoặc đầu lõm) |
mm |
|
dg |
Chiều sâu của thanh giằng đỡ được hàn vào |
mm |
|
dm |
Đường kính trung bình |
mm |
|
do |
Đường kính ngoài |
mm |
|
dob |
Đường kính ngoài của ống nhánh |
mm |
|
dop |
Đường kính vòng ngoài của vòng đệm hay tấm bù |
mm |
|
dos |
Đường kính ngoài của thân chính |
mm |
|
ds |
Đường kính của thanh giằng |
mm |
|
Db |
Đường kính trung bình của lớp đệm |
mm |
|
DL |
Đường kính đai ốc |
mm |
|
e |
Chiều dày tính toán thành nhỏ nhất |
mm |
|
ecb |
Chiều dày tính toán thành ống nhánh hay ống đỡ của tấm đáy |
mm |
|
ecf |
Chiều dày tính toán tường lò |
mm |
|
ecp |
Chiều dày tính toán của tấm cuối |
mm |
|
ecs |
Chiều dày tính toán của phần thân chính (thân hình trụ hoặc cầu hoặc đầu lõm) |
mm |
|
ect |
Chiều dày tính toán của thành ống lò |
mm |
|
eg |
Chiều dày tấm gia cường góc |
mm |
|
erb |
Chiều dày thực tế của thành ống nhánh hay ống đỡ trừ đi phần bổ sung do ăn mòn và trừ đi dung sai |
mm |
|
erep |
Chiều dày thực tế của tấm đáy phẳng |
mm |
|
erf |
Chiều dày thực tế của thành ống lò |
mm |
|
erp |
Chiều dày hiệu dụng của tấm đệm tăng cường |
mm |
|
ers |
Chiều dày thực tế của thân chính (thân hình trụ hoặc hình cầu hoặc đầu lõm) trừ đi phần bổ sung do ăn mòn và trừ đi dung sai |
mm |
|
et |
Chiều dầy của ống theo đơn đặt hàng |
mm |
|
E |
Modul đàn hồi Young ở nhiệt độ thiết kế |
N/mm2 |
|
f |
Ứng suất thiết kế định mức |
N/mm2 |
|
fa |
Ứng suất trung bình hiện hữu |
N/mm2 |
|
faj |
Ứng suất trung bình hiện hữu giữa các tâm của 2 cửa |
N/mm2 |
|
fb |
Ứng suất cho phép của vật liệu làm ống nhánh |
N/mm2 |
|
fc |
Ứng suất kết hợp ở gối đỡ |
N/mm2 |
|
fp |
Ứng suất cho phép của vật liệu tấm tăng cường |
N/mm2 |
|
fs |
Ứng suất cho phép của vật liệu làm thân chính |
N/mm2 |
|
F |
Suất phụ tải nhiệt tính toán |
W/m2 |
|
g, g1 |
Chiều cao như chỉ ra ở Hình 13 |
mm |
|
G |
Lưu lượng khối lượng của khói trong các ống vòng đầu |
kg/m2.s |
|
h |
Chiều rộng tối thiểu của lớp đệm gắn vào |
mm |
|
hc |
Chiều sâu phần cong của đầu lõm |
mm |
|
hf |
Chiều cao của lỗ người chui |
mm |
|
hs |
Chiều cao phần hình trụ của đầu lõm |
mm |
|
H |
Nhiệt cấp vào bao gồm nhiệt trị của nhiên liệu cộng với các nguồn gia nhiệt trước |
W |
|
I1 |
Momen thứ cấp của diện tích ống lò lượn sóng đối với trục trung hòa trừ phần bổ sung do ăn mòn |
mm4 |
|
I2 |
Momen thứ cấp của diện tích được làm cứng vững |
mm4 |
|
K |
Độ dẫn nhiệt |
W.mm/m2.K |
|
Irb |
Chiều dài hiệu dụng của ống nhánh tăng cường |
mm |
|
Irbi |
Chiều dài hiệu dụng bên trong của ống nhánh tăng cường |
mm |
|
Irp |
Chiều rộng hiệu dụng của tấm tăng cường |
mm |
|
Irs |
Chiều dài hiệu dụng của thân chính tăng cường |
mm |
|
L |
Khoảng cách giữa điểm hiệu dụng của đế lò |
mm |
|
L1 |
Khoảng cách ngắn nhất từ mép cửa vào đến đường tâm của thanh giằng xa nhất từ cửa vào hoặc trong trường hợp không có cửa vào, là nửa của khoảng cách cực đại giữa các đường tâm của các thanh giằng |
mm |
|
L2 |
Khoảng cách giữa tấm sau của buồng đảo chiều và tấm đáy phía sau của nồi hơi |
mm |
|
Lb |
Chiều dài của nồi hơi giữa hai đầu |
mm |
|
Li |
Chiều dài chân mối hàn góc xung quanh vòng trong của vòng đệm hay tấm bù |
mm |
|
Lg |
Chiều dài của xà dầm được hàn vào |
mm |
|
Lh |
Chiều dài đốt nóng của ống lò |
mm |
|
Lo |
Chiều dài cạnh mối hàn góc xung quanh vòng ngoài của vòng đệm hoặc tấm bù |
mm |
|
Ls |
Chiều dài của thân giữa hai đáy |
mm |
|
Lt |
Khoảng cách trung bình của các ống kế nhau |
mm |
|
p |
Áp suất tính toán |
N/mm2 |
|
pb |
Khoảng cách từ tâm đến tâm của các cửa kế nhau hướng vào tâm tường không kể bù thêm |
mm |
|
pbj |
Khoảng cách giữa các tâm của các cửa kế nhau, theo góc hướng vào tâm tường không kể bù thêm |
mm |
|
pc |
Bước lượn sóng |
mm |
|
pt |
Áp suất thử thủy tĩnh |
N/mm2 |
|
Q |
Lực trên tấm đệm |
N |
|
rik |
Bán kính trong phần chuyển tiếp của đầu lõm |
mm |
|
ris |
Bán kính trong của phần cong đầu lõm |
mm |
|
rms |
Bán kính trung bình của thân |
|
|
rok |
Bán kính ngoài của phần hình trụ đầu lõm |
mm |
|
ros |
Bán kính ngoài của phần cong đầu lõm hoặc thân cầu |
mm |
|
Rm |
Độ bền kéo nhỏ nhất của vật liệu ở nhiệt độ phòng |
N/mm2 |
|
Rp0,2 |
Giá trị nhỏ nhất của giới hạn chảy (ứng
suất chảy 0,2 %) của vật liệu tại |
N/mm2 |
|
S |
Khoảng cách giữa các dầm được hàn vào |
mm |
|
S1 |
Hệ số an toàn |
|
|
S2 |
Hệ số an toàn |
|
|
So |
Diện tích mặt cắt ngang ban đầu của mẫu thử kéo |
mm2 |
|
t |
Nhiệt độ tính toán |
oC |
|
tm |
Nhiệt độ lớn nhất của kim loại |
oC |
|
ts |
Nhiệt độ bão hòa ứng với áp suất thiết kế |
oC |
|
u |
Độ méo hoặc độ ô van |
% |
|
v |
Hệ số hàn |
|
|
w |
Chiều cao của sóng |
mm |
|
W |
Lực do áp suất trên tấm đáy trong vùng được giả thiết sẽ được giằng bằng tấm giằng góc |
N |
|
x |
Hệ số giảm ứng suất |
|
|
X2 |
Diện tích mặt cắt ngang của mặt cắt dọc của ống lò có chiều dài bằng bước lượn sóng và chiều dầy erf- c |
mm² |
|
y |
Hệ số được xác định từ Hình 18 bằng cách dùng tỷ số b/a |
|
|
j |
Góc giữa đường nối các tâm của 2 cửa mở và trục của thân chính |
độ |
|
y |
Góc nghiêng giữa hướng của ống nhánh với pháp tuyến của đường chu vi của thân chính. |
độ |
|
q |
Góc chắn bởi tấm đệm |
độ |
1.5. Thông tin phải được cung cấp bởi người mua và người chế tạo
1.5.1. Thông tin phải được người mua cung cấp
Người mua cho người chế tạo biết trong thời gian tìm hiểu:
a) tên của cơ quan kiểm tra đại diện cho người mua;
b) các điều kiện mà nồi hơi yêu cầu để vận hành (xem 3.1.1 và Phụ lục A), và;
c) tất cả các luật đặc biệt và các quy định khác mà nồi hơi phải tuân thủ (chẳng hạn các luật nồi hơi của các nước khác với luật nồi hơi của nước chế tạo).
Các thông tin tiếp xem ở Phụ lục A.
1.5.2. Thông tin phải được người chế tạo cung cấp
Trước khi lắp ráp một nồi hơi hoặc một xêri nồi hơi, người chế tạo nồi hơi phải cung cấp cho cơ quan có thẩm quyền bản danh sách các vật liệu, tính toán của các chi tiết thiết kế chính và các bản vẽ mặt cắt với đầy đủ kích thước, các chi tiết cấu tạo của tất cả các phần chịu áp lực của nồi hơi, kể cả các chi tiết hàn (thông tin tiếp theo xem Phụ lục B). Người chế tạo cũng phải cung cấp các chứng chỉ và tài liệu phù hợp với 7.1.
Người chế tạo phải cung cấp cho người mua các chỉ dẫn, vận hành của thiết bị cung cấp, nếu các phương pháp chế tạo hay phương pháp thử được tiêu chuẩn này cho phép thì người chế tạo phải cho người mua hay cơ quan có thẩm quyền hoặc cả hai biết phương pháp đã được người chế tạo lựa chọn trước khi bắt đầu công việc.
2. Vật liệu
2.1. Giới thiệu
Những quy định của phần 2 bao gồm:
a) tấm;
b) các ống không hàn, ống hàn điện trở và hàn cảm ứng;
c) vật rèn, và
d) kim loại hàn.
từ thép các bon và thép các bon-mangan để chế tạo các phần chịu áp lực của thân nồi hơi nêu trong tiêu chuẩn này.
CHÚ THÍCH 1 - Từ "ống" bao gồm cả "ống dẫn".
2.2. Qui định chung
2.2.1. Các vật liệu cơ bản
2.2.1.1. Thân nồi hơi phải được chế tạo từ các sản phẩm thép được lựa chọn theo mục a), b), hoặc c) như sau:
a) các sản phẩm thép ghi trong Bảng 1, được sản xuất theo ISO 2604-1, ISO 2604-2, ISO 2604-3 hoặc ISO 9328-2 và phải tuân thủ tất cả các yêu cầu tối thiểu của tiêu chuẩn này;
b) Các sản phẩm thép ghi trong Bảng 1, được sản xuất theo các tiêu chuẩn quốc gia và những qui định kỹ thuật quốc gia trừ khi chúng tuân thủ tất cả các phần tương ứng của ISO 2604 và ISO 9328 đối với loại thép có liên quan và tuân thủ các yêu cầu tối thiểu của ISO 9328-2;
c) các sản phẩm thép ghi trong Bảng 1, được sản xuất theo các tiêu chuẩn quốc gia và qui định kỹ thuật quốc gia không tuân theo tất cả các yêu cầu của các phần tương ứng của ISO 2604 hay ISO 9328 trừ khi chúng tuân thủ tất cả các yêu cầu tối thiểu của phần này và chúng được thỏa thuận giữa các bên quan tâm2).
Các tiêu chuẩn trích dẫn tiếp theo ISO 2604 hay ISO 9328 trong phần này sẽ được xem xét kể cả các qui định kỹ thuật không theo ISO nêu trong mục b) và c) ở trên.
2.2.1.2. Các ống lò với đường kính trung bình không vượt quá 1400 mm sẽ được chế tạo từ thép tấm theo ISO 9328-2 loại PH 265 hay PH 290, hay từ ống thép không hàn cán nóng theo ISO 2604-2 loại TS 94.
Các ống lò với đường kính trung bình vượt quá
1400 mm được chế tạo từ thép tấm với độ giãn dài tối thiểu là 24% được xác định
trên chiều dài 5,65![]() .
.
2.2.1.3. Thân hình trụ chỉ được chế tạo từ vật liệu tấm. Được phép cắt băng thép thành tấm với điều kiện tất cả các yêu cầu đối với tấm trong phần này được thỏa mãn.
2.2.2. Kim loại hàn
Do chưa có tiêu chuẩn về thành phần và tính chất của kim loại hàn thích hợp đối với các loại thép nêu trong 2.2.1 nên quá trình và kim loại hàn (điện cực, que hàn…) được dùng phải được thỏa thuận giữa các bên liên quan như sự tương thích với kim loại cơ bản và đối với các điều kiện thiết kế nồi. Thỏa thuận này phải tính đến việc vận hành đã thành công và / hoặc thử có kết quả trên kim loại hàn. Nếu có các tiêu chuẩn hoặc qui định quốc gia liên quan thì vật liệu hàn phải tuân thủ chúng. Các tính chất cơ học của kim loại hàn trong tất cả các trường hợp phải đáp ứng các yêu cầu của 5.2.2 và 5.10 và cả yêu cầu khác có thể được thỏa thuận giữa các bên.
2.3. Sản xuất thép
2.3.1. Quá trình luyện thép
Thép được sản xuất bằng lò bằng, lò điện hay một trong các quá trình oxy kiềm, hoặc bằng cách kết hợp các quá trình này. Các phương pháp khác cũng có thể được dùng theo thỏa thuận giữa các bên liên quan, phải thông báo về phương pháp luyện thép được sử dụng.
2.3.2. Khử oxy
Không được dùng thép sôi và thép nửa lặng.
2.4. Vật rèn
Với vật rèn, thép phải được rèn bằng búa, dập, ép, cán, ép, đùn, rèn lật hoặc kết hợp giữa các phương pháp trên. Rèn tóp (vuốt) được thực hiện bằng dụng cụ đủ mạnh để đảm bảo rèn thấu toàn bộ thiết diện. Vật rèn phải được rèn đến hình dáng và kích thước cuối cùng bằng gia công nóng.
2.5. Nhiệt luyện
2.5.1. Các tấm và vật rèn được cung cấp ở dạng đã được nhiệt luyện thích hợp với loại thép như đã qui định trong tiêu chuẩn hiện hành trừ khi được thỏa thuận của các bên liên quan. Đối với thép tấm, việc sử dụng nhiệt độ điều khiển trong quá trình cán hay sau khi cán có thể xảy ra thường hóa nếu điều đó được phép đối với loại thép liên quan trong tiêu chuẩn vật liệu rằng các tính chất vật liệu được qui định phải tuân thủ thường hóa bổ sung và không trái với các thỏa thuận giữa các bên liên quan trong thời gian tìm hiểu và đặt hàng.
2.5.2. Trừ khi các bên liên quan thỏa thuận, ống không hàn và ống hàn được cung cấp theo một trong các điều kiện phù hợp với loại thép như đã được qui định trong tiêu chuẩn hiện hành.
2.6. Thành phần hóa học
2.6.1. Đối với thép dự định để hàn, giới hạn trên hàm lượng các bon (trong phân tích mẫu đúc) nói chung không được vượt quá 0,23 %. Đối với thép có hàm lượng các bon cao hơn 0,23 % và lớn nhất đến 0,25 % mà dự định hàn thì công nghệ hàn phải được các bên liên quan thỏa thuận trong thời gian tìm hiểu và đặt hàng (xem thêm 5.1.1 và 5.8.1).
2.6.2. Trong phân tích mẫu đúc, hàm lượng phốt pho và lưu huỳnh không được vượt quá 0,035 % và 0,030 % tương ứng.
2.6.3. Nếu các bên liên quan cho rằng mức hàm lượng của các nguyên tố còn lại không được qui định trong tiêu chuẩn hiện hành thì quan trọng là mối quan hệ với các tính chất cơ học và công nghệ của thép, giới hạn trên của hàm lượng các nguyên tố còn lại cần được thỏa thuận giữa các bên liên quan và được qui định trong đơn đặt hàng.
2.7. Tính chất cơ học
2.7.1. Giá trị của các tính chất cơ học được dùng trong thiết kế thân nồi hơi phải được qui định trong tiêu chuẩn hiện hành. Các giá trị được qui định phải bao gồm một dải thích hợp của nhiệt độ vận hành.
2.7.2. Các tính chất cơ học ở nhiệt độ phòng của tất cả các loại sản phẩm phải được qui định. Đó là dải giới hạn bền kéo, giới hạn chảy nhỏ nhất, độ giãn dài sau đứt nhỏ nhất, và đối với thép ống là loại phép thử và nếu khi có qui định là giá trị thử va đập nhỏ nhất (trung bình của 3 lần thử).
2.7.2.1. Giới hạn bền kéo nhỏ nhất được qui định không được nhỏ hơn giá trị nêu trong Bảng 1 đối với các sản phẩm tương ứng; giới hạn bền kéo lớn nhất không được lớn hơn giới hạn bền kéo nhỏ nhất quá 120 N/mm2 và trong mọi trường hợp không được cao hơn 580 N/mm2.
2.7.2.2. Độ giãn dài tương đối nhỏ nhất được qui
định trong chiều dài đo 5,65 ![]() và khi có qui định
các yêu cầu tối thiểu với thử va đập, độ phẳng, uốn, các phép thử giãn nở hay
tạo gờ mép phải phù hợp với loại thép và có thể so sánh được với giá trị nêu
trong tiêu chuẩn này (xem 2.2.1.1 a) đối với thép có giới hạn dưới tương tự của
dải giới hạn bền kéo qui định.
và khi có qui định
các yêu cầu tối thiểu với thử va đập, độ phẳng, uốn, các phép thử giãn nở hay
tạo gờ mép phải phù hợp với loại thép và có thể so sánh được với giá trị nêu
trong tiêu chuẩn này (xem 2.2.1.1 a) đối với thép có giới hạn dưới tương tự của
dải giới hạn bền kéo qui định.
Giá trị năng lượng va đập nhỏ nhất 27 J phải đạt được khi thử các mẫu có khía chữ V nằm ngang.
2.7.3. Đối với tất cả các sản phẩm, ứng suất chảy 0,2 % nhỏ nhất ở nhiệt độ cao (Rp0,2) phải được qui định.
2.7.3.1. Khi có đủ các số liệu thì các giá trị ứng suất chảy nhỏ nhất ở nhiệt độ cao được tính theo ISO 2605-1.
2.7.3.2. Khi chỉ có một số lượng hạn chế số liệu thì các giá trị ứng suất chảy nhỏ nhất ở nhiệt độ cao được tính theo ISO 2605-3.
2.7.3.3. Các giá trị ứng suất chảy nhỏ nhất ở nhiệt độ cao không được tính theo 2.7.3.1 hoặc 2.7.3.2 cũng có thể được dùng với điều kiện:
a) chúng phù hợp với tiêu chuẩn quốc tế đối với các sản phẩm cho mục đích áp lực, hoặc
b) chúng được liệt kê trong một tiêu chuẩn quốc gia và được kiểm tra khi cần thiết theo 2.8.
2.8. Qui trình kiểm tra xác nhận
2.8.1. Kiểm tra thành phần hóa học của thép bằng cách phân tích mẫu đúc.
2.8.2. Các tính chất ở nhiệt độ phòng được qui định sẽ được kiểm tra bằng các phép thử chấp nhận.
Để kiểm tra giới hạn chảy phải đo giới hạn chảy trên ReH hay giới hạn chảy ứng với độ giãn dài 0,5 % Rt0,5, và đặc tính của vật liệu được coi là tuân thủ trong lĩnh vực này nếu như giá trị đo được thỏa mãn giá trị của giới hạn chảy qui định.
2.8.3. Giới hạn chảy nhỏ nhất ở nhiệt độ cao sẽ được kiểm tra khi cần thiết bằng cách:
a) thử chấp nhận ở nhiệt độ cao theo các phần tương ứng của ISO 2604, hoặc
b) qui trình được nêu trong ISO 2605-1 : 1976 điều 3, hoặc
c) một qui trình kiểm tra được các bên liên quan thừa nhận tương đương với qui trình kiểm tra nêu trong điều 3 của ISO 2605-1 : 1976.
2.8.4. Khi các sản phẩm thép được sản xuất và cung cấp theo ISO 2604, ISO 9328 hay một tiêu chuẩn quốc gia tương đương đưa ra các giá trị giới hạn chảy ở nhiệt độ cao không vượt quá các giới hạn được qui định trong ISO 2604 hoặc ISO 9328-2 đối với thép cùng loại thì các giá trị giới hạn chảy được qui định trong ISO 2604, ISO 9328-2 hoặc trong tiêu chuẩn quốc gia tương đương có thể được dùng cho mục đích thiết kế mà không cần kiểm tra lại.
Phép thử chấp nhận ở nhiệt độ cao theo 2.8.3.a) chỉ được thực hiện nếu như phép thử này được qui định trong đơn đặt hàng.
2.8.5. Khi các sản phẩm thép được sản xuất và cung cấp theo một tiêu chuẩn quốc gia có qui định các giá trị giới hạn chảy ở nhiệt độ cao hơn các giá trị được qui định trong ISO 2604 hay ISO 9328-2 đối với thép cùng loại thì các giá trị giới hạn chảy ở nhiệt độ cao phải được kiểm tra lại theo 2.8.3.
2.9. Các qui tắc chung để tiến hành các phép thử chấp nhận
Các phép thử chấp nhận phải được tiến hành theo các qui tắc chung nêu trong ISO 2604-1, ISO 2604-2, ISO 2604-3 hay ISO 9328-1.
2.10. Số lượng, lựa chọn và chuẩn bị mẫu và mẫu thử
Số lượng, lựa chọn và chuẩn bị mẫu và mẫu thử phải tuân theo các phần tương ứng của ISO 2604 hay ISO 9328-1 trừ khi được nêu trong các điều sau đây:
2.10.1. Các yêu cầu thử tối thiểu đối với thép ống là:
kiểm tra bằng mắt thường;
thử thủy lực;
thử kéo, và
thử độ phẳng hay thử uốn.
Hơn nữa, khi các ống được đúc hay được ép nóng thì phải tiến hành thử giãn nở hay tạo gờ mép.
2.10.2. Không yêu cầu phải thử va đập đối với các ống
2.10.3. Mỗi tấm, ống và vật rèn phải được kiểm tra bằng mắt thường và các kiểm tra thích hợp khác để xác định sự phù hợp của dung sai kích thước.
2.11. Phương pháp thử
2.11.1. Các phép thử phải được tiến hành theo các tiêu chuẩn liên quan. Nếu không tồn tại tiêu chuẩn thích hợp thì các phương pháp thử phải được thỏa thuận giữa các bên liên quan và được qui định trong thời gian tìm hiểu và đặt hàng.
2.11.2. Đối với các phép thử ở nhiệt độ cao, nhiệt độ thử phải được các bên liên quan thỏa thuận trong thời gian tìm hiểu và đặt hàng.
2.12. Thử lại
Thử lại phải được tiến hành theo các qui định tương ứng trong các phần thích hợp của ISO 2604 hay ISO 9328-1.
2.13. Hồ sơ
2.13.1. Đối với tất cả các sản phẩm thép, loại chứng nhận kiểm tra hoặc báo cáo kiểm tra (xem ISO 10474 : 1991, phần 3) phải do các bên liên quan thỏa thuận trong thời gian tìm hiểu và đặt hàng.
CHÚ THÍCH 2 - Việc sử dụng có thể dùng dạng mô hình được nêu trong Phụ lục E.
2.13.2. Đối với thép có giới hạn bền kéo nhỏ nhất nhỏ hơn 460 N/mm2, nó có thể thỏa mãn việc lựa chọn chứng chỉ kiểm tra 3.1.B theo ISO 10474 : 1991 tức là kiểm tra và thử phải do các phòng đủ điều kiện của nhà máy sản xuất thép tiến hành.
2.13.3. Đối với thép có giới hạn bền kéo nhỏ nhất bằng hoặc lớn hơn 460 N/mm2 thì báo cáo kiểm tra được lựa chọn theo 3.2 theo ISO 10474 : 1991 trừ khi việc kiểm tra và thử được tiến hành với sự có mặt của cơ quan kiểm tra.
2.14. Ghi nhãn
Các sản phẩm phải ghi nhãn theo các yêu cầu của ISO 2604-1, ISO 2604-2, ISO 2604-3 hay ISO 9328-1.
Bảng 1 - Các loại thép được tiêu chuẩn hóa quốc tế để sản xuất thân nồi hơi
|
Độ bền kéo Rm1) |
Loại thép |
|||
|
Thép tấm ISO 9328-2 2) |
Ống không hàn ISO 2604-2 2) |
Ống hàn điện trở hay hàn cảm ứng ISO 2604-3 2) |
Vật rèn 2604-1 2) |
|
|
320 đến 440 360 đến 480 410 đến 530 460 đến 580 |
- - PH 265 PH 290 |
TS 2 3) TS 5 TS 9H - |
- TW 5 TW 9H - |
- - F8, F9 - |
|
1) Các giá trị độ bền kéo nêu trong bảng này chỉ có mục đích phân loại mà thôi. Các qui định điều chỉnh được nêu trong các tiêu chuẩn sản phẩm tương ứng. 2) Hoặc theo 2.2.1.1 b hoặc c. 3) Vật liệu TS 2 chỉ được dùng làm ống thoát khói. |
||||
3. Thiết kế các bộ phận chịu áp lực
3.1. Yêu cầu chung
3.1.1. Nồi hơi
Các yêu cầu trong tiêu chuẩn này áp dụng cho nồi hơi được chế tạo trong các điều kiện được qui định ở tiêu chuẩn này và được vận hành trong các điều kiện làm việc bình thường với nước cấp và nước nồi hơi có chất lượng tốt theo Phụ lục D, và dưới sự giám sát thích hợp. Khi có rủi ro do các điều kiện làm việc không bình thường như làm việc với chu kỳ khắc nghiệt được thấy trước thì khi thiết kế phải đặc biệt chú ý và phải thông báo cho cơ quan kiểm tra biết.
3.1.2. Nồi đun nước nóng
Đối với các nồi đun nước và nước quá nhiệt thì sự chênh lệch giữa nhiệt độ nước (đầu ra) và nhiệt độ nước quay lại (đầu vào) không được vượt quá 30 oC. Nếu sự khác nhau giữa nhiệt độ dòng ra và nhiệt độ quay lại lớn hơn 30 oC thì phải dùng hoặc thiết bị trộn trong hoặc thiết bị trộn ngoài để giới hạn sự chênh lệch nhiệt độ trong nồi hơi đến 30 oC.
Sự khác nhau giữa nhiệt độ bão hòa ứng với áp suất và nhiệt độ nước cấp ở đầu vào không được vượt quá 80 oC. Khi chênh lệch quá 60 oC thì không gian giãn nở nêu trong 3.14.1 sẽ làm tăng thêm 50 % và nhiệt dòng vào lớn nhất phải giảm ít nhất là 20 % để cho phép giảm các điều kiện làm nguội nước lạnh và tăng dần nhiệt đầu vào nhờ có chênh lệch nhiệt độ lớn, trừ những cách bố trí khác được sử dụng cho cùng một mục đích.
3.1.3. Thiết kế các mối hàn cơ bản
3.1.3.1. Kiểu hàn được sử dụng trong thiết kế nồi hơi phải theo 5.3.2.5. Các mối hàn phải được thử không phá hủy theo các yêu cầu của tiêu chuẩn này phải được thiết kế sao cho các phép thử yêu cầu có thể thực hiện được một cách thích hợp.
3.1.3.2. Giá trị của hệ số hàn g được dùng trong tính toán chiều dầy thân nồi hơi hoặc là 0,8 hay 1 tùy thuộc vào phạm vi của phép thử sẽ được tiến hành (xem 3.7.1, 5.5.5.1 và 5.8.17.1).
3.2. Áp suất thiết kế
Áp suất thiết kế là áp suất đặt cực đại cho phép của các van an toàn.
3.3. Áp suất tính toán
Áp suất tính toán phải là áp suất thiết kế cộng với cột áp thủy tĩnh có giá trị vượt quá 3 % áp suất thiết kế.
3.4. Nhiệt độ tính toán
Nhiệt độ tính toán là nhiệt độ trung bình của kim loại và được xác định theo qui định trong a) đến e) dưới đây. Trong tất cả các trường hợp nó phải lớn hơn 150 oC.
a) Đối với thân, ba lông và các phần tử khác không được thiết kế vì mục đích truyền nhiệt, nhiệt độ tính toán không được nhỏ hơn nhiệt độ bão hòa ứng với áp suất thiết kế.
b) Đối với các ống lửa, nhiệt độ tính toán được xác định theo các phương trình sau:
t = (ts + 2e) ……(3.1)
hoặc
t = (ts + 25) ……(3.2)
tùy theo cái nào lớn hơn, và nhỏ nhất là 250 oC.
c) Nhiệt độ tính toán đối với phần thẳng của tấm không bị ngọn lửa quét qua hoặc đối với ống ở vùng kín nơi mà nhiệt độ của khói vào không lớn hơn 800 oC, sẽ được xác định bằng phương trình:
t = (ts + 50) ……(3.3)
hoặc phương trình (3.1):
t = (ts + 2e)
tùy theo cái nào lớn hơn, và nhỏ nhất là 250 oC. Sự cháy phải được kết thúc trong ống lò.
d) Đối với ống có nhiệt độ khói vào vượt quá 800 oC trong các nồi hơi được đốt bằng các nhiên liệu khoáng, kể cả khí thiên nhiên, nhiệt độ tính toán sẽ được xác định theo Phụ lục C, dùng nhiệt độ thực của khói vào tG được xác định từ phương trình sau đây với điều kiện nhỏ nhất là 250 oC.
![]() ……(3.4)
……(3.4)
Đối với các nhiên liệu mà nhiệt độ thực của khói vào cao hơn nhiệt độ nhận được với khí thiên nhiên và đối với nồi hơi nhiệt thải, nhiệt độ tính toán được xác định theo Phụ lục C.
Nhiệt độ lớn nhất của kim loại được xác định theo Phụ lục C không được vượt quá 420 oC.
Các yêu cầu này được dựa trên cơ sở tiếp xúc tốt giữa các ống lửa và mặt sàng ống. Khi điều đó không được đảm bảo thì áp dụng các giới hạn sau đây (xem Hình 32f).
1) độ sâu của mối hàn nồi giữa các ống lửa và mặt sàng ống lớn hơn hoặc bằng chiều dầy của ống lửa cộng với 2 mm.
2) khoảng cách giữa hai chân mối hàn trong ngoài phải nhỏ hơn hoặc bằng bốn lần chiều dầy của ống lửa.
e) Nhiệt độ tính toán đối với thân lò được xác định bằng phương trình sau:
t = ts + 4e + 15 ……(3.5)
với giá trị nhỏ nhất là 250 oC.
Phương trình (3.5) cho nhiệt độ tính toán với mục đích để xác định áp suất thiết kế danh nghĩa và không đại diện cho nhiệt độ lớn nhất của kim loại.
3.5. Ống lò
Để đảm bảo kết hợp an toàn vòi đốt / nồi hơi, lượng nhiệt tinh đầu vào đối với một ống lò có đường kính trong cho trước không được vượt quá giá trị nêu trong Hình 6. Vòi đốt loại đóng - ngắt (100 % đến 0%) không được sử dụng đối với lượng nhiệt vào vượt quá 1 MW cho một lò.
Sự sai lệch khỏi các giá trị nêu trong Hình 6 và các giá trị nhiệt ròng vào lớn hơn 11,5 MW, được phép khi có thỏa thuận giữa các bên liên quan: chủ yếu là người chế tạo nồi hơi, người chế tạo vòi đốt và cơ quan kiểm tra.
Thỏa thuận và tất cả các điều kiện của thỏa thuận phải được nêu trong chứng chỉ nồi hơi và phải báo cho người sử dụng biết.
Khi nồi hơi được thiết kế với lượng nhiệt vào lớn hơn 11,5 MW thì phải đặc biệt chú ý khi xác định nhiệt độ tính toán, dòng nhiệt cực đại, không gian quạt gió và giá đỡ ống dẫn khói có thể.
Chiều dài của vật liệu chịu lửa không được lớn hơn 400 mm đo từ cuối của vòi phun.
3.6. Ứng suất thiết kế định mức
Ứng suất thiết kế định mức f phải nhỏ hơn các giá trị nhận được từ các tỷ số sau:
![]() và
và ![]()
CHÚ THÍCH 3 - Thuật ngữ "ứng suất thiết kế định mức" được ký hiệu là f là ứng suất được sử dụng trong các phương trình để thiết kế các phần chịu áp lực. Các qui tắc thiết kế chi tiết trong phần 3 sẽ giữ lại các ứng suất thực tế cao nhất trong các giới hạn chấp nhận được đối với loại tải trọng được xem xét.
3.7. Thân hình trụ chịu áp lực trong
3.7.1. Chiều dầy tối thiểu khi chỉ có tải trọng áp lực
Với các điều kiện qui định trong 3.7.2, độ dầy tối thiểu e khi chỉ có tải trọng áp lực được tính bằng các phương trình sau:
e = eCS + c ……(3.6)
trong đó
c = 0,75 mm (bổ sung do ăn mòn)
eCS = ![]() ……(3.7)
……(3.7)
Khi tính e, mọi dung sai âm của chiều dầy cũng phải tính vào.
Đối với các nồi hơi có đường kính ngoài của thân lớn hơn 1000 mm thì chiều dầy của thân không được nhỏ hơn 6 mm.
Đối với các nồi hơi có đường kính ngoài của thân bằng hoặc nhỏ hơn 1000 mm thì chiều dầy của thân không được nhỏ hơn 4 mm hay (eCS + c) mm tùy theo cái nào lớn hơn.
Giá trị của hệ số hàn g phụ thuộc vào qui mô (phạm vi) của phép thử không phá hủy mối hàn dọc theo 3.1.3.2 và 5.5.5.1.
3.7.2. Các điều kiện để áp dụng công thức (3.6) và (3.7)
Công thức (3.6) và (3.7) (xem 3.7.1) chỉ được áp dụng khi các điều kiện sau đây được thỏa mãn.
a) Tỷ lệ giữa bán kính ngoài và bán kính trong không vượt quá 1,5.
b) Trong các mối hàn các đường giữa chiều dầy được mở rộng so với nhau trong giới hạn dung sai đã được qui định trong 5.8.10.
c) Thân lò hình trụ phải tuân thủ dung sai qui định trong 4.3.2.
3.8. Các đáy lồi không được tăng cứng không có khoét lỗ
3.8.1. Các đáy lồi không được tăng cứng chịu áp lực trong
Chiều dầy nhỏ nhất của các đáy lồi không có lỗ phải tuân theo phương trình (3.6)
e = eCS + c
trong đó c = 0,75 mm (bổ sung do ăn mòn) và phương trình sau:
eCS = ![]() ……(3.8)
……(3.8)
Hơn nữa, chiều dầy của các đáy chỏm cầu không được nhỏ hơn chiều dầy tính theo phương trình (3.6).
e = eCS + c
trong đó c = 0,75 mm (bổ sung do ăn mòn) và phương trình sau:
eCS = ![]() ……(3.9)
……(3.9)
Hệ số hình dạng C đối với các đáy không lồi không được tăng cứng không có lỗ được nêu trong Hình 7. Tuy nhiên, các điều kiện giới hạn nêu trong 3.8.2 sẽ được áp dụng.
3.8.2. Các điều kiện giới hạn
a) Đáy bán cầu
0,005 dO ≤ eCS ≤ 0,16 dO
b) Đáy elipsoid
0,005 dO ≤ eCS ≤ 0,08 dO
hc ≥ 0,18 do
c) Đáy chỏm cầu
0,005 dO ≤ eCS ≤ 0,08 d
rik ≥ 0,1 dO
rik ≥ 2 eCS
ris ≤ dO
hC ≥ 0,18 dO
hoặc
0,01 dO ≤ eCS ≤ 0,03 dO
ris ≥ 0,1 dO
hc = 0,18 dO
hoặc
0,02 dO ≤ eCS ≤ 0,03 dO
rik ≥ 0,1 dO
0,18 dO ≤ hC ≤ 0,22 dO
Hai quan hệ trong mục b) và ba hoặc năm quan hệ trong mục c) phải được thỏa mãn đồng thời.
3.8.3. Các đáy lồi không được tăng cứng chịu áp lực ngoài
Áp suất tính toán p là giá trị nhỏ hơn trong các giá trị nhận được từ các phương trình sau:
p = ![]() ......(3.10)
......(3.10)
p =  ……(3.11)
……(3.11)
Hơn nữa, chiều dầy của các đáy chỏm cầu hay elipsoid chịu áp lực ngoài không được nhỏ hơn 1,2 lần chiều dầy yêu cầu đối với đáy có cùng hình dạng chịu áp lực trong (xem 3.8.1) có hoặc không có lỗ được gia cường theo 3.9.
3.9. Thiết kế các lỗ trên thân hình trụ, thân hình cầu và đáy lồi
3.9.1. Yêu cầu chung
3.9.1.1. Các phương pháp thiết kế được qui định trong 3.9.2 đến 3.9.4 được áp dụng cho các thân hình trụ, thân hình cầu và các đáy lồi có các lỗ hình tròn hay elip phải tuân thủ các giả thiết và các điều kiện được qui định trong 3.9.1.2 đến 3.9.1.9.
Khi tính toán gia cường không bao gồm lực / momen gây ra do tải trọng được tạo ra do các nguyên nhân khác với áp lực trong.
3.9.1.2. Các thân hình trụ, thân hình cầu và các đầu lõm có lỗ mở sẽ được gia cường khi cần thiết. Gia cường thân chính có thể nhận được bằng các cách sau:
a) bằng cách tăng chiều dầy của thân chính so với chiều dầy của thân không có lỗ [xem Hình 8.a) và Hình 8.b)];
b) bằng cách hàn thêm tấm bù [xem Hình 8.c) và Hình 8.d)];
c) bằng cách hàn thêm vòng tăng cứng [xem Hình 8.e) và Hình 8.f)];
d) bằng cách hàn thêm các ống nối [xem Hình 8.g) và Hình 8.h)];
e) bằng cách kết hợp các cách nêu trên [xem Hình 8.i) và Hình 8.j)].
3.9.1.3. Các vùng được gia cường của thân chính có các lỗ không được tính toán trực tiếp mà phải giả thiết trong ví dụ đầu tiên. Các giả thiết này có thể được kiểm tra bằng các phương pháp nêu dưới đây.
Phương pháp được áp dụng suy từ công thức (3.7) đối với các thân hình trụ và từ công thức (3.8) đối với các thân hình cầu và các chỏm cầu của các đáy lồi và dẫn tới các mối quan hệ giữa vùng chịu áp lực Ap và diện tích mặt cắt ngang chịu tải ứng suất At. Trong các điều kiện cụ thể, việc tính toán có thể được lặp lại có sử dụng giả thiết điều chỉnh của vùng được gia cường.
3.9.1.4. Khi cần thiết phải gia cường đủ bền trong tất cả các mặt trên trục của lỗ hay ống nối.
3.9.1.5. Đối với các thân hình trụ hay thân hình cầu, tỷ số giữa bán kính trong của lỗ hay ống nối với bán kính trong của thân chính phải thỏa mãn điều kiện:
dib / dis ≤ 0,5
Đối với các đáy lồi thì các lỗ hoặc ống nối phải được đặt ở phần cầu của đáy.
3.9.1.6. Trong trường hợp các lỗ hình elip thì tỷ lệ giữa trục lớn và trục nhỏ không được vượt quá 1,5. Đối với các lỗ hình elip trên thân hình trụ thì trục dọc theo hướng của trục dọc của thân phải được lấy làm đường kính để thiết kế. Đối với các lỗ elip trên thân hình cầu thì trục lớn phải được lấy cho mục đích thiết kế.
3.9.1.7. Nếu như thân chính và phần gia cường được làm từ các vật liệu có các ứng suất cho phép khác nhau và nếu ứng suất cho phép nhỏ nhất f là của vật liệu làm thân chính thì nó sẽ là ứng suất đại diện để tính toán trong toàn bộ thiết kế nếu độ dẻo của vật liệu gia cường nhỏ hơn không nhiều so với độ dẻo của vật liệu làm thân chính.
3.9.1.8. Các ống nối hàn vào thân không hoàn toàn xuyên thấu (xem Hình 8n và 8ô) sẽ không được coi là bộ phận gia cường và được tính toán theo 3.9.2.1.
3.9.1.9. Chỉ được phép gia cường các lỗ bằng các tấm bù trong nhưng điều kiện sau đây:
tỷ lệ đường kính djb / dis ≤ 0,3
nhiệt độ mở ≤ 250 oC
Khi bất kỳ một phần nào của một tấm bù với đường kính ngoài dop > 200 mm được đặt dưới mức nước của nồi hơi thì bất kỳ sự cách nhiệt nào bao phủ tấm bù cũng phải có khả năng tách ra để kiểm tra định kỳ.
3.9.2. Thân hình trụ, thân hình cầu và đáy lồi có các lỗ biệt lập
3.9.2.1. Gia cường bằng cách tăng chiều dầy
Gia cường có thể nhận được bằng cách tăng chiều dầy của thân chính so với chiều dầy của nó khi không có lỗ. Chiều dầy này tồn tại ít nhất đến khoảng cách.
Irs = ![]() ……(3.12)
……(3.12)
đo từ mép lỗ như nêu trong các Hình 8a) và 8b).
Hơn nữa điều kiện sau đây cũng được áp dụng:
fa =  ≤ f ……(3.13)
≤ f ……(3.13)
3.9.2.2. Gia cường các lỗ biệt lập bằng các tấm bù
Các tấm bù phải tiếp xúc chặt với thân chính.
Chiều rộng của các tấm bù Irp được xem là phần đóng góp cho việc gia cường và được dùng để xác định Atp trong công thức (3.16) và (3.17), không được vượt quá Irs:
Irp ≤ Irs = ![]() ……(3.14)
……(3.14)
theo các Hình 8c) và 8d).
Giá trị của erp được dùng để xác định Atp trong công thức (3.1.6) và (3.1.7) không được vượt quá ers và chiều dầy thực tế của các tấm bù không được vượt quá 2 lần chiều dầy của thân chính:
erp ≤ 2ers ……(3.15)
Các điều kiện sau đây sẽ được áp dụng khi ứng suất cho phép fs của vật liệu làm thân chính bằng hoặc nhỏ hơn ứng suất cho phép fp của vật liệu làm tấm bù.
fa = p ≤
f ……(3.16)
≤
f ……(3.16)
Nếu không thì áp dụng điều kiện sau đây:
![]() ≥ P.Ap ……(3.17)
≥ P.Ap ……(3.17)
3.9.2.3. Gia cường các lỗ biệt lập bằng vòng tăng cứng
Chỉ sử dụng các vòng tăng cứng được hàn vào phù hợp với Hình 8e) và 8f) và khi các quan hệ chiều rộng / chiều dầy sau đây xảy ra đồng thời thì nồi hơi sẽ được giảm ứng suất:
Irp > 2,5 ers
erp > 3 ers
chiều rộng của vòng tăng cứng Irp được coi là sự đóng góp cho việc gia cường và được dùng để xác định Atp trong công thức (3.18) và (3.19), không được vượt quá Irs:
Irp ≤ Irs = ![]()
Giá trị của erp được dùng để xác định Atp trong các công thức (3.18) và (3.19) không được vượt quá 2 lần ers.
Các điều kiện sau đây sẽ được áp dụng khi ứng suất cho phép fs của vật liệu làm thân chính bằng hoặc nhỏ hơn ứng suất cho phép fp của vật liệu làm vòng tăng cứng:
fa =  ≤
f ……(3.18)
≤
f ……(3.18)
Nếu không thì áp dụng điều kiện sau đây:
![]() ≥ PAp ......(3.19)
≥ PAp ......(3.19)
3.9.2.4. Gia cường các lỗ biệt lập bằng các ống nối
Chiều dầy của các ống nối phải hơn chiều dầy được tính toán để bền vững ở áp suất trong đối với chiều dài Irp đo từ thành ngoài của thân chính (xem Hình 8g và 8h). Yêu cầu này là độc lập đối với bất kỳ việc gia cường nào trừ khi gia cường bằng cách tăng chiều dầy của thân chính hoặc bằng cách gắn thêm các tấm bù (xem Hình 8i và 8j).
Giá trị lớn nhất của chiều dầy các ống nối erb không được lớn hơn hai lần chiều dầy thân ers khi tỷ số đường kính ống nối và thân là 0,2:
erb ≤ 2 ers với ![]() ≤ 0,2 ……(3.20)
≤ 0,2 ……(3.20)
Giá trị lớn nhất của chiều dầy các ống nối erp không được lớn hơn chiều dầy thân ers đối với tỷ số đường kính lớn hơn 0,7:
erb ≤ ers với ![]() > 0,7 ……(3.21)
> 0,7 ……(3.21)
Với 0,2 <>ib / dis < 0,7="" thì="" giá="" trị="" lớn="" nhất="" của="">rb so với ers sẽ được xác định bằng phép nội suy tuyến tính (xem Hình 8k).
Các điều kiện nêu trên về tỷ lệ chiều dầy không áp dụng cho lỗ người chui và lỗ kiểm tra.
3.9.2.4.1. Các lỗ biệt lập với các ống nối thẳng đứng
3.9.2.4.1.1. Các điều kiện sau đây áp dụng cho một ống nối thẳng đứng không có tấm gia cường.
fa =  ≤
f …..(3.22)
≤
f …..(3.22)
và có tấm gia cường:
fa =  ≤
f ……(3.23)
≤
f ……(3.23)
Các diện tích Ap, Afs, Afb và Afp được xác định theo các Hình 8g) đến 8j) trong đó chiều dài đóng góp vào việc gia cường không được lớn hơn.
Irs = ![]()
đối với thân, và
Irp = 0,8 ![]() ……(3.24)
……(3.24)
đối với ống nối.
Giá trị lớn nhất được dùng trong tính toán các phần kéo dài vào trong, nếu có; trong trường hợp các ống nối xuyên vào (xem Hình 8h đến 8j) phải là:
Irbi = 0,5 Irb …..(3.25)
Các kích thước của tấm gia cường được dùng trong tính toán phải là:
erp ≤ ers
và Irp ≤ Irs
3.9.2.4.1.2. Các công thức (3.22) và (3.23) chỉ áp dụng khi ứng suất cho phép fs của vật liệu làm thân chính bằng hoặc nhỏ hơn ứng suất cho phép fb của ống nối và fp của tấm gia cường.
3.9.2.4.1.3. Khi ứng suất cho phép fb hay fp nhỏ hơn ứng suất cho phép fs của thân chính thì các điều kiện sau đây sẽ được áp dụng:
không có tấm gia cường:
![]() ≥ pAp ……(3.26)
≥ pAp ……(3.26)
và có tấm gia cường
![]() fp ≥ pAp ……(3.27)
fp ≥ pAp ……(3.27)
Các ứng suất cho phép fb và fp được dùng trong các công thức (3.26) và (3.27) không được vượt quá giá trị của fs.
3.9.2.4.1.4. Các ống nối được tạo thành trên các thân hình trụ, thân hình cầu và các đáy lồi như được chỉ ra trong các Hình 8l) và 8m) có thể được tính toán theo công thức (3.22). Các diện tích Apvà Af được dùng ở đây sẽ được xác định theo các Hình 8l) và 8m), trong đó Af sẽ được nhân với 0,9 để bù trừ cho độ không chính xác trong chế tạo. Chiều dài Irs và Irb đóng góp cho việc gia cường được tính theo các công thức (3.12) và (3.24).
3.9.2.4.2. Lỗ biệt lập với ống nối không hướng tâm
3.9.2.4.2.1. Thân hình trụ với ống nối không hướng tâm
Các điều sau đây áp dụng cho các ống nối trên thân hình trụ nằm trên một mặt phẳng vuông góc với trục dọc của thân có một góc y tạo với đường pháp tuyến không được vượt quá 50o.
Ứng suất cao hơn có thể xảy ra ở mặt cắt về một phía hay trên mặt cắt dọc (xem Hình 9a). Các công thức (3.18) hoặc (3.26) áp dụng cho cả hai trường hợp với các diện tích Ap và Afs (như đã chỉ ra trên các mặt cắt ngang và dọc của Hình 9a) được dùng để tính toán.
Chiều dài lớn nhất dùng để gia cường cho thân chính được tính theo công thức (3.12) và cho ống nối theo công thức (3.24).
3.9.2.4.2.2. Thân hình cầu với ống nối không hướng tâm
Khi các ống nối trên thân hình cầu nằm trên mặt phẳng chứa trục của ống nối và tâm của thân hình cầu, dùng các ký hiệu nêu trên Hình 9b), các thân hình cầu với một ống nồi được bố trí không hướng qua tâm sẽ được tính toán theo 3.9.2.4.1.
3.9.3. Thân hình trụ, hình cầu và các đáy lồi có đồng thời lỗ và ống nối
3.9.3.1. Thân hình trụ có đồng thời lỗ và ống nối
3.9.3.1.1. Các lỗ hoặc các ống nối liền kề có thể được xem như các lỗ độc lập hay ống nối độc lập nếu như khoảng cách giữa các tâm pbj như chỉ ra trên Hình 9c) thỏa mãn biểu thức
pbj ≥ ![]() ……(3.28)
……(3.28)
3.9.3.1.2. Khi bj nhỏ hơn, biểu thức độ bền sau đây:
faj = p ……(3.29)
……(3.29)
được áp dụng thêm ngoài các qui định trong 3.9.2.4.1.1 đến 3.9.2.4.1.3 đối với mặt cắt hướng qua các lỗ liền kề hay các ống nối liền kề làm thành một góc j với trục dọc của thân hình trụ theo Hình 9c).
3.9.3.1.3. Khi thân hình trụ, ống nối và bộ phận gia cường được làm từ các vật liệu có các ứng suất cho phép khác nhau và khi ứng suất cho phép của ống nối nhỏ hơn ứng suất cho phép của thân hình trụ thì áp dụng biểu thức sau phù hợp với Hình 9c).
![]() ……(3.30)
……(3.30)
Khi ứng suất cho phép của vật liệu thân hình trụ nhỏ hơn của vật liệu ống nối thì trình tự tiếp theo phải tuân thủ các yêu cầu tương ứng trong 3.9.2.4.1.2.
3.9.3.1.4. Đối với các lỗ liền kề và các ống nối liền kề có cùng đường kính, được làm từ các vật liệu có cùng ứng suất cho phép và có khoảng cách giữa các tấm pby nhỏ hơn giá trị tính được từ công thức (3.28) thì sẽ có kết quả sau đây theo Hình 9c) tại Apb1 = Apb2 và Afb1 = Afb2:
faj = p ……(3.31)
……(3.31)
Khi dùng các vật liệu có ứng suất cho phép khác nhau thì trình tự tiếp theo phải thỏa mãn các yêu cầu tương ứng nêu trong 3.9.3.1.3 khi dùng công thức (3.30).
3.9.3.1.5. Đối với các nhóm lỗ thì độ bền phải được xem xét theo các phương dọc trục, chu vi và chéo.
3.9.3.1.6. Các yêu cầu trong 3.9.3.1.1 đến 3.9.3.1.5 được phép dùng đối với các ống nối liền kề sắp xếp không hướng tâm.
3.9.3.2. Các thân hình cầu và đáy lồi có đồng thời cả lỗ và ống nối
Các lỗ hay ống nối liền kề có thể được xử lý như một lỗ biệt lập nếu chiều dài của cung pb theo Hình 9d tuân thủ công thức sau:
pb ≥ [arcsin {![]() } + arcsin {
} + arcsin {![]() (3.32)
(3.32)
trong đó agumen của arcsin tính bằng radian.
Khi pb không tuân thủ công thức (3.32) thì tính toán độ bền sẽ thực hiện như sau:
fa =  ≤
f ……(3.33)
≤
f ……(3.33)
Khi vật liệu làm ống nối có ứng suất cho phép cao hơn vật liệu làm thân hình cầu hay đáy lồi thì áp dụng các công thức tương ứng trong 3.9.2.4.1.2.
Nếu ứng suất cho phép của các ống nối nhỏ hơn của đáy lồi hay thân hình cầu thì áp dụng công thức sau đây:
![]() ……(3.34)
……(3.34)
3.9.4. Thiết kế các lỗ biệt lập cỡ lớn ở đầu nối hơi hay ống có các ống nối thẳng đứng hay đầu nối được hàn vào
3.9.4.1. Các yêu cầu áp dụng cho các lỗ hay ống nối hay đầu nối ở đầu hay ống với hệ thức sau đây:
0,5 <>ib / dis ≤ 1
Các hệ thức giữa các tỷ số erb / ers và dib / dis phải phù hợp với các yêu cầu của 3.9.2.4 và các công thức (3.20) và (3.21) tương ứng.
3.9.4.2. Các qui tắc tính toán nêu trong 3.9.2.4.1.1 được áp dụng thích hợp nếu điều kiện bổ sung sau đây được thỏa mãn trên mặt cắt ngang vuông góc với trục của thân chính (đầu hay ống) trong vùng chuyển tiếp của thân chính và ống nối.
 ……(3.35)
……(3.35)
Khi thân chính và ống nối được làm từ các vật liệu có ứng suất cho phép khác nhau thì sử dụng giá trị nhỏ nhất của f.
3.10. Thiết kế các lỗ biệt lập trên thân nồi hơi ở tấm đáy phẳng
3.10.1. Các lỗ không gia cường
Đường kính lớn nhất của một lỗ không gia cường trên tấm đáy phẳng được xác định theo công thức sau:
dmax = 8 erep  ……(3.36)
……(3.36)
3.10.2. Các lỗ có ống nối
Gia cường cho các lỗ ống nối có thể đạt được bằng cách dùng vật liệu được xử lý cục bộ, kể cả hàn đính, vượt quá các yêu cầu tối thiểu đối với chiều dầy của tấm đáy và ống nối như được chỉ trên Hình 10. Chiều dầy của ống nối sẽ được tăng lên khi cần thiết. Việc bù được xem là thích hợp khi diện tích bù Y bằng hoặc lớn hơn diện tích bù yêu cầu X.
Diện tích X nhận được bằng cách nhân 25 % của bán kính trong của ống nối với chiều dầy của tấm đáy phẳng được tính từ công thức (3.43) đối với phần của tấm đáy được xem xét.
Diện tích Y được đo trên mặt phẳng qua trục của ống nối song song với bề mặt của tấm đáy phẳng và được tính toán như sau:
a) Đối với phần của ống nối hướng ra ngoài nồi hơi, tính diện tích thiết diện toàn bộ của ống nối đến khoảng cách C2 từ mặt ngoài thực tế của tấm đáy phẳng trừ đi diện tích tiết diện mà ống nối có thể có trong cùng một khoảng cách nếu chiều dầy của nó được tính toán theo công thức (3.6) và (3.7), lấy g = 1.
b) Thêm vào nó diện tích mặt cắt toàn bộ của phần ống nối hướng vào trong nồi hơi (nếu có) đến một khoảng cách C2 từ mặt trong của tấm đáy phẳng.
c) Thêm vào nó diện tích mặt cắt của mối hàn đai.
d) Thêm vào nó diện tích nhận được bằng cách nhân độ chênh lệch chiều dầy thực tế của tấm đáy phẳng và chiều dầy của nó được tính từ công thức (3.43) đối với phần của tấm đáy được xem xét với chiều dài D.
e) Thêm vào nó diện tích của tấm bù (nếu có) trong các giới hạn của gia công như nêu trên Hình 10.
Khi vật liệu có ứng suất cho phép thấp hơn ứng suất cho phép của tấm đáy phẳng được dùng làm tấm bù thì diện tích hiệu dụng của nó sẽ bị giảm đi theo tỷ lệ của các ứng suất cho phép tại nhiệt độ tính toán. Không chấp nhận bổ sung độ bền của vật liệu khi vật liệu có ứng suất cho phép cao hơn ứng suất cho phép của tấm đáy phẳng.
Các mối hàn nối các ống nối và tấm bù phải có kích thước đủ để chuyển toàn bộ độ bền của vùng gia cường tất cả các tải trọng khác có thể tác dụng lên chúng.
3.10.3. Các lỗ người chui, lỗ chui đầu và lỗ thò tay
Khi các lỗ người chui, lỗ chui đầu hay lỗ thò tay hình elip được đặt ở các tấm đáy phẳng thì các lỗ sẽ được bù bằng cách uốn mép lỗ hoặc bằng vòng tăng cứng (xem Hình 11). Phương pháp nêu trong 3.10.2 để tính toán diện tích gia cường cần thiết được dùng ở nơi có thể áp dụng được trừ khi chiều rộng của mép uốn hoặc vòng tăng cứng esr không được nhỏ hơn 19 mm đối với lỗ người chui, 15 mm đối với lỗ chui đầu và 10 mm đối với lỗ thò tay.
Diện tích X sẽ nhận được bằng cách nhân trung bình cộng của bán trục lớn và nhỏ của lỗ với chiều dầy của tấm đáy phẳng được tính từ công thức (3.43) đối với phần xem xét của tấm đáy.
Chiều rộng toàn bộ của mép uốn hoặc vòng tăng cứng có thể được dùng khi tính toán diện tích Y.
3.11. Hàn góc để gắn các tấm bù vào thân chịu áp lực trong
Các kích thước Li của mối hàn góc trong để gắn các tấm bù vào tấm thân (xem Hình 12) phải tuân thủ các hệ thức sau:
Li ≥ 0,7 erp ……(3.37)
Kích thước Lo mối hàn góc quanh mặt ngoài để gắn các tấm bù vào thân nồi hơi được xác định từ phương trình sau, nhưng trong tất cả các trường hợp không được nhỏ hơn kích thước của mối hàn góc trong:
Lo = ![]() ……(3.38)
……(3.38)
Đối với các tấm bù hình elip:
dop = ![]() ……(3.39)
……(3.39)
dip = ![]() ……(3.40)
……(3.40)
3.12. Chiều dầy tối thiểu của đầu nối và ống nối
Chiều dầy của đầu nối và ống nối phải phù hợp với 3.15.2 nhưng chiều dầy không được nhỏ hơn chiều dầy tính được theo phương trình sau:
e = (0,015 dob + 3,2) ≥ 4 ……(3.41)
3.13. Lỗ người chui và lỗ kiểm tra
3.13.1. Yêu cầu chung
3.13.1.1. Tất cả các nồi hơi phải có các lỗ thích hợp về kích thước và số lượng để cho phép đánh giá việc chế tạo, làm sạch và kiểm tra tổng thể (xem hướng dẫn trong 3.13.5.1). Kích thước của lỗ phải phù hợp với 3.13.2 đến 3.13.4.
3.13.1.2. Các nồi hơi có đường kính thân do bằng 1400 mm hay lớn hơn được thiết kế sao cho một người có thể vào được bên trong nồi do đó phải có một lỗ người chui.
Các nồi hơi có đường kính thân lò do nhỏ hơn 1400 mm có khả năng cho một người chui vào được, phải có một lỗ người chui. Các nồi hơi có đường kính thân giữa 800 mm và 1400 mm tối thiểu phải có một lỗ chui đầu.
3.13.1.3. Số lượng, kích thước và vị trí của lỗ người chui và lỗ kiểm tra được thay đổi theo thiết kế nồi hơi. Các hướng dẫn sau đây là để đảm bảo có thể kiểm tra các mối hàn bằng mắt thường.
3.13.1.4. Các đầu hoặc tấm chắn tháo lắp được có thể thay thế toàn bộ các lỗ kiểm tra khác nếu kích thước và vị trí của chúng cho phép xem xét bằng mắt thường phần bên trong giống như trường hợp quan sát qua các lỗ kiểm tra, còn nếu không thì phải có lỗ kiểm tra.
3.13.2. Loại và kích thước tối thiểu của lỗ người chui và lỗ kiểm tra
Các lỗ có thể là hình elip hay hình tròn. Xem các Hình 11 và Hình 13a) đến Hình 13i).
a) Các lỗ thò tay
Lỗ thò tay để làm sạch không được nhỏ hơn 80 mm x 100 mm hay có đường kính trong 100 mm.
Lỗ thò tay để giám sát không được nhỏ hơn 100 mm x 150 mm hoặc phải có đường kính trong 120 mm
Chiều cao của vòng tăng cứng không được vượt quá 65 mm hoặc 100 mm nếu nó là hình côn.
b) Các lỗ chui đầu
Các lỗ chui đầu không được nhỏ hơn 220 mm x 320 mm hoặc phải có đường kính trong 320 mm.
Chiều cao của vòng tăng cứng không được vượt quá 100 mm, hoặc 120 mm nếu nó là hình côn.
c) Các lỗ người chui
Nói chung các lỗ người chui không được nhỏ hơn 320 mm x 420 mm hoặc phải có đường kính 420 mm.
Chiều cao của vòng tăng cứng không được vượt quá 300 mm. Nếu trong các trường hợp đặc biệt các lỗ người chui 300 mm x 400 mm được dùng thì các yêu cầu trong bảng của Hình 13h) phải được thỏa mãn.
3.13.3. Chiều rộng tối thiểu của lớp đệm và khoảng trống đối với lỗ người chui và lỗ kiểm tra
Lỗ người chui và lỗ kiểm tra mà kiểu lùa của chúng trong đó áp suất bên trong đẩy cửa ngược với vòng đệm phẳng phải có chiều rộng tối thiểu của lớp đệm là 15 mm. Tổng khe hở giữa cửa và gờ lỗ không được vượt quá 3 mm, tức là 1,5 mm chung quanh về mọi phía và độ sâu của vòng tăng cứng phải đủ lớn đã (gắn) lớp đệm.
3.13.4. Lỗ người chui và lỗ kiểm tra trên tấm phẳng
Khi lỗ người chui và lỗ kiểm tra được đặt trên các tấm phẳng thì các lỗ phải chia gia cường một cách thích hợp. Việc gia cường để có thể đạt được bằng cách uốn mép cửa hoặc làm vòng tăng cứng (xem Hình 11).
3.13.5. Các yêu cầu kiểm tra
3.13.5.1. Hiệu quả kiểm tra bằng mắt thường phụ thuộc rất nhiều vào khoảng cách giữa mắt với đối tượng kiểm tra và góc nhìn để quan sát bề mặt. Hiệu quả kiểm tra bằng mắt thường tốt nhất đạt được khi người kiểm tra chui vào trong nồi hơi. Các chỉ dẫn trong điều này là để đảm bảo khả năng kiểm tra bằng mắt tốt nhất các bộ phận đại diện của các mối hàn khác nhau. Có thể nhận thấy rằng việc tiếp cận để kiểm tra gần bằng mắt từng mối hàn sau khi nồi hơi đã được chế tạo, đặc biệt là trong trường hợp nồi hơi nhỏ, là không thực tế. Tuy nhiên, cũng có thể thấy rằng một số bộ phận của nồi hơi có thiên hướng bị nứt hay bị ăn mòn nhiều hơn các bộ phận khác. Sắp xếp các loại kiểm tra sau đây theo thứ tự quan trọng tương đối và đối với mỗi loại, các thiết bị thích hợp cho việc kiểm tra các bộ phận đại diện sẽ được cung cấp. Các phương tiện để đạt các mức độ khác nhau của việc kiểm tra bằng mắt được miêu tả trên Hình 13.
a) Kiểm tra loại 1
Mối hàn góc (tức là mối hàn tấm đáy với thân và mối hàn ống lửa với tấm đáy) trừ khi được che khuất bởi chùm ống. Mối hàn nối trụ đỡ và vòng tăng cứng.
CHÚ THÍCH 4 - Trong mọi trường hợp kiểm tra loại 1, các phần đại diện của các mối hàn là những phần dễ xảy ra momen uốn cao, tiêu biểu là một nửa của tấm hàn đến mối hàn thân và một nửa của tấm đầu đến mối hàn ống lò.
b) Kiểm tra loại 2
Tất cả các mối hàn nối không bao gồm ở mục a).
Tất cả các phần tử lớn chịu phụ tải nhiệt lớn (ví dụ nồi).
Các góc gờ mép không được néo đỡ hai đầu.
Các bộ phận có thể tích tụ cáu cặn.
Các bộ phận lân cận ống dẫn nước vào hay vùng có sự thay đổi mức nước trong quá trình vận hành và các đai ốc hãm được dùng để neo chặt.
c) Kiểm tra loại 3
Tất cả các mối hàn nối không nêu trong a) và b) và được đặt ở chỗ có phụ tải nhiệt thấp (nhiệt độ của dòng khói thấp hơn hoặc bằng 400 oC) hoặc không chịu tác động trực tiếp của lửa.
Các vị trí của lỗ kiểm tra được dựa vào 2 yếu tố, kích thước lỗ và chiều dài của tia nhìn (xem Hình 13g) thích hợp với loại kiểm tra. Các vị trí này được nêu trên các Hình từ 13c) đến Hình 13f).
3.13.5.2. Đối với các mối hàn góc theo chu vi, chỉ một đoạn dài bằng nửa đường kính ngoài của thân hoặc một số đoạn có tổng chiều dài bằng đường kính ngoài của thân được chùm ống che khuất. Khi cần thiết, chùm ống phải có đường kiểm tra thích hợp và thân phải có đủ các lỗ chui đầu hoặc lỗ thò tay.
CHÚ THÍCH 5 - Khi xác định vùng được che khuất giữa các ống và thân thì giả thiết rằng mắt có thể được đặt ở khoảng cách 80 mm đến mặt trong.
3.13.5.3. Trong tất cả các trường hợp phải có thể kiểm tra được đáy của thân và các mối hàn dọc.
3.13.6. Các yêu cầu đối với việc chui vào trong nồi hơi có đường kính ngoài của thân lớn hơn 1400 mm.
3.13.6.1. Không gian sẵn có để chui vào trong dọc theo chiều dài của thân nồi bao gồm ít nhất một thiết diện tương đương với đường kính 600 mm. Yêu cầu này có thể được xem là thỏa mãn nếu như không gian bao gồm một vòng tròn đường kính ít nhất là 500 mm và các không gian hình nêm liền kề đảm bảo đủ để tự do di chuyển. Khi chui vào dọc theo đáy của nồi hơi (hay trong các điều kiện di chuyển tương tự, ví dụ lắp đặt các ống phía trên), cũng như khi leo qua một lỗ chui ở phía đáy, như chỉ trên Hình 13i), hay một lỗ người chui ở phía trên đỉnh, như chỉ ra trên Hình 13a), thì chỉ cần độ cao 400 mm giữa thân nồi hơi (xung quanh lỗ người chui) và các ống lắp đặt là đủ, còn chiều rộng lỗ vào (nếu có thể là hình nêm) ít nhất phải là 600 mm. Đối với các không gian nhỏ hơn thì chỉ có phần dưới của thân chính cần lỗ người chui như đã chỉ ra trên Hình 13c).
3.13.6.2. Để vượt qua từ không gian kiểm tra này sang không gian kiểm tra khác, ví dụ không gian về một bên thì chỉ cần có một lỗ với chiều cao ít nhất là 300 mm tại điểm hẹp nhất của nó (xem Hình 13i). Hình 13i) giải thích đơn thuần ý tưởng về một "lỗ" như vậy. Các loại tương tự không cần có sẵn tất cả cùng một lúc.
3.13.7. Khả năng chui vào và cách xếp đặt các lỗ vào và lỗ kiểm tra
Tất cả các lỗ vào và lỗ kiểm tra phải có khả năng để người chui vào được hoặc phải là dễ vào. Khi lắp đặt các máy bơm, van, bộ phận đốt nóng sơ bộ, kết cấu chung, nền móng… thì điều này phải được chú ý. Trong từng trường hợp, việc xếp đặt các lỗ vào và lỗ kiểm tra dọc hay vuông góc với trục của nồi hơi phải đảm bảo cho các điều kiện kiểm tra được thoải mái nhất.
3.14. Thanh giằng, bộ phận tăng cứng và các mặt đỡ
3.14.1. Không gian giãn nở
Các thanh giằng được dùng cho không gian giãn nở xung quanh các chỗ nối ống lò và chùm ống (xem Hình 14) và phân chia đều đặn các vùng không được tăng cứng. Không gian giãn nở giữa ống lò và chùm ống ít nhất phải là 50 mm hay 5 % đường kính ngoài của thân tùy theo số nào lớn hơn, nhưng không cần thiết phải lớn hơn 100 mm.
Không gian giãn nở giữa ống lò và thân được nêu trong Bảng 2 nhưng không được nhỏ hơn 50 mm, hoặc đối với các ống lò có vòng bù giãn nở thì không được nhỏ hơn 75 mm (Hình 36).
Không gian giãn nở giữa các ống lò không được nhỏ hơn 120 mm. Không gian giãn nở giữa chỗ nới rộng hay các bộ phận tăng cứng và các ống lò không được nhỏ hơn 200 mm, trừ khi
- đường kính ngoài của thân lớn hơn 1800 mm hoặc chiều dài của ống lò lớn hơn 6000 mm thì không gian giãn nở không được nhỏ hơn 250 mm và;
- đường kính ngoài của thân nhỏ hơn 1400 mm hoặc chiều dài của ống lò nhỏ hơn 3000 mm thì không gian giãn nở không được nhỏ hơn 150 mm.
Bảng 2 - Không gian giãn nở giữa các ống lò và thân khi chiều dầy của tấm đáy là 25 mm hay nhỏ hơn
|
Thiết kế |
Chiều dài giữa hai đáy nồi hơi Lb m |
Không gian giãn nở |
|
|
phần trăm của đường kính ngoài |
lớn nhất 1) mm |
||
|
Các đáy phẳng |
Lb ≤ 5,5 |
5 |
100 |
|
5,5 <>b ≤ 6 |
5,5 |
110 |
|
|
6 <>b ≤ 6,5 |
6 |
120 |
|
|
Các đáy uốn mép |
Chiều dài bất kỳ |
5 |
100 |
|
1) Nhưng không nhỏ hơn 50 mm, hay đối với các ống lò vòng lượn sóng không được nhỏ hơn 75 mm. |
|||
Không gian giãn nở giữa chỗ được nới rộng hoặc các bộ phận tăng cứng và phần ẩn của các ống không được nhỏ hơn 100 mm.
Tất cả các không gian giãn nở khác nhỏ nhất phải là 50 mm hoặc 3 % đường kính ngoài của thân, tùy theo số nào lớn hơn nhưng không được lớn hơn 100 mm.
3.14.2. Các mặt phẳng được tăng cứng
3.14.2.1. Bán kính của mặt bích
Khi tấm được viền mép thì bán kính trong của gờ mép ít nhất phải bằng 1,5 lần chiều dày của tấm nhưng không được nhỏ hơn 35 mm.
3.14.2.2. Điểm đỡ
Khi mép uốn cong là một điểm để đỡ thì điểm đỡ phải nằm ở giữa của khoảng cách giữa mặt trong của thân và chỗ bắt đầu cong, hoặc tại điểm nằm cách mép ngoài của tấm một khoảng lớn hơn 3,5 lần chiều dầy của tấm tùy theo cái nào gần gờ mép hơn (xem Hình 15). Khi một tấm phẳng được hàn trực tiếp vào thân hay thân bọc thì điểm để đỡ phải được chọn ở bên trong của thân hay thân bọc.
3.14.2.3. Chiều dầy
Chiều dầy các phần này của các tấm phẳng được tăng cứng được xác định từ các công thức sau:
e = ecp + c ……(3.42)
ecp = ![]() ...
(3.43)
...
(3.43)
Bổ sung do ăn mòn là
c = 0,75 mm đối với ecp ≤ 30 mm
c = 0 mm đối với ecp > 30 mm
Đối với các vùng được bao quanh bởi các vòng tròn đi qua bốn hay nhiều hơn số điểm tăng cứng được phân bố đều đặn, y được lấy là 1.
Đối với các vùng được bao quanh bởi các hình tròn đi qua ba điểm tăng cứng (như vậy tâm của một hình tròn con sẽ đi qua ít nhất hai điểm tăng cứng theo như Hình 16 và Hình 17 với một đường kính bằng 0,75 lần đường kính hình tròn chính, nằm ở ngoài hình tròn chính) thì y được xác định từ Hình 17 bằng cách lấy các kích thước a và b như chỉ ra trên Hình 16 và 17. Khi hình tròn chính đi qua 3 điểm tăng cứng thì không quá hai trong số chúng sẽ nằm trong một phía của bất kỳ đường kính nào. Trong trường hợp này y sẽ được lấy không nhỏ hơn 1,1.
Đối với các vùng có hình chữ nhật không được tăng cứng, các kích thước a và b được chỉ ra trên Hình 14.
3.14.2.4. Các giá trị của hằng số C1
Khi các tấm phẳng được tăng cứng bằng các trụ có hình dạng khác nhau thì hằng số C1 sẽ là giá trị trung bình của các phương pháp được áp dụng.
Giá trị của hằng số C1 trong công thức (3.43) như sau:
Các tấm không được tăng cứng có bản lề, ví dụ như nắp của lỗ người chui: 0,45
Các tấm đáy phẳng trong được hàn xuyên thấu toàn bộ từ một phía 0,45
Các tấm được chốt dọc theo chu vi:
khi tỷ số DL/Db = 1 0,45
khi tỷ số DL/Db = 1,3 0,6
khi tỷ số DL/Db ở giữa 1 và 1,3 thì giá trị của hằng số sẽ được xác định bằng phương pháp nội suy
Tấm đáy uốn mép 0,32
Tăng cứng ở góc hoặc bằng thanh néo 0,3
Tấm tăng cứng có góc θ lớn hơn 30o (xem Hình 19) 0,45
Chùm ống không được tăng cứng với các ống phẳng được hàn ở hai đầu 0,3
Ống lò phẳng ngắn hơn 6 m 0,3
Ống lò lượn sóng có độ sâu sóng ≤ 50 mm 0,32
Ống lò lượn sóng có độ sâu sóng > 50 mm
với chiều dài ≤ 4m 0,35
với chiều dài > 4 m 0,37
Ống lò có vòng bù giãn nở (Hình 36) 0,35
Các thanh giằng biệt lập (xem Hình 20) hay các ống giằng biệt lập (xem Hình 21) 0,45
Các thanh giằng không biệt lập (xem Hình 20)
hay các ống giằng không biệt lập (xem Hình 21) 0,39
Các thanh giằng hay ống giằng được coi là biệt lập nếu như có ít hơn 3 trong một nhóm bên ngoài chùm ống.
Các thanh giằng có vòng đệm (xem Hình 22a và Hình 22b) 0,35
Các thanh giằng có vòng đệm (xem Hình 22c và 22d) 0,33
Các thanh giằng buồng quặt (xem Hình 23) 0,39
Các lỗ vào buồng quặt được hàn từ hai phía 0,3
Lỗ vào buồng quặt (khi không có khả năng ảnh hưởng
đến mối hàn sau lưng)
(xem Hình 39 và B20) 0,45
Các tấm đáy không uốn mép, phẳng được hàn vào thân từ cả hai phía với tỷ số giữa chiều dầy tấm đáy và chiều dầy của tấm thân như sau:
≤ 1,4 : 0,33
> 1,4 ≤ 1,6 : 0,36
> 1,6 ≤ 1,8 : 0,39
> 1,8 ≤ 2 : 0,42
Mặt phẳng của buồng quặt được gia cường bằng các phần tử tăng cứng được hàn liên tục trên hay các phần tử tăng cứng có khoảng trống để nước được trực tiếp với buồng quặt (xem Hình 24a đến Hình 24e). Đối với chiều cao bộ phận tăng cứng giữa 6 lần và 8 lần chiều dầy của nó: 0,4
Phần của các tấm đáy không bị đốt nóng có một lỗ người chui với vòng tăng cứng (xem Hình 11) khi khoảng cách từ mép của vòng lõ người chui đến mép của ống lò, ống dẫn khói hay thân không lớn hơn 4 lần chiều rộng của tấm đáy (xem Hình 25a và Hình 25b): 0,27
Nếu khoảng cách vượt quá 4 lần chiều dầy của tấm đáy, lỗ người chui được bỏ qua, và hằng số C1 được xác định bằng phương pháp thông thường, từ giá trị trung bình của phương pháp hàn nối nêu trên tương ứng.
3.14.2.5. Các thanh giằng cho các buồng quặt có vách ướt
Ứng suất cho phép trong các thanh giằng được tính trên diện tích mặt cắt tính toán không được vượt quá 70 N/mm2. Đường kính của bất kỳ thanh giằng nào cũng không được nhỏ hơn 20 mm.
Các thanh giằng phải tuân thủ qui tắc sau đây (xem Hình 26):
![]() ≤ 2 ....
(3.44)
≤ 2 ....
(3.44)
3.14.2.6. Các thanh giằng dọc
Đường kính của từng thanh giằng phải sao cho ứng suất được tính trên diện tích mặt cắt nhỏ nhất không được vượt quá 70 N/mm2. Đường kính của thanh giằng ở bất kỳ phần nào cũng không được nhỏ hơn 25 mm.
Các thanh giằng được cung cấp để làm thanh tăng cứng dọc có chiều dài 5000 mm hay dài hơn.
3.14.2.7. Tải trọng lên thanh giằng dạng ống và dạng thanh
Các thanh giằng dạng ống hay dạng thanh phải được thiết kế để chịu được toàn bộ tải trọng do áp suất sinh ra ở trên vùng được giằng, diện tích vùng được tính như sau.
a) Đối với thanh giằng dạng ống trong chùm ống thì diện tích được giằng sẽ là tích số của các bước khoảng cách theo chiều thẳng đứng và nằm ngang của các thanh giằng dạng ống (ống giằng), tính bằng milimét trừ đi diện tích của các lỗ ống bị ôm. Khi khoảng cách của các ống giằng không đều đặn thì diện tích sẽ được xem như một hình vuông có cạnh là khoảng cách trung bình giữa các ống giằng (tức là hình vuông của 1/4 của tổng 4 chỗ của hình tứ giác bất kỳ nối 4 ống đỡ liền kề) trừ đi diện tích của các lỗ ống.
b) Đối với ống giằng ở hàng ngoài, hay đối với thanh giằng, diện tích tính toán được tăng cứng tính bằng milimét vuông bao gồm các đường đi qua điểm giữa của các đường nối thanh giằng và điểm giằng liền kề, trừ đi diện tích của các ống hay trụ bị ôm như chỉ ra ở Hình 14.
c) Đối với thanh giằng khi không có ống giằng ở chùm ống, diện tích được tăng cứng sẽ có hướng biên tiếp tuyến của chùm ống.
3.14.2.8. Tấm tăng cứng và tấm néo góc (tấm đỡ ở góc)
3.14.2.8.1. Tải trọng trên từng tấm
Mỗi tấm tăng cứng hay tấm néo góc ở đáy phẳng của nồi hơi phải được thiết kế sao cho chịu được toàn bộ tải trọng do áp lực tạo ra ở vùng nó tăng cứng. Diện tích được tăng cứng bởi bất kỳ tấm nào là tổng các diện tích được tăng cứng và phân chia vùng này bằng đường ranh giới được vẽ giữa các tấm và các điểm tăng cứng liền kề (ống lò, hàng ngoài biên các ống hay thân). Các đường ranh giới này qua tất cả các điểm cách đều các điểm tăng cứng liền kề nhau trong vùng xem xét (xem Hình 19).
3.14.2.8.2. Các tấm tăng cứng
Các tấm tăng cứng phải được bố trí cân xứng sao cho góc V (xem Hình 27 và Hình 28) không nhỏ hơn 60o. Tiết diện ngang nhỏ nhất của tấm tăng cứng được xác định bằng phương trình sau đây:
![]() .... (3.45)
.... (3.45)
trong đó
eg ≤ 1,7 x chiều dầy của tấm thân
và eg ≥ 1 x chiều dầy tấm thân
eg ≥ 0,7 x chiều dầy tấm đáy
Kích cỡ và hình dạng của các phần của tấm đáy được tăng cứng bởi từng tấm tăng cứng phải đảm bảo cho toàn bộ diện tích của tấm đáy là được tăng cứng.
Các tấm tăng cứng đó phải được gắn hướng tâm và không được có một sự thay đổi đột ngột nào của viền ngoài của profin tấm đó.
3.14.2.8.3. Thanh néo góc
Các thanh néo góc nối phải được bố trí sao cho góc V (xem Hình 29) không nhỏ hơn 60o và kích thước phải đảm bảo sao cho ứng suất trong thanh néo tại phần thiết yếu nhất của nó không được vượt quá f/1,67.
3.14.2.8.4. Tấm néo, góc và chốt nối
Độ bền của các tấm néo, góc và chốt nối được tính toán tại mặt cắt yếu nhất như sau:
a) ứng suất cắt tại các chốt nối không được vượt quá 55 N/mm2.
b) Các tấm neo hay góc phải được thiết kế sao cho ứng suất tính toán không được vượt quá f/1,67 nhưng trong mọi trường hợp chiều dầy không được nhỏ hơn 0,875 chiều dầy của thân, và nhỏ nhất phải là 12,5 mm.
Phần của tấm neo và góc được gắn vào tấm đáy phải được kéo dài từ giới hạn bên trong của không gian giãn nở đến giới hạn bên ngoài của ống lò hay không gian giãn nở dạng ống.
c) Các thanh nối, tấm néo và chắn phải được chế tạo từ các vật liệu có độ bền kéo nhỏ nhất không được qui định là 430 N/mm2 và phải được thiết kế sao cho ứng suất nén trên diện tích nhô ra không được vượt quá 100 N/mm2.
3.14.2.8.5. Hàn nối
Khi các thanh giằng được hàn vào thân và tấm đáy thì việc hàn nối phải đảm bảo các mối hàn ngấu hoàn toàn phù hợp với Hình 27.
Khi các tấm néo và góc được hàn vào thân và / hoặc tấm đáy (xem Hình 28 và Hình 29) thì việc hàn nối phải đảm bảo các mối hàn ngấu hoàn toàn. Các mối hàn phải có kích thước sao cho ứng suất tính toán trên một diện tích phải bằng độ bền hiệu dụng của mối hàn nhân với hệ số hàn thích hợp được nêu trong Bảng 3.
Các mối hàn không được có các vết khía và thay đổi đột ngột đường viền.
Để tính toán ứng suất, chiều dầy hiệu dụng của chỗ hẹp của mối hàn ghép được lấy làm chiều dầy của thanh giằng hay tấm néo. Đối với mối hàn phức hợp thì chiều dầy hiệu dụng của chỗ hẹp là tổng của các phần cấu thành. Chiều dầy hiệu dụng của mối hàn góc lấy bằng 0,7 kích thước góc Lo (xem Hình 12).
Bảng 3 - Hàn nối
|
Dạng của mối hàn |
Hệ số hàn |
|
Mối hàn ghép J đơn hay xiên đơn (có hoặc không có đường gân chồng lên) Mối hàn J kép hay xiên kép (có hoặc không có đường gân chồng lên) |
Không hàn phía sau 0,45 Có hàn phía sau 0,7 0,8 |
3.14.2.9. Các yêu cầu bổ sung cho các tấm đáy phẳng không uốn mép
3.14.2.9.1. Yêu cầu chung
Bổ sung vào các yêu cầu được áp dụng, đặc biệt là các chi tiết hàn được chấp nhận (xem điều 5 và phụ lục B), và vào các yêu cầu chung đối với các tấm đáy phẳng được nêu trong 3.14.2.2 đến 3.14.2.8, các yêu cầu đối với các tấm đáy phẳng không uốn mép được hàn lên (welded-on) hoặc hàn vào (welded-in) được nêu trong 3.14.2.9.2 đến 3.14.2.9.4 phải được xem xét.
3.14.2.9.2. Nhiệt luyện sau khi hàn thép PH 290
Khi thép PH 290 được dùng để làm thân và tấm đáy trong nồi hơi kết hợp với các tấm đáy phẳng không uốn mép thì nồi hơi phải được nhiệt luyện sau khi hàn theo 5.4 không phân biệt chiều dầy của tấm.
3.14.2.9.3. Chiều dầy của tấm thân ở điểm góc
Để xác định chiều dầy của tấm thân tại điểm góc phải dùng các phương trình tương ứng với các công thức (3.6) và (3.7):
e = ecs + c
trong đó
c = 0,75 mm (bổ sung do ăn mòn)
ecs = ![]() ...
(3.46)
...
(3.46)
Hệ số giảm ứng suất x trong công thức (3.46) phụ thuộc vào tỷ số của chiều dầy của tấm đáy và tấm thân như sau:
ecp / ecs ≥ 1,4 x = 0,8
ecp / ecs ≤ 1 x = 1
Nếu chiều dầy của thân ecs được tính theo công thức (3.7) với hệ số hàn g = 0,8 thì hệ số giảm ứng suất x sẽ không cần phải xem xét.
Đối với các giá trị ecp / ecs ở giữa 1 và 1,4 thì giá trị của x sẽ được xác định bằng phương pháp nội suy tuyến tính.
3.14.2.9.4. Các thông số thiết kế
Các tấm đáy phẳng không uốn mép phải tuân thủ các thông số nêu trong Bảng 4 và các yêu cầu nêu trong a) đến g) như sau:
Bảng 4 - Các thông số thiết kế đối với các tấm đáy phẳng không uốn mép
|
Đường kính ngoài thân dOS mm |
Chiều dài giữa nồi hơi và các tấm đáy Lb m |
Áp suất thiết kế
N/mm2 |
Tỷ số giữa chiều dầy của tấm đáy và thân ecp / ecs |
|
dOS ≤ 1500 |
Lb ≤ 5,5 |
≤ 2 |
≤ 2 |
|
> 2 |
≤ 1,6 |
||
|
5,5 <>b ≤ 6,5 |
≤ 2 |
≤ 1,8 |
|
|
> 2 |
≤ 1,4 |
||
|
1500 <>OS ≤ 1800 |
Lb ≤ 5,5 |
≤ 1,6 |
≤ 1,8 |
|
> 1,6 |
≤ 1,4 |
||
|
5,5 <>b ≤ 6,5 |
≤ 1,6 |
≤ 1,6 |
|
|
> 1,6 |
≤ 1,2 |
||
|
1800 <>OS ≤ 2500 |
Lb ≤ 5,5 |
≤ 1,6 |
≤ 1,7 |
|
> 1,6 |
≤ 1,3 |
||
|
5,5 <>b ≤ 6,5 |
≤ 1,6 |
≤ 1,5 |
|
|
> 1,6 |
≤ 1,1 |
||
|
dOS > 2500 |
Lb ≤ 5,5 |
≤ 1,6 |
≤ 1,6 |
|
> 1,6 |
≤ 1,2 |
||
|
5,5 <>b ≤ 6,5 |
≤ 1,6 |
≤ 1,4 |
|
|
> 1,6 |
≤ 1 |
a) Chiều dầy của thân phải được tính theo công thức (3.6) kể cả hệ số giảm ứng suất x (xem công thức 3.46).
b) Chiều dầy thực tế của tấm đáy không được vượt quá 30 mm.
c) Khi chiều dầy của thân vượt quá 30 mm thì các tính chất phụ thuộc chiều dầy của vật liệu phải được chứng minh bằng các phép thử3).
d) Phải hàn hoàn toàn thân vào tấm đáy, ống lò vào tấm đáy và tấm đáy của buồng quặt vào tấm bọc trừ trường hợp các nồi hơi nhỏ thì được cho phép theo 5.3.2.5.2.
e) Cả hai tấm đáy phải được giằng néo hợp lý bằng cách dùng các thanh giằng, ống giằng hay tấm giảng (các tấm giằng mà không tiếp xúc với thân thì không được phép).
f) Không gian giãn nở giữa các thanh giằng hay tấm giằng và các ống lò phải tuân theo 3.14.1 sẽ được tăng lên như sau:
tăng 250 mm lên 275 mm
tăng 200 mm lên 220 mm
tăng 150 mm lên 165 mm
tăng 100 mm lên 110 mm.
g) Khi chiều dầy thực tế của tấm đáy vượt quá 25 mm thì các không gian giãn nở theo Bảng 2 phải được tăng lên theo Bảng 5.
CHÚ THÍCH 6 - Để giữ được chiều dầy của các tấm đáy càng nhỏ càng tốt thì cần có một số lượng hợp lý các thanh giằng.
Bảng 5 - Các không gian giãn nở giữa ống lò và thân khi chiều dầy của tấm đáy vượt quá 25 mm
|
Chiều dài giữa các tấm đáy của nồi hơi Lb m |
Không gian giãn nở |
||
|
Phần trăm của đường kính ngoài |
Lớn nhất mm |
Nhỏ nhất mm |
|
|
Lb ≤ 5,5 |
6,5 |
130 |
65 |
|
5,5 <>b ≤ 6 |
7 |
140 |
70 |
|
6 <>b ≤ 6,5 |
8 |
150 |
75 |
3.14.2.10. Các kiểu tăng cứng bị cấm
Không được phép tăng cứng các tấm đáy phẳng bằng các phần tử tăng cứng (thanh néo hoặc tấm néo) mà không liên kết với tấm đáy đối diện hay với thân.
3.14.2.11. Các tấm dầm ở phía trên của buồng quặt
Chiều dầy các tấm dầm được hàn vào theo các Hình 24a đến Hình 24e phải được tính toán theo công thức sau đây, nhưng trong mọi trường hợp chiều dầy không được vượt quá 35 mm.
 ...
(3.47)
...
(3.47)
trong đó e là chiều dầy của tấm dầm.
3.15. Các ống và các ống dẫn không đục lỗ và các mặt sàng ống
Trong tiêu chuẩn này, các ống là các phần tử hình trụ được dùng để truyền nhiệt.
3.15.1. Chiều dầy của các ống thẳng chịu áp lực ngoài
Chiều dầy của các ống thẳng có đường kính ngoài đến 150 mm chịu áp lực ngoài tính từ công thức sau nhưng không được nhỏ hơn 2,9 mm. Phải tính đến dung sai âm.
e = ect + c ……(3.48)
trong đó
c = 0,75 mm (bù thêm do ăn mòn)
ect = ![]() ....
(3.49)
....
(3.49)
3.15.2. Chiều dầy của các ống thẳng chịu áp lực trong
Chiều dầy của các ống thẳng chịu áp lực trong được tính theo công thức sau nhưng không được nhỏ hơn 2,5 mm. Phải tính đến dung sai âm.
e = ect + c
trong đó
c = 0,75 mm (bổ sung do ăn mòn)
ect = ![]() ....
(3.50)
....
(3.50)
3.15.3. Chiều dầy của các đường ống dẫn thẳng chịu áp lực trong
Chịu dầy của các đường ống dẫn thẳng chịu áp lực trong được tính theo công thức 3.15.2 nhưng không được nhỏ hơn 4 mm. Phải tính đến dung sai âm.
3.15.4. Chiều dầy và độ ôvan của các khuỷu, chỗ nối ống và chỗ uốn ống dẫn (xem Hình 30)
Chiều dầy thành của các khuỷu, các chỗ uốn ống và ống dẫn có đường kính ngoài đến 150 mm không được nhỏ hơn giá trị tính được bằng công thức sau:
Chiều dầy thành tại cung trong
ei = ect Ci ……(3.51)
Chiều dầy thành tại cung ngoài
ei = ect Co ……(3.52)
trong đó ect là chiều dầy được tính cho ống thẳng hoặc ống dẫn thẳng theo 3.15.1 và 3.15.2 hoặc 3.15.3 tương ứng và Ci và Co là các hệ số được lấy từ Hình 31.
Các hệ số Ci và Co có giá trị cho các khuỷu, các chỗ uốn ống và ống dẫn khi tỷ số R/do lớn hơn hay bằng 1 và nhỏ hơn hay bằng 4,5. Chỗ uốn với R/do lớn hơn 4,5 sẽ được xem như các ống thẳng hoặc ống dẫn thẳng.
Chiều dầy nhỏ nhất, bổ sung do ăn mòn và dung sai âm phải được tính theo 3.15.1, 3.15.2 hay 3.15.3 tương ứng trừ khi tất cả các trường hợp chiều dầy lớn hơn 2,9 mm.
Giá trị dm/e không được vượt quá 40.
Độ ôvan được đo ở cuối sau khi uốn không được vượt quá 10 %.
Độ ôvan được định nghĩa như là
![]() ...
(3.53)
...
(3.53)
trong đó
do max là đường kính ngoài lớn nhất của ống đo tại điểm cao nhất của chỗ uốn;
do min là đường kính ngoài nhỏ nhất của ống đo tại cùng thiết diện như domax;
do là đường kính ngoài của ống thẳng.
3.15.5. Các ống giằng
Các ống giằng là các ống được hàn theo Hình 21 có chiều sâu mối hàn bằng chiều dầy của ống cộng với 3 mm. Các ống giằng này không yêu cầu phải ở trong chùm ống trừ khi ống lồng bao gồm các ống chỉ được ép để dãn rộng ra (xem Hình 32a).
Khi các chùm ống bao gồm các ống trơn được giãn rộng và hàn vào, giãn rộng và buộc vào (treo vào) (xem Hình 32b) hay giãn rộng ra và hàn vào như Hình 32c), Hình 32d) và Hình 32e) thì các ống giằng được hàn vào theo Hình 21 yêu cầu các hàng ngoài để chịu được tải trọng của tấm phẳng.
Khi các chùm ống bao gồm các ống trơn được hàn vào theo Hình 32f) hay có chiều sâu mối hàn bằng chiều dầy của ống cộng thêm 2 mm thì không cần ống giằng.
Mỗi ống giằng phải được thiết kế sao cho chịu tải trọng tác động lên các tấm mà nó giữ. Chiều dầy của ống giằng được hàn vào mặt sàng ống phải đảm bảo sao cho ứng suất dọc trục lên phần mỏng nhất của ống không được vượt quá 70 N/mm2.
3.15.16. Khoảng cách giữa các ống
Khoảng cách giữa các lỗ ống phải đảm bảo sao cho chiều rộng nhỏ nhất tính bằng milimét của bất kỳ dây chằng nào giữa các lỗ ống không được nhỏ hơn.
a) đối với các ống núc
0,125 d + 12,5 mm
b) đối với các ống hàn
1) khi nhiệt độ khí vào lớn hơn 800 oC
0,125 d + 9 mm
2) khi nhiệt độ khí vào nhỏ hơn hoặc bằng 800 oC
0,125 d + 7 mm
3.15.7. Chiều dầy của các mặt sàng ống có các chùm ống
Chiều dầy của các tấm ống được tính theo công thức (3.42) và )(3.43) trừ khi
a) các ống núc vào mặt sàng ống với chiều dầy nhỏ nhất của mặt sàng ống là 12,5 mm khi đường kính của lỗ ống không vượt quá 50 mm, hay 14 mm khi đường kính của lỗ ống lớn hơn 50 mm, hoặc
b) các ống được gắn vào mặt sàng ống chỉ bằng cách hàn trong trường hợp đó chiều dầy của các mạt sàng ống không nhỏ hơn 6 mm đối với các nồi hơi có áp suất thiết kế nhỏ hơn 0,5 N/mm2 và không nhỏ hơn 9 mm đối với nồi hơi có áp suất thiết kế lớn hơn hoặc bằng 0,5 N/mm2.
3.16. Ống lò có dạng hình trụ và buồng quặt vách ướt chịu áp lực ngoài
3.16.1. Ống lò và tấm đáy của buồng quặt
3.16.1.1. Ống lò trơn và tấm đáy của buồng quặt
Áp suất thiết kế của ống lò trơn và tấm đáy của buồng quặt vách ướt phải thấp hơn áp suất được tính theo các phương trình sau:
Các phương trình trên có thể được biểu thị bằng chiều dầy như chỉ ra trong các công thức (3.56) và (3.58). Phải sử dụng chiều dầy nào lớn hơn, nhưng chiều dầy của ống lò trơn với đường kính nhỏ hơn hoặc bằng 400 mm không được nhỏ hơn 6 mm và đối với đường kính lớn hơn 400 mm không được nhỏ hơn 7 mm. Đối với ống lò vòng lượn sóng chiều dầy của vách ống lò không được nhỏ hơn 10 mm. Trong tất cả các trường hợp chiều dầy không được quá 22 mm. Đối với các tấm đáy chiều dầy lớn nhất không được quá 35 mm.

trong đó
e = ecf + c ……(3.59)
trong đó: c = 0,75 mm (bổ sung do ăn mòn).
Các công thức (3.54) đến (3.59) chỉ áp dụng cho ống lò có đường kính nhỏ hơn hoặc bằng 1800 mm.
CHÚ THÍCH 7 - Các công thức (3.45) và (3.56) dựa trên sự xem xét về phá hủy dẻo. Các công thức (3.55) và (3.58) dựa trên sự xem xét không ổn định đàn hồi.
3.16.1.2. Ống lò lượn sóng
Áp suất thiết kế của ống lò lượn sóng được xác định từ các phương trình sau, nhưng chiều dầy không được nhỏ hơn 10 mm hay lớn hơn 22 mm.

trong đó: dm là đường kính trung bình.
CHÚ THÍCH -
8) Đối với ống lò lượn sóng, đường kính trung bình bằng đường kính trong cộng với toàn bộ chiều sâu của một gợn sóng, tức là đường kính trong cộng với erf + w.
9) Các giá trị X2 và I1 đối với ống lò gợn sóng Fox và Morrision được cho trong các Hình 33a đến Hình 33g.
3.16.1.3. Các hệ số an toàn
Giá trị của các hệ số an toàn là
S1 = 2,5 đối với ống lò nằm ngang chịu tác động ngọn lửa
S1 = 2 đối với ống lò và tấm đáy của buồng quặt không chịu tác động ngọn lửa
S2 = 3 đối với tất cả các điều kiện khác
3.16.2. Dung sai và bù thêm do ăn mòn của chiều dầy thành ống lò
Đối với ống lò lượn sóng, chiều dầy thành ống lò tính toán sẽ là chiều dầy nhỏ nhất của ống lò thành phẩm. Đối với ống lò trơn và buồng quặt phải tính thêm tất cả các bù thêm của dung sai âm.
3.16.3. Độ không tròn
Độ không tròn tính bằng phần trăm của ống lò và buồng quặt được tính như sau:
![]() .... (3.61)
.... (3.61)
trong đó
dmax là đường kính trung bình lớn nhất của ống lò, tính bằng mm;
dmin là đường kính trung bình nhỏ nhất của ống lò, tính bằng mm.
Độ không tròn cho phép lớn nhất được nêu trong 4.9.2.
3.16.4. Phần tử tăng cứng
3.16.4.1. Yêu cầu chung
Các phần tử tăng cứng được hàn vào lò với các kích thước lớn nhất phù hợp với các Hình 34 và Hình 35 sẽ được coi là thỏa mãn các yêu cầu của phần này và không cần phải tính toán.
Các phần tử tăng cứng không tuân theo Hình 34 và Hình 35 phải có mô men thứ cấp của diện tích không được nhỏ hơn giá trị được cho trong phương trình sau đây:
![]() .... (3.62)
.... (3.62)
Mômen thứ cấp của diện tích của phần tử tăng
cứng trục trung tính I2 có quan hệ với tiết diện của phần tử tăng
cứng, kể cả chiều dài của lò bằng 0,55 ![]() trên
một mặt của phần tử tăng cứng.
trên
một mặt của phần tử tăng cứng.
3.16.4.2. Tiết diện của phần tử tăng cứng làm bằng thanh hay tấm
Các tiết diện của phần tử tăng cứng làm bằng thanh hay tấm phải được nối với nhau bằng các mối hàn ngấu hoàn toàn.
Chiều dầy của phần tăng cứng phải đạt được nhỏ nhất theo yêu cầu trong 3.16.4.1. Nếu nó vượt quá 22 mm hay 2 lần chiều dầy của thành lò thì phải có kết cấu thon dần như đã chỉ ra trên Hình 35.
Các mối hàn để gắn các phần tử tăng cứng vào lò phải ngấu hoàn toàn.
3.16.4.3. Các phần tử tăng cứng đặt trong vùng suất phụ tải nhiệt đỉnh
Khi các phần tử tăng cứng được hàn vào thành lò có chiều dầy lớn hơn 11 mm thì chúng được đặt vào vùng suất phụ tải nhiệt đỉnh trừ khi nguồn nhiệt đưa vào ống lò bị giới hạn không lớn hơn Hr theo biểu thức sau đây:
Hr = 130 - 2,7 erf ……(3.63)
trong đó Hr là phần trăm của lượng nhiệt ròng cho phép đưa vào thông thường là lượng nhiệt lớn nhất, tính bằng wat (w).
Vùng có suất phụ tải nhiệt đỉnh phải được xem xét với một chiều dài bằng hai lần đường kính của ống lò tính từ đầu của mỏ đốt, hay điểm cuối của ghi lò, tùy theo cái nào áp dụng được.
CHÚ THÍCH 10 - Các yêu cầu của 3.16.4.3 không cần áp dụng cho các nồi hơi có nguồn nhiệt vào nhỏ hơn 2 MW.
3.16.4.4. Các vòng lượn sóng
Các vòng lượn sóng được xem như các điểm đỡ hiệu dụng. Khoảng cách nhỏ nhất của các tấm vòng lượn sóng không được nhỏ hơn 600 mm. Khi sử dụng các vòng lượn sóng thì chiều dầy của ống lò phải được tính toán theo 3.16.1.1.
Khi tính toán các ống lò có các vòng lượn sóng thì L được lấy bằng 1,5 nhân với chiều dài thực giữa tâm các vòng lượn sóng.
Mômen thứ cấp của diện tích vòng lượn sóng không
được nhỏ hơn giá trị được yêu cầu trong 3.16.4.1. Chiều dài của ống lò trơn khi
xác định I2 được đo từ đường tiếp tuyến ngoài và không được lớn hơn 0,55![]() . Kích thước của các vòng lượn sóng không
được nhỏ hơn chiều dầy tính toán của phần các ống lò trơn.
. Kích thước của các vòng lượn sóng không
được nhỏ hơn chiều dầy tính toán của phần các ống lò trơn.
Mômen thứ cấp của diện tích của các vòng lượn sóng giữa các đựng tiếp tuyến ngoài được nêu trong bảng của các Hình 36a) đến Hình 36c).
3.16.4.5. Các phần tử tăng cứng trên các ống lò lượn sóng
Khi các ống lò lượn sóng được trang bị một số phần tử tăng cứng, ví dụ một cái trên một nếp hay cứ hai nếp có một cái thì diện tích mặt cắt ngang và mômen thứ cấp của diện tích của các phần tử tăng cứng phải được tính đến khi sử dụng công thức (3.60). Khi tính toán không được lấy chiều cao lớn hơn sáu lần chiều dầy của thành lò.
3.16.5. Chiều dài tính toán của ống lò hỗn hợp
Khi chiều dài của phần trơn của ống lò lượn sóng vượt quá 250 mm thì tổng chiều dài của hai phần phải được dùng để tính toán chiều dầy của phần lượn sóng, và sử dụng 1,5 lần chiều dài của phần trơn để tính toán chiều dầy của phần trơn.
3.17. Các đế nồi hơi
3.17.1. Các chân đế
Đối với nồi hơi có đường kính thân nhỏ hơn 1500 mm thì chân đế hay tấm đế có góc đối diện nhỏ hơn 60o sẽ được dùng trừ khi chiều dầy thân đã được tính toán có sử dụng hệ số giảm ứng suất x = 0,8.
3.17.2. Các tấm đế
Đối với đường kính thân bằng hoặc lớn hơn 1500 mm thì các chân đế không được phép sử dụng, chỉ có thể được sử dụng các tấm đế có góc đối diện không nhỏ hơn 90o. Chiều dầy thân phải đảm bảo sao cho ứng suất được kết hợp ở mặt trong của thân nhận được từ công thức (3.64) hay (3.65) không vượt quá 1,5 f.
Nếu Ls/rms > 8 thì
![]()
Nếu Ls/rms ≤ 8 thì

Chiều rộng của tấm trên tấm đế B2 không được nhỏ hơn 10 ers.
Hệ số C3 nhận được từ Hình 37.
4. Trình độ và chế tạo trong sản xuất trừ hàn
4.1. Nhận dạng tấm
Khi bố trí và cắt các tấm, nhãn hiệu nhận dạng tấm phải được đặt ở vị trí dễ nhìn sau khi phần chịu áp lực được hoàn thành. Khi nhãn hiệu nhận dạng của tấm bị cắt bỏ một cách bất khả kháng thì nó phải được người chế tạo phần chịu áp lực chuyển sang chỗ khác của bộ phận này để thỏa mãn yêu cầu của cơ quan kiểm tra.
4.2. Cắt các vật rèn
Thông thường các vật rèn phải được cắt thành kích thước và hình dạng bằng máy và / hoặc cắt nóng.
4.3. Thân hình trụ
4.3.1. Mỗi một khoanh chỉ được tạo thành từ không nhiều hơn hai tấm, uốn thành dạng hình trụ đến tận mép ngoài của tấm. Việc uốn phải được tiến hành hoàn toàn bằng máy, và không được nung nóng cục bộ hay đập búa cục bộ.
Mối hàn dọc ống hoặc mối nối có thể được đặt ở bất kỳ vị trí thích hợp nào, nhưng các mối hàn của các khoang kế tiếp nhau không được trùng trên một đường thẳng. Trong các trường hợp đặc biệt chúng có thể nằm trên một đường thẳng trừ khi các yêu cầu trong 5.3.2.2 được thỏa mãn.
4.3.2. Thân của nồi hơi đã được hoàn thành phải thỏa mãn các yêu cầu sau đây:
a) Độ thẳng
Trừ khi có qui định khác được nêu trên bản vẽ, độ sai lệch lớn nhất của thân so với đường thẳng không được vượt quá 0,3 % của cả hai chiều dài tổng phần hình trụ và của bất kỳ đoạn dài 5 m nào. Việc đo đạc phải tiến hành trên bề mặt của tấm cơ bản nhưng không vào chỗ hàn, nối hay các phần nhô ra khác.
b) Các điểm không bình thường của profil
Những điểm không bình thường của profil (được kiểm tra từng khoảng 20o) không được vượt quá 5 % chiều dầy nhỏ nhất của tấm cộng với 3 mm. Giá trị lớn nhất có thể được tăng lên 25 % nếu chiều dài của các điểm không bình thường không vượt quá 1/4 chiều dài của phần thân giữa 2 mối hàn theo chu vi với giá trị lớn nhất của chiều dài này là 1m.
c) Độ méo
Hiệu giữa đường kính lớn nhất và nhỏ nhất của
một tiết diện bất kỳ của thân hàn dọc phải nhỏ hơn hoặc bằng ![]() , trong đó D là đường kính trong danh
nghĩa, tính bằng milimét.
, trong đó D là đường kính trong danh
nghĩa, tính bằng milimét.
Các phép đo phải được tiến hành trên bề mặt của tấm cơ bản và tránh mối hàn, chỗ nối hay các phần nhô ra khác.
Việc đo độ méo mặt cắt của thân được tiến hành khi thân được đặt nằm ngang hoặc đặt đứng. Khi các mặt cắt của thân kiểm tra được đặt nằm phẳng trên một phía thì mỗi lần đo đường kính phải lặp lại sau khi quay vần thân đi một góc 90o quanh trục dọc của nó. Hai lần đo cho mỗi đường kính được tính trung bình và độ méo được tính từ các giá trị trung bình đó.
Bất kỳ sự sai lệch cục bộ nào của độ tròn phải thoải dần dần.
Không được có chỗ bẹp hay tạo đỉnh trên mối hàn dọc.
d) Cán nguội
Được phép cán nguội một thân được hàn để sửa chữa các sai lệch về độ méo, trừ phép thử không phá hủy tuân thủ điều 5.5 và 5.9.4 được tiến hành sau khi độ méo được kiểm tra lại.
4.4. Các lỗ mặt sàng
Các tấm tăng cường và các tấm đệm của các vòi phun được gắn vào phía ngoài của nồi hơi được cung cấp có ít nhất một lỗ (kích thước lớn nhất G1/4) để có thể tháo ra khi thử sơ bộ độ rò rỉ của độ kín các mối hàn ở phía trong nồi hơi. Các lỗ này phải được để mở (hở) hay có thể nút lại khi nồi hơi vận hành. Nếu các lỗ được nút thì vật liệu làm nút không cần có khả năng chống đỡ áp lực giữa tấm gia cường và thành nồi hơi.
4.5. Đáy và mặt sàng
4.5.1. Nếu có thể được thì các đáy phẳng hay lồi phải được làm từ một tấm trừ khi đường kính lớn đến mức không thể làm như vậy được, các đáy phẳng có thể được chế tạo từ hai tấm được hàn ghép đầu với nhau (xem Hình B.19). Mối hàn phải được đặt ở giữa hai hàng các thanh giằng đỡ hay, nếu như chỉ có một hàng thanh giằng đỡ thì đặt ở giữa hàng này và hàng trên của các ống giằng đỡ. Đáy và phần hình trụ của các đáy phải được làm bằng máy. Phần hình trụ này phải được làm bằng một thao tác, còn khi không thể thì có thể cho phép tiến hành dần dần trừ khi tấm được gia công tại một nhiệt độ thích hợp và được nung đến một khoảng cách hợp lý khỏi phần trực tiếp được gia công. Phần hình trụ phải có bề mặt tốt và không được có các gián đoạn cục bộ trên bề mặt.
Các đáy và mặt sàng ống không được tạo phần hình trụ ở trạng thái nguội. Cho phép làm lõm nguội các đáy, kể cả thường hóa theo thỏa thuận giữa các bên có liên quan và phù hợp với một qui trình đã được qui định.
Các tấm được gò lõm hay tạo hình trụ ở các nhiệt độ không đồng đều hay bị nung nóng cục bộ phải được thường hóa sau khi tạo hình trừ khi được người chế tạo và cơ quan kiểm định đồng ý.
Khi các đáy phẳng được dập (ví dụ, trong các đáy lõm để gắn các phần lồi lên) thì chúng phải được tạo hình với bán kính đủ lớn tại chỗ nối mặt phẳng với mặt cong và không được có các góc sắc hay dấu vết do dụng cụ để lại và đáy không được làm mỏng quá mức.
Khi kết thúc tất cả các nguyên công tạo gờ mép và dập thì các phần phẳng của các đáy phẳng phải phẳng và không được có nếp nhăn hay vặn.
4.5.2. Khi các đáy hình chỏm được dập từ một tấm thì chúng phải được dập để tạo hình bằng máy trong các bước liên tiếp và không được làm mỏng và phải được thường hóa khi kết thúc trừ khi được các bên liên quan thỏa thuận thì thường hóa có thể được bỏ qua trong trường hợp các đầu được tạo hình nóng khi quá trình tạo hình được kết thúc ở nhiệt độ lớn hơn khoảng 850 oC.
4.5.3. Khi sử dụng đáy lồi thì chúng phải được tạo phần hình trụ để nối với thân.
4.6. Các ống trơn và các ống giằng
4.6.1. Các ống có thể được núc hay được hàn vào mạt sàng ống hay được đảm bảo an toàn bằng cách kết hợp cả 2 phương pháp.
4.6.2. Khi các ống được núc thì quá trình phải được tiến hành bằng các trục nong và phần được nong ra của ống phải song song suốt toàn bộ chiều dầy của mặt sàng ống. Ngoài ra, các ống có thể được làm loe rộng miệng.
4.6.3. Khi các ống được hàn vào mặt sàng ống bằng các mối hàn không hoàn toàn xuyên thấu thì phần chưa được hàn của ống ở trong lỗ ống phải tiếp xúc hoàn toàn với mặt sàng ống trừ khi được cho phép như trong 3.4 d.
4.6.4. Các ống giằng được dùng trong tất cả các trường hợp khi tổng số các ống được bố trí trong nhiều hơn một cụm. Khi không dùng các ống giằng thì đầu cuối của tất cả các ống phải được hàn hay nong và làm loe ở đầu vào được hàn hay nong rộng ở đầu ra.
4.6.5. Các ví dụ về gắn các ống giằng bằng cách hàn được nêu ra trên các Hình 21.a đến Hình 21.e.
4.6.6. Các ống trơn có thể được hàn (xem các Hình 32.c đến Hình 32.f) sau khi thử ứng suất của nồi hơi.
4.7. Lỗ người chui và lỗ thăm
4.7.1. Vật liệu
Khung của lỗ người chui, các lỗ thăm, và các nắp đậy được chế tạo từ thép tuân thủ các yêu cầu qui định trong điều 2.
4.7.2. Vị trí
Các lỗ người chui và các lỗ trên thân nồi phải được đặt càng xa các mối hàn càng tốt. Các lỗ ôvan phải được đặt sao cho trục nhỏ song song với đường tâm dọc của nồi hơi. Trong mọi trường hợp trục lớn của bất kỳ lỗ nào cũng không được vượt quá 2 lần trục nhỏ.
Khi lỗ người chui được đặt ở trong hoặc ở giữa chùm ống nồi hơi hỗn hợp nhiều ống hay ở phía dưới ống lò của các nồi hơi hai ống lò thì các ống giằng trên các hàng ngoài cùng hay các thanh giằng gia cố được áp dụng phải được bố trí càng gần lỗ người chui càng tốt.
4.7.3. Khung
Nếu áp suất thiết kế vượt quá 1,8 N/mm2 thì không được gắn các lỗ người chui hình tròn nhô ra. Trong tất cả các trường hợp khác khi chiều dầy của thân lớn hơn 14 mm thì có thể gắn các lỗ hình tròn hay khung ôvan. Khung ôvan dạng cuộn mép được tạo ra phải gắn khít vào thân và tạo ra bề mặt nối tiếp phẳng với cửa. Khi có thể áp dụng được thì các khung như vậy sẽ được gắn vào phía trong của thân với đường kính nhỏ song song với đường tâm trục dọc của nồi hơi.
Các khung ôvan và các lỗ hình tròn nhô ra phía ngoài phải được chế tạo từ một tấm không có mối hàn hay từ tấm được cán thích hợp được tạo ra bằng cách hàn nóng chảy. Các mối hàn của các khung và lỗ được chế tạo phải ở vị trí sao cho chúng nằm trên một mặt phẳng vuông góc với trục dọc của nồi hơi.
Mặt tiếp xúc của các khung lỗ người chui phải có chiều rộng không nhỏ hơn 15 mm.
Hình dạng tiêu biểu của các khung gỗ người chui được nêu ra trên các Hình 11 và Hình 12.
4.7.4. Các mặt bích nối
Các mặt bích nối của các lỗ và nắp đậy phải được gia công bằng máy trên bề mặt, mép cạnh và trên bề mặt chịu tải của các đai ốc và bu lông. Các đai ốc và bu lông phải được gia công tại những điểm tiếp xúc với mặt bích và các chỗ nối phải được tạo ra ở phía trong và phía ngoài vòng tâm hay đường tâm của đai ốc để loại trừ khả năng cong vênh của mặt bích.
4.7.5. Lỗ
Các lỗ phải được chế tạo tuân theo các yêu cầu sau:
a) Các lỗ phải được chế tạo sao cho nó được gắn khít vào bề mặt nồi phía trong và phải được gắn bằng bulông, đai ốc và đòn gánh.
b) Lỗ lớn hơn 250 mm x 175 mm phải có hai bu lông, nhưng đối với các lỗ bằng hoặc nhỏ hơn 250 mm x 175 mm chỉ cần một bu lông. Các lỗ không lớn hơn 125 mm x 90 mm có thể có bu lông được rèn cùng với lỗ.
c) Các bu lông của lỗ phải là thép chất lượng hàn và có giới hạn bền kéo nhỏ nhất là 360 N/mm2 và đối với các lỗ người chui thì các bu lông này phải có đường kính không nhỏ hơn 30 mm. Chúng phải
1) được vặn qua tấm và hàn kín ở mặt trong, hay
2) được hàn góc vào cả hai mặt của tấm với chiều dài chân không được nhỏ hơn 9,5 mm.
d) Phần đầu nối hay rãnh soi của lỗ người chui và các lỗ thăm phải khít khi lắp đặt trong thực tế. Tuy nhiên, trong mọi trường hợp, khoảng hở không được vượt quá 1,5 mm.
e) Các bulông phải tuân thủ các tiêu chuẩn Quốc gia tương ứng và phải tạo mặt trên bề mặt tựa.
f) Các đòn gánh phải là thép rèn hay được cắt từ tấm có giới hạn bền kéo nhỏ nhất là 360 N/mm2. Mặt tựa phải được tạo mặt.
4.8. Mặt tựa để lắp đặt
4.8.1. Mặt tựa
Các chỗ nhô lên có đường kính trong lớn hơn 25 mm, trừ việc lắp đặt mặt bích đường kính lỗ 75 mm, không được gắn trực tiếp vào bất kỳ tấm nào của nồi hơi mà phải được tiến hành bằng cách rèn, đúc hay gia công các mặt tựa bằng thép một cách thích hợp. Các mặt tựa này phải có hình dạng của các vòi phun ngắn, các miếng đệm được rèn hay cắt từ tấm hay bằng các thanh tròn sao cho tiện dụng nhất. Khi các mặt tựa được chế tạo bằng cách hàn nóng chảy thì chúng phải được nhiệt luyện để khử ứng suất trước khi gắn trừ trường hợp toàn bộ nồi hơi sẽ được nhiệt luyện khi hoàn thành.
4.8.2. Đồng hồ đo nước
Đồng hồ đo nước và các ống xi phông của áp kế có thể được gắn trực tiếp vào tấm không cần tấm đệm hay ống đế miễn là chúng được làm mặt bích và xiết chặt bằng các chốt. Nếu các chốt được vặn chui qua thành tấm thì các đai ốc được vặn hết chiều dầy của nó ở phía bên trong của nồi hơi.
4.8.3. Mặt bích và tấm đệm
Các mặt bích và tấm đệm khi tiếp xúc với nồi hơi phải được tạo dáng sao cho gắn khít vào tấm mà chúng được gắn.
4.8.4. Vòi phun
Khi các vòi phun được dùng thì các mặt bích phải được gia công hay cắt nóng bằng máy trên các riềm gờ các mặt bích đai ốc phải được gia công bề mặt và bề mặt vặn đai ốc.
4.8.5. Tấm đệm
Khi các tấm đệm được dùng thì các mặt nối phải được gia công. Các tấm đệm phải có chiều đầy đủ để cho phép khoan các lỗ khung của chỗ nhô ra không có bề mặt trong bị xuyên thủng, và chiều dài của phần được vặn qua của khung trong tấm đệm không được nhỏ hơn đường kính của khung.
4.8.6. Các phương pháp liên kết
Các đế phải được gắn vào thân hay tấm đáy bằng một trong các phương pháp sau đây:
a) Khi đường kính trong của vòi phun không lớn hơn 25 mm thì vòi phun có thể được văn ren qua tấm, và được bắt chặt vào hoặc bằng đai ốc hoặc hàn vào mặt tiếp xúc với nước. Phần ren của vôi phun không được nhỏ hơn 3 lần bước ren, được chế tạo bằng cách tiện khuôn cắt. Các đầu ren trong lỗ chốt trong vỏ phải được vít cạnh để tạo ra góc ra tương ứng.
b) Khi áp suất thiết kế không vượt quá 1,2 N/mm2 thì có thể sử dụng các chỗ nhô ra với các đầu có ren vít có đường kính không vượt quá 25 mm. Phần có ren vít của bất kỳ chỗ nhô ra nào như vậy phải là một bộ phận tổng thể.
Các chỗ nhô ra như vậy có thể được vặn trực tiếp vào các tấm, các bulông phải được gắn vào mặt tiếp xúc với nước, hay có thể được vặn vào các miếng thép đệm cách biệt (xem Hình 38), trong mọi trường hợp, chiều dài của phần ren phải lớn hơn lỗ khoan của phần nhô ra cộng với 6,5 mm.
Các tấm đệm cách biệt phải được làm bằng thép rèn hay thép thanh tuân thủ các yêu cầu được qui định ở điều 2. Chúng phải được vặn vào tấm và gắn chặt bằng các bulông trên mặt tiếp xúc với nước. Chiều dầy của các tấm đệm cách biệt không được nhỏ hơn 6,5 mm tại phần dưới của đầu ren.
c) Mặc dù có các yêu cầu trong 5.4, trong các trường hợp đặc biệt và nếu được cơ quan kiểm tra phê duyệt, để có thể được hàn vào tấm mà không cần nhiệt luyện tiếp theo thì đường kính tấm đế không vượt quá 125 mm hay khi, trong trường hợp tấm đệm, đường kính của lỗ trong thân không vượt quá 125 mm cộng với 2 lần chiều dầy của tấm mà tấm đệm được gắn vào. Nếu vượt quá các giới hạn này thì phương pháp khử ứng suất phải được thỏa thuận giữa người chế tạo và cơ quan kiểm tra.
Các phương pháp tiêu biểu để gắn được nêu ra trong Phụ lục B, nhưng có thể dùng các phương pháp khác có tác dụng tương đương theo thỏa thuận giữa cơ quan kiểm tra và người chế tạo.
4.8.7. Đai ốc và bulông
Tất cả các lỗ bu lông và lỗ chốt phải được khoan và các đai ốc và bulông phải được gia công (làm nhẵn, không sắc cạnh) tại những chỗ chúng tiếp xúc với mặt bích.
4.9. Ống lò hình trụ
4.9.1. Mỗi khoang của các thân lò hình trụ phải được chế tạo từ một tấm thép. Các khoang lò hình côn phải được chế tạo từ không nhiều hơn hai tấm thép. Các mối hàn dọc phải tạo với nhau một góc nhỏ nhất là 120o và phải được hàn đối đầu nóng chảy phù hợp với điều 5. Các lò có thể được chế tạo từ các ống thép các bon không hàn cán nóng theo ISO 2604-2, TS 94, phải chú ý đến giới hạn bền kéo và dung sai âm của chiều dầy.
4.9.2. Độ méo, như đã được định nghĩa trong 3.16.3, không được vượt quá 1 % đối với các lò gấp nếp hoặc 1,5 % đối với các lò trơn với sự thay đổi lớn nhất của đường kính của bất kỳ mặt cắt ngang nào là nửa chiều dầy nhưng không được nhỏ hơn 6,5 mm. Tất cả các chỗ không phẳng hoặc nhô ra hoặc bất kỳsự méo nào cũng phải từ từ.
4.9.3. Các mối hàn dọc của thân lò phải được đặt ở vị trí sao cho chúng có thể được kiểm tra từ phía tiếp xúc với nước phù hợp với 3.13.5.1, loại 2. Các mối hàn dọc trong các khoang kế tiếp nhau phải cách nhau ít nhất 150 mm.
4.9.4. Khi các khoang lò được tạo mép gờ để nối theo chu vi thì các mép gờ này phải được tạo ra trong một lần đối nóng bằng cách dùng loại máy thích hợp. Khi các khoang lò được tạo mép gờ thì chúng phải được thường hóa trừ khi các mép gờ này được tạo ra ở nhiệt độ cao hơn nhiệt độ thường hóa.
4.9.5. Các mép của tất cả các gờ của lò phải được gia công hay cắt nóng bằng máy.
4.9.6. Các vết gấp nếp xung quanh bằng gờ phải được bố trí sao cho chúng không rơi vào cùng một đường thẳng với các vết gấp của ống lò bên cạnh.
4.9.7. Khi các phần tử tăng cứng (là cần thiết) được yêu cầu thì chúng phải được gắn ở bên ngoài bằng các mối hàn hoàn toàn xuyên thấu và liên tục phù hợp với Hình 34 hay Hình 35.
4.9.8. Kích thước của các vành uốn lồi phải như được nêu ra trên Hình 36a, Hình 36b và Hình 36c.
4.9.9. Các hình thức nối ống lò vào các tấm đáy được nêu ra trong các Hình B.17a đến Hình B.17c. Khi ống lò được đưa vào trong lỗ của tấm đáy thì nó phải được gắn chặt, khít xung quanh toàn bộ chu vi.
4.10. Buồng quặt được làm nguội bằng nước
Việc gắn các tấm ống của buồng quặt và các tấm đáy vào tấm bọc phải phù hợp với các Hình B.16a) đến Hình B.16c) và khi tấm ống hoặc tấm đáy được tạo mép gờ (mặt bích) để nối với tấm phủ thì mối hàn phải được đặt ở vị trí giữa chỗ bắt đầu cong của mặt bích và hàng trụ đỡ đầu tiên.
Các phương pháp tiêu biểu để gắn các khung cửa tiếp giáp được nêu ra ở Hình 39.
4.11. Trụ đỡ
4.11.1. Các thanh giằng
4.11.1.1. Tất cả các thanh giằng phải được làm từ thép thanh được cán liền khối không có mối hàn trên suốt chiều dài thanh trừ khi gắn chúng vào các tấm mà chúng đỡ. Các thanh giằng được gia công nóng phải được thường hóa tiếp theo khi được chứng minh bằng qui trình gia công nóng hay các yêu cầu của vật liệu, và có sự đồng ý của cơ quan có thẩm quyền. Khi một thanh giằng nằm ở vị trí trên nồi hơi thì trục của nó phải vuông góc với tấm thành.
Lỗ kiểm tra nên được khoan theo trục của thanh giằng. Đường kính của lỗ không được vượt quá 5 mm và việc khoan được kéo dài tới điểm cách mặt tiếp xúc với nước ít nhất 15 mm (xem Hình 20).
4.11.1.2. Các thanh giằng phải được gắn chặt với tấm thành bằng một trong các phương pháp sau đây:
a) các thanh trơn xuyên qua các lỗ và được hàn vào các tấm(xem Hình 20).
b) các thanh trơn xuyên qua các lỗ trong các tấm và được gắn chặt bằng các vòng đệm ở phía ngoài, thanh giằng và vòng đệm phải được hàn vào tấm theo một phương pháp bất kỳ được nêu ra trên các Hình 22a đến Hình 22d.
4.11.2. Thanh giằng gia cố
Các thanh giằng gia cố phải phẳng và vuông góc với tấm đáy.
4.11.3. Thanh dầm
Các thanh dầm được hàn trực tiếp vào các tấm đỉnh phải bằng các mối hàn hoàn toàn xuyên thấu và phải tuân thủ các chi tiết nêu trên Hình 24a) đến Hình 24e). Mỗi thanh dầm phải đủ bền để chống chịu phần tải trọng của nó ở trên tấm cuối trên độc lập với tấm đỉnh và các mối hàn phải có diện tích mặt cắt ngang đủ để chịu tải tác dụng (xem 3.14.2.11).
5. Trình độ và các công việc về hàn
5.1. Yêu cầu chung
5.1.1. Các qui định trong phần này được áp dụng cho các nồi hơi và các bộ phận của nồi hơi được chế tạo bằng cách hàn và được dùng kết hợp với các yêu cầu đặc biệt liên quan đến loại vật liệu được dùng.
Qui trình hàn và qui trình chế tạo khi sử dụng thép có hàm lượng các bon trên 0,23 % phải thích hợp với loại thép và phải dựa vào các Tiêu chuẩn quốc gia và Tiêu chuẩn Quốc tế. Phải chú ý đến tất cả các khía cạnh của sản xuất như đã nêu trong điều 4 và điều 5 của tiêu chuẩn này.
5.1.2. Hàn phải được tiến hành theo qui trình hàn đảm bảo được chất lượng phù hợp với việc phân loại qui trình hàn (xem 5.8.3).
5.1.3. Thợ hàn phải được lựa chọn bằng các cuộc thi chọn năng lực hàn đã được qui định (xem 5.8.4).
5.1.4. Người chế tạo nồi hơi hay chi tiết của nồi hơi theo các yêu cầu của tiêu chuẩn này phải chịu trách nhiệm về các mối hàn nồi hơi do thợ của họ hàn. Người chế tạo phải chỉ định người giám sát hàn có đủ năng lực và quản lý các cuộc thi thử theo yêu cầu để chọn ra qui trình hàn tốt nhất và năng lực của thợ hàn áp dụng qui trình này. Không được thực hiện một công việc chế tạo nào trước khi chọn được qui trình hàn và thợ hàn hay người vận hành máy hàn.
5.1.5. Người chế tạo phải duy trì việc ghi chép các kết quả nhận được trong việc lựa chọn qui trình hàn và các buổi thi thử năng lực (kiểm tra năng lực). Những ghi chép này phải được người chế tạo chứng nhận và đưa ra một miêu tả chính xác tất cả các chi tiết của vật liệu và qui trình liên quan và phải thông báo cho cơ quan có thẩm quyền biết ai là người chứng kiến và chứng nhận các cuộc thi (xem mẫu trong Phụ lục F).
5.1.6. Một hồ sơ phải được lưu giữ để chứng tỏ rằng người thợ hàn đã làm trong 6 tháng công việc mà họ sẽ thi năng lực hàn. Hồ sơ phải bao gồm kết quả của các cuộc thi năng lực hàn và điểm phân loại cho từng thợ hàn (xem mẫu trong Phụ lục F), được người chế tạo chứng nhận và được thông báo cho cơ quan kiểm tra.
5.1.7. Phải cho điểm các mối hàn của từng thợ hàn và đánh dấu theo ký hiệu để phân biệt của mỗi người thợ hàn hoặc cũng phải có một số ghi chép tương ứng khác.
Nếu dùng dấu (hiệu) cứng thì chỉ được dùng các dấu ứng suất thấp (các dấu ứng suất thấp là các dấu có cạnh mép được lượn hay các dấu được làm từ một loạt các dấu chấm nhỏ).
5.1.8. Nếu trong quá trình chế tạo một nồi hơi hay phần chịu áp lực, cơ quan kiểm tra phát hiện công việc không được thỏa mãn hay không tuân thủ các yêu cầu của tiêu chuẩn này thì người chế tạo phải nghiên cứu các nguyên nhân và điều chỉnh lại.
5.1.9. Nếu như chứng minh được người thợ hàn đã tiến hành công việc không tốt sau khi tham khảo hồ sơ của người thợ hàn phải có quyết định khẳng định người thợ hàn đó có đủ khả năng làm việc hay không.
5.1.10. Quyết định này phải được ghi lại trong hồ sơ lưu.
5.2. Vật liệu
5.2.1. Các vật liệu phải thỏa mãn các qui định trong điều 2.
5.2.2. Que hàn và chất trợ dung (xem 5.8.3.3b và 5.8.4.5.4) phải thỏa mãn các yêu cầu được qui định trong tiêu chuẩn này.
5.3. Thiết kế
5.3.1. Giới thiệu
Các qui định này áp dụng thiết kế nồi hơi và các bộ phận của nồi hơi được chế tạo bằng phương pháp hàn và được sử dụng cùng với điều 3 của tiêu chuẩn này.
5.3.2. Thiết kế các mối hàn
5.3.2.1. Điền đầy mối hàn
Phải thiết kế các mối hàn sao cho có thể tiếp cận đầy đủ để điền đầy mối hàn để thỏa mãn các yêu cầu dưới đây của tiêu chuẩn này.
5.3.2.2. Các mối hàn cắt nhau
Phải tránh các mối hàn có nhiều hơn hai đường hàn gặp nhau. Nếu như thiết kế không cho phép được điều đó thì phải xem xét những chú ý thích hợp và phải được thỏa thuận giữa người chế tạo, người mua và cơ quan kiểm tra.
5.3.2.3. Các phần không chịu áp lực
Cần phải tránh việc gắn các chi tiết không chịu áp lực bằng các mối hàn giao nhau hoặc khi khoảng cách danh nghĩa nhỏ nhất giữa mép của mối hàn nối và mép của mối hàn chính hay các mối hàn vòi phun là nhỏ hơn hai lần chiều dầy của chi tiết chịu áp lực hoặc 40 mm tùy theo số nào nhỏ hơn.
Nếu như không thể tránh được các mối hàn như vậy thì chúng phải giao cắt qua mối hàn chính hoàn toàn khác so với dừng lại một cách đột ngột gần mối hàn chính hay mối hàn vòi phun để tránh sự tập trung ứng suất trong các vùng này.
Nếu thiết kế không cho phép điều đó thì các điều chú ý thích hợp phải được xem xét. Các chú ý này phải được thỏa thuận giữa người chế tạo, người mua và cơ quan kiểm tra và / hoặc cơ quan có thẩm quyền.
5.3.2.4. Các tính chất
Các chỗ nối của các vòi phun, tấm đệm, ống nhánh, ống dẫn và ống và các chi tiết không chịu áp lực có thể được hàn vào các chi tiết chịu áp lực miễn là các tính chất của vật liệu của tất cả các chi tiết chịu áp lực không phụ thuộc nhau một cách bất lợi.
5.3.2.5. Các kiểu hàn được phép
Các ví dụ tiêu biểu về các chi tiết hàn được chấp nhận để nối được nêu ra trong Phụ lục B.
5.3.2.5.1. Các mối hàn ngấu hoàn toàn
Mối hàn ngấu hoàn toàn là mối hàn trong đó các thành phần của nó hoàn toàn được nóng chảy chung với nhau trong toàn bộ chiều sâu của mối hàn và không có vùng nào là không được hàn. Trong một số trường hợp các mối hàn ngấu hoàn toàn được gia cố thêm bởi các mối hàn góc.
Các mối hàn sau đây phải là loại ngấu hoàn toàn:
a) các mối hàn chính xung quanh hay dọc trong các thân hình trụ, ống lò và các tấm của buồng quặt như được nêu ra trong các Hình B.18a) đến Hình B.18d);
b) các mối hàn trên các tấm đáy phẳng như được chỉ ra trên các Hình B.19a và Hình B.19b;
c) các tấm đáy phẳng hay các mặt sàng ống không tạo gờ mép khi chúng được hàn
1) vào các thân như được chỉ ra trên các Hình B.15a) đến Hình B.15d).
2) vào ống lò như được chỉ ra trên các Hình B.17a) và Hình B.17b).
3) vào các tấm bọc của buồng quặt như được chỉ ra trên các Hình B.16b) đến Hình B.16e), và
4) vào các ống tiếp cận như chỉ ra trên Hình B.20.
d) nối các tấm đáy có mép nối uốn
1) vào các tấm của buồng quặt như chỉ ra trên Hình B.16a) và
2) vào ống lò như được chỉ ra trên Hình B.17c).
e) các tấm bù phù hợp với Hình 12b);
f) khung của lỗ người chui phù hợp với Hình 11a);
g) các mối hàn nối thành dầm đỡ như được chỉ ra trên các Hình 27 và Hình 28;
h) phần tử tăng cứng cho các mối hàn ống lò như được chỉ ra trên các Hình 34 và Hình 35;
i) các thanh dầm của buồng quặt như được chỉ ra trong các Hình 24a) đến Hình 24e);
j) các trụ đỡ buồng quặt như chỉ ra trên Hình 23b);
k) các mối hàn của các nhánh tăng cường, các vòi phun và các tấm đệm như được chỉ ra trên các Hình B.3 đến Hình B.12.
5.3.2.5.2. Các mối hàn góc (hàn đằng sau)
Khi các đáy phẳng không được tạo gờ mép hay các mặt sàng ống được hàn vào thân ống lò và các tấm của buồng quặt thì các mối hàn góc phải được chèn vào trong toàn bộ chu vi của đường hàn, trừ trường hợp được cho phép đối với các nồi hơi nhỏ theo Bảng 6.
Các yêu cầu trên đối với các mối hàn góc được qui định trên cơ sở xem xét khả năng tiếp cận đối với các mối hàn. Mặc dù có các yêu cầu này, các mối hàn góc phải được chèn vào trong cho toàn bộ chu vi của đường hàn bất cứ lúc nào có thể để cung cấp được chất lượng cần thiết của mối hàn sau khi kết thúc.
Hình dạng của các mối hàn góc phải sao cho giảm tối thiểu tác hại của các vết khía.
Khi một số phần của các mối hàn góc bị bỏ sót theo Bảng 6 thì phải đặc biệt chú ý đến kỹ thuật hàn để đảm bảo các điều kiện chân mối hàn là rất tốt bằng các phép thử qui định.
5.3.2.5.3. Các mối hàn khác với mối hàn ngấu hoàn toàn
Các ví dụ sau đây là những mối hàn không phải ngấu hoàn toàn
a) các mối hàn ống chống đỡ vào mặt sàng ống như được nêu lên như các Hình 21 a) đến Hình 21e);
b) các mối hàn ống trơn vào mặt sàng ống như được nêu lên trên các Hình 32 c) đến Hình 32f);
c) các mối hàn thanh đỡ như được nêu lên trên các Hình 20, 22a) đến Hình 22d) và Hình 23a);
d) các mối hàn góc gắn các tấm bù như được nêu lên trên các Hình 12a) và Hình 12b).
Bảng 6 - Các điều kiện cho các phần bỏ qua của mối hàn góc (hàn sau) từ mối ghép góc của các tấm đáy phẳng
|
Chiều dài không hàn mm |
Chiều dài nồi hơi giữa các tấm đáy Lb mm |
Đường kính ngoài của thân do mm |
Khoảng cách nhỏ nhất của không gian giữa ống lò và thân |
Chiều dầy của đáy erep mm |
Áp lực thử
pt |
Tỷ số giữa chiều dầy ống lò và đáy erep/erf |
Các yêu cầu chung đối với các phần được hàn |
|
≤ 250 |
≤ 3000 |
≤ 1400 |
6,5 % của do hay 65 mm tùy theo số nào lớn hơn |
≤ 20 |
theo 6.3.1.1 |
≤ 1,4 |
Mối hàn có độ ngấu thích hợp 1) Kiểm tra mối hàn là có thể. Mối hàn được đốt nóng trực tiếp |
|
> 250 |
≤ 2500 |
≤ 1000 |
≥ 65 mm |
≤ 15 |
≥ 2,55 p |
||
|
2) |
≤ 2000 |
≤ 1200 |
≥ 80 mm |
≤ 20 |
≥ 2,1 p |
||
|
1) Phải được chứng minh bằng các qui trình thử đặc biệt. Mẫu thử phải mô phỏng được dạng hình học của mối hàn trong sản xuất và phải được cắt ra để kiểm tra bằng mắt và kiểm tra độ thô đại. 2) Một chiều dài bằng đường kính ống lò cho đoạn nối ống lò với đáy phẳng chỗ nối ống lò và một chiều dài bằng đường kính phần nồi thay cho đoạn nối từ đáy đến chỗ nối thân nồi. |
|||||||
5.3.2.6. Các rãnh hàn
Kích thước và hình dạng của các vát mép phải sao cho phép các mối hàn tốt (xem 5.3.2.1 và 5.8.3.3c).
5.3.2.7. Vát mép các mép tấm
Nếu các mép tấm có độ dầy không đều tiếp giáp với nhau và nếu độ chênh lệch giữa các bề mặt về một phía nào đó vượt quá giá trị được qui định trong 5.8.11 thì tấm dầy hơn phải được xén bớt đi để tạo ra chỗ giáp nối bằng phẳng trong một khoảng cách không nhỏ hơn 4 lần chiều rộng của mối hàn kể cả chỗ uốn, nếu có yêu cầu như vậy.
5.3.2.8. Các mối hàn chịu ứng suất uốn
5.3.2.8.1. Khi biết ứng suất cục bộ do gẫy khúc (không liên tục) hình học là cao không được chấp nhận thì đường hàn phải nhẵn. Khi cần thiết thì phải mài và / hoặc thêm kim loại hàn vào.
5.3.2.8.2. Không được dùng các điểm góc của mối hàn góc
5.4. Nhiệt luyện và nhiệt luyện sau hàn
5.4.1. Nhiệt luyện sau hàn theo 5.8.16.1 phải được thực hiện sau khi kết thúc tất cả các mối hàn và trước khi thử áp lực trong trường hợp các nồi hơi có chiều dầy tại bất kỳ chỗ nối bằng hàn nào vượt quá 30 mm trừ khi được yêu cầu như trong 3.14.2.9.2.
Khi sửa chữa các thân được hàn của bộ phận một bình chịu áp lực đã qua nhiệt luyện thì bộ phận đó có thể được nhiệt luyện lại. Quyết định có nhiệt luyện hay không là do thỏa thuận giữa người chế tạo và cơ quan kiểm tra và / hoặc cơ quan có thẩm quyền.
5.4.2. Khi hàn các phần có chiều dầy khác nhau thì chiều dầy được xem xét khi áp dụng các giới hạn được nêu trong các yêu cầu cho nhiệt luyện sau hàn phải bằng các chiều dầy danh nghĩa sau đây, kể cả bổ sung do ăn mòn:
a) chiều dầy của thân hoặc tấm đầu trong mối hàn nối vòi phun;
b) chiều dầy của cổ vòi phun tại chỗ uốn ở cổ vòi phun đến chỗ nối mặt bích;
c) chiều dầy của các bộ phận chịu áp lực, tại chỗ hàn nối khi một bộ phận không chịu áp lực được hàn vào một bộ phận chịu áp lực;
d) chiều dầy của tấm mỏng hơn trong hai tấm hàn nối đầu kề nhau kể cả phần cuối lõm đến các chỗ nối thân;
e) chiều dầy của thân trong các chỗ nối đến các tấm phẳng được hàn nối đầu vào thân;
f) chiều dầy của các tấm phẳng khi chúng được đặt vào trong thân.
5.5. Thử không phá hủy
5.5.1. Yêu cầu chung
Trong tiêu chuẩn này thuật ngữ "thử không phá hủy" chỉ các kỹ thuật thông thường về tia bức xạ, siêu âm, hạt từ và / hoặc thử thẩm thấu chất lỏng theo qui định trong 5.5.5, 5.9, các Phụ lục G và Phụ lục H, ISO 3452, ISO 3453 và TCVN 5880:1995 (ISO 3059). Phần trăm liên quan đến từng mối hàn được nêu trong Bảng 7.
5.5.2. Qui trình và cách giải thích
Trừ các qui định trong tiêu chuẩn này, qui trình thử và các giải thích các kết quả phải được thỏa thuận giữa người chế tạo và cơ quan kiểm tra và / hoặc cơ quan có thẩm quyền.
5.5.3. Thử không phá hủy chỗ sửa chữa
Khi kết thúc sửa chữa thì các phần được hàn lại phải được kiểm tra bằng tất cả các kỹ thuật đã được qui định đối với mối hàn ban đầu.
5.5.4. Chế tạo hàng loạt
Cho đến khi có các kết quả của công việc sắp tới, một số phốp thử không phá hủy trong trường hợp chế tạo hàng loạt phải được thỏa thuận giữa người chế tạo và cơ quan kiểm tra và / hoặc cơ quan có thẩm quyền.
5.5.5. Phạm vi thử không phá hủy
5.5.5.1. Các mối hàn thân
Nếu dùng hệ số hàn g = 0,8, phải thử không phá hủy 10 % tổng chiều dài các mối hàn giáp mép dọc và ngang và tất cả các mối hàn giáp mép giao nhau.
Nếu dùng hệ số hàn g = 1,0, phải thử không phá hủy 100 % tổng chiều dài các mối hàn giáp mép dọc và 25 % tổng chiều dài các mối hàn giáp mép ngang. Khi các đáy được chống đỡ hoàn toàn vào nhau bằng các thanh đỡ, ống đỡ hay kết hợp các thanh đỡ và trụ đỡ buồng quặt thì phải kiểm tra không phá hủy 10 % tổng chiều dài các mối hàn ngang. Phải kiểm tra không phá hủy tất cả các mối hàn giao nhau.
Các kỹ thuật thử không phá hủy được dùng là tia bức xạ và / hoặc siêu âm.
5.5.5.2. Nối đáy vào thân và đáy vào ống lò
Khi các đáy được đỡ hoàn toàn vào nhau như đã mô tả trong 5.5.5.1 thì phải được thử không phá hủy cho 10 % chiều dài của mối hàn nối đáy vào thân có dạng được nêu trong các Hình B.15a) và Hình B.15b), và phải thử không phá hủy 25 % chiều dài của mối hàn nối đáy với ống lò với dạng được nêu trong các Hình B.17a) và Hình B.17b).
Khi các đáy không hoàn toàn được đỡ vào nhau thì phải thử không phá hủy 100 % mối hàn đáy với thân và với ống lò.
Phải thử không phá hủy 100 % chiều dài các mối hàn đáy với thân có dạng được nêu trong các Hình B.15c) và Hình B.15d).
Kỹ thuật thử không phá hủy được sử dụng là siêu âm khi có thể áp dụng được hay một qui trình có thể phù hợp sau:
a) kiểm tra mối hàn ngấu bằng mắt nhìn;
b) kiểm tra bằng cách nhìn sau khi hàn, và;
c) kiểm tra bằng cách nhìn sau khi bắt đầu hàn lớp đầu tiên,
trừ các kỹ thuật lựa chọn được cơ quan kiểm tra chấp nhận.
5.5.5.3. Các mối hàn góc trong
Toàn bộ chiều dài của các mối hàn góc trong (các mối hàn sau lưng) phải được kiểm tra bằng mắt để đảm bảo rằng chúng có hình dạng đúng, không bị cắt mép đáng kể (xem 5.8.13).
5.5.5.4. Các mối hàn giáp mép trong các đáy
Phải kiểm tra không phá hủy bằng tia bức xạ và / hoặc kỹ thuật siêu âm 100 % chiều dài các mối hàn giáp mép trong các đáy.
5.5.5.5. Các mối hàn ống lò và buồng quặt
Phải kiểm tra không phá hủy bằng tia bức xạ và / hoặc kỹ thuật siêu âm 10 % tổng chiều dài của các mối hàn giáp mép (dọc, ngang và giữa các khoang) trên ống lò và trên các tấm của buồng quặt.
5.5.5.6. Các mối hàn ống nhánh và các mối hàn góc
Đối với các mối hàn ống nhánh và mối hàn góc được hàn bằng cùng một qui trình thì 10 % tổng chiều dài của các mối hàn phải được kiểm tra không phá hủy khi chiều dầy của các chi tiết được nối lớn hơn 30 mm. Đối với các mối hàn ống nhánh và các mối hàn góc khi các phần được hàn có nhiều dầy nhỏ hơn 30 mm thì 5 % tổng chiều dài của mối hàn phải được kiểm tra bằng phương pháp không phá hủy.
Bảng 7 - Mức độ thử tia bức xạ hay siêu âm đối với các mối hàn giáp mép
|
Chi tiết |
Loại mối hàn |
Vị trí hàn |
Hình số |
Kỹ thuật thử |
Chú thích |
% tổng chiều dài của mối hàn phải thử |
|
Thân |
Dọc |
Trong các khoang của thân |
B.18 |
Tia bức xạ hay siêu âm |
1, 2 và 4 |
100 |
|
Theo chu vi |
Giữa các khoang của thân |
B.18 |
Tia bức xạ hay siêu âm |
1, 2 và 4 |
25 |
|
|
Theo chu vi |
Giữa các khoang của thân và các đáy được tạo gờ |
B.18 |
Tia bức xạ hay siêu âm |
1, 2, 4 và 5 |
25 |
|
|
Theo chu vi |
Giữa các khoang của thân và các đáy đặt lên |
B.15c và B.15d |
Tia bức xạ hay siêu âm |
- |
100 |
|
|
Nối chữ T |
Tại chỗ nối thân và đáy |
B.15a và B.15b |
Tia bức xạ hay siêu âm |
2 và 3 |
10 |
|
|
Các đáy phẳng |
Giáp mép |
Giữa hai tấm trong các đáy có đường kính lớn |
B.19 |
Tia bức xạ hay siêu âm |
2 |
100 |
|
Ống lò |
Dọc |
Trong các đoạn ống lò |
B.18 |
Tia bức xạ hay siêu âm |
1 và 2 |
10 |
|
Ngang |
Giữa các đoạn ống lò |
B.18 |
Tia bức xạ hay siêu âm |
1 và 2 |
10 |
|
|
Ngang |
Giữa các đoạn ống lò và vòng phồng lên |
B.18 |
Tia bức xạ hay siêu âm |
1 và 2 |
10 |
|
|
Ngang |
Giữa các đoạn ống lò và các đáy được làm gờ |
B.17 c |
Tia bức xạ hay siêu âm |
1 và 2 |
10 |
|
|
Nối chữ T |
Giữa các đoạn ống lò và các đáy nối ngập |
B.17a và B.17b |
Siêu âm |
2 và 3 |
25 |
|
|
Nối chữ T |
Ống lò với đáy của buồng quặt |
B.17a và B.17b |
Siêu âm |
2 và 3 |
25 |
|
|
Nối chữ T |
Giữa các đoạn ống lò và các phần hình trụ |
B.4, B.5, B.6 và B.7 |
Siêu âm |
2 |
25 |
|
|
Buồng quặt |
Dọc |
Trong tấm của buồng |
B.18 |
Tia bức xạ hay siêu âm |
2 |
10 |
|
Ngang |
Giữa tấm và đáy được tạo gờ |
B.16a |
Tia bức xạ hay siêu âm |
1 và 2 |
10 |
|
|
Nối chữ T |
Giữa tấm và đáy và nối ngập |
B.16b đến B.16e |
Siêu âm |
2 và 3 |
10 |
|
|
Ống tiếp cận buồng quặt |
Dọc |
Trong ống tiếp cận |
B.18 |
Tia bức xạ hay siêu âm |
2 |
10 |
|
Nối chữ T |
Ống tiếp cận với nồi hơi và các đáy của buồng quặt |
39 và B.20 |
Siêu âm |
2 và 3 |
10 |
|
|
Chú thích Bảng 7 1) Các phép thử phải bao gồm cả các mối hàn dọc và theo chu vi giữa các khoang. Đối với từng mối hàn dọc và theo chu vi phải tiến hành ít nhất một lần thử tia bức xạ hay thử siêu âm khi được qui định, phải thử tại ít nhất 200 mm chiều dài. 2) Trong mọi trường hợp, tiết diện của mối hàn được thử phải được chọn một cách ngẫu nhiên. 3) Vị trí của mặt cắt của mối hàn được thử phải được đánh dấu trên nồi hơi và được ghi lại. 4) Xem 5.5.5.1 5) Khi mặt gờ dầy hơn đáy thì mặt gờ phải được bào đi cho bằng phẳng và được hàn vào bằng một qui trình tương tự như đã nêu ra trên Hình B.19a. |
||||||
Vị trí của mối hàn được thử không phá hủy phải được cơ quan kiểm tra chọn một cách ngẫu nhiên. Nếu như bất kỳ mối hàn nào trong số các mối hàn cùng loại được thử không thỏa mãn thì mức độ thử không phá hủy được tăng lên theo quyết định của cơ quan kiểm tra.
Các kỹ thuật thử không phá hủy được dùng là hạt từ hay thẩm thấu chất lỏng trừ trường hợp các mối hàn ống nhánh khi chiều dầy của các phần (bộ phận) được nối lớn hơn 30 mm thì sẽ dùng kỹ thuật siêu âm.
Đối với một phần cho trước (đã định) của thiết bị thì các mối hàn ống nhánh và hàn góc phải được thử như đối với các mối hàn chính (10 % hay 100 %) nếu đường kính của chúng lớn hơn 500 mm.
5.6. Các lỗ ở trong hay liền kề các mối hàn
Phải tránh các lỗ ở trong hay liền kề các mối hàn, đặc biệt khi mối hàn này không được khử ứng suất. Khoảng cách nhỏ nhất từ đường tâm của mối hàn đến điểm gần nhất của mối hàn nối, hay mép của lỗ, phải là 60 mm, hay 4 lần chiều dầy của thân tùy theo số nào lớn hơn.
Khi điều đó là không thể được thì kiến nghị rằng lỗ đi qua mối hàn hoàn toàn và như vậy thì tiếp tuyến tại điểm mà trục của mối hàn gặp mép của lỗ làm thành một góc với trục này càng gần 90 o càng tốt. Trong trường hợp này thì mối hàn phải được thử không phá hủy ở chiều dài 60 mm hay 4 lần chiều dầy của tấm thân, tùy theo số nào lớn hơn, về các phía của lỗ.
5.7. Các mối hàn góc
5.7.1. Các mối hàn góc có thể được dùng như các mối hàn có độ bền cao đối với các phần chịu áp lực trong các phạm vi giới hạn được chỉ ra trong Phụ lục B. Để đảm bảo nóng chảy hoàn toàn tại chân của các mối hàn góc thì phải đặc biệt chú ý trong cách bố trí của các chỗ nối bằng mối hàn góc.
5.7.2. Các mối nối góc hay chữ T có thể là mối hàn góc miễn là các tấm được đỡ một cách độc lập vào các mối hàn này một cách hợp lý trừ khi không yêu cầu các sự đỡ độc lập đối với các mối nối như quai của bệ, thang và các bộ phận được gắn vào tương tự khác.
5.8. Chế tạo
5.8.1. Yêu cầu chung
Chất lượng mối hàn phải tuân thủ các yêu cầu của tiêu chuẩn này. Các phương pháp hàn các mối hàn chính phải được thực hiện ngấu hoàn toàn và điều đó được các phép kiểm tra chất lượng xác nhận rằng các phương pháp hàn có thể tạo ra được mối hàn không có các khuyết tật đáng kể.
Đốt nóng sơ bộ phải được thực hiện theo Bảng 8.
Trong trường hợp thép các bon cao, và cả đối với các tấm dầy cần thiết phải đốt nóng sơ bộ và kiểm tra các vết nứt (cũng xem 2.6.1).
5.8.2. Công nghệ hàn
Nội dung chi tiết của các công nghệ hàn không được qui định ở đây. Bất kỳ công nghệ nào cũng được chấp nhận miễn là thỏa mãn các yêu cầu của các qui trình thử chất lượng.
5.8.3. Xác định chất lượng qui trình hàn
5.8.3.1. Thỏa thuận qui trình
Các qui trình được người chế tạo sử dụng phải được kiểm tra viên hay cơ quan kiểm tra chứng nhận theo các yêu cầu của tiêu chuẩn này. Việc đánh giá chất lượng trước các qui trình theo các Tiêu chuẩn Quốc gia thích hợp cũng có thể được chấp nhận bằng sự thỏa thuận với cơ quan kiểm tra.
Bảng 8 - Nhiệt độ đốt nóng sơ bộ nên áp dụng cho việc hàn thép tấm, thép hình, thép thanh và các vật rèn
|
Loại |
Kim loại hàn được khống chế hydrô |
Kim loại hàn không khống chế hydrô |
||
|
Chiều dầy vật liệu 1) mm |
Nhiệt độ nung sơ bộ tối thiểu oC |
Chiều dầy vật liệu 1) mm |
Nhiệt độ nung sơ bộ tối thiểu oC |
|
|
Thép các bon và thép các bon_ |
≤ 30 > 30 |
5 100 |
≤ 20 > 20 ≤ 50 2) |
5 100 |
|
1) Chiều dầy của chi tiết dầy nhất trong chỗ nối 2) Chỉ kim loại hàn được khống chế hydrô là được sử dụng với chiều dầy lớn hơn 50 mm. |
||||
5.8.3.2. Thử nghiệm các mối hàn
Tất cả các mối hàn được thử để đánh giá chất lượng qui trình hàn phải là các mối hàn giáp mép.
Nếu như hàn được tiến hành trên vị trí phẳng thì các tấm để thử qui trình cũng được hàn ở vị trí phẳng. Nếu hàn được tiến hành ở bất kỳ vị trí nào khác thì các mối hàn để thử qui trình phải được hàn ở các vị trì tương tự. Tất cả các vị trí nằm trong các giới hạn của bất kỳ vị trí hàn cơ bản nào đã được thiết lập bởi ISO 6947 sẽ được coi là các vị trí tương tự.
Đối với các mối hàn góc thì phải áp dụng thêm một phép thử đại diện nữa nếu thấy cần thiết, do người chế tạo, người mua và cơ quan có thẩm quyền và / hoặc cơ quan kiểm tra thỏa thuận.
5.8.3.3. Các yêu cầu
Một phần của các yêu cầu được qui định trong 5.8.3.1 và 5.8.3.2, các mối hàn để thử đánh giá chất lượng qui trình đối với tất cả các chi tiết chịu áp lực của bình chịu áp lực kể cả các ống dẫn và ống phải được chế tạo bằng cách các mối hàn có thể được coi là đại diện cho các mối hàn trong chế tạo, thì phải chú ý các điểm đặc biệt sau đây:
a) Loại kim loại cơ sở
Các tấm thử hay các ống thử để đánh giá chất lượng của qui trình phải được chế tạo từ thép có độ bền kéo nằm trong cùng một dải như của thép được dùng để chế tạo nồi hơi, và có thành phần hóa học càng giống càng tốt tại các điểm phân tích không thuận lợi nhất so với các điểm có tính hàn tốt và trong các giới hạn của các tính chất vật liệu của thép có liên quan.
b) Lõi que hàn, chất phụ gia, chất trợ dung và khí bảo vệ và hồ quang
Các chất phụ gia, các lõi que hàn cũng như tổ hợp với dây, bột và tổ hợp khí bảo vệ phải tuân theo cùng một tiêu chuẩn hay qui định sản xuất đối với cả hai: thử để đánh giá chất lượng qui trình hàn và sản phẩm hàn.
c) Dạng chuẩn bị chỗ nối
Khi đã thỏa thuận được với cơ quan kiểm tra thì sự thay đổi dạng chỗ nối để hàn tay có thể được thực hiện mà không phải thử tiếp. Đối với các công nghệ hàn bán tự động hay tự động thì bất kỳ một sự thay đổi nào trong việc chuẩn bị mép tấm cũng phải thử tiếp.
d) Kỹ thuật hàn
Phép thử để đánh giá chất lượng một qui trình mới phải được tiến hành trong các trường hợp sau đây:
1) nếu trong hàn hồ quang mà dòng điện và tốc độ hàn đối với hàn hồ quang chìm, điện thế sử dụng thay đổi một cách đáng kể;
2) nếu một dải lót được thêm vào hoặc bị bỏ đi;
3) nếu trong hàn máy, có sự thay đổi từ hàn nhiều đường từ một phía thành hàn một đường về một phía, hoặc ngược lại.
e) Qui trình hàn
Trong trường hợp hàn bán tự động hoặc hàn tự động qui trình hàn và loại thiết bị hàn cho thử nghiệm đánh giá chất lượng qui trình hàn phải giống như khi hàn sản phẩm.
f) Đốt nóng sơ bộ và làm nguội chậm
Đối với phép thử để xác định chất lượng qui trình và thực tế hàn phải dùng nhiệt độ nóng sơ bộ, bất kỳ dạng nhiệt luyện nào ngay sau khi hàn và khống chế tốc độ làm nguội là như nhau.
Tuy nhiên, nếu nhiệt độ đốt nóng sơ bộ trong sản xuất do các nguyên nhân thực tế mà được tăng lên không quá 100 oC thì sự thay đổi này không cần thiết phải thử thêm để đánh giá chất lượng qui trình.
g) Nhiệt luyện tiếp theo
Nhiệt luyện tiếp theo, tức là thường hóa, ram hay ủ khử ứng suất phải là như nhau đối với phép thử để đánh giá chất lượng qui trình cũng như trong sản xuất hàn thực tế.
5.8.3.4. Chiều dầy
Đối với hàn hồ quang kim loại phép thử để đánh giá chất lượng qui trình hàn có giá trị đối với chiều dầy từ 0,75 đến 1,5 lần chiều dầy của tấm để thử đánh giá chất lượng qui trình.
Đối với hàn oxy-axetylen thì chiều dầy của tấm phải là chiều dầy lớn nhất có giá trị trong phép thử để đánh giá chất lượng qui trình.
5.8.3.5. Kích thước tấm thử
Các tấm thử để thử đánh giá chất lượng qui trình đối với mối hàn giáp mép trong các tấm phải có kích thước đủ để thực hiện các phép thử qui định khi thử các mối hàn trong sản xuất. Một ví dụ tiêu biểu về cách lấy mẫu từ tấm thử được nêu trên Hình 40.
5.8.3.6. Các yêu cầu đặc biệt đối với các ống và ống dẫn
Các tấm thử để đánh giá chất lượng qui trình đối với các mối hàn giáp mép trong các ống và ống dẫn phải bao gồm 2 miếng ống được nối với nhau bằng một mối hàn giáp mép theo chu vi và sẽ cung cấp các mẫu thử được nêu trong Bảng 9.
Bảng 9 - Các mẫu thử được lấy từ tấm thử đối với các loại ống và ống dẫn được hàn giáp mép
|
Đường kính ngoài của ống D |
Thử kéo ngang |
Thử uốn mặt |
Thử uốn chân |
Ăn mòn thô đại |
Thử độ dai va đập với chiều dầy > 10mm |
|
≤ 51 mm |
2 1) |
- |
2 |
1 |
Xem 5.8.3.9b |
|
> 51 mm |
2 |
1 |
3 |
1 |
|
|
1) Mẫu để thử kéo ngang đối với các ống ≤ 51 mm phải là toàn bộ ống dẫn được hàn. |
|||||
Cần một mẫu riêng biệt của ống hoặc ống dẫn được hàn để chuẩn bị các mẫu thử để thử uốn ở chân và ăn mòn thô đại trong trường hợp các ống hoặc ống dẫn có D ≤ 51 mm.
Nếu dùng tấm lót thì phải để tấm lót lại trong mẫu thử ăn mòn thô đại và trong mẫu thử kéo được làm từ một ống dẫn được hàn nguyên vẹn. Tấm lót phải được loại bỏ khỏi tất cả các mẫu thử khác.
Các tấm thử phải được hàn ở vị trí thích hợp trong thực tế và nếu cần thì dùng 4 vị trí ống dẫn cơ bản:
a) xoay tròn ngang;
b) thẳng đứng;
c) được định vị nắm ngang;
d) được định vị nghiêng 45o so với phương nằm ngang.
Vị trí c) đánh giá chất lượng cho vị trí a).
Vị trí d) đánh giá chất lượng cho vị trí a), b) và c).
Phương pháp lấy mẫu thử từ các tấm thử được nêu trên Hình 41 a).
Mẫu để thử ăn mòn thô đại phải được lấy từ phần của chu vi của mối hàn tương ứng với vị trí được coi là khó hàn nhất trong trường hợp liên quan.
Các mẫu thử kéo phải được chế tạo theo 5.8.17.3 trừ khi chiều rộng nhỏ nhất của mẫu cong là 20 mm.
Các mẫu thử uốn phải có chiều rộng như đã được qui định trong Bảng 10.
Các mẫu thử uốn được cắt với các mép song song như được chỉ ra trên Hình 41 b và phải có các góc được vê tròn hay làm cong tới bán kính xấp xỉ 1,5 mm.
Các mẫu thử uốn phải được uốn mà không kéo thẳng, sau khi loại bỏ gia cường hàn xuống mức độ không còn, nhưng không thấp hơn, bề mặt xung quanh một lõi uốn có đường kính 3t và qua một góc 90o.
Bảng 10 – Chiều rộng của mẫu thử uốn đối với các ống và ống dẫn
|
Đường kính ngoài của
ống dẫn |
Chiều dầy ống dẫn |
Chiều rộng của mẫu
thử uốn |
|
≤ 51 mm |
t |
|
|
> 51 mm |
t |
|
|
1) Với giá trị lớn nhất là 38 mm. |
||
5.8.3.7. Thử không phá hủy các tấm thử
Các tấm thử để đánh giá chất lượng qui trình phải được thử không phá hủy mối hàn (xem 5.5).
5.8.3.8. Đánh giá các mẫu thử
Kết quả của các phép thử và kiểm tra các mẫu thử để đánh giá chất lượng qui trình hàn phải thỏa mãn các yêu cầu đối với việc hàn các tấm thử (xem 5.10).
5.8.3.9. Lựa chọn và các kết quả thử
Phải thử không quá hủy các mối hàn trong các tấm thử qui trình. Nếu trong một tấm thử mà các khuyết tật hàn là không chấp nhận được theo tiêu chuẩn này được phát hiện bằng thử không phá hủy thì phải chuẩn bị một tấm thử qui trình mới. Các mẫu thử phải được chọn từ các phần của tấm thử chứa mối hàn chất lượng tốt nhất.
a) Các mẫu thử kéo và thử uốn
Khi một mẫu thử kéo hay thử uốn không thỏa mãn các yêu cầu được qui định thì hai phép thử lặp lại đối với mỗi mẫu hỏng (không thỏa mãn) phải thỏa mãn các yêu cầu của tiêu chuẩn này.
b) Thử độ dai va đập
Cần có 3 mẫu thử.
Các kết quả thử được chấp nhận nếu các giá trị trung bình bằng 27 J hay cao hơn, và đồng thời chỉ có một trong các mẫu có giá trị không thấp hơn 20 J.
Nếu giá trị trung bình yêu cầu không được thỏa mãn hoặc nếu chỉ có một trong các mẫu có giá trị thấp hơn 20 J thì phải lấy tiếp và thử 3 mẫu thử bổ sung.
Trên cơ sở trên, các kết quả được chấp nhận nếu giá trị trung bình của tất cả 6 mẫu là 27 J hay lớn hơn và đồng thời chỉ có hai mẫu có giá trị thấp hơn 27 J và chỉ có một mẫu trong chúng có giá trị thấp hơn 20 J.
Nếu một mẫu không thỏa mãn do một khuyết tật rõ ràng thì kết quả không được chấp nhận và có thể lấy một mẫu thay thế. Tuy nhiên, chỉ cho phép một mẫu thay thế trong một seri mẫu thử.
Nếu các phép thử lại là không thỏa mãn các yêu cầu của tiêu chuẩn này thì phải tiến hành nghiên cứu các nguyên nhân trước khi toàn bộ qui trình được lặp lại.
5.8.3.10. Đánh giá chất lượng qui trình hàn mới
Đánh giá chất lượng một qui trình hàn mới hoàn toàn là bắt buộc khi có sự thay đổi lớn được gây ra bởi các thay đổi cần thiết như được liệt kê trong 5.8.3.1 đến 5.8.3.4.
5.8.3.11. Chấp nhận các tấm thử trong sản xuất hàn
Các tấm thử trong sản xuất hàn khi được kèm theo các số liệu liên quan cần thiết cho phép thử qui trình hàn và được chứng nhận bởi kiểm tra viên hay cơ quan kiểm tra thì được xem như tương đương với các phép thử đánh giá chất lượng qui trình.
5.8.3.12. Biên bản thử
Các biên bản thử phải được lưu và sẵn có để kiểm tra khi được yêu cầu. Mẫu cho các biên bản này được nêu trong Phụ lục F.
5.8.4. Đánh giá năng lực của thợ hàn
5.8.4.1. Yêu cầu chung
Mỗi thợ hàn phải được đánh giá khả năng phù hợp với các phép thử đánh giá năng lực thợ hàn được quy định trong tiêu chuẩn này. Các phép thử đánh giá năng lực của thợ hàn trước đây theo các tiêu chuẩn quốc gia tương ứng có thể được chấp nhận bằng sự thỏa thuận với cơ quan kiểm tra.
5.8.4.2. Các mối hàn giáp mép trên tấm và ống
Các mối hàn thử thuộc dạng hàn giáp mép trên các tấm để đánh giá năng lực thợ hàn phải có chiều dài ít nhất là 300 mm và không nhỏ hơn 5 lần chiều dầy của tấm. Các mối hàn để thử này phải được kiểm tra bằng mắt thường hay bằng tia bức xạ (xem 5.5) và kiểm tra ăn mòn thô đại mặt cắt ngang của mối hàn.
Trong trường hợp các mối hàn được hàn bằng oxy-axetylen hay bằng phương pháp chuyển nhúng (hồ quang ngắn), như nhiều phép thử uốn chân bổ sung phải được làm như kích thước của mẫu được phép thử định sẵn. Các mẫu thử uốn chân này phải thỏa mãn các yêu cầu của mối hàn của các tấm thử trong sản xuất hàn (xem 5.8.17.3.3.2).
Đối với 2 quá trình này thì các mối hàn để thử dạng nối giáp mép để đánh giá năng lực thợ hàn trên các ống phải được thử bằng các mẫu thử uốn với số lượng, chiều rộng và các điều kiện uốn theo 5.8.3.6.
5.8.4.3. Các mối hàn góc
Các mối hàn thử để đánh giá năng lực thợ hàn phải được tiến hành như các mối hàn góc đại diện trong các điều kiện; các mối hàn thử tiêu biểu được nêu ra trên Hình 42. Các mối hàn thứ này sẽ gẫy và xuất hiện vết gẫy do đó phải kiểm tra sự ăn mòn thô dại của mặt cắt ngang của mối hàn.
Khi các thợ hàn được yêu cầu đánh giá lại (xem 5.9.2.2) thì các phép thử mối hàn góc có thể được bỏ qua nếu thỏa thuận được với cơ quan kiểm tra miễn là người thợ hàn được chứng minh là có trình độ tốt trong hàn giáp mép.
5.8.4.4. Các điều kiện đánh giá
Các mối hàn thử để đánh giá năng lực thợ hàn phải được thực hiện chính xác cùng phương pháp và trong cùng điều kiện dưới đây đối với đánh giá qui trình hàn.
Các thay đổi trong qui trình hàn đòi hỏi phải đánh giá lại thì cũng đòi hỏi phải đánh giá lại năng lực thợ hàn trừ khi chúng được thay đổi do các thay đổi cần thiết như đã nêu ra trong 5.8.4.5.
Các trường hợp giảm nhẹ được liệt kê trong 5.8.4.5 có thể được áp dụng đối với tất cả các công nghệ hàn trừ công nghệ hàn oxy-axetylen và công nghệ chuyển nhúng, thì việc thi đánh giá năng lực thợ hàn trong các công nghệ này được kiểm tra bằng tia bức xạ hay kiểm tra siêu âm, được bố sung bằng các phương pháp thử không phá hủy khác khi được coi là cần thiết.
Nếu dùng các phương pháp thử cơ – lý đánh giá các mối hàn để đánh giá năng lực thợ hàn thì qui trình được dùng phải đúng như đối với mẫu thử qui trình hàn. Kiểm tra đánh giá năng lực thợ hàn trong công nghệ oxy – axetylen hay chuyển nhúng phải được kiểm tra bằng thử không phá hủy miễn là thêm vào đó là các yêu cầu thử uốn quy định trong 5.8.4.2 cũng được thỏa mãn.
5.8.4.5. Các qui định và sự tác động của những thay đổi cơ bản đối với việc đánh giá trình độ thợ hàn
5.8.4.5.1. Kim loại cơ sở
Sự thay đổi thành phần hóa học của kim loại cơ sở đòi hỏi phải đánh giá lại chất lượng kim loại.
5.8.4.5.2. Vị trí
5.8.4.5.2.1. Phép thử để đánh giá chất lượng được quy định giới hạn ở một trong bốn vị trí hàn cơ bản (xem ISO 6947) sẽ dự định hàn trong sản xuất.
Các phép thử để đánh giá trong các vị trí cơ bản bao hàm cho các vị trí trung gian.
Đánh giá chất lượng trên tấm không áp dụng cho các loại ống hàn.
5.8.4.5.2.2 Ống và ống dẫn
Đánh giá chất lượng bằng mối hàn một ống hoặc ống dẫn trong một vị trí xác định ở hướng nằm ngang sẽ xác định chất lượng hàn ống, ống dẫn hay tấm ở tất cả các vị trí, trừ các mối hàn theo chu vi trên các ống thẳng đứng và các mối hàn nằm ngang – thẳng đứng trong tấm. Đánh giá chất lượng của các mối hàn xung quanh chu vi trên các ống thẳng đứng cần phải hàn ở vị trí xác định trên hướng thẳng đứng và điều đó cũng đánh giá chất lượng các mối hàn theo chiều nằm ngang – thẳng đứng trong tấm và đối với các vị trí trung gian. Một phép thử để đánh giá chất lượng mối hàn ở các vị trí nghiêng có thể được thay thế.
5.8.4.5.3. Chiều dầy
Dải có hiệu lực của chiều dầy phải nằm trong các giới hạn sau đây:
5.8.4.5.3.1. Công nghệ oxy-axetylen
Một phép thử để đánh giá chất lượng trong dải chiều dầy nhỏ hơn hay bằng 4 mm sẽ đánh giá chất lượng cho bất kỳ chiều dầy nào khác trong dải này. Một phép thử để đánh giá chất lượng trong một chiều dầy lớn hơn 4 mm sẽ đánh giá cho chiều dầy bằng 4 mm và lớn hơn, đến và (bao gồm cả) bằng chiều dầy danh nghĩa của tấm thử.
5.8.4.5.3.2. Công nghệ TIG
Một phép thử để đánh giá chất lượng trong dải chiều dầy nhỏ hơn hay bằng 4 mm sẽ đánh giá chất lượng đối với bất kỳ một chiều dầy nào khác trong dải này. Một phép thử để đánh giá chất lượng trong dải lớn hơn 4 mm và nhỏ hơn hoặc bằng 20 mm sẽ đánh giá chất lượng cho bất kỳ chiều dầy nào khác trong dải đó.
Một phép thử để đánh giá chất lượng cho chiều dầy lớn hơn 20 mm sẽ dùng đánh giá chất lượng đối với bất kỳ chiều dầy nào lớn hơn 20 mm.
5.8.4.5.3.3. Công nghệ hàn điện tự động, bán tự động hay hàn tay
Một phép thử để đánh giá chất lượng trên các tấm có chiều dầy nhỏ hơn 12 mm sẽ đánh giá chất lượng cho bất kỳ chiều dầy nào khác trong dải 0,75 đến 1,5 lần chiều dầy của tấm thử. Một phép thử để đánh giá chất lượng trên tấm có chiều dầy trong dải từ 12 mm đến 15 mm sẽ đánh giá chất lượng cho tất cả các chiều dầy lớn hơn 8 mm.
Một phép thử để đánh giá chất lượng trên các ống hoặc ống dẫn có chiều dầy nhỏ hơn 20 mm sẽ đánh giá chất lượng đối với bất kỳ chiều dầy nào khác trong dải từ 0,75 đến 1,5 lần chiều dầy của tấm thử. Một phép thử để đánh giá chất lượng trên các loại ống có chiều dầy lớn hơn 20 mm sẽ đánh giá chất lượng cho tất cả các chiều dầy lớn hơn 15 mm.
5.8.4.5.3.4. Các mối hàn từng phần
Khi chỉ có một số phần của đường nối là được hàn bằng một phương pháp đặc biệt (ví dụ lớp hàn đầu tiên…) các phần được hàn có thể được thử để đánh giá chất lượng. Tuy nhiên, số lần chạy được dùng trong mối hàn thử không được nhỏ hơn số lần có thể được yêu cầu trong sản xuất.
5.8.4.5.4. Chất phụ gia và khí bảo vệ
5.8.4.5.4.1. Công nghệ hàn chuyển nhúng
Bất kỳ sự thay đổi nào trong thành phần của dây lõi hay trong thành phần hóa học của khí bảo vệ mà không có ảnh hưởng đến các đặc tính hàn và nhẩy sẽ không cần thiết phải thử lại.
5.8.4.5.4.2. Công nghệ hàn hồ quang kim loại
Các phép thử xác định trình độ thợ hàn với điện cực được bọc loại cơ bản cũng được dùng để đánh giá chất lượng đối với mối hàn bằng điện cực loại axit hay loại rutin nhưng không hàn cặp.
Các phép thử đánh giá năng lực thợ hàn với điện cực được bọc nhựa xenluloza chỉ được dùng để đánh giá chất lượng mối hàn bằng loại điện cực này.
Hơn nữa, đối với vị trí phẳng hiệu lực đánh giá chất lượng sẽ mở rộng đến sự thay đổi trong kích thước điện cực bằng cộng hay trừ một đường kính danh nghĩa ISO, nhưng đối với các vị trí khác thì phạm vi hiệu lực đánh giá chất lượng sẽ bị giới hạn trong kích thước điện cực được dùng để thử và một đường kính danh nghĩa ISO nhỏ hơn.
5.8.4.5.4.3. Công nghệ TIG
Một thay đổi trong chất phụ gia trong các giới hạn về thành phần tương ứng với tiêu chuẩn này hay trong thành phần của khí mà không có ảnh hưởng đến các đặc tính hàn hay chạy sẽ không yêu cầu thử lại (đánh giá chất lượng lại).
5.8.4.5.5. Công nghệ hàn tự động và bán tự động
Hiệu lực đánh giá chất lượng sẽ bị hạn chế trong mỗi công nghệ riêng biệt. Tuy nhiên, một sự thay đổi trong chất trợ dung, trong kích thước dây, trong tốc độ hàn hay trong các thông số điện (ví dụ điện thế cường độ dòng diện, xoay chiều hay một chiều,…) sẽ không đòi hỏi phải đánh giá chất lượng lại.
5.8.4.5.6. Chuẩn bị mối ghép để hàn
Một sự thay đổi trong hình dạng của việc chuẩn bị mối ghép không đòi hỏi phải đánh giá chất lượng lại miễn là sự thay đổi không ảnh hưởng có hại đến sự dễ dàng khi hàn.
Trong trường hợp các mối hàn ống nối và vòi phun… một sự thay đổi trong việc chuẩn bị mối ghép trong phạm vi các dạng (cơ bản) tiêu biểu khuyến khích dùng ở đây (xem Phụ lục B) không đòi hỏi phải đánh giá chất lượng lại.
5.8.4.5.7. Các ống và ống dẫn
Đánh giá chất lượng đối với ống hay ống dẫn hàn phải được đưa ra đối với tất cả những ảnh hưởng của sự thay đổi của các biến đổi cần thiết được quy định ở đây, và hơn nữa phạm vi hiệu lực sẽ hướng vào các giới hạn sau đây:
a) một phép thử để đánh giá chất lượng được tiến hành trên một ống với đường kính ngoài D nhỏ hơn 165 mm sẽ đánh giá chất lượng cho bất kỳ đường kính nào khác trong phạm vi 0,5 D đến 1,5D.
b) một phép thử để đánh giá chất lượng được tiến hành trên một ống có đường kính ngoài D bằng hoặc lớn hơn 165 mm sẽ đánh giá chất lượng cho tất cả các ống đường kính lớn hơn 80 mm.
5.8.4.5.8. Các ống nối và các lỗ khác
Đánh giá chất lượng đối với các ống nối, vòi phun và các chỗ nối tương tự bằng cách hàn ở tất cả các vị trí sẽ được thực hiện trên ống theo các quy định đối với việc đánh giá chất lượng các ống hàn (xem 5.8.4.5.7).
Tuy nhiên, đánh giá chất lượng các mối hàn như vậy trong vị trí phẳng chỉ có thể được tiến hành theo các quy định để đánh giá chất lượng hàn tấm. Trong trường hợp này, các giới hạn về chiều dầy (xem 5.8.4.5.3) phải là chiều dầy nhỏ nhất của các mối hàn được sử dụng trong sản xuất và không phải là chiều dầy của ống nối, vòi phun hay thân.
5.8.4.6. Các yêu cầu về các mối hàn để thử
Hình dáng bên ngoài của các mối hàn thử, cấu trúc thô đại nếu cần, và ảnh tia bức xạ của các mối hàn để thử phải tuân thủ các yêu cầu để chấp nhận của các mối hàn trong sản xuất.
5.8.4.7. Biên bản thử
Biên bản thử phải được lưu và phải có sẵn để kiểm tra khi cần. Các mẫu biên bản được nêu trong Phụ lục F.
5.8.4.8. Hiệu lực của phép thử để đánh giá chất lượng qui trình là phép thử để đánh giá năng lực thợ hàn
Một thợ hàn đã thực hiện thành công bài kiểm tra đánh giá chất lượng qui trình hàn cũng được đánh giá là thợ hàn có năng lực trong qui trình liên quan.
5.8.4.9. Thử lại
Cần thiết phải thử lại nếu:
a) hồ sơ của thợ hàn không thỏa mãn công việc hàn;
b) thợ hàn đã được đánh giá năng lực nhưng không được làm công đoạn hàn các bộ phận chịu áp lực trong khuôn khổ của đợt kiểm tra đánh giá năng lực thợ hàn trong 6 tháng trước đó, hay nếu như các văn bản hồ sơ đánh giá năng lực của thợ hàn không còn.
Khi các phương tiện để ghi biên bản bị hạn chế, hay các điều kiện đặc biệt khác có liên quan không đảm bảo thì có thể phải tiến hành thử thêm.
5.8.5. Nhiệt độ cho phép thấp nhất để hàn
Không được tiến hành hàn khi nhiệt độ của kim loại cơ sở thấp hơn – 20 oC. Ở nhiệt độ giữa – 20 oC và 0 oC bề mặt của tất cả các khu vực trong khoảng 75 mm xung quanh điểm dự định bắt đầu hàn phải được nung nóng đến nhiệt độ ấm thấp nhất đối với tay (ước tính phải cao hơn 15 oC) trước khi bắt đầu hàn. Không được hàn bề mặt còn bị ướt hay bị băng tuyết phủ khi tuyết rơi xuống mặt định hàn, hay trong khi gió to, trừ khi thợ hàn hay các công nhân vận hành hàn và công việc hàn được bảo vệ một cách thích hợp.
5.8.6. Cắt điều chỉnh và định tâm
5.8.6.1. Cắt nóng thép tấm, thép hình, thép thanh và các vật rèn ở nhiệt độ cao hơn 5 oC.
5.8.6.2. Các tấm thép phải được cắt nóng và/hoặc cắt bằng máy thành kích thước và hình dạng yêu cầu.
Có thể cắt nguội các tấm dầy hơn 15 mm miễn là phải kiểm tra mép cắt (bằng cách nhìn hay một cách nào khác) và thấy chúng phù hợp để hàn.
5.8.6.3. Các tấm sẽ hàn phải được điều chỉnh, định tâm và giữ ở đúng vị trí trong quá trình hàn.
Các thanh, ổ cặp, cái cặp, mối hàn định vị hay các dụng cụ khác có thể được sử dụng để giữ cho các mép sẽ hàn nằm ở đúng vị trí thích hợp. Các mối hàn định vị phải được loại bỏ trừ khi chúng hoàn toàn bị nóng chảy vào trong mối hàn.
Các mép của các mối hàn giáp mép phải được giữ trong quá trình hàn sao cho dung sai của 5.8.10 và 5.8.11 không vượt quá tại đường hàn kết thúc. Khi các thanh đai được lắp ghép có sai lệch vượt quá dung sai cho phép thì vòng đầu hay vòng thân phải được điều chỉnh tùy theo cái nào lệch nhiều cho đến khi các sai lệch nằm ở trong các giới hạn đã được quy định. Khi sử dụng các mối hàn góc thì phải lắp ghép thật chặt các bộ phận.
5.8.7. Các mối hàn dọc
Các mối hàn dọc trên thân, bao hơi và các ống góc có thể được hàn từ cả 2 phía, hay chỉ từ một phía nếu như phép thử quy trình hàn cho các kết quả chấp nhận được. Nếu dùng tấm lót thì phải loại bỏ tấm lót sau khi hàn xong và trước khi thử không phá hủy. Tấm lót phải làm bằng vật liệu không có ảnh hưởng xấu đến mối hàn.
5.8.8. Các mối hàn theo chu vi
Nếu các mối hàn theo chu vi trên thân và bao hơi được hàn từ một phía có sử dụng tấm lót thì tấm lót này phát được loại bỏ sau khi hàn xong và trước khi thử không phá hủy.
Vật liệu để làm tấm lót phải không được có ảnh hưởng xấu đến mối hàn.
5.8.9. Điều kiện bề mặt trước khi hàn
Các bề mặt sẽ hàn phải sạch và không chứa các chất lạ như mỡ, dầu, chất bôi trơn và sơn đánh dấu trong một khoảng cách ít nhất 25 mm từ mép hàn. Các oxit có hại phải được loại bỏ khỏi vùng tiếp xúc của kim loại hàn. Khi kim loại hàn được hàn vào trên một bề mặt đã được hàn trước đây thì tất cả xỉ phải được gạt bỏ bằng dụng cụ thô, đục, búa làm sạch chạy bằng khí nén, hay các dụng cụ khác thích hợp sao cho loại bỏ các tạp chất không sạch trong kim loại hàn.
5.8.10. Các đường định tâm ở giữa (xem Hình 43)
Đối với các mối hàn dọc thì đường tâm của các tấm phải được định tâm trong khoảng 10% chiều dầy của tấm dầy hơn:
d1 < 0,1="">
lớn nhất là 3 mm
Tuy nhiên, các giới hạn để định tâm các đường giữa có thể bị vượt quá khi thiết kế yêu cầu các đường giữa phải lệch vì một số lý do kỹ thuật, thì các sai lệch này phải được xem xét trong tính toán.
5.8.11. Dung sai định tâm bề mặt (xem Hình 43)
5.8.11.1. Các mối hàn theo chu vi
Độ lệch tâm lớn nhất tại bề mặt các tấm được nêu trong Bảng 11. Nếu vượt quá độ lệch tâm này thì bề mặt của tấm dầy hơn phải được làm vát nghiêng với độ nghiêng 1 : 4.
Bảng 11 – Độ lệch tâm lớn nhất của các tấm có mối hàn theo chu vi
|
Chiều dầy của tấm dầy hơn b mm |
Độ lệch tâm lớn nhất d2 hay d’2 mm |
|
b ≤ 20 |
b/4 |
|
20 < b="" ≤=""> |
5 |
|
40 < b="" ≤=""> |
b/8 |
|
b > 50 |
b/8 nhưng không lớn hơn 20 |
5.8.11.2. Các mối hàn dọc
Độ lệch tâm ở bề mặt của các tấm không được vượt quá các giá trị cho trong Bảng 12.
Nếu độ lệch tâm này bị vượt quá thì bề mặt của tấm dầy hơn phải được vát nghiêng với độ nghiêng 1:4.
Bảng 12 – Độ lệch tâm lớn nhất của các tấm có các mối ghép dọc
|
Chiều dầy của tấm dầy hơn b mm |
Độ lệch tâm lớn nhất d2 hay d’2 mm |
|
b ≤ 12 |
b/4 |
|
12 ≤ b ≤ 48 |
3 |
|
b > 48 |
b/16 nhưng không lớn hơn 10 |
5.8.12. Các mối hàn theo chu vi và dọc (xem Hình 43)
Tất cả các mối hàn phải được làm nhẵn, bằng phẳng, không tạo ra các rãnh, khe và phối hợp nhất với các tấm mà không có cắt mép hoặc các gián đoạn không bình thường đáng kể nào.
Để đảm bảo rằng các rãnh hàn đã hoàn toàn được điền đầy sao cho bề mặt của kim loại hàn tại bất kỳ điểm nào cũng không bị lõm sâu dưới mức bề mặt của các tấm hàn, kim loại hàn có thể nhô ra về các phía của tấm như một phương tiện gia cường. Sự gia công này không được vượt quá chiều dầy nêu trong Bảng 13.
Sự gia cường này không cần phải loại bỏ trừ khi nó vượt quá chiều dầy cho phép hay nếu các điều 5.8.14.4, 5.8.4.2.1 và 6.4 yêu cầu.
Bảng 13 – Chiều dầy được gia cường lớn nhất đối với các mối hãn dọc và hàn theo chu vi trong các tấm
|
Chiều dầy của tấm dầy hơn b mm |
Chiều dầy gia cường lớn nhất r hoặc r’ mm |
|
b ≤ 12 |
2,5 |
|
12 < b="" ≤=""> |
3 |
|
b > 25 |
5 |
5.8.13. Các mối hàn góc
Tất cả các mối hàn góc phải được làm bằng cách sao cho không có bất kỳ một sự cắt mép đáng kể 4) nào hay một khuyết tật có hại nào. Đối với các mối hàn góc có độ bền cao thì kim loại hàn phải được điền đầy bằng cách hàn ngấu thích hợp vào kim loại cơ sở tại chân của mối hàn là được đảm bảo và kim loại hàn phải được điền đầy để thỏa mãn các yêu cầu tính toán.
5.8.14. Các yêu cầu về hàn khác
5.8.14.1. Các mối hàn hai phía
Mặt đảo của các mối ghép hàn hai phía được làm sạch lại tới kim loại có chất lượng tốt trước khi hàn từ phía đảo. Yêu cầu này không áp dụng các công nghệ hàn trong đó có xẩy ra sự nóng chảy và hàn ngấu thích hợp và kim loại cơ sở không chứa các tạp chất.
5.8.14.2. Bắt đầu hàn lại
Nếu như do một lý do nào đó mà phải dừng hàn thì phải hết sức chú ý khi bắt đầu hàn lại để có thể đảm bảo độ ngấu và nóng chảy cần thiết.
Đối với trường hợp hàn hồ quang lớp xỉ thì phải làm sạch các khía rãnh ở miệng hàn.
5.8.14.3. Các mối hàn một phía
Khi sử dụng các mối hàn một phía cần đặc biệt chú ý chỉnh tâm và tách các phần tử phải nối sao cho có sự ngấu và nóng chảy hoàn toàn ở đáy của mối nối trên toàn bộ chiều dài.
5.8.14.4. Các tấm được hàn trước khi tạo hình nóng hay nguội
Khi cần thiết, các tấm có thể được hàn giáp mép chung với nhau trước khi tạo hình nóng, miễn là mối hàn được kiểm tra không phá hủy sau khi tạo hình nóng và tấm thử của mối hàn (được nhiệt luyện như nhau) được kiểm tra. Được phép tạo hình nguội các tấm đã được hàn với các điều kiện sau đây:
a) Các chú ý khi tạo hình
Trước khi tạo hình nguội, thì mối hàn gia công phải được làm phẳng, và người chế tạo phải chú ý khi cần thiết để tránh việc tạo thành các vết nứt trong kim loại hàn hay trong vùng ảnh hưởng nhiệt.
b) Các chiều dầy giới hạn
Các chiều dầy giới hạn như sau:
1) đến 20 mm đối với các thép hạt thô;
2) đến 25 mm đối với các thép hạt mịn.
c) Tạo hình
Nếu bán kính cong phía trong sau khi tạo hình mà nhỏ hơn 10 lần chiều dầy thì cần phải áp dụng nguyên công nhiệt luyện thích hợp như đã thỏa thuận giữa người mua, người chế tạo và cơ quan có thẩm quyền và /hoặc cơ quan kiểm tra.
d) Kiểm tra
Sau khi tạo hình nguội, các mối hàn phải được kiểm tra bằng mắt và thử không phá hủy trên suốt chiều dài của chúng. Các mối hàn với chiều dầy bất kì đã được uốn nguội đến bán kính cong bên trong nhỏ hơn các giá trị quy định trong c) thì phải kiểm tra các vết nứt bằng phương pháp từ hoặc thẩm thấu hay các phương pháp khác được thỏa thuận. Phương pháp sử dụng phải được sự đồng ý của người mua và cơ quan có thẩm quyền và/hoặc cơ quan kiểm tra.
5.8.14.5. Cuốn lại
Được phép cuốn lại thân đã được hàn để nắn chỉnh các sai lệch nhỏ để có độ tròn.
5.8.14.6. Nhiệt luyện
Trong các trường hợp nhiệt luyện là bắt buộc theo các yêu cầu của tiêu chuẩn này thì việc hàn gắn các vòi phun, tấm đệm, các ống nối, ống các loại và các bộ phận không chịu áp lực bằng cách hàn phải được tiến hành trước khi nhiệt luyện cuối cùng.
Tuy nhiên, cho phép các ngoại lệ khi đã được thỏa thuận giữa người chế tạo, người mua, và cơ quan thanh tra và/ hoặc cơ quan kiểm định, tùy theo các điều kiện làm việc của nồi hơi và của vật liệu được sử dụng. Trong trường hợp này thì đốt nóng sơ bộ cục bộ và kiểm tra không phá hủy tìm các vết nứt là cần thiết.
5.8.14.7. Các chi tiết gắn vào
5.8.14.7.1. Các tai cầm, giá đỡ, các phần tử gia cường, và các chi tiết gắn vào khác phải tuân thủ một cách hợp lý đối với độ cong của thân hay bề mặt khác mà chúng được gắn vào.
5.8.14.7.2. Các chi tiết đỡ được hàn vào các phần chịu áp lực phải là ít nhất.
5.8.14.7.3. Các chi tiết đỡ phải được loại bỏ trước khi tăng áp lần đầu tiên trừ khi chúng được thiết kế theo cùng một tiêu chuẩn như đối với các chi tiết gắn vĩnh cửu.
5.8.14.7.4. Hàn tất cả các chi tiết muốn gắn phải do các thợ hàn đã được kiểm tra và tuân theo các qui trình đã được phê duyệt.
5.8.14.7.5. Các mối hàn các chi tiết gắn vĩnh cửu và chịu tải trọng lớn vào các bộ phận chịu áp lực phải được kiểm tra không phá hủy một cách thích hợp.
5.8.14.8. Loại bỏ các chi tiết gắn
5.8.14.8.1. Khi lắp ráp các chi tiết gắn vào phải được loại bỏ thì phải dùng loại kỹ thuật sao cho tránh được các tác động có hại cho các bộ phận chịu áp lực tương ứng. Việc loại bỏ như vậy được tiến hành bằng cách bạt sạch, mài hay cắt nóng tiếp theo là bạt phẳng hay mài.
5.8.14.8.2. Phải sửa cho phẳng và thử không phá hủy một cách thích hợp các vùng đã loại bỏ các chi tiết gắn tạm thời.
5.8.15. Sửa chữa các khuyết tật hàn
Bất kỳ sửa chữa nào lên một mối hàn do người chế tạo thực hiện đầu phải báo cho cơ quan kiểm tra biết. Nếu việc sửa chữa được tiến hành như một bước tiếp theo sau của kiểm tra tia bức xạ thì phim của các khuyết tật ban đầu phải lưu trữ và dùng được (xem 5.9.1).
Trách nhiệm của người chế tạo, sau khi xem xét mức độ quan trọng và số lượng các khuyết tật cần loại bỏ, là phải quyết định liệu có phải tiến hành một số sửa chữa cục bộ hay không, hoặc để tạo ra mối nối mới sau khi cắt hay mài mối hàn liên quan.
Các qui trình hàn đối với việc sửa chữa cục bộ hay toàn bộ cần phải được phê duyệt. Nếu các khuyết tật phải được sửa chữa được yêu cầu sử dụng qui trình hàn khác với qui trình đã được người chế tạo phê duyệt để dùng và nếu người chế tạo quyết định dùng qui trình này để cho việc sửa chữa nêu trên thì không cần phải có phép thử phê duyệt. Việc sửa chữa phải do thợ hàn đã qua kiểm tra tiến hành.
Trong trường hợp sửa chữa là khó khăn thì người chế tạo phải thông báo cho cơ quan kiểm tra biết.
Trong trường hợp các khuyết tật không thể chấp nhận được tái diễn thì phải nghiên cứu nguyên nhân và thông báo cho cơ quan kiểm tra biết.
5.8.16. Nhiệt luyện
5.8.16.1. Nhiệt luyện sau hàn
Đối với thép các bon và thép các bon mangan, nhiệt độ đốt nóng để khử ứng suất nằm trong khoảng nhỏ nhất là 550 oC và lớn nhất là 620 oC. Thời gian giữ nhiệt độ này là 2 phút/mm với thời gian tối thiểu là 30 phút và tối đa là 120 phút.
Các qui trình trong 5.8.16.1.1 đến 5.8.16.1.7 sẽ được chọn ra để áp dụng cho nhiệt luyện.
5.8.16.1.1. Nhiệt luyện của ống lò, khi nồi hơi được lắp vào nó, không được cao quá 300 oC, tùy thuộc vào loại nồi hơi.
5.8.16.1.2. Tốc độ nâng nhiệt ở trên 300 oC không được vượt quá tốc độ nêu trong Bảng 14.
Bảng 14 – Tốc độ nâng nhiệt trên 300 oC khi nhiệt luyện sau hàn
|
Chiều dầy tấm thân hay tấm đáy |
Tốc độ nâng nhiệt |
|
e ≤ 25 mm |
220 oC/h |
|
e > 25 mm |
5500/e oC/h hay 55 oC/h tùy theo số nào lớn hơn |
5.8.16.1.3. Trong quá trình nhiệt luyện, sai lệch nhiệt độ giữa các điểm cách nhau 4,5 m không được vượt quá 150 oC, và khi ở nhiệt độ giữ, nhiệt độ trên toàn bộ phần của nồi hơi được đốt nóng phải trong khoảng nhỏ nhất là 550 oC và lớn nhất là 620 oC như đã quy định trong 5.8.16.1.
5.8.16.1.4. Trong quá trình nâng nhiệt và giữ nhiệt, khói trong ống lò phải được kiểm tra sao cho tránh được sự ôxy hóa mạnh trên bề mặt của nồi hơi. Không để ngọn lửa tác động trực tiếp lên nồi hơi.
5.8.16.1.5. Nồi hơi phải được làm nguội trong lò đến 300 oC với tốc độ không vượt quá tốc độ được nêu trong Bảng 15.
Bảng 15 – Tốc độ làm nguội đến 300 oC trong quá trình nhiệt luyện sau hàn
|
Chiều dầy của thân hay tấm đáy |
Tốc độ làm nguội |
|
e ≤ 25 mm |
275 oC/h |
|
e > 25 mm |
6875/e oC/h hay 55 oC/h tùy theo số nào lớn hơn |
5.8.16.1.6. Dưới 300 oC nồi hơi có thể được làm nguội trong không khí tĩnh.
5.8.16.1.7. Các nhiệt độ đã quy định phải là nhiệt độ thực của bất kỳ chi tiết nào của nồi hơi và được xác định bằng cách dùng các cặp nhiệt tiếp xúc với nồi hơi.
5.8.16.1.8. Một lượng đủ các nhiệt độ phải được ghi lại liên tục và tự động. Một số cặp nhiệt phải được dùng để đảm bảo rằng toàn bộ nồi hơi hay các phần của nồi hơi được nhiệt luyện là nằm trong dải quy định để kiểm tra rằng không xảy ra gradient nhiệt không yêu cầu.
5.8.16.2. Các loại nhiệt luyện khác
Nếu nhiệt luyện thường hóa phải tiến hành thì phần phải thường hóa được đốt nóng một cách từ từ lên nhiệt độ yêu cầu và giữ ở nhiệt độ đó trong một thời gian đủ để toàn bộ phần được nhiệt luyện ngấu nhiệt. Nếu như hình dạng của chi tiết gây ra làm nguội không đồng đều thì phải tiến hành nhiệt luyện khử ứng suất sau khi nhiệt luyện thường hóa.
5.8.16.3. Nhiệt luyện các tấm thử
Khi cần một tấm thử sản xuất hàn thì nó phải được đặt ở bên trong của chi tiết chịu áp lực, nó đại diện cho quá trình nhiệt luyện, hoặc, khi không thể thực hiện được thì tấm thử có thể được đặt dọc theo chi tiết chịu áp lực mà nó đại diện, trong lò tại vị trí mà nó sẽ nhận được sự nhiệt luyện tương tự.
Tấm thử phải được đốt nóng riêng biệt khỏi chi tiết chịu áp lực miễn là các phương tiện được chọn để đảm bảo rằng các yếu tố sau đây là giống nhau đối với tấm thử và đối với chi tiết chịu áp lực:
a) tốc độ nâng nhiệt, nhiệt độ lớn nhất;
b) thời gian giữ nhiệt;
c) điều kiện làm nguội.
Nhiệt độ nhiệt luyện của các tấm thử được đốt nóng phải ghi lại riêng biệt.
5.8.17. Kiểm tra trong chế tạo
5.8.17.1. Các tấm thử trong sản xuất hàn
5.8.17.1.1. Khi thân nồi hơi hay
các chi tiết của nồi hơi được hàn với hệ số hàn ![]() thì
các phép thừ sản xuất phải được thực hiện để chứng minh chất lượng của các sản
phẩm đem bán.
thì
các phép thừ sản xuất phải được thực hiện để chứng minh chất lượng của các sản
phẩm đem bán.
Các tấm thử sản xuất phải được cung cấp ở tỷ lệ một tấm cho mỗi 10 m hàn với ít nhất một tấm cho mỗi thân được hàn với cùng một qui trình, trong trường hợp các mối hàn dọc, và một tấm cho mỗi 30 m hàn bằng cùng một qui trình trong trường hợp các mối hàn theo chu vi.
Nếu các mối hàn theo chu vi được thực hiện bằng cùng một qui trình như các mối hàn dọc thì không cần lấy các mẫu thử cho các mối hàn theo chu vi.
5.8.17.1.2. Khi thân nồi hơi hay
các chi tiết của nó được hàn với hệ số hàn ![]() thì
các tấm thử sản xuất phải được cung cấp với tỷ lệ một tấm cho mỗi 100 m hàn có
cùng qui trình trong trường hợp các mối hàn dọc và một tấm cho mỗi 300 m hàn có
cùng qui trình trong trường hợp các mối hàn theo chu vi.
thì
các tấm thử sản xuất phải được cung cấp với tỷ lệ một tấm cho mỗi 100 m hàn có
cùng qui trình trong trường hợp các mối hàn dọc và một tấm cho mỗi 300 m hàn có
cùng qui trình trong trường hợp các mối hàn theo chu vi.
Nếu các mối hàn theo chu vi có cùng qui trình như của các mối hàn dọc thì không cần phải cung cấp các tấm thử cho các mối hàn theo chu vi.
5.8.17.1.3. Khi các nồi hơi có hệ
số hàn ![]() được chế tạo cùng với các nồi hơi có
hệ số hàn
được chế tạo cùng với các nồi hơi có
hệ số hàn ![]() và được hàn bằng một qui trình thì
không cần thiết phải thử phá hủy đối với các nồi hơi có hệ số hàn
và được hàn bằng một qui trình thì
không cần thiết phải thử phá hủy đối với các nồi hơi có hệ số hàn ![]() miễn là các tấm thử đủ để đảm bảo bao
gồm tổng chiều dài của mối hàn yêu cầu.
miễn là các tấm thử đủ để đảm bảo bao
gồm tổng chiều dài của mối hàn yêu cầu.
5.8.17.1.4. Các tấm thử sản xuất đối với các mối
hàn dọc phải được hàn liên tục như một mối hàn dọc. Đối với hệ số hàn ![]() thì vật liệu của tấm thử sản xuất
phải cùng một lô với vật liệu làm thân, và đối với thông số hàn
thì vật liệu của tấm thử sản xuất
phải cùng một lô với vật liệu làm thân, và đối với thông số hàn ![]() thì vật liệu của tấm thử sản xuất
phải có cùng tính chất như tấm cục bộ đối với mối hàn đại diện.
thì vật liệu của tấm thử sản xuất
phải có cùng tính chất như tấm cục bộ đối với mối hàn đại diện.
5.8.17.1.5. Các phép thử trên các tấm thử sản xuất hàn bao gồm:
a) một mặt cắt giảm để thử kéo, vuông góc với mối hàn;
b) một tấm kéo tất cả kim loại hàn (chỉ yêu cầu đối với tấm dầy bằng hay lớn hơn 20 mm);
c) một thử uốn bề mặt;
d) một thử uốn lại;
e) ba lần thử độ dai va đập có khía rãnh chữ V của kim loại hàn (chỉ yêu cầu đối với các tấm dầy bằng hay lớn hơn 10 mm);
f) một thử cấu trúc thô đại.
Các kết quả của tất cả các phép thử phải được ghi lại. Nếu như bất kỳ một mẫu nào có kết quả không thỏa mãn thì phải nghiên cứu nguyên nhân và phải chuẩn bị và thử lại 2 mẫu. Nếu phát hiện sai hỏng là do khuyết tật cục bộ hay khuyết tật đột xuất và các kết quả thử lại là thỏa mãn thì các kết quả thử lại được chấp nhận.
5.8.17.1.6. Nếu có yêu cầu như vậy thì các tấm thử hàn có thể được cung cấp ở cả hai đầu của mối hàn dọc. Trong trường hợp đó kích thước của các tấm thử phải đủ để lấy mẫu thử cần thiết từ một trong các tấm đó và các mẫu để thử lại khi cần thiết từ tấm khác.
5.8.17.1.7. Các tấm thử phải được đỡ hay gia cường trong quá trình hàn để phòng ngừa cong vênh
Các tấm thử phải được nhiệt luyện cùng một chế độ như đối với tấm sản xuất mà chúng đại diện.
Các tấm thử bị cong vênh trong quá trình hàn có thể được làm phẳng ở nhiệt độ thấp hơn nhiệt độ nhiệt luyện của thân chứa chúng. Việc làm phẳng được tiến hành trước khi nhiệt luyện cuối cùng.
5.8.17.2. Thử không phá hủy các mối hàn thử
Phải thử không phá hủy các mối hàn thử bằng cùng một kỹ thuật như đối với các mối hàn sản xuất mà chúng đại diện và nếu phát hiện ra các khuyết tật không thể chấp nhận được thì toàn bộ các mối hàn sản xuất được kiểm tra không phá hủy trên 100% chiều dài của chúng.
Nếu như bất kỳ các khuyết tật nào trong mối hàn của một tấm thử được phát hiện bằng thử không phá hủy thì vị trí của chúng phải được đánh dấu rõ ràng trên tấm và các mẫu thử phải được chọn từ các phần khác của tấm thử như có thể được thỏa thuận giữa người chế tạo và cơ quan kiểm tra.
Nguyên nhân của các khuyết tật này trong các tấm thử sản xuất phải được tìm ra.
5.8.17.3. Mẫu thử và kích thước
Các tấm thử sản xuất hàn cung cấp các mẫu thử được quy định trong 5.8.17.3.1 đến 5.8.17.3.5
5.8.17.3.1. Mẫu thử kéo mặt cắt giảm
Lấy một mẫu thử kéo mặt cắt giảm cắt vuông góc với mối hàn, hoặc cần bao nhiêu mẫu thì lấy bấy nhiêu để nghiên cứu độ bền trên toàn bộ chiều dầy của mối nối.
Kích thước của mẫu thử kéo tiết diện giảm phải như trên Hình 44.
Chiều rộng của tiết diện giảm ít nhất phải bằng 25 mm.
Nếu như chiều dầy của tấm vượt quá 30 mm thì phép thử kéo có thể được tiến hành trên một số mẫu mặt cắt giảm, mỗi mẫu có chiều dầy ít nhất là 30 mm và chiều rộng của mặt cắt ngang hiệu dụng ít nhất là 25 mm.
Các mẫu này phải được lấy từ tấm thử sao cho phép thử kéo bao trùm toàn bộ chiều dầy của mối hàn như được chỉ ra trên Hình 45. Trong trường hợp này, kết quả của mỗi mẫu thử phải thỏa mãn các yêu cầu được quy định trong 5.10.1.
5.8.17.3.2. Mẫu thử toàn bộ kim loại hàn
Kích thước của mẫu thử kéo của toàn bộ kim loại hàn được nêu trên Hình 46.
Đường kính do sao cho lớn nhất bao gồm mặt cắt ngang của mối hàn nhưng không được lớn hơn 20 mm.
Độ dài tính toán phải bằng 5 lần đường kính.
Hai mẫu thử của toàn bộ kim loại hàn, cái này ở trên cái kia, phải được lấy nếu chiều dầy của tấm lớn hơn 70 mm.
5.8.17.3.3. Mẫu thử uốn
5.8.17.3.3.1. Yêu cầu chung
Hai mẫu thử uốn, một để thử uốn và một để thử uốn lại được lấy vuông góc với mối hàn. Khi chiều dầy của tấm cho phép thì lấy cái này trên cái kia.
Khi chiều dầy của tấm vượt quá 20 mm thì các phép thử uốn bề mặt và thử uốn ở chân có thể được thay thế bằng các phép thử uốn một bên. Khi các mối hàn được tiến hành chỉ trên một phía thì một phép thử uốn có thể là thử uốn một bên nhưng ít nhất một phải là phép thử uốn thông thường với chân của mối hàn bị kéo.
5.8.17.3.3.2. Các phép thử uốn bề mặt và uốn chân
5.8.17.3.3.2.1. Các mẫu thử uốn phải có mặt cắt chữ nhật để có chiều rộng bằng 1,5 chiều dầy của mẫu nhưng không nhỏ hơn 30 mm.
Bề mặt của mẫu phải được mài đủ bóng để loại bỏ các khuyết tật bề mặt của tấm và mối hàn.
Các góc của mẫu phải được vê tròn đến bán kính không vượt quá 10% chiều dầy của mẫu.
5.8.17.3.3.2.2. Khi chiều dầy của tấm không vượt quá 30 mm thì chiều dầy của mẫu phải bằng toàn bộ chiều dầy của tấm thử.
5.8.17.3.3.2.3. Khi chiều dầy của tấm lớn hơn 30 mm, trong mọi trường hợp mẫu phải có chiều dầy ít nhất là 30 mm. Mẫu phải được thử với bề mặt ngoài của mối hàn chịu kéo được chuẩn bị bằng cách cắt bỏ phần mặt trong của mối hàn sao cho nhận được chiều dầy yêu cầu của mẫu.
5.8.17.3.3.2.4. Mẫu thử với mặt trong của mối hàn bị kéo phải được chuẩn bị bằng cách cắt bỏ phần mặt ngoài của mối hàn sao cho nhận được chiều dầy yêu cầu của mẫu.
5.8.17.3.3.3. Mẫu thử uốn mặt
5.8.17.3.3.3.1. Mẫu thử uốn mặt có mặt cắt chữ nhật theo Hình 47. Đường kính D của gối uốn phải sao cho chiều rộng lớn nhất của mối hàn luôn luôn ở trong giới hạn của đường kính gối uốn. Chiều dầy của mẫu ít nhất phải bằng 10 mm và tỷ lệ với đường kính của gối uốn tùy theo loại thép (xem 5.10.3).
5.8.17.3.3.3.2. Đối với chiều dầy mẫu giữa 30 mm và 40 mm thì chiều rộng b của mẫu thử phải bằng toàn bộ chiều dầy của tấm và mặt trên và mặt dưới của mối hàn phát được làm phẳng đến bề mặt ban đầu của vật liệu.
5.8.17.3.3.3.3. Khi chiều dầy của tấm lớn hơn 40 mm, nếu cần thiết được phép chia toàn bộ chiều dầy mẫu thành hai hay nhiều mẫu có chiều rộng như nhau được cắt từ chiều dầy mẫu miễn là chiều rộng của các mẫu không nhỏ hơn 30 mm.
5.8.17.3.4. Mẫu thử độ dai va đập có rãnh khía chữ V
Ba mẫu thử độ dai va đập có rãnh khía chữ V được lấy vuông góc với mối hàn và càng gần bề mặt của lớp hàn cuối cùng càng tốt.
Các mẫu thử độ dai va đập có khía rãnh chữ V phải có hình dạng và kích thước như đã chỉ ra trên Hình 48 và ISO 148.
Các khía phải nằm trong kim loại hàn ở gần trục của mối hàn và trục của rãnh khía phải vuông góc với bề mặt của tấm.
Phay đáy của rãnh khía phải được tiến hành rất cẩn thận.
Các phép thử độ dai va đập phải được tiến hành trên mẫu tại nhiệt độ lớn nhất là 22 oC.
5.8.17.3.5. Các mẫu thử cấu trúc thô đại
Phải có một mẫu để kiểm tra cấu trúc thô đại. Mẫu kiểm tra cấu trúc thô đại phải được tấm thực thô trên toàn bộ mặt cắt ngang của mối hàn.
5.9. Kiểm tra và thử
5.9.1. Kiểm tra qui trình hàn
Kiểm tra viên phải tự xác định rằng công nghệ hàn đã dùng để chế tạo nồi hơi đã được đánh giá chất lượng theo các yêu cầu của 5.8.
Các phép thử sản xuất hàn kèm theo tất cả các số liệu cần thiết có liên quan đối với phép thử qui trình hàn và được cơ quan kiểm tra chứng nhận thì phải được xem là tương đương với các phép thử đánh giá chất lượng qui trình.
Các biên bản thử phải được lưu trữ và phải luôn luôn có sẵn để kiểm tra khi có yêu cầu.
5.9.2. Kiểm tra đánh giá năng lực thợ hàn và người vận hành hàn
5.9.2.1. Người chế tạo phải chứng nhận rằng hàn trên bình chịu áp lực chỉ do những người thợ hàn và vận hành hàn đã được đánh giá năng lực theo các yêu cầu của 5.8.4 thực hiện và kiểm tra viên phải tự xác nhận rằng chỉ có các thợ hàn và vận hành hàn đã được đánh giá có đủ năng lực được sử dụng.
5.9.2.2. Người chế tạo phải chuẩn bị sẵn cho kiểm tra viên một sản sao chứng nhận biên bản của các phép thử đánh giá năng lực của từng thợ hàn và người vận hành hàn.
Kiểm tra viên có quyền ký chứng nhận cuộc kiểm tra năng lực của bất kỳ thợ hàn nào hay người vận hành hàn nào. Trong trường hợp có nghi ngờ thì kiểm tra viên có thể yêu cầu kiểm tra lại trình độ của thợ hàn.
5.9.3. Kiểm tra nhiệt luyện sau hàn
Kiểm tra viên phải tự xác nhận rằng nhiệt luyện sau hàn đã được thực hiện đúng và nhiệt luyện tuân thủ các yêu cầu quy định.
5.9.4. Thử không phá hủy các mối hàn – Kỹ thuật và khả năng chấp nhận của các khuyết tật
Tất cả các mối hàn được thử không quá hủy phải được chuẩn bị phù hợp với phương pháp thử không quá hủy được dùng.
5.9.4.1. Kiểm tra bằng mắt các mối hàn giáp mép
Phải kiểm tra bằng mắt tất cả các mối hàn giáp mép để tìm các khuyết tật hình dạng và phải tuân thủ các yêu cầu trong Bảng 16.
Bảng 16 – Mức chấp nhận của các khuyết tật hình dáng trong các mối hàn giáp mép phát hiện bằng kiểm tra bằng mắt
|
Loại khuyết tật |
Mức chấp nhận |
|
Cắt mép |
Không cho phép cắt mép liên tục Cắt mép cục bộ với chiều sâu lớn hơn 0,5 mm cũng không được phép |
|
Vết lõm do co ngót và lõm đáy |
Cũng như đối với cắt mép, trừ khi chiều sâu không vượt quá 1,5 mm |
|
Hình dạng gia cường |
Phần tử gia cường phải pha trộn đều đặn với kim loại nền và thông thường không phải làm phẳng miễn là hình dạng không gây khó khăn cho các kỹ thuật thử không phá hủy đã được quy định |
|
Gia cường quá mức và thẩm thấu quá mức |
Phần tử gia cường lớn nhất nêu trong 5.8.12 không bị vượt quá (xem Hình 43) |
|
Chảy tràn |
Không được phép |
|
Không ngay thẳng |
Không được vượt quá độ không định tâm lớn nhất nêu trong 5.8.11 (xem Hình 43) |
|
Rỗng làm vỡ bề mặt |
Không được phép |
|
Chú thích – Cần chú ý như đã nêu trong ISO/TC 44/SC 10. Hợp nhất các yêu cầu trong lĩnh vực hàn kim loại liên quan đến dự thảo của một tiêu chuẩn quốc tế tương lai về “Đảm bảo chất lượng của các thao tác hàn: Các mối hàn nóng chảy trong thép, các yêu cầu, các nhóm đánh giá” |
|
5.9.4.2. Chụp tia bức xạ
5.9.4.2.1. Kỹ thuật
5.9.4.2.1.1. Tất cả các mối hàn phải chụp tia bức xạ được chuẩn bị như sau:
Các vẩy hàn và các bất thường trên bề mặt hàn ở cả hai phía bên trong và bên ngoài khi cần thiết phải được loại bỏ bằng bất kỳ một công nghệ cơ học thích hợp nào đến một mức độ sao cho ảnh bức xạ không bị bất kỳ các bất thường che mất hay làm rối nhòe các ảnh của các khuyết tật cần tìm. Nếu có yêu cầu như vậy thì phần tử gia cường do hàn như đã nêu trong 5.8.12 phải được giảm chiều dầy như nêu trong Bảng 17.
Bảng 17 – Phần tử gia cường cho phép
|
Chiều dầy b mm |
Chiều dầy phần tử gia cường mm |
|
b ≤ 12 |
1,5 |
|
12 < b="" ≤=""> |
2,5 |
|
25 < b="" ≤=""> |
3 |
|
b > 52 |
4 |
5.9.4.2.1.2. Các mối hàn phải được chụp tia bức xạ theo ISO 1106 sử dụng ít nhất là kỹ thuật loại B, ISO 2504 và TCVN 6111:1996 (ISO 5579).
5.9.4.2.1.3. Nồi hơi phải được đánh dấu dọc theo các mối hàn sao cho mỗi lần chụp tia bức xạ thì có thể xác định được vị trí thích hợp của nó (xem 5.17).
5.9.4.2.1.4. Các ảnh chụp bức xạ phải được phân biệt bằng các phương tiện có đặc tính chì để chỉ ra như sau:
a) nồi hơi riêng biệt đã sử dụng chụp tia bức xạ bằng số sê ri hay số đơn hàng;
b) vị trí của mối hàn bằng cách dùng các chữ cái thích hợp cho các mối hàn khác nhau với số chỉ để chỉ mối hàn là thứ nhất, thứ hai, thứ ba…;
c) vùng của mối hàn được bao hàm bởi ảnh bức xạ;
d) một dấu hiệu chỉ rằng đã thực hiện sửa chữa mối hàn trên chiều dài của mối hàn đại diện trên ảnh chụp bằng tia bức xạ.
5.9.4.2.1.5. Chỉ thị chất lượng ảnh (IQl) phải tuân theo các yêu cầu của ISO 1027
5.9.4.2.1.6. Sử dụng lQl phải tuân theo các khuyến nghị của ISO 2504.
5.9.4.2.1.7. Kiểm tra mối hàn bằng tia bức xạ phải tiến hành trên phim nguyên bản có sử dụng các thiết bị nhìn theo các yêu cầu của ISO 5580.
5.9.4.2.2. Mức chấp nhận của các khuyết tật trong các mối hàn giáp mép
Mức chấp nhận của các khuyết tật trong các mối hàn giáp mép theo Bảng 18.
Bảng 18 – Mức chấp nhận của các khuyết tật trong các mối hàn giáp mép tìm thấy bằng chụp bức xạ
|
Loại khuyết tật 1) |
Mức chấp nhận 2) 3) |
|
|
Khuyết tật mặt |
Vết nứt Nóng chảy hay thẩm thấu chưa đủ 4) |
Không được phép |
|
Các khuyết tật tròn |
Ngậm xỉ Lỗ đơn Độ xốp phân bố đều đặc |
|
|
Rỗ cục bộ |
|
|
|
Ngậm vônphram |
Như độ xốp |
|
|
Khuyết tật dài |
Ngậm xỉ 6) Lỗ sâu biệt lập |
l ≤ 0,5 e đối với e ≤ 18 mm I ≤ 6 mm I ≤ 0,33 e đối với e > 18 mm |
|
Ngậm xỉ liên kết 6) Các lỗ sâu 4) |
Tổng chiều dài ≤ e Trong chiều dài = 12 e |
|
|
Các khuyết tật tương tác |
Kéo dài hay cục bộ |
d ≥ 6 lmax |
|
1) Tham khảo chung ở TCVN 6115:1996 (ISO 6520). 2) Kích thước khuyết tật và phần trăm khuyết tật được tính trên diện tích được chụp trên phim. 3) Các ký hiệu được dùng có ý nghĩa như sau:
e là chiều dầy của tấm kim loại mẹ (trong trường hợp các chiều dầy không giống nhau thì e là chiều dầy của phần mỏng hơn); l là chiều dài của khuyết tật; d là khoảng cách giữa các khuyết tật; lmax là chiều dài của khuyết tật lớn nhất (đối với các đám là chiều dầy bao trùm của đám). 4) Các lỗ sâu liên kết và rỗ đường song song với trục của mối hàn có thể biểu hiện nóng chảy và thẩm thấu chưa hoàn toàn và là khuyết tật không được phép. 5) Vùng được xem xét là cùng với chiều dài và chiều rộng của hình bao tạo nên hình chiếu của thể tích bị ảnh hưởng của kim loại hàn. 6) Ngậm xỉ là không cho phép khi các mối hàn đi qua một khoảng cách L = 2e, đến khoảng cách lớn nhất là 20 mm (xem Hình 49). |
||
5.9.4.2.3. Các ảnh chụp bằng tia bức xạ
Người chế tạo phải có và lưu trữ đầy đủ các ảnh chụp bằng tia bức xạ cho mỗi công việc theo tập trong thời gian tối thiểu là 5 năm.
5.9.4.3. Kiểm tra siêu âm
5.9.4.3.1. Kỹ thuật
Hướng dẫn về chuẩn bị hàn và kỹ thuật trong trường hợp kiểm tra bằng siêu âm được nêu trong Phụ lục G.
5.9.4.3.2. Mức độ chấp nhận của các khuyết tật trong các mối hàn giáp mép
Không được chấp nhận bất kỳ các khuyết tật nào sau đây
a) các bất liên tục dạng tròn hoặc kéo dài với đường kính hoặc chiều dài bất kỳ nếu biên độ của quần thể tích tụ vượt quá mức chuẩn (xem Phụ lục G);
b) các bất liên tục kéo dài nếu biên độ của các quần thể tích tụ lớn hơn 50% mức chuẩn và chiều dài của các bất liên tục này lớn hơn các giới hạn nêu trong Bảng 18 đối với các khuyết tật kéo dài; các yêu cầu trong Bảng 18 đối với các khuyết tật tương tác nhau cũng phải được tính đến;
c) các bất liên tục dẫn đến việc tạo thành vết nứt hàn không ngấu hay hàn không thấu, trừ những cái đã được định nghĩa trong 5.9.3.3 mà không kể đến chiều dài hay biên độ của quần thể tích tụ.
5.9.4.3.3. Mức chấp nhận của các khuyết tật trong các mối hàn chữ T
Mức độ chấp nhận đối với các mối hàn chữ T áp dụng cho các mối hàn thân vào các tấm đáy của các dạng nêu trong các Hình B.15a) và Hình B.15b), hàn ống lò vào tấm đáy và buồng quặt như đã được nêu trên các Hình B.17a) và Hình B.17b) và hàn tấm đáy của buồng quặt vào tấm phủ như được chỉ ra trên các Hình B.16b) đến Hình B.16e).
Sử dụng các yêu cầu của 5.9.4.3.2 đối với các mức chấp nhận của các khuyết tật tìm ra bởi kiểm tra siêu âm, trừ các trường hợp sau:
a) Các mối hàn với mối hàn góc mặt thứ hai (hàn sau lưng)
Đối với các mối hàn với mối hàn góc ở mặt thứ hai thì yêu cầu phải thấu hoàn toàn, nhưng cho phép hàn không thấu ở chân mối hàn trong các giới hạn sau đây:
![]()
h = 3 mm là cực đại
trong đó l là chiều dài, h là chiều cao của khuyết tật.
Không chấp nhận các khuyết tật bề mặt do hàn không ngấu (nóng chảy không hoàn toàn) được phát hiện bằng kiểm tra bằng mắt hay thiết bị dò vết nứt bề mặt, tốt nhất là bằng phương pháp hạt từ và chúng phải được loại khỏi kim loại mạ và được sửa chữa.
b) Các mối hàn với mối hàn góc không phải ở mặt thứ hai
Trong trường hợp các mối hàn với mối hàn góc không phải hàn ở mặt thứ hai thì điều quan trọng là phải cố gắng để đạt được độ hàn thấu hoàn toàn, đặc biệt trong các bộ phận của mối hàn nằm ở các chỗ hẹp chứa nước. Đến đầu này phải đặc biệt chú ý đến trang bị trong các vùng này, và khuyến nghị rằng chiều cao của các mũi nhô lên không vượt quá 1,5 mm.
5.9.4.4. Thử hạt từ và thẩm thấu chất lỏng
5.9.4.4.1. Kỹ thuật
Hướng dẫn về chuẩn bị hàn và kỹ thuật trong trường hợp kiểm tra bằng hạt từ và thẩm thấu chất lỏng được nêu trong Phụ lục H, ISO 3452, ISO 3453 và TCVN 5880:1995 (ISO 3059). Nói chung thử hạt từ được dùng nhiều hơn.
5.9.4.4.2. Các khuyết tật không chấp nhận được trong mối hàn
Trong thử hạt từ hay thẩm thấu chất lỏng thì các khuyết tật sau đây được coi là không chấp nhận được: các bất liên tục dẫn đến tạo thành vết nứt, hàn không ngấu, không thấu mà không kể đến chiều dài.
Cần thiết phải nghiên cứu và sửa chữa khi các khuyết tật rất nông trên bề mặt được phát hiện bằng cách thử hạt từ theo các qui trình được chỉ ra trong Phụ lục H.
5.9.5. Các phương pháp thử không phá hủy đối với các nhánh, các mối nối bằng đinh tán và các khớp nối, mặt bích, ống vào tấm ống và chỗ nối tấm ống vào thân
Các phương pháp thử không phá hủy đối với các loại chỗ nối được liệt kê trong Bảng 19.
Trong các phương pháp có thể thì phổ biến nhất là thử tia bức xạ và siêu âm. Cả hai phương pháp đều được đưa ra nếu kiểm tra bằng tia bức xạ không cung cấp đủ thông tin.
Thử hạt từ và/hoặc thẩm thấu chất lỏng được khuyến nghị áp dụng trong tất cả các trường hợp dù chúng là các phương pháp duy nhất được áp dụng hay là các phương pháp bổ sung thêm. Tuy nhiên, áp dụng hay sử dụng các phương pháp này là yêu cầu bắt buộc khi các phương pháp kiểm tra này được nêu ra trong Bảng 19 là khả năng duy nhất là phương pháp phụ trợ thêm cho phương pháp thử bằng tia bức xạ và/hoặc bằng siêu âm.
Bảng 19 – Các phương pháp thử không phá hủy cho các mối nối v.v…
|
Hình số |
Kiểm tra bằng tia bức xạ |
Kiểm tra siêu âm |
Kiểm tra bằng hạt từ/ thẩm thấu chất lỏng |
Chú thích |
|
Có nhánh không có vòng thẩm thấu |
|
|
|
|
|
B.3a) |
- |
Có |
Có |
1) |
|
B.3b) |
- |
Có |
Có |
1) |
|
B.4a) |
- |
Có |
Có |
|
|
B.4b) |
- |
Có |
Có |
|
|
B.5a) |
- |
Có |
Có |
|
|
B.5b) |
- |
Có |
Có |
|
|
B.6a) |
- |
Có |
Có |
|
|
B.6b) |
- |
Có |
Có |
|
|
B.7a) |
- |
Có |
Có |
1) |
|
B.7b) |
- |
Có |
Có |
1) |
|
B.8 |
Có |
Có |
Có |
1)2) |
|
B.9a) |
Có |
Có |
Có |
1)2) |
|
B.9b) |
Có |
Có |
Có |
1)2) |
|
Các nhánh có vòng bù |
|
|
|
|
|
B.10 |
Có |
Có |
Có |
3) |
|
B.11 |
Có |
Có |
Có |
3) |
|
Các chỗ uốn đóng đinh và khớp nối |
|
|
|
|
|
B.12a) |
- |
Có |
Có |
|
|
B.12b) |
- |
Có |
Có |
|
|
B.12c) |
Có |
Có |
Có |
|
|
Mặt bích |
|
|
|
|
|
B.13a) |
- |
- |
Có |
|
|
B.13b) |
- |
- |
Có |
|
|
B.14 |
Có |
Có |
Có |
4) |
|
Mối nối tấm đáy hoặc tấm ống vào thân |
|
|
|
|
|
B.15a) |
- |
Có |
Có |
|
|
B.15b) |
- |
Có |
Có |
|
|
B.15c) |
- |
Có |
Có |
|
|
B.15d) |
- |
Có |
Có |
|
|
Các mối nối tấm đáy hoặc tấm ống vào buồng quặt |
|
|
|
|
|
B.16a) |
Có |
Có |
Có |
|
|
B.16b) |
- |
Có |
Có |
|
|
B.16c) |
- |
Có |
Có |
|
|
B.16d) |
- |
Có |
Có |
|
|
B.16e |
- |
Có |
Có |
|
|
Các mối nối tấm đáy hay tấm ống vào ống lò |
|
|
|
|
|
B.17a) |
- |
Có |
Có |
|
|
B.17b) |
- |
Có |
Có |
|
|
B.17c) |
Có |
Có |
Có |
|
|
Các tấm bù lỗ kiểm tra |
|
|
|
|
|
12a) |
- |
- |
Có |
|
|
12b) |
- |
- |
Có |
|
|
Mối nối trụ đỡ |
|
|
Có |
|
|
22a) |
- |
- |
Có |
|
|
22b) |
- |
- |
Có |
|
|
22c) |
- |
- |
Có |
|
|
22d) |
- |
- |
Có |
|
|
23a) |
- |
- |
Có |
|
|
23b) |
- |
- |
Có |
|
|
Các phần tử gia cường cho ống lò |
|
|
|
|
|
34 |
- |
Có |
Có |
|
|
35 |
- |
Có |
Có |
|
|
Các mối hàn giáp mép dọc và chu theo vi |
|
|
|
|
|
B.18a) |
Có |
Có |
Có |
|
|
B.18b) |
Có |
Có |
Có |
|
|
B.18c) |
Có |
Có |
Có |
|
|
B.18c) |
Có |
Có |
Có |
|
|
B.18d) |
Có |
Có |
Có |
|
|
Các mối hàn theo chu vi trong các tấm đáy |
|
|
|
|
|
B.19a) |
Có |
Có |
Có |
|
|
B.19b) |
Có |
Có |
Có |
|
|
Gắn các ống nhô ra vào tấm đáy |
|
|
|
|
|
B.20a) |
- |
Có |
Có |
|
|
B.20b) |
- |
Có |
Có |
|
|
1) Sau khi loại bỏ chân gia cường đến mặt cơ bản. 2) Nếu các chỗ nối nhánh là đủ cao. 3) Một lỗ trong vòng bù đối với kiểm tra độ rò rỉ của các mối hàn bằng thép thử bong bóng xà phòng là cần thiết cho tất cả các trường hợp. 4) Đối với chiều dầy thành lớn hơn hay bằng 15 mm thì nên kiểm tra bằng siêu âm. |
||||
5.10. Các yêu cầu về kết quả kiểm tra các tấm thử sản xuất hàn
5.10.1. Thử kéo với mặt cắt giảm
Độ bền kéo nhận được ít nhất phải bằng độ bền kéo nhỏ nhất được quy định cho vật liệu tấm.
Khi thiết kế không được dựa vào độ bền kéo đứt của vật liệu, điều đó chỉ được phép khi vết gẫy xẩy ra ở trong kim loại hàn, cho phép giảm độ bền kéo thấp hơn giới hạn quy định cho vật liệu tấm là 19,6 N/mm2, với điều kiện giới hạn chảy của kim loại hàn được xác định bằng mẫu thử bằng hoặc lớn hơn giới hạn chảy nhỏ nhất được quy định của tấm.
5.10.2. Kiểm tra kim loại được hàn toàn bộ
Các giá trị về tính chất cơ học phải bằng hoặc lớn hơn các giá trị nhỏ nhất được quy định cho vật liệu cơ bản (vật liệu nền). Tuy nhiên, khi độ bền kéo nhỏ nhất của tấm lớn hơn 490 N/mm2, thì độ bền kéo của mẫu thử của kim loại được hàn toàn bộ có thể thấp hơn giới hạn quy định cho tấm một giá trị lớn nhất là 19,6 N/mm2, miễn là giới hạn chảy của kim loại hàn cao hơn giới hạn chảy của tấm.
5.10.3. Thử uốn
Mẫu phải được bố trí sao cho trục của gối uốn nằm giữa mối hàn và các gối đỡ, các mặt được phân tách nhau bởi khoảng cách được xác định bằng chiều dầy của mẫu (xem Hình 47).
Phải áp dụng các yêu cầu trong Bảng 20, trong đó a là chiều dầy của mẫu thử.
Khi kết thúc thử, chiều dài của khuyết tật lớn nhất trong bất kỳ hướng nào không được lớn hơn 3 mm.
Sự đứt sớm ở các góc của mẫu không được coi là nguyên nhân để trả lại (hư hỏng).
Bảng 20 – Các yêu cầu thử uốn
|
Thép |
Đường kính lõi uốn |
Khoảng cách giữa các gối đỡ |
|
Thép cácbon, Rm < 431="">2 |
2a |
4,2a |
|
Thép cácbon, Rm = 431÷530 N/mm2 |
3a |
5,2a |
|
Góc uốn yêu cầu đối với mẫu thử: 180o |
||
5.10.4. Thử va đập các mẫu có rãnh khía
Kết quả nhỏ nhất nhận được từ các mẫu thử độ dai va đập được chỉ ra trên Hình 48, phải tuân thủ các yêu cầu sau và không được nhỏ hơn các yêu cầu cho vật liệu chính. Việc thử phải tiến hành trên 3 mẫu.
Các kết quả thử là chấp nhận được nếu giá trị trung bình bằng hay lớn hơn 27 J, và đồng thời chỉ có một trong các mẫu có giá trị không thấp hơn 20 J.
Nếu như giá trị trung bình yêu cầu không được thỏa mãn hoặc nếu chỉ cần một trong các mẫu có giá trị nhỏ hơn 20 J, thì phải lấy và thử lại 3 mẫu bổ sung.
Trên cơ sở các yêu cầu nêu trên, các kết quả được xem là chấp nhận được nếu giá trị trung bình của tất cả 6 mẫu bằng hay lớn hơn 27 J và đồng thời chỉ có 2 mẫu có giá trị nhỏ hơn 27 J và chỉ có một trong số các mẫu có giá trị nhỏ hơn 20 J.
Nếu một mẫu bị gẫy do một khuyết tật lớn thì không được ghi nhận kết quả đó và phải lấy một mẫu khác thay thế. Tuy nhiên, trong một loạt thử chỉ cho phép một mẫu thay thế.
Nếu thử lại mà không thỏa mãn các yêu cầu của tiêu chuẩn này thì phải nghiên cứu tìm nguyên nhân trước khi toàn bộ qui trình được làm lại.
5.10.5. Kiểm tra cấu trúc thô đại
Tẩm thực thô đại toàn bộ mặt cắt ngang của mối hàn phải cho thấy hàn thấu tốt và không có chỗ hàn không ngấu, các tạp chất lớn, và các khuyết tật khác.
Trong trường hợp nghi ngờ, phải nghiên cứu vùng nghi ngờ của cấu trúc thô đại.
5.10.6. Thử không phá hủy
Các kỹ thuật thử không phá hủy và kết quả của các thử không phá hủy phải tuân theo các quy định trong 5.9.4.
5.10.7. Xử lý trong trường hợp các kết quả thử không được thỏa mãn
Nếu kết quả của các phép thử trên các tấm thử của sản xuất hàn không được thỏa mãn, thì phải nghiên cứu nguyên nhân, dùng các kết quả của các lần thử mới.
Nếu như các kết quả không thỏa mãn của các phép thử ban đầu được chứng minh là do các khuyết tật cục bộ hay rủi ro, thì các kết quả của các phép thử mới lặp lại phải là kết quả quyết định.
6. Kiểm tra và thử nghiệm
6.1. Đánh giá năng lực của các kiểm tra viên
Các kiểm tra viên nêu ra ở đây phải là những người được biên chế do các cơ quan kiểm tra được công nhận là cơ quan kiểm tra có thẩm quyền của nước sản xuất và/hoặc nước lắp đặt đào tạo thành những kiểm tra viên.
Trong các nước mà việc chứng nhận của các kiểm tra viên được yêu cầu bởi luật định thì thuật ngữ kiểm tra viên có nghĩa là người đã được đánh giá năng lực cho việc chứng nhận như vậy.
Kiểm tra viên với nhiệm vụ kiểm tra và chứng nhận cho các nồi hơi theo các yêu cầu của tiêu chuẩn này phải độc lập với người chế tạo và người mua, và không được biên chế trong các đối tượng trên.
6.2. Kiểm tra trong quá trình chế tạo
6.2.1. Yêu cầu chung
6.2.1.1. Mỗi nồi hơi phải được các kiểm tra viên giám sát trong quá trình chế tạo như đã xác định trong 1.3.8 và 6.1. Phải tiến hành giám sát đầy đủ để đảm bảo rằng vật liệu, việc chế tạo và kiểm tra tuân thủ tất cả các yêu cầu của tiêu chuẩn này.
6.2.1.2. Cơ quan kiểm tra có thẩm quyền phải giám sát các công việc của người chế tạo trong suốt thời gian tiến hành công việc, và được tự do kiểm tra người chế tạo ở bất cứ khâu nào và bác bỏ bất kỳ chi tiết nào không tuân thủ tiêu chuẩn này. Cơ quan kiểm tra phải kiểm tra thiết kế và có quyền yêu cầu xác minh rằng thiết kế tuân thủ các yêu cầu của tiêu chuẩn này.
6.2.1.3. Cơ quan kiểm tra phải thông báo cho người chế tạo trước khi bắt đầu chế tạo của các giai đoạn sản xuất mà ở đó phải tiến hành kiểm tra chặt chẽ vật liệu. Người chế tạo phải thông báo kịp thời cho cơ quan kiểm tra trước khi các giai đoạn sản xuất như vậy được tiến hành, nhưng điều này không hạn chế cơ quan kiểm tra kiểm tra bất kỳ giai đoạn sản xuất nào khác, hay bác bỏ vật liệu hay trình độ tay nghề bất kỳ khi nào họ phát hiện có khuyết tật.
6.2.2. Kiểm tra
6.2.2.1. Các nhân viên của người chế tạo có thể thực hiện các chức năng đã được chỉ ra trong 6.2.2.2b), c) hay e) bằng cách thỏa thuận với kiểm tra viên nhưng kiểm tra viên phải tự xác định được bằng cách kiểm tra ngẫu nhiên rằng các chức năng theo yêu cầu đã được thực hiện một cách thỏa đáng.
6.2.2.2. Từ các yêu cầu đã nêu trong 6.2.2.1 kiểm tra viên phải kiểm tra ít nhất là trong các giai đoạn sau đây:
a) khi các tấm được nhận từ các nhà máy của nhà chế tạo, để so sánh mác phân loại với chỉ tiêu ghi trong các chứng nhận của người sản xuất tấm và kiểm tra các kết quả được báo cáo về các tính chất cơ học và hóa học so với quy định. Kiểm tra viên phải đo kiểm tra chiều dầy của vật liệu;
b) khi các tấm thân và các tấm đáy đã được tạo hình (uốn) với các mép tấm được chuẩn bị cho hàn, và khi các tấm thử được đính vào;
c) trong các giai đoạn hàn, liệu có phù hợp với kỹ thuật hàn. Khi lần chạy đầu tiên đã bị nóng chảy dọc theo đường nối cơ bản và các tấm thử, khi các đường hàn này được kết thúc trên một mặt và chuẩn bị để hàn mặt kia và kết thúc hàn. Phải kiểm tra các phim chụp tia bức xạ và/hoặc các báo cáo (biên bản) thử siêu âm.
d) khi các mẫu thử hàn được chuẩn bị từ tấm thử đã được lựa chọn trước, để chứng minh các phép thử được yêu cầu;
e) khi các lỗ mở đã được chuẩn bị và khi các nhánh và các chỗ nối tương tự được hàn lược vào (đính tạm) vào vị trí, và tiếp theo khi kết thúc;
f) kiểm tra kích thước của nồi hơi sau khi đã chế tạo xong, khi thử thủy lực và một lần nữa sau khi thử, và kiểm tra bên trong và bên ngoài;
g) ghi mác nồi hơi, ví dụ, tấm tên;
h) ghi mác các mối hàn bằng các điểm kiểm tra;
i) chức năng thích hợp của thiết bị an toàn quan trọng trong quá trình bàn giao nồi hơi.
6.3. Thử áp lực
6.3.1. Sau khi nhiệt luyện trước khi lắp vật liệu chịu lửa và vật liệu cách nhiệt vào thì nồi hơi sau khi hoàn thành phải tiến hành thử áp lực chấp nhận. Kiểm tra viên phải có mặt trong quá trình thử này và phải chứng nhận các kết quả.
Nếu có bất kỳ một sự sửa chữa nào theo kết quả của phép thử áp lực chấp nhận thì nồi hơi phải được thử áp lực chấp nhận lại một lần nữa sau khi sửa chữa và sau nhiệt luyện.
6.3.1.1. Thử chấp nhận áp suất chuẩn
Thử chấp nhận áp suất chuẩn phải là phép thử thủy lực và áp suất thử pt không được nhỏ hơn giá trị theo phương trình sau đây:
![]()
Trong đó
p là áp suất tính toán, được định nghĩa trong 3.3;
pt là áp suất thử;
và p và pt là có cùng thứ nguyên.
6.3.1.2. Thử chấp nhận áp suất phi chuẩn
Khi cần thiết thử các nồi hơi bằng thủy lực đến áp suất lớn hơn 1,5 x p (xem 5.3.2.5.2, Bảng 6) thì thiết kế phải được kiểm tra lại để đảm bảo rằng ứng suất màng trong bất kỳ chi tiết nào của nồi hơi được thử không được vượt quá 90% giới hạn chảy 0,2% ở nhiệt độ phòng của vật liệu. Trong trường hợp vượt quá 90% giới hạn chảy 0,2% ở nhiệt độ phòng thì thiết kế nồi hơi phải được thay đổi để đảm bảo rằng điều đó không xảy ra.
6.3.2. Áp suất thử chấp nhận phải được áp dụng và duy trì trong một thời gian đủ dài để cho phép kiểm tra bằng mắt được thực hiện trên toàn bộ bề mặt và các mối hàn, nhưng trong tất cả các trường hợp không được nhỏ hơn 30 phút. Nồi hơi không được có một dấu hiệu nào của biến dạng dẻo hay rò rỉ. Ngay trước khi kết thúc thử áp suất phải được giảm đến giá trị không nhỏ hơn 1,1 lần áp suất thiết kế và không lớn hơn 0,9 lần áp suất thử.
CHÚ THÍCH 11 – Quan trọng là, về quan điểm an toàn, nồi hơi phải được đuổi khí một cách thích hợp sao cho có thể ngăn chặn được sự tạo thành các túi khí trước khi áp dụng áp suất thử. Nên rằng trong quá trình thử nhiệt độ của nước phải giữ sao cho ngăn chặn được sự phá hủy dòn.
6.3.3. Sau khi lắp đặt, nồi hơi phải được thử thủy lực ở áp suất như trong phép thử chấp nhận và giữ trong một thời gian 20 phút. Các tấm ống phải được kiểm tra bằng mắt để xác minh sự rò rỉ ở cuối ống. Không cần thiết phải loại bỏ các chất cách nhiệt để kiểm tra các mối hàn chính và các mối hàn vòi phun bằng mắt trừ khi nghi ngờ có sự hư hỏng nào đó.
7. Tài liệu, chứng nhận và đóng dấu
7.1. Thiết kế kỹ thuật bản vẽ và các bản số liệu
Người chế tạo phải cho phép cơ quan kiểm tra tiếp cận với toàn bộ các bản vẽ và các tính toán cần thiết để kiểm tra kích thước của các chi tiết trong quá trình sản xuất. Người chế tạo cũng phải cung cấp cho cơ quan kiểm tra và cho người mua các bản vẽ, tài liệu hay các bảng số liệu, thông tin đầy đủ như thiết kế chi tiết của nồi hơi, đặc biệt là các vật liệu được dùng để chế tạo. Khi lắp đặt tại chỗ mà không phải do người chế tạo trực tiếp thực hiện thì người chế tạo phải cung cấp đầy đủ thông tin để tạo điều kiện cho việc lắp đặt tốt nồi hơi.
Các kết quả kiểm tra trong quá trình chế tạo, kể cả các phim bức xạ phải được lưu trữ theo thư mục trong một thời gian 5 năm kể từ ngày hoàn thành nồi hơi và phải luôn sẵn sàng cho cơ quan kiểm tra kiểm tra bất kỳ lúc nào nếu được yêu cầu.
Người chế tạo phải xuất trình chứng nhận rằng nồi hơi đã được thiết kế, chế tạo và kiểm tra ở tất cả các khía cạnh theo yêu cầu của tiêu chuẩn này, và bản chứng nhận này phải được cơ quan kiểm tra ký đối chứng rằng nồi hơi đã được chế tạo và kiểm tra như vậy. Khi việc lắp đặt được một cơ quan kiểm tra khác giám sát thì từng cơ quan kiểm tra phải ký vào bản chứng nhận đối với công việc mà nó đã giám sát. Giấy chứng nhận được ký đối chứng phải được cung cấp cho người mua, và một bản sao cho cơ quan có thẩm quyền nếu được yêu cầu.
7.2. Các tài liệu phải nộp cho kiểm tra viên
Các tài liệu sau đây phải nộp cho kiểm tra viên:
a) các bản vẽ chế tạo và thiết kế chi tiết của toàn bộ nồi hơi;
b) chứng chỉ chất lượng của vật liệu được dùng;
c) biên bản kiểm tra kích thước được thực hiện trên nồi hơi;
d) biên bản đánh giá chất lượng của qui trình hàn, đánh giá năng lực của thợ hàn, các phép thử sản xuất hàn, thử không phá hủy và nhiệt luyện sau hàn.
7.3. Đóng dấu
Mỗi nồi hơi phải được đánh dấu rõ ràng bằng cách ghi mác dễ nhìn vào nồi hơi hay trên tấm ghi tên được đính vĩnh cửu vào nồi hơi.
Mác phải bao gồm nội dung sau:
a) số hiệu của tiêu chuẩn này;
b) tên và địa chỉ của người chế tạo;
c) số chế tạo của nồi hơi;
d) áp suất thiết kế;
e) các thông tin sau:
|
Nhãn hiệu tên |
Loại nồi hơi |
|
- Nhiệt độ nước cấp lớn nhất |
Nồi đun nước nóng |
|
- Nhiệt độ hơi nước lớn nhất |
Hơi quá nhiệt |
|
- Nhiệt vào lớn nhất (MW) |
Tất cả các nồi hơi |
f) áp suất thử thủy lực;
g) năm sản xuất;
h) dấu xác định của cơ quan kiểm tra có thẩm quyền;
i) mác công bố nào đó được yêu cầu;
8. Van an toàn, phụ ống và lắp ráp 5)
8.1. Van an toàn
8.1.1. Yêu cầu chung
8.1.1.1. Mỗi nồi hơi phải có ít nhất 2 van an toàn trừ trường hợp các nồi hơi có tích số của áp suất thiết kế tính bằng bar 6) với tổng thể tích tính bằng lít không vượt quá 10.000, thì được phép lắp một van an toàn. Nhưng phải được sự đồng ý của cơ quan kiểm tra của nước lắp đặt.
Mỗi bộ quá nhiệt phải có ít nhất 1 van an toàn ở phía đầu ra.
8.1.1.2. Khi một nồi hơi có một bộ quá nhiệt và nếu giữa nồi hơi và bộ quá nhiệt không có van chặn thì các van an toàn được gắn vào bộ quá nhiệt có thể được coi như là một bộ van an toàn của nồi hơi.
8.1.1.3. Không được lắp các van chặn giữa nồi hơi và các van an toàn bảo vệ nồi hơi hoặc giữa các van an toàn và các miệng xả của chúng.
8.1.1.4. Khi giữa bộ quá nhiệt và nồi hơi có lắp van chặn thì nó phải có các van an toàn. Các van an toàn này không được tính là bộ phận tạo thành của dung lượng van an toàn chung của nồi hơi.
8.1.1.5. Không được dùng các đế van an toàn có đường kính trong nhỏ hơn 20 mm.
8.1.1.6. Trong trường hợp áp suất bé hơn áp suất khí quyển thì có thiết bị bảo vệ chân không.
8.1.1.7. Các van an toàn phải tuân thủ các yêu cầu của TCVN 6339:1998 (ISO 4126-1).
8.1.1.8. Các van an toàn lắp trên bất kỳ nồi hơi nào (và cả bộ quá nhiệt tổng thể) phải có đủ khả năng xả toàn bộ hơi nước được tạo ra để không gây ra sự tăng áp suất trong nồi đến một giá trị lớn hơn 10% áp suất thiết kế của nồi hơi.
8.1.2. Các loại van an toàn
Các van an toàn được dùng để bảo vệ thân nồi hơi và các bộ quá nhiệt của chúng phải được xác định như trong TCVN 6339:1998 (ISO 4126-1) và về nguyên tắc, phải là các van an toàn tác động trực tiếp.
Các van an toàn được chịu tải bằng các lò xo, ngoài van an toàn kiểu lò xo, cho phép dùng các van an toàn kiểu đối trọng hoặc loại đòn bẩy – đối trọng nếu được cơ quan có thẩm quyền chấp nhận.
8.1.3. Chế tạo
8.1.3.1. Các bộ phận chuyển động của van phải được dẫn hướng đầy đủ và phải có khoảng trống thích hợp trong mọi điều kiện vận hành. Phải có các phương tiện để ngăn cản các bộ phận chuyển động trượt ra khỏi dẫn hướng. Các trục không được gắn vào các hộp nhồi hay rãnh dẫn.
8.1.3.2. Thiết kế các van an toàn và chọn vật liệu để chế tạo phải chú ý đến ảnh hưởng có thể do hiện tượng giãn nở và co ngót khác nhau. Chúng phải được chế tạo sao cho sự vỡ của bất kỳ bộ phận nào cũng không cản trở việc xả dễ dàng và hoàn toàn hơi nước có áp suất.
8.1.3.3. Vật liệu được dùng để chế tạo các van an toàn phải thích hợp với nhiệt độ, áp suất và các điều kiện khác có liên quan. Các đĩa và đế của van an toàn phải làm bằng các vật liệu chống rỉ và chống mài mòn.
8.1.3.4. Ổ trục của các đòn bẩy phải cho phép chuyển động hoàn toàn. Khi đòn bẩy nhô lên trên chấu của ổ trượt thì nó phải được bọc lót bằng kim loại chống gỉ hay các chấu phải là kim loại chống gỉ.
8.1.3.5. Khi tải trọng được tạo ra bởi đòn bẩy và đối trọng, lực đặt lên đĩa van không được lớn hơn 6000 N đối với các van một đòn bẩy, hay 10.000 N đối với các van hai đòn bẩy hoặc đối với các van một đòn bẩy được thiết kế sao cho các lực ở một phía không thể xẩy ra. Trọng lượng chất tải của van an toàn phải là một khối, và được chốt chắc chắn trên đòn bẩy để ngăn chặn chuyển động không chủ ý của trọng lượng.
8.1.3.6. Khi dùng tải trọng bằng lò xo thì lò xo phải được chế tạo sao cho khi van nâng lên hoàn toàn thì các vòng phải cách đều nhau một khoảng bằng nửa đường kính dây hoặc 1 mm.
8.1.3.7. Cơ cấu chuyền động phải dễ dàng và phải được bố trí sao cho van có thể nâng khỏi đế của chúng khi có áp lực tác động. Cơ cấu truyền động dễ dàng phải sao cho nó không thể chốt hay không thể giữ van cách xa đế của nó khi cắt lực nâng ngoài.
8.1.3.8. Các van an toàn có thể có đế làm thành một góc từ 45 o đến 90 o với trục của van.
8.1.4. Kiểm tra toàn bộ các van an toàn
Tất cả các van an toàn phải được kiểm tra thủy lực tại xưởng của người chế tạo van an toàn theo các yêu cầu trong TCVN 6339:1998 (ISO 4126-1:1991), điều 5.3.
8.1.5. Các đặc tính vận hành và chảy của van an toàn
Các bản sao biên bản của các phép thử đã tiến hành trước đó với sự có mặt của cơ quan có thẩm quyền (đối với van an toàn) được định nghĩa trong TCVN 6339:1998 (ISO 4126-1), về van an toàn dùng cho các nồi hơi, phải được cung cấp theo yêu cầu của tất cả các bên liên quan.
Các phép thử phải được tiến hành để thỏa mãn các yêu cầu của TCVN 6339:1998 (ISO 4216-1:1991) điều 6.2 (Các đặc tính vận hành) và 6.3 (Các đặc tính chảy).
Hệ số xả phải được tính toán theo TCVN 6339:1998 (ISO 4126-1:1991), điều 7.1 và 7.2.
8.1.6. Dung lượng được chứng nhận
8.1.6.1. Đối với từng van, dung lượng được chứng nhận phải bằng 90% dung lượng lý thuyết nhân với hệ số xả (xem TCVN 6339:1998 (ISO 4126-1:1991), điều 6.5).
8.1.6.2. Dung lượng xả của một van an toàn xả hơi nước quá nhiệt phải được tính toán phù hợp với TCVN 6339:1998 (ISO 4126-1:1991).
8.1.7. Các áp suất đặt
Các van an toàn được cung cấp theo TCVN 6339:1998 (ISO 4126-1:1991) phải bắt đầu mở tại áp suất không cao hơn áp suất thiết kế của nồi hơi (xem 3.2).
Khi các van an toàn đa năng được cung cấp, áp suất đặt có thể chọn thấp hơn để thực hiện mở tăng dần, miễn là thỏa mãn các yêu cầu của 8.1.1.8.
Phải có giá trị cận biên giữa áp suất thực tế tại đó nồi hơi bắt đầu phát hơi và phân phối hơi nước và áp suất thấp nhất mà tại đó có một trong các van an toàn bắt đầu mở, để ngăn chặn việc mở không cần thiết của các van an toàn.
8.1.8. Ghi nhãn
Mỗi van an toàn phải được ghi nhãn trên thân của nó hay trên tấm nhãn với các thông tin tối thiểu đã nêu lên trong TCVN 6339:1998 (ISO 4126-1:1991), điều 9.1 và 9.2.
8.1.9. Gắn vào nồi hơi
Các van an toàn phải được lắp trực tiếp với nồi hơi trên các mặt nối vững chắc hoặc các ống cụt không được dùng cho mục đích khác và có diện tích mặt cắt ngang ít nhất bằng tổng các diện tích của các lỗ thông của tất cả các van an toàn được lắp ráp trên chúng. Rãnh vào của van an toàn phải được khoan về danh nghĩa bằng lỗ của mặt nối hay ống cụt mà chúng được nối vào đó. Các tấm đệm hay vòi phun không được có đường kính trong nhỏ hơn 25 mm. Nếu các ống cụt được dùng thì chúng phải càng ngắn càng tốt. Tổn thất áp suất giữa nồi hơi và đầu vào của van an toàn không được vượt quá 3 % áp suất ngưỡng của van tại dung lượng được chứng nhận.
8.1.10. Các đường xả
Diện tích của các ống xả hơi nước phải đủ lớn để tránh ảnh hưởng có hại của đối áp đến sự vận hành của van.
Các van an toàn phải xả vào không khí trong một không gian bình thường không có người tiếp cận. Đường xả phải gần như chiều thẳng đứng và phải được bố trí sao cho chúng không tích tụ chất lắng hoặc nước ngưng đọng làm hạn chế dòng chảy của hơi nước. Các gối đỡ và giữ của chúng phải được thiết kế và chế tạo sao cho không tạo ra các tác động phụ tác động lên van an toàn.
8.2. Ống thủy
8.2.1. Mỗi nồi hơi phải có ít nhất 2 phương tiện chỉ thị mức nước độc lập, một trong số đó là ống thủy được nối trực tiếp vào thân nồi hơi. Cái thứ hai có thể là một chỉ thị mức nước từ xa hay một thiết bị khác.
8.2.2. Các ống thủy phải được đặt sao cho mức nước có thể nhìn thấy được trong rãnh thủy tinh tại mức báo động thấp nhất, tức là tại mức nước thấp nhất cho phép, và mức này ít nhất phải cao hơn 100 mm so với bề mặt đốt nóng cao nhất.
8.2.3. Các ống và phụ tùng ống nối ống thủy với nồi hơi phải càng ngắn càng tốt và phải được thiết kế sao cho không tạo thành túi đọng nước giữa nồi hơi và ống dẫn, và không được là một đầu dẫn nước ra từ đó, trừ các bộ phận đưa nước ống hơi nước, ống xả hoặc các thiết bị tương tự không cho phép rò rỉ một lượng hơi nước thích hợp.
Các ống nối ống thủy với nồi hơi không được nhỏ hơn 25 mm. Khi các ống nối được gắn chung với thiết bị kiểm tra an toàn hay báo động, thì các ống nối này phải có lỗ không được nhỏ hơn 40 mm.
8.2.4. Mức nước thấp nhất cho phép của một nồi hơi phải được đánh dấu vĩnh cửu và rõ ràng.
8.2.5. Các ống dẫn nước hình trụ phải được gắn với bộ phận bảo vệ.
8.3. Áp kế hơi
8.3.1. Mỗi nồi hơi phải có một áp kế hơi với đường kính mặt áp kế không được nhỏ hơn 100 mm để nối vào không gian chứa hơi hoặc trực tiếp hoặc qua cột nước hay qua các bộ phận nồi hơi khác.
8.3.2. Áp kế phải nối qua một xi phông hay một thiết bị tương tự có dung lượng đủ lớn để ống được điền đầy nước. Ống phải có kích thước đủ lớn và có dự trữ cho việc thổi ra ngoài, nếu có thể.
8.3.3. Các phụ tùng nối áp kế phải được chế tạo thích hợp với áp suất thiết kế của nồi hơi và với nhiệt độ hơi nước.
8.3.4. Các áp kế phải được chia độ theo đơn vị thích hợp và xấp xỉ bằng hai lần áp suất làm việc, nhưng không trường hợp nào được chọn thang đo khiến cho áp suất làm việc lớn nhất nhỏ hơn 50% thang đo. Áp suất làm việc lớn nhất cho phép phải được chỉ rõ ràng trên thang đo.
8.3.5. Mỗi nồi hơi phải được cung cấp một chỗ nối cùng với van cho mục đích lắp đồng hồ kiểm tra vào khi nồi hơi đang vận hành để kiểm tra độ chính xác của áp kế đang sử dụng.
8.4. Các thiết bị xả lò
8.4.1. Mỗi một nồi hơi, bộ hâm nước và giàn ống nước phải lắp một van dùng để xả được đặt ở điểm thấp nhất của thiết bị hoặc càng gần điểm thấp nhất càng tốt.
8.4.2. Van xả phải được gắn vào thiết bị bằng một ống dẫn càng ngắn càng tốt.
8.4.3. Khi các đường xả của các nồi hơi được nối vào một đường xả chung, thì trên đường xả của từng nồi phải đặt 2 van trong đó một van một chiều để ngăn không cho nước xả của nồi hơi này chạy sang nồi hơi khác.
8.4.4. Các ống xả nếu quay về phía bề mặt đốt thì phải được bảo vệ bằng xây gạch hay vật liệu chịu nhiệt khác và được bố trí sao cho có thể giám sát được ống và không ảnh hưởng đến sự giãn nở.
8.4.5. Các van xả loại côn được gắn vào bằng các chốt côn phải có dạng mũ đai ốc với các tuyến rãnh được bao gói riêng biệt, và không được dùng với áp suất thiết kế cao hơn 1,3 N/mm2.
8.5. Các van để nối
8.5.1. Các đường hơi ra
Mỗi đường hơi ra, trừ trường hợp cho các van an toàn và đường vào và ra của bộ quá nhiệt và tái quá nhiệt phải lắp một van chặn tại vị trí có thể tiếp cận được trên trong đồng phân phối hơi nước và càng gần nồi hơi càng tốt.
CHÚ THÍCH 12 – Các van phải là loại luôn luôn chỉ rõ trạng thái đóng hay mở.
Khi có nhiều nồi hơi được nối vào một thiết bị gia nhiệt chung hay đường ống phân phối hơi nước thì các ống nối hơi nước cho từng nồi hơi phải được cung cấp với 2 van chặn và có bộ phận xả đọng giữa chúng, hoặc phải trang bị một phương pháp an toàn tương tự nào đó.
CHÚ THÍCH 13 – Van lắp phía nồi hơi nên là loại van một chiều.
8.5.2. Nối đường nước cấp
Mỗi ống nước cấp nối vào bất kỳ nồi hơi nào phải có một van kiểm tra và một van chặn riêng biệt gần nồi hơi. Khi có bộ hâm nước ngắt được thì các van nói trên phải được lắp ở đầu vào của bộ hâm nước. Ống cấp nước vào nồi hơi phải được bố trí sao cho nồi hơi không được tự hết nước đến mức thấp hơn 70 mm trên điểm cao nhất của bề mặt bị đốt nóng bởi các khí có nhiệt độ cao hơn 400 oC.
8.6. Vật liệu làm van và phụ tùng đường ống
CHÚ THÍCH 14 – Khi các giới hạn về nhiệt độ là bắt buộc thì phải xem xét nhiệt độ của hơi nước bão hòa tại áp suất làm việc thiết kế của nồi hơi hay nhiệt độ quá nhiệt cuối cùng được dùng trong trường hợp các phụ tùng đường ống trên các bộ quá nhiệt.
8.6.1. Gang
Không được dùng gang để làm các phụ tùng lắp ráp để xả hay các chức năng nước khác kể cả các nồi đun nước nóng. Trong các trường hợp khác, không được dùng gang cho áp suất cao hơn 1,3 N/mm2 hoặc đối với nhiệt độ cao hơn 200 oC, hoặc đối với các chi tiết có đường kính lớn hơn 200 mm.
8.6.2. Đồng thau, đồng thanh và đồng làm vũ khí
Không được dùng đồng thau, đồng thanh và đồng làm vũ khí cho nhiệt độ cao hơn 220 oC, trừ khi được cơ quan kiểm tra phê duyệt một cách đặc biệt trong các trường hợp các hợp kim đặc biệt chịu nhiệt độ cao.
8.6.3. Thép đúc
Thép đúc phải được các bên liên quan đồng ý.
8.7. Mặt bích và mối nối bu lông
8.7.1. Các bích và mối nối bu lông phù hợp với quy định quốc gia phải được đánh giá là chấp nhận được.
8.7.2. Để xác định kích thước trong các quy định nêu trên, áp suất làm việc thiết kế của nồi hơi phải được coi là áp suất làm việc của tất cả các phụ tùng lắp ráp kể cả các phụ tùng lắp ráp dừng thổi.
8.8. Kiểm tra tự động
Các quy định quốc gia liên quan đến sử dụng kiểm tra tự động phải được áp dụng cho đến khi một phần mới bao gồm quản lý và thiết bị nồi hơi được chấp nhận và được gắn vào tiêu chuẩn này.
CHÚ THÍCH – Bề mặt bức xạ nhiệt hiệu dụng bao gồm ống lò, tấm phủ và vách ướt.
CHÚ THÍCH – Bề mặt bức xạ hiệu dụng bao gồm ống lò, tấm đáy của buồng quặt và vách sau ướt
Hình 1 – Nồi hơi hộp khói ướt
CHÚ THÍCH – Bề mặt bức xạ nhiệt hiệu dụng bao gồm ống lò và bề mặt toàn bộ của buồng quặt.
Hình 2 – Nồi hơi hộp khói ướt
CHÚ THÍCH – Bề mặt bức xạ nhiệt hiệu dụng bao gồm ống lò, tấm đáy của buồng quặt và vách sau ướt.
Hình 3 – Nồi hơi hộp khói ướt
CHÚ THÍCH – Bề mặt bức xạ nhiệt hiệu dụng bao gồm ống lò.
Hình 4 – Nồi hơi hộp khói khô
CHÚ THÍCH – Bề mặt bức xạ nhiệt hiệu dụng bao gồm ống lò và tấm đáy buồng quặt.
Hình 5 – Nồi hơi vách bán ướt
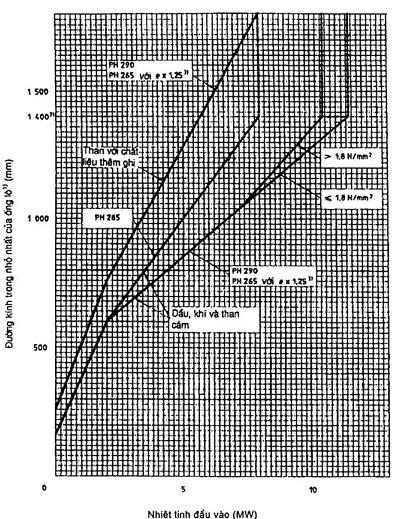
1) Trong trường hợp các nồi hơi có ngọn lửa quặt, đường kính ống lò được chỉ trên đồ thị sẽ được tăng thêm 40%.
2) Nếu đường kính ống lò được chọn cho dầu, khí hay than cám lớn hơn 1400 mm thì độ dãn dài nhỏ nhất của vật liệu làm lò phải bằng 24%.
3) Trong trường hợp vật liệu PH 265, chiều dầy tính toán phải được tăng thêm 25%.
Hình 6 – Quan hệ giữa công suất nhiệt và đường kính trong của ống lò
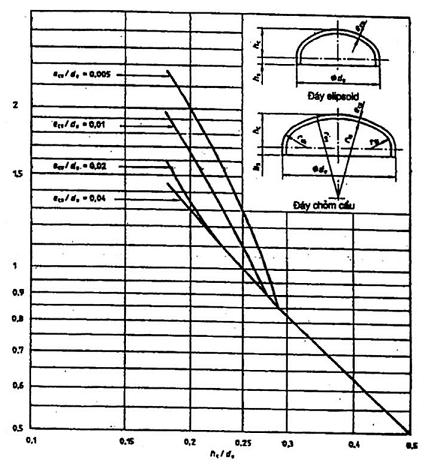
Hình 7 – Hệ số hình dạng C đối với các đáy lồi không gia cường và không khoét lỗ
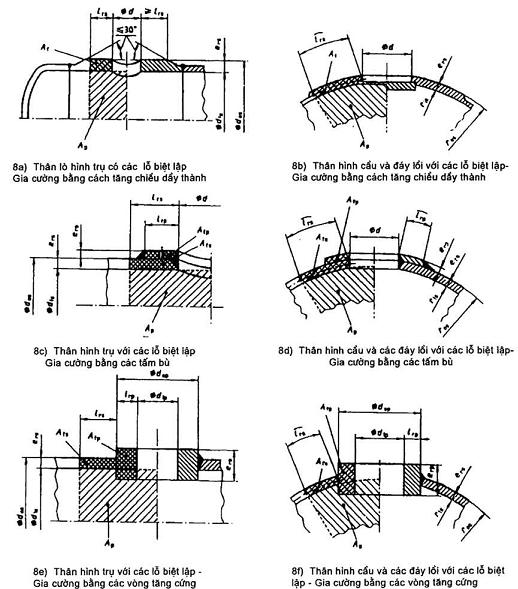
Hình 8 – Gia cường các lỗ và các ống nối
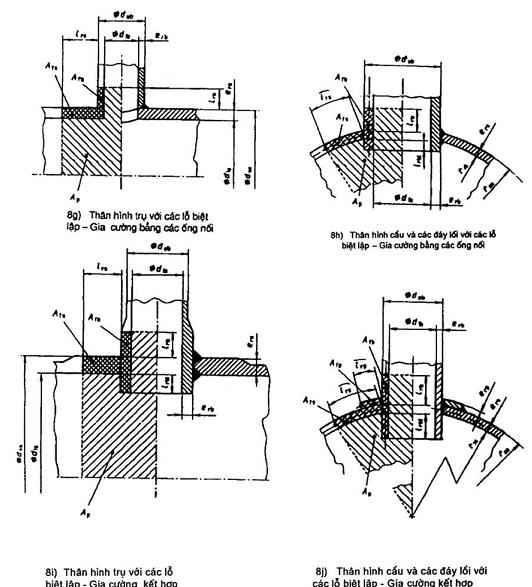
Hình 8 – Gia cường các lỗ và các ống nối (tiếp theo)
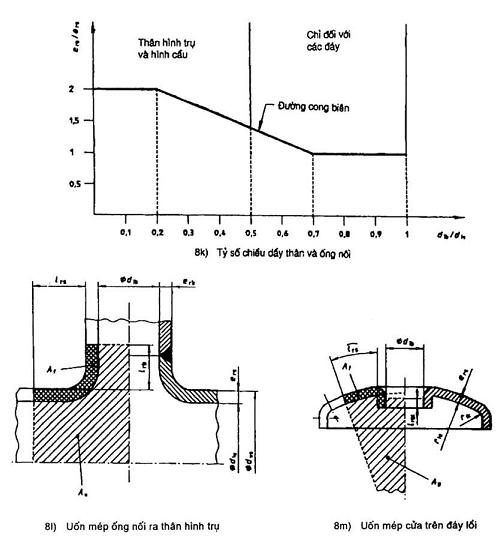
Hình 8 – Gia cường các lỗ và các ống nối (tiếp theo)
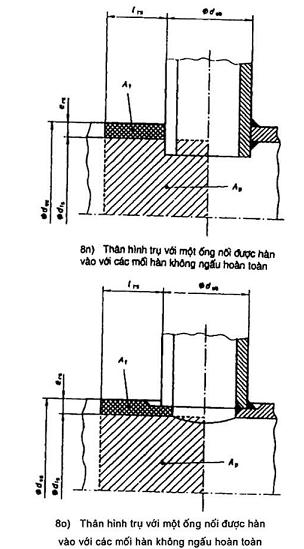
Hình 8 – Gia cường các lỗ và các ống nối (tiếp theo và hết)
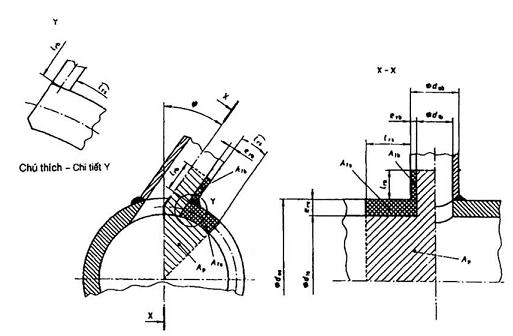
9a) Thân hình trụ với một ống nối được bố trí không hướng tâm
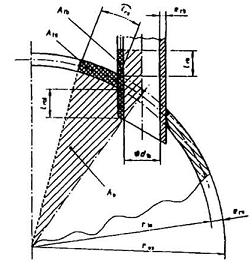
9b) Thân hình cầu với một ống nối được bố trí không hướng tâm
Hình 9 – Các ống nối không hướng tâm và các ống nối liền kề
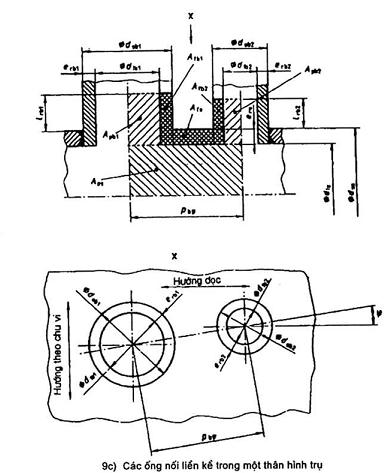
Hình 9 - Các ống nối không hướng tâm và các ống nối liền kề (tiếp theo)
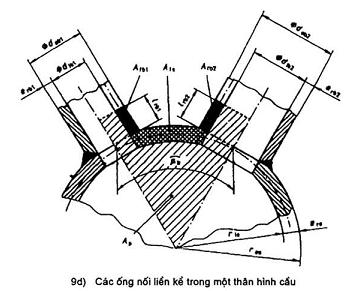
Hình 9 - Các ống nối không hướng tâm và các ống nối liền kề (tiếp theo và hết)
Kích thước tính bằng milimét
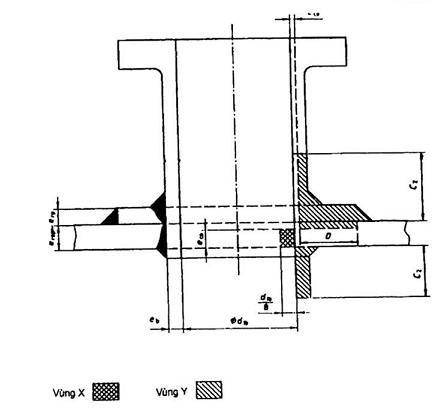
ecp là chiều dầy tính toán theo công thức (3.43) đối với chi tiết xem xét.
ecp là chiều dầy tính toán theo công thức (3.7) lấy v = 1.
C2 là số nhỏ hơn trong 2 giá trị 2,5 erep và (2,5 eb + erp).
D là số lớn hơn trong 2 giá trị (erep + 75) và (dtb + 4).
Vùng Y không được nhỏ hơn vùng X.
CHÚ THÍCH – Chỉ yêu cầu có tấm gia cường trong trường hợp vùng Y nhỏ hơn vùng X.
Hình 10 – Gia cường cho ống nối ở đáy phẳng
Kích thước tính bằng milimét
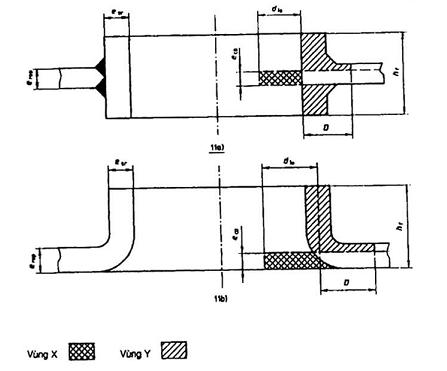
ecp là độ dầy tính toán theo công thức (3.43) đối với chi tiết xem xét.
dio là nửa giá trị trung bình cộng của nửa trục lớn và nửa trục nhỏ của lỗ.
D là giá trị lớn hơn của hai giá trị (erep – 75) và dio.
ers là không được nhỏ hơn 19 đối với các lỗi chính và 15 đối với các lỗ thò dầu và 10 đối với các lỗ thò tay. Vùng Y không được nhỏ hơn vùng X.
Hình 11 – Bù cho các lỗ người chui hình elíp hoặc các lỗ quan sát hình elíp trong các tấm đáy phẳng
Kích thước tính bằng milimét
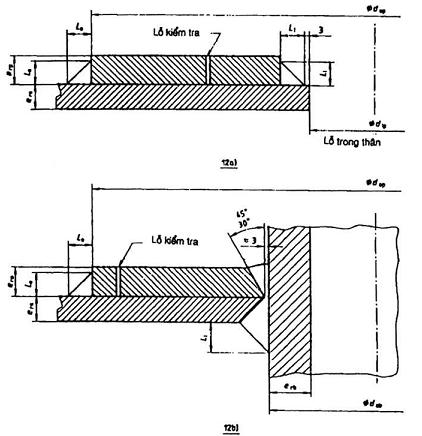
Hình 12 – Hàn các tấm bù
Kích thước tính bằng milimét
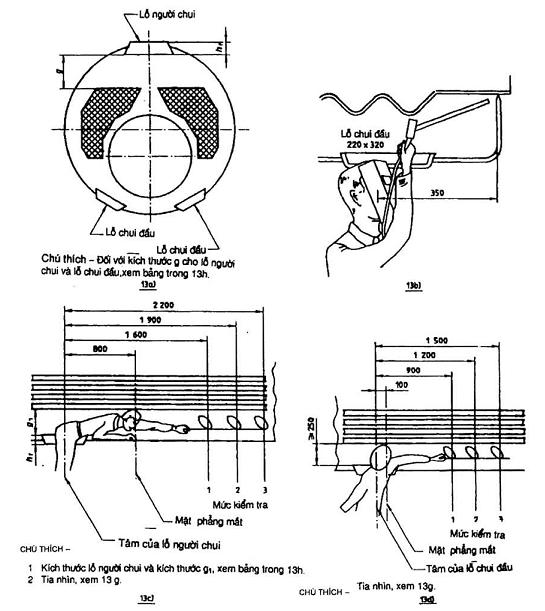
Hình 13 – Lỗ để tiếp cận và kiểm tra
Kích thước tính bằng milimét
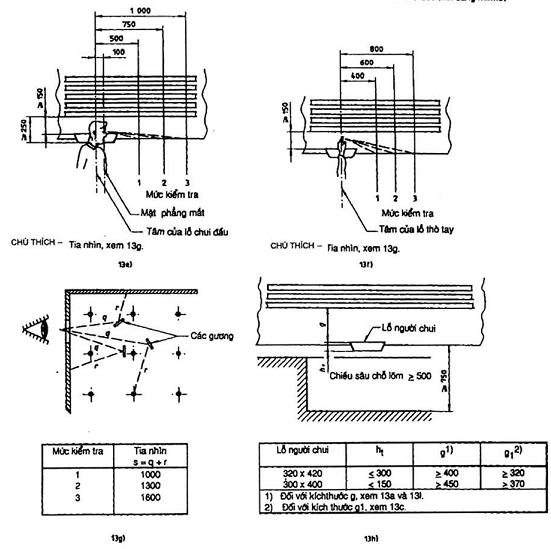
Hình 13 – Lỗ để tiếp cận và kiểm tra (tiếp theo)
Kích thước tính bằng milimét
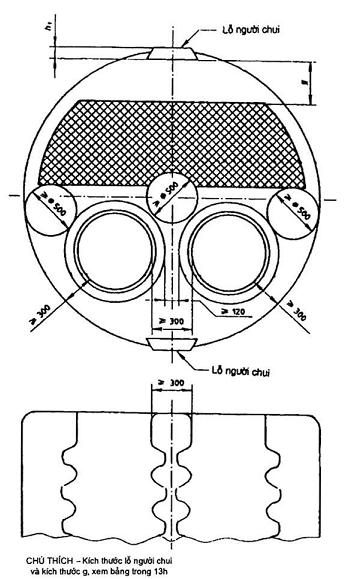
Hình 13 – Lỗ để tiếp cận và kiểm tra (tiếp theo và hết)
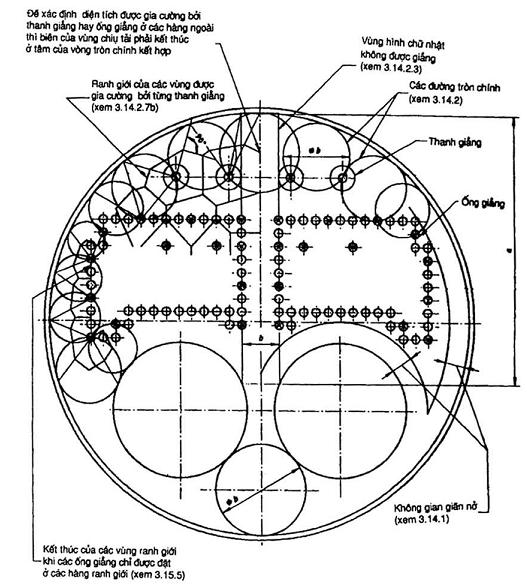
CHÚ THÍCH – Xem Hình 15.
Hình 14 – Cách bố trí tiêu biểu của đáy trong một nồi hơi nhiều ống
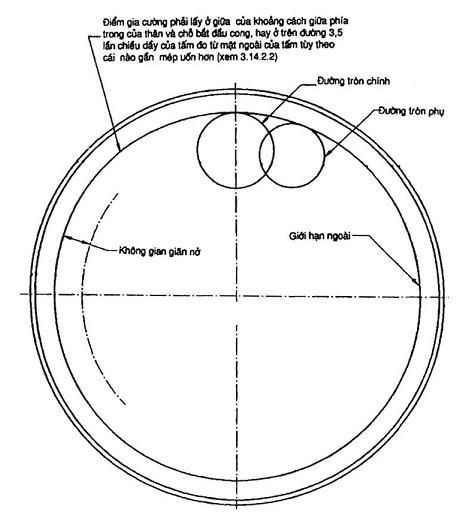
Hình 15 – Giới hạn ngoài của các vùng được đỡ, không gian giãn nở, đường kính tròn chính và đường tròn phụ trong các tấm đáy có uốn mép
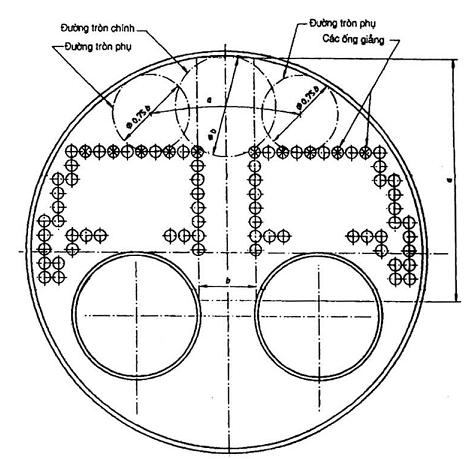
CHÚ THÍCH – Xem Hình 15.
Hình 16 – Sử dụng các đường tròn phụ (lò hai ống lò)
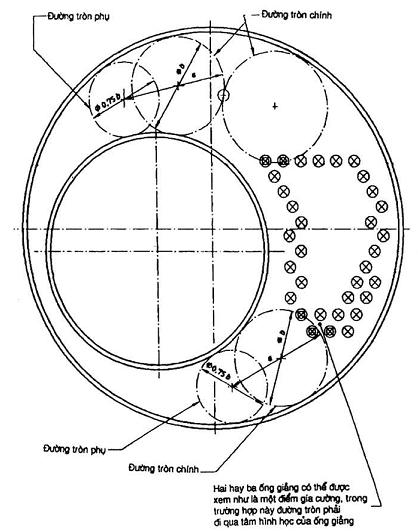
CHÚ THÍCH – Xem Hình 15.
Hình 17 – Sử dụng các đường tròn phụ (lò một ống lò)
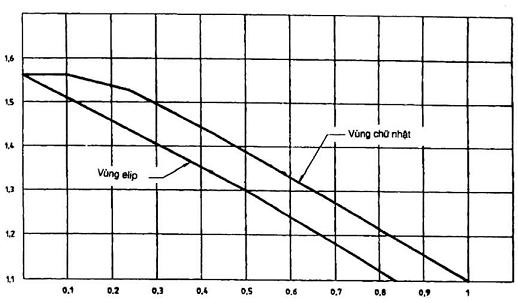
CHÚ THÍCH – Xem 3.14.2.3.
Hình 18 – Xác định hệ số y
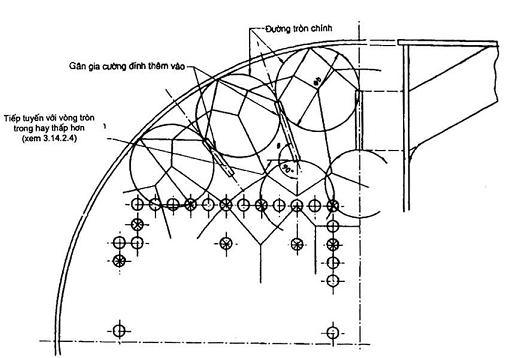
Hình 19 – Ví dụ về các gân gia cường
Kích thước tính bằng milimét
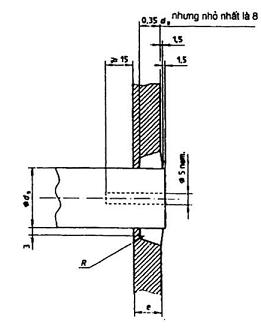
Hình 20 – Các chi tiết hàn được phép của thanh giằng trơn
Kích thước tính bằng milimét
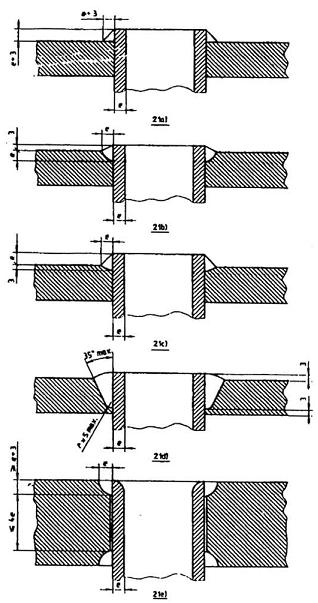
CHÚ THÍCH – Các đầu ống phải được hàn viền khi lộ ra ở nhiệt độ trên 600 oC. Khi lộ ra ở nhiệt độ thấp hơn thì đầu của các ống có thể thò ra nhiều nhất là 10 mm khỏi mối hàn.
Hình 21 – Các chi tiết hàn được phép của các ống giằng
Kích thước tính bằng milimét
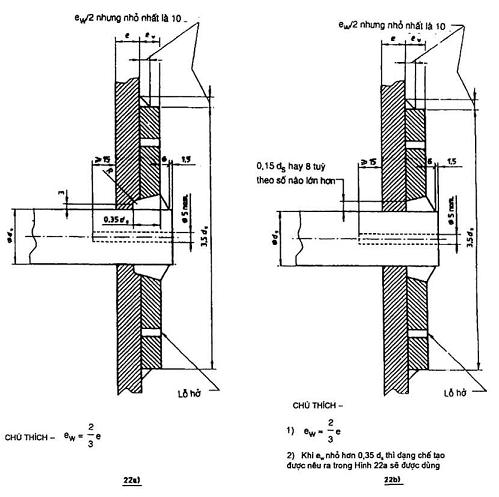
Hình 22 – Các chi tiết hàn cho phép của các thanh giằng có lỗ hở
Kích thước tính bằng milimét
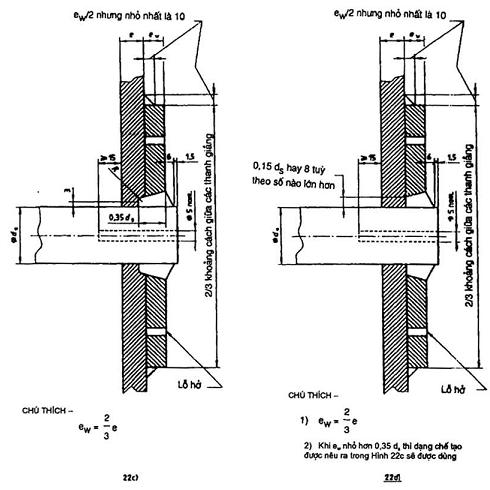
Hình 22 - Các chi tiết hàn cho phép của các thanh giằng có lỗ hở (tiếp theo và hết)
Kích thước tính bằng milimét
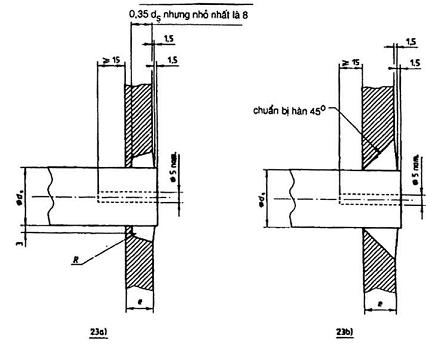
Hình 23 – Các chi tiết hàn cho phép của các thanh giằng buồng quặt
Kích thước tính bằng milimét
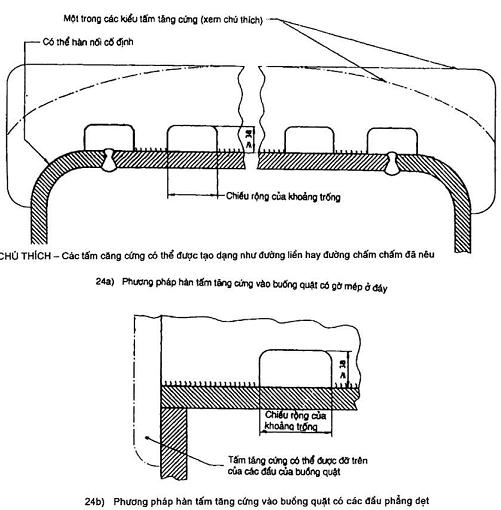
Hình 24 – Các phương pháp tiêu biểu để hàn các thanh giằng tấm tăng cứng vào buồng quặt
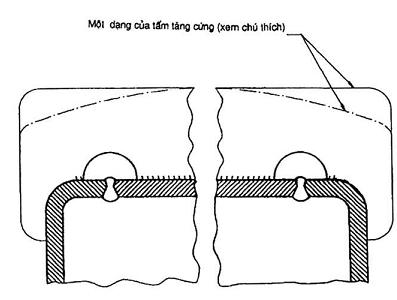
CHÚ THÍCH – Các tấm căng cứng có thể được tạo theo đường liền hay đường chấm chấm đã nêu.
24c) Tấm căng cứng được hàn vào buồng quặt có tấm ống có gờ mép và tấm sau.
Hình 24 – Các phương pháp tiêu biểu để hàn các thanh giằng tấm căng cứng vào buồng quặt (tiếp theo)
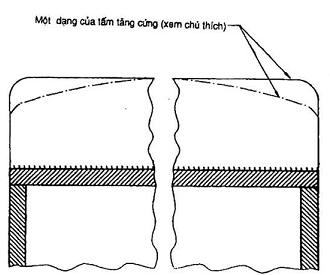
CHÚ THÍCH – Các tấm căng cứng có thể được tạo dạng theo đường liền hay đường chấm chấm đã nêu.
24d) Tấm căng cứng được hàn lên buồng quặt có góc hình vuông
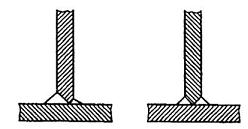
24e) Các phương pháp có thể để hàn các tấm căng cứng vào mặt trên của buồng quặt.
Hình 24 – Các phương pháp tiêu biểu để hàn các thanh giằng xà dầm vào buồng quặt (tiếp theo và hết)
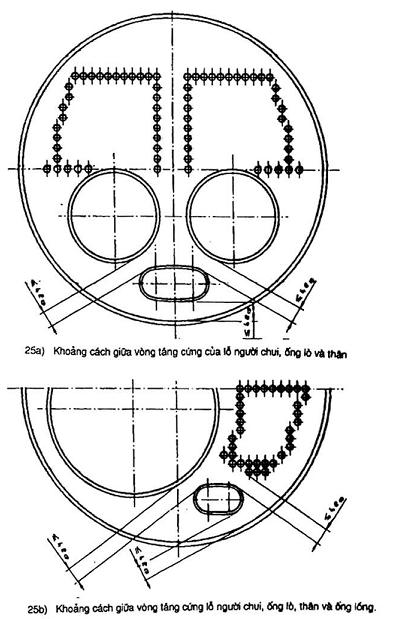
CHÚ THÍCH – Xem 3.14.2.4.
Hình 25 – Khoảng cách từ vòng tăng cứng của lỗ người chui
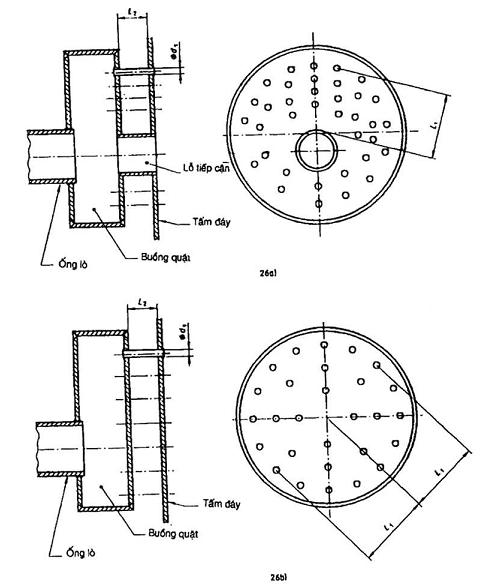
Hình 26 – Vị trí của các thanh giằng trong tấm sau của buồng quặt
Kích thước tính bằng milimét
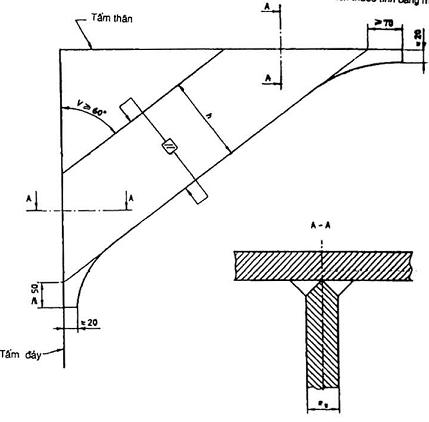
Hình 27 – Các chi tiết của các tấm tăng cứng được hàn nới rộng
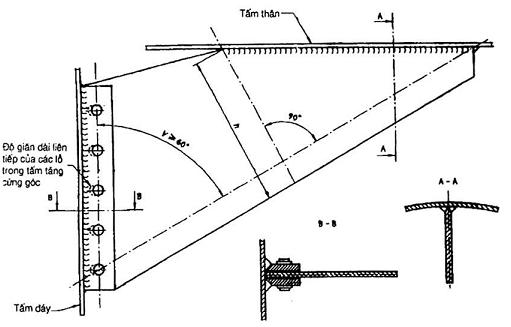
Hình 28 – Các chi tiết của các tấm căng cứng góc được hàn và đóng chốt
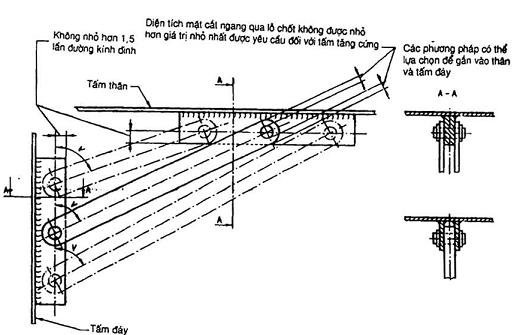
CHÚ THÍCH
1 V ≥ 60o
2 Các đường chấm chấm chỉ các tấm tăng cứng
Hình 29 – Các chi tiết của các tấm tăng cứng theo đường chéo
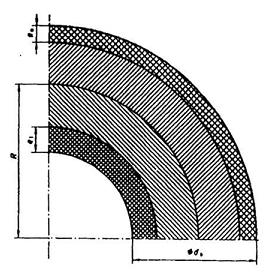
Hình 30 – Ký hiệu dùng cho ống uốn
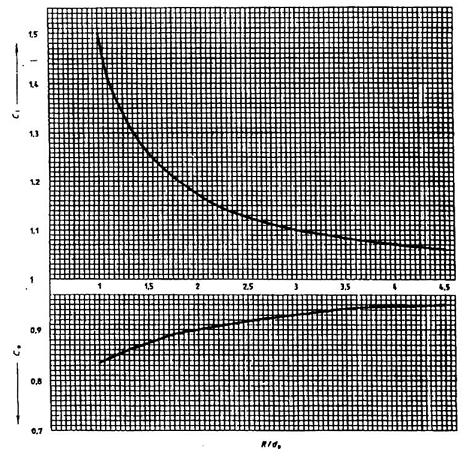
Hình 31 – Các hệ số thiết kế C1 và Co
Kích thước tính bằng milimét
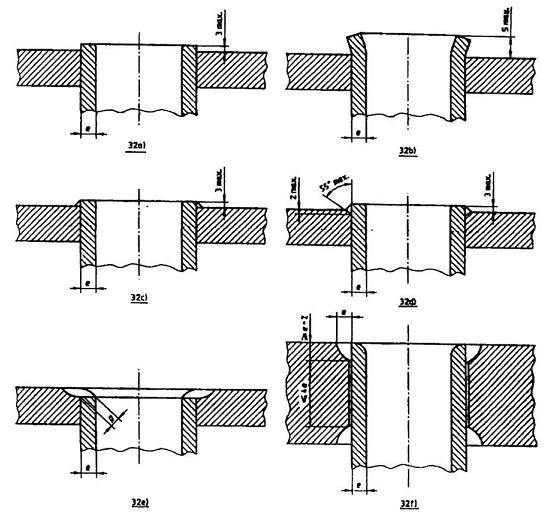
CHÚ THÍCH: g ≥ e
CHÚ THÍCH: - Đối với các ống trơn lộ ra vào ngọn lửa hay khí có nhiệt độ cao hơn 600 oC thì các đầu của ống hàn phải được phủ bảo vệ bằng các mối hàn, và các đầu của ống loe ra phải như trên các Hình 32a và Hình 32b. Nếu không lộ ra như vậy thì các đầu của ống hàn nhô ra lớn nhất là 10 mm khỏi mối hàn, hoặc trong trường hợp các ống loe ra thì nhô ra khỏi mặt sàng ống lớn nhất là 15 mm.
Hình 32 – Các phương pháp cho phép để gắn các ống trơn
Kích thước tính bằng milimét
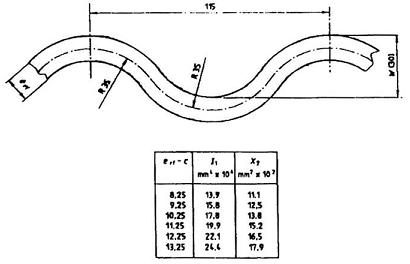
33a) Các ống lò dạng FOX (bước gấp nếp là 115 và chiều sâu 30 mm).
Hình 33 – Mômen thứ cấp của diện tích và diện tích mặt cắt ngang đối với các lò loại FOX và Morrison
Kích thước tính bằng milimét
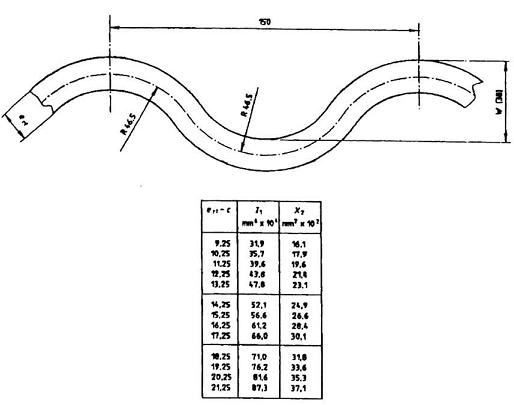
33b) Các ống lò dạng FOX (bước gấp nếp là 150 và chiều sâu 30 mm).
Hình 33 – Mômen thứ cấp của diện tích và diện tích mặt cắt ngang đối với các lò loại FOX và Morrison (tiếp theo)
Kích thước tính bằng milimét
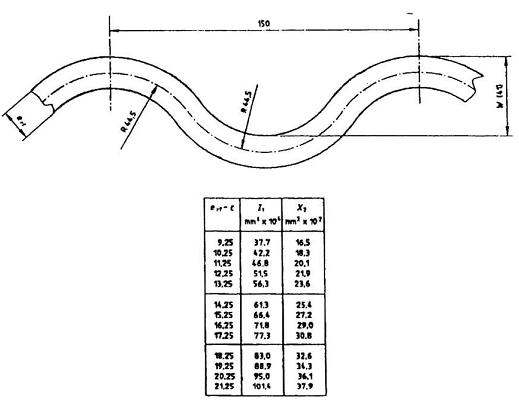
33c) Các ống lò dạng FOX (bước gấp nếp là 150 và chiều sâu 41 mm).
Hình 33 – Mômen thứ cấp của diện tích và diện tích mặt cắt ngang đối với các lò loại FOX và Morrison (tiếp theo)
Kích thước tính bằng milimét
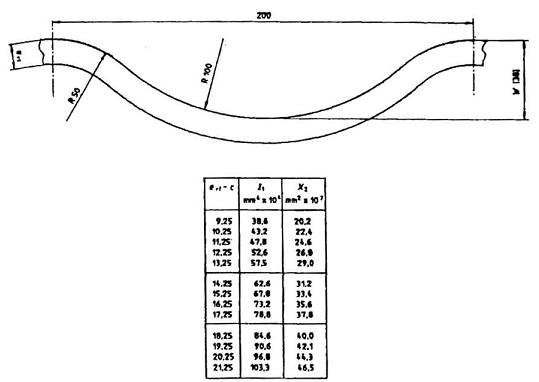
33d) Các ống lò dạng Morrison (bước gấp nếp là 200 và chiều sâu 38 mm).
Hình 33 – Mômen thứ cấp của diện tích và diện tích mặt cắt ngang đối với các lò loại FOX và Morrison (tiếp theo)
Kích thước tính bằng milimét
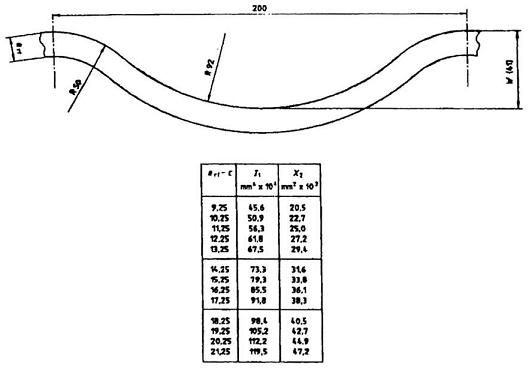
33e) Các ống lò dạng Morrison (bước gấp nếp là 200 và chiều sâu 41 mm).
Hình 33 – Mômen thứ cấp của diện tích và diện tích mặt cắt ngang đối với các lò loại FOX và Morrison (tiếp theo)
Kích thước tính bằng milimét
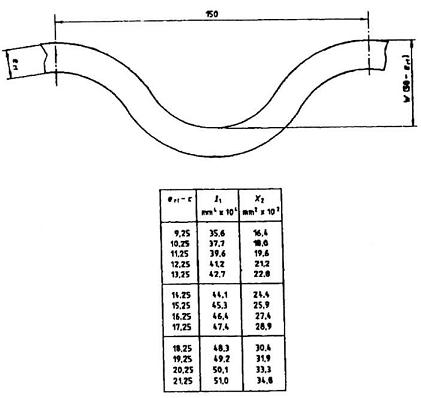
33f) Các ống lò dạng FOX (bước gấp nếp là 150 và chiều sâu tổng cộng 50 mm).
Hình 33 – Mômen thứ cấp của diện tích và diện tích mặt cắt ngang đối với các lò loại FOX và Morrison (tiếp theo)
Kích thước tính bằng milimét
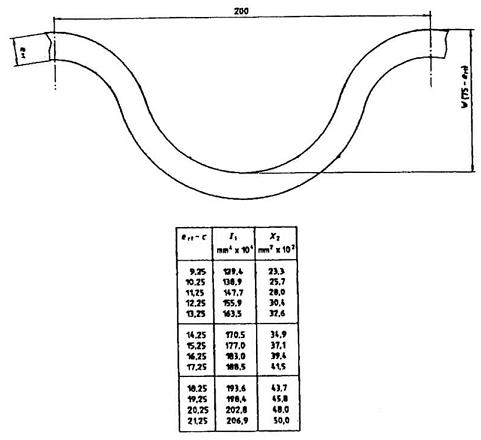
33g) Các ống lò dạng FOX (bước gấp nếp là 200 và chiều sâu tổng cộng 75 mm).
Hình 33 – Mômen thứ cấp của diện tích và diện tích mặt cắt ngang đối với các lò loại FOX và Morrison (tiếp theo và hết)
Kích thước tính bằng milimét
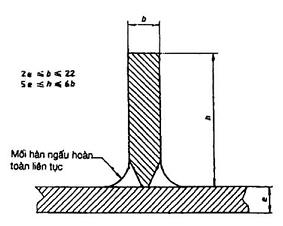
Hình 34 – Các phần tử tăng cứng cho ống lò có chiều dầy nhỏ hơn hoặc bằng 22 mm đối với các phần trơn và lượn sóng
Kích thước tính bằng milimét
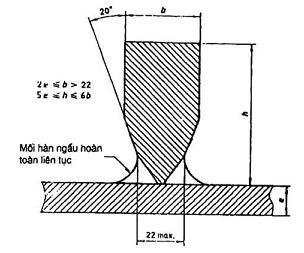
Hình 35 – Gia cường cho ống lò dầy hơn 22 mm đối với các phần trơn và lượn sóng
Kích thước tính bằng milimét
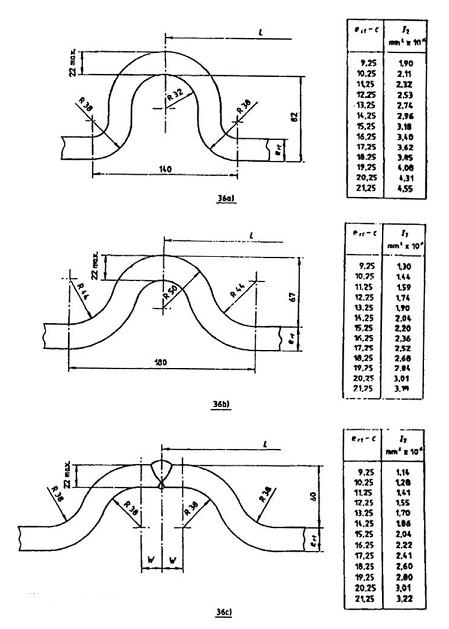
CHÚ THÍCH: W = erf - c nhưng không được nhỏ hơn 13.
Hình 36 – Các dạng vòng bù
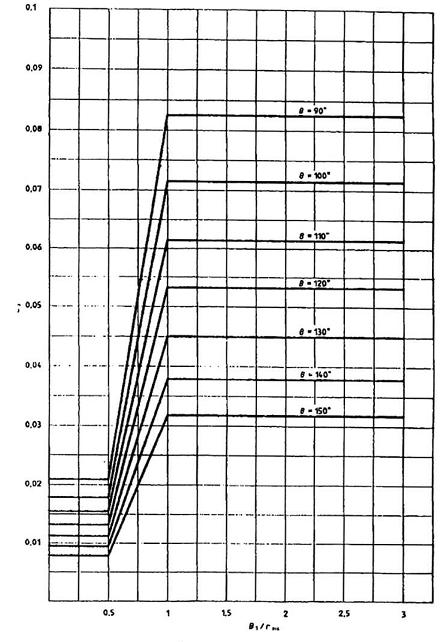
Hình 37 – Hệ số để tính ứng suất tại các tấm gia cường
Kích thước tính bằng milimét
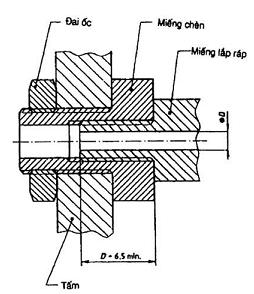
CHÚ THÍCH – Xem 4.8.6b
Hình 38 – Miếng gá lắp được vặn ren vào miếng thép chèn
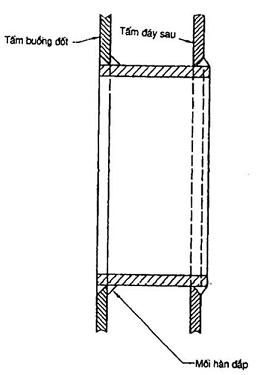
Hình 39 – Lỗ tiệm cận đối với các nồi hơi vách ướt
Kích thước tính bằng milimét
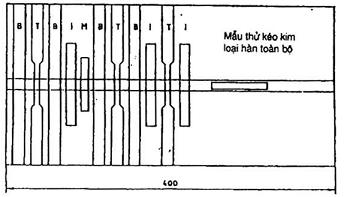
B Mẫu thử uốn
T Mẫu thử kéo tiết diện giảm
I Mẫu thử độ dai va đập
M Mẫu thử cấu trúc thô đại
Hình 40 – Cắt tấm thử
Kích thước tính bằng milimét
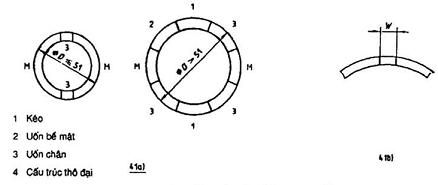
Hình 41 – Các mẫu thử uốn đối với các ống
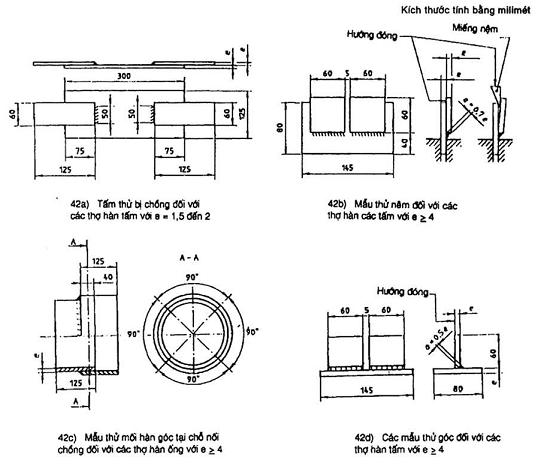
Hình 42 – Mẫu thử đối với các mối hàn góc
Kích thước tính bằng milimét
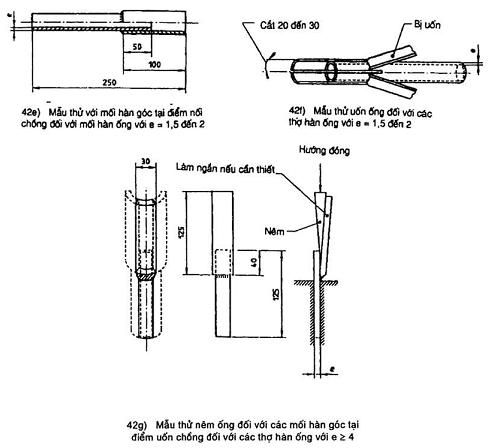
Hình 42 – Mẫu thử đối với các mối hàn góc (tiếp theo và hết)
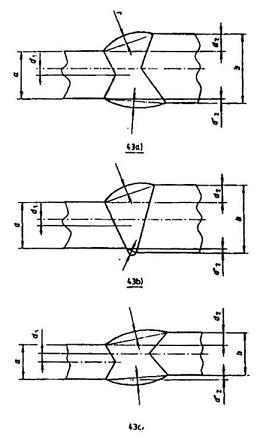
CHÚ THÍCH – Xem 5.8.10 và 5.8.11 đối với sự lệch tâm cho phép lớn nhất
Hình 43 – Sự định tâm các tấm
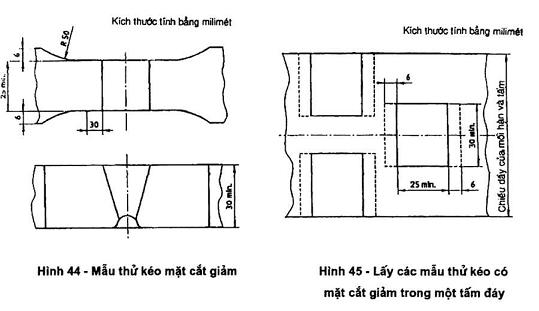
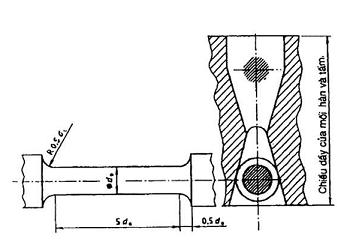
Hình 46 – Mẫu thử kéo toàn kim loại hàn
Kích thước tính bằng milimét
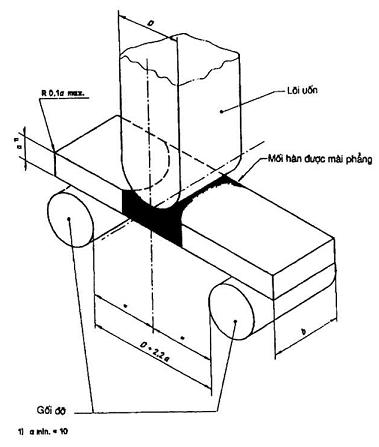
Hình 47 – Mẫu thử uốn
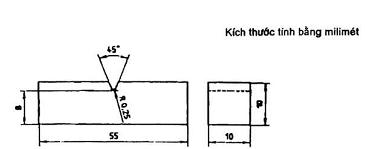
Hình 48 – Mẫu thử va đập có rãnh khía chữ V
Kích thước tính bằng milimét
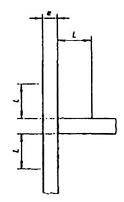
CHÚ THÍCH – L = 2e hay lớn nhất là 20.
Hình 49 – Các vùng được hàn qua khi các khuyết tật hàn không được phép
Phụ lục A
(tham khảo)
Thông tin mà người mua phải cung cấp cho người chế tạo
Sau đây là thông tin tối thiểu tiêu biểu mà người mua phải cung cấp cho người chế tạo trong thời gian tìm hiểu
A.1 Đối với nồi hơi sản xuất hơi bão hòa
a) Công suất hơi thực tế, tính bằng tấn/giờ
b) Áp suất làm việc tính bằng bar8).
c) Nhiệt độ của nước cấp, tính bằng oC.
A.2 Đối với nồi hơi sản xuất hơi quá nhiệt
a) Công suất hơi thực tế, tính bằng tấn/giờ.
b) Áp suất làm việc tại đầu ra bộ quá nhiệt, tính bằng bar7)
c) Nhiệt độ của hơi quá nhiệt ứng với công suất hơi thực tế, tính bằng oC.
d) Nhiệt độ của nước cấp, tính bằng oC.
A.3 Đối với nồi nước nóng
a) Công suất nhiệt thực tế, tính bằng kW.
b) Áp suất làm việc, tính bằng bar7).
c) Nhiệt độ nước nóng quay trở lại, tính bằng oC.
d) Nhiệt độ nước nóng, tính bằng oC.
e) Phương pháp tăng áp suất.
f) Phương pháp đóng mở mạch nước nóng.
A.4 Nhiên liệu
A.4.1 Nhiên liệu lỏng
a) Loại và nguồn gốc.
b) Đặc tính và thành phần phân tích
c) Nhiệt trị thấp và cao.
A.4.2 Nhiên liệu khí
a) Loại và nguồn gốc
b) Đặc tính và thành phần phân tích.
c) Nhiệt trị thấp và cao
d) Áp suất khí sẵn có khi lắp đặt.
A.4.3 Nhiên liệu rắn và chất thải
a) Loại và nguồn gốc (ví dụ nước, tỉnh, mỏ, người sản xuất, sở hữu công nghiệp).
b) Đặc tính về thành phần phân tích (ví dụ trạng thái của vật liệu được cung cấp, nhiệt trị thấp và cao, kích thước hạt, điểm nóng chảy – tro).
A.4.4 Nhiên liệu hỗn hợp
Tỷ lệ của các nhiên liệu khác nhau và phương pháp cháy (điều này cần có sự thỏa thuận giữa người mua và người chế tạo).
A.5 Thông tin chung
A.5.1 Các giới hạn của các giá trị đặc tính nhất định được làm cơ sở để đảm bảo. (Điều này cần có sự thỏa thuận giữa người mua và người chế tạo).
A.5.2 Đặc tính của năng lượng điện cung cấp, ví dụ, điện áp, tần số, số pha, số dây và bất kỳ sự giới hạn nào đối với việc khởi động trực tiếp của động cơ.
A.5.3 Độ cao lắp đạt bên trên mức nước biển và các điều kiện khí hậu.
Phụ lục B
(tham khảo)
Các ví dụ tiêu biểu của các chi tiết hàn chấp nhận được
B.1 Yêu cầu chung
Các bản vẽ trong phụ lục này đưa ra các chỉ dẫn đối với các mối hàn nối hàn tay, bằng công nghệ hàn hồ quang trong các nồi hơi làm bằng thép các bon có chiều dầy thân không nhỏ hơn 6 mm. Bao gồm các dạng nối sau đây:
Hình
Các chi tiết chuẩn bị của mối hàn chuẩn B.1
Các chi tiết chuẩn bị các mối hàn cho ống nồi ngập B.2
Các ống nồi không có các vòng bù
a) Các ống nồi không ngập B.3
b) Các ống nồi ngập B.4 đến B.7
c) Các mối nối rèn B.8 và B.9
Các ống nối có các vòng bù
a) Các ống nối không ngập B.10
b) Các ống nồi ngập B.11
Chi tiết hàn nối có vít cấy B.12
Vát mép B.13 và B.14
Nối đáy hoặc mặt sàng ống với thân B.15
Nối đáy hoặc mặt sàng ống ở buồng quặt B.16
Nối ống lò vào đáy hay mặt sàng ống B.17
Vát mép để hàn giáp mép B.18
Các mối hàn ngang trong khi hàn tấm đáy B.19
Hàn đầu ống với tấm đáy B.20
B.2 Mục đích
Mục đích của phụ lục này là đưa ra các ví dụ về dạng các phương pháp đã được chấp nhận chung nhất và không khuyến khích việc tiêu chuẩn hóa các mối nối mà chúng có thể được coi là bắt buộc hay hạn chế sự phát triển trong bất kỳ cách nào. Một số các mối nối được loại trừ, mặc dù chúng hoàn toàn tốt, do bị hạn chế sử dụng trong một số ứng dụng, ở một số hãng hay một số địa phương nhất định. Hơn nữa, yêu cầu là đánh giá cao việc đưa ra các sửa đổi và bổ sung để phản ảnh sự cải tiến trong các qui trình hàn và các kỹ thuật mà chúng được phát triển.
B.3 Chọn các chi tiết
Tất nhiên, các kiểu nối được đề nghị không được coi là thích hợp như nhau đối với tất cả các điều kiện vận hành và cũng không phải là thứ tự chỉ các đặc tính cơ lý tương đối của chúng. Khi lựa chọn các chi tiết thích hợp để sử dụng từ một số khả năng được chỉ ra đối với mỗi loại nối thì phải chú ý xem xét đến các điều kiện sản xuất và bảo hành liên quan.
B.4 Dạng và kích thước mối hàn
Các giới hạn được đưa ra về dạng và kích thước mối hàn được dựa trên cơ sở của thực tế phương pháp được chấp nhận thông thường, nhưng chúng phải được biến đổi theo các kỹ thuật hàn đặc biệt hay các điều kiện thiết kế.
B.4.1 Dạng mối hàn
Dạng mối hàn được đề nghị (ví dụ góc nghiêng, bán kính chân và bề mặt chân) được chỉ ra bằng các chữ cái và các số được gạch dưới (chân) chỉ các ngoại hình nêu trong Hình B.1. Chúng được thiết kế để quy định các điều kiện đúng để hàn và để tạo điều kiện cho việc kim loại hàn gắn chặt vào trong chân của mối hàn. Điều này đặc biệt quan trọng trong trường hợp các mối hàn vát và mép nghiêng đơn khi chúng được lựa chọn. Nói chung nên ưu tiên khả năng sau khi mà chiều sâu hay chiều dầy ở chỗ hẹp của mối hàn lớn hơn khoảng 15 mm.
B.4.2 Các mối hàn giáp mép
Trong các trường hợp khi các mối hàn giáp mép ngấu hoàn toàn thì dự kiến rằng chúng phải được vát mép hay phải chọn qui trình hàn cho đảm bảo được độ ngấu tốt chân mối hàn.
B.4.3 Kích thước mối hàn
Kích thước của mối hàn, tức là độ dầy ở chỗ thắt của mối hàn (mặt cắt ngang) tỷ lệ với sự phát triển của độ bền toàn bộ của các phần được hàn.
B.4.4 Sự sửa đổi
Khi các sự biến đổi có thể tạo nên ưu điểm thì có thể xẩy ra các trường hợp:
a) đối với dạng mối hàn để thích ứng với các kỹ thuật hàn đặc biệt, hay
b) đối với các kích thước mối hàn để thích ứng với điều kiện thiết kế và bảo hành.
Tuy nhiên, cần khuyến nghị rằng các sự biến đổi như vậy phải được kỹ sư có năng lực và thẩm quyền phê duyệt.
B.5 Các chú thích có thể áp dụng được cho các dạng nối khác nhau như được qui định trong các Hình B.3 đến B.15
B.5.1 Kích thước và hình dạng của chi tiết được chọn có thể phụ thuộc vào tính khả thi và/hoặc tính hiệu quả của kiểm tra siêu âm. Điều này cũng có thể là một hàm số của thiết bị và thời gian. Khi kiểm tra siêu âm được quy định thì các thông số này phải được đưa ra để xem xét.
B.5.2 Khi các mối hàn được thực hiện chỉ trên một mặt thì mối hàn ngấu phải có hình dáng phẳng trơn và phải dẹt hay hơi lồi.
B.5.3 Sử dụng bù kiểu vòng là không thích hợp cho các trường hợp khi có chênh lệch nhiệt độ lớn.
B.5.4 Khi gia cường dạng vòng được dùng thì vật liệu được dùng để làm vòng phải có cùng độ bền danh nghĩa như thân.
B.5.5 Khi sử dụng các mối hàn ngấu một phần thì các khuyết tật ở chân mối hàn có thể có và không phải bao giờ chúng cũng được dò ra hay suy ra bằng cách thử không phá hủy. Dùng các mối hàn ngấu một phần là không thích hợp cho các trường hợp khi có sự chênh lệch nhiệt độ lớn, đặc biệt khi có hiện tượng dao động nhiệt độ.
B.5.6 Hơn nữa cần phải chú ý khi chọn các chi tiết hàn cho mối nối ống vào mặt sàng ống, phải đặc biệt chú ý để chọn kỹ thuật hàn và kỹ thuật kiểm định.
B.5.7 Khi chân đấu nối không được chế tạo bằng cách rèn thì cần chú ý để đảm bảo rằng tất cả các đặc tính theo chiều dầy là thỏa mãn với thiết kế.
B.5.8 Khi cần thiết phải kiểm tra siêu âm thì có thể phải kiểm tra mối hàn nối giữa nhánh và thân trước khi gá lắp vòng bù.
B.6 Các chú thích có thể áp dụng cho các nhánh trong các Hình B.3 đến B.12
B.6.1 Kích thước mối hàn
Kích thước của mối hàn phải tỷ lệ với sự phát triển độ bền toàn bộ của các chi tiết được hàn. Xem B.4.3 và B.4.4 và B.7.2.1.
B.6.2 Ngoại hình mối hàn
Trong khi cả hai loại mối hàn vát – đơn và có mép nghiêng – đơn được chấp nhận đối với các kích thước nhỏ, nói chung loại sau được ưu tiên dùng hơn vì nhận được các điều kiện chân tốt hơn và khuyến nghị rằng các mối hàn vát đơn bị giới hạn về kích thước đến độ sâu khoảng 15 mm. Xem B.4.1 và B.4.4.
B.7 Các chú thích có thể áp dụng cho các ống nối không có các vòng bù trong các Hình B.3 đến B.7
B.7.1 Các ống nối không ngập
Cần phải xem xét sự cần thiết của kiểm tra tấm thân để dát mỏng chung quanh lỗ ống nối khi sử dụng các ống nối không ngập.
B.7.2 Các ống nối ngập
B.7.2.1 Kích thước mối hàn
Loại ống nối để nối vào thân và kích thước của mối hàn được dùng có thể phụ thuộc vào một số thông số trong điều kiện vận hành mà nồi hơi được thiết kế. Đối với hướng dẫn chung trong phụ lục này, kích thước mối hàn phải được nêu ra cho các mối nối khác nhau được khuyến nghị, dựa trên cơ sở là các mối hàn phải phát triển độ bền kéo toàn bộ của bán kính ống nối hướng ra thân như được chỉ ra trên các Hình B.2a) và Hình B.2b). Nói chung, không cần thiết phải áp dụng các mối hàn lớn hơn như đã chỉ ra.
Đơn giản, mặc dù là gần đúng, giả thiết được chấp nhận là chiều dầy tổng cộng ở chỗ hẹp của các mối hàn bằng 2 lần chiều dầy của ống nối. Cũng giả thiết rằng các mối hàn phải là đối xứng một cách hợp lý trên toàn bộ chiều dầy của mối nối.
Tiếp theo, khuyến nghị rằng khi chiều dầy ống nối lớn hơn nửa chiều dầy của thân thì các mối hàn ngấu hoàn toàn phải dùng mối hàn góc cân bằng trong chiều dầy tổng cộng chỗ thắt đến 20% chiều dầy của thân như đã chỉ ra trong các Hình B.2c) và Hình B.2d). Chiều dầy chỗ thắt tăng thêm vào được kiến nghị để bù cho các khó khăn tương đối trong thực tế áp dụng các mối hàn hoàn hảo trong các mối nối ống cụt và áp dụng các phép thử không phá hủy để kiểm tra chúng. Các mối hàn góc thêm vào cũng là để tạo ra hình dạng học hợp lý và vì các lý do thực tế cần phải áp dụng một kích thước tối thiểu 6 mm đối với kích thước mối hàn góc.
Có thể có các điều kiện vận hành mà các mối hàn nhỏ hơn là thích hợp. Trong các điều kiện như vậy khi được một kỹ sư có năng lực và thẩm quyền nghiên cứu thì các kích thước mối hàn có thể được giảm đi.
B.7.2.2 Khoảng trống giữa ống nối và thân
Khuyến nghị rằng khoảng trống giữa ống nối và thân không được lớn hơn 3 mm. Khoảng cách lớn hơn sẽ làm tăng chiều hướng tạo thành vết nứt tự phát trong quá trình hàn, đặc biệt là do chiều dầy của các phần được hàn tăng lên.
B.7.2.3 Loại bỏ mép sắc phía trong lỗ khoan ống nối
Cần lưu ý rằng các mép trong trong các lỗ khoan của các ống nối ngập được vê tròn bởi vì sự tập trung ứng suất có thể xẩy ra tại điểm này. Điều chú ý này được kiến nghị khi mối nối ống nối là hoàn toàn có ứng suất hay chịu tác động mỏi, nhưng có thể không cần thiết khi các điều kiện này không nhận được.
B.7.2.4 Chuẩn bị lỗ trên thân
Trong trường hợp các ống nối hàn vào có dạng như chỉ ra trên các Hình B.4 đến Hình B.7, lỗ trên thân có thể được cắt hay tạo hình bằng 2 phương pháp như sau:
a) Chiều sâu của các rãnh B và D có thể là không đổi chung quanh lỗ như được chỉ ra trên Hình B.2e). Trường hợp thông thường đây là khái niệm để chuẩn bị các bản vẽ (xem, ví dụ, Hình B.6b).
b) Các chân của các rãnh hàn có thể nằm trong cùng một mặt phẳng bởi vì, ví dụ, khi chúng được khoan trong trường hợp độ sâu của các rãnh sẽ thay đổi xung quanh lỗ như được chỉ ra trong Hình B.27.
B.8 Các chú thích có thể áp dụng được cho các ống nối có thêm các vòng bù trong các Hình B.10 và Hình B.11
B.8.1 Yêu cầu chung
Các vòng bù phải khít với thân và các lỗ phải được lộ ra cung cấp cùng với chúng.
B.8.2 Các ống nối ngập
Khuyến nghị rằng khoảng trống giữa ống nối và thân không được lớn hơn 3 mm. Khoảng trống rộng hơn sẽ làm tăng chiều hướng tạo thành vết nứt tự phát trong quá trình hàn, đặc biệt là do chiều dầy của các phần được nối tăng lên.
B.9 Các chú thích có thể áp dụng được cho các mối nối ống vào mặt sàng ống
B.9.1 Các ống được hàn vào mặt sàng ống bằng một số phương pháp khác với hàn hồ quang kim loại bằng tay - một phương pháp chủ yếu của tiêu chuẩn này (xem B.1). Các phương pháp này bao gồm công nghệ hàn khí oxy - axetylen và công nghệ hydro nguyên tử khi thích hợp và công nghệ TIG đối với cả hai loại hàn tay và hàn tự động mà trong những năm gần đây được áp dụng rất rộng rãi. Các mối nối được kiến nghị không được áp dụng chỉ đối với hàn hồ quang kim loại trong lĩnh áp dụng này, và sự lựa chọn mối nối để sử dụng phải phụ thuộc nhiều vào công nghệ hàn được dùng.
B.9.2 Nên kiểm tra tấm làm ống để làm phẳng trước khi gia công.
B.9.3 Các ống phải gắn chặt vào các lỗ của chúng, và điều này có thể đạt được, ví dụ bằng cách nong nhẹ.
B.9.4 Phải chú ý để đảm bảo rằng các đầu ống và các lỗ của mặt sàng ống là sạch trước khi hàn.
B.9.5 Mép sắc ở phía trong lỗ của mặt sàng ống phải được loại bỏ khi có thể làm hại một cách nguy hiểm cho ống bằng cách ăn mòn gậm nhấm khi vận hành.
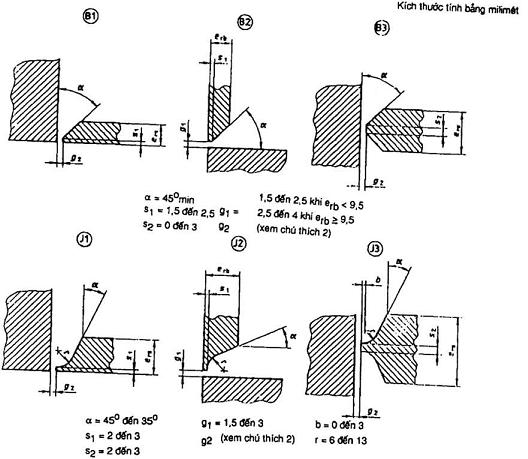
CHÚ THÍCH
1) Các kiến nghị này phải bao gồm cho hướng dẫn chung. Phải lựa chọn khi áp dụng các kích thước lớn nhất và nhỏ nhất - các đại lượng có thể thay đổi tùy theo công nghệ hàn được sử dụng (ví dụ, cỡ và loại que hàn) và cả vị trí của nơi hàn.
2) Khuyến nghị rằng trong mọi trường hợp khoảng trống giữa ống nối và thân không được lớn hơn 3 mm. Khoảng trống rộng hơn sẽ làm tăng chiều hướng tạo thành vết nứt tự phát trong quá trình hàn, đặc biệt vì độ dầy của các phần được hàn tăng lên.
Hình B.1 - Chuẩn bị các chi tiết của mối hàn tiêu chuẩn
Kích thước tính bằng milimét
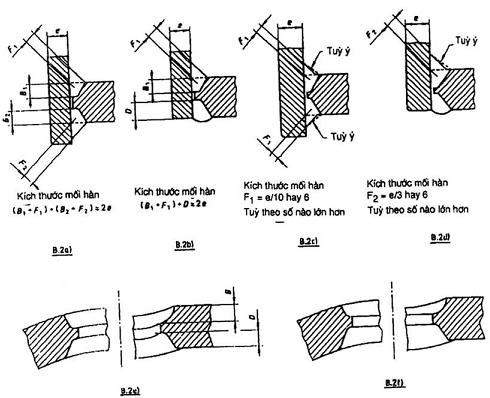
Hình B.2 - Chuẩn bị các chi tiết hàn cho các ống nối ngập
Kích thước tính bằng milimét
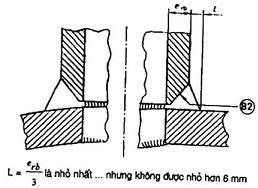
CHÚ THÍCH - Nếu erb lớn hơn 16 mm thì phải chọn các chi tiết như được nêu ra ở Hình B.3b.
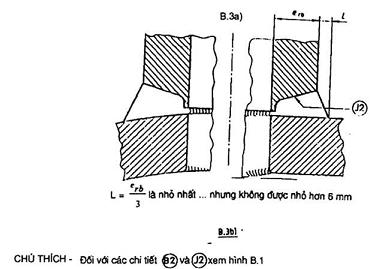
Hình B.3 - Các ống nối không ngập
Kích thước tính bằng milimét
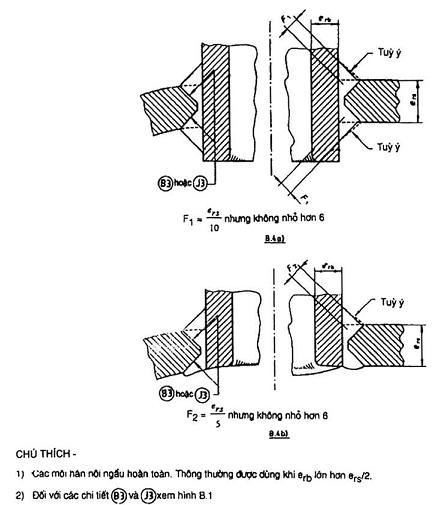
Hình B.4 - Các ống nối ngập
Kích thước tính bằng milimét
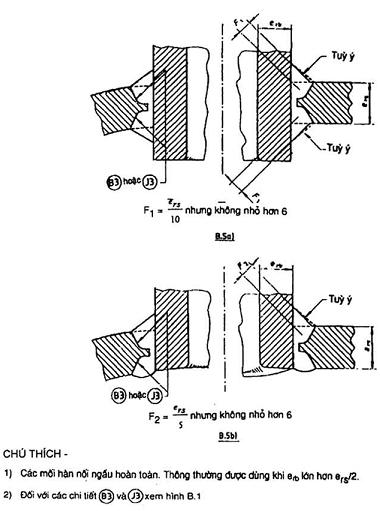
Hình B.5 - Các ống nối ngập
Kích thước tính bằng milimét
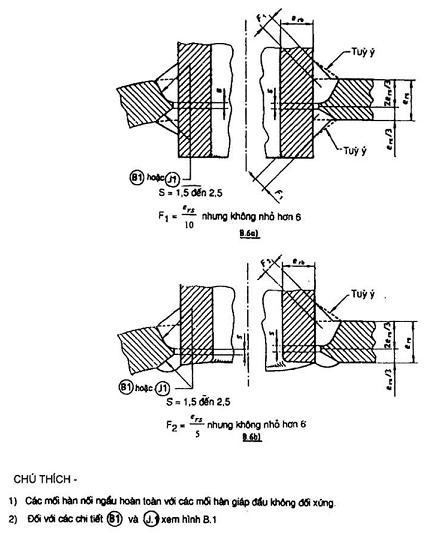
Hình B.6 - Các ống nối ngập
Kích thước tính bằng milimét
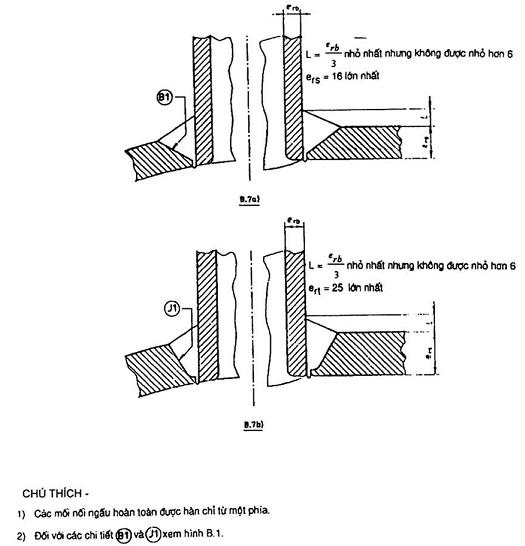
3) Như một kiến nghị chung, tất cả các ống nối phải được hàn trên mặt trong của thân như được chỉ ra trên các Hình B.4 đến B. Nếu chúng vì mục đích tiếp cận. Bằng không thì phải sử dụng các mối nối ống bằng cách hàn không ngập như được chỉ ra trong Hình B.3. Tuy nhiên, các mối nối được chỉ trên trong các Hình B.7a) và Hình B.7b) được coi là chấp nhận được, nhưng chỉ khi nếu được đảm bảo rằng quy trình hàn được sử dụng sẽ đảm bảo các điều kiện chân hàn được thấu đồng đều.
Hình B.7 - Các ống nối ngập
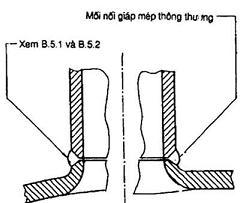
CHÚ THÍCH - Rèn phải được thực hiện tốt và trong một dải nhiệt độ đúng đối với vật liệu được dùng.
Hình B.8 - Các mối nối có đầu ống nối rèn
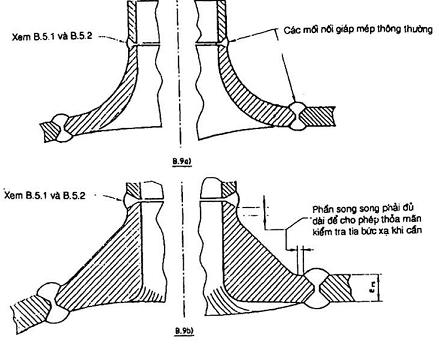
CHÚ THÍCH - Các mối hàn giáp mép thường được dùng để nối bằng đầu nối rèn vào thân và cũng có thể không cần thiết như dạng được nêu ra. Xem B.4.1 và B.4.2. Các vật rèn này, các ống nối vào thân, được dùng với các hình dạng khác nhau.
Hình B.9 - Các mối nối có đầu ống nối rèn
Kích thước tính bằng milimét
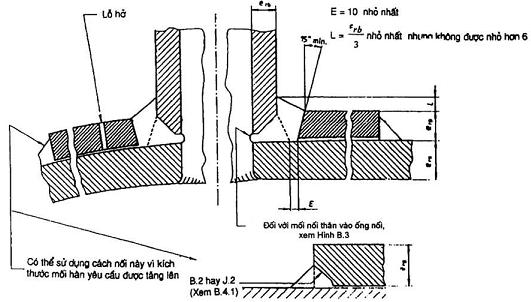
Hình B.10 - Các ống nối không ngập có các vòng bù
Kích thước tính bằng milimét
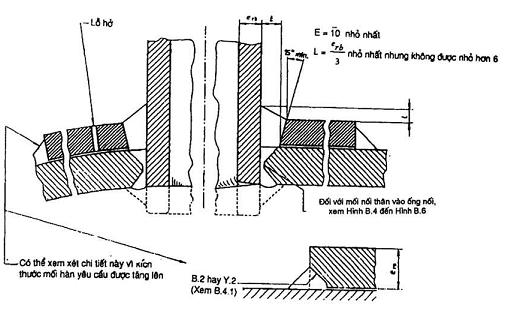
Hình B.11 - Các ống nối ngập có các vòng bù
Kích thước tính bằng milimét
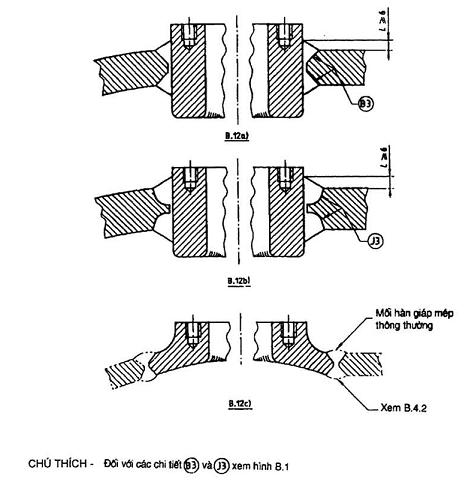
Hình B.12 - Chi tiết hàn nối có vít cấy
Kích thước tính bằng milimét
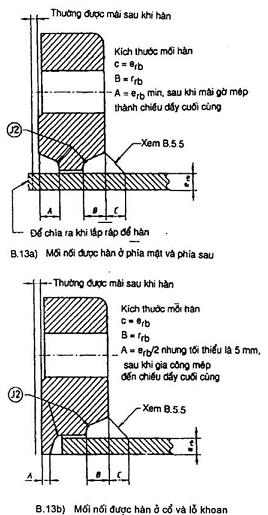
CHÚ THÍCH - Khoảng trống giữa chỗ khoét mép với đường kính ngoài của bình không được lớn hơn 3mm tại chỗ và tổng các khoảng trống đối diện với đường kính không được vượt quá 5mm.
Hình B.13 - Các mép nối
CHÚ THÍCH - Xem B.5.2.
Hình B.14 - Mối hàn một phía bích hàn phẳng
Kích thước tính bằng milimét
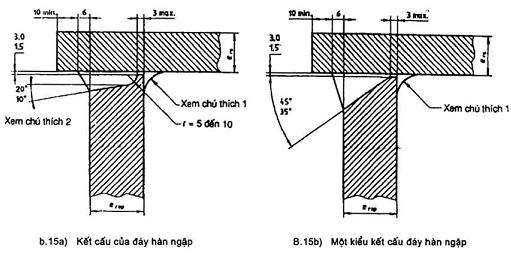
CHÚ THÍCH -
1) Hình dạng của mối hàn góc bên trong phải lõm. Tỷ số giữa chiều dài chân, thân đến đáy phải xấp xỉ 4 : 3 và chiều dầy nhỏ nhất ở chỗ hẹp phải liên quan đến chiều dầy thân như sau:
|
Chiều dầy thân ers <> 12 ≤ ers ≤ 16 ers > 16 |
Chiều dầy nhỏ nhất ở chỗ hẹp 4 5 6 |
2) Sử dụng góc nhỏ nhất phải liên quan đến bán kính lớn nhất r = 10mm. Ngược lại, góc lớn nhất phải liên quan đến bán kính nhỏ nhất r = 5 mm.
Hình B.15 - Gắn các đấy phẳng không có gờ mép hay các mặt sàng ống vào thân
Kích thước tính bằng milimét
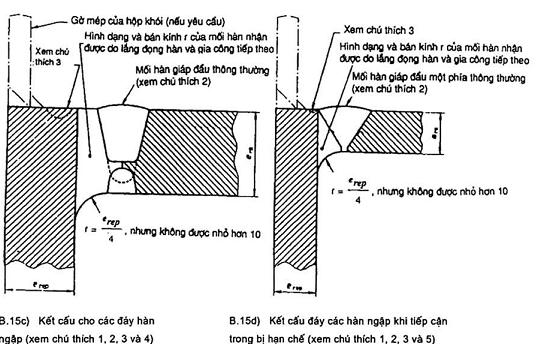
CHÚ THÍCH -
1) Các Hình B.15c và Hình B.15d là cho trường hợp gắn các đáy vào thân trong các nồi hơi nhiệt thải khi có sự nguy hiểm của sự nứt của thân.
2) Có thể dùng các mối hàn giáp mép thông thường và không cần thiết phải có hình dạng như đã chỉ ra.
3) Khi gờ mép của hộp khói được đính vào bằng cách hàn như đã chỉ, cần mài mép để giảm sự tập trung ứng suất.
4) Khi xem xét các điều kiện ứng suất ở chỗ nối các mối hàn trong với bề mặt của các tấm phải sao cho tránh được hiệu ứng vết rạn nứt.
5) Quy trình hàn phải đảm bảo cho chân mối hàn có chất lượng cao và thấu đều.
Hình B.15 - Gắn các đáy phẳng không có gờ mép hay các mặt sàng ống vào thân (tiếp theo và hết)
Kích thước tính bằng milimét
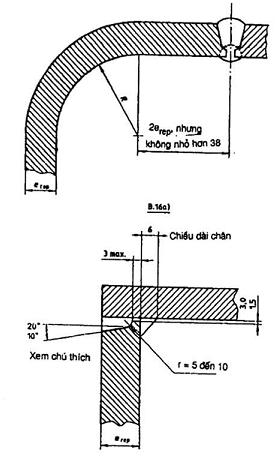
CHÚ THÍCH - Góc nhỏ nhất ứng với bán kính lớn nhất r = 10mm. Ngược lại, góc lớn nhất ứng với bán kính nhỏ nhất r = 5mm.
B.16b)
Hình B.16 - Gắn các đáy hay các mặt sàng ống vào các tấm đáy của buồng quặt
Kích thước tính bằng milimét
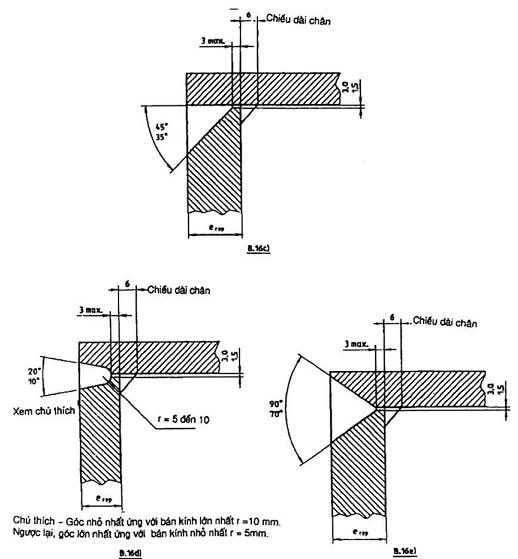
Hình B.16 - Gắn các đáy hay các mặt sàng ống vào các tấm đáy của buồng quặt (tiếp theo và hết)
Kích thước tính bằng milimét
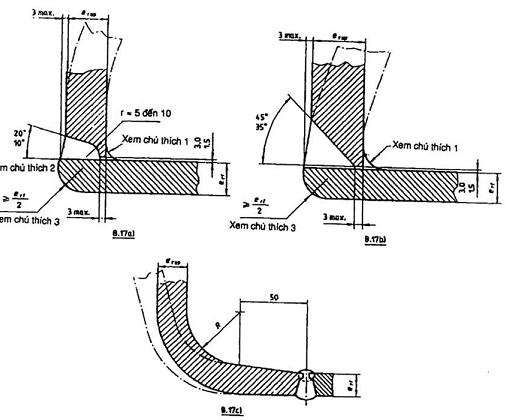
CHÚ THÍCH -
1) Hình dạng của mối hàn góc bên trong phải lõm. Tỷ số giữa chiều dài chân, ống lò đến mặt sàng ống hay đáy phải xấp xỉ 4 : 3 và chiều dầy nhỏ nhất ở chỗ hẹp phải phụ thuộc vào chiều dầy của lò như sau:
|
Chiều dầy của tấm ống lò ers <> 12 ≤ ers ≤ 16 ers > 16 |
Chiều dày nhỏ nhất ở chỗ hẹp 4 5 6 |
2) Góc nhỏ nhất ứng với bán kính lớn nhất r = 10 mm. Ngược lại, góc lớn nhất ứng với bán kính nhỏ nhất r = 5 mm.
3) Bán kính của mép tấm không nhỏ hơn erf / 2 chỉ được yêu cầu khi cuối lò hướng vào ngọn lửa hay nhiệt độ tương đối cao.
Hình B.17 - Gắn ống lò vào mặt sàng ống hay tấm đáy (cong hay phẳng)
Kích thước tính bằng milimét
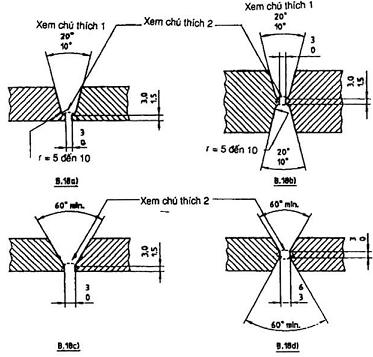
CHÚ THÍCH -
1) Khoảng trống và góc nhỏ nhất ứng với bán kính lớn nhất r = 10 mm. Ngược lại, khoảng trống lớn nhất và góc lớn nhất ứng với bán kính nhỏ nhất r = 5mm.
2) Đục khoét hết trước khi hàn mặt sau.
Hình B.18 - Chuẩn bị tấm cho mối hàn giáp mép dọc và theo chu vi
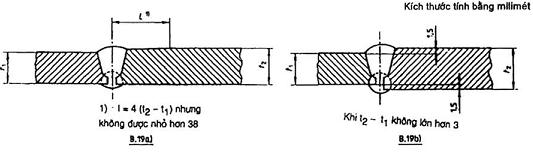
CHÚ THÍCH - Chuẩn bị kiểu chữ V có thể được dùng như một khả năng để lựa chọn.
Hình B.19 - Hàn ngang trong các đáy.
Kích thước tính bằng milimét
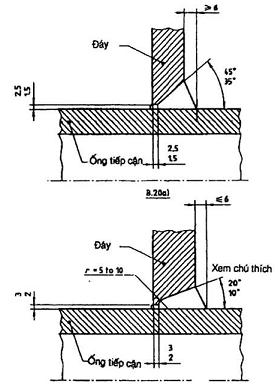
CHÚ THÍCH - Góc nhỏ nhất ứng với bán kính lớn nhất r = 10mm. Ngược lại, góc lớn nhất ứng với bán kính nhỏ nhất r = 5mm.
B.20b)
Hình B.20 - Gắn các ống vào tấm đáy
Phụ lục C
(tham khảo)
Tính nhiệt độ của mặt sàng ống
C.1 Yêu cầu chung
Phụ lục này đưa ra một phương pháp để tính toán nhiệt độ trên bề mặt nóng của kim loại và nhiệt độ trung bình (thiết kế) của chùm ống.
Tính toán có tính đến hiệu ứng của các điều kiện không đổi của sự truyền nhiệt.
a) từ khói nóng đến bề mặt sàng ống và các mặt bên trong của ống bằng đối lưu, kể cả hiệu ứng vào ống, và bức xạ kể cả bức xạ trao đổi trong buồng quặt;
b) dẫn nhiệt qua mặt sàng ống và thành ống từ bề mặt sàng ống và các bề mặt phía trong của ống đến bề mặt phía nước với giả thiết sự tiếp xúc nhiệt phù hợp giữa ống và mặt sàng, và;
c) bảng sôi cục bộ từ mặt phía nước.
Phương pháp và đường cong thiết kế phải được phát triển từ các số liệu truyền nhiệt được công bố và có một số xấp xỉ được đơn giản hóa mà chúng có chiều hướng tự bù trừ. Nhiệt độ tính toán và nhiệt độ đo phải phù hợp tốt với các số liệu cuối cùng có được.
C.2 Ký hiệu
|
a |
Diện tích hấp thụ nhiệt trong các phần tử mặt sàng ống từ bề mặt sàng ống (xem Hình C.8) |
mm2 |
|
A |
Diện tích hấp thụ nhiệt trong các phần tử của mặt sàng ống từ bề mặt trong của các ống (xem Hình C.7) |
mm2 |
|
Ac |
Tổng diện tích bề mặt hiệu dụng được làm nguội bằng nước trong buồng quặt |
mm2 |
|
AR |
Tổng diện tích bề mặt chịu lửa trong buồng quặt |
mm2 |
|
C |
Hệ số hiệu chỉnh về độ bền nhiệt tiếp xúc ống và mặt `àng ống |
|
|
d |
Đường kính trong của ống đối lưu |
mm |
|
D |
Đường kíh trong của buồng quặt (đối với buồng hình trụ) |
mm |
|
e |
Chiều dày của mặt sàng ống |
|
|
F |
Hệ số trao đổi tổng thể đối với trao đổi bức xạ trong buồng quặt (xem Hình C.2) |
|
|
G |
Tốc độ lưu lượng khói trong ống |
kg/(m2.s) |
|
hCE |
Hệ số tỏa nhiệt đối lưu vào (xem Hình C.6) |
W/(m2.K) |
|
hco |
Hệ số tỏa nhiệt đối lưu cơ bản được hiệu chỉnh (xem Hình C.5) |
W/(m2.K) |
|
h'co |
Hệ số tỏa nhiệt đối lưu cơ bản giả thiết (xem Hình C.4) |
W/(m2.K) |
|
hm |
Độ dẫn nhiệt của mặt sàng ống |
W/(m2.K) |
|
hR |
Hệ số trao đổi nhiệt bức xạ đối với bề mặt sàng ống |
W/(m2.K) |
|
h’R |
Hệ số trao đổi nhiệt bức xạ đối với vật đen (xem Hình C.1) |
W/(m2.K) |
|
ht |
Hệ số tỏa nhiệt trung bình |
W/(m2.K) |
|
L |
Chiều dài bên trong của buồng quặt (đối với buồng hình trụ) |
mm |
|
LB |
Chiều dài tia bức xạ của buồng quặt |
mm |
|
N |
Hằng số mặt có nước, N = 4000 |
|
|
P |
Khoảng cách trung bình giữa các tâm ống |
mm |
|
t |
Nhiệt độ trung bình (thiết kế) của mặt sàng ống |
oC |
|
tC |
Ước tính ban đầu của tM |
oC |
|
tG |
Nhiệt độ thực của khói tại cửa vào ống |
oC |
|
tM |
Nhiệt độ kim loại mặt nóng của mặt sàng ống |
oC |
|
ts |
Nhiệt độ nước của nồi hơi |
oC |
|
|
Hệ số nhiệt độ trung bình của mặt sàng ống |
|
|
η |
Hệ số truyền nhiệt cho phần tử mặt sàng ống (xem Hình C.10) |
|
|
|
Độ dẫn nhiệt của mặt sàng ống đối với thép loại 460 và 490 = 40.000; đối với thép loại 400 và 430 = 45.000. |
W.mm/(m2.K) |
|
|
(Hệ số nhiệt độ mặt nóng của mặt sàng ống (xem Hình C.11). |
|
C.3 Phương pháp tính
C.3.1 Hệ số bức xạ
Xác định hệ số bức xạ h'R đối với vật đen, tức là khả năng bức xạ = 1, F = 1, từ Hình C.1. Nhiệt độ của khói tG tại cửa vào ống phải là giá trị thực như được đo bằng hỏa kế quang học hút vào tốc độ cao được bảo vệ nhiều lần (cặp nhiệt thông thường luôn đọc thấp hơn; sai số có thể lên tới 300oC). Giả thiết một giá trị ban đầu tC tức là nhiệt độ mặt nóng của kim loại mặt sàng ống. Các giá trị tiêu biểu được chỉ trên Hình C.1 thường sẽ tránh được sự cần thiết phải lặp lại.
Khả năng bức xạ của khói phụ thuộc vào thành phần khói, nhiệt độ, áp suất riêng phần và chiều dài của tia bức xạ trong buồng quặt. Các đường cong trong Hình C.2 được dựa vào khói dư thừa thường được sử dụng trong các nồi hơi đốt trực tiếp. Đối với các sản phẩm đốt cháy than thì khuyến nghị rằng đường cong khí thiên nhiên có thể cho phép được dùng cho bức xạ hạt. Đối với các hỗn hợp khí khác thì khả năng bức xạ của khí phải được xác định theo các tài liệu hướng dẫn truyền nhiệt bằng bức xạ, ví dụ [1].
Chiều dài tia bức xạ đối với buồng quặt hình trụ được tính bởi công thức sau:
LB = ![]()
Đối với các buồng quặt không phải hình trụ, chiều dài tia bức xạ được tính bởi công thức sau:
LB = ![]()
trong đó
Vc là thể tích buồng quặt;
Acs là diện tích bề mặt của buồng quặt.
Khi tính diện tích bề mặt của buồng quặt không phải trừ đi các lỗ ống hay các lỗ ống lò.
Đối với các buồng quặt có các lớp lót chịu lửa AR/AC là tỷ số giữa diện tích bề mặt chịu lửa hiệu dụng (phản xạ) tổng cộng và diện tích bề mặt được làm nguội (hấp thụ) hiệu dụng trong buồng quặt.
AC là diện tích tổng cộng bên trong chu vi tấm ống, tức là không trừ các lỗ ống hay các lỗ ống lò.
AR/AC đối với các buồng quặt hình trụ có thể nhận được từ Hình C.3.
Đối với các buồng quặt được làm nguội bằng nước hoàn toàn AR/AC = 0.
Xác định hệ số trao đổi toàn diện F từ Hình C.2, sau đó hệ số bức xạ cho bề mặt tấm ống được tính theo công thức sau đây:
hR = Fh'R
Bức xạ vào các bề mặt bên trong của ống được xem xét bằng cách dùng hệ số 0,5 hR trong phương trình đối với hệ số truyền nhiệt trung bình ht (xem C.3.3).
C.3.2 Hệ số đối lưu
Hệ số đối lưu cơ bản được giả thiết h'co phụ thuộc vào lưu lượng chảy của khí trong các ống đối lưu và vào đường kính trong của ống d. Đối với các sản phẩm cháy của nhiên liệu khí thì khí thiên nhiên và than, xác định h'co từ Hình C.4. Xác định hệ số hiệu chỉnh hco/h'co đối với nhiệt độ khí ở đầu vào ống từ Hình C.5. Sau đó hệ số đối lưu cơ bản được hiệu chỉnh đối với dòng chảy ống được phát triển hoàn toàn tại nhiệt độ tG được tính theo công thức sau đây:
hCO = h'CO(![]()
Đối với các khí khác khi giá trị của tỷ nhiệt, độ dẫn nhiệt hay độ nhớt là khác so với các sản phẩm cháy của dấu hay khí thiên nhiên, giá trị của hco có thể được giảm từ phương trình đối với các ống phía trong có dòng chảy hoàn toàn phát triển như sau:
Nu = 0,023 Re0,8 Pr0,33
trong đó
Nu là số Nusselt, dựa vào đường kính trong của ống d;
Re là số Reynolds, dựa vào đường kính trong của ống d;
Pr là số Pranndt.
(xem ví dụ [1]).
Xác định hệ số hiệu chỉnh hCE/hco đối với vùng cửa vào của ống từ Hình C.6. Sau đó hệ số tỏa nhiệt đối lưu trung bình, hCE, đối với mặt trong của ống trên chiều dài hiệu dụng đối với đầu nhiệt vào tới mặt sàng ống, được tính theo công thức sau:
hCE = hCO(![]()
Tỏa nhiệt đối lưu vào bề mặt của mặt sàng ống được xem xét bằng cách dùng hệ số hco trong phương trình đối với hệ số tỏa nhiệt trung bình ht (xem C.3.3).
C.3.3 Hệ số tỏa nhiệt trung bình ở phía khói
Đối với phán tử mặt sàng ống, được liên kết bằng các bề mặt phía trong của ống và mặt phẳng chứa các đường tâm ống, diện tích hấp thụ nhiệt vào A (các bề mặt bên trong của ống) và a (bề mặt sàng ống được xác định từ các Hình C.7 và Hình C.8.
Hệ số tỏa nhiệt trung bình được tính như sau:
ht = ![]()
trong đó
C = 0,9 chỉ đối với các ống loe ra;
C = 0,95 đối với các ống loe ra và được hàn;
C = 1 đối với các ống được hàn thấu hoàn toàn.
C.3.4 Độ dẫn nhiệt của tấm ống
Độ dẫn nhiệt của tấm ống được tính theo công thức sau:
hm = ![]()
C.3.5 Tỏa nhiệt về phía nước
Các điều kiện tỏa nhiệt tại các bề mặt phía nước được xem xét trong phương trình của nhiệt độ kim loại của mặt sàng ống bằng cách dùng hằng số N.
C.3.6 Nhiệt độ của mặt sàng ống
Các phương trình sau đối với nhiệt độ mặt nóng của mặt sàng ống và nhiệt độ kim loại trung bình được dựa trên các phương trình do Gardner phát triển [2]:
tM = ls + 15 + (tG
- ts) [1 - ![]()
t = ts+ 15 + (tG - ts)
[1 - ![]()
Các hệ số η, ![]() và
và
![]() phụ thuộc vào A/a (từ Hình C.9) và vào
ht/hm và nhận được từ Hình C.10 và Hình C.12.
phụ thuộc vào A/a (từ Hình C.9) và vào
ht/hm và nhận được từ Hình C.10 và Hình C.12.
C.4 Ví dụ về tính toán được thực hiện bằng cách dùng phương pháp nêu trong C.3
C.4.1 Các số liệu thiết kế giả định
Nhiên liệu: khí thiên nhiên
Nồi hơi: nhiệt thải hỗn hợp với buồng khói nóng bằng vật liệu chịu lửa.
Nhiệt độ, khói ở đầu vào được qui định: 900oC
Áp suất thiết kế của nồi hơi: 1,1 N/m,m2
Nhiệt độ bão hòa: ts = 188 oC
Các ống của nồi hơi:
đường kính trong d = 56,3 mm
khoảng cách, tam giác p = 88 mm (bước chéo)
Tốc độ lưu lượng của khói G = 11 kg/(m2.s)
Mặt sàng ống:
Chiều dầy e = 22 mm
vật liệu: thép loại 430
Gắn đầu ống: được loe ra và được hàn
Buồng khói vào:
hình trụ, vật liệu chịu lửa và tấm sau
đường kính trong D = 1800 mm
chiều dài trong L = 1000 mm
C.4.2 Tính hệ số tỏa nhiệt bức xạ
Tính hệ số tỏa nhiệt bức xạ hR được thực hiện như được mô tả trong C.3.1.
Từ Hình C.1, dùng giá trị giả thiết tc = 350oC được chỉ bằng đường cong phía sau khô h'R = 185 W/m2.K
Chiều dài của tia bức xạ:
LB = ![]()
Từ Hình C.3, AR/AC = 3,15 khi L/D = 0,555
Từ Hình C.2, F = 0,58
Do đó hR = 0,58 x 185 = 107,3 W/m2.K
C.4.3 Tính hệ số tỏa nhiệt đối lưu
Tính các hệ số tỏa nhiệt đối lưu hco và hCE được thực hiện như được miêu tả trong C.3.2.
Từ Hình C.4, h'co = 61 W/m2.K
Từ Hình C.5, hco/h'co = 0,952
Do đó
hco = 61 x 0,952 = 58,1 W/m2.K
Từ Hình C.6, hCE/hco = 2,9 trong đó e/d = 22/56,3 = 0,391
Do đó
hCE = 51,8 x 2,9 = 168,5 W/m2.K
C.4.4 Tính hệ số tỏa nhiệt phía khói trung bình
Tính hệ số tỏa nhiệt phía khói trung bình ht được thực hiện như đã được miêu tả trong C.3.3.
Từ Hình C.7, A/d2 = 0,6 trong đó e/d = 0,391, khoảng cách tam giác
Từ Hình C.8, a/d2 = 0,67 trong đó p/d = 88/56,3 = 1,563
Đối với các ống loe ra và được hàn C = 0,95
Do đó
h = ![]()
C.4.5 Tính hệ số dẫn nhiệt của mặt sàng ống
Tính hệ số dẫn nhiệt của mặt sàng ống hm được thực hiện như được miêu tả trong C.3.4.
Đối với thép loại thép 430, ![]() = 45.000 W.mm/m2.K (xem
C.2). Do đó
= 45.000 W.mm/m2.K (xem
C.2). Do đó
hm = ![]() W/m2.K
W/m2.K
C.4.6 Tính nhiệt độ của mặt sàng ống
Tính nhiệt độ của mặt sàng ống t và tM được thực hiện như được mô tả trong C.3.6
![]() =
=![]() = 0,99144
= 0,99144
Từ Hình C.9, A/a = 0,9
Từ các Hình C.10, Hình C.11 và Hình C.12,
η = 1,72.
![]() = 0,885
= 0,885
![]() = 0,935
= 0,935
Do đó, nhiệt độ của mặt nóng của mặt sàng ống được tính bằng:
tM = 188 + 15 + (900 - 188) x [1 -
![]() = 332oC
= 332oC
Giá trị này thấp hơn giới hạn trong 3.4 nên thỏa mãn
Nhiệt độ kim loại trung bình (thiết kế) của mặt sàng ống được tính bằng
t = 188 + 15 + (900 - 188) x [1 - ![]() = 299oC
= 299oC
C.5 Tài liệu tham khảo
[1] MCADAMS, W.H. Truyền nhiệt, McGRAW-HILL, 1954.
[2] GARDNER, K.A. Nhiệt độ của mặt sàng ống thiết bị trao đổi nhiệt. Người sản xuất xăng thiên nhiên và người lọc dầu, Tháng 3, 1942, quyển 21, số 3, trang 71-77.
C.6 Tài liệu tiếp theo
[3] LUCAS, D.M. và LOCKETT, A.A. Mô hình toán học của dòng nhiệt và sự phân bố nhiệt độ trong vỏ nồi hơi, Tuyển tập hội nghị lần thứ 4 về ngọn lửa và công nghiệp, 1972, BFRC - Viện nhiên liệu.
[4] KERN, D.Q. Quá trình truyền nhiệt, Mc GRAW-HLLL, 1950.
[5] GORE, W.H. GUNN, D.C và HORSLER, A.G. Khí thiên nhiên đốt cho nồi hơi, Viện nhiên liệu, tháng 3, 1972.
[6] VDI-Warmeatlas.
[7] JAKOB, M. Truyền nhiệt, John Wiley, 1949.
[8] ECKERT, Ε.R.G. và DRAKE, R.M. Truyền nhiệt và truyền khối, Mc GRAW-HILL, 1959.
[9] FRAAS, A.P. và OZISIK, M.N. Thiết kế thiết bị trao đổi nhiệt, JOHN Wiley, 1965.
[10] PERRY, K.P. Truyền nhiệt bằng đối lưu từ dòng khí nóng lên mặt phẳng. Tuyển tập hội nghị cơ khí quốc tế 1954, tập 168, trang 775 - 784.
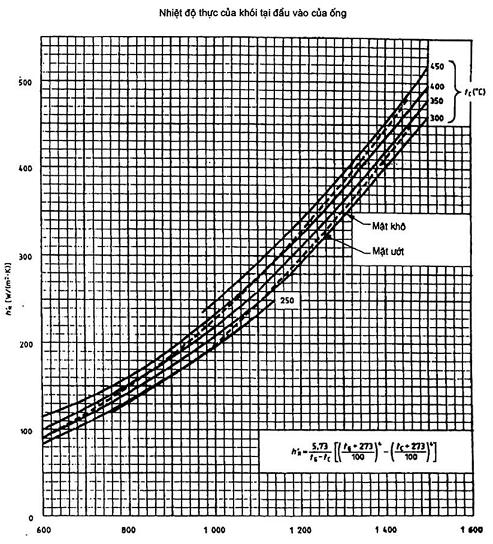
Hình C.1 - Hệ số trao đổi bức xạ h’R cho vật đen (F = 1)
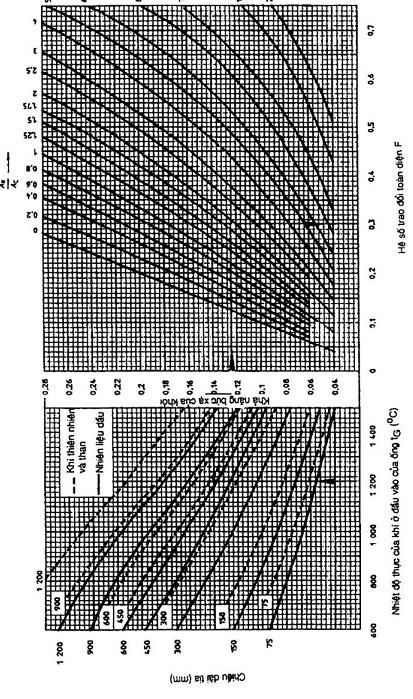
Hình C.2 - Xác định hệ số trao đổi toàn diện F
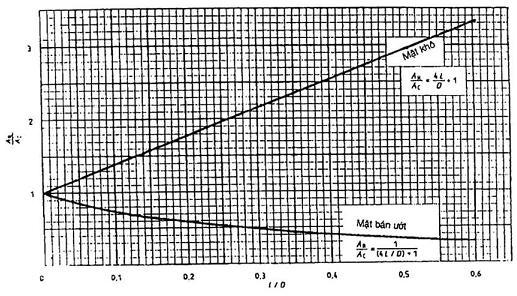
CHÚ THÍCH - Đối với buồng không phải hình trụ, bao gồm cả diện tích bề mặt tổng cộng của mặt sàng ống Ac (không trừ các lỗ ống và các cửa lò)
Hình C.3 - Ar/Ac đối với buồng hình trụ có đường kính D và chiều dài L
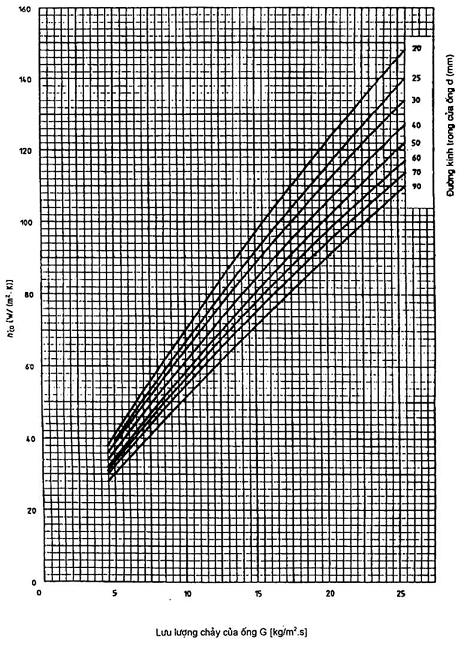
CHÚ THÍCH - ![]()
Hình C.4 - Hệ số tỏa nhiệt đối lưu cơ bản h’co
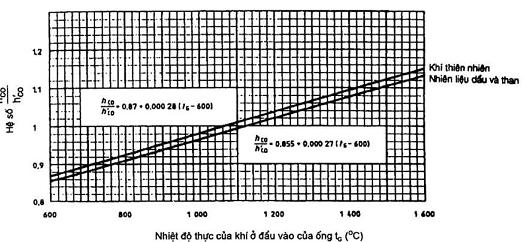
Hình C.5 - Xác định hệ số hiệu chỉnh hco/h’co
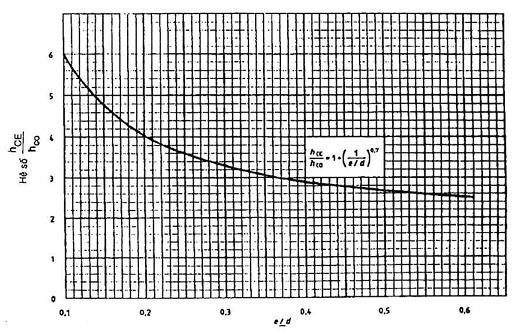
Hình C.6 - Xác định hệ số hiệu chỉnh hCE/hco
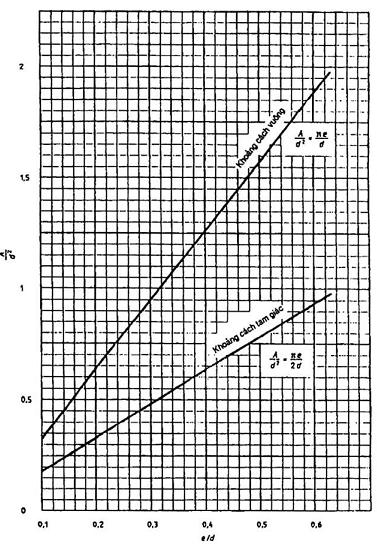
Hình C.7 - Diện tích ống không ghi kích thước
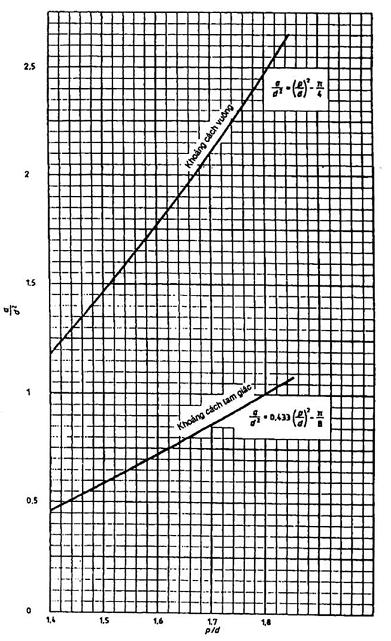
Hình C.8 - Diện tích tấm không ghi kích thước
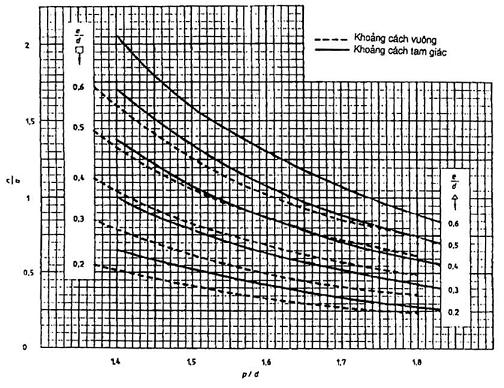
Hình C.9 - Tỷ số diện tích ống / tấm
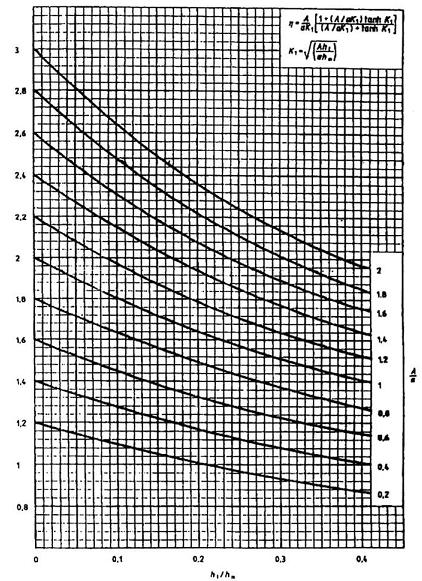
Hình C.10 - Hệ số h
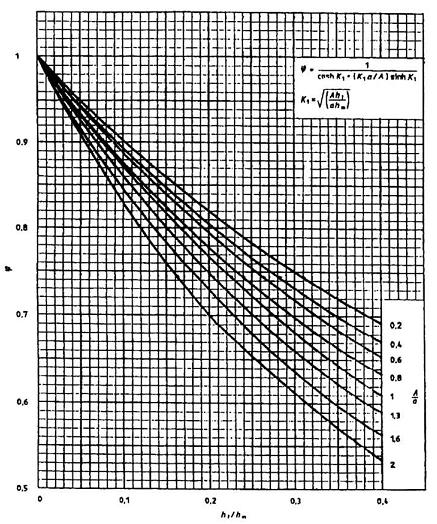
Hình C.11 - Hệ số j
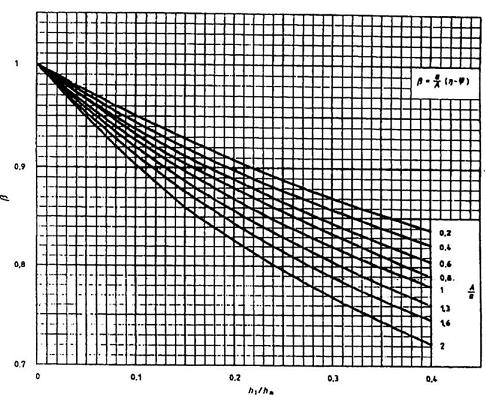
Hình C.12 - Hệ số b
Phụ lục D
(tham khảo)
Chất lượng nước cấp và nước nồi
D.1 Giới thiệu
D.1.1 Phụ lục này đưa ra hướng dẫn về chất lượng nước cấp và nước nồi cần thiết để sản xuất hơi nước với áp suất thiết kế lớn hơn 0,1 N/mm2 và nhỏ hơn hoặc bằng 3 N/mm2. Nó áp dụng cho vùng giữa nước vào và hơi nước ra của nồi hơi.
D.1.2 Nước cấp và nước của nồi hơi phải thỏa mãn các yêu cầu tối thiểu nhất định. Về nguyên tắc, nước cấp và nước nồi phải trong, không mầu và không chứa các chất huyền phù và có điều kiện ngăn cản sự ăn mòn. Khi các điều kiện hướng dẫn đối với nước cấp và nước nước nồi hơi được nêu trong bảng D.1 đến D.3 được tôn trọng triệt để, thì phải có các điều kiện tiên quyết cho việc vận hành an toàn và không hỏng hóc của nồi hơi. Cũng như các ý tưởng cơ bản liên quan đến các khía cạnh kỹ thuật an toàn, khía cạnh kinh tế cũng phải được chú ý.
Các điều kiện hướng dẫn là áp dụng cho các nhà máy mới. Tuy nhiên, việc áp dụng các điều kiện này vào các nhà máy đã đang vận hành cũng được khuyến khích nếu các khó khăn do thành phần hóa học của nước làm suy yếu độ an toàn vận hành và tin cậy của nhà máy.
D.1.3 Sự tuân thủ chất lượng nước cần thiết phải được kiểm tra theo hướng dẫn của nhà máy và các kết quả đo chất lượng nước phải được ghi lại.
D.2 Các thông số phải xem xét
D.2.1 Yêu cầu chung
Trong nồi hơi, tất cả các chất, trừ những chất bay theo hơi nước, được cấp vào nồi hơi theo nước cấp, được giữ lại trong nồi hơi và tích tụ lại. Do đó có mối quan hệ trực tiếp giữa chất lượng nước cấp và chất lượng nước nồi.
Nồng độ của các chất trong nước nồi, đặc biệt khi không tiến hành lọc, dẫn đến làm tăng nồng độ các chất rắn hòa tan và những chất này, tuy nhiên có thể được giảm đi bằng cách xả lò.
Các chất chứa trong nước nồi sẽ ảnh hưởng đến tính chất ăn mòn của nước và tạo thành các chất lắng đọng ở cả nồi hơi lẫn bộ quá nhiệt (nếu có). Bởi vì khả năng hòa tan của một số muối (ví dụ sunphát, phophát) giảm khi nhiệt độ tăng, nên phải giới hạn nồng độ (xem Bảng D.2 và Bảng D.3) các chất dễ lắng đọng từ các dung dịch quá bão hòa.
D.2.2 Ăn mòn
Vật liệu chủ yếu dùng trong các nồi hơi là thép và vì thế chúng bị tác động của nước và hơi nước. Tuy nhiên, trong một số điều kiện nhất định, tác động dần tới tự tạo thành lớp màng bảo vệ gắn chặt vào kim loại, ví dụ lớp màng magnetit làm cản trở (chậm lại) tác động tiếp theo của nước và hơi nước, vì thế sẽ có hiệu ứng tự kiềm chế sự ăn mòn. Lớp bảo vệ magnetit cũng như các lớp tương tự khác trên các vật liệu khác là không thể thay thế được để tránh ăn mòn.
D.2.3 Các chất lắng đọng (cặn)
Các sản phẩm ăn mòn làm giảm chất lượng của nước cấp và nước nồi vì chúng tạo nên các chất cặn. Các chất cặn có thể là kết quả của quá trình kết tinh của các chất hòa tan từ các dung dịch quá bão hòa hay từ các chất lơ lửng. Do sự lắng đọng của các chất cặn trong một hình thái nhất định, các chất điện phân hòa tan trong nước có thể đạt tới một nồng độ cao mà, tùy thuộc vào phụ tải nhiệt, vật liệu nồi hơi có thể bị ăn mòn.
D.2.4 Các hạt rắn lơ lửng và các chất nhũ tương hay hòa tan
Các hạt rắn lơ lửng và các chất nhũ tương hoác hòa tan làm tăng chiều hướng tạo bọt của nồi hơi, đặc biệt là các chất kiềm, góp phần làm bẩn hơi bão hòa và dần đến đóng cặn, ví dụ trong bộ quá nhiệt.
Các chất hữu cơ khác nhau theo thành phần và tính chất của chúng trong các điều kiện vận hành của nồi hơi, là không kiểm tra được. Trong nồi hơi chúng có thể bị rữa ra tạo thành các chất a xít làm giảm tính kiềm của nước nồi và điều đó có thể dẫn đến ăn mòn.
Riêng dầu hoặc cùng với các chất lơ lửng, ví dụ các sản phẩm ăn mòn, canxi không hòa tan và các hợp chất magiê có thể tạo thành chất cặn phá hủy (làm hại) nồi hơi.
D.2.5 Cacbon dioxít
Phụ thuộc vào kiểu xử lý nước cũng như vào nhiệt độ và áp suất, cacbon dioxít có thể có trong hơi nước. Hơn nữa, các chất hòa tan trong nước nồi hơi cũng hòa tan trong hơi nước ở một chừng mực nhất định.
Các chất ngưng đọng chứa axit cacbonic sẽ có tác động ăn mòn thép các bon và thép cacbon thấp cũng như đối với đồng và hợp kim của nó. Có thể giảm điều này bằng cách tuân thủ các giá trị hướng dẫn đối với CO2 kết hợp (tức là bicacbonát và/hoặc cacbonát) trong nước cấp (xem Bảng D.1).
D.2.6 Độ pH
Duy trì giá trị độ pH nhỏ nhất trong nước cấp và nước nồi là cần thiết. Giới hạn trên của độ pH nói chung, được xác định theo từng bộ phận của thiết bị, là nằm ngoài lĩnh vực của phụ lục này khi chúng được chế tạo bằng các vật liệu không phải là thép, ví dụ đồng hay nhôm.
...
Bảng D.3 - Tiêu chuẩn chất lượng nước nồi khi cấp nước bằng khử Ion
|
Bề ngoài |
Không mầu, trong, không chứa các chất không hòa tan |
|
Độ pH ở 25 oC |
từ 9,0 đến 10,0 |
|
Độ dẫn điện sau khi trung hòa |
|
|
< 150="" μω/cm="" đo="" sau="" trao="" đổi="" cation="" axit=""> |
|
|
< 150="" μω/cm="" không="" có="" trao="" đổi="" cation="" axit=""> |
|
|
Silic (SiO2) |
< 20=""> |
|
Phophat (PO3) để kiểm tra độ kiềm |
từ 2 mg/l đến 6 mg/l |
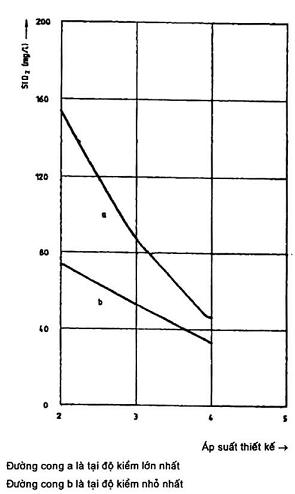
Hình D.1 - Giá trị hướng dẫn đối với silic (SiO2)
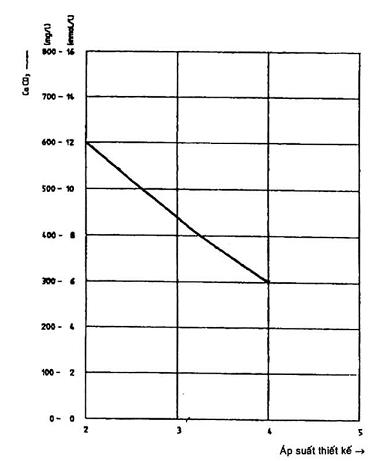
Hình D.2 - Giá trị hướng dẫn đối với độ kiềm (CaCO3)
Phụ lục E
(tham khảo)
Biểu mẫu cho chứng nhận kiểm tra
Biểu mẫu được dựa trên mẫu CEOC/A 1/77 và được làm lại với sự cho phép của cơ quan kiểm tra của Liên minh Châu âu (CEOC).
Chứng nhận kiểm tra Chứng nhận số
Người mua
Người chế tạo Ngày tháng
Điều
Các yêu cầu kỹ thuật
Vật liệu: theo
Trạng thái cung cấp
Quá trình nấu luyện
Mác Mác của người chế tạo
Vật liệu Dấu của người kiểm tra
Phạm vi của cung cấp vật liệu
|
Mục No |
Số |
Điều |
Số mẻ nấu |
Số kiểm tra |
|
|
|
|
|
|
Các chú thích thêm
Các yêu cầu được thỏa mãn theo phụ lục
|
Vị trí (địa điểm) |
Ngày tháng năm |
Người kiểm tra |
Phụ lục
1) Kết quả kiểm tra
2) Các phụ lục khác trong
CHÚ THÍCH - Phải đưa ra phân tích hóa học.
Chứng nhận kiểm tra
Chứng nhận số……. Phần…... Tờ số
Phạm vi của cung cấp vật liệu.
|
Mục số |
Số |
Ký hiệu sản phẩm |
Mẻ số |
Số kiểm nghiệm |
|
|
|
|
|
|
Các chú thích thêm
Các yêu cầu được thỏa mãn theo phụ lục
|
Địa điểm |
Ngày tháng năm |
Người kiểm tra |
Các phụ lục
1) Các kết quả kiểm tra
2) Các phụ lục khác
CHÚ THÍCH - Phải đưa ra phân tích hóa học
Kết quả thử nghiệm
Chứng nhận số Phần Tờ số…..(trang số)
1. Kiểm tra bằng cách nhìn bằng mắt và kiểm tra kích thước
2. Thử uốn Đường kính lõi uốn (mm) Góc uốn (*)
|
3. Áp suất thử thủy lực bar 4. Thử độ phẳng Thử kéo vòng |
Phải đạt |
Thử giãn nở vòng Thử giãn nở từ từ Ở các đầu
5. Thử tạo gờ Góc tạo gờ
6. Các phép thử khác
7. Chú thích
8. Thử cơ tính
|
Loại thử Loại mẫu Trạng thái cung cấp của mẫu |
1. Năng lượng va đập (J) 2. Độ bền va đập (J/cm2) 3. Tỷ lệ kết tinh (%) 4. Độ giãn nở (mm) 5. Độ giãn nở (%) 6. Giá trị |
|||||||||||||||
|
Phép thử số |
Kích thước mẫu |
Mẫu |
Nhiệt độ thử ºC |
Ứng suất chảy N/mm2 |
Độ bền kéo Rm N/mm2 |
Độ giãn dài A |
Độ co thắt Z % |
|
1 |
2 |
3 |
|
Ghi chú |
|||
|
Mẻ số |
Dầy mm |
Rộng mm |
Vị trí |
Hướng |
Chỗ |
|||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Địa điểm |
Ngày tháng |
Kiểm tra viên |
Kết quả Chứng nhận số Phần Tờ (trang)
Thử cơ tính
|
Loại thử Loại mẫu Trạng thái cung cấp của mẫu |
|
1. Năng lượng va đập (J) 2. Độ bền va đập (J/cm2) 3. Tỷ lệ kết tinh (%) 4. Độ giãn nở (mm) 5. Độ giãn nở (%) 6. Giá trị |
||||||||||||||
|
Phép thử số |
Kích thước mẫu |
Mẫu |
Nhiệt độ thử ºC |
Ứng suất chảy N/mm2 |
Độ bền kéo Rm N/mm2 |
Độ giãn dài A |
Độ co thắt Z % |
|
1 |
2 |
3 |
|
Ghi chú |
|||
|
Mẻ số |
Dầy mm |
Rộng mm |
Vị trí |
Hướng |
Chỗ |
|||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Địa điểm |
Ngày tháng |
Kiểm tra viên |
Phụ lục F
(tham khảo)
Biểu mẫu phê duyệt qui trình hàn / chứng nhận phê duyệt thợ hàn
F.1 Biểu mẫu chứng nhận phê duyệt qui trình hàn - chứng nhận phê duyệt thợ hàn
Biểu mẫu bày dựa trên biểu mẫu CEOC/E - 1/79 và được làm lại với sự cho phép của cơ quan kiểm tra Liên minh Châu âu (CEOC).
Phép thử số Chứng nhận số
Chứng nhận phê duyệt qui trình hàn - Chứng nhận phê duyệt thợ hàn
Phê duyệt qui trình hàn
□ Có giá trị đến (xem trang số 5)
Phê duyệt thợ hàn
□ Có giá trị đến (xem trang số 5)
Biểu số
Tên người chế tạo Đơn hàng số
(Cửa hàng) xưởng Tên thợ hàn
Phê duyệt
Phạm vi bao gồm bằng phép thử
1. Vật liệu 3. Đường kính 5. Các mục khác
2. Chiều dày 4. Vị trí hàn
Hàn
Ngày tháng hàn
với sự có mặt của
Vật liệu cơ sở Phù hợp với Được bọc bằng
Vật liệu bọc Phù hợp với
(Chứng nhận kèm theo)
Kích thước mẫu thử Vị trí của mẫu thử
Phương pháp nung nóng sơ bộ và kiểm tra
Phương pháp nhiệt luyện và kiểm tra
Nhiệt luyện sau hàn
Nung (oC/h) Giữ nhiệt (phút) Nhiệt độ giữ (oC) Làm nguội (oC/h)
Phương pháp chuẩn bị hàn
Sơ đồ phác họa
(Kích thước cuối cùng của mối hàn trong phác họa trang số 3)
Phép thử số Chứng nhận số Trang số: 2
|
Lớp hàn |
Công nghệ hàn |
Loại thiết bị |
Vị trí hàn |
|
|
|
|
|
|
Lớp hàn |
Bước hàn |
||||||
|
|
Loại dòng điện |
Cường độ |
Hiệu điện thế |
Tốc độ hàn |
Khí bảo vệ |
Nhiệt độ nung sơ bộ |
Nhiệt độ trung gian |
|
|
|
A |
V |
cm/ph |
|
oC |
oC |
|
|
|
|
|
|
|
|
|
|
Lớp hàn |
Tiêu hao |
|||||||||
|
|
Loại |
Dạng |
Ký hiệu |
Kích thước |
Thành phần (%) |
|||||
|
* |
** |
- |
- |
mm |
C |
Mn |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
* W = Hàn qua chân * p =
Bao bọc |
** M = Kim loại nhồi p = Trợ dung G = Khí bảo vệ |
|||||||||
Làm khô hay sấy khô đặc biệt.
Kiểm tra
với sự có mặt của
Kiểm tra không phá hủy Kiểm tra bằng mắt nhìn
thẩm thấu hạt từ
siêu âm tia bức xạ
Kiểm tra phá hủy
Thử kéo
|
Mẫu số |
Hướng của mẫu |
Chiều rộng |
Chiều dày |
R 1) |
Rm 2) |
A 3) |
Z 4) |
Vị trí chỗ gãy |
Nhiệt độ |
Ghi chú |
|
- |
*** |
mm |
mm |
N/mm2 |
N/mm2 |
% |
% |
**** |
oC |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
*** Tw - ngang Aw - Kim loại hàn ***** w - Mối hàn B - Vật liệu cơ sở HAZ - Vùng ảnh hưởng nhiệt toàn bộ 1) R = Giới hạn chảy 2) Rm = Độ bền kéo 3) A = Độ giãn dài 4) Z = Độ co thắt |
||||||||||
Chứng nhận phê duyệt qui trình hàn
Phép thử số Chứng nhận số Trang số: 3
Thử uốn Đường kính lõi uốn
|
Mẫu số |
Loại |
Độ giãn uốn |
Ghi chú |
Mẫu số |
Loại |
Độ giãn uốn |
Ghi chú |
||||
|
|
|
> |
Lo 1) |
↓ |
|
Lo 1) |
↓ |
||||
|
- |
**** |
|
m |
% |
- |
- |
**** |
- |
mm |
% |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
**** R - Chân F - Bề mặt S - Phía Lo 1) - Chiều dài đo |
|||||||||||
Thử độ dai va đập
|
Mẫu số |
Hướng |
Vị trí rãnh |
Loại |
Chiều rộng |
Chiều cao |
Nhiệt độ |
Các giá trị |
Ghi chú |
|||
|
1 |
2 |
3 |
|
||||||||
|
- |
- |
- |
- |
mm |
mm |
oC |
J |
J |
J |
J |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
Thành phần hóa học của kim loại được hàn nóng chảy
|
Mẫu số |
Kết quả tính bằng % |
|||||||||
|
C |
Si |
Mn |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Sơ đồ Kiểm tra độ cứng
|
Chứng nhận phê duyệt qui trình hàn - Chứng nhận phê duyệt thợ hàn
Phép thử số…… Chứng nhận số…….. Trang số: 4
Vết gẫy mối hàn góc
Cấu trúc thô đại
Cấu trúc tế vi
Các phép thử bổ sung
Các phép thử lại (nếu có)
Ghi chú
(Đánh giá: thỏa mãn / không thỏa mãn / không áp dụng được, trừ khi có được các kết quả bằng số).
Kết quả của các phép thử phê duyệt nêu trên là phù hợp với qui định.
Ngày tháng……….19 Chữ ký
Đánh giá Kiểm tra lý thuyết
□ Thỏa mãn □ Không thỏa mãn □ Không áp dụng được
Ngày tháng………19 Chữ ký
Phép thử số Chứng nhận số Trang số : 5
Chứng nhận này không có hiệu lực nếu nghề nghiệp của thợ hàn trong các loại công việc thuộc chứng nhận này có sai sót lớn hơn là anh ta nắm do các yêu cầu đặc biệt.
|
Tờ khai của người sử dụng thợ hàn Thợ hàn được biên chế thường xuyên trong công việc hàn nêu trong chứng nhận này Tên |
|
|
Thời gian biên chế từ đến |
Tên Công ty |
Chữ ký, ngày tháng, dấu của cán bộ có trách nhiệm |
|
|
|
|
|
|
Kéo dài giá trị
|
Kéo dài giá trị Giá trị đến |
Bằng chứng |
Chữ ký, ngày tháng, dấu của kiểm tra viên |
|
|
|
|
F.2 Biểu mẫu của chứng nhận phê duyệt thợ hàn - không kèm theo qui trình được (chứng nhận) phê duyệt
Biểu mẫu này dựa trên mẫu CEOC/F - 1/79 và được làm lại với sự cho phép của cơ quan kiểm tra của Liên minh Châu âu (CEOC).
Phép thứ số Chứng nhận số
Chứng nhận phê duyệt thợ hàn - Không kèm theo qui trình được phê duyệt
Có giá trị đến…………………..19
(Phần mở rộng - Trang 4)
Qui định:
Tên người chế tạo Đơn hàng số
Xưởng Tên thợ hàn
Phê duyệt
1. Vật liệu 4. Vị trí hàn
2. Chiều dày 5. Các mục khác
3. Đường kính
Hàn
Ngày tháng.....19
Trong sự có mặt của….
Vật liệu cơ sở phù hợp với
Kích thước mẫu thử
Vị trí mẫu thử
Phương pháp nung sơ bộ và kiểm tra
Phương pháp nhiệt luyện và kiểm tra
Nhiệt luyện sau hàn
Nung (oC/h) Thời gian giữ (phút)
Nhiệt độ giữ (oC) Làm nguội (oC/h)
Phép thử số Chứng nhận số Trang số: 2
|
Qua (lần) |
Công nghệ hàn |
Vị trí hàn |
Khí bảo vệ |
Nhiệt độ nung sơ bộ |
Nhiệt độ giữa các lần |
|
* |
- |
- |
min-1 |
oC |
oC |
|
|
|
|
|
|
|
|
Lớp hàn |
Tiêu hao |
|||||
|
Loại |
Dạng |
Mác |
Kích thước |
Loại dòng điện |
Ghi chú |
|
|
* |
** |
- |
- |
mm |
- |
- |
|
|
|
|
|
|
|
|
|
*W = Hàn qua
chân ** M = Kim
loại nhồi |
||||||
Thử
Với sự có mặt của
Thử không phá hủy
Thẩm thấu Hạt từ
Siêu âm Tia rơn ghen
Nhìn bằng mắt
Thử phá hủy Chuẩn bị hàn
Thử kéo Kích thước yêu cầu
|
Mẫu số |
Chiều rộng |
Chiều dày |
Rm 1) |
A 2) |
Vị trí chỗ gẫy |
Ghi chú |
|
- |
mm |
mm |
N/mm2 |
% |
*** |
- |
|
|
|
|
|
|
|
|
|
*** w = Hàn B = Vật liệu cơ sở HAZ - Vùng ảnh hưởng nhiệt 1) Rm - Độ bền kéo 2) A - Độ giãn dài |
||||||
Thử uốn Đường kính lõi uốn: mm
|
Mẫu số |
Loại |
|
Vị trí của vết gẫy |
Ghi chú |
Mẫu |
Vị trí vết |
Ghi chú |
||
|
Số |
Loại |
|
gãy |
|
|||||
|
- |
**** |
- |
- |
- |
- |
**** |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
**** R - Chân F - Mặt S - Phía |
|||||||||
Chứng nhận phê duyệt thợ hàn - Không kèm theo qui trình được phê duyệt
Phép thử số……. Chứng nhận số…….. Trang số: 3
Vết gẫy mối hàn góc
Kiểm tra cấu trúc thô đại
Kiểm tra cấu trúc tế vi
Các phép thử bổ sung
Thử lại (nếu có)
Ghi chú
(Đánh giá: thỏa mãn / không thỏa mãn / không áp dụng được, trừ khi có các số liệu bằng số).
Kiểm tra lý thuyết
Đánh giá
□ Thỏa mãn □ Không thỏa mãn □ Không áp dụng được
Kết quả của các phép thử phê duyệt nêu trên phải phù hợp với qui định.
Ngày tháng…...19 Chữ ký
Phụ trương của phê duyệt thợ hàn
Phép thử số….. Chứng nhận số…… Trang số
Chứng nhận này không còn hiệu lực nếu nghề nghiệp của thợ hàn bao gồm trong chứng nhận này sai lệch nhiều hơn so với nó được cho phép bởi các yêu cầu đặc biệt.
Tờ khai của người sử dụng thợ hàn
|
Thợ hàn được biên chế thường xuyên trong công việc hàn nêu trong chứng nhận này |
|
Tên
|
Thời gian biên chế từ đến |
Tên công ty |
Chữ ký, ngày tháng, dấu của cán bộ có trách nhiệm |
|
|
|
|
|
|
Kéo dài thời hạn
|
Giá trị đến |
Chứng minh |
Chữ ký, ngày tháng, dấu của cán bộ kiểm tra |
|
|
|
|
Phụ lục G
(tham khảo)
Kiểm tra siêu âm mối hàn8)
G.1 Qui định chung
Phụ lục này được biên soạn trên cơ sở các điều luật và khuyến nghị hiện hành. Cần phải lưu ý rằng vấn đề là khá phức tạp và cần phải nghiên cứu và xem xét tiếp trước khi tạo lập kỹ thuật hoàn chỉnh hơn.
Vì thế kiểm tra viên sử dụng phụ lục này phải chú ý đến sự thực là các kỹ thuật đó có thể bất đồng (sai lệch) theo sự phức tạp của các chi tiết được kiểm tra, việc xác định và ước lượng kích thước của các khuyết tật là khác với kích thước chính xác của chúng.
Thực tế thì xác định bản chất của khuyết tật rất khó thực hiện nếu chỉ dùng phương tiện siêu âm, nhưng chủ yếu là để suy luận từ một số số liệu nhận được từ kiểm tra siêu âm và từ các thông tin bổ sung từ (kinh nghiệm) những hiểu biết về công nghệ hàn, vị trí của khuyết tật trong mặt cắt ngang của mối hàn và / hoặc phép thử không phá hủy bổ sung.
G.2 Phạm vi
Phạm vi của phụ lục này là để qui định các phương pháp đặt và hiệu chỉnh thiết bị siêu âm và hệ thống phải dùng để kiểm tra mối hàn.
Để đạt được các kết quả tin tưởng thì kiểm tra siêu âm cần phải sử dụng những người thao tác phù hợp có kiến thức lý thuyết và đào tạo thực tế và kinh nghiệm đủ đối với các dạng kiểm tra cần thực hiện. Nếu cần thì phải chứng minh năng lực của người thao tác. Nếu cần người thao tác phải chứng minh rằng anh ta có khả năng áp dụng đúng tất cả các kỹ thuật cần thiết.
Phụ lục này miêu tả các qui trình phải được tuân thủ khi kiểm tra siêu âm các mối hàn phi austenit được áp dụng đối với chiều dày lớn hơn 6 mm. Cũng không phải nói khi nào phương pháp thử này phải áp dụng và cũng không phải đưa ra tiêu chuẩn chấp nhận.
Các qui trình kiểm tra siêu âm khác với qui trình được mô tả trong phụ lục này có thể được sử dụng miễn là chúng được thỏa thuận giữa người mua, người chế tạo và cơ quan kiểm tra.
G.3 Nguyên lý
Phương pháp kiểm tra này bao gồm các máy móc thích hợp tạo ra các xung dao động cơ học có tần (sóng siêu âm) với mức năng lượng và tần số đòi hỏi. Sóng siêu âm được đưa vào chi tiết được kiểm tra qua một lớp môi trường tiếp xúc, qua một đầu dò thích hợp và, phản xạ từ khuyết tật tồn tại trong chi tiết được thu bằng thiết bị chuyển thành các xung điện mà những xung điện này được thể hiện trên màn hình của máy hiện sóng.
Các khuyết tật có thể được xác định vị trí, theo những chỉ thị thời gian trên màn có thể đánh giá bản chất có thể của khuyết tật và kích thước của nó có thể suy được theo chiều cao, hình dạng và sự thay đổi của chỉ thị trên màn theo các chuyển dịch tương ứng của đầu dò.
G.4 Điều kiện bề mặt
G.4.1 Bề mặt tiếp xúc của kim loại cơ bản
Bề mặt kim loại cơ bản, liền kề với mối hàn phải tiếp xúc với đầu dò trong quá trình kiểm tra và phải có sự tiếp xúc âm tốt giữa đầu dò và mẫu kiểm tra.
Vì thế bề mặt phải được làm sạch khỏi các vảy hàn, các chỗ gồ ghề, các vẩy gỉ và tất cả các chất khác có thể làm cản trở sự chuyển dịch tự do của đầu do hay làm ảnh hưởng đến sự truyền của dao động siêu âm.
Thông thường phải mài nhẹ (sơ qua) để có bề mặt thỏa mãn để kiểm tra.
G.4.2 Bề mặt mối hàn
Nói chung, các điều kiện của bề mặt mối hàn sao cho chúng không có ảnh hưởng xấu đến việc kiểm tra mối hàn.
Trong thực tế có thể xảy ra là sự phản xạ từ các bề mặt như vậy có thể che chắn, cản trở hay bị nhầm lẫn với sự phản xạ từ các khuyết tật.
Vì thế, thậm chí cả khi chỉ có đầu dò tiếp xúc với kim loại cơ bản thì các bề mặt của mối hàn cũng phải hòa lẫn một cách trơn tru với bề mặt kim loại mẹ, không được có sự cắt mép, hình nhọn nhô lên hay các chỗ lõm xuống
Khi bề mặt mối hàn như đã được hàn không đảm bảo các điều kiện này thì chúng phải được mài đi.
Khi tiếp xúc của đầu dò cũng có thể là trên phần tử gia cường của mối hàn như ví dụ đối với việc tìm các khuyết tật ngang, xem G.7.2.a, thì cần phải mài cho bằng các phần tử gia cường so với kim loại cơ bản.
G.5 Kiểm tra kim loại cơ bản
Trước khi bắt đầu kiểm tra siêu âm mối hàn (dù kim loại cơ bản đã được kiểm tra siêu âm trước khi hàn hay chưa) cần phải quét (dò) toàn bộ bề mặt vùng liền kề mối hàn để:
a) định vị tất cả các khuyết tật như sự phân lớp trong vật liệu mà sóng siêu âm quét qua trong quá trình kiểm tra mối hàn, và
b) xác định chiều dày của vật liệu để điều chỉnh máy và để chú giải sự thay đổi tín hiệu có thể.
Nếu như tất cả các khuyết tật được phát hiện trong lần kiểm tra đầu tiên thì phải xem xét ảnh hưởng của chúng đến sự kiểm tra mối hàn và kỹ thuật quét phải được điều chỉnh để đảm bảo kiểm tra được toàn bộ mối hàn.
Một qui trình được kiến nghị cho lần quét đầu tiên này đối với kim loại cơ bản như sau 9):
a) Đầu dò
Dùng một máy thu phát sóng dọc với sự phát xạ vuông góc với bề mặt của vật liệu. Diện tích của tinh thể không lớn hơn 500 mm2, không một kích thước nào của mặt tinh thể được nhỏ hơn 10 mm.
b) Tần số
Tần số phải nằm trong dải từ 2 MHz đến 6 MHz và phải càng cao càng tốt nhưng phải được sự truyền đi thỏa mãn.
c) Môi trường tiếp âm
Chất tiếp âm lỏng hay mỡ, phải có các tính chất ướt tốt để cho phép truyền dao động cơ học giữa đầu dò và vật liệu (thử) được kiểm tra.
d) Vùng quét
Kim loại mẹ phải được kiểm tra siêu âm trên vùng bao phủ toàn bộ vùng quét để kiểm tra mối hàn liên tiếp.
e) Độ nhậy
Độ nhậy phải được kiểm tra trên một chi tiết, không có tín hiệu khuyết tật, bằng vật liệu cần kiểm tra sao cho:
1) bất kỳ khi nào có thể, ít nhất là có 3 xung phản xạ từ đáy nhìn thấy được trên màn ảnh của máy siêu âm và phản xạ đáy đầu tiên hiển thị ra trên chiều cao toàn thang, hoặc nếu điều đó là không thể, thì
2) phải dùng độ nhậy lớn nhất có thể đạt được, nhưng trong mọi trường hợp phép thử chỉ được tiến hành khi có thể tạo được phản xạ đáy đầu tiên với chiều cao toàn thang.
f) Biên bản
Một biên bản về kiểm tra kim loại cơ bản chỉ được viết nếu vật liệu có chứa sự không đồng đều cục bộ làm lẫn lộn sự giải thích, hay cản trở việc kiểm tra mối hàn tại các vị trí đó.
G.6 Lựa chọn các đặc tính của thiết bị và hiệu chỉnh nó
G.6.1 Thông tin ban đầu
Người thao tác phải có được các thông tin sau đây trước khi bắt đầu kiểm tra mối hàn:
a) loại thép;
b) chuẩn bị mối nối;
c) công nghệ hàn;
d) các chi tiết về sửa chữa;
e) các chi tiết khác theo công nghệ chế tạo, ví dụ nhiệt luyện sau hàn.
Các thông tin này là rất có ích cho người thao tác để xác định loại của khuyết tật.
G.6.2 Thiết bị siêu âm
Thiết bị siêu âm phải có khả năng tạo ra trên màn hình máy hiện sóng các vết tái hiện dễ xác định, và trong điều kiện đo tĩnh, sau khi thiết bị được sấy ấm, các tín hiệu trên màn ảnh phải ổn định cả vị trí và biên độ.
Dấu vết trên màn ảnh phải liên quan với các dấu hiệu của thang cố định đối với dải và biên độ.
Thiết bị phải thích hợp với kỹ thuật đầu dò đơn và đầu dò kép và phải được cung cấp với:
a) điều khiển dễ dàng và ổn định đối với dải tần số từ 1 MHz đến 6 Mhz.
b) điều chỉnh được đối với năng lượng xung.
c) thang quét tuyến tính và chiều dài thời gian định mức thích hợp (phụ thuộc vào kích thước hình học phần kiểm tra - xem G.6.7.1.1)
d) điều khiển thời gian trễ và / hoặc độ dịch chuyển ngang đủ (tùy thuộc vào loại đầu dò - xem G.6.7.1.2), và
e) điều khiển độ khuếch đại chuẩn.
Bộ phận khuếch đại phải có khả năng tạo ra các chỉ thị rõ ràng của các lỗ chuẩn thích hợp (xem G.6.7.2) trên một dải lớn nhất được kiểm tra, với một biên độ ít nhất là 50 % của toàn bộ chiều cao thang.
G.6.3 Tần số
Tần số phải nằm trong dải từ 1 MHz đến 6 MHz, và phải càng cao càng tốt nhưng phải đảm bảo truyền tốt sóng siêu âm.
Khi tìm thấy khuyết tật có thể quét thêm trên vùng này với tần số cao hơn sẽ có ích cho việc đánh giá tiếp theo (thêm) khi cần thiết.
G.6.4 Đầu dò
Các đầu dò phải sao cho "nhiễu" bên trong không được quá lớn để làm rối việc giải thích các kết quả trong khoảng độ nhậy dùng để kiểm tra.
Các đầu dò phải được ghi dấu rõ ràng về tần số, góc khúc xạ danh nghĩa, chỉ số đầu dò và kích thước tinh thể.
Phải dùng kỹ thuật đầu dò đơn (máy thu phát tín hiệu) hoặc kỹ thuật đầu dò kép (máy phát và thu tách biệt) để quét mối hàn.
Diện tích của mỗi tinh thể phát và / hoặc thu không được lớn hơn 500 mm2, nhưng kích thước của bề mặt không được lớn hơn 25 mm.
G.6.5 Góc khúc xạ (hay góc tia)
Góc tia phải được chọn theo
a) độ dày của vật liệu;
b) cách chuẩn bị mối hàn;
c) kích thước của mối hàn;
d) dạng hình học của mối nối;
e) các vùng quét khả dĩ.
để đảm bảo rằng tất cả các khuyết tật đáng kể có thể phát hiện ra.
Trong lĩnh vực này, nên dùng hai đầu dò khác nhau để quét mẫu có chiều dày lớn hơn khoảng 40 mm.
Góc đầu dò thông thường nằm trong khoảng 35o đến 70o (80o).
Cần phải nhớ rằng tia sóng ngang tạo thành với bề mặt một góc nhỏ hơn khoảng 30 o có thể phát sinh các sóng bề mặt Rayieigh cũng như sóng ngang. Vì thế rất quan trọng là, trong trường hợp này, phải xem xét khả năng của sóng bề mặt.
Một tia sóng ngang có khuynh hướng (dẫn đến) tạo với bề mặt phản xạ một góc 30o sẽ chịu một sự chuyển đổi kiểu có thể làm tăng tổn thất năng lượng sóng ngang và gây ra chỉ thị giả.
G.6.6 Môi trường tiếp âm
Chất tiếp âm lỏng hay mỡ, phải có các đặc tính ướt tốt để cho phép truyền các dao động cơ học giữa đầu dò và vật liệu cần kiểm tra.
G.6.7 Hiệu chỉnh thiết bị
Các thao tác để hiệu chỉnh được miêu tả trong G.6.7.1 và G.6.7.2 phải được tiến hành sau khi thiết bị đã được sấy nóng và trước khi bắt đầu kiểm tra mối hàn.
Một số thao tác phải được lặp lại như đã nêu trong một số điều tương ứng để tạo cho thiết bị siêu âm được vận hành như ở các điều kiện hiệu chỉnh.
G.6.7.1 Hiệu chỉnh thiết bị
Thiết bị được hiệu chỉnh bằng cách dùng các mẫu chuẩn theo TCVN 5873 : 1995 (ISO 2400) (xem Hình G.1).
G.6.7.1.1 Hiệu chỉnh đối với sóng ngang và kiểm tra độ tuyến tính của thang quét thời gian định mức
Một đầu dò sóng dọc được đặt ở vị trí A (xem Hình G.2a) trên độ dầy 91 mm, và thiết bị được điều chỉnh để tạo ra tín hiệu phản xạ nhiều lần tương ứng với các vạch chia thích hợp, ví dụ đối với sóng ngang dải 250 mm toàn bộ chiều rộng các vạch chia, 5 tín hiệu phản xạ xuất hiện trên màn hình sau xung đầu tiên. Các phản xạ kế tiếp phải được xếp đặt ở các khoảng cách đều trên màn hình.
Đối với hiệu chỉnh này, khoảng cách cần xem xét là khoảng cách tương ứng với các phản xạ đáy, trong khi đó khoảng cách giữa tín hiệu truyền và phản xạ đáy đầu tiên luôn luôn lớn hơn một chút giá trị thực. Thời gian truyền qua 91 mm trong thép đối với sóng dọc tương ứng với 50 mm trong thép đối với sóng ngang.
Sự điều chỉnh này nên được lặp lại khi cần thiết phải đánh giá chính xác vị trí của tia phản xạ, và dải quét thời gian định mức phải gần với khoảng cách cần đo.
G.6.7.1.2 Hiệu chỉnh điểm truyền trên thang thời gian
Do có phần mang bằng chất dẻo trong đầu dò sóng ngang đã gây ra sự trễ về thời gian một cách đáng kể giữa lúc bắt đầu phát tín hiệu và thời gian thực truyền qua mẫu. Phải chú ý đến sự trễ này khi điều chỉnh máy.
Do đó cần phải hiệu chỉnh điểm truyền trên thang thời gian. Thang đã được hiệu chỉnh trước trên khoảng cách 91 mm như trong G.6.7.1.1 thì dùng qui trình như sau:
Đầu dò sóng ngang được đặt ở vị trí B như Hình G.2a) đã chỉ ra.
Đầu dò chuyển động để nhận được tín hiệu phản xạ lớn nhất từ bán kính 100 mm theo mẫu chuẩn ISO Xung phản xạ này, do sự trễ đã nêu trên, sẽ xuất hiện trên màn hình ngoài vị trí 100 mm của thang đo đã được hiệu chỉnh trước với sóng dọc.
Vị trí của phản xạ sau đó đã được điều chỉnh sao cho nó tương ứng với 100 mm trên thang đo chia độ của sóng ngang.
Mỗi lần thay đổi đầu dò phải tiến hành hiệu chỉnh như vậy.
G.6.7.1.3 Kiểm tra vị trí của chỗ đánh dấu đầu dò sóng ngang
Đầu dò sóng ngang được đặt ở vị trí B như đã chỉ ra trên Hình G.2a. Đầu dò được chuyển động để nhận được tín hiệu phản xạ lớn nhất từ bán kính 100 mm của mẫu chuẩn ISO.
Khi đạt được tín hiệu lớn nhất thì chỗ đánh dấu của đầu dò tương ứng với điểm được đánh dấu là 0 trên mẫu chuẩn.
Nếu như vạch đánh dấu trên đầu dò không tương ứng thì phải dịch chuyển điểm 0 trong quá trình thử.
Đối với mỗi đầu dò sóng ngang phải tiến hành kiểm tra như vậy và lặp lại đối với phần phụ quá lớn của vỏ bọc đầu dò.
G.6.7.1.4 Xác định hay kiểm tra góc khúc xạ của đầu dò sóng ngang
Đầu dò sóng ngang được đặt ở các vị trí M1, M2,…Mn trên mẫu chuẩn ISO, tại các vị trí tương ứng với các góc được đánh dấu trên khối (xem Hình G.2a).
Bằng cách chuyển động đầu dò sẽ tìm được biên độ tín hiệu lớn nhất. Khi biên độ lớn nhất này đạt được thì góc phản xạ được xác định bởi chỉ số đầu dò đã được xác định trước.
Sự kiểm tra này phải được tiến hành cho mỗi đầu dò sóng ngang được sử dụng và lặp lại với phần phụ của thân đầu dò.
G.6.7.2 Đặt mức độ nhậy làm việc
Việc đặt sẽ được tiến hành sau các thao tác hiệu chỉnh được miêu tả trong G.6.7.1 về mẫu chuẩn đối với mức độ nhậy như đã chỉ ra trên Hình G.2b)
Việc xác định này phải được lặp lại khi có bất kỳ sự thay đổi nào của đầu dò và sau các khoảng thời gian thích hợp.
Mẫu chuẩn phải có các đặc tính sau
a) Vật liệu
Mẫu phải được chế tạo bằng thép gần giống như thép làm bình được kiểm tra.
Các đặc tính suy giảm và sự phụ thuộc bề mặt trên sóng ngang của vật liệu được kiểm tra phải tương đương với của mẫu chuẩn, nếu như phát hiện nếu có sự thay đổi lớn (lớn hơn 4 dB) thì phải tiến hành hiệu chỉnh thích hợp.
Vì vậy khả năng truyền sóng siêu âm phải được kiểm tra đối với các đầu dò phát và thu riêng biệt nhưng cùng loại (kích thước và tần số) được dùng để thử mối hàn thực tế (xem Hình G.2c) và các giá trị nhận được trong cả 2 trường hợp được so sánh.
Nếu chiều dày của mẫu chuẩn là khác so với chiều dày của chi tiết cần được kiểm tra thì sự so sánh này phải được tiến hành bằng cách so sánh trung gian với mẫu chuẩn ISO, với đầu dò được đặt ở vị trí B (xem Hình G.2a).
b) Kích thước hình học 10)
Độ dày T nên giống như độ dày của chi tiết được kiểm tra.
Chiều rộng W nên được cung cấp phù hợp với bề mặt tiếp xúc của đầu dò, nhỏ nhất là 40 mm.
Chiều dài L phụ thuộc nhiều nhất vào góc khúc xạ của các đầu dò sóng ngang được dùng, kỹ thuật quét phải được chọn và kỹ thuật chuyển được miêu tả ở a).
c) Các lỗ chuẩn
Mẫu chuẩn phải có các lỗ được khoan xuyên qua có đường kính 3 m song song với bề mặt tiếp xúc như chỉ ra ở Hình G.2b)
Vị trí của lỗ xuyên qua được khoan với đường kính 3 mm phải theo Hình G.2b)
d) Sử dụng các đầu dò sóng ngang
Sự bù trù đối với khoảng cách mà sóng siêu âm truyền qua vật liệu được lấy từ "đường cong hiệu chỉnh khoảng cách - biên độ" (xem Hình G.3).
Đầu dò phải được đặt trên bề mặt A của mẫu chuẩn như chỉ ra ở Hình G.2b sao cho tia được hướng về vào các lỗ (hay lỗ) ở khoảng các tương ứng với vùng được kiểm tra.
Hệ thống quét được dự định trước để kiểm tra (ví dụ quét trực tiếp hay kỹ thuật một lần phản xạ) sẽ được dùng và bằng cách dịch chuyển đầu dò một cách thích hợp, để đạt được chiều cao của xung phản xạ lớn nhất trên màn hình đối với từng lỗ. Sau đó phải lựa chọn công suất và độ khuyếch đại nhỏ nhất để có xung phản xạ từ lỗ gần bề mặt nhất (giữa các bề mặt xem xét) bằng 80 % của thang thẳng đứng.
Khi giữ công suất và độ khuếch đại không đổi thì một đường cong nối đỉnh của các xung phản xạ đầu tiên (80 %) và các xung phản xạ tiếp theo được vẽ trên màn hình.
"Đường cong hiệu chỉnh khoảng cách - biên độ" được chuẩn bị như vậy (xem Hình G.3) được hiệu chỉnh bằng kỹ thuật dịch chuyển như đã miêu tả trong phần a), là mức chuẩn (xem G.8) đối với các khuyết tật đang giám sát.
e) Sử dụng các đầu dò sóng dọc
"Đường cong hiệu chỉnh khoảng cách - biên độ" được xây dựng bằng cách dùng mẫu chuẩn như được trình bầy ở Hình G.2b).
Đầu dò phải được đặt ở mặt B sao cho tia được hướng tới các lỗ (hay lỗ) ở khoảng cách tương ứng với vùng được kiểm tra.
Sau đó đường cong được vẽ trên màn hình bằng cách dùng qui trình như đã miêu tả trong phần b). Đường cong này là mức chuẩn (xem G.8) đối với các khuyết tật đang giám sát.
G.7 Qui trình kiểm tra mối hàn
G.7.1 Dò (tìm) các khuyết tật dọc
Để tìm các khuyết tật dọc thì mối hàn phải được kiểm tra trên toàn bộ mặt cắt ngang của nó và dọc theo chiều dài được qui định.
Đầu dò phải được đặt trên bề mặt tiếp xúc và giữ vuông góc với trục mối hàn.
Dịch chuyển đầu dò sóng ngang như sau (xem Hình G.4):
a) Chuyển động ngang (xem Hình G.4a)
Chuyển động này là cần thiết để kiểm tra toàn bộ mặt cắt ngang của mối hàn và vùng ảnh hưởng nhiệt.
Chiều dài của một chuyển động như vậy phụ thuộc vào kỹ thuật quét: kỹ thuật quét ngang đơn, kỹ thuật quét ngang kép, kỹ thuật quét 3 lần.
Chọn kỹ thuật quét phụ thuộc vào:
1) tần số được lựa chọn và chiều dày của chi tiết được kiểm tra có lưu ý đến sự tắt dần của năng lượng siêu âm và đến sự mở rộng của chùm tia theo đường truyền, và
2) hình dạng hình học của vật liệu được kiểm tra.
b) Chuyển động về một bên (xem Hình G.4b)
Chuyển động này được tiến hành để quét chiều dài được qui định của mối hàn.
c) Chuyển động hình chữ chi (xem Hình G.4c)
Các chuyển động được miêu tả trong phần a và b được kết hợp một cách thích hợp sao cho mỗi lần dịch chuyển liên tiếp hoạt động song song với hướng hàn không lớn hơn chiều rộng của tinh thể phát.
d) Chuyển động xoay (xem Hình G.4d)
Trong quá trình chuyển động cả tiến và lùi khỏi mối hàn, đầu dò được đu đưa theo một góc nhọn (khoảng 5 đến 10 lần đu đưa đối với mỗi lần đi ngang) trên một góc khoảng 10o đến 15o đối với mỗi phía của một đường vuông góc với hướng của mối hàn.
e) Chuyển động quỹ đạo (xem Hình G.4e)
Các chuyển động bổ sung này của đầu dò có thể trợ giúp với các cách chuyển động trước đây để xác định đặc tính của các khuyết tật.
Để nhận được khu vực bao phủ các khuyết tật có các hướng khác nhau thì qui trình quét này thông thường được thực hiện từ cả 2 phía của mối hàn (đối với đầu dò sang ngang trên cùng một bề mặt hay từ cũng một phía của cả 2 mặt (xem Hình 4f) phụ thuộc vào kỹ thuật quét).
Trong các trường hợp chỉ có thể quét từ một phía và một mặt thì phải hiểu rằng một kỹ thuật như vậy sẽ có khả năng dò thấy khuyết tật thấp hơn.
Có thể cần thiết phải quét mối hàn từ nhiều phía của mối hàn khi thấy nghi ngờ về bản chất và kích thước của khuyết tật.
Khi chi tiết được kiểm tra có chiều dày lớn hơn 100 mm thì nên quét mối hàn từ 2 phía và từ 2 bề mặt, dùng kỹ thuật quét ngang đơn.
Cần đặc biệt chú ý đến các mối hàn chứa các khuyết tật có các bề mặt dẹt, phẳng, như sự thấu hay ngấu không hoàn toàn. Các khuyết tật như vậy có thể như một vật phản xạ và có thể khó tìm thấy.
Trong các trường hợp này phải dùng 2 đầu dò phát (truyền) và thu riêng biệt.
G.7.2 Dò các khuyết tật ngang
Phép kiểm tra này chỉ phải tiến hành khi phán đoán có thể có các vết nứt ngang.
Để dò tìm các khuyết tật ngang, nói chung tia phải đi dọc theo mối hàn.
Kỹ thuật quét được chọn phụ thuộc vào các điều kiện bề mặt của mối hàn:
a) Quét trực tiếp lên mối hàn
Khi bề mặt của mối hàn đủ phẳng và dẹt có thể cho phép truyền tốt năng lượng siêu âm hay khi bề mặt đã được hàn phẳng với kim loại mẹ thì đầu dò sóng cắt phải được đặt trực tiếp lên nó.
Mối hàn được quét bằng cách dịch chuyển đầu dò trên bề mặt mối hàn trên cả hai hướng dọc theo trục của mối hàn, đu đưa đầu dò theo một góc nhọn giống như đã miêu tả trong G.7.1d). Tùy thuộc vào chiều rộng của mối hàn và vào chiều rộng của đầu dò, cần thiết quét song song hai hoặc nhiều lần.
Khi cả hai bề mặt của mối hàn đã được làm phẳng hay đã tiếp xúc tốt và phản xạ của chùm tia không bị méo thì dùng kỹ thuật đơn ngang quét lên cả hai bề mặt của mối hàn.
Kỹ thuật ngang kép có thể được dùng khi, tùy thuộc vào tần số được chọn và chiều dày thực tế, bản chất và kích thước của mối hàn, sự giảm năng lượng và sự mở rộng của tia cho phép sử dụng đúng kỹ thuật này. Trong trường hợp này chỉ cần quét trên một mặt.
Khi chỉ có một mặt được làm phẳng hay cho tiếp xúc tốt và phản xạ không bị méo của tia, thì kỹ thuật đơn ngang phải được dùng và phải thực hiện lần quét bổ sung (xem G.7.2b) từ mặt ngoài.
Trong trường hợp khi chỉ có thể dùng kỹ thuật quét đơn ngang từ một mặt, thì các khuyết tật xuất hiện trong vùng chết (vùng không có hiệu lực) của đầu dò sẽ không được phát hiện.
Đối với các mối hàn dày nên sử dụng hai đầu thu phát sóng cắt riêng biệt, cái này ở phía sau cái kia.
b) Quét trên kim loại cơ bản tiếp giáp mối hàn
Khi đầu dò không thể đặt trực tiếp lên bề mặt mối hàn thì mối hàn phải được quét từ từng phía của một mặt bằng cách dịch chuyển đầu dò sóng ngang trong hai hướng bề mặt kim loại mẹ dọc theo đường song song với mối hàn, với tia hơi nghiêng so với mối hàn.
Kỹ thuật kép ngang sẽ được dùng miễn là mặt đối diện là mặt phản xạ tốt và phụ thuộc vào tần số được chọn và chiều dày thực tế, bản chất và hình học của mối hàn, sự giảm dần năng lượng và sự mở rộng chùm tia cho phép sử dụng đúng (tốt) kỹ thuật này. Nếu không thì kỹ thuật đơn ngang sẽ được dùng trên cả hai phía của 2 mặt.
Trong các trường hợp khi chỉ có thể dùng kỹ thuật đơn ngang từ một mặt thì các khuyết tật nằm trong vùng chết của đầu dò sẽ không được phát hiện.
Nếu trong quá trình kiểm tra này các khuyết tật ngang được tìm thấy thì mối hàn phải được quét hoặc bằng kỹ thuật được chỉ ra trong G.7.2a) hay bằng cách dùng các đầu dò sóng ngang phát và thu riêng biệt, mỗi cái ở một bên của mối hàn (quét dạng chân), như vậy sẽ cải thiện được khả năng dò thấy khuyết tật.
G.7.3 Dò các khuyết tật ở trong vùng chân mối hàn
Các mối hàn từ một phía có phần tử tăng cường liên tiếp ở chân hay có vòng lưng thì cần phải chú ý đặc biệt để có sự kiểm tra thích hợp vùng chân mối hàn. Trong một số trường hợp việc kiểm tra này có thể rất khó thực hiện.
G.8 Vị trí khuyết tật
"Vị trí khuyết tật" phải hiểu là xác định trong một mặt cắt ngang của mối hàn của chiều sâu đến khuyết tật d từ bề mặt mà đầu dò được đặt và khoảng cách giữa đến khuyết tật từ một "mặt phẳng làm mốc". Ví dụ, trong trường hợp các mối hàn giáp mép thì "mặt phẳng mốc" có thể là mặt phẳng vuông góc với bề mặt mối hàn đi qua đường tâm của mối hàn (xem Hình G.5). "Mặt phẳng mốc" phải được xác định trong biên bản kiểm tra.
Vị trí này phải được xác định cho mỗi dấu hiệu liên tục theo (tương ứng) với biên độ xung phản xạ lớn nhất.
Tất cả các dấu hiệu được dò vượt quá các giới hạn được nêu trong G.11 phải được xác định vị trí.
Tất cả các dấu hiệu được dò phải được xác định vị trí, khi chúng xuất hiện một cách hệ thống hay khi được cho là cần thiết để xác định bản chất của chúng (xem G.10).
Người kiểm tra phải chọn một trong các phương pháp sau đây để xác định chiều sâu d và khoảng cách a mà khuyết tật nằm.
a) tính toán lượng giác;
b) xác định bằng đồ thị.
Hơn nữa, vị trí của khuyết tật dọc theo chiều dài của mối hàn được xác định với sự tham khảo tới một điểm xác định trên chi tiết được kiểm tra.
a) Tính toán lượng giác
Hai thông số là
d = p cos![]()
a = b - p sin ![]()
trong đó
p là chiều dài đường đi của tia siêu âm, được đo trên trục thời gian (thay khoảng cách) của màn hình được hiệu chỉnh như đã qui định trong G.6.7.1 và G.6.7.1.2.
b là khoảng cách giữa chỉ số đầu dò (đã được hiệu chỉnh như qui định trong G.6.7.1.3) và "mặt phẳng mẫu” được chọn được đo trên mẫu.
![]() là góc khúc xạ của
đầu dò (đã được hiệu chỉnh như qui định trong G.6.7.1.4).
là góc khúc xạ của
đầu dò (đã được hiệu chỉnh như qui định trong G.6.7.1.4).
b) Xác định bằng đồ thị
Để xác định bằng đồ thị, một bản vẽ mặt cắt ngang (tốt nhất là tỷ lệ 1:1) phải được chuẩn bị và vẽ một đồ thị (tốt nhất là trên giấy bóng mờ) biểu thị đường đi của tia siêu âm (xem Hình G.6).
Khoảng cách b được đo trên mẫu và chiều dài đường đi p được xác định trên màn hình như được chỉ ra trong G.6.7.1.1 và G.6.7.1.2 được nêu ra trên Hình G.6.
Khuyết tật được xác định vị trí bằng cách chồng đồ thị này lên bản vẽ mặt cắt ngang.
G.9 Xác định chiều dài khuyết tật
Trừ khi được thỏa thuận giữa người mua, người chế tạo và cơ quan kiểm tra, "chiều dài của khuyết tật" trong một mối hàn được hiểu là xác định "chiều dài qui ước" của nó, dọc theo hướng đường đi, trên bề mặt của mẫu kiểm tra.
Xác định chiều dài này phải được tiến hành bằng cách đánh dấu vị trí của tâm của đầu dò trên bề mặt của mẫu mà đầu dò đặt lên, khi xung phản xạ từ khuyết tật giảm xuống 6 dB thấp hơn mức làm chuẩn (xem Hình G.7). Đối với các khuyết tật dọc thì dịch chuyển đầu dò phải song song với trục mối hàn trong khi đối với các khuyết tật ngang thì đầu dò phải chuyển dịch vuông góc với trục mối hàn.
"Chiều dài qui ước" nhỏ hơn 10 mm phải được xem là "không được xác định với độ chính xác cần thiết". Vì thế các chiều dài như vậy của các khuyết tật phải được nêu một cách riêng biệt trong biên bản thử.
G.10 Bản chất của các khuyết tật
Trong tình hình hiện nay, phép kiểm tra siêu âm bằng tay không cung cấp một cách xác định bản chất của các vật phản xạ được phát hiện.
Khi yêu cầu chỉ thị về bản chất của các khuyết tật thì phải nhớ rằng bản chất chỉ có thể được suy ra từ các thông tin có thể đáp ứng được. Nói riêng, hình dạng của mối hàn, các đặc tính luyện kim của kim loại mẹ và kim loại hàn và các đặc tính công nghệ của công nghệ hàn phải được xem xét cẩn thận.
G.11 Đánh giá các chỉ thị
Tất cả các chỉ thị tạo ra sự đáp ứng lớn hơn 25 % của mức chuẩn sẽ được đánh dấu trên mối hàn và các thông tin sau (vì nó nhận được bằng kiểm tra siêu âm) được ghi lại: vị trí khuyết tật (xem G.8), chiều dài khuyết tật (xem G.9) và biên độ lớn nhất của phản xạ liên quan.
Nếu cần thiết cần thực hiện các nghiên cứu thêm để xác định bản chất của tất cả những vật phản xạ như vậy (xem G.10).
G.12 Biên bản kiểm tra
Kết quả của kiểm tra siêu âm phải được ghi lại và phải bao gồm các thông tin sau:
a) các điểm liên quan đến quá trình sản xuất và đến mối hàn được kiểm tra. Nếu mối hàn được xử lý bề mặt thì phải ghi lại;
b) thiết bị được dùng, các số liệu hiệu chuẩn, và chứng chỉ của người kiểm tra.
c) miêu tả và vị trí của tất cả các chỉ thị liên quan (xem G.11) với phác họa tương ứng và các hành động đã làm.
Kích thước tính bằng milimét
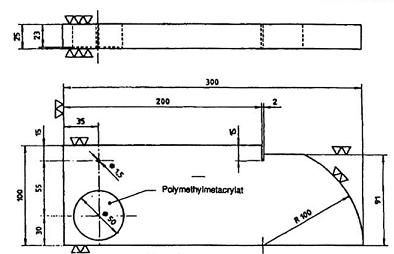
Hình G.1 - Mẫu chuẩn của ISO
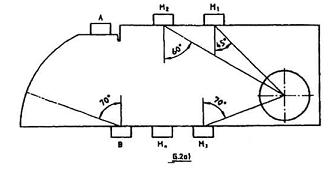
Hình G.2 - Sử dụng mẫu chuẩn
Kích thước tính bằng milimét
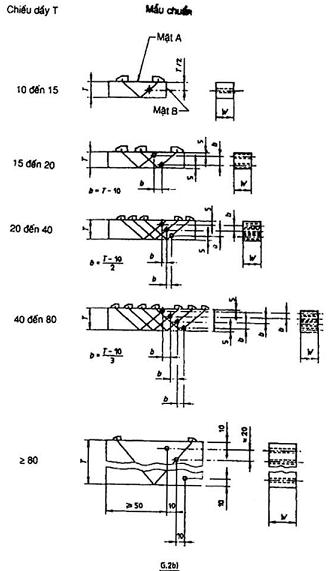
Hình G.2 - Sử dụng mẫu chuẩn (tiếp theo)
Hình G.2 - Sử dụng mẫu chuẩn (tiếp theo và hết)
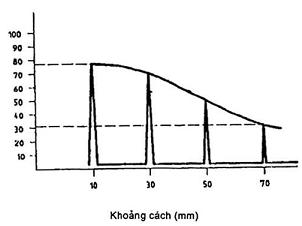
Hình G.3 - Đường cong hiệu chỉnh khoảng cách - biên độ
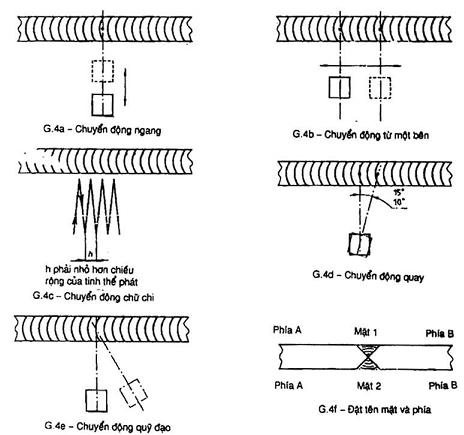
Hình G.4 - Chuyển động của đầu dò sóng ngang để dò các khuyết tật dọc
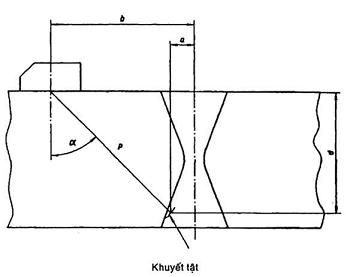
Hình G.5 - “Mặt phẳng mốc” đối với mối hàn giáp mép
Kích thước tính bằng milimét
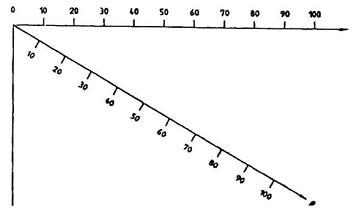
Hình G.6 - Đồ thị biểu hiện đường đi của tia siêu âm
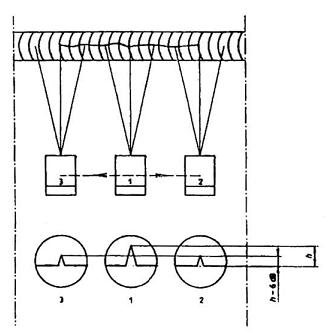
Hình G.7 - Xác định chiều dài thông thường của các khuyết tật
Phụ lục H
(tham khảo)
Kiểm tra bằng hạt từ
H.1 Phạm vi
Thử bằng hạt từ là một phương pháp kiểm tra không phá hủy để tìm ra các khuyết tật dạng bất liên tục lộ trên bề mặt của các vật liệu sắt từ. Nói chung nó không được sử dụng để tìm các khuyết tật dưới bề mặt.
Kiểm tra từ mối hàn phải được tiến hành sau khi kiểm tra bằng mắt và sau khi bào, mài chi tiết được kiểm tra.
Để áp dụng tốt phương pháp thử này yêu cầu cần có một số kỹ năng nhất định về kỹ thuật và suy luận kết quả, vì thế các yêu cầu được qui định ở đây thừa nhận việc áp dụng bởi các cán bộ có năng lực thích hợp.
Phụ lục này miêu tả các qui trình được khuyến nghị đối với kiểm tra bằng hạt từ. Có thể dùng cả bột khô và mực từ đen, màu hay phát quang. Phụ lục này không đưa ra khi nào thì áp dụng phương pháp này và cũng không đưa ra các tiêu chuẩn chấp nhận.
Các qui trình khác cũng có thể được áp dụng miễn là chúng được thỏa thuận giữa người mua, và người chế tạo và cơ quan có thẩm quyền.
H.2 Nguyên lý
Phương pháp kiểm tra này bao gồm từ hóa vùng được kiểm tra và sau đó dùng hạt từ nhỏ mịn phân bố mỏng, ở dạng khô hay ướt, phủ lên bề mặt.
Các hạt từ được hút vào các vùng không đều từ tính do có khuyết tật và các bất liên tục, do đó tạo ra các chỉ thị có thể nhìn thấy được hoặc trực tiếp hoặc bằng cách dùng "ánh sáng đen". Các hình dạng này đặc trưng cho sự hiện diện của các loại khuyết tật.
Độ nhậy của phương pháp này lớn nhất là đối với các khuyết tật bề mặt và nó bị giảm nhanh chóng theo chiều sâu dưới bề mặt.
Không xem xét đến phương pháp tạo ra từ thông, độ nhậy lớn nhất là đối với các khuyết tật nằm dài vuông góc với các đường sức và thấp nhất là đối với các khuyết tật dài song song với các đường sức. Vì thế, mỗi vùng phải kiểm tra 2 lần với các đường sức vuông góc với nhau.
H.3 Qui trình từ hóa
Tất cả các qui trình từ hóa (ví dụ đầu tiếp điện, cuộn dây, thanh có ren, ách từ, tất cả các qui trình từ hóa…) đều có thể áp dụng miễn là cường độ từ trường phải trong khoảng 2400 A/m đến 4000 A/m (ứng với cường độ từ trường gause từ 30 Oe đến Oe) 11) . Yêu cầu này không cần phải chứng minh bằng cách đo đạc trong trường hợp qui trình "đầu từ" hay "cuộn dây" để từ hóa được áp dụng như qui định trong H.6 và H.7
H.4 Môi trường kiểm tra
Các hạt từ được dùng để tìm khuyết tật được phân chia thành 3 loại như sau:
a) Bột khô
Các hạt phải được làm từ vật liệu có độ từ thẩm cao và từ trễ thấp và có kích thước và hình dáng thích hợp để tạo ra được các chỉ thị tốt. Chúng không được lẫn bụi, dầu mỡ, sơn và các dạng tạp chất ngoại lai khác có thể làm rối chức năng của chúng. Chúng phải có màu đen hay một màu nào đó mà có thể tạo ra sự tương phản thích hợp với nền của bề mặt được kiểm tra. Trong một số trường hợp các hạt phát quang cũng được dùng. Kích thước của các hạt được dùng làm bột khô nói chung là lớn hơn các hạt được dùng như mực từ.
b) Mực từ đen hay màu
Các hạt từ nói chung là lơ lửng trong dầu hay nước. Các hạt phải được làm từ vật liệu có độ từ thẩm cao và độ từ trễ thấp; Kích thước của chúng nói chung là nhỏ hơn nhiều so với kích thước của bột khô và vì thế nó cho phép xác định tốt hơn các khuyết tật bề mặt. Nói chung các hạt hoặc là nhuộm đỏ hay đen và có thể quan sát được dưới ánh sáng trắng thông thường. Chất lỏng mang phải có đủ tính lỏng để cho phép các chuyển động phù hợp với các hạt trên bề mặt.
c) Mực từ huỳnh quang
Các hạt từ trong nhũ tương được bao bọc bằng một chất có thể phát quang khi bị chiếu bằng "ánh sáng đen". Các hạt này phải được chế tạo từ các vật liệu có độ từ thẩm cao và độ từ trễ thấp và kích thước của chúng nói chung nhỏ hơn kích thước của mực từ đen hay mầu nên cho phép độ xác định cao hơn đối với các vết nứt bề mặt rất nhỏ. Chất lỏng mang không được có độ phát quang tự nhiên dưới "ánh sáng đen" và phải có độ lỏng thỏa mãn.
Đối với mực từ, nồng độ các hạt từ trong chất lỏng mang là quan trọng nhất và phải được duy trì trong các giới hạn được người sản xuất hạt đưa ra và phải được kiểm tra thường xuyên. Là một nhũ tương, nó phải được quấy thường xuyên trước khi dùng để đảm bảo sự phân bố đều đặn các hạt cứng trong chất lỏng.
Phải tránh làm bẩn chất huyền phù bởi các chất ngoại lai có thể ảnh hưởng xấu đến sự phân bố riêng và nồng độ của nhũ tương, hoặc cường độ là đặc trưng hay định nghĩa của các hạt từ.
H.5 Điều kiện bề mặt
Tất cả các bề mặt được kiểm tra phải sạch và khô. Đối với việc áp dụng này, "sạch" có nghĩa là không chứa dầu, mỡ bụi, cát, gỉ sét hay vẩy bong và các chất ngoại lai khác có thể làm rối tính hiệu quả của phép thử.
Một lớp mỏng môi trường tương phản (ví dụ sơn) có thể giúp cho việc kiểm tra cải thiện sự tương phản của việc tích tụ các hạt với đế. Khi sử dụng qui trình "đầu tiếp điện" để từ hóa thì tất cả các vật liệu cách điện phải được loại bỏ tại các điểm cần có tiếp xúc điện.
Cần phải khử sạch mỡ trên bề mặt chuẩn bị trước khi kiểm tra bằng mực từ.
Nói chung, có thể thu được các kết quả tốt khi bề mặt như trong điều kiện hàn, cán, đúc hay rèn. Tuy nhiên, chuẩn bị bề mặt bằng cách mài hay phay có thể là cần thiết khi các bất liên tục bề mặt làm nhòe chỉ thị của khuyết tật.
H.6 Qui trình từ hóa "đầu tiếp điện"
H.6.1 Qui trình từ hóa
Diện tích được kiểm tra phải được từ hóa vòng tròn bằng các tiếp xúc điện loại que điện, di động được, được ép chặt vào bề mặt.
Để tránh tạo hồ quang, một bảng điều khiển từ xa có thể được tạo ra ở các tay của đầu tiếp điện được cung cấp để cho phép người thao tác đóng mạch vào sau khi đầu tiếp điện được đặt vào vị trí thích hợp và tắt mạch điện trước khi đưa đầu tiếp điện ra ngoài.
Cần chú ý ngăn chặn việc nung nóng quá cục bộ, phóng hồ quang hay cháy bề mặt được kiểm tra, đặc biệt trong thép cácbon cao, thép có độ bền cao hay các vật liệu hợp kim khi các vết cứng hay các vết nứt có thể xuất hiiện. Trong trường hợp các thép đặc biệt dễ biến cứng, trước khi thử phải biết chắc rằng qui trình không có ảnh hưởng có hại lên vật liệu được kiểm tra.
Các điểm tiếp xúc trên bề mặt và các đỉnh của đầu tiếp điện phải luôn luôn trong điều kiện rất sạch và nên dùng các thiết bị chuyên dụng để làm giảm điện trở tiếp xúc và tránh việc làm bẩn do phóng hồ quang hay nung nóng quá cục bộ gây ra.
Nếu hồ quang hay quá nhiệt tại các điểm tiếp xúc có thể xảy ra thì phải coi chúng là những khuyết tật và phải chú ý thích đáng.
H.6.2 Khoảng cách đầu tiếp điện
Khoảng cách đầu tiếp điện được khuyến nghị thay đổi từ khoảng 150 mm đến 300 mm. Nó có thể được giảm đến 75 mm tùy theo hình dạng của diện tích được thử. Khoảng cách đầu tiếp điện nhỏ hơn 75 mm nói chung là không thích hợp.
H.6.3 Hướng từ hóa
Trên mỗi diện tích ít nhất phải thực hiện 2 lần kiểm tra riêng biệt. Các đầu tiếp điện phải được đặt sao cho dòng từ hóa trong quá trình lần thử này xấp xỉ vuông góc với dòng từ hóa của lần thử kia.
Đối với các mối hàn, việc tìm các khuyết tật dọc nên được thực hiện bằng cách thay đổi vị trí các đầu tiếp điện trên kim loại mẹ liền kề ở cả hai phía của mối hàn, ngoài vùng ảnh hưởng nhiệt, như vậy hướng dòng từ hóa tạo thành một góc 20o đến 30o với trục mối hàn, (xem các Hình H.1a và Hình H.1b). Chiều dài được kiểm tra phải phủ nhau 40 mm đến 50 mm để đảm bảo bao trùm các vùng mà sự tích tụ các hạt chung quanh que chọc che khuất các khuyết tật có thể.
Đối với các việc tìm các khuyết tật ngang phải thực hiện kiểm tra với hướng của dòng từ tạo một góc 90o đến 120o với trục mối hàn. Khoảng cách giữa các que chọc trong 2 vùng liên tiếp được kiểm tra không được lớn hơn 100 mm (xem Hình H.1c).
H.6.4 Dòng từ hóa
Thông thường sử dụng các dòng từ hóa xoay chiều hay được chỉnh lưu nửa chu kỳ 12)
Máy phát dòng được cung cấp với một điện kế đo dòng từ hóa. Trong trường hợp dòng thay đổi thì ampe kế phải được hiệu chỉnh về giá trị dòng hiệu dụng, và trong trường hợp được chỉnh lưu nửa sóng, thì ampe kế phải được điều chỉnh về giá trị dòng hiệu dụng thích ứng cho nửa chu kỳ 13)
Nói chung, giá trị của dòng xoay chiều hay dòng được chỉnh lưu nửa chu kỳ được dùng cho qui trình đầu tiếp điện để từ hóa là khoảng 4 A đến 6 A cho mỗi milimét khoảng cách giữa các đầu tiếp điện. Dòng cao hơn được dùng cho từ hóa bằng dòng điện một chiều, phụ thuộc vào chiều dày của vật liệu 14)
H.7 Qui trình từ hóa bằng cuộn dây
H.7.1. Quy trình từ hóa
Từ hóa được tạo ra khi cho một dòng điện chạy qua một vòng hay một cuộn dây đặt chung quanh chi tiết hay tiết diện cần kiểm tra. Cuộn dây có thể được chế tạo bằng cáp mềm được bọc bao quanh chi tiết. Nó tạo ra một từ trường song song với trục của cuộn dây (từ hóa dọc).
H.7.2 Khoảng cách từ cuộn dây đến bề mặt kiểm tra
Khi kiểm tra các mối hàn chu vi hay các vùng của các thanh thì vòng hay cuộn không được đặt quá gần vùng cần kiểm tra để ngăn chặn các hạt (đặc biệt là bột khô) bị hút mạnh dưới cuộn dây. Tuy nhiên, để thỏa mãn phép thử, diện tích cần kiểm tra phải cách cuộn dây không xa hơn từ 200 mm đến 250 mm.
H.7.3 Hướng từ hóa
Trên mỗi vùng cần tiến hành kiểm tra ít nhất 2 lần tách biệt. Lần thứ hai phải có dòng từ hóa xấp xỉ vuông góc với dòng từ hóa của lần kiểm tra thứ nhất tại vùng đó. Có thể dùng cách từ hóa khác cho lần kiểm tra thứ hai, miễn là phải chọn cùng một môi trường kiểm tra.
H.7.4 Dòng từ hóa
Dòng từ hóa xoay chiều, một chiều 15) hay được chỉnh lưu nửa chu kỳ được sử dụng 12).
Máy phát dòng phải được cung cấp cùng với một ampe kế để đo dòng từ hóa. Trong trường hợp dòng một chiều hay xoay chiều, ampe kế phải được hiệu chỉnh về giá trị dòng hiệu dụng và trong trường hợp dòng được chỉnh lưu nửa chu kỳ, ampe kế phải được hiệu chỉnh về giá trị dòng hiệu dụng ứng với nửa chu kỳ 13).
Dòng phải sao cho tạo ra trên vùng được kiểm tra một cường độ từ trường từ 2400 A/m đến 4000 A/m (cường độ từ trường gauss từ 30 Oe đến 50 Oe) 16)
H.8.1 Bột khô
Bột khô được rắc nhẹ, nên dùng súng phun bột, hay có thể dùng tay rắc bột cẩn thận lên bề mặt cần kiểm tra. Chỗ rắc quá nhiều bột sẽ được giảm đi bằng dòng không khí nhẹ nhàng. Dòng không khí phải được kiểm tra sao cho nó không làm xáo trộn hay loại bỏ nhẹ các dấu vết hạt được giữ.
H.8.2 Mực từ
Mực từ được áp dụng ngay trước khi bắt đầu và / hoặc trong quá trình từ hóa, tốt nhất là bằng cách phun, nhưng cũng có thể áp dụng bằng cách cho chảy lên, nhúng hay dùng một bàn chải mềm, nếu làm cẩn thận, thì cũng thích hợp. Các dụng cụ để áp dụng môi trường thử phải sao cho chúng không rửa sạch hay loại bỏ các dấu vết hạt được giữ.
H.9 Quan sát các chỉ thị
H.9.1 Thời gian kiểm tra
Thực hiện một phần kiểm tra bằng mắt sự tồn tại của chỉ thị hạt từ trong quá trình từ hóa, và tiếp tục cho đến khi nào cần thiết sau khi môi trường thử ổn định bao phủ toàn bộ diện tích cần được kiểm tra.
Thời gian tổng cộng của quá trình từ hóa phải cho phép tạo nên các dấu vết hạt từ.
H.9.2 Bột hay mực từ đen hay mầu
Khi dùng bột từ hay mực từ đen hay mầu thì vùng cần kiểm tra phải được chiếu sáng bằng ánh sáng tự nhiên hay ánh sáng nhân tạo để đánh giá đúng sự tích tụ các hạt trên bề mặt cần kiểm tra. Trong mọi trường hợp, phải tránh điều kiện nhìn chói quá. Cho phép dùng kính có độ phóng đại nhỏ trong các trường hợp còn nghi ngờ.
H.9.3 Các bột từ hay mực từ huỳnh quang
Khi sử dụng các bột từ hay mực phát quang, thì phòng hay khoảng không nơi tiến hành thí nghiệm phải tối, và quan sát bề mặt cần kiểm tra dưới "ánh sáng đen" 17)
Đèn phát ánh sáng đen cho phép đạt được độ ánh sáng chói để kiểm tra. Để bảo vệ cho người thao tác và tập trung chùm ánh sáng vào vùng cần kiểm tra nên dùng đèn có gương phản chiếu. Cường độ của đèn ánh sáng đen phải phù hợp với diện tích cần kiểm tra.
Ít nhất 5 phút trước khi bắt đầu kiểm tra phải để cho mắt quen dần với điều kiện độ ánh sáng xung quanh giảm. Người thao tác phải tránh nhìn trực tiếp vào ánh sáng đen, hay vào các vùng có tác dụng như một tấm gương phản chiếu ánh sáng đen.
H.9.4 Suy luận kết quả
Các bất liên tục và các khuyết tật sẽ được chỉ ra bằng sự duy trì các hạt từ. Các khuyết tật lộ trên bề mặt nói chung chỉ rõ các hình dạng dễ xác định. Các khuyết tật nằm dưới bề mặt có thể thể hiện bởi các đường nới rộng ra với hình dạng cong nào đó và đôi khi là các đường bị gián đoạn.
Tuy nhiên, tất cả các chỉ thị được tạo ra khi kiểm tra bằng hạt từ không cần thiết đại diện có các khuyết tật bởi vì các chỉ thị không liên quan (do, ví dụ gồ ghề bề mặt liên tiếp nhau, sự thay đổi dạng hình học, sự thay đổi độ từ thấm, ví dụ, trên biên giới giữa mối hàn và kim loại mẹ…) có thể gặp phải. Nếu các chỉ thị chắc chắn là không liên quan thì mỗi dạng chỉ thị phải được khảo sát và nếu cần thiết thì bề mặt phải được làm sạch, bằng phẳng và xử lý hạt bằng một qui trình thích hợp.
Nếu kiểm tra lại được tiến hành bằng một môi trường kiểm tra khác thì toàn bộ mực từ phải được làm sạch và bề mặt phải được sấy khô phù hợp nếu sử dụng bột khô. Nếu bề mặt đã được xử lý bằng mực từ đen hay mầu thì phải tiến hành làm sạch cẩn thận trước khi dùng mực từ huỳnh quang bởi vì mực từ đen hay mầu có thể phản ứng với mực từ huỳnh quang, dẫn đến kết quả là làm dập tắt một phần hay toàn bộ sự huỳnh quang.
H.10 Làm sạch và khử từ sau khi kiểm tra
Sau khi kiểm tra không cần thiết phải loại bỏ (làm sạch) bột từ khô trừ khi phải tiến hành các thao tác hàn trên chi tiết được kiểm tra.
Mực từ chỉ cần phải làm sạch trong các trường hợp khi chúng có thể ảnh hưởng xấu đến quá trình tiếp theo hay tới các yêu cầu vận hành. Đặc biệt quan trọng là chất kiểm tra dư lại có thể kết hợp với các nhân tố khác trong khi vận hành để tạo ra sự ăn mòn.
Khử từ sau khi kiểm tra, đặc biệt khi sử dụng dòng một chiều hay dòng được chỉnh lưu nửa chu kỳ thì phải tiến hành khử từ chỉ khi từ dư có thể làm rối các thao tác hàn hay vận hành sau này của bình.
H.11 Biên bản thử
Người chế tạo phải ghi chép các kết quả thử hạt từ gồm các thông tin sau:
a) các tài liệu liên quan đến chế tạo và mối hàn cần được kiểm tra; nếu gia công bề mặt và / hoặc chất tương phản được sử dụng thì phải nêu trong biên bản;
b) qui trình từ hóa được dùng (với các số liệu về khoảng cách đầu tiếp điện, số vòng trong cuộn dây, dòng từ hóa);
c) chất kiểm tra được dùng;
d) miêu tả và vị trí của tất cả các tín hiệu có liên quan (vẽ phác họa khi thích hợp) và các hành động đã thực hiện.
Kích thước tính bằng milimét
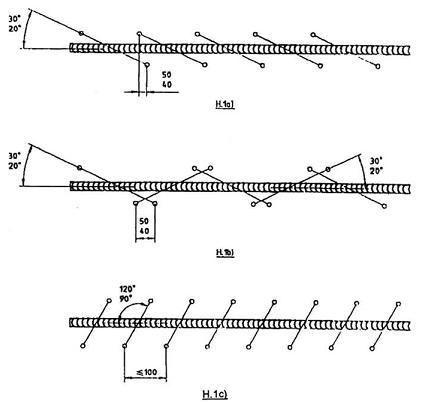
Hình H.1 - Hướng từ hóa
Phụ lục J
(tham khảo)
Tiêu chuẩn tham khảo
[11] TCVN 5873 : 1995 (ISO 2400 : 1972), Các mối hàn trong thép - Mẫu chuẩn để hiệu chỉnh thiết bị kiểm tra siêu âm.
[12] TCVN 5880 : 1995 (ISO 2059 : 1974), Kiểm tra không phá hủy - Phương pháp đánh giá trực tiếp các nguồn ánh sáng đen.
[13] ISO 3452 : 1984, Kiểm tra không phá hủy - Kiểm tra thẩm thấu - Các nguyên lý chung.
[14] ISO 3453 : 1984, Kiểm tra không phá hủy - Các phương tiện kiểm tra.
[15] TCVN 6115 : 1996 (ISO 6520 : 1982), Phân loại các khuyết tật trong các mối hàn kim loại nóng chảy kim loại và cách giải thích.
MỤC LỤC
1 Yêu cầu chung
1.1 Phạm vi và áp dụng
1.2 Tiêu chuẩn trích dẫn
1.3 Định nghĩa
1.4 Các ký hiệu
1.5 Thông tin phải được cung cấp bởi người mua và người chế tạo
2 Vật liệu
2.1 Giới thiệu
2.2 Qui định chung
2.3 Sản xuất thép
2.4 Vật rèn
2.5 Nhiệt luyện
2.6 Thành phần hóa học
2.7 Tính chất cơ học
2.8 Qui trình kiểm tra xác nhận
2.9 Các quy tắc chung để tiến hành các phép thử chấp nhận
2.10 Số lượng, lựa chọn và chuẩn bị mẫu và mẫu thử
2.11 Phương pháp thử
2.12 Thử lại
2.13 Hồ sơ
2.14 Ghi nhãn
3 Thiết kế các bộ phận chịu áp lực
3.1 Yêu cầu chung
3.2 Áp suất thiết kế
3.3 Áp suất tính toán
3.4 Nhiệt độ tính toán
3.5 Ống lò
3.6 Ứng suất thiết kế định mức
3.7 Thân hình trụ chịu áp lực trong
3.8 Các đáy lồi không được tăng cứng không có khoét lỗ
3.9 Thiết kế các lỗ mở trên thân hình trụ, thân hình cầu và đáy lồi
3.10 Thiết kế các lỗ biệt lập trên thân nồi hơi ở tấm đáy phẳng
3.11 Hàn góc để gắn các tấm bù vào thân chịu áp lực trong
3.12 Chiều dầy tối thiểu của đầu nối và ống nối
3.13 Lỗ người chui và lỗ kiểm tra
3.14 Thanh giằng, bộ phận tăng cứng và các mặt đỡ
3.15 Các ống dẫn và các ống dẫn không đục lỗ và các mặt sàng ống
3.16 Ống lò có dạng hình trụ và buồng quặt vách ướt chịu áp lực ngoài
3.17 Các đế nồi hơi
4 Trình độ và chế tạo trong sản xuất trừ hàn
4.1 Nhận dạng tấm
4.2 Cắt các vật rèn
4.3 Thân hình trụ
4.4 Các lỗ mặt sàng
4.5 Đáy và mặt sàng
4.6 Các ống trơn vá các ống giằng
4.7 Lỗ người chui và lỗ thăm
4.8 Mặt tựa để lắp đặt
4.9 Ống lò hình trụ
4.10 Buồng quặt được làm nguội bằng nước
4.11 Trụ đỡ
5 Trình độ và các công việc về hàn
5.1 Yêu cầu chung
5.2 Vật liệu
5.3 Thiết kế
5.4 Nhiệt luyện và nhiệt luyện sau hàn
5.5 Thử không phá hủy
5.6 Các lỗ ở trong hay liền kề các mối hàn
5.7 Các mối hàn góc
5.8 Chế tạo
5.9 Kiểm tra và thử
5.10 Các yêu cầu về kết quả kiểm tra các tấm thử sản xuất hàn
6 Kiểm tra và thử nghiệm
6.1 Đánh giá năng lực của các kiểm tra viên
6.2 Kiểm định trong quá trình chế tạo
6.3 Thử áp lực
7 Tài liệu, chứng nhận và đóng dấu
7.1 Thiết kế kỹ thuật bản vẽ và các bản số liệu
7.2 Các tài liệu phải nộp cho kiểm tra viên
7.3 Đóng dấu
8 Van an toàn, phụ tùng ống nối và lắp ráp
8.1 Van an toàn
8.2 Ống thủy
8.3 Áp kế hơi
8.4 Các thiết bị xả lò
8.5 Các van để nối
8.6 Vật liệu làm van và phụ tùng đường ống
8.7 Mặt bích nối và bulông
8.8 Kiểm tra tự động
Phụ lục A Thông tin mà người mua phải cung cấp cho người chế tạo
A.1 Đối với nồi hơi sản xuất hơi bão hòa
A.2 Đối với nồi hơi sản xuất hơi quá nhiệt
A.3 Đối với nồi nước nóng
A.4 Nhiên liệu
A.5 Thông tin chung
Phụ lục B Các ví dụ tiêu biểu của các chi tiết hàn chấp nhận được
B.1 Yêu cầu chung
B.2 Mục đích
B.3 Chọn các chi tiết
B.4 Dạng và kích thước mối hàn
B.5 Các chú thích có thể áp dụng được cho các dạng nối khác nhau như được qui định trong các Hình B.3 đến Hình B.15
B.6 Các chú thích có thể áp dụng cho các nhánh trong các Hình B.3 đến Hình B.12
B.7 Các chú thích có thể áp dụng cho các ống nối không có các vòng bù trong các hình B.3 đến Hình B.7
B.8 Các chú thích có thể áp dụng được cho các ống nối có thêm các vòng bù trong các Hình B.10 và Hình B.11
B.9 Các chú thích có thể áp dụng được cho các mối nối ống vào mặt sàng ống
Phụ lục C Tính nhiệt độ của mặt sàng ống
C.1 Yêu cầu chung
C.2 Ký hiệu
C.3 Phương pháp tính
C.4 Ví dụ về tính toán được thực hiện bằng cách dùng phương pháp nêu trong C.3
C.5 Tài liệu tham khảo
C.6 Tài liệu tiếp theo
Phụ lục D Chất lượng nước cấp và nước nồi
D.1 Giới thiệu
D.2 Các thông số phải xem xét
D.3 Xử lý nước cấp và nước nồi
D.4 Các điều kiện hướng dẫn đối với chất lượng nước cấp và nước nồi
Phụ lục E Biểu mẫu cho chứng nhận kiểm tra
Phụ lục F Biểu mẫu phê duyệt qui trình hàn / chứng nhận phê duyệt thợ hàn
F.1 Biểu mẫu chứng nhận phê duyệt qui trình hàn - chứng nhận phê duyệt thợ hàn
F.2 Biểu mẫu của chứng nhận phê duyệt thợ hàn - không kèm theo qui trình được (chứng nhận) phê duyệt
Phụ lục G Kiểm tra siêu âm mối hàn
G.1 Qui định chung
G.2 Phạm vi
G.3 Nguyên lý
G.4 Điều kiện bề mặt
G.5 Kiểm tra kim loại cơ bản
G.6 Lựa chọn các đặc tính của thiết bị và hiệu chỉnh nó
G.7 Qui trình kiểm tra mối hàn
G.8 Vị trí khuyết tật
G.9 Xác định chiều dài khuyết tật
G.10 Bản chất của các khuyết tật
G.11 Đánh giá các chỉ thị
G.12 Biên bản kiểm tra
Phụ lục H Kiểm tra bằng hạt từ
H.1 Phạm vi
H.2 Nguyên lý
H.3 Qui trình từ hóa
H.4 Môi trường kiểm tra
H.5 Điều kiện bề mặt
H.6 Qui trình từ hóa "đầu tiếp điện"
H.7 Qui trình từ hóa bằng cuộn dây
H.8 Áp dụng hạt từ
H.9 Quan sát các chỉ thị
H.10 Làm sạch và khử từ sau khi kiểm tra
H.11 Biên bản thử
Phụ lục J Tiêu chuẩn tham khảo
Hình
1 Nồi hơi hộp khói ướt
2 Nồi hơi hộp khói ướt
3 Nồi hơi hộp khói ướt
4 Nồi hơi hộp khói khô
5 Nồi hơi vách bán ướt
6 Quan hệ giữa công suất nhiệt và đường kính trong của ống lò
7 Hệ số hình dạng C đối với các đáy lồi không gia cường và không khoét lỗ
8 Gia cường các lỗ và các ống nối
9 Các ống nối không hướng tâm và các ống nối liền kề
10 Gia cường cho ống nối ở đáy phẳng
11 Bù cho các lỗ người chui hình elip hoặc các quan sát hình elip trong các tấm đáy phẳng
12 Hàn các tấm bù
13 Lỗ để tiếp cận và kiểm tra
14 Cách bố trí tiêu biểu của đáy trong một nồi hơi nhiều ống
15 Giới hạn ngoài của các vùng được đỡ, không gian nở, đường tròn chính và đường tròn phụ trong các tấm có uốn mép
16 Sử dụng trong các đường tròn phụ (lò hai ống lò)
17 Sử dụng các đường tròn phụ (lò một ống lò)
18 Xác định hệ số y
19 Ví dụ về các gân gia cường
20 Các chi tiết hàn được phép của thanh giằng trơn
21 Các chi tiết hàn được phép của các ống giằng
22 Các chi tiết hàn cho phép của các thanh giằng có lỗ hở
23 Các chi tiết hàn cho phép của các thanh giằng buồng quặt
24 Các phương pháp tiêu biểu để hàn các thanh giằng tấm căng cứng vào buồng quặt
25 Khoảng cách từ vòng tăng cứng của lỗ người chui
26 Vị trí của các thanh giằng trong tấm sau của buồng quặt
27 Các chi tiết của các tấm tăng cứng góc được hàn nới rộng
28 Các chi tiết của các tấm tăng cứng góc được hàn và đóng chốt
29 Các chi tiết của các tấm tăng cứng theo đường chéo
30 Ký hiệu dùng cho ống uốn
31 Các hệ số thiết kế C1 và Co
32 Các phương pháp cho phép để gắn các ống trơn
33 Mômen thứ cấp của diện tích và diện tích mặt cắt ngang đối với các lò loại FOX và Morrision
34 Các phần tử tăng cường cho ống lò có chiều dày nhỏ hơn hoặc bằng 22 mm đối với các phần trơn và lượn sóng
35 Gia cường cho lò ống dầy hơn 22 mm đối với các phần trơn và lượn sóng
36 Các dạng vòng bù
37 Hệ số để tính ứng suất tại các tấm gia cường
38 Miếng gá lắp được vặn ren vào miếng thép chèn
39 Lỗ tiệm cận đối với các nồi hơi vách ướt
40 Cắt tấm thử
41 Các mẫu thử uốn đối với các ống
42 Mẫu thử đối với các mẫu hàn góc
43 Sự định tâm các tấm
44 Mẫu thử kéo mặt cắt giảm
45 Lấy các mẫu thử kéo có mặt cắt giảm trong một tấm dầy
46 Mẫu thử kéo toàn kim loại hàn
47 Mẫu thử uốn
48 Mẫu thử va đập có rãnh khía chữ V
49 Các vùng được hàn qua khi các khuyết tật hàn không được phép
B.1 Chuẩn bị các chi tiết của mối hàn tiêu chuẩn
B.2 Chuẩn bị các chi tiết cho các ống nối ngập
B.3 Các ống nối không ngập
B.4 Các ống nối ngập
B.5 Các ống nối ngập
B.6 Các ống nối ngập
B.7 Các ống nối ngập
B.8 Các mối nối có đầu ống nối rèn
B.9 Các mối nối có đầu ống nối rèn
B.10 Các ống nối không ngập có các vòng bù
B.11 Các ống nối ngập có các vòng bù
B.12 Chi tiết hàn nối có vít cấy
B.13 Các mép nối
B.14 Mối hàn một phía bích hàn phẳng
B.15 Gắn các đáy phẳng không có gờ mép hay các mặt sàng ống vào thân
B.16 Gắn các đáy hay các mặt sàng ống vào các tấm đáy của buồng quặt
B.17 Gắn ống lò vào mặt sàng ống hay đáy (cong hay phẳng)
B.18 Chuẩn bị tấm cho mối hàn giáp mép dọc và theo chu vi
B.19 Hàn ngang trong các đáy
B.20 Gắn các ống vào tấm đáy
C.1 Hệ số trao đổi bức xạ h'R cho vật đen (F = 1)
C.2 Xác định hệ số trao đổi toàn diện F
C.3 Ar / Ac đối với buồng hình trụ có đường kính D và chiều dài L
C.4 Hệ số tỏa nhiệt đối lưu cơ bản h'co
C.5 Xác định hệ số hiệu chỉnh hco / h'co
C.6 Xác định hệ số hiệu chỉnh HCE / hCO
C.7 Diện tích ống không ghi kích thước
C.8 Diện tích tấm không ghi kích thước
C.9 Tỷ số diện tích ống / tấm
C.10 Hệ số h
C.11 Hệ số j
C.12 Hệ số b
D.1 Giá trị hướng dẫn đối với silic (SiO2)
D.2 Giá trị hướng dẫn đối với độ kiềm (CaCO3)
G.1 Mẫu chuẩn của ISO
G.2 Sử dụng mẫu chuẩn
G.3 Đường cong hiệu chỉnh khoảng cách - biên độ
G.4 Chuyển động của đầu dò sóng ngang để dò các khuyết tật dọc
G.5 Mặt phẳng mốc, đối với mối hàn giáp mép
G.6 Đồ thị biểu hiện đường đi của tia siêu âm
G.7 Xác định chiều dài thông thường của các khuyết tật
H.1 Hướng từ hóa
Bảng
1 Các loại thép được tiêu chuẩn hóa quốc tế để sản xuất thân nồi hơi
2 Không gian giãn nở giữa các ống lò và thân khi chiều dày của tấm đáy là 25 mm hoặc nhỏ hơn
3 Hàn nối
4 Các thông số thiết kế đối với các tấm đáy phẳng không uốn mép
5 Các không gian giãn nở giữa ống lò và thân khi chiều dầy của tấm đáy vượt quá 25 mm
6 Các điều kiện cho các phần bỏ qua của mối hàn góc (hàn sau) từ mối ghép góc của các tấm đáy phẳng
7 Mức độ thử tia bức xạ hay siêu âm đối với các mối hàn giáp mép
8 Nhiệt độ đốt nóng sơ bộ nên áp dụng cho việc hàn thép tấm, thép hình, thanh và các vật rèn
9 Các mẫu thử được lấy từ tấm thử đối với các loại ống được hàn giáp mép
10 Chiều rộng của mẫu thử uốn đối với các loại ống và ống dẫn
11 Độ lệch tâm lớn nhất của các tấm có mối hàn theo chu vi
12 Độ lệch tâm lớn nhất của các tấm có các mối ghép dọc
13 Chiều dầy được gia cường lớn nhất đối với các mối hàn dọc và hàn theo chu vi trong các tấm
14 Tốc độ nâng nhiệt trên 300 oC khi nhiệt luyện sau hàn
15 Tốc độ làm nguội đến 300 oC trong quá trình nhiệt luyện sau hàn
16 Mức chấp nhận của các khuyết tật hình dáng trong các mối hàn giáp mép phát hiện bằng kiểm tra bằng mắt
17 Phần tử gia cường cho phép
18 Mức chấp nhận của các khuyết tật trong các mối hàn giáp mép tìm thấy bằng chụp bức xạ
19 Các phương pháp thử không phá hủy cho các mối nối
20 Các yêu cầu thử uốn
D.1 Tiêu chuẩn chất lượng nước cấp
D.2 Tiêu chuẩn chất lượng nước nồi
D.3 Tiêu chuẩn chất lượng nước nồi khi cấp nước bằng khử ion
1 1 N/mm2 = 1 MN/m2 = 1 MPa
1 bar = 105 N/m2 = 105 Pa.
* Hiện nay theo Luật Lao động là Bộ Lao động Thương binh và Xã hội.
2) Điều kiện của từng ví dụ, bao gồm tất cả các yêu cầu trong hợp đồng hoặc qui định có liên quan sẽ xác định bên nào (xác định trong phần 1) trong các bên liên quan trong thỏa thuận được nêu trong phần 2.
3) Các yêu cầu thử, ví dụ độ giãn dài nhỏ nhất 16 %, các giá trị độ bền và độ co thắt nhỏ nhất, sẽ là đối tượng của phụ lục sắp tới của tiêu chuẩn này.
4) Sự cắt mép được coi là đáng kể nếu nó sâu xấp xỉ 0,5 mm
5) Phải chú ý tính pháp lý của việc sử dụng nồi hơi ở một số nước có các qui định nghiêm ngặt hơn hay chi tiết hơn những quy định trong tiêu chuẩn này.
Vật liệu, thiết kế và chế tạo của tất cả các van, phụ tùng ống và lắp ráp nêu trong phần này phải tuân theo các tiêu chuẩn quốc gia.
6) 1 bar = 105 N/m2 = 105 Pa.
7) 1 bar = 105 N/m2 = 105 Pa.
8) Chi tiết hơn xin xem tài liệu IIS/IIW-850-86, đánh giá các tín hiệu siêu âm, Viện quốc tế về hàn.
9) Có thể dùng các qui trình khác tương đương
10) Nếu bề mặt tiếp xúc của chi tiết được kiểm tra có bán kính cong nhỏ hơn hay bằng 250 mm thì độ cong của mẫu hiệu chỉnh phải tương ứng với bán kính hiệu dụng của chi tiết trong khoảng ± 10 %.
11) Trong cách diễn tả này, A/m chỉ dòng tổng cộng trên 1 mét. Nếu sự từ hóa được thực hiện bởi dòng điện l trong một cuộn có t vòng trên mét, cường độ từ trường là lt.
12) Sử dụng dòng điện một chiều hay dòng được chỉnh lưu nửa chu kỳ có thể gây ra từ hóa vĩnh cửu. Do khó khăn về khử từ các chi tiết lớn, trừ cách nhiệt luyện, nếu cần phải khử từ thì nên dùng dòng điện xoay chiều.
13) Máy thương mại dùng dòng được chỉnh lưu nửa sóng có thể có ampe kế được hiệu chỉnh bằng các cách khác nhau, trong các ví dụ như vậy, có thể áp dụng các tỷ số sau đây:
I (r.m.s - nửa chu kỳ) = 2,2 l (chu kỳ trung bình)
I (nửa chu kỳ trung bình) = 2 l (chu kỳ trung bình)
I (giá trị đỉnh) = 3,14 l (chu kỳ trung bình)
Giá trị của I (chu kỳ trung bình) được đo bằng ampe kế DC nói với dây cáp của đầu tiếp điện. (Ampe kế từ vĩnh cửu hoặc không có chỉnh lưu).
14) Chuyển động của các hạt từ khi dòng đóng mạch có thể cho chỉ thị liệu cường độ từ trường có đủ không. Một số loại thiết bị hiện nay có thể tạo ra các chỉ thị thích hợp cho mục đích này.
15) Dòng một pha hay ba pha xoay chiều được chỉnh lưu hai nửa chu kỳ được xem như tương đương với dòng một chiều thực tế.
16) Cường độ từ trường phụ thuộc vào cường độ dòng điện, số vòng cuộn dây, chiều dài (và đường kính) của chi tiết được kiểm tra và khoảng cách của vùng được kiểm tra đến cuộn dây.
Trong thực tế tồn tại các quan hệ gần đúng sau đây giữa cường độ từ trường và đường kính của chi tiết:
4 A đến 6 A trên một milimét đường kính.
Chuyển động của các hạt từ khi dòng điện đổi chiều có thể cho tín hiệu (liệu) cường độ của từ trường có đủ mạnh hay không: có một vài loại thiết bị để tạo ra các tín hiệu thích hợp cho mục đích này.
17) Ánh sáng đen là bức xạ cực tím có chiều dài sóng từ 320 nm đến 400 nm và một đỉnh (peak) trên 365 nm. Trong dải này, bức xạ cực tím là có hại đối với da và mặt con người.