Tiêu chuẩn Việt Nam TCVN 6611-1:2001 (IEC 2326-1 : 1996) về Tấm mạch in - Phần 1: Quy định kỹ thuật chung do Bộ Khoa học Công nghệ và Môi trường ban hành
TIÊU CHUẨN VIỆT NAM
TCVN 6611-1 : 2001
IEC 2326-1 : 1996
TẤM MẠCH IN - PHẦN 1: QUY ĐỊNH KỸ THUẬT CHUNG
Printed boards - Part 1: Generic specification
Lời nói đầu
TCVN 6611-1 : 2001 hoàn toàn tương đương với tiêu chuẩn IEC 2326-1 : 1996.
TCVN 6611-1 : 2001 do Ban kỹ thuật tiêu chuẩn TCVN/TC/E3
Thiết bị điện tử dân dụng biên soạn. Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị. Bộ Khoa học và Công nghệ Môi trường ban hành.
TẤM MẠCH IN - PHẦN 1: QUY ĐỊNH KỸ THUẬT CHUNG
Printed boards - Part 1: Generic specification
1. Phạm vi áp dụng
Tiêu chuẩn này áp dụng cho tấm mạch in thuộc hệ thống đánh giá chất lượng đối với các linh kiện điện tử (IECQ). Tiêu chuẩn này áp dụng cho các tấm mạch in được chế tạo bằng công nghệ bất kỳ, khi chúng đã sẵn sàng để lắp đặt các linh kiện. Tiêu chuẩn này quy định hệ thống và thủ tục để phê duyệt nhà chế tạo và sản phẩm, và đưa ra các quy tắc để soạn thảo quy định kỹ thuật đối với tấm mạch in.
Chú thích – Các lỗ xuyên phủ kim loại. Các lỗ dẫn điện có thể thực hiện bằng cách xuyên thủng rồi phủ, bằng kỹ thuật kim loại hóa hoặc bằng cách giữ lại phần vật liệu dẫn điện nền polyme. Các yêu cầu đối với lỗ xuyên không phủ kim loại đang xem xét.
2. Tiêu chuẩn trích dẫn
IEC 1182-1 : 1994 Tấm mạch in – Mô tả dữ liệu điện tử và chuyển đổi. Phần 1: Mô tả tấm mạch điện in dưới dạng số.
IEC 1189-3 Phương pháp thử nghiệm vật liệu điện, kết cấu nối liên kết và tổ hợp. Phần 3: Phương pháp thử nghiệm đối với kết cấu nối liên kết.
QC 001002 : 1986 Quy tắc về thủ tục của hệ thống đánh giá chất lượng của IEC đối với các linh kiện điện tử (IECQ)
QC 001005 : 1994 Thông tin đăng ký của các hãng, sản phẩm và dịch vụ được phê duyệt theo hệ thống IECQ kể cả ISO 9000
TCVN ISO 9000 : 2000 Hệ thống quản lý chất lượng – Cơ sở và từ vựng
TCVN ISO 9001 : 2000 Hệ thống quản lý chất lượng. Các yêu cầu.
3. Quy định chung
3.1. Khái quát chung
Tấm mạch in không giống với hầu hết các linh kiện điện tử khác bởi các yếu tố quan trọng như:
- không có các tấm chuẩn với các dạng mẫu chuẩn và kích thước chuẩn mà chỉ có hình dạng và các cấu hình mạch nhất định.
- tấm mạch in “khách hàng yêu cầu” có nghĩa là mọi chi tiết đối với tấm mạch in cụ thể đều được thỏa thuận giữa nhà chế tạo và khách hàng.
- mặc dù tấm mạch in được chế tạo theo tổng lượng đáng kể, tuy nhiên số lượng sản xuất tấm mạch in cụ thể có thể rất ít.
Do không thể áp dụng được thủ tục phê duyệt chất lượng được cụ thể hóa ở 11.1 đến 11.6 của QC 001002 cho nên cấp áp dụng thủ tục phê duyệt năng lực quy định ở 11.7 của QC 001002. Ngoài ra các yêu cầu phải đánh giá hệ thống chất lượng theo TCVN ISO 9000.
Đối với tấm mạch in, việc phê duyệt năng lực được dựa vào việc sử dụng tấm thử nghiệm để đánh giá năng lực (CTB) hoặc tấm mạch in sản xuất (PPB) thích hợp làm linh kiện để đánh giá năng lực chất lượng với sự lựa chọn thích hợp về phương pháp thử nghiệm và yêu cầu đối với từng kiểu tấm mạch in, ví dụ:
- tấm mạch in cứng một mặt và hai mặt không có mối nối giữa các lớp;
- tấm mạch in cứng một mặt và hai mặt có mối nối giữa các lớp;
- tấm mạch in cứng nhiều lớp có mối nối giữa các lớp;
- tấm mạch in uốn được nhiều lớp có mối nối giữa các lớp.
Chú thích – Danh mục này không liệt kê hết.
Yêu cầu quan trọng của việc phê duyệt năng lực là nhà chế tạo phải thể hiện được năng lực đã công bố trong quá trình sản xuất sản phẩm đã nêu. Hệ thống phê duyệt năng lực này được mô tả ở điều 5.
Đối với tấm mạch in, năng lực sản phẩm và năng lực quá trình được phân chia riêng biệt (xem 5.1, 5.5.2 và 5.5.3) và được xác định trong quy định kỹ thuật chi tiết về năng lực của IEC (Cap DS).
Chỉ có Cap DS do IEC soạn thảo mới được IECQ cho phép đăng ký. Nếu cơ quan tiêu chuẩn hóa quốc gia nào muốn có Cap DS của quốc gia do IECQ cho phép đăng ký thì cơ quan tiêu chuẩn hóa quốc gia đó phải đề nghị với IEC/TC 52 soạn thảo Cap DS.
Năng lực sản phẩm là năng lực chế tạo ra sản phẩm có các đặc tính xác định.
Ví dụ về các đặc tính của sản phẩm.
- kích thước lớn nhất của tấm mạch in có thể chế tạo được.
- đường kính nhỏ nhất của lỗ xuyên phủ kim loại so với chiều dày của tấm.
- chiều rộng đường dẫn nhỏ nhất và/hoặc khoảng trồng giữa các đường dẫn.
- số lượng lớp lớn nhất.
Năng lực quá trình là năng lực sử dụng các quá trình để chế tạo các tấm mạch in như quy định trong Cap DS
Ví dụ:
- xử lý các dữ liệu thiết kế trên máy tính (CAD);
- công nghệ phủ đồng điện phân;
- công nghệ phủ chì thiếc;
- áp dụng chất kháng hàn.
Việc phê duyệt năng lực phải được kiểm tra xác nhận thông qua sự thỏa mãn phù hợp với TCVN ISO 9000 và TCVN ISO 9001 mà hệ thống chất lượng của nhà chế tạo đã nêu ra. Ngoài ra, việc phê duyệt năng lực còn được quy định ở 10.2.4 đến 10.2.6 của QC 001002 nhằm xác định sự phù hợp với năng lực còn được quy định ở 10.2.4 đến 10.2.6 của QC 001002 nhằm xác định sự phù hợp với năng lực đã công bố của nhà chế tạo như quy định trong quy định kỹ thuật chi tiết về năng lực thích hợp.
Nên phối hợp đồng thời với việc chứng nhận theo ISO và phê duyệt năng lực theo IEC.
Vật liệu dùng để chế tạo tấm mạch in là vật liệu chuyên dụng cho kiểu sản phẩm và phải có những ảnh hưởng đến đặc tính của tấm mạch in. Các vật liệu thích hợp được mô tả trong Cap DS.
Ví dụ về vật liệu nền:
- IEC 1249-2-7 Vật liệu dùng cho kết cấu nối liên kết. Phần 2: Bộ quy định kỹ thuật từng phần đối với vật liệu nền chịu lực tăng cường, có lớp sơn bảo vệ và không có lớp sơn bảo vệ. Mục 7: Vật liệu ép sợi thủy tinh với nhựa epoxit (đang xem xét);
- IEC 1249-2-1 Vật liệu dùng cho kết cấu nối liên kết. Phần 2: Bộ quy định kỹ thuật từng phần đối với vật liệu nền chịu lực tăng cường, có lớp sơn bảo vệ và không có lớp sơn bảo vệ. Mục 1: Vật liệu ép bằng giấy xenlulô phenon;
- IEC 1249-3-2 Vật liệu dùng cho kết cấu nối liên kết. Phần 3: Bộ quy định kỹ thuật từng phần đối với vật liệu nền không chịu lực, có lớp sơn bảo vệ và không có lớp sơn bảo vệ. Mục 2: Màng polyimid uốn được;
- IEC 1249-4-1 Vật liệu dùng cho kết cấu nối liên kết. Phần 4: Bộ quy định kỹ thuật từng phần đối với vật liệu liên kết, không có lớp sơn bảo vệ (dùng để chế tạo tấm mạch in nhiều lớp). Mục 1: liên kết sơn thủy tinh với nhựa epoxit.
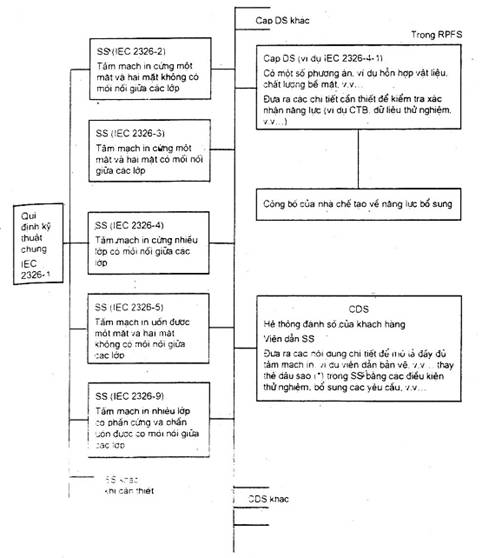
3.2. Cấu trúc của bộ quy định kỹ thuật
Mặc dù tâm mạch in không giống với các linh kiện điện tử khác, tuy nhiên các quy định kỹ thuật được mô tả dưới dạng quy tắc về thủ tục đối với các linh kiện thuộc thủ tục phê duyệt chất lượng sẽ được sử dụng trong chừng mực có thể.
Tất cả các mức của quy định kỹ thuật đều có ý nghĩa quan trọng như nhau đối với linh kiện khi phê duyệt chất lượng cũng như tấm mạch in khi phê duyệt năng lực.
Đó là:
- Quy định kỹ thuật cơ bản
- Quy định kỹ thuật chung;
- Quy định kỹ thuật từng phần;
- Quy định kỹ thuật chi tiết còn để trống;
- Quy định kỹ thuật chi tiết.
Quy định kỹ thuật cơ bản (BS) được áp dụng cho tất cả các linh kiện điện tử, ví dụ các thử nghiệm môi trường cơ bản hệ đơn vị đo lường Sl. V.v…
Quy định kỹ thuật chung (GS) đối với tấm mạch in là tiêu chuẩn này.
Mỗi quy định kỹ thuật từng phần (SS) sẽ đề cập một kiểu tấm mạch in, ví dụ tấm mạch in cứng một mặt và hai mặt có mối nối giữa các lớp, tấm mạch in cứng nhiều lớp có mối nối giữa các lớp.v.v…
Quy định kỹ thuật từng phần đưa ra các yêu cầu, các mẫu thử nghiệm và trình tự thử nghiệm có thể áp dụng cho một mức tính năng (PL).
Mức tính năng là mức các yêu cầu về một đặc tính.
Sự kết hợp lịch trình thử nghiệm (gồm số lượng và loại thử nghiệm) mức tính năng và sự lựa chọn cỡ mẫu được gọi là các tiêu chí đánh giá. Các tiêu chí đánh giá có thể áp dụng được quy định ở bảng 1 của quy định kỹ thuật từng phần tương ứng.
Quy định kỹ thuật chi tiết còn để trống không áp dụng cho tấm mạch in. Đối với tấm mạch in sử dụng hai kiểu quy định kỹ thuật chi tiết khác nhau:
- quy định kỹ thuật chi tiết về năng lực (Cap DS).
- quy định kỹ thuật chi tiết của khách hàng (CDS).
Quy định kỹ thuật chi tiết về năng lực (Cap DS) mô tả đầy đủ linh kiện để đánh giá năng lực (CQC) và áp dụng một trong các mức tính năng của SS theo CQC, ví dụ:
- mức tính năng A;
- mức tính năng B;
- mức tính năng C.
Mức tính năng A áp dụng cho tấm mạch in được dùng trong các sản phẩm sử dụng trong điều kiện môi trường thuận lợi và khách hàng khắt khe (ví dụ: đồ chơi, thiết bị điện tử dùng trong vui chơi giải trí và khách hàng ít khắt khe hoặc thiết bị kiểm soát công nghiệp. v.v…). Các tấm mạch in này có giá thấp do mức kiểm tra và thử nghiệm giảm.
Mức tính năng B áp dụng cho tấm mạch in thỏa mãn môi trường bất lợi và khách hàng khắt khe (ví dụ: các thiết bị kiểm soát công nghiệp thiết yếu, thiết bị viễn thông, máy tính, v.v….) cao hơn mức tính năng A nhưng thấp hơn mức tính năng C.
Mức tính năng C áp dụng cho tấm mạch in được dùng trong các sản phẩm mà tính năng làm việc liên tục là quan trọng, thiết bị không thể cho phép giảm thời gian làm việc hoặc thiết bị là loại hỗ trợ cho hoạt động (ví dụ: thiết bị điện tử y tế, khoang động cơ ôtô, v.v….). Những tấm mạch in này chịu chi phí cao hơn nhiều do yêu cầu về vật liệu, tính phức tạp của quá trình, yêu cầu về kiểm tra và thử nghiệm.
Quy định kỹ thuật chi tiết của khách hàng (CDS) mô tả sản phẩm cần được cung cấp, đó là tấm mạch in được thiết kế theo đơn đặt hàng. Khách hàng yêu cầu đánh giá sự phù hợp với một trong những mức tính năng cho trong SS. Sản phẩm cần chế tạo phải gửi đến nhà chế tạo có năng lực đã được phê duyệt với mức tính năng tương đương hoặc cao hơn.
Ngoài ra, khách hàng có thể lựa chọn mức tính năng theo cách thức của họ (mức X)
Mức tính năng cho phép trong CDS có thể là:
|
- mức tính năng A - mức tính năng B - mức tính năng C - kết hợp của các tính năng trên - mức tính năng X |
Phù hợp với bảng 1 của SS (xem các ví dụ trong IEC 2326-4) |
Mức tính năng A là các tiêu chí đánh giá tối thiểu.
Mức tính năng B gồm tính năng và các tiêu chí đánh giá nghiêm ngặt hơn mức tính năng A
Mức tính năng C gồm tính năng và các tiêu chí đánh giá nghiêm ngặt hơn mức tính năng B.
Mức tính năng X được thiết lập giữa nhà chế tạo và khách hàng và không được đăng ký chính thức bởi IECQ.
Khi tiêu chí đánh giá khác với các mức tính năng cho trong bảng 1 của SS, ví dụ có các thử nghiệm bổ sung (xem 7.2.6.2) và/hoặc cần thiết lựa chọn cỡ mẫu chặt chẽ hơn thì phải mô tả trong CDS. Mức tính năng này được gọi là mức X. Trong mọi trường hợp, mức tính năng yêu cầu trong CDS không được thấp hơn mức tính năng A như đã quy định trong SS tương ứng.
Khi mức tính năng X yêu cầu thử nghiệm đặc tính không có trong SS tương ứng thì phải sử dụng thử nghiệm thích hợp của IEC 1189-3.
Nếu thử nghiệm mới không có trong IEC 1189-3 nhưng lại cần thiết thì CDS phải có thông tin đầy đủ liên quan đến phương pháp thử nghiệm, điều kiện và các yêu cầu mẫu để thử nghiệm mạch thử nghiệm việc lựa chọn cỡ mẫu và mức tính năng.
Đối với các yêu cầu tính năng đặc biệt, khách hàng có trách nhiệm thiết lập các yêu cầu này.
Chú thích – Khách hàng cần lưu ý đến khả năng tăng chi phí do bổ sung các thử nghiệm do quy định việc lựa chọn cỡ mẫu chặt chẽ đến mức không cần thiết.
Cap DS và CDS đều có hai chức năng:
- xác định các điều kiện thử nghiệm và chất lượng;
- mô tả sản phẩm cần cung cấp.
Khảo sát về cấu trúc của bộ quy định kỹ thuật được cho trong phụ lục B. Nội dung chi tiết của cả Cap DS và CDS , và quy tắc soạn thảo chúng được cho ở điều 7.
4. Quy định cụ thể
4.1. Công đoạn chế tạo ban đầu
Công đoạn chế tạo ban đầu được xác định bằng cách kiểm tra vật liệu đầu vào dùng để chế tạo ra vật liệu của tấm mạch in (ví dụ như tấm thép phủ đồng hóa chất phủ vật liệu kháng hàn. V.v…) trước khi đưa vào xử lý
Công đoạn này và các quá trình tiếp theo phải được thực hiện theo thẩm quyền của người đại diện lãnh đạo đã được chỉ định với các thẩm quyền xác định (phụ trách kiểm tra). Khi các công đoạn đầu vào và công đoạn tiếp theo của quá trình được thực hiện bởi người cung ứng thì cho phép phê duyệt năng lực với điều kiện là trong mỗi trường hợp các nguyên tắc tương đương được áp dụng.
4.2. Tấm mạch in có kết cấu tương tự
Tấm mạch in có tất cả các đặc điểm chung sau đây được coi là có kết cấu tương tự (xem 8.5.3 của QC 001002):
- cùng kiểu vật liệu nền, ví dụ: 1249-2-4-IEC-EP-GC-Cu;
- cùng kiểu tấm mạch in, ví dụ tấm mạch in cứng một mặt và hai mặt không có mối nối giữa các lớp hoặc tấm mạch in cứng một mặt và hai mặt có mối nối giữa các lớp hoặc tấm mạch in cứng nhiều lớp có mối nối giữa các lớp.
- cùng kiểu lớp phủ bề mặt, ví dụ thiếc – chì và/hoặc vàng và/hoặc đồng;
- sản phẩm có tính trọn bộ gần giống nhau.
4.3. Hồ sơ chứng nhận (CR) của lô hàng xuất xưởng
Khi có yêu cầu hồ sơ chứng nhận thì hồ sơ này phải phù hợp với điều 14 của QC 001002. Nội dung của hồ sơ phải như mô tả ở 6.1 và 6.2 của GS và trong SS tương ứng về số lượng mẫu cần thử.
4.4. Giao hàng trễ
Khi tấm mạch in tồn đọng ở nhà chế tạo quá sáu tháng kể từ khi kiểm tra sự phù hợp về chất lượng thì phải tiến hành các thử nghiệm sau đây trước khi giao hàng.
- thử nghiệm khả năng bám thiếc 3X07 như quy định đối với kiểm tra sự phù hợp về chất lượng theo CDS tương ứng.
- kiểm tra xem xét bên ngoài như quy định đối với kiểm tra sự phù hợp về chất lượng theo CDS tương ứng.
4.5. Giao hàng trước khi hoàn thành các thử nghiệm
Theo thỏa thuận với khách hàng, nhà chế tạo được phép xuất ra các tấm mạch in trước khi hoàn thành các thử nghiệm định kỳ (hàng tháng hoặc hàng quý) hoặc trước khi hoàn thành các thử nghiệm kiểm tra lô hàng đối với các thử nghiệm cần nhiều thời gian hơn (ví dụ thử nghiệm hàn sau lão hóa gia tốc).
4.6. Trình lại các lô hàng đã bị loại
Khi mẫu không phù hợp với các yêu cầu của thử nghiệm định kỳ thì phải tiến hành các hành động khắc phục phù hợp với điều 12 của QC 001002.
4.7. Ghi nhãn tấm mạch in và bao gói
4.7.1. Tấm mạch in
Mỗi tấm mạch in phải được ghi nhãn rõ ràng và bền vững với các nội dung do khách hàng yêu cầu.
Ví dụ: việc ghi nhãn có thể được in bằng mực bền màu, được tạo nét bằng kim loại, được gắn kết như là bộ phận của lớp phủ polyme bền vững, v.v…
Việc ghi nhãn với các thông tin bổ sung như tên hoặc mã nhận dạng của nhà chế tạo, số hiệu của SS, mã ngày, tháng, năm … có thể được áp dụng nếu có thỏa thuận rõ ràng giữa nhà chế tạo và khách hàng.
Vị trí ghi nhãn phải được thỏa thuận giữa nhà chế tạo và khách hàng.
4.7.2. Bao gói
Bao gói phải được ghi nhãn với các thông tin cho ở 4.7.1 và các nội dung ghi nhãn đặc biệt được quy định trong CDS (ví dụ số hiệu nhận dạng của khách hàng).
4.8. Thông tin đặt hàng
Tấm mạch in phải được đặt hàng theo CDS. CDS phải có đủ tất cả các thông tin cần thiết để xác định tấm mạch in một cách rõ ràng và đầy đủ hoặc viện dẫn các thông tin đó theo cách thích hợp.
5. Phê duyệt năng lực và duy trì việc phê duyệt năng lực
5.1. Quy định chung
Điều này quy định các yêu cầu và thủ tục xin phê duyệt năng lực và duy trì việc phê duyệt năng lực.
Đối với tấm mạch in năng lực của nhà chế tạo được chia thành;
- năng lực sản phẩm. Năng lực này được xác định trong IEC Cap DS. Vật liệu sử dụng để chế tạo sản phẩm được đề cập trong SS cũng được quy định trong Cap DS. Ví dụ về đặc tính của sản phẩm và kích thước của tấm mạch in, đường kính lỗ, số lượng lớp, v.v….;
- năng lực quá trình. Năng lực này cũng được xác định trong Cap DS, được chấp nhận đối với quá trình đã xác định. Ví dụ về quá trình là công nghệ tạo mạch “bên trong”, phủ vàng, phủ thiếc (phân cấp mức) v.v…
Xem thêm 3.1.
5.2. Yêu cầu đối với phê duyệt năng lực
Quy tắc chung được quy định ở 11.7 của QC 001002 phải được áp dụng.
Nhà chế tạo muốn được phê duyệt năng lực cho tấm mạch in phải.
- soạn thảo bản mô tả về năng lực (xem 5.3).
- soạn thảo phần tóm lược của bản mô tả năng lực để công bố trong QC 001005; đăng ký của hãng, sản phẩm và dịch vụ đã được phê duyệt theo hệ thống IECQ kể cả TCVN ISO 9000 (xem 5.4);
- thể hiện năng lực (sản phẩm và quá trình, xem 5.5);
- soạn thảo báo cáo thử nghiệm phê duyệt năng lực (xem 5.6).
5.3. Mô tả năng lực
Nhà chế tạo phải mô tả năng lực để xin phê duyệt và chuẩn bị để thể hiện năng lực bằng thử nghiệm phê duyệt năng lực và lập danh mục các quy định kỹ thuật đối với việc kiểm soát quá trình và vật liệu được sử dụng.
Việc mô tả năng lực phải được trình bày theo Cap DS tương ứng.
5.4. Thông tin về đăng ký của hãng, sản phẩm và dịch vụ (RFPS)
Khi có yêu cầu phê duyệt năng lực, nhà chế tạo phải làm rõ sản phẩm (đặc tính của tấm mạch in) và các quá trình (các công đoạn chế tạo) để công bố trong RFPS
Nhà chế tạo thông thường chỉ được kê khai một lần theo phần 1 của QC 001005 (QML) và có thể kê khai nhiều lần theo phần 2 của QC 001005 (QML) để xác định tất cả các sản phẩm mà nhà chế tạo đã thiết lập được năng lực.
Thông tin ở mức tối thiểu phải gồm:
- viện dẫn theo SS.
- viện dẫn theo Cap DS.
- mức tính năng;
- vật liệu đã được phê duyệt;
- các quá trình được sử dụng để chế tạo sản phẩm như đã nêu trong Cap DS tương ứng.
- các đặc tính của sản phẩm như đã nêu trong Cap DS và được thể hiện bằng CQC (xem phụ lục C):
- tên địa chỉ của nhà chế tạo và nước chế tạo.
- mã nhận dạng đối với các khía cạnh được đề cập đến (cho phép trong đơn hàng như cho trong Cap DS tương ứng):
- thông tin về kiểu năng lực đã được phê duyệt;
- ngày tháng năm phê duyệt;
- cơ quan có thẩm quyền phê duyệt.
5.5. Thể hiện năng lực
Việc thể hiện năng lực phải đáp ứng hoặc vượt mức các yêu cầu đã quy định trong Cap DS tương ứng cho năng lực sản phẩm đã công bố. Năng lực đã được thừa nhận theo hệ thống năng lực quốc gia có thể sẽ hỗ trợ để nhận được năng lực được thừa nhận bởi IECQ với điều kiện là toàn bộ năng lực được thể hiện được thẩm xét là hoàn toàn tương đương với các yêu cầu của IECQ đối với năng lực đã công bố. Việc thẩm xét do cơ quan giám sát quốc gia (NSI) tương ứng thực hiện. Trong trường hợp có tranh chấp, cơ quan tiêu chuẩn hóa quốc gia về tấm mạch in chịu trách nhiệm giải quyết.
5.5.1. Chương trình thử nghiệm
Nhà chế tạo phải thể hiện với cơ quan có thẩm quyền (NSI) tương ứng về khả năng của mình về sản xuất tấm mạch in có chất lượng nhận được, phù hợp với các yêu cầu của GS này, của SS và của IEC Cap DS tương ứng.
Đại diện lãnh đạo được chỉ định (phụ trách kiểm tra) phải chuẩn bị chương trình để đánh giá năng lực đã công bố. Chương trình này phải được thiết kế sao cho năng lực đã công bố được đánh giá một cách đầy đủ và phải bao gồm các nội dung sau:
- viện dẫn theo Cap DS và mức tính năng mà năng lực đã công bố;
- các nội dung chi tiết về mẫu thử nghiệm hoặc các tấm mạch in sản xuất được dùng để thiết lập năng lực;
- các nội dung chi tiết về yêu cầu kiểm tra và điều kiện thử nghiệm về năng lực.
Các bảng chỉ ra các yêu cầu kiểm tra và thử nghiệm đối với linh kiện để đánh giá năng lực (CQC) được cho trong Cap DS tương ứng.
Khi linh kiện để đánh giá năng lực được thiết kế và sản xuất chỉ với mục đích xin phê duyệt năng lực thì vẫn phải áp dụng chính thức các nguyên tắc và hoạt động kiểm soát như trong quá trình sản xuất bình thường.
Các thử nghiệm phải được thực hiện tại cơ sở chế tạo, sử dụng trang thiết bị thử nghiệm được phê duyệt hoặc trong các phòng thử nghiệm đã được IECQ phê duyệt.
5.5.2. Năng lực sản phẩm
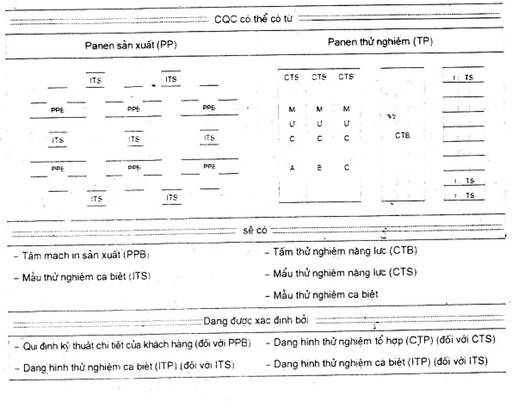
Một linh kiện để đánh giá năng lực (CQC) có thể làm tấm thử nghiệm năng lực (CTB), mẫu thử nghiệm năng lực (CTS), tấm mạch in sản xuất (PPB) hoặc mẫu thử nghiệm riêng biệt (ITS). Xem phụ lục C.
Nhà chế tạo phải chuẩn bị đủ lượng mẫu thử nghiệm đáp ứng các điều kiện thử nghiệm của Cap DS cụ thể.
Một hoặc nhiều tấm thử nghiệm năng lực (CTB) có chứa các mẫu thử nghiệm riêng biệt (ITS) được yêu cầu để phê duyệt năng lực, có thể được chế tạo trên panen thử nghiệm (TP) thành một lô sản xuất. CTB và ITS được quy định và chỉ ra trong Cap DS tương ứng.
Một hoặc nhiều tấm mạch in sản xuất (PPB) và các mẫu thử nghiệm riêng biệt (ITS) được yêu cầu để phê duyệt năng lực, có thể được chế tạo trên panen sản xuất (PP). Một phần của tấm mạch in và của ITS có thể được sử dụng làm CQC với điều kiện là chúng tương tự như các CQC nêu trong Cap DS tương ứng.
Mẫu thử nghiệm phải chịu các thử nghiệm nêu trong Cap DS tương ứng.
Năng lực sản phẩm gồm các đặc điểm sau đây (nhưng không chỉ giới hạn bởi đặc điểm này);
- kích thước lớn nhất của tấm mạch in (diện tích hữu ích) có thể chế tạo được. Nếu CTB được sử dụng thì kích thước này phải được quy định trong Cap DS tương ứng;
- tỷ số giữa chiều dày của tấm và đường kính của lỗ xuyên phủ kim loại vẫn thường thực hiện trong sản xuất;
- chiều rộng đường dẫn danh nghĩa nhỏ nhất và/hoặc khoảng trống giữa các đường dẫn thường thực hiện trong sản xuất.
- số lượng lớp lớn nhất vẫn thường thực hiện trong sản xuất đối với tấm mạch in nhiều lớp.
Việc phê duyệt năng lực cho tập hợp các đặc tính được hiểu là việc phê duyệt sản phẩm có các đặc tính riêng biệt ít chặt chẽ hơn cũng được đề cập đến.
Nếu có yêu cầu phê duyệt đặc tính riêng biệt khắt khe hơn thì sản phẩm mới có các đặc tính mới này phải được sản xuất và thử nghiệm. Mức độ thay đổi trong sản phẩm mới so với sản phẩm ban đầu đã được phê duyệt sẽ xác định mức độ thử nghiệm theo yêu cầu của Cap DS. Ví dụ, nếu chỉ giảm đường kính lỗ còn các đặc tính khác vẫn giữ nguyên thì toàn bộ thử nghiệm xác định tính năng của lỗ phải được thực hiện. Nếu có nhiều hơn một đặc tính được thay đổi thì toàn bộ chương trình thử nghiệm phải được thực hiện.
Mẫu thử nghiệm (TS) để đánh giá năng lực sản phẩm phải là mẫu tương ứng của CTB như đã quy định trong SS nhưng được sửa đổi cho phù hợp để thể hiện năng lực sản phẩm. Nếu CTB không đưa ra khả năng này hoặc việc sử dụng mẫu đã sửa đổi của CTB là không mong muốn thì phải sử dụng mẫu thử nghiệm riêng biệt phù hợp.
Để đánh giá năng lực sản phẩm, nhà chế tạo phải:
- chuẩn bị mẫu thử nghiệm thích hợp;
- chỉ ra Cap DS cần sử dụng và các yêu cầu cần thực hiện. Điều này thừa nhận phương pháp thử nghiệm chuẩn (xem IEC 1189-3) có thể áp dụng, hoặc
- xác định đầy đủ phương pháp thử nghiệm và chỉ ra các yêu cầu cần thực hiện và mức chấp nhận để áp dụng, nếu cần đến phương pháp thử nghiệm đặc biệt.
5.5.3. Năng lực quá trình
Năng lực quá trình phải được thiết lập theo các yêu cầu chỉ ra ở 5.5.2 cùng với những bổ sung đối với quá trình riêng được xác định là một phần của năng lực. Các quá trình sẵn có được xác định trong Cap DS tương ứng.
Khi có yêu cầu phê duyệt quá trình bổ sung (ngoài các quá trình đã được phê duyệt) chỉ cần kiểm tra xác nhận quá trình bổ sung.
5.6. Báo cáo thử nghiệm phê duyệt năng lực
Nhà chế tạo phải chuẩn bị và cung cấp báo cáo thử nghiệm theo quy định hiện hành.
5.7. Phạm vi phê duyệt năng lực
5.7.1. Phạm vi năng lực sản phẩm
Phê duyệt tấm mạch in cứng không có mối nối giữa các lớp (IEC 2326-2) sẽ chỉ áp dụng cho chính kiểu tấm mạch in này.
Phê duyệt tấm mạch in cứng nhiều lớp có mối nối giữa các lớp (IEC 2326-4) thông thường bao gồm cả việc phê duyệt tấm mạch in cứng không có mối nối giữa các lớp (IEC 2326-2).
Phê duyệt tấm mạch in cứng nhiều lớp có mối nối giữa các lớp (IEC 2326-4) thông thường bao gồm việc phê duyệt các kiểu tấm mạch in cứng khác (IEC 2326-2) và IEC 2326-3) làm bằng vật liệu có cùng mã nhóm (xem Cap DS tương ứng) các đặc tính sản phẩm tương tự hoặc ít khắt khe hơn (ví dụ kích cỡ lỗ, chiều dày, v.v…).
Phê duyệt tấm mạch in uốn được không có mối nối giữa các lớp (IEC 2326-5) sẽ chỉ áp dụng cho chính kiểu tấm mạch in này.
Phê duyệt tấm mạch in uốn được có mối nối giữa các lớp (IEC 2326-6) thông thường áp dụng cho phê duyệt tấm mạch in uốn được không có mối nối giữa các lớp (IEC 2326-5).
Phê duyệt tấm mạch in uốn được nhiều lớp có mối nối giữa các lớp (IEC 2326-7) thông thường bao gồm việc phê duyệt kiểu tấm mạch in uốn được khác (IEC 2326-6 và IEC 2326-5) làm bằng vật liệu có cùng mã nhóm (xem Cap DS tương ứng) có đặc tính sản phẩm tương tự hoặc ít khắt khe hơn.
Phê duyệt tấm mạch in có phần cứng và phần uốn được có mối nối giữa các lớp (IEC 2326-8) thông thường áp dụng cho phê duyệt các kiểu tấm mạch in cứng hoặc uốn được khác (IEC 2326-2, IEC 2326-3, IEC 2326-5 và IEC 2326-6) làm bằng vật liệu có cùng mã nhóm (xem Cap DS tương ứng) có đặc tính sản phẩm tương tự hoặc ít khắc khe hơn.
Phê duyệt tấm mạch in có phần cứng và phần uốn được nhiều lớp có mối nối giữa các lớp (IEC 2326-9) thông thường bao gồm phê duyệt các kiểu tấm mạch in uốn được hoặc cứng khác (IEC 2326-2 đến IEC 2326-8) làm bằng vật liệu có cùng mã nhóm (xem Cap DS tương ứng) có đặc tính sản phẩm tương tự hoặc ít khắc khe hơn.
5.7.2. Phạm vi của năng lực quá trình
Phê duyệt năng lực quá trình bao gồm việc tạo dựng tấm mạch in sao cho nó phản ánh một số, nếu không phải tất cả các quá trình về năng lực của nhà chế tạo. Năng lực quá trình bổ sung không nhất thiết đòi hỏi phải tạo dựng sản phẩm bổ sung. Một cuộc đánh giá hoặc thử nghiệm bổ sung được cơ quan có thẩm quyền, phê duyệt có thể được yêu cầu.
5.7.3. Phạm vi mở rộng của phê duyệt năng lực sản phẩm/quá trình
Phê duyệt năng lực sản phẩm/quá trình mở rộng có thể cho phép sau khi đã hoàn thành đơn hàng của khách hàng cụ thể mà đơn hàng đó vượt ra ngoài phạm vi phê duyệt hiện hành. Đối với đơn hàng cụ thể đó, khách hàng và nhà chế tạo cùng chịu trách nhiệm hoàn toàn.
Nếu phê duyệt năng lực được mở rộng theo IECQ với mong muốn sử dụng kinh nghiệm đã có về đơn hàng cụ thể thì đơn hàng đó phải được xử lý như lô hàng kiểm tra riêng biệt, và tất cả các thử nghiệm tương ứng như quy định trong Cap DS phải được thực hiện.
Các thử nghiệm có thể được thực hiện trên tấm mạch in sản xuất hoặc mẫu thử nghiệm kể cả trong các panen sản xuất hoặc CTB riêng biệt trong cùng một lô. Các thử nghiệm phải bao gồm tất cả các thử nghiệm đối với kiểm tra lô mà CDS yêu cầu và có thể gồm cả các thử nghiệm khác được xác định trong Cap DS.
5.7.4. Những thay đổi đáng kể
Cho phép có những thay đổi về vật liệu và/hoặc quá trình chế tạo. Trong trường hợp những sửa đổi có thể làm ảnh hưởng đến kết quả của năng lực đã được phê duyệt hiện hành thì nhà chế tạo, thông qua người đại diện lãnh đạo đã chỉ định (phụ trách kiểm tra), phải báo cáo về những sửa đổi đó cho cơ quan giám sát quốc gia (NSI). NSI phải cùng với người đại diện lãnh đạo đã chỉ định (phụ trách kiểm tra) quyết định xem có cần thiết phải thực hiện lại toàn bộ hay một vài thử nghiệm phê duyệt năng lực hay không.
5.7.5. Thủ tục sửa đổi
Khi phê duyệt năng lực được sửa đổi việc sửa đổi bản mô tả năng lực và có thể cả thông tin QPL sẽ được yêu cầu.
5.8. Duy trì phê duyệt năng lực
Việc duy trì phê duyệt năng lực phải theo 11.7 của QC 001002.
Việc kiểm tra xác nhận sự phù hợp tiếp tục phải dựa trên việc giám sát điều kiện và phương tiện của nhà chế tạo và hồ sơ chứng nhận phải chỉ ra thử nghiệm sản phẩm thỏa đáng và/hoặc giám sát quá trình theo dõi để đảm bảo thỏa mãn các yêu cầu của CDS tương ứng.
Hồ sơ chứng nhận (CR) phải:
- được lưu giữ theo điều 14 của QC 001002;
- có báo cáo về hoạt động kiểm tra sự phù hợp chất lượng một cách thỏa đáng của lô hàng xuất xưởng và/hoặc dữ liệu kiểm soát quá trình đại diện cho các yêu cầu của sản phẩm cuối cùng;
- đại diện cho khoảng thời gian sản xuất của sáu tháng gần nhất;
- được chứng nhận bởi đại diện lãnh đạo đã chỉ định (phụ trách kiểm tra) và sẵn có để NSI xem xét, khi có yêu cầu.
- được NSI chấp nhận làm bằng chứng về sự phù hợp lâu dài với điều kiện là các giới hạn về phê duyệt năng lực đã đạt được.
Tần suất các cuộc giám sát phải dựa trên tình hình thực hiện sản xuất như đã cụ thể hóa trong hồ sơ chứng nhận hoặc các yếu tố đáng kể khác ảnh hưởng đến năng lực như là sự thay đổi đáng kể về quá trình, báo cáo liên quan đến khách hàng, v.v…
Các cuộc giám sát do NSI thực hiện phải được lập thành kế hoạch để không ít hơn một lần và cũng không nhiều hơn bốn lần trong 24 tháng.
Việc đánh giá lại (phê duyệt năng lực đầy đủ) được tiến hành sau 36 tháng.
5.9. Đình chỉ và hủy bỏ phê duyệt năng lực
Áp dụng các quy tắc chung được nêu ở 11.6 của QC 001002.
5.10. Thử nghiệm phê duyệt năng lực
Khi thử nghiệm tấm mạch in thử nghiệm năng lực hoặc tấm mạch in sản xuất, có một số đặc tính quan trọng hơn so với các đặc tính khác. Vì vậy, cỡ mẫu có thể khác nhau cho mỗi đặc tính và do đó phải được quy định trong Cap DS.
5.11. Thông tin kiểm tra trong Cap DS
Đối với thử nghiệm phê duyệt năng lực, Cap DS phải chỉ ra:
- mẫu thử nghiệm cần sử dụng;
- các thử nghiệm cần tiến hành;
- các yêu cầu;
- số lượng mẫu cho mỗi thử nghiệm cần thực hiện.
6. Đánh giá chất lượng
Nhà chế tạo sản phẩm phù hợp với quy định kỹ thuật IECQ phải có hệ thống chất lượng được chứng nhận phù hợp với TCVN ISO 9000. TCVN ISO 9001 (xem 3.1).
Đánh giá chất lượng nhất thiết phải sử dụng các kỹ thuật kiểm tra sự phù hợp về chất lượng hoặc kỹ thuật kiểm soát quá trình thích hợp. Khuyến khích sử dụng kỹ thuật kiểm soát trong quá trình và kỹ thuật thống kê cùng với việc thiết lập mối tương quan với quy định kỹ thuật cho sản phẩm hoàn chỉnh.
Sản phẩm IECQ được coi là phù hợp với SS hoặc Cap DS. Tuy nhiên, việc kiểm tra sự phù hợp về chất lượng được gắn kết với kế hoạch lấy mẫu cho ở bảng 1, bảng này chỉ ra các hệ số quản lý rủi ro (RMF). Các hệ số này mô tả dung sai lớn nhất, tính bằng phần trăm, đối với những sai lỗi có thể xảy ra trong một số lô hàng.
6.1. Kiểm tra sự phù hợp về chất lượng
Đánh giá sự phù hợp về chất lượng phải được thực hiện trên sản phẩm chế tạo và dự định cung cấp cho khách hàng như sản phẩm IECQ. Khi đánh giá sự phù hợp về chất lượng được thực hiện thông qua kỹ thuật kiểm tra lấy mẫu thì việc chọn cỡ mẫu phải theo bảng 1. Đối với mức tính năng A, B hoặc C. RMF đối với kiểm tra lô được quy định trong SS. Cỡ mẫu kiểm tra lô quy định trong SS phải được áp dụng, trừ khi đã thiết lập sự kiểm soát trong quá trình cùng với các bằng chứng xác nhận về mối tương quan với yêu cầu cho sản phẩm hoàn chỉnh (xem 6.4 và 6.5). Để kiểm tra sự phù hợp về chất lượng tấm mạch in có “kết cấu tương tự” (xem 4.2) có thể gộp thành một lô kiểm tra.
Đối với lô được chấp nhận là sản phẩm IECQ tất cả các mẫu thử nghiệm phải phù hợp với các yêu cầu. Nếu một lô nào đó không đạt nhà chế tạo có thể kiểm tra 100% lô hàng này để phát hiện các sản phẩm sai lỗi theo các khuyết tật đã nhận ra đó. Các sản phẩm sai lỗi có thể được xem xét và chấp nhận theo thỏa thuận giữa khách hàng và nhà chế tạo: các sản phẩm này không được ghi nhận là sản phẩm IECQ. Để được chấp nhận là sản phẩm IECQ, lô kiểm tra đã phát hiện thấy sai lỗi phải kiểm tra lại bằng cách lấy mẫu bổ sung trong phương án lấy mẫu theo RMF đã mô tả.
Khi kỹ thuật kiểm tra lô được sử dụng để đánh giá chất lượng, nhà chế tạo có thể giảm cỡ mẫu đã cho trong bảng 1 của SS tương ứng đến giá trị RMF nhỏ hơn liền kề cho trong bảng 1 của GS (ví dụ 1.0 đến 1.5; 2.5 đến 4.0. v.v…) căn cứ vào các tiêu chí sau đây:
- năm lô hàng kiểm tra liên tiếp, có cùng cỡ mẫu, đã được chấp nhận có sử dụng mức tính năng quy định và tiêu chí đánh giá hiện hành:
- thời gian giữa lô kiểm tra thứ nhất và thứ năm không được quá 12 tháng;
- việc đánh giá giảm nhẹ được áp dụng cho những lô kiểm tra có cỡ lô tương tự hoặc ít hơn;
- hồ sơ chứng nhận (CR) phải chỉ ra và kiểm tra những thay đổi về mức đánh giá.
Thủ tục này có thể được thực hiện hai lần nếu đồng thời thỏa mãn các tiêu chí giống nhau. Việc kiểm tra bình thường phải được tiếp tục trở lại nếu một lô kiểm tra bị loại bỏ.
Kiểm tra lô có thể được thực hiện hai lần nếu đồng thời thỏa mãn các tiêu chí giống nhau. Việc kiểm tra bình thường phải được tiếp tục trở lại nếu một lô kiểm tra bị loại bỏ.
Kiểm tra lô có thể được tiếp tục giảm hoặc không tiếp tục nữa nếu kỹ thuật kiểm soát quá trình được thiết lập có mối tương quan với các yêu cầu của sản phẩm hoàn chỉnh.
Khách hàng phải được biết về thủ tục đánh giá chất lượng trong quá trình làm việc và phải được thông báo về việc giảm nhẹ kiểm tra lô hoặc những thay đổi từ việc kiểm tra lô đến các thử nghiệm và kiểm soát trong quá trình theo 6.4 hoặc 6.5.
Bảng 1 – Chọn cỡ mẫu
|
Cỡ lô |
Cỡ mẫu (Số chấp nhận C = 0** trong mọi trường hợp) |
||||||||||
|
Hệ số quản lý rủi ro (RMF) |
|||||||||||
|
6,5 |
4,0 |
2,5 |
1,5 |
1,0 |
0,65 |
0,40 |
0,25 |
0,15 |
0,10 |
||
|
1 - 9 - 16 – 26 – 51 – 91 – 151 – 281 – 501 – 1 201 – 3 201 – Trên |
8 15 25 50 90 150 280 500 1 200 3 200 10 000 10 000 |
(2) 2 3 5 6 7 8 10 12 14 16 16 |
(3) 3 5 7 7 9 11 12 15 17 23 29 |
(5) 5 5 7 11 11 13 17 19 24 29 35 |
* 8 8 8 12 12 19 21 27 31 38 46 |
* (13) 13 13 13 13 20 29 34 42 50 60 |
* * (20) 20 20 20 29 47 47 53 68 77 |
* * * (32) 32 32 32 48 73 73 86 108 |
* * * * (5) 50 50 50 75 116 116 135 |
* * * * 80 80 80 80 80 120 189 189 |
* * * * * (125) 125 125 125 125 192 294 |
|
* Kiểm tra toàn bộ lô. ** Nếu các mẫu không có sai lỗi thì toàn bộ được chấp nhận. Nếu các mẫu có một hoặc nhiều sai lỗi thì toàn bộ lô bị loại bỏ. Chú thích – Các giá trị trong ngoặc được sử dụng nếu cỡ lô đủ số lượng, ngược lại thì kiểm tra toàn bộ lô. |
|||||||||||
6.2. Lập nhóm các thử nghiệm
Các thử nghiệm được chia nhỏ thành sáu loại hình nhằm phản ánh các nhóm kiểm tra khác nhau.
Các loại hình này gồm kiểm tra lô và thử nghiệm định kỳ. Các thử nghiệm có thể là loại hình thử nghiệm phá hủy và có thể yêu cầu sử dụng các mẫu thử nghiệm chuẩn. Mẫu thử nghiệm có thể có trên panen sản xuất hoặc có thể được sản xuất riêng rẽ cùng với tấm mạch in sản xuất có cùng vật liệu và quá trình để được coi là đại diện của tấm mạch in sản xuất. Nếu các mẫu riêng rẽ được chế tạo thì chúng phải ở bên ngoài khu vực sản xuất với số lượng sao cho việc đánh giá bình thường có thể thực hiện tốt. Các thử nghiệm phá hủy được xác định dưới đây.
6.2.1. Loại hình kiểm tra V (bằng mắt)
Loại hình kiểm tra V được chia thành nhóm nhỏ như sau:
- phù hợp
- ngoại quan và kỹ năng;
- lỗ xuyên phủ kim loại được nhận.
- lỗ xuyên phủ kim loại sau khi cắt lớp (phá hủy);
- đường dẫn;
- các hạt giữa các đường dẫn;
- ngoại hình của lớp phủ polyme bền vững.
6.2.2. Loại hình kiểm tra D (kích thước).
Loại hình kiểm tra D được chia thành các nhóm nhỏ như sau:
- kích thước của tấm (kích thước biên);
- chiều dày của tấm ở vùng có tiếp điểm của tấm ở mép;
- các lỗ (thử nghiệm phá hủy nếu cắt lớp);
- khe, lỗ dập và các cắt vát (hình chữ V);
- chiều rộng của đường dẫn;
- khoảng trống giữa các đường dẫn;
- độ trùng của các lỗ và dạng đường dẫn (thử nghiệm phá hủy, nếu là lớp bên trong);
- độ chính xác về vị trí;
- chiều dày của lớp phủ polyme bền vững (thử nghiệm phá hủy, nếu cắt lớp);
- độ phẳng.
6.2.3. Loại hình kiểm tra S (các điều kiện bề mặt)
Loại hình kiểm tra S được chia thành các nhóm nhỏ như sau:
- chất lượng bề mặt lớp phủ (thử nghiệm phá hủy nếu sử dụng phương pháp đánh bóng);
- độ bám dính của lớp phủ polyme bền vững;
- độ bám thiếc (thử nghiệm phá hủy);
- khả năng chịu các chất tẩy rửa và chất trợ dung;
- dạng hình học của phần vành khuyên;
- độ sạch.
6.2.4. Loại hình kiểm tra E (điện)
Loại hình kiểm tra E được chia thành các nhóm nhỏ như sau:
- tình trạng nguyên vẹn về điện;
- chịu dòng điện;
- chịu điện áp;
- sự thay đổi điện trở của các lỗ xuyên phủ kim loại (thử nghiệm phá hủy);
- điện trở cách điện (thử nghiệm phá hủy).
- độ trôi tần số;
- trở kháng đặc trưng.
6.2.5. Loại hình kiểm tra P (thử nghiệm vật lý)
Loại hình kiểm tra P được chia thành các nhóm nhỏ như sau:
- độ bền bong tróc (thử nghiệm phá hủy);
- độ bền kéo rời (thử nghiệm phá hủy);
- độ bền kéo đứt phần vành khuyên lắp ráp trên bề mặt (thử nghiệm phá hủy);
- độ cứng của lớp phủ polyme bền vững.
6.2.6. Loại hình kiểm tra Y (tình trạng nguyên vẹn về kết cấu)
Loại hình kiểm tra Y được chia thành các nhóm nhỏ như sau:
- độ bong tróc, sốc nhiệt (thử nghiệm phá hủy);
- khả năng chịu ngọn lửa (thử nghiệm phá hủy);
- hệ số tiêu tán điện môi (thử nghiệm phá hủy);
- các lỗ xuyên phủ kim loại sau khi ổn định (thử nghiệm phá hủy).
6.2.7. Loại hình kiểm tra Z.
Loại hình này đề cập đến tất cả các thử nghiệm mà chúng có thể cần thiết để bổ sung vào các thử nghiệm của loại hình kiểm tra V, D, S, E, P và Y nhằm hoàn chỉnh toàn bộ chương trình thử nghiệm năng lực để duy trì việc phê duyệt năng lực (xem 5.8). Các thử nghiệm này được thực hiện trong khoảng thời gian 12 tháng. Chúng có thể được thực hiện tăng cường trong chu kỳ 12 tháng.
Loại hình này không được chia thành các nhóm nhỏ.
6.3. Thông tin kiểm tra trong CDS
CDS phải đề ra chương trình thử nghiệm theo SS tương ứng.
Đối với loại hình V, D, S và một phần E, P và Y (kiểm tra lô).
- mẫu cần thử nghiệm (nếu cần);
- thử nghiệm cần thực hiện;
- các yêu cầu.
- mức tính năng (PL)
- hệ số quản lý rủi ro (RMF).
Một phần đối với loại hình E, P và Y (kiểm tra định kỳ).
- mẫu cần thử nghiệm (nếu cần);
- thử nghiệm cần thực hiện.
- các yêu cầu;
- chu kỳ;
- số lượng mẫu cần thử nghiệm.
Những nội dung chi tiết không cho trong SS phải được đưa vào CDS.
6.4. Thử nghiệm và kiểm soát trong quá trình
Thử nghiệm và kiểm soát trong quá trình có thể được áp dụng cho mọi yêu cầu liệt kê trong SS và Cap DS và được yêu cầu ở một số công đoạn. Dữ liệu thử nghiệm và kiểm soát trong quá trình phải được duy trì làm bằng chứng xác thực về sự phù hợp với các yêu cầu. Dữ liệu phải luôn sẵn có để xác nhận mối tương quan với các yêu cầu của sản phẩm hoàn chỉnh (ví dụ sơ đồ kiểm soát chiều dày lớp phủ trong quá trình phủ, được xác nhận trong các cuộc đánh giá định kỳ sản phẩm cuối cùng). Thử nghiệm và kiểm soát trong quá trình có thể được thực hiện đối với các yêu cầu đã chọn trong khi tiến hành kiểm tra lô đối với các yêu cầu khác. Tùy thuộc tiến trình được thực hiện trong khi thực hiện kiểm soát trong quá trình/quá trình nhà chế tạo có thể chứng minh về sự phù hợp với các quy định kỹ thuật bằng:
- kiểm tra lô phù hợp về chất lượng.
- kiểm soát sản phẩm hoàn chỉnh;
- kiểm soát trong quá trình;
- kiểm soát thông số của quá trình (xem 6.5).
Nhà chế tạo có thể chọn để sử dụng tổ hợp các kỹ thuật này nhằm chứng minh sự phù hợp với các yêu cầu.
Khi có thỏa thuận giữa khách hàng và nhà chế tạo, thử nghiệm và kiểm soát trong quá trình có thể được thay thế bằng một hoặc nhiều thử nghiệm tương ứng và lấy mẫu đã đề ra trong chương trình kiểm tra sự phù hợp về chất lượng với điều kiện:
- thử nghiệm và kiểm soát trong quá trình được thực hiện theo thẩm quyền của người đại diện lãnh đạo được chỉ định (phụ trách kiểm tra);
- các bước của quá trình hoặc thời gian lưu kho giữa lần thử nghiệm trong quá trình và quá trình hoàn chỉnh tấm mạch in không thể ảnh hưởng đến các đặc tính đã thử nghiệm.
- dữ liệu có được từ thử nghiệm trong quá trình phải có mối tương quan với các yêu cầu của sản phẩm hoàn chỉnh và có cùng mức tính năng đối với các đặc tính như được thể hiện trong các thử nghiệm sản phẩm hoàn chỉnh đã đề ra.
Kiểm soát thống kê sản phẩm cuối cùng thông thường phải được thiết lập trước khi thực hiện kiểm soát trong quá trình hoặc kiểm soát thông số của quá trình. Tuy nhiên, một số yêu cầu của sản phẩm thường được ưu tiên đánh giá trong quá trình.
Các yêu cầu về kiểm soát trong quá trình được chỉ ra trong bảng 1 của SS bằng cách mã hóa trước như cho ở bảng 2 dưới đây.
Bảng 2 – Kiểm soát quá trình
|
Mã |
Thực hiện theo trình tự ưu tiên |
|
C1 |
Kiểm soát trong quá trình và/hoặc thông số của quá trình, yêu cầu thực hiện. |
|
C2 |
Kiểm soát trong quá trình và/hoặc thông số của quá trình, ưu tiên thứ nhất |
|
C3 |
Kiểm soát trong quá trình và/hoặc thông số của quá trình, ưu tiên thứ hai |
|
C4 |
Kiểm soát trong quá trình và/hoặc thông số của quá trình, ưu tiên thứ ba |
|
C5 |
Thử nghiệm định kỳ tại phòng thử nghiệm (kết hợp với kiểm soát trong quá trình/quá trình có liên quan về mối tương quan với tiêu chí thử nghiệm và các yêu cầu của sản phẩm). |
6.5. Phương pháp đo gián tiếp/kiểm soát các thông số của quá trình
Khi thích hợp, phương pháp đo gián tiếp có thể được thay thế cho phương pháp trực tiếp với điều kiện đảm bảo độ chính xác và hiệu chuẩn cần thiết.
Ví dụ: Thay vì đo trực tiếp các kích thước, có thể sử dụng dưỡng có đặc tính thích hợp.
Khi thích hợp việc kiểm soát các thông số của quá trình có thể là biện pháp có hiệu quả nhất để đảm bảo sự phù hợp của sản phẩm với các yêu cầu của quy định kỹ thuật. Trong trường hợp đó, việc kiểm soát thông số của quá trình có thể được chấp nhận làm phương pháp đánh giá chất lượng chủ yếu đối với các đặc tính bị ảnh hưởng, với điều kiện là có kiểm tra sản phẩm định kỳ với các đặc tính này.
Ví dụ: Kiểm soát quá trình phủ hóa chất là phương pháp chủ yếu nhằm đảm bảo độ dính kết của lớp phủ, kết hợp với kiểm tra sản phẩm định kỳ, thay cho việc kiểm tra lô đã nêu (xem 6.4).
7. Quy tắc soạn thảo quy định kỹ thuật chi tiết
7.1. Quy định kỹ thuật chi tiết về năng lực (Cap DS)
7.1.1. Yêu cầu đối với việc soạn thảo Cap DS
Cap DS là những yếu tố cần thiết cho thủ tục phê duyệt năng lực được mô tả trong GS này.
Cap DS được IEC soạn thảo để dùng cho các kiểu tấm mạch in cụ thể.
7.1.2. Đánh số và nội dung
Cap DS xác định phạm vi mà trong đó việc phê duyệt năng lực là có hiệu lực. Một bản tóm tắt được công bố trong QPL tương ứng.
Ký hiệu hay đánh số của Cap DS các bản vẽ và các thông tin bổ sung phải đảm bảo sao cho có thể thiết lập được mối quan hệ hữu cơ giữa chúng.
Cap DS phải có những thông tin sau đây một cách trực tiếp hoặc viện dẫn những quy định kỹ thuật tương ứng khác:
a) số hiệu Cap DS
b) viện dẫn SS tương ứng
c) mô tả CQC;
d) vật liệu nền, kiểu (IEC 1249) và chiều dày, chiều dày của lớp đồng phủ;
e) chất lượng bề mặt, kiểu và chiều dày;
f) các đặc tính quan trọng khác đối với năng lực sản phẩm.
g) quy tắc kết hợp phương án sản phẩm và quá trình (ví dụ kết hợp giữa vật liệu và chất lượng bề mặt);
h) phạm vi của năng lực và mối tương quan giữa các phương án thử nghiệm và phạm vi năng lực được đề cập;
i) thông tin về QPL và/hoặc QML;
j) chương trình thử nghiệm năng lực (thử nghiệm, điều kiện thử nghiệm, các yêu cầu cần thiết).
Khi thích hợp, thông tin a) đến h) có thể thay thế bằng phần viện dẫn Cap DS hiện hành đề cập đến năng lực sản phẩm tương ứng.
7.1.3. Thông tin về bản vẽ
Thông tin về bản vẽ phải xác định các đặc tính tương ứng của tấm mạch in được dùng như là linh kiện để đánh giá năng lực một cách rõ ràng và đầy đủ.
Bản vẽ phải gồm các thông tin liên quan đến tấm mạch in thử nghiệm năng lực được tiêu chuẩn hóa hoặc mẫu thử nghiệm riêng rẽ như đã sử dụng để thử nghiệm năng lực sản phẩm hoặc viện dẫn các thông tin này.
7.2. Quy định kỹ thuật chi tiết của khách hàng (CDS)
7.2.1. Quy định chung
Điều này quy định các yêu cầu đối với việc soạn thảo CDS.
CDS là quy định cần thiết đối với tấm mạch in phù hợp với thủ tục phê duyệt năng lực được mô tả trong GS này. CDS có thể được soạn thảo dưới nhiều dạng khác nhau nhưng phải có các thông tin nêu ở 7.2.2..
CDS có thể là một hoặc nhiều nội dung sau đây: quy định kỹ thuật, bản vẽ, đơn hàng, hợp đồng, phương tiện chứa dữ kiện điện tử (băng từ, đĩa mềm), v.v… CDS có thể đơn giản về dạng thức và phải được soạn thảo cho từng kiểu thiết kế của tấm mạch in và có thể qua thương lượng giữa nhà chế tạo và khách hàng.
CDS phải do khách hàng cung cấp, phải được đánh số hoặc ký hiệu rõ ràng. Số hoặc ký hiệu CDS được sắp xếp theo hệ thống của khách hàng và không đăng ký với IEC. Nó không phải là quy định kỹ thuật được công bố và cũng không được đưa vào bất kỳ QPL nào.
Trừ khi các điều kiện của 5.7.3 áp dụng, năng lực được phê duyệt của nhà chế tạo phải đề cập đến các yêu cầu của CDS.
7.2.2. Đánh số và nội dung
Ký hiệu, đánh số hoặc tình trạng soát xét các dữ liệu CDS (các bản vẽ tương ứng và các thông tin bổ sung) phải sao cho có thể thiết lập được mối quan hệ hữu cơ của chúng và được xác định rõ ràng.
Dữ liệu CDS được thỏa thuận giữa nhà chế tạo tấm mạch in và khách hàng và phải mô tả đầy đủ tấm mạch in trong trường hợp có tranh chấp thì trình tự ưu tiên sau đây phải có hiệu lực: dữ liệu chế tạo điện tử bản vẽ, đơn hàng, quy định kỹ thuật được áp dụng.
Dữ liệu CDS khi cần thiết phải sử dụng những khái niệm mô tả trong Cap DS, SS hoặc GS.
CDS phải có những thông tin sau đây một cách trực tiếp hoặc viện dẫn các quy định kỹ thuật tương ứng khác
a) tên khách hàng địa chỉ và nước xuất xứ;
b) số hiệu hoặc ký hiệu CDS.
c) viện dẫn SS tương ứng với kiểu tấm mạch in (ví dụ kiểu cứng hai mặt có mối nối giữa các lớp).
d) vật liệu nền kiểu (IEC 1249) và chiều dày của lớp đồng phủ.
e) viện dẫn tất cả các bản vẽ cần thiết, bản vẽ gốc, v.v…. (dạng dẫn/dạng không dẫn, dạng lỗ, hình thù, kích thước, khe rãnh, v.v…).
f) chất lượng bề mặt (kiểu và chiều dày), nếu áp dụng;
g) mô tả tấm mạch in (xem 7.2.3.)
h) yêu cầu về ghi nhãn (xem 7.2.5).
i) một trong những mức tính năng cho trong SS (A. B. C. hoặc kết hợp các mức này hoặc mức tính năng X) được xác định đầy đủ (xem 7.2.6).
j) nội dung chi tiết về phương pháp thử nghiệm nếu không được cho đầy đủ SS (xem 7.2.6.2);
k) mẫu cần sử dụng để kiểm tra sự phù hợp về chất lượng.
Ví dụ về danh mục kiểm tra CDS được chỉ ra trong phụ lục A.
7.2.3. Thông tin về bản vẽ
Thông tin về bản vẽ phải xác định các đặc tính tương ứng của tấm mạch in một cách rõ ràng và đầy đủ.
Thông tin này phải gồm:
- kích thước bao ngoài của tấm mạch in kể cả các lỗ chuyên dùng và các giắc cắm v.v…
- các dạng lỗ kể cả các thông tin về kích thước lỗ;
- các dạng dẫn
- các dạng không dẫn lớp bảo vệ lớp phủ ngoài nếu có
- lời giải thích, nếu có
Thông tin về kích thước bao ngoài và dạng lỗ thường được trình bày như bản vẽ cơ khí. Tuy nhiên các thông tin về các đặc tính khác có thể khác nhau một cách đáng kể. Ví dụ, thông tin về dạng dẫn có thể được thể hiện như sau:
- mạch điện;
- bản vẽ cách bố trí khuôn hình;
- bản gốc của khuôn hình;
- bản gốc của sản phẩm.
- hình lặp lại bản gốc của sản phẩm;
- phương tiện chứa dữ liệu điện tử, ví dụ băng đục lỗ hoặc băng từ.
Cách trình bày tùy thuộc vào các điều kiện thuận lợi cho cả nhà chế tạo và khách hàng; riêng các giá trị danh nghĩa và người chịu trách nhiệm đảm bảo các yêu cầu về dung sai phải được thỏa thuận một cách đầyđủ.
Tất cả các bản vẽ gốc, v.v… phải được đánh số hoặc ký hiệu một cách rõ ràng.
7.2.4. Dữ liệu chế tạo điện tử
Dữ liệu chế tạo điện tử phải có tất cả các thông tin nêu ở 7.2.3 và theo khuôn khổ được quy định trong IEC 1182-1 nếu không có quy định nào khác.
7.2.5. Ghi nhãn
Yêu cầu ghi nhãn phải theo 4.7.1
7.2.6. Yêu cầu về tính năng
7.2.6.1. Đặc tính thử nghiệm
Lịch trình thử nghiệm theo các mức tính năng A, B hoặc C hoặc tổ hợp của các mức này được cho SS tương ứng phải được sử dụng nếu áp dụng. Nếu chúng không có khả năng áp dụng thì xem 7.2.6.2.
7.2.6.2. Đặc tính thử nghiệm không nêu trong SS (mức X)
Khi CDS yêu cầu đặc tính mà không nêu trong bảng 1 của SS tương ứng cần thử nghiệm thì phải sử dụng thử nghiệm thích hợp của IEC 1189-3.
Nếu phương pháp thử nghiệm mới không được đề cập trong IEC 1189-3 là cần thiết thì CDS phải có các thông tin đầy đủ về phương pháp, điều kiện và các tổ chức thử nghiệm, mẫu cần thử nghiệm, mạch thử nghiệm lựa chọn cỡ mẫu và mức tính năng (sử dụng mức X).
PHỤ LỤC A
(tham khảo)
Ví dụ về danh mục kiểm tra CDS
(xem 7.2)
Danh mục kiểm tra sau đây, được đưa ra chỉ để làm ví dụ
Viện dẫn và đánh số tất cả các thông tin tài liệu, v.v…. phải sao cho có thể thiết lập được mối tương quan của chúng
|
a) |
tên khách hàng, địa chỉ và nước có nguồn gốc xuất xứ |
|
|
b)
|
Số hiệu CDS hoặc ký hiệu và tình trạng/ngày, tháng năm soát xét |
|
|
c) |
Số hiệu SS và Kiểu tấm mạch in |
|
|
d) |
Vải liệu nền |
Qui định kỹ thuật loại chiều dày lớp đồng phủ |
|
e) |
Viện dẫn bản vẽ, bản vẽ gốc, v.v… dữ liệu điện tử, dạng thức và tình trạng soát xét của chúng, v.v… |
|
|
f) |
Chất lượng bề mặt a) lớp phủ
b) không có lớp phủ |
kiểu chiều dày kiểu chiều dày |
|
g) |
Mô tả tấm mạch in |
|
|
h) |
Ghi nhãn (kiểu nội dung và vị trí) |
|
|
i) |
Kiểm tra sự phù hợp về chất lượng CDS phải quy định mức tính năng bằng cách viện dẫn một mức tính năng nào đó cho trong bảng 1 của SS hoặc bằng các xác định mức tính năng X. |
|
|
j) |
Khi chương trình thử nghiệm và/hoặc các yêu cầu thử nghiệm không được quy định đầy đủ trong SS tương ứng thì CDS phải quy định các nội dung chi tiết cần thiết. |
|
|
k) |
Mẫu thử nghiệm cần sử dụng để kiểm tra sự phù hợp về chất lượng. |
|
PHỤ LỤC B
(tham khảo)
Cấu trúc của bộ quy định kỹ thuật
PHỤ LỤC C
(tham khảo)
Kết cấu linh kiện để đánh giá năng lực (CQC)
Linh kiện để đánh giá năng lực (CQC) có thể được chế tạo như là một phần của panen sản xuất hoặc với mục đích riêng để thử nghiệm đánh giá. Panen thử nghiệm hoặc sản xuất phải được đánh giá cùng với việc sử dụng các mẫu thử nghiệm thích hợp dạng mạch in tương đương trên tấm sản xuất.
Bảng C.1 – Linh kiện để đánh giá năng lực (CQC)
PHỤ LỤC D
(tham khảo)
Các chữ viết tắt liên quan đến IECQ và giải thích
|
BS |
= Quy định kỹ thuật cơ bản |
|
CAD |
= Thiết kế bằng máy tính |
|
CAM |
= Sản xuất bằng máy tính |
|
Cap DS |
= Quy định kỹ thuật chi tiết về năng lực |
|
CDS |
= Quy định kỹ thuật chi tiết của khách hàng |
|
CQC |
= Linh kiện để đánh giá năng lực |
|
CR |
= Hồ sơ chứng nhận |
|
CTB |
= Tấm thử nghiệm năng lực |
|
CTP |
= Dạng hình thử nghiệm tổ hợp |
|
CTS |
= Mẫu thử nghiệm năng lực |
|
DS |
= Quy định kỹ thuật chi tiết |
|
DP |
= Panen giao hàng |
|
GS |
= Quy định kỹ thuật chung |
|
IEC |
= Ủy ban Kỹ thuật Điện Quốc tế |
|
IECQ |
= Hệ thống đánh giá chất lượng của IEC đối với linh kiện điện tử |
|
ISO |
= Tổ chức Tiêu chuẩn hóa Quốc tế |
|
ITP |
= Dạng hình thử nghiệm cá biệt |
|
ITS |
= Mẫu thử nghiệm cá biệt |
|
NSI |
= Cơ quan Giám sát Quốc gia |
|
NSO |
= Tổ chức Tiêu chuẩn hóa Quốc gia |
|
PB |
= Tấm mạch in |
|
PC |
= Kiểm soát quá trình |
|
PL |
= Mức tính năng |
|
PP |
= Panen sản xuất |
|
PPB |
= Tấm mạch in sản xuất |
|
PTH |
= Lỗ xuyên phủ kim loại |
|
QML |
= Danh mục các nhà chế tạo có chất lượng |
|
QPL |
= Danh mục sản phẩm có chất lượng |
|
RFPS |
= Đăng ký của hãng sản phẩm và dịch vụ |
|
RMF |
= Hệ số quản lý rủi ro |
|
SS |
= Quy định kỹ thuật từng phần |
|
TP |
= Panen thử nghiệm |
|
TS |
= Mẫu thử nghiệm |
PHỤ LỤC E
(tham khảo)
Tài liệu tham khảo
IEC 1249-1 Vật liệu dùng cho kết cấu nối liên kết. Phần 1: Quy định kỹ thuật chung đối với vật liệu dùng cho các kết cấu nối liên kết.