Tiêu chuẩn quốc gia TCVN 6803:2001 (ISO 8685 : 1992) về Quặng nhôm – Quy trình lấy mẫu
TIÊU CHUẨN QUỐC GIA
TCVN 6803 : 2001
ISO 8685 : 1992
QUẶNG NHÔM - QUY TRÌNH LẤY MẪU
Aluminium ore - Sampling procedure
Lời nói đầu
TCVN 6803 : 2001 hoàn toàn tương đương với ISO 8685 : 1992
TCVN 6803 : 2001 do Ban kỹ thuật tiêu chuẩn TCVN/TC129 "Quặng nhôm" biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học, Công nghệ và Môi trường (nay là Bộ Khoa học và Công nghệ) ban hành.
Tiêu chuẩn này được chuyển đổi năm 2008 từ Tiêu chuẩn Việt Nam cùng số hiệu thành Tiêu chuẩn Quốc gia theo quy định tại khoản 1 Điều 69 của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật và điểm a khoản 1 Điều 6 Nghị định số 127/2007/NĐ-CP ngày 1/8/2007 của Chính phủ quy định chi tiết thi hành một số điều của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật.
QUẶNG NHÔM - QUY TRÌNH LẤY MẪU
Aluminium ore - Sampling procedure
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các yêu cầu về lấy mẫu quặng nhôm từ dòng vật liệu chuyển động và vật liệu tĩnh, kể cả phương pháp lấy mẫu từ băng tải dừng chuyển động, để có mẫu chung cho việc gia công mẫu tiếp theo. Quy trình lấy mẫu từ băng tải dừng là phương pháp lấy mẫu đối chứng dùng để so sánh với các quy trình lấy mẫu khác. Quy trình lấy mẫu từ dòng vật liệu chuyển động là phương pháp được khuyến nghị sử dụng. Việc lấy mẫu từ vật liệu tĩnh chỉ được phép sử dụng khi không thể lấy mẫu được từ dòng vật liệu chuyển động. Các quy trình lấy mẫu từ vật liệu tĩnh được mô tả trong tiêu chuẩn này chỉ nhằm giảm sai sót lấy mẫu.
Mặc dù tiêu chuẩn này quy định việc lấy mẫu cho tất cả các loại quặng nhôm từ dòng chuyển động, nhưng những quy trình đó có thể không áp dụng được trong trường hợp mẫu quá khác biệt, thí dụ mẫu quá ướt do bản chất dính kết của nó, hoặc quá khô vì tạo bay bụi. Trong những trường hợp này, có thể phải sử dụng phương pháp lấy mẫu từ băng tải dừng chuyển động.
2. Tiêu chuẩn trích dẫn
ISO 565 : 1990 Rây thí nghiệm - Lưới kim loại, tấm kim loại đột lỗ và tấm kim loại gia công lỗ bằng điện - Kích thước lỗ rây danh nghĩa.
ISO 3534 : 1977 Thống kê - Thuật ngữ và ký hiệu.
ISO 6138 : 1991 Quặng nhôm - Xác định bằng thực nghiệm tính không đồng nhất về kết cấu.
ISO 6139 Quặng nhôm - Xác định bằng thực nghiệm tính phân bố không đồng đều của lô quặng.
TCVN 2823 : 1999 (ISO 6140 : 1991) Quặng nhôm - Chuẩn bị mẫu.
TCVN 6808 : 2001 (ISO 9033 : 1989) Quặng nhôm - Xác định hàm lượng ẩm quặng đống.
TCVN 6805 : 2001 (ISO 10226 : 1991) Quặng nhôm - Phương pháp thực nghiệm kiểm tra độ lệch lấy mẫu.
TCVN 6804 : 2001 (ISO 10277 : 1995) Quặng nhôm - Phương pháp thực nghiệm kiểm tra độ chính xác lấy mẫu.
3. Định nghĩa
Trong tiêu chuẩn này, có sử dụng các định nghĩa trong ISO 3534 (bao gồm cả các thuật ngữ “độ chính xác” và “độ xác thực”) và các thuật ngữ dưới đây:
3.1. Độ lệch: Là xu thế nhận được một giá trị luôn cao hơn hoặc thấp hơn giá trị thực. Hoặc, là chênh lệch giữa giá trị thực và giá trị trung bình nhận được từ nhiều lần xác định bằng phương pháp độ lệch.
3.2. Giản lược theo khối lượng không đổi: Là phương pháp giản lược mẫu, trong đó mẫu thu được từ từng mẫu đơn có khối lượng như nhau.
3.3. Cắt qua: Là một lần dụng cụ lấy mẫu cắt qua dòng quặng.
3.4. Mẫu đơn đã giản lược: Là lượng quặng nhận được bằng cách giản lược mẫu đơn để giảm khối lượng của nó.
3.5. Giản lược: Là quá trình giảm khối lượng mẫu (mà không làm thay đổi kích thước hạt quặng trong mẫu) để nhận được một phần đại diện của mẫu và loại bỏ phần mẫu còn lại.
3.6. Giản lược theo tỉ lệ không đổi: Là phương pháp giản lược mẫu, trong đó khối lượng phần mẫu lấy được từ từng mẫu đơn chiếm một tỉ lệ không đổi so với khối lượng ban đầu của mẫu đó.
3.7. Lấy mẫu đúp: Là trường hợp riêng của việc lấy mẫu lặp lại (chỉ lấy hai mẫu), nhằm đánh giá độ chính xác lấy mẫu trung bình từ một số lô quặng hoặc đơn vị lấy mẫu.
3.8. Mẫu chung: Là mẫu tạo thành khi tất cả các mẫu đơn hoặc mẫu phụ, được lấy nguyên trạng hoặc đã được gia công riêng biệt đến một công đoạn nào đó, rồi được gộp lại theo một tỉ lệ thích hợp để chuẩn bị mẫu thí nghiệm.
3.9. Mẫu đơn: Là lượng vật liệu lấy được một lần bằng dụng cụ lấy mẫu từ một lô quặng.
3.10. Lô: Là lượng quặng được mang đến trong một lần để xác định các đặc tính chất lượng.
CHÚ THÍCH 1 - Lô có thể được tổng hợp từ một hoặc nhiều đơn vị lấy mẫu.
3.11. Lô tách biệt: Là lô quặng được lấy mẫu nhưng không biết rõ các đặc tính lấy mẫu của nó.
3.12. Lấy mẫu thủ công: Là hoạt động lấy mẫu khi các mẫu đơn tạo nên các mẫu phụ và mẫu chung được lấy bằng sức người, sử dụng các dụng cụ cầm tay.
3.13. Lấy mẫu theo khối lượng: Là phương pháp lấy các mẫu đơn theo các khoảng khối lượng không đổi trong toàn bộ lô quặng hoặc đơn vị lấy mẫu.
3.14. Lấy mẫu cơ giới: Là hoạt động lấy mẫu khi các mẫu đơn tạo nên các mẫu phụ và mẫu chung được lấy bằng thiết bị lấy mẫu.
3.15. Kích thước danh nghĩa lớn nhất: Là kích thước lỗ lưới nhỏ nhất (phù hợp với ISO 565) mà 95% khối lượng quặng lọt qua.
3.16. Lấy mẫu phân đoạn ngẫu nhiên: Là việc lấy mẫu đơn theo các khoảng thời gian khác nhau, khối lượng hoặc thể tích không đổi.
3.17. Giảm cỡ hạt: Là việc giảm kích thước cục quặng trong mẫu mà không làm thay đổi khối lượng hoặc thành phần của mẫu.
3.18. Lấy mẫu lặp lại: Là việc lấy các mẫu đơn từ lô theo các khoảng thời gian, khối lượng hoặc thể tích không đổi.
CHÚ THÍCH 2 - Các mẫu đơn được lấy vào các hộp theo kiểu quay vòng luân phiên để có được các mẫu lặp lại có khối lượng gần bằng nhau.
3.19. Đơn vị lấy mẫu: Là các phần quặng riêng rẽ (thí dụ, toa tàu, đoạn băng tải, sản lượng một ngày) tạo thành lô.
3.20. Tầng: Là những phần gần bằng nhau của một lô hoặc một đơn vị lấy mẫu tính theo các khoảng thời gian, khối lượng hoặc thể tích.
3.21. Mẫu phụ: Là lượng quặng bao gồm một số mẫu đơn lấy được từ một phần của lô hoặc là một số mẫu đơn đã được gia công độc lập theo yêu cầu.
3.22. Lấy mẫu phân đoạn hệ thống: Là phương pháp lấy mẫu đơn theo các khoảng thời gian, khối lượng hoặc thể tích đều đặn.
3.23. Lấy mẫu theo thời gian: Là phương pháp lấy các mẫu đơn theo các khoảng thời gian như nhau trong toàn lô hoặc đơn vị lấy mẫu.
4. Lập sơ đồ lấy mẫu
4.1. Quy định chung
Yêu cầu cơ bản của một sơ đồ lấy mẫu đúng là tất cả các hạt trong dòng vật liệu đều có cơ hội như nhau được lấy vào mẫu chung cuối cùng để phân tích. Bất kỳ sự sai lệch với yêu cầu cơ bản này đều có thể dẫn đến sai số không chấp nhận được. Một sơ đồ lấy mẫu không đúng không đảm bảo lấy được mẫu đại diện.
Lấy mẫu cần được tiến hành bằng lấy mẫu hệ thống theo phương pháp khối lượng (xem điều 8) hoặc theo phương pháp thời gian (xem điều 9), nhưng chỉ khi chứng tỏ được rằng không xảy ra lỗi hệ thống do bất kỳ một sự biến đổi về chất lượng hoặc số lượng mà có thể trùng lặp, hoặc xấp xỉ với bất kỳ bội số nào của khoảng lấy mẫu dự kiến.
Thí dụ, một dụng cụ cắt có thể cắt dòng quặng đang được lấy từ đống quặng và vận chuyển bằng máy xúc gàu kiểu bánh lốp. ở cả hai bên biên gàu xúc cắt qua đống quặng, quặng có thể có các tính chất khác với quặng ở giữa đống quặng (do hiện tượng phân tầng). Do đó, mỗi khi dụng cụ cắt dòng cắt phải quặng chuyển tới từ hai đường biên gàu máy xúc nên có thể gây lỗi hệ thống.
Quy định này cũng được áp dụng cho quá trình giản lược mẫu khi mà có thể xảy ra lỗi hệ thống do cách xử lý và vận chuyển quặng đến thiết bị giản lược mẫu gây ra.
Trong trường hợp đó nên sử dụng phương pháp lấy mẫu phân đoạn ngẫu nhiên theo khoảng khối lượng, hoặc khoảng thời gian cố định (xem điều 10).
Các phương pháp lấy mẫu phụ và gia công tuỳ thuộc vào sơ đồ lấy mẫu đã chọn và các công đoạn cần thiết nhằm giảm thiểu lỗi hệ thống có thể xảy ra trong các công đoạn giản lược mẫu tiếp theo.
4.2. An toàn cho người vận hành
An toàn cho người vận hành cần được quan tâm thích đáng khi sử dụng bất kỳ phương pháp lấy mẫu nào từ vật liệu tĩnh. Phải tuân thủ các quy định về an toàn.
4.3. Quy trình tổng quát lấy mẫu
Quy trình tổng quát lấy mẫu như sau:
a) xác định mục đích lấy mẫu, thí dụ, theo dõi hoạt động của nhà máy, dùng cho mục đích thương mại;
b) xác định đặc tính chất lượng cần đo và quy định độ chính xác lấy mẫu và độ chính xác chung;
c) xác định lô hoặc một phần lô cần lấy mẫu;
d) làm rõ kích thước hạt danh nghĩa lớn nhất và khối lượng riêng của quặng nhằm xác định khối lượng mẫu chung nhỏ nhất, khối lượng mẫu đơn sơ cấp và khe mở của dụng cụ cắt mẫu khi sử dụng máy lấy mẫu hoặc kích thước của gàu xúc khi lấy mẫu thủ công;
e) xác định phương sai mẫu đơn, V1, hoặc các thông số của variogram khi dùng phương pháp variogram để đánh giá đặc tính chất lượng (xem ISO 6139);
f) xác định hệ số phân tán đặc tính chất lượng giữa các hạt quặng, Cv, (xem ISO 6138);
g) xác định số lượng tối thiểu mẫu đơn sơ cấp, n, và đơn vị lấy mẫu, k, cần thiết để đạt được độ chính xác lấy mẫu yêu cầu (xem điều 5);
h) xác định khối lượng tối thiểu của mẫu chung để đạt được mức biến thiên lấy mẫu yêu cầu (xem điều 6);
i) xác định khối lượng tối thiểu mẫu đơn (xem điều 7);
j) xác định khoảng lấy mẫu tính theo tấn đối với phương pháp lấy mẫu hệ thống theo khối lượng (xem điều 8) và phương pháp lấy mẫu phân đoạn ngẫu nhiên trong khoảng khối lượng không đổi (xem điều 10), hoặc lấy mẫu hệ thống theo thời gian, tính bằng phút, (xem điều 9) và lấy mẫu phân đoạn ngẫu nhiên trong khoảng thời gian cố định (xem điều 10);
k) lấy các mẫu đơn sơ cấp theo các khoảng lấy mẫu đã xác định ở bước j) trong suốt thời kỳ lấy mẫu từ toàn bộ lô;
l) gộp các mẫu đơn (xem điều 8.5 hoặc 9.5) thành mẫu phụ hoặc mẫu chung (xem thí dụ ở hình 1);
m) các mẫu phụ thường được gia công và phân tích riêng nhằm tăng độ chính xác chung; có thể gia công chúng để:
1. thuận lợi khi vận chuyển, xử lý;
2. có được thông tin tốt hơn về chất lượng của lô;
3. lấy các mẫu đối chứng hoặc mẫu lưu sau khi giản lược mẫu;
4. giảm độ lệch kết quả xác định hàm lượng ẩm của lô lớn gây nên do giảm (hoặc tăng) độ ẩm vì điều kiện thời tiết.
Có thể cho phép giản lược mẫu đơn ở bước l) trước khi tạo mẫu chung hoặc mẫu phụ, với điều kiện khối lượng mẫu đơn sau khi giản lược lớn hơn khối lượng tối thiểu được xác định ở bước i). Nếu toàn bộ mẫu đơn sơ cấp hoặc mẫu đơn sơ cấp đã giản lược được đập nhỏ để tạo điều kiện cho giản lược tiếp thì cần phải tính lại khối lượng tối thiểu của mẫu chung và của mẫu đơn sơ cấp đã giản lược, sử dụng kích thước danh nghĩa lớn nhất của quặng đã được đập nhỏ.
Chú thích 3 - Khi chưa biết rõ phương sai mẫu đơn (hoặc variogram) và hệ số phân tán đặc tính chất lượng giữa các hạt quặng, Cv, của một lô quặng tách biệt cần lấy mẫu, thì không thể lập sơ đồ lấy mẫu đảm bảo độ chính xác cần thiết. Trong trường hợp này, số lượng và khối lượng mẫu đơn cần lấy cần phải được thoả thuận giữa các bên liên quan. Tuy nhiên, khi kết thúc lấy mẫu từ lô quặng tách biệt, có thể xác định độ chính xác chung bằng cách sử dụng phương pháp nêu trong TCVN 6804 : 2001 (ISO 10277).
4.4. Phương sai tổng
Phương sai tổng, biểu thị bằng ![]() , để xác định giá trị trung bình của
từng đặc tính chất lượng, gồm ba thành phần là phương sai lấy mẫu, phương sai
gia công mẫu và phương sai phân tích mẫu. Mối quan hệ giữa chúng được thể hiện
như sau:
, để xác định giá trị trung bình của
từng đặc tính chất lượng, gồm ba thành phần là phương sai lấy mẫu, phương sai
gia công mẫu và phương sai phân tích mẫu. Mối quan hệ giữa chúng được thể hiện
như sau:
![]()
trong đó:
![]() là phương sai lấy
mẫu;
là phương sai lấy
mẫu;
![]() là phương sai gia
công mẫu;
là phương sai gia
công mẫu;
![]() là phương sai phân
tích (đo) mẫu.
là phương sai phân
tích (đo) mẫu.
Phương pháp xác định sS, sP và sM được nêu trong TCVN 6805: 2001 (ISO 10226).
Phương sai lấy mẫu gồm hai thành phần, đó là
phương sai về dao động chất lượng trong khoảng hẹp ![]() và
phương sai về dao động chất lượng trong khoảng rộng
và
phương sai về dao động chất lượng trong khoảng rộng ![]() .
.
Mối quan hệ giữa chúng như sau:
![]()
Phương sai về dao động chất lượng trong khoảng hẹp lại gồm hai thành phần sau:
s2QE1 = s2FE + s2GE
trong đó :
![]() là phương sai sai
số cơ sở,
là phương sai sai
số cơ sở,
![]() là phương sai sai
số phân ly.
là phương sai sai
số phân ly.
do đó: s2S = s2FE + s2GE + s2QE2
Hình 1 - Thí dụ về phương án lấy mẫu gồm sáu mẫu đơn thứ cấp
(Để đơn giản, đã lược bỏ các bước trộn, đập nghiền, giản lược mẫu)
Phương sai sai số cơ sở phụ thuộc vào khối lượng mẫu chung; trong khi đó hai thành phần còn lại phụ thuộc vào tính phân bố không đồng đều của quặng và vào số lượng mẫu đơn. Trong tiêu chuẩn này, khối lượng tối thiểu của mẫu chung (xem điều 6.1) cần chọn sao cho:
![]()
Trong biểu thức xác định s2SPM ở trên, sai số lấy mẫu thường đóng vai trò chính trong phương sai tổng. Tuy nhiên, khi có yêu cầu độ chính xác cao và sai số lấy mẫu đã được giảm thiểu, thì nên xem xét khả năng tăng số lần gia công và / hoặc phân tích mẫu để làm giảm các thành phần này trong phương sai tổng. Điều đó có thể đạt được bằng cách tiến hành xác định nhiều lần trên mẫu chung hoặc chia lô quặng thành một số đơn vị lấy mẫu, gia công và phân tích mẫu phụ từ mỗi đơn vị lấy mẫu (xem hình 1).
Khi đó, phương sai tổng được biểu diễn như sau:
a) khi một mẫu chung đơn lẻ được thiết lập từ một lô và phân tích lặp r lần trên mẫu chung này thì:
![]()
b) khi gia công và phân tích k mẫu phụ, mỗi mẫu được lập thành từ cùng một số lượng mẫu đơn, và phân tích lặp r lần cho mỗi mẫu phụ thì:
5. Số lượng mẫu đơn sơ cấp và đơn vị lấy mẫu
5.1. Quy định chung
Số lượng mẫu đơn sơ cấp cần lấy từ một lô hoặc đơn vị lấy mẫu để đạt phương sai lấy mẫu cần thiết là một hàm số của tính biến thiên các đặc tính cần xác định. Tính biến thiên này phụ thuộc vào mức độ phân ly trong quặng, vào dải kích thước hạt quặng và vào khối lượng của lô hoặc đơn vị lấy mẫu. Nó được xác định bằng phương pháp thực nghiệm cho mỗi loại quặng và biểu thị hoặc dưới dạng phương sai mẫu đơn V1 hoặc phần bị chặn A và đường dốc B của biểu đồ variogram theo ISO 6139.
Chú ý -Việc xác định độ ẩm cần tiến hành thận trọng vì việc giữ được mẫu nguyên trạng trong khoảng thời gian lấy mẫu kéo dài là cực kỳ khó khăn, nếu không phải là không thể. Trong trường hợp này, sai lệch lấy mẫu thường có thể xảy ra. Để khắc phục, mẫu xác định độ ẩm cần lấy trong khoảng thời gian ngắn hơn so với khoảng thời gian được tính đơn giản dựa trên độ chính xác nhất định. Vì vậy, các phép thử xác định độ ẩm nên tiến hành trên một số mẫu phụ và lấy giá trị trung bình cân được. Cách làm này sẽ làm giảm độ lệch kết quả thí nghiệm do giảm hoặc tăng độ ẩm theo điều kiện khí hậu. Điều đó sẽ cho kết quả chính xác hơn.
5.2. Tính số lượng mẫu đơn sơ cấp
Khi đã xác định được tính biến thiên của quặng, có thể tính được số lượng mẫu đơn sơ cấp cần lấy từ lô quặng với độ chính xác lấy mẫu cần thiết, theo công thức sau:
5.2.1. Phương pháp phương sai mẫu đơn
Số lượng mẫu đơn sơ cấp cần lấy được tính theo công thức:
![]()
trong đó:
n là số lượng mẫu đơn sơ cấp cần lấy;
V1 là phương sai mẫu đơn;
![]()
![]() là phương sai lấy mẫu cần đạt.
là phương sai lấy mẫu cần đạt.
Thí dụ: Số lượng mẫu đơn sơ cấp tối thiểu ứng với các giá trị V1 và ss khác nhau được trình bày trong bảng 1.
Bảng 1- Số lượng mẫu đơn sơ cấp tối thiểu cần thiết
|
V1 |
Độ lệch chuẩn lấy mẫu, ss |
||||||
|
0,1 |
0,2 |
0,5 |
0,75 |
1 |
2 |
3 |
|
|
0,25 |
25 |
7 |
1 |
1 |
1 |
1 |
1 |
|
1 |
100 |
25 |
4 |
2 |
1 |
1 |
1 |
|
4 |
4001) |
100 |
16 |
8 |
4 |
1 |
1 |
|
9 |
9001) |
225 |
36 |
16 |
9 |
2 |
1 |
|
25 |
2.5001) |
6251) |
100 |
50 |
25 |
6 |
3 |
|
100 |
10.0001) |
2.5001) |
4001) |
200 |
100 |
25 |
11 |
|
1) Các giá trị cho thấy rằng, độ chính xác quy định thực tế có thể không đạt được. Trong trường hợp này, có thể phải chấp nhận độ chính xác lấy mẫu thấp hơn so với quy định trong 4.3 b). |
|||||||
5.2.2. Phương pháp Variogram
a) Lấy mẫu hệ thống:
Số lượng mẫu đơn sơ cấp cần lấy được xác định theo công thức sau:
trong đó:
n là số lượng mẫu đơn sơ cấp;
A là phần chắn của variogram đã hiệu chỉnh;
B là gradient (độ dốc) của variogram;
mL là khối lượng của lô quặng;
![]() là phương
sai lấy mẫu cần đạt.
là phương
sai lấy mẫu cần đạt.
b) Lấy mẫu phân đoạn ngẫu nhiên:
Số lượng mẫu đơn sơ cấp cần lấy được xác định theo công thức sau:
Thí dụ: Giả sử dùng phương pháp lấy mẫu hệ thống và các thông số của variogram đối với hàm lượng Al2O3, được xác định theo ISO 6139, như sau:
A = 0,3 ; B = 0,0001
mL = 30.000 tấn
ss = 0,1% Al2O3 theo khối lượng
Khi đó:
5.3. Tính số lượng mẫu phụ
Khi đã biết được phương sai của khâu gia công và phân tích (đo) mẫu, số lượng mẫu phụ, k, có thể tính được theo công thức sau:

trong đó :
các thông số sSPM, sS, sP, sM và r được xác định như trước đây.
Để có được tổ hợp chính xác giữa ss và k có thể phải thử lại một số lần.
6. Khối lượng của mẫu chung và mẫu phụ
6.1. Khối lượng tối thiểu của mẫu chung
Khối lượng của mẫu chung phải đủ để đảm bảo đạt được phương sai lấy mẫu theo yêu cầu. Nếu khối lượng mẫu chung lấy quá nhỏ sẽ không đảm bảo được phương sai lấy mẫu theo yêu cầu, thậm chí cả khi lấy đủ số lượng mẫu đơn theo điều 5.2.
Khối lượng tối thiểu của mẫu chung được tính theo công thức thực nghiệm sau (xem phụ lục A):
![]()
trong đó:
mG là khối lượng tối thiểu của mẫu chung, tính bằng kikôgam;
Cv là hệ số phân tán đặc tính chất lượng giữa các hạt của vật liệu khảo sát, (theo ISO 6138);
ss là sai số lấy mẫu cần đạt (độ lệch chuẩn);
r là khối lượng riêng của hạt quặng, tính bằng tấn/mét khối, (không phải thể trọng đống);
g là hệ số khoảng kích thước hạt quặng, nêu ở bảng 2;
D là kích thước danh nghĩa lớn nhất của hạt quặng trong lô quặng, tính bằng milimét.
Bảng 2 - Hệ số khoảng kích thước
|
Khoảng kích thước |
Giá trị của g |
|
Khoảng kích thước lớn (D/D' > 4) Khoảng kích thước trung bình (4 ≥ D/D' ≥ 2) Khoảng kích thước nhỏ (D/D' <> Khoảng kích thước đồng đều (D/D' = 1) |
0,25 0,50 0,75 1,00 |
|
D là kích thước danh nghĩa lớn nhất. D' là cỡ rây giữ lại 95% quặng trên rây. |
|
Sự biến thiên về khối lượng tối thiểu của mẫu chung theo kích thước hạt danh nghĩa lớn nhất cho các giá trị Cv/ss khác nhau được trình bày trên các hình 2 và 3 (với giả thiết r = 2,5 t/m3).
Thí dụ:
Xét trường hợp cần lấy mẫu quặng nhôm có kích thước hạt danh nghĩa lớn nhất là 22,4 mm và khối lượng riêng của hạt quặng là 2,5 t/m3. Giả sử khoảng kích thước hạt rộng, hệ số phân tán lấy 20% và sai số lấy mẫu cần đạt là 0,5%. Khối lượng tối thiểu mẫu chung cần phải lấy được tính như sau:
mG = ![]() x2,5x0,25x(22,4)3x106 = 11,2 kg
x2,5x0,25x(22,4)3x106 = 11,2 kg
6.2. Khối lượng tối thiểu của mẫu phụ
Khối lượng tối thiểu của từng mẫu phụ được lấy như sau:
a) khi từng mẫu phụ được gia công và phân tích, khối lượng tối thiểu của từng mẫu phụ không được nhỏ hơn khối lượng tối thiểu của mẫu chung tính được ở điều 6.1.
b) khi các mẫu phụ được gộp lại để lập mẫu chung, thì khối lượng tối thiểu của mẫu phụ, ms, sẽ bằng mG/k; trong đó, k là số lượng mẫu phụ xác định được theo điều 4.3.b).
6.3. Khối lượng tối thiểu của mẫu chung và mẫu phụ đã đập
Nếu mẫu chung hoặc mẫu phụ được đập nhỏ để giản lược thì khối lượng tối thiểu của chúng được tính bằng các công thức nêu tại điều 6.1 và 6.2 nhưng sử dụng kích thước hạt danh nghĩa lớn nhất của quặng đã đập.
7. Khối lượng mẫu đơn
7.1 Khối lượng tối thiểu của mẫu đơn sơ cấp
Mặc dù khái niệm khối lượng tối thiểu mẫu đơn không mang tính tuyệt đối, nhưng khối lượng mẫu đơn cần phải đủ lớn để đảm bảo khối lượng mẫu tối thiểu đã quy định ở điều 6.1 và 6.2. Như vậy, khối lượng tối thiểu của mẫu đơn sơ cấp, m1, được tính theo công thức:
![]()
trong đó n là số lượng mẫu đơn sơ cấp, được tính như ở điều 5.2.
Điều này đảm bảo cho mẫu chung hoặc mẫu phụ lập từ các mẫu đơn sơ cấp luôn có đủ khối lượng cần thiết.
Khối lượng tối thiểu của mẫu đơn sơ cấp hoặc số lượng mẫu đơn sơ cấp phải tăng lên, nếu các mẫu phụ được gia công hoặc cần phải có các mẫu chung, hoặc mẫu phụ độc lập cho phân tích hoá, xác định độ ẩm và thử lý tính.
7.2. Khối lượng thực tế mẫu đơn khi lấy từ dòng vật liệu chuyển động
Khối lượng thực của mẫu đơn khi lấy bằng dụng cụ kiểu cắt mẫu ở đầu ra của dòng chuyển động có thể tính theo công thức sau:
![]()
trong đó :
mA là khối lượng thực của mẫu đơn, tính bằng kilôgam;
qm là tốc độ chảy của dòng quặng, tính bằng tấn trên giờ;
bc là khe mở của dụng cụ cắt ở máy lấy mẫu, tính bằng mét;
vc là tốc độ cắt mẫu của dụng cụ lấy mẫu, tính bằng mét trên giây.
Khi tốc độ dòng lớn, khối lượng thực của mẫu đơn luôn vượt xa giá trị tính theo công thức ở điều 7.1. Trên thực tế, khối lượng thực tế của mẫu đơn được xác định theo khe mở tối thiểu của dụng cụ cắt mẫu quy định ở điều 11.3.1 và tốc độ cắt mẫu tối đa được quy định ở điều 11.3.2. Khi hai điều kiện này không được tuân thủ thì mẫu đơn có thể không đại diện cho lô quặng đã lấy mẫu.
7.3. Giản lược mẫu đơn sơ cấp có khối lượng lớn
Phương pháp giản lược mẫu đơn có khối lượng lớn được quy định ở các điều 8.10 và 9.8.
Dụng cụ chia mẫu có thể kèm tự động với thiết bị lấy mẫu cơ giới, nhưng tất cả các công đoạn sau lấy mẫu, kể cả bảo quản, cần được tiến hành trong điều kiện kín để giảm thiểu sự thay đổi độ ẩm của mẫu.
Dụng cụ giản lược mẫu thứ cấp và kế tiếp cần có tần suất cắt mẫu không trùng pha với dụng cụ lấy mẫu ban đầu hoặc không trùng pha với nhau và vận hành liên tục trong suốt quá trình lấy mẫu.
7.4. Khối lượng tối thiểu của mẫu đơn đã đập
Nếu mẫu đơn sơ cấp được đập nhỏ để giản lược tiếp thì khối lượng tối thiểu của mẫu đơn sơ cấp đã giản lược có thể tính theo công thức nêu tại điều 7.1 nhưng sử dụng kích thước hạt danh nghĩa lớn nhất của quặng đã đập.
Chú thích 4 - Để giữ được tính nguyên trạng của mẫu đơn sau khi đi qua hệ thống lấy mẫu, khối lượng tối thiểu của các mẫu đơn không bao giờ được nhỏ hơn 100 gam.
8. Lấy mẫu theo khối lượng
8.1. Quy định chung
Phương pháp lấy mẫu theo khối lượng có thể sử dụng không phụ thuộc vào sự biến thiên tốc độ của dòng vật liệu. Khi lấy mẫu từ dòng chuyển động có tốc độ cấp liệu thay đổi mạnh (trên 20% so với tốc độ danh nghĩa) thường dùng phương pháp lấy mẫu này.
Việc lấy mẫu theo khối lượng bao gồm hai bước sau:
a) phân bổ đều số lượng mẫu đơn sơ cấp cần lấy theo khối lượng như nhau trong toàn bộ khối lượng được lấy mẫu;
b) tiến hành lấy một khối lượng quặng gần như nhau theo từng khoảng cách khối lượng (thường theo khối lượng của lần giản lược mẫu đầu tiên hoặc của lần giản lược thứ cấp) nhận được khối lượng mẫu gần như nhau để nhập thành mẫu chung hoặc mẫu phụ.
"Khối lượng gần như nhau" được hiểu là hệ số phân tán khối lượng của các mẫu đơn nhỏ hơn hoặc bằng 20%. Thí dụ, nếu khối lượng trung bình của mẫu đơn là 40 kg, thì các mẫu đơn phải lấy sao cho 95% các mẫu đơn có khối lượng dao động trong khoảng 44 kg và 36 kg với khối lượng trung bình là 40 kg.
Nếu hệ số phân tán khối lượng của các mẫu đơn lớn hơn 20% thì:
1) từng mẫu đơn sơ cấp phải được giản lược (theo quy tắc giản lược mẫu) và xác định đặc tính chất lượng của nó một cách độc lập; hoặc
2) các mẫu đơn sơ cấp phải được giản lược để lấy mẫu đơn có khối lượng không đổi trước khi gộp thành mẫu chung hoặc mẫu phụ.
Hình 2 - Khối lượng tối thiểu của mẫu chung lấy theo Cv/ss và kích thước hạt danh nghĩa lớn nhất (khối lượng riêng danh nghĩa là 2,5 t/m3 và g =0,25)
Kích thước hạt danh nghĩa lớn nhất (mm)
Hình 3 - Khối lượng tối thiểu của mẫu chung lấy theo Cv/sa và kích thước hạt danh nghĩa lớn nhất (khối lượng riêng danh nghĩa là 2,5 t/m3 và g=0,25)
8.2. Khoảng lấy mẫu - Khoảng lấy mẫu giữa các lần lấy mẫu đơn sơ cấp của phương pháp lấy mẫu theo khối lượng được xác định như sau:
![]()
trong đó:
Dm1 là khoảng cách khối lượng giữa các lần lấy mẫu đơn sơ cấp, tính bằng tấn;
mL là khối lượng của lô hoặc của đơn vị lấy mẫu, tính bằng tấn;
n là số lượng mẫu đơn sơ cấp, tính theo điều 5.2.
8.3. Dụng cụ cắt mẫu
Có thể sử dụng một trong các loại dụng cụ cắt mẫu sau đây:
a) dụng cụ cắt mẫu có tốc độ cố định trong suốt quá trình lấy toàn bộ lô;
b) dụng cụ cắt mẫu có tốc độ thay đổi với tốc độ cắt không đổi khi cắt dòng, nhưng có thể điều chỉnh được cho từng mẫu đơn tuỳ theo tốc độ chảy của dòng quặng trên băng tải.
8.4. Lấy mẫu đơn sơ cấp
Mỗi mẫu đơn sơ cấp được lấy bằng một lần dụng cụ cắt mẫu cắt qua toàn bộ thiết diện dòng quặng. Mẫu đơn sơ cấp đầu tiên được lấy với khối lượng ngẫu nhiên nhỏ hơn Dm1 (xem điều 8.2).
Tiếp sau đó, số lượng các mẫu đơn sơ cấp được lấy bằng phương pháp lấy mẫu phân đoạn hệ thống theo khối lượng, tức là, theo từng khoảng cách khối lượng không đổi Dm1 và khoảng cách khối lượng này không được thay đổi trong suốt quá trình lấy mẫu từ một lô.
Khoảng cách khối lượng giữa các mẫu đơn sơ cấp phải nhỏ hơn giá trị tính theo điều 5.2 nhằm đảm bảo rằng số lượng mẫu đơn sơ cấp lấy được lớn hơn số lượng mẫu tối thiểu yêu cầu.
Nếu số lượng mẫu đơn sơ cấp dự kiến đã lấy đủ nhưng quá trình lấy mẫu vẫn chưa kết thúc, cần lấy thêm mẫu đơn theo cùng một khoảng cách khối lượng cho đến khi quá trình lấy mẫu kết thúc.
8.5. Lập mẫu chung hay mẫu phụ
Một mẫu chung được gộp từ tất cả các mẫu đơn sơ cấp hoặc các mẫu phụ ở nguyên trạng như đã lấy, hoặc sau khi đã được gia công riêng từng mẫu đến một công đoạn nào đó trong quá trình gia công mẫu và nhập lại theo một tỉ lệ hợp lý.
Nếu hệ số phân tán khối lượng các mẫu đơn sơ cấp lớn hơn 20% thì các mẫu đơn sơ cấp đã lấy không được gộp vào mẫu phụ hoặc mẫu chung mà phải tuân thủ các quy định nêu tại điều 8.1.b [1) và 2)].
Một mẫu phụ được tổng hợp từ một số mẫu đơn sơ cấp liên tiếp nhau, nguyên trạng như được lấy hoặc sau khi gia công riêng đến một công đoạn nào và nhập lại theo một tỉ lệ hợp lý. Mỗi loạt mẫu phụ lấy từ một lô được thiết lập từ cùng số lượng các mẫu đơn sơ cấp kế tiếp.
Chú ý - Cần chú ý không được quy độ chính xác kết quả thử một lô quặng cho kết quả thử của các mẫu đơn sơ cấp riêng biệt hoặc của mẫu phụ được tạo thành theo cách mô tả trên. Kết quả thử của từng mẫu đơn sơ cấp hoặc của mẫu phụ không thể đặc trưng cho cả lô hoặc đơn vị lấy mẫu.
8.6. Phương pháp giản lược
Phương pháp giản lược mẫu theo khối lượng không đổi là phương pháp giản lược để nhận được các mẫu phụ hoặc mẫu chung có khối lượng gần như nhau sau khi giản lược (Cv < 20%)="" mà="" không="" phụ="" thuộc="" vào="" sự="" biến="" thiên="" về="" khối="" lượng="" của="" mẫu="" được="" giản="" lược.="" với="" phương="" pháp="" giản="" lược="" này,="" có="" thể="" dùng="" dụng="" cụ="" chia="" mẫu="" kiểu="" cắt="" với="" tốc="" độ="" cắt="" điều="" chỉnh="">
Phương pháp giản lược mẫu theo tốc độ không đổi nhận được các mẫu phụ hoặc mẫu chung có khối lượng sau khi giản lược tỉ lệ với khối lượng khác nhau đem giản lược. Với phương pháp giản lược này, có thể dùng dụng cụ chia mẫu kiểu quay hoặc băng tải có khe lấy mẫu.
8.7. Giản lược mẫu đơn
Khi các mẫu đơn cần phải giản lược trước khi thiết lập mẫu phụ hoặc mẫu chung thì khâu giản lược cần tiến hành như sau:
a) nếu hệ số phân tán khối lượng của các mẫu đơn lớn hơn 20% thì việc giản lược phải được tiến hành lần lượt theo từng mẫu đơn và sử dụng phương pháp giản lược mẫu theo khối lượng không đổi;
b) nếu hệ số phân tán khối lượng của các mẫu đơn nhỏ hơn hoặc bằng 20% thì có thể sử dụng phương pháp giản lược mẫu theo khối lượng không đổi hoặc phương pháp tốc độ cố định.
Số lần cắt mẫu và khối lượng tối thiểu của chúng phải theo quy định tại điều 8.10.
8.8. Giản lược mẫu phụ
Khi các mẫu phụ phải giản lược và mẫu chung được lập từ các mẫu phụ đã giản lược, khâu giản lược mẫu cần tiến hành như sau:
a) nếu hệ số biến thiên khối lượng của các mẫu phụ nhỏ hơn hoặc bằng 20% và các mẫu phụ được tạo thành từ cùng một số lượng mẫu đơn có thể sử dụng cả hai phương pháp giản lược mẫu theo khối lượng không đổi hoặc phương pháp tốc độ cố định;
b) khi các mẫu phụ được tạo thành từ số lượng mẫu đơn khác nhau thì sử dụng phương pháp giản lược mẫu theo tốc độ cố định.
Số lần cắt mẫu và khối lượng tối thiểu của chúng phải theo quy định tại điều 8.10.
8.9. Giản lược mẫu chung
Thông thường mẫu chung được gia công theo quy trình nêu tại TCVN 2823 : 1999 (ISO 6140). Tuy nhiên, giản lược mẫu chung được tiến hành tại hiện trường thì số lần cắt mẫu và khối lượng tối thiểu của chúng phải theo quy định tại điều 8.10.
8.10. Số lần cắt khi giản lược
Số lần cắt và khối lượng tối thiểu của chúng được quy định như sau:
a) khi tất cả các mẫu đơn hoặc mẫu phụ đã được nhập và trộn đều để tạo thành mẫu chung của một lô hoặc một đơn vị lấy mẫu, số lượng lần cắt tối thiểu cần thiết là 20 với khối lượng tối thiểu là mG/20, ở đây mG là khối lượng tối thiểu của mẫu chung tính theo điều 6.1;
b) khi một số mẫu đơn được nhập và trộn đều, tạo thành mẫu phụ để phân tích, số lượng lần cắt tối thiểu cần thiết là 10 với khối lượng tối thiểu là mG/10;
c) khi từng mẫu đơn sẽ được giản lược, số lượng lần cắt tối thiểu là 6 với khối lượng tối thiểu là mG/6n, trong đó n là số lượng mẫu đơn;
d) khi mẫu đơn thứ cấp hoặc kế tiếp được giản lược, số lượng lần cắt tối thiểu là 1 đối với mẫu đơn thứ cấp hoặc kế tiếp với khối lượng tối thiểu là mG/np, ở đây n là số lượng mẫu đơn, p là số lần cắt kế tiếp cuối cùng cho mỗi mẫu đơn.
Đối với phương pháp giản lược theo khối lượng không đổi, khoảng cách giữa các lần cắt mẫu cần thay đổi tuỳ thuộc vào khối lượng của mẫu chung, mẫu phụ hoặc mẫu đơn được giản lược theo nguyên tắc nêu tại điều 8.2. Lần cắt đầu tiên được tiến hành ngẫu nhiên trong phạm vi khoảng khối lượng đầu tiên.
Đối với phương pháp giản lược theo tốc độ cố định, khoảng cách giữa các lần cắt không đổi, không phụ thuộc vào khối lượng của mẫu chung, mẫu phụ hoặc mẫu đơn được giản lược theo nguyên tắc nêu tại điều 9.2. Lần cắt đầu tiên được tiến hành ngẫu nhiên trong phạm vi khoảng thời gian đầu tiên.
Chú thích 5 - Giản lược tiếp mẫu chung, mẫu phụ hoặc mẫu đơn đã được giản lược trước đó đến khối lượng tối thiểu nhỏ hơn khối lượng tối thiểu ở bất cứ một giai đoạn nào thì cần giảm kích thước hạt trước khi giản lược. Khi đó, khối lượng mẫu chung, mG, cần được tính toán lại theo quy định tại điều 6.3.
9. Lấy mẫu theo thời gian
9.1. Quy định chung
Lấy mẫu theo thời gian được sử dụng khi lấy mẫu từ dòng chuyển động, tốt nhất có tốc độ cấp liệu không biến thiên nhiều, tức là, dao động không vượt quá 20% tốc độ danh nghĩa.
9.2. Khoảng lấy mẫu
Khoảng thời gian giữa các lần lấy mẫu đơn bằng phương pháp lấy mẫu theo thời gian được xác định theo công thức sau:
![]()
trong đó :
Dt là khoảng thời gian giữa các lần lấy mẫu đơn sơ cấp, tính bằng phút;
mL là khối lượng của lô, tính bằng tấn;
qm là tốc độ cấp liệu của băng tải, tính bằng tấn/giờ;
n là số lượng mẫu đơn sơ cấp tính theo điều 5.2.
9.3. Dụng cụ cắt mẫu
Dụng cụ cắt mẫu là loại có tốc độ không đổi, với tốc độ cắt mẫu cố định trong suốt quá trình lấy mẫu toàn bộ lô.
9.4. Lấy mẫu đơn sơ cấp
Mỗi mẫu đơn sơ cấp được lấy bằng một lần dụng cụ cắt mẫu cắt qua dòng.
Mẫu đơn sơ cấp đầu tiên được lấy trong khoảng thời gian ngẫu nhiên nhỏ hơn Dt (xem điều 9.2).
Tiếp sau đó, số mẫu đơn sơ cấp yêu cầu được lấy bằng phương pháp lấy mẫu phân đoạn hệ thống theo thời gian, tức là, trong các khoảng thời gian Dt cố định, và khoảng thời gian này không được thay đổi trong suốt quá trình lấy mẫu một lô.
Khoảng thời gian giữa khi lấy các mẫu đơn sơ cấp phải nhỏ hơn khoảng thời gian tính được từ số lượng mẫu đơn sơ cấp theo điều 5.2 nhằm đảm bảo số lượng mẫu đơn sơ cấp sẽ lấy lớn hơn số lượng tối thiểu mẫu đơn sơ cấp cần lấy.
Nếu số lượng mẫu đơn sơ cấp dự kiến đã được lấy đủ nhưng quá trình lấy mẫu vẫn chưa kết thúc thì cần lấy thêm mẫu đơn sơ cấp theo cùng khoảng thời gian lấy mẫu cho đến khi quá trình lấy mẫu kết thúc.
9.5. Lập mẫu chung hoặc mẫu phụ
Mẫu đơn sơ cấp có thể được gộp lại để lập mẫu phụ hoặc mẫu chung theo một trong các phương pháp sau:
a) mẫu đơn sơ cấp được gộp lại (không qua giản lược) thành mẫu chung hoặc mẫu phụ không phụ thuộc vào biến thiên khối lượng của các mẫu đơn sơ cấp.
Chú thích 6 - Khi các mẫu phụ được phân tích để xác định đặc tính chất lượng của lô thì cần xác định khối lượng của mẫu phụ hoặc của đơn vị lấy mẫu mà mẫu phụ được lấy để thu nhận giá trị trung bình trọng số về đặc tính chất lượng của lô.
b) mẫu đơn sơ cấp có thể được giản lược bằng cách chia mẫu theo tốc độ cố định và mẫu chung hoặc mẫu phụ có thể được thiết lập từ các mẫu đơn đã giản lược với điều kiện khối lượng của các mẫu đơn đã giản lược tỉ lệ với khối lượng của các mẫu đơn ban đầu nhằm đảm bảo trung bình trọng số về đặc tính chất lượng của lô.
9.6. Giản lược mẫu đơn và mẫu phụ
Các mẫu đơn và mẫu phụ sau khi được lấy theo thời gian sẽ được giản lược bằng phương pháp tốc độ cố định. Số lần cắt mẫu và khối lượng tối thiểu của chúng được quy định tại điều 9.8.
9.7. Giản lược mẫu chung
Thông thường mẫu chung được chuẩn bị theo quy trình tại TCVN 2823 : 1999 (ISO 6140). Tuy nhiên, khi việc giản lược mẫu được tiến hành tại hiện trường thì số lần cắt mẫu và khối lượng tối thiểu của chúng theo quy định tại điều 9.8.
9.8. Số lần cắt mẫu khi giản lược
Số lần cắt mẫu và khối lượng tối thiểu của chúng được quy định như sau:
a) khi tất cả các mẫu đơn hoặc mẫu phụ đã được gộp lại và trộn đều để tạo thành mẫu chung đại diện cho một lô hoặc một đơn vị lấy mẫu, số lượng lần cắt tối thiểu cần thiết là 20 với khối lượng tối thiểu là mG/20, trong đó mG là khối lượng tối thiểu của mẫu chung tính theo điều 6.1;
b) khi một số mẫu đơn sơ cấp được nhập và trộn đều tạo thành mẫu phụ để phân tích, số lượng lần cắt tối thiểu cần thiết là 10 với khối lượng tối thiểu là mG/10;
c) khi từng mẫu đơn sơ cấp đã được giản lược, số lượng cắt tối thiểu là 6 với khối lượng tối thiểu là mG/6n, trong đó n là số lượng mẫu đơn sơ cấp;
d) khi từng mẫu đơn thứ cấp hoặc kế tiếp được giản lược, số lượng lần cắt tối thiểu là 1 đối với mẫu đơn thứ cấp hoặc mẫu đơn kế tiếp với khối lượng tối thiểu là mG/np, trong đó n là số lượng mẫu đơn sơ cấp, p là số lần cắt kế tiếp cuối cùng cho mỗi mẫu đơn sơ cấp.
Đối với phương pháp giản lược theo tốc độ cố định, khoảng cách giữa các lần cắt lấy không đổi, không phụ thuộc vào khối lượng của mẫu chung, mẫu phụ hoặc mẫu đơn được giản lược theo nguyên tắc nêu tại điều 9.2. Lần cắt đầu tiên được tiến hành ngẫu nhiên trong phạm vi khoảng thời gian đầu tiên.
Chú thích 7 - Giản lược tiếp mẫu chung, mẫu phụ hoặc mẫu đơn đã được giản lược trước đó có khối lượng tối thiểu nhỏ hơn khối lượng tối thiểu ở một giai đoạn nào đó thì cần giảm kích thước hạt trước khi giản lược. Khi đó, khối lượng tối thiểu mẫu chung, mG, cần tính toán lại theo quy định tại điều 6.3.
10. Lấy mẫu phân đoạn ngẫu nhiên theo khoảng thời gian hoặc khối lượng không đổi
10.1. Lấy mẫu phân đoạn ngẫu nhiên theo các khoảng khối lượng không đổi - Quy trình chung
Quy trình quy định tại điều 8, ngoại trừ, khoảng khối lượng đã định trước, thiết bị giản lược mẫu hoặc dụng cụ cắt mẫu đã được đặt chương trình lấy một mẫu đơn sơ cấp ở bất cứ điểm nào ngẫu nhiên nằm trong khoảng khối lượng đó. Điều này được thực hiện bằng thiết bị tạo ra số ngẫu nhiên, có thể cho một số khối lượng ngẫu nhiên bất kỳ ở điểm nào trong khoảng khối lượng đó (xác định tại điều 8.2), nó sẽ làm cho thiết bị lấy mẫu hoạt động lấy được mẫu ở điểm khối lượng tương ứng với số khối lượng đã đưa ra.
10.2. Lấy mẫu phân đoạn ngẫu nhiên theo các khoảng thời gian cố định - Quy trình chung
Quy trình quy định tại điều 9, ngoại trừ, khoảng thời gian đã định trước, thiết bị giản lược mẫu hoặc dụng cụ cắt mẫu đã được đặt chương trình lấy một mẫu đơn sơ cấp ở bất cứ điểm nào ngẫu nhiên nằm trong khoảng thời gian đó. Điều này được thực hiện bằng một thiết bị tạo ra số ngẫu nhiên, có thể cho một con số thời gian ngẫu nhiên bất kỳ ở điểm nào trong khoảng thời gian đó (xác định tại điều 9.2), nó sẽ làm cho thiết bị lấy mẫu hoạt động lấy được mẫu ở thời điểm tương ứng với số thời gian đã đưa ra .
11. Lấy mẫu cơ giới từ dòng chuyển động
11.1. Quy định chung
Có nhiều loại thiết bị lấy mẫu cơ giới khác nhau, do đó không thể quy định một loại thiết bị cụ thể nào cho một trường hợp lấy mẫu cụ thể. Phụ lục B nêu các thí dụ về các thiết bị lấy mẫu thường sử dụng để hướng dẫn lựa chọn thiết bị phù hợp.
Tiêu chuẩn này chỉ quy định thiết bị lấy mẫu cơ giới mà nó cắt toàn bộ thiết diện dòng quặng trong một lần cắt mẫu. Thiết bị lấy mẫu chỉ cắt một phần dòng mẫu trong một lần cắt không áp dụng quy trình này.
11.2. Thiết kế hệ thống lấy mẫu
11.2.1. Vị trí đặt thiết bị lấy mẫu
Vị trí đặt thiết bị lấy mẫu được lựa chọn theo các tiêu chí sau:
a) thiết bị lấy mẫu cần đặt ở vị trí sao cho có thể tiếp cận được toàn bộ dòng quặng;
b) việc lấy mẫu cần thực hiện càng gần điểm cần xác định thành phần của quặng càng tốt (thí dụ, ngay sát điểm chất tải cho tàu);
c) việc lấy mẫu cần thực hiện tại điểm mà bằng mắt thường không nhận thấy sự phân ly dòng vật liệu và không có nguy cơ xảy ra sai số do biến thiên hệ thống về thành phần hoặc tốc độ cấp liệu;
d) để tiến hành các kiểm tra như quy định tại điều 11.2.3, cần bố trí quy trình lấy mẫu theo phương pháp dừng băng tải đặt ngay cạnh thiết bị lấy mẫu tự động;
e) các điểm tập hợp mẫu cần đặt ở vị trí dễ tiếp cận, tạo thuận lợi cho nhân viên lấy mẫu và càng gần giai đoạn giản lược cuối cùng càng tốt.
11.2.2. Quy định về lấy mẫu đúp
Hệ thống lấy mẫu nên bố trí sao cho có thể xử lý mẫu đơn sơ cấp để lập các cặp mẫu phụ A và B bằng cách nhập các mẫu đơn kế tiếp nhau. Quy trình lấy mẫu đúp được mô tả tại tiêu chuẩn tương ứng.
11.2.3. Hệ thống kiểm tra độ chính xác và độ lệch lấy mẫu
Khi lắp đặt thiết bị lấy mẫu xong hoặc khi có sự điều chỉnh bộ phận chính của thiết bị thì cần thực nghiệm kiểm tra độ chính xác và độ lệch lấy mẫu sau khi lắp đặt.
Các phương pháp kiểm tra độ chính xác và sai lệch quy định trong TCVN 6804 : 2001 (ISO 10277) và TCVN 6805 : 2001 (ISO 10226) tương ứng, nên tiến hành bằng cách so sánh với kết quả lấy mẫu theo phương pháp ngừng băng tải như mô tả tại điều 13.
11.2.4. Giảm thiểu độ lệch lấy mẫu
Sơ đồ thiết bị lấy mẫu cần được thiết kế sao cho giảm thiểu được:
a) sự vương vãi mẫu;
b) cản trở của dòng mẫu chảy qua thiết bị;
c) vật liệu lắng đọng lại;
d) làm nhiễm bẩn mẫu;
e) sự giảm cỡ hạt mẫu nếu mẫu lấy để xác định thành phần độ hạt;
f) thay đổi độ ẩm.
Các dụng cụ giản lược mẫu thứ cấp hoặc giản lược mẫu kế tiếp có tần suất cắt mẫu không trùng với dụng cụ lấy mẫu ban đầu.
11.2.5. Bố trí hệ thống lấy mẫu
Thiết bị lấy mẫu cần bố trí sao cho các bộ phận chính có thể vận hành độc lập để thuận tiện cho việc thử nghiệm và bảo dưỡng.
11.3. Dụng cụ cắt mẫu
11.3.1. Yêu cầu thiết kế
Để giảm thiểu độ lệch khi lấy mẫu đơn, dụng cụ cắt mẫu ngoài việc tuân thủ các yêu cầu quy định tại điều 11.2.4 cần phải tuân thủ các yêu cầu sau:
a) dụng cụ cắt mẫu phải là loại tự làm sạch;
b) sẽ không có bất cứ vật liệu khác ngoài mẫu lọt vào dụng cụ cắt mẫu. Điều này đặc biệt áp dụng đối với vật liệu ở dụng cụ cạo mẫu từ băng tải và bụi bám ở dụng cụ cắt mẫu khi cất giữ trong kho;
c) dụng cụ cắt mẫu sẽ cắt toàn bộ thiết diện dòng quặng trong một lần cắt;
d) dụng cụ cắt mẫu sẽ cắt dòng quặng theo mặt phẳng hoặc dọc theo một vành khuyên, vuông góc với quỹ đạo của dòng quặng;
e) dụng cụ cắt mẫu phải cắt dòng quặng với tốc độ không đổi trong phạm vi ± 5%;
f) cấu tạo hình học của khe cắt mẫu phải thiết kế sao cho thời gian cắt mẫu tại mỗi điểm của dòng quặng là không đổi trong phạm vi biến thiên ± 5%;
g) kích thước tối thiểu của khe hở cắt mẫu ít nhất phải bằng 3 lần kích thước danh nghĩa của hạt quặng lớn nhất trong mẫu;
h) khe hở cắt mẫu tối thiểu của dụng cụ cắt mẫu là 30 mm;
i) dụng cụ cắt mẫu phải có dung tích đủ lớn để chứa khối lượng mẫu lấy được ở tốc độ dòng quặng tối đa.
11.3.2. Tốc độ cắt mẫu
Khi thiết kế dụng cụ lấy mẫu cơ giới, một trong những thông số thiết kế quan trọng nhất là tốc độ cắt mẫu. Tốc độ quá lớn sẽ dẫn đến sai lệch do sự chệch hướng của các hạt quặng lớn và có thể dẫn tới tắc cấp liệu và khó khăn trong việc giữ ổn định tốc độ cắt mẫu. Điều này còn gây nên sự xáo trộn quá mức, cần tránh để giảm thiểu nguy cơ làm nảy các hạt quặng và bay bụi gây sai lệch mẫu.
Công trình nghiên cứu của Gy*) cho thấy rằng khi lấy mẫu các dòng vật liệu không đồng nhất trên băng tải chất quặng ít dày đặc (độ dày đặc của dòng), ở đây độ hạt quặng phân bố trong một giải rất hẹp, thì có thể có sai lệch đáng kể khi tốc độ dụng cụ cắt mẫu vượt quá 0,6 m/giây hoặc khi khe cắt mẫu nhỏ hơn 3 lần kích thước danh nghĩa lớn nhất của quặng.
Do đó, trên cơ sở kết quả thực nghiệm, tốc độ cắt mẫu không được vượt quá 0,6 m/s khi dụng cụ cắt mẫu cắt vuông góc với dòng quặng và khe hở cắt mẫu, bc, bằng 3 lần kích thước danh nghĩa của hạt quặng lớn nhất trong mẫu (xem hình 4). Tốc độ cắt mẫu tối thiểu này cũng áp dụng khi dụng cụ cắt mẫu không cắt vuông góc với dòng quặng (xem hình 5) nhưng "khe hở cắt mẫu có hiệu quả", bo, bằng ít nhất 3 lần kích thước danh nghĩa của hạt quặng lớn nhất trong mẫu. Dụng cụ cắt mẫu mà cắt vuông góc với dòng mẫu có thể cắt theo một chiều hoặc theo cả hai chiều nhưng dụng cụ cắt mẫu không vuông góc với dòng mẫu thì chỉ được cắt mẫu theo một chiều.
Đối với dụng cụ cắt mẫu có khe hở cắt mẫu bc vượt quá 3 lần kích thước danh nghĩa của hạt quặng lớn nhất trong mẫu D, tốc độ cắt mẫu tối đa được phép, vc, có thể tăng lên, tuân theo công thức sau:
trong đó :
vc là tốc độ tối đa, tính bằng mét trên giây;
bc là bề rộng thực tế của khe hở cắt mẫu;
b1 là giá trị tương ứng 3 lần kích thước danh nghĩa hạt quặng lớn nhất (b1=3D).
Tuy nhiên, tốc độ cắt mẫu tối đa không được vượt quá 1,5 mét trên giây.
Chú thích 8 - Chỉ được sử dụng tốc độ cắt mẫu lớn hơn 0,6 m/s với khe hở cắt mẫu 3D nếu kết quả thực nghiệm cho thấy không xảy ra sai lệch lấy mẫu đáng kể.
11.4. Khối lượng mẫu đơn
Trong mọi trường hợp, khối lượng tối thiểu của mỗi mẫu đơn lấy được trong một lần cắt mẫu của dụng cụ cắt mẫu phải phù hợp với điều 7.1.
*) Xem Gy P. “Lấy mẫu vật liệu dạng hạt - Lý thuyết và thực tiễn” NXB Elsevier Co, 1982.
11.5. Số lượng mẫu đơn
Số lượng mẫu đơn phải phù hợp với các điều 5.2, 8.10 và 9.8.
Hình 4 - Dụng cụ cắt mẫu với lưỡi cắt được thiết kế để cắt vuông góc với dòng quặng
 Hình 5 - Dụng cụ cắt mẫu với
lưỡi cắt được thiết kế để cắt không vuông góc với dòng quặng
Hình 5 - Dụng cụ cắt mẫu với
lưỡi cắt được thiết kế để cắt không vuông góc với dòng quặng
11.6. Kiểm tra định kỳ
Việc bảo dưỡng và kiểm tra hệ thống lấy mẫu phải được tiến hành sau những khoảng thời gian đều đặn và phải tiến hành hiệu chỉnh lại sau khi có sự cải tạo hoặc thay đổi.
12. Lấy mẫu thủ công từ dòng chuyển động
12.1. Quy định chung
Lấy mẫu bằng cơ giới là phương pháp được khuyến nghị sử dụng để lấy mẫu từ dòng chuyển động bởi vì phương pháp này cung cấp số liệu tin cậy hơn so với lấy mẫu thủ công. Tuy nhiên, ở những nơi không có thiết bị lấy mẫu cơ giới thì có thể sử dụng phương pháp lấy mẫu thủ công nếu có thể tiếp cận được với toàn bộ dòng quặng và không có nguy hiểm đối với người lấy mẫu. Để đảm bảo an toàn cho người lấy mẫu, cần tuân thủ các quy định về an toàn lao động.
Chú thích 9 - Không sử dụng phương pháp lấy mẫu thủ công để lấy mẫu từ dòng hạt quặng chuyển động có kích thước danh nghĩa hạt lớn nhất lớn hơn 31,5 mm. Trong trường hợp này, cần lấy mẫu theo phương pháp dừng băng tải.
12.2. Chọn vị trí lấy mẫu
Vị trí lấy mẫu phải đảm bảo:
a) an toàn tuyệt đối cho người lấy mẫu;
b) tiếp cận được với toàn bộ dòng quặng;
c) có sự phân ly quặng ít nhất về độ hạt và độ ẩm;
d) gần chỗ cấp hoặc tháo quặng, nơi phải xác định chất lượng quặng.
Trong phần lớn các hệ thống băng tải, chỉ có điểm chuyển tiếp là thoả mãn các yêu cầu trên. Trong mọi trường hợp, không được lấy mẫu trên mặt băng tải đang chuyển động.
12.3. Dụng cụ lấy mẫu
Việc lấy mẫu được thực hiện bằng cách sử dụng loại môi quy định tại phụ lục C.
Kích cỡ của dụng cụ lấy mẫu cần chọn phù hợp các yêu cầu ở điều 7 và bảng C.1.
12.4. Khối lượng tối thiểu của mẫu đơn
Khối lượng tối thiểu của mỗi mẫu đơn cần phù hợp với yêu cầu ở điều 7.1.
12.5. Số lượng mẫu đơn sơ cấp
Số lượng mẫu đơn sơ cấp cần lấy phải phù hợp yêu cầu ở điều 5.2.
12.6. Quy trình lấy mẫu
12.6.1. Lấy mẫu bằng một lần xúc
Mỗi mẫu đơn chỉ lấy bằng một lần môi xúc qua toàn bộ bề ngang của dòng với một tốc độ ổn định và cẩn thận không để tràn quặng trước khi môi xúc dời dòng quặng. Mẫu đơn kế tiếp được lấy bằng cách cắt ngang dòng theo chiều ngược lại.
12.6.2. Lấy mẫu bằng nhiều lần xúc
Trong một số trường hợp không thể cắt toàn bộ dòng quặng bằng một lần xúc. Khi đó, phải xúc mẫu theo chiều ngang của dòng quặng một cách hệ thống một số lần riêng biệt. Thí dụ cụ thể nêu tại hình 6.
Giả sử trong một lần môi chỉ xúc được lượng mẫu đại diện của 1/8 dòng quặng (xem vùng bất kỳ nào, 1 đến 8, trên hình 6), môi xúc mẫu sẽ tuần tự lấy tiếp mẫu từ những vùng còn lại một cách hệ thống, sao cho sau 8 lần sẽ lấy toàn bộ thiết diện ngang của dòng quặng để tạo thành một mẫu đơn.
|
1 |
6 |
3 |
8 |
|
5 |
2 |
7 |
4 |
Hình 6 - Sơ đồ điểm lấy mẫu đơn từ dòng quặng bằng phương pháp thủ công
Trên thực tế, để lấy được một mẫu đơn, số lần xúc cần thiết để lấy hết thiết diện ngang dòng quặng phụ thuộc vào hình dạng, mật độ của dòng quặng và kích thước môi.
Môi phải xúc từ trên xuống, để cho đầy môi rồi nhấc lên khỏi dòng quặng.
Ngoài những điều trên, khi lấy mẫu thủ công cần chú ý hai điểm sau đây:
a) khi lập mẫu phụ từ một số mẫu đơn, mỗi mẫu phụ hoặc mẫu chung hợp thành từ một số mẫu đơn phải đại diện cho toàn bộ thiết diện ngang của dòng quặng (tức là, mỗi mẫu chung sẽ đại diện cho toàn bộ chứ không chỉ cho một phần của dòng quặng);
b) môi không được lấy đầy quá vì điều này có thể dẫn đến sai lệch lấy mẫu (tức là những cục lớn có thể bị lăn khỏi môi).
13. Lấy mẫu từ băng ngừng chuyển động
Lấy mẫu từ băng tải ngừng là phương pháp được khuyến nghị sử dụng để lấy mẫu đối chứng, so sánh với các quy trình lấy mẫu khác. Quy trình lấy mẫu từ băng tải đã dừng như sau:
a) xác định các thông số lấy mẫu;
b) dừng băng tải theo các khoảng thời gian hoặc khối lượng đã định trước;
c) mỗi lần dừng, dùng một khung lấy mẫu (xem phụ lục D) có kích thước bên trong tối thiểu bằng ba lần kích thước danh nghĩa của hạt quặng lớn nhất, đặt ngang dòng quặng và ấn xuống sát băng tải và cắt toàn bộ thiết diện ngang của dòng quặng;
d) nếu gặp những cục quặng lớn cản trở việc ấn khung xuống thì những cục nằm ở thành bên trái sẽ được lấy vào mẫu còn những cục nằm ở thành bên phải sẽ bị loại bỏ khỏi mẫu;
e) lấy quặng từ trong khung lấy mẫu, đảm bảo sao cho toàn bộ quặng trong khung được lấy vào mẫu và bảo quản mẫu trong thùng chứa phù hợp. Nếu mẫu dùng để xác định độ ẩm, thùng chứa phải gắn kín để tránh việc giảm (hoặc tăng) độ ẩm do điều kiện khí hậu;
f) gộp các mẫu đơn như sau:
1) khi lấy mẫu theo thời gian: các mẫu đơn sơ cấp có thể được gộp lại thành mẫu phụ hoặc mẫu chung không phụ thuộc vào hệ số phân tán khối lượng của các mẫu đơn. Nếu khối lượng của các mẫu đơn quá lớn, cần phải giản lược bằng phương pháp tốc độ cố định trước khi gộp mẫu;
2) khi lấy mẫu theo khối lượng: nếu hệ số phân tán khối lượng của các mẫu đơn sơ cấp lớn hơn 20%, thì không thể gộp thành mẫu phụ hoặc mẫu chung. Khi đó, mỗi mẫu đơn phải giản lược và xác định các đặc tính chất lượng một cách độc lập, hoặc phải giản lược các mẫu đơn bằng phương pháp khối lượng không đổi ở giai đoạn phù hợp trước khi gộp thành mẫu phụ hoặc mẫu chung;
g) bảo quản mẫu phụ hoặc mẫu chung trong các thùng chứa có ghi nhãn như quy định tại điều 15.
14. Lấy mẫu từ vật liệu tĩnh
14.1. Quy định chung
Mục này quy định quy trình lấy mẫu quặng nhôm từ đống, toa xe và tàu thủy. Trong trường hợp này, lô hoặc đơn vị lấy mẫu sẽ được phân ra n lớp (n là số lượng mẫu đơn tính theo 5.2), cách đều theo vị trí hoặc khối lượng.
Mẫu được lấy theo hệ thống nhưng chỉ khi chứng tỏ được rằng không có lỗi hệ thống do biến thiên định kỳ về chất lượng hoặc số lượng trùng với hoặc gần bằng bội số của khoảng lấy mẫu.
Nếu có nguy cơ xảy ra lỗi hệ thống do biến thiên định kỳ về số lượng hoặc chất lượng thì nên lấy mẫu ngẫu nhiên theo lớp.
Trong một số trường hợp, nếu toàn bộ mẫu đơn được nhập lại thì tổng khối lượng của các mẫu đơn có thể quá lớn, khi đó phải giản lược trước khi nhập thành các mẫu phụ hoặc mẫu chung. Trong trường hợp này, áp dụng quy trình giản lược mẫu đơn quy định tại TCVN 2823 : 1999 (ISO 6140) có tính đến các yêu cầu nêu tại điều 6 của tiêu chuẩn này.
14.2. Sự đồng nhất về khối lượng của các mẫu đơn sơ cấp
Tất cả các mẫu đơn sơ cấp được lấy để lập mẫu chung hoặc mẫu phụ đều có khối lượng gần như nhau, nghĩa là biến thiên không quá 20%.
14.3. Kiểm tra độ lệch lấy mẫu
Quy trình kiểm tra độ lệch lấy mẫu được mô tả trong TCVN 6805 : 2001 (ISO 10226).
14.4. Dụng cụ lấy mẫu quặng từ đống, toa xe, hầm tàu thủy
14.4.1. Xẻng
Lấy mẫu bằng xẻng thường gây sai lệch bởi vì nó không đáp ứng nguyên tắc cơ bản lấy mẫu về khả năng tiếp cận toàn bộ lô quặng không đổi. Quặng ở lớp trên của đống quặng hoặc toa xe gần như luôn luôn khác phần quặng còn lại do lộ thiên, bị phân ly và các nguyên nhân khác. Do đó, không nên dùng xẻng để lấy mẫu. Quy trình sau sẽ giảm thiểu được sai số lấy mẫu:
Khi bắt buộc phải dùng xẻng để lấy mẫu, phải lấy các mẫu đơn tại các vị trí có bề mặt quặng càng bằng phẳng càng tốt, đảm bảo mỗi mẫu đơn chứa tất cả các cỡ hạt đại diện cho phần quặng đó. Xẻng có kích thước theo quy định nêu tại bảng D.1.
Quy trình lấy mẫu bằng xẻng như sau:
a) đào một lỗ sâu ít nhất 300 mm và đưa hết quặng đã đào ra xa khỏi lỗ. Góc nghiêng thành lỗ cần tính sao cho không để quặng lăn trở xuống lỗ gây ra sai lệch mẫu;
b) lấy mẫu đơn từ đáy lỗ bằng một hoặc nhiều lần xúc để có khối lượng phù hợp;
c) cho mẫu vào thùng chứa có ghi nhãn như quy định tại điều 15.
Không được để xẻng xúc quá đầy. Sau khi đào lỗ xong cần đưa xẻng vào lớp quặng trên cùng gần như nằm ngang, sao cho nó không bị ngập hoàn toàn. Cần tránh cách xúc với góc lớn vì có thể làm cho xẻng quá đầy.
Chú thích 10 - Tốt nhất, cố gắng dùng loại xẻng có kích thước cho phép lấy một mẫu đơn trong một lần xúc.
Chú thích 11 - Khi mẫu đơn quá lớn không thể dùng xẻng lớn để lấy mẫu trong một lần xúc thì có thể lấy một mẫu trong nhiều lần xúc.
14.4.2. Khoan
Dụng cụ này dùng để lấy mẫu đơn sơ cấp từ đống quặng, nhưng cũng như dùng xẻng, chúng dễ cho mẫu sai lệch vì không đảm bảo xác suất giống nhau lấy được tất cả các cục quặng. Mẫu lấy được đảm bảo đại diện tốt nhất cho độ sâu mà dụng cụ khoan tới. Dùng khoan có thể làm vỡ cục quặng và do đó ảnh hưởng đến thành phần độ hạt và tỉ trọng đống của mẫu quặng. Vì vậy lấy mẫu bằng khoan không nên dùng.
Đường kính khoan phải ít nhất bằng 3 lần kích thước danh nghĩa lớn nhất của quặng hoặc không nhỏ hơn 30 mm.
Khi quặng có kích thước danh nghĩa lớn nhất nhỏ hơn 25 mm, có thể sử dụng khoan để lấy mẫu nhưng phải chú ý sao cho toàn bộ cột quặng được lấy ra và không để mất các cục quặng trong khi tháo mẫu.
Khi quặng có kích thước danh nghĩa lớn nhất lớn hơn 25 mm thì có thể không sử dụng khoan để lấy mẫu trừ khi sử dụng thiết bị cơ giới. Khi sử dụng thiết bị cơ giới, lượng vật liệu lấy được thường lớn hơn yêu cầu. Khi đó cần lấy mẫu theo quy trình nêu tại điều 14.4.1.
Quy trình lấy mẫu bằng khoan như sau:
a) lấy mẫu đơn từ vị trí bằng phẳng trên mặt quặng cần lấy mẫu, sao cho mỗi mẫu đơn chứa đủ các cỡ hạt đại diện của quặng;
b) đảm bảo không để phần quặng ướt dính bết vào phía ngoài của khoan lấy mẫu khi lôi nó lên và không để quặng ướt còn dính sót lại phía trong khoan khi tháo mẫu ra. Không được nung nóng khoan lấy mẫu để làm cho quặng khỏi dính vào nó;
c) cho mẫu vào thùng chứa có gắn nhãn theo quy định tại điều 15.
14.4.3. Môi xúc
Môi xúc quặng chỉ dùng để lấy mẫu dòng quặng rót từ trên xuống. Quy trình sử dụng dụng cụ này để lấy mẫu được mô tả tại điều 12.6.
14.5. Lấy mẫu từ đống quặng
14.5.1. Quy định chung
Lấy mẫu quặng nhôm từ đống quặng thường khó lấy được mẫu đại diện, do đó không được khuyến nghị sử dụng. Mẫu được lấy chỉ từ đỉnh hoặc sườn đống không thể coi là đại diện cho toàn bộ đống quặng, đặc biệt khi đống quặng cấu thành từ hai nguồn trở lên.
Phương pháp duy nhất có hiệu quả và được khuyến nghị sử dụng để lấy mẫu từ đống quặng là lấy trong quá trình chất hoặc dỡ quặng. Tuy nhiên, có thể lấy được mẫu đại diện từ đống quặng nếu dụng cụ lấy mẫu có thể lấy sâu xuống tận đáy đống quặng tại các điểm lấy và lấy hết toàn bộ phần mẫu có trong ống mẫu, nhưng điều này hiếm khi thực hiện được. Cần nhớ rằng, trong mọi trường hợp, một mẫu có thể chỉ đại diện cho một phần và độ sâu mà mẫu được lấy. Thí dụ, nếu mẫu đơn được lấy bằng khoan chỉ khoan được sâu 2 m thì kết quả thử nghiệm mẫu chỉ đại diện cho chất lượng quặng đến độ sâu 2 m của đống quặng. Nếu dụng cụ này được sử dụng để lấy mẫu từ đống quặng cao 20 m thì chỉ lấy được quặng ở 2 m phía trên, do đó kết quả thử nghiệm chỉ có giá trị cho phần quặng này.
Một số dụng cụ lấy mẫu có thể làm thay đổi đặc tính chất lượng mẫu quặng, vì vậy cần thận trọng để các tính chất của quặng không bị ảnh hưởng bởi dụng cụ lấy mẫu.
14.5.2. Lựa chọn điểm lấy mẫu
Lựa chọn mặt bằng bố trí đống quặng. Chia đống ra thành nhiều vùng có khối lượng gần bằng nhau và đánh số từng vùng. Kích thước của các vùng cần phải đảm bảo dễ xác định trên đống quặng.
14.5.3. Phương pháp lấy mẫu
Phương pháp lấy mẫu từ đống quặng như sau:
a) xác định các thông số mẫu đã nêu tại điều 4.3;
b) lấy mẫu theo một trong các phương pháp mô tả tại điều 14.4.1 hoặc 14.4.2.
14.6. Lấy mẫu từ toa xe hoặc ô tô
14.6.1. Lấy mẫu từ phía trên
Cảnh báo - Vì lý do an toàn, lấy mẫu từ phía trên của toa xe phải tiến hành rất thận trọng.Trong quá trình lấy mẫu, toa xe không được chuyển động.
Lấy mẫu từ phía trên của toa xe hoặc ô tô không được khuyến nghị sử dụng. Tuy nhiên, nếu không thể lấy được bằng cách khác thì phải tiến hành theo cách sau:
a) xác định các thông số mẫu như nêu tại điều 4.3;
b) lấy mẫu theo một trong các phương pháp mô tả tại điều 14.4.1 hoặc 14.4.2.
14.7. Lấy mẫu từ toa xe hoặc ô tô khi tháo dỡ quặng
Nên lấy mẫu trong khi tháo dỡ quặng theo quy trình mô tả tại điều 11. Tuy nhiên, nếu không thể thực hiện được, thì quặng phải đổ xuống nơi có thể tiếp cận được (thành đống quặng) và lấy mẫu theo một trong các quy trình nêu tại điều 14.4.1 hoặc 14.4.2.
14.8. Lấy mẫu từ khoang tàu thủy
Lấy mẫu từ khoang tàu thủy không được khuyến nghị sử dụng. Tuy nhiên, nếu không có cách nào khác, thì phải áp dụng quy trình nêu tại điều 14.4.1.
15. Đóng gói và ghi nhãn mẫu
Mẫu lấy để gia công tiếp theo, xác định độ ẩm hay phân tích ở xa địa điểm lấy mẫu nên cần được bảo quản trong thùng kín không cho không khí lọt vào. Các thông tin cần thiết phải được thể hiện trên nhãn mẫu bên ngoài và phiếu mẫu để bên trong thùng chứa. Thí dụ về các thông tin cần ghi như sau:
a) loại mẫu, hàm lượng và kích thước danh nghĩa lớn nhất của quặng và tên lô (tên, số hiệu tàu thủy, tàu hỏa, ...);
b) khối lượng của lô hoặc đơn vị lấy mẫu;
c) số mẫu hoặc phần lô hoặc đơn vị lấy mẫu mà mẫu đó đại diện;
d) ngày và địa điểm lấy mẫu;
e) hàm lượng ẩm (nếu biết);
f) phương pháp lấy mẫu (thí dụ, lấy theo khối lượng, theo thời gian, lấy thủ công hoặc cơ giới);
g) kích thước danh nghĩa lớn nhất của mẫu;
h) mục đích đặc biệt hoặc thử nghiệm trên mẫu đã lấy (thí dụ xác định độ lệch, phân tích độ hạt, ...)
PHỤ LỤC A
(Tham khảo)
Xây dựng phương trình tính khối lượng tối thiểu của mẫu chung
Giả sử s là độ lệch chuẩn của đặc tính chất lượng cần thiết giữa các hạt quặng. Phương sai đặc tính chất lượng Vs trong mẫu gồm N hạt, được xác định theo phương trình:
![]() (A.1)
(A.1)
Đây là phương sai gắn với việc lấy mẫu gồm N hạt.
Biểu thị theo phần trăm sai số tương đối sẽ có phương sai sai số cơ bản, 2FE, do tính không đồng nhất về thành phần:
![]() (A.2)
(A.2)
trong đó, c là giá trị đặc tính chất lượng, tức là hàm lượng.
Giả sử tổng sai số tương đối được phép, thể hiện bằng phần trăm, trong toàn bộ quá trình lấy mẫu là ds. Khi đó, theo giả thiết nêu tại điều 4.4 thì:
![]() (A.3)
(A.3)
Kết hợp phương trình (A.2) và (A.3) ta có:
![]() (A.4)
(A.4)
Do đó:
![]() (A.5)
(A.5)
Số hạt quặng có trong mẫu chung phải lớn hơn giá trị nhỏ nhất tính được theo công thức (A.5).
Để tính khối lượng mẫu tối thiểu mG, tính bằng kg, giả thiết rằng các hạt quặng có hình cầu với đường kính D, tính bằng mm, và có khối lượng riêng r, tính bằng tấn trên mét khối.
Khi đó:
![]()
hoặc là:
![]() (A.6)
(A.6)
Kết hợp (A.5) và (A.6) ta có:
hoặc là:
![]() (A.7)
(A.7)
trong đó:
mG là khối lượng tối thiểu của mẫu chung, tính bằng kilôgam;
Cv = s/c x 100, tức là hệ số phân tán đặc tính chất lượng giữa từng hạt quặng cần thiết;
r là khối lượng riêng của hạt quặng, tính bằng tấn/mét khối;
D là kích thước danh nghĩa lớn nhất của hạt quặng, tính bằng milimét.
Khi đó:
![]() (A.8)
(A.8)
Phép lấy gần đúng trong công thức (A.8) với giả thiết rằng tất cả các hạt quặng trong mẫu quặng đều có kích thước danh nghĩa lớn nhất. Vì điều này rất khó xảy ra nên giá trị khối lượng mẫu tính được là giá trị lớn nhất. Điều này khắc phục bằng cách sử dụng hệ số dải kích thước g như đã nêu tại điều 11.3.2 và bảng 2. Khi đó, công thức (A.8) sẽ trở thành:
![]() (A.9)
(A.9)
PHỤ LỤC B
(Tham khảo)
Các dụng cụ lấy mẫu cơ giới
B.1. Phạm vi áp dụng
Phụ lục này mô tả những dụng cụ cơ bản phù hợp để lấy mẫu quặng nhôm bằng phương pháp cơ giới từ dòng chuyển động.
B.2. Các dạng dụng cụ lấy mẫu cơ giới
Hiện trên thị trường có nhiều loại dụng cụ lấy mẫu cơ giới chạy điện. Các nguyên lý cơ bản của các loại thiết bị này được thể hiện trên hình B.1.
Hình B.1 - Một số dụng cụ lấy mẫu kiểu cắt dòng quặng
PHỤ LỤC C
(Tham khảo)
Các dụng cụ lấy mẫu thủ công
C.1. Phạm vi áp dụng
Phụ lục này mô tả môi lấy mẫu phù hợp để lấy mẫu quặng nhôm bằng phương pháp thủ công từ dòng vật liệu chuyển động. Bản thiết kế môi lấy mẫu và kích thước được đề xuất ở hình C.1 và bảng C.1 tương ứng. Vì lý do an toàn lao động, loại môi lấy mẫu này không phù hợp để lấy mẫu từ dòng vật liệu chuyển động có kích thước danh nghĩa hạt lớn nhất trên 31,5 mm.
Hình C.1 - Môi lấy mẫu
Bảng C.1 - Kích thước gợi ý của môi lấy mẫu
|
Kích thước danh nghĩa hạt lớn nhất, mm |
Khối lượng của mẫu (xấp xỉ)1), kg |
Kích thước gợi ý của môi lấy mẫu, mm |
|
|
|
|
l |
h |
|
11,2 16,0 22,4 31,5 |
0,14 0,41 1,09 3,05 |
40 55 80 110 |
50 75 95 140 |
|
1) Giả thiết tỉ trọng khối là 1,8 t/m3. |
|||
Chú thích 12 - Có thể sử dụng loại môi xúc mẫu dạng hình côn nếu kích thước tối thiểu của đáy là l x h thoả mãn kích thước gợi ý nêu trong bảng C.1 và sườn côn của môi xúc loe lên phía trên với thiết diện không thay đổi.
PHỤ LỤC D
(Tham khảo)
Các dụng cụ lấy mẫu thủ công vật liệu tĩnh
D.1. Phạm vi áp dụng
Phụ lục này mô tả dụng cụ phù hợp để lấy mẫu quặng nhôm bằng phương pháp thủ công từ vật liệu tĩnh.
D.2. Khung lấy mẫu
Khung lấy mẫu dùng cho việc lấy mẫu từ băng tải ngừng chuyển động được thể hiện trên hình D.1 (xem điều 13).
Hình D.1 - Khung lấy mẫu
D.3. Khoan lấy mẫu
Khoan lấy mẫu dùng cho việc lấy mẫu từ đống quặng, toa tàu hoặc hầm tàu thủy được thể hiện trên hình D.2.
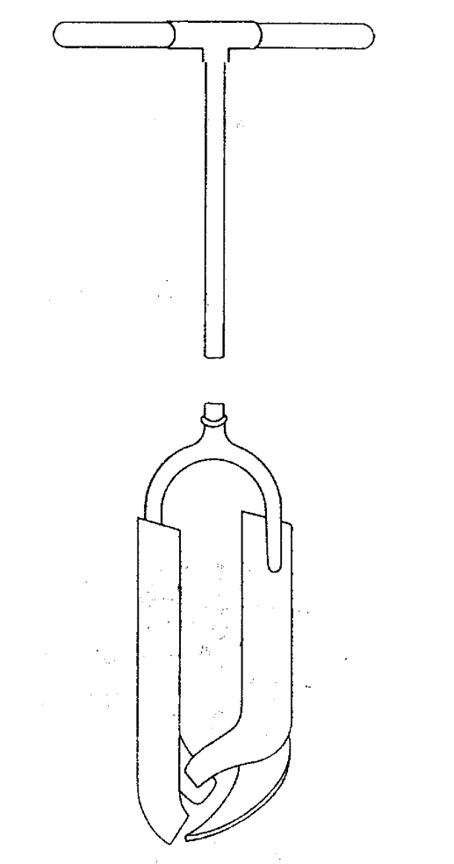
Hình D.2 - Khoan lấy mẫu
D.4. Xẻng lấy mẫu
Thiết kế và kích thước gợi ý của xẻng lấy mẫu được trình bày ở hình D.3 và bảng D.1
Hình D.3 - Xẻng lấy mẫu
Bảng D.1 - Kích thước gợi ý của xẻng lấy mẫu
|
Kích thước danh nghĩa hạt lớn nhất, mm |
Khối lượng danh nghĩa của mẫu đơn, kg |
Kích thước gợi ý của xẻng lấy mẫu, mm |
||
|
|
|
l |
b |
h |
|
11,2 16,0 22,4 31,5 45,0 |
0,14 0,40 1,10 3,00 8,70 |
75 110 170 220 300 |
35 50 70 95 135 |
30 40 50 80 120 |