Tiêu chuẩn Việt Nam TCVN 6683:2000 (ISO 12194 : 1995) về thuốc lá nguyên liệu - Xác định kích cỡ mảnh lá do Bộ Khoa học Công nghệ và Môi trường ban hành
TIÊU CHUẨN VIỆT NAM
TCVN 6683 : 2000
ISO 12194 : 1995
THUỐC LÁ NGUYÊN LIỆU - XÁC ĐỊNH KÍCH CỠ MẢNH LÁ
Leaf tobacco - Determination of strip particle size
Lời nói đầu
TCVN 6683 : 2000 hoàn toàn tương đương với ISO 12194 : 1995;
TCVN 6683 : 2000 do Ban kỹ thuật tiêu chuẩn TCVN/TC 126 Thuốc lá và sản phẩm thuốc lá biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ Môi trường ban hành.
LÁ THUỐC LÁ - XÁC ĐỊNH KÍCH CỠ MẢNH LÁ
Leaf tobacco - Determination of strip particle size
1. Phạm vi áp dụng
Tiêu chuẩn này quy định phương pháp xác định kích cỡ mảnh lá của lá thuốc đã tách cọng.
Tiêu chuẩn này áp dụng cho thuốc lá nguyên liệu đã được tách cọng bằng tay hoặc tách cọng bằng máy bao gồm các loại thuốc lá vàng sấy, thuốc lá Burley và lá thuốc xì gà, thuốc lá nâu phơi.
Phương pháp thử bao gồm việc lấy mẫu các mảnh lá đã được tách cọng và cho mẫu đi qua bộ sàng lắc kiểm tra chất lượng bốn khay.
2. Tiêu chuẩn trích dẫn
ISO 3310 - 1 : 1990 Sàng thí nghiệm - Yêu cầu kỹ thuật và thử nghiệm - Phần 1 - Sàng thí nghiệm bằng lưới kim loại.
3. Định nghĩa
Trong tiêu chuẩn này áp dụng các định nghĩa sau
3.1. Mảnh lá: Phần lá nằm giữa các gân của lá thuốc.
3.2. Các mảnh đã tách cọng: Các mảnh lá dài đã được tách cọng bằng cách đập hoặc tước.
3.3. Đập: việc loại bỏ cọng và các gân chính của lá thuốc bằng phương pháp cơ học.
3.4. Tước: việc loại bỏ cọng ra khỏi lá thuốc để lại hai phần lá dính hoặc không dính vào nhau.
3.5. Sàng kiểm tra chất lượng: Thiết bị tách các mảnh lá thuốc thành 5 loại theo kích cỡ, bằng cách cho chúng lọt qua 4 lưới sàng.
4. Thiết bị, dụng cụ
4.1. Sàng lắc kiểm tra chất lượng
Sàng lắc kiểm tra chất lượng bao gồm các bộ phận băng tải cấp nguyên liệu, bốn khay sang và hộp thu nhân các mảnh lá lọt qua lưới, tất cả được lắp vào khung đỡ chắc chắn. Việc tách được thực hiện bằng cách lắc rung cả bốn khay, mỗi khay được lắp một khung khác nhau. Khay nọ được đặt lên khay kia cách nhau ít nhất 660 mm để cho các mảnh lá thuốc lọt qua lưới trên rơi xuống lưới dưới. Các mảnh lá sau khi đi qua hết lưới sẽ được tự động thu vào các hộp thu riêng lắp ở cuối mỗi khay lưới. Bản vẽ tổng quát bộ sàng lắc kiểm tra chất lượng nêu trong hình 1.
4.2. Lưới sàng
4.2.1. Bốn lưới sàng lắp vào bộ sàng lắc kiểm tra chất lượng phải là lưới đan bằng dây thép không gỉ phù hợp với yêu cầu kỹ thuật nêu trong ISO 3310 -1. Lưới phải có các kích cỡ như nêu trong bảng 1 Bản vẽ kết cấu của lưới nêu trong phụ lục A.
4.2.2. Tần số rung của các lưới phải đặt ở (525 ± 5) lần rung trên phút. Việc này thực hiện bằng cách thay đổi các puli trên mô tơ và / hoặc thay đổi trục truyền động lệch tâm để có được vận tốc 525 vòng/phút ± 5 vòng/phút. Dùng đồng hồ đo tốc độ để đo vận tốc của trục.
4.2.3. Hành trình của mỗi lưới phải là 13,1 mm ± 1,2 mm đo được trên biểu đồ hành trình. Phương pháp đo được mô tả trong phụ lục B. Việc đo phải được thực hiện trong khi trục truyền động đang vận hành ở 525 vòng/phút ± 5 vòng/phút.
Trên bất kỳ máy nào hành trình chuyển động cũng không được thay đổi. Nếu hành trình chuyển động đó vượt quá dung sai thì phải kiểm tra xem phần kết cấu truyền động có bị lỏng hay không và hệ thống khung treo giảm xóc có chắc chắn không (chốt khóa chỉ hơi lỏng sẽ ảnh hưởng đến chuyển động).
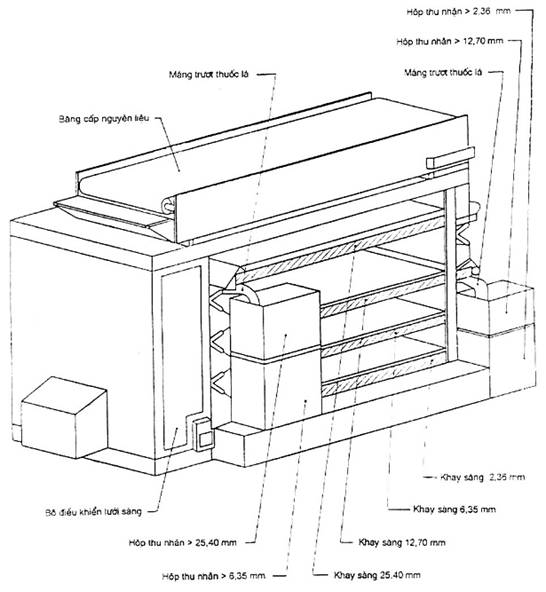
Hình 1- Thiết kế chung về bộ lắc kiểm tra chất lượng
Bảng 1 - Kích cỡ của lưới
|
Kích cỡ sàng, mm |
Cạnh của lỗ sàng, mm |
Đường kính dây đan, mm |
% diện tích lỗ sàng |
|
25,40 x 25,40 |
25,40 |
3,80 |
75,9 |
|
12,70 x 12,70 |
12,70 |
2,67 |
68,3 |
|
6,35 x 6,35 |
6,35 |
1,82 |
60,3 |
|
2,36 x 2,36 |
2,36 |
1,00 |
49,0 |
|
Chú thích - Tất cả các loại sàng được đan uốn sóng trừ loại sàng 2,36 mm x 2,36 mm được đan phẳng |
|||
4.3. Băng tải cấp nguyên liệu
Điều chỉnh băng tải cấp nguyên liệu sao cho mẫu thuốc lá nằm trên băng rơi được hết xuống trong vòng 450 giây ± 5 giây
4.4. Hộp thu mẫu
Phải đảm bảo để khối lượng thực của các hộp bằng nhau.
4.5. Thanh đập
Sàng lắc kiểm tra chất lượng (4.1) phải được trang bị các thanh đập để đập tơi các tảng phiến mảnh lá từ băng tải rơi xuống. Sơ đồ mẫu về các thanh đập nêu trong phụ lục C.
5. Lấy mẫu
5.1. Khối lượng mẫu phiến lá của thuốc lá vàng sấy, thuốc lá Burley … mỗi loại là 3000 g ± 300 g và khối lượng mẫu phiến lá xì gà là 1000 g = 100 g
Nếu khối lượng mẫu không nằm trong giới hạn thích hợp thì loại bỏ và lấy mẫu khác. Nếu khối lượng mẫu nằm trong giới hạn thích hợp thì ghi khối lượng gửi đi kiểm tra.
5.2. Phần lớn các mẫu để kiểm tra kích cỡ mảnh lá được lấy ở cuối dây chuyền đập giống như kiểm tra chất lượng. Độ ẩm của mẫu thường trong khoảng từ 16% đến 20%
Mẫu kiểm tra cũng có thể được lấy từ đầu ra của thiết bị sấy lại và lấy từ hộp đã đóng hoặc từ các thùng đựng lớn. Mẫu cũng có thể được lấy và kiểm tra trước và sau khi phối trộn lá đã tách cọng trong quá trình sản xuất thuốc lá điếu.
Việc lấy mẫu và vận chuyển phiến lá khô phải cẩn thận để tránh giảm chất lượng.
6. Cách tiến hành
Phải đảm bảo các lưới sàng (4.2) không chứa các mảnh lá và các hộp thu (4.4) đã cân bi được đặc đúng vào miệng thoát
Trải đều mẫu trên khắp bề mặt của băng tải cấp liệu. Khởi động cho sàng chạy, sau đó khởi động tiếp băng cấp nguyên liệu (4.3).
Khi tất cả mẫu đã đi qua hết lưới sàng trên cùng, dùng bàn chải mềm chải nhẹ các thanh đập (4.5) và lưới trên cùng để lấy hết các mảnh lá thuốc còn bám và cho chúng đi qua những lưới còn lại. Khi toàn bộ mẫu thuốc lá đã được thu hết vào các hộp thu thì ngừng sàng và băng cấp nguyên liệu.
Cân những mẫu thu được chính xác đến 1 gam. Ghi mỗi khối lượng theo từng mục sau:
trên lưới 25,40 mm
trên lưới 12,70 mm
trên lưới 6,35 mm
trên lưới 2,36 mm
lọt qua lưới 2,36 mm
Kiểm tra xem tổng các khối lượng riêng rẽ có nằm trong khoảng = 50 g của khối lượng ban đầu không. Nếu không đạt thì loại bỏ lần thử đó và tiến hành lại với mẫu mới.
Biểu thị các khối lượng riêng rẽ bằng phần trăm của tổng các khối lượng. Không tính phần trăm theo khối lượng mẫu ban đầu.
7. Biểu thị kết quả
Công thức tổng quát để xác định phần trăm của mỗi khối lượng riêng rẽ là:

trong đó
m là khối lượng riêng rẽ của thuốc lá thu được trên mỗi lưới, tính bằng gam;
![]() là
tổng các khối lượng riêng rẽ, tính bằng gam.
là
tổng các khối lượng riêng rẽ, tính bằng gam.
8. Báo cáo kết quả
Báo cáo kết quả phải nêu rõ kết quả thu được. Cũng phải đề cập đến tất cả các chi tiết thao tác không quy định trong tiêu chuẩn này, hoặc tùy ý lựa chọn, cùng với các chi tiết bất thường khác có thể ảnh hưởng tới kết quả.
Báo cáo kết quả cũng bao gồm tất cả các thông tin cần thiết về việc nhận biết đầy đủ mẫu thử.
PHỤ LỤC A
(tham khảo)
Kết cấu lưới sàng
Hình A.1 đến A.3 là sơ đồ kết cấu lưới sàng có bán sẵn.
Đây là bộ biến đổi lưới sàng OCT/W.S Tyler, được trang bị thêm bộ lắc thí nghiệm kiểu Cardwell.
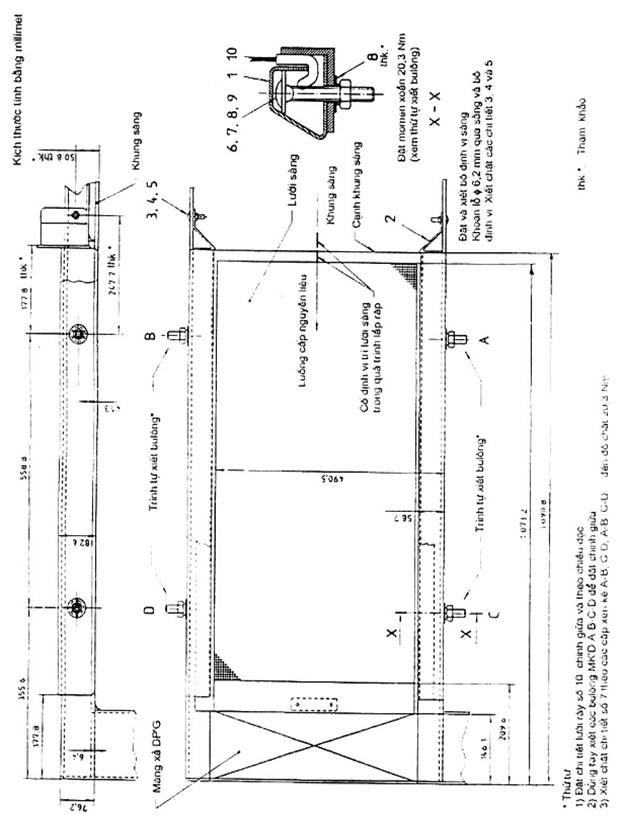
Hình A.1 - Lắp ráp bộ biến đổi
(Chung cho cả 4 tầng)
|
Số lắp ráp |
Chi tiết số |
Mã số bộ phận |
Số lượng |
Mô tả bộ phận |
|
|
1 |
REP |
8 |
Thanh kéo căng |
|
2 |
107107 |
8 |
Bộ định vị |
|
|
3 |
107241 |
8 |
Đinh vít |
|
|
4 |
ZA11082 |
8 |
Đai ốc sáu cạnh |
|
|
|
5 |
ZA1092 |
8 |
Vòng đệm hãm |
|
107101 |
6 |
ZA11053 |
16 |
Bu lông |
|
|
7 |
ZA11055 |
16 |
Đai ốc sáu cạnh lớn |
|
|
8 |
ZA11114 |
16 |
Vòng đệm phẳng |
|
|
9 |
ZA11096 |
16 |
Vòng đệm hãm |
|
© |
10 |
108280 |
1 |
Bộ lưới sàng |
|
©M |
11 |
107437 |
1 |
Bộ làm sạch tầng đáy |
|
©M |
12 |
107438 |
1 |
Bộ thu nhận nối thêm |
|
M: Những chi tiết không thể hiện |
||||
Hình A.1 - Lắp ráp bộ biến đổi
(Chung cho cả 4 tầng)
|
Các bước |
Trình tự lắp ráp |
Tấm lắp ráp số |
|
1 |
Tháo lần lượt các bộ lưới |
|
|
2 |
Thay tầng dưới cùng |
2 |
|
3 |
Thay tất cả 4 tầng: đặt các lỗ lắp ráp cho bộ dụng cụ biến đổi Tyler |
3 |
|
4 |
Đặt các bộ lưới Tyler vào đúng vị trí. Đánh dấu vị trí các tâm |
1 |
|
5 |
Lắp ráp bộ biến đổi Tyler |
3 |
Hình A.2 - Định vị lưới Tyler
(Chung cho cả 4 tầng)
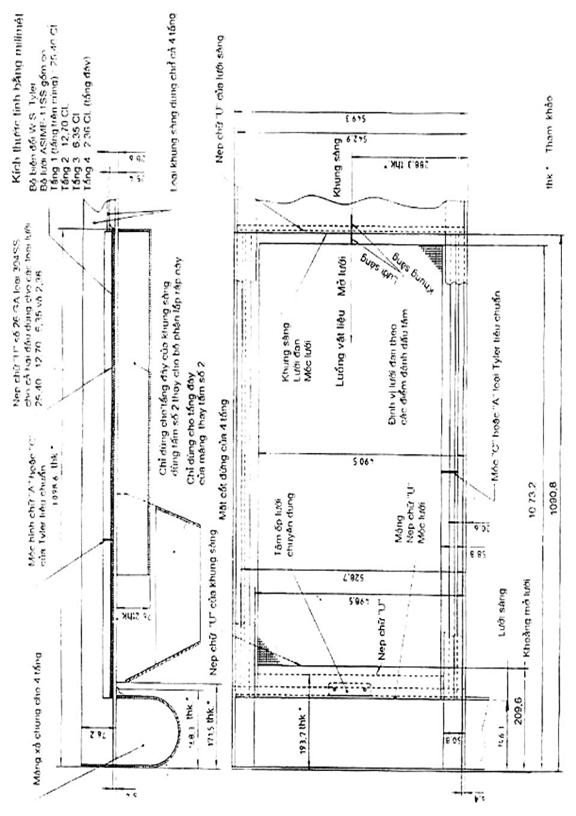
Hình A.2 - Định vị lưới Tyler
(Chung cho cả 4 tầng)
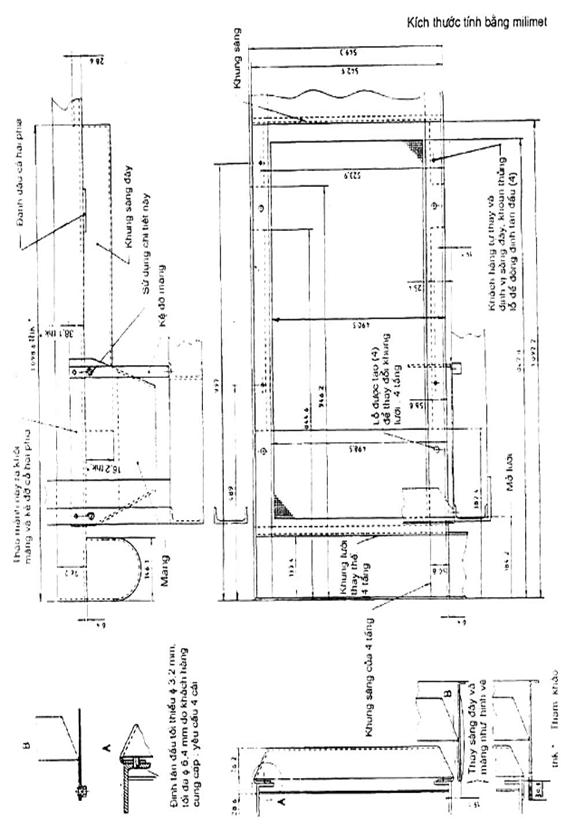
Hình A.3- Thay thế tầng đáy
PHỤ LỤC B
(tham khảo)
Phương pháp kiểm tra chuyển động của lưới
B.1. Cách tiến hành
Các mảnh lá đã tách cọng được đặt vào tâm của mỗi lưới. Với tốc độ máy chạy (525 ± 5) lần rung trên phút, quan sát ba đường tròn (xem hình B.1). Trong khi máy đang chạy, một người quan sát hai vòng tròn tại mỗi vị trí khi chúng gối đè lên nhau tới các mức độ khác nhau. Ghi lại chỉ số của vòng tròn khi các chu vi của mỗi đôi vừa chạm vào nhau nhưng chưa gối chồng lên nhau. Để máy vận hành được chính xác, chỉ số này phải là 13,1 mm ± 1,2 mm. Nếu máy chạy quá tốc độ này, cần kiểm tra lại độ rơ của bộ phận cơ khí truyền động kiểm tra khối lượng khay hoặc lò xo giảm xóc
B.2. Kiểm tra thông thường
Mỗi ngày kiểm tra một lần độ chính xác về của hành trình khay lưới.
Mỗi ngày kiểm tra một lần tốc độ của trục truyền động lệch tâm để đạt (525 ± 5) vòng trên phút.
Mỗi ngày kiểm tra một lần xem lưới có bị méo hay không. Nếu lưới bị mòn hoặc bị hỏng, thì thay bằng lưới mới phù hợp với yêu cầu của ISO 3310-1.
Mỗi ngày kiểm tra một lần để biết chắc rằng thời gian thuốc lá rơi lọt hết là (450 ± 5) giây
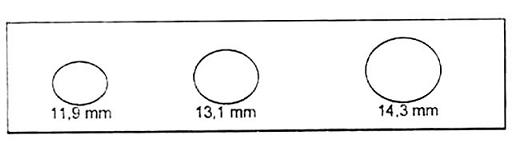
Hình B.1 - Bộ chỉ thị chuyển động
PHỤ LỤC C
(tham khảo)
Thiết kế của các thanh đập
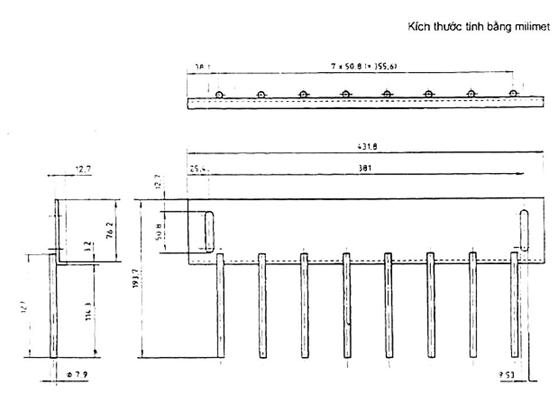
Chú thích - Những thanh dọc của bộ này phải được lắp đúng vào vị trí 50.8 mm bên trên các thanh ngang của bộ phận rắc rải
Hình C.1 - Các thanh đập, thí dụ 1
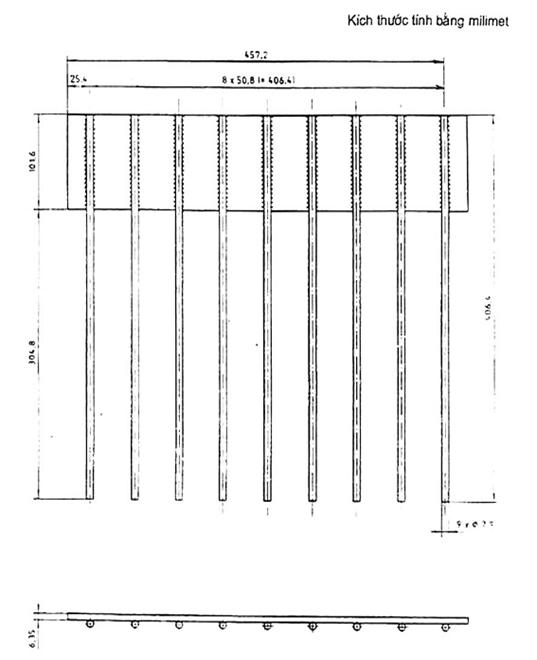
Chú thích - Bộ rắc rải được kẹp vào giữa góc của tầng trên cùng với cạnh sau
Hình C.2 - Các thanh đập, thí dụ 2