Tiêu chuẩn quốc gia TCVN 7011-3:2007 (ISO 230 - 3 : 2001) về Quy tắc kiểm máy công cụ - Phần 3: Xác định các ảnh hưởng nhiệt
TIÊU CHUẨN QUỐC GIA
TCVN 7011 - 3 : 2007
QUI TẮC KIỂM MÁY CÔNG CỤ - PHẦN 3 : XÁC ĐỊNH CÁC ẢNH HƯỞNG NHIỆT
Test code for machine tools - Part 3: Determinatation of thermal effects
1. Phạm vi áp dụng
Tiêu chuẩn này xác định nhiệt theo 3 cách sau:
- kiểm sai số do biến đổi nhiệt độ của môi trường;
- kiểm biến đổi nhiệt do sự quay của trục chính;
- kiểm biến đổi nhiệt do sự chuyển động tháng theo các trục tọa độ.
Việc kiểm biến đổi nhiệt tạo ra do sự dịch chuyển của trục thẳng (xem điều 7) có thể chỉ được áp dụng với máy điều khiển số và được thiết kế để xác định lượng giãn nở nhiệt và sự co ngót của trục theo độ chính xác định vị và khả năng lặp lại định vị. Thực tế, phương pháp kiểm được mô tả trong điều 7 áp dụng đối với máy có trục thẳng với chiều dài đến 2000mm. Nếu áp dụng với máy có trục dài hơn 2000mm, thì lấy chiều dài đặc trưng 2000mm trong phạm vi thông thường của mỗi trục được lựa chọn để kiểm.
Tiêu chuẩn này không xác định các trị số dung sai cho các phép kiểm được mô tả trong nội dung
2. Tài liệu viện dẫn
TCVN 7011 -1 : 2007 (ISO 230 -1 :1 996) Qui tắc kiểm máy công cụ - Phần 1 - Độ chính xác hình học của máy vận hành trong điều kiện không tải hoặc gia công tinh.
TCVN 7011 - 2 : 2007 (ISO 230 - 2 : 1997) Qui tắc kiểm máy công cụ - Xác định độ chính xác và khả năng lặp lại định vị của các trục điều khiển số.
TCVN 7011 - 4 : 2007 (ISO 230 - 4 : 1996) Qui tắc kiểm máy công cụ - Kiểm đường tròn đối với máy điều khiển số.
ISO 1 : 2002 Geometrical Product Specifications (GPS)- standard reference temperature for Geometrical Product Specifications and verification (Đặc tính hình học của sản phẩm - Nhiệt độ qui chiếu tiêu chuẩn liên quan đến đặc tính hình học của sản phẩm và phép kiểm).
3. Thuật ngữ và định nghĩa
Tiêu chuẩn này, áp dụng với thuật ngữ và định nghĩa sau:
3.1. Thước đo của máy (machine scale)
Hệ thống đo được gắn vào máy xác định vị trí góc quay và vị trí theo đường thẳng của trục máy.
3.2. Độ giãn nở nhiệt khác biệt danh nghĩa (nophustai differential expansion) NDE
Sự khác nhau giữa độ giãn nở được dự tính của đối tượng đo và độ giãn nở của thiết bị kiểm do sai lệch nhiệt độ so với 20°C.
3.3. Độ tin cậy của độ giãn nở nhiệt danh nghĩa (uncertainty of nophustal differential thermal expansion) UNDE
Độ tin cậy phức hợp được tạo ra do độ tin cậy của giãn nở nhiệt danh nghĩa của đối tượng được đo và giãn nở nhiệt của thiết bị kiểm.
CHÚ THÍCH Độ tin cậy được tính bằng căn bậc hai của tổng bình phương độ tin cậy giãn nở danh nghĩa của đối tượng đo và độ tin cậy giãn nở danh nghĩa của thiết bị kiểm.
3.4. Sai số biến đổi nhiệt độ môi trường (enviromental temperature variation error) ETVE
Đánh giá khả năng lớn nhất của phép đo tin cậy có thể chỉ do sự biến đổi của nhiệt độ môi trường trong bất kỳ thời gian nào khi tiến hành đo trên máy công cụ.
CHÚ THÍCH Kí hiệu ETVE(Z,8°C) chỉ dẫn giá trị ETVE nhận được theo chiều Z và giá trị này tương ứng với biến đổi của nhiệt độ môi trường là 8°C.
3.5. Độ tin cậy do sai số biến đổi nhiệt độ môi trường (uncertainty due to enviromental variation error) UETVE
Độ tin cậy tiêu chuẩn trong khi thực hiện các phép đo do ảnh hưởng của sự thay đổi của nhiệt độ môi trường trên máy.
CHÚ THÍCH 1 Sai Số này được tính bằng căn bậc hai bình phương của ETVE chia cho 12.
CHÚ THÍCH 2 Cơ sở để đánh giá độ tin cậy cho máy công cụ là môi trường kiểm theo điều 5.
3.6. Độ tin cậy phức hợp của nhiệt tiêu chuẩn (combined standard thermal uncertainty) UCT
Độ tin cậy phức hợp theo phép đo chiều dài do môi trường có nhiệt độ thay đổi và khác với nhiệt độ 20°C.
CHÚ THÍCH 1 Độ tin cậy này là sự kết hợp bởi căn bậc hai của tổng bình phương độ tin cậy của sai số biến đổi môi trường (UETVE), độ tin cậy của phép đo nhiệt độ (UTM) và độ tin cậy của độ giãn nở nhiệt khác biệt danh nghĩa (UNDE).
CHÚ THÍCH 2 Mô tả chi tiết về sự đánh giá độ tin cậy phức hợp nhiệt tiêu chuẩn được cho trong ISO16015[1].
3.7.
dx1,60
Phạm vi dịch chuyển theo chiều của trục X tại vị trí P1 (xa ra đầu trục chính) trong khi kiểm 60 phút đầu tiên đối với sự biến đổi nhiệt sinh ra do sự quay của trục chính.
3.8.
dx1,1
Phạm vi dịch chuyển theo chiều x tại vị trí P1 (xa ra đầu trục chính) trong toàn bộ chu kỳ làm việc của trục chính, t, khi kiểm biến đổi nhiệt sinh ra do chuyển động quay của trục chính.
3.9.
dx2,60
Phạm vi dịch chuyển theo chiều X tại vị trí P2 (gần đầu trục chính) trong 60 phút đầu tiên khi kiểm biến đổi nhiệt do chuyển động quay của trục chính.
3.10.
dx2,1
Phạm vi dịch chuyển theo chiều X tại vị trí P2 (gần đầu trục chính) trong toàn bộ chu kỳ làm việc của trục chính, t, khi kiểm biến đổi nhiệt sinh ra do chuyển động quay của trục chính.
3.11.
dY1,60
Phạm vi dịch chuyển theo chiều Y tại vị trí P1 (cách xa đầu trục chính) trong 60 phút đầu tiên khi kiểm biến đổi nhiệt sinh ra do chuyển động quay trục chính.
3.12.
dY1,t
Phạm vi dịch chuyển theo chiều Y tại vị trí P1 (cách xa đầu trục chính) trong toàn bộ chu kỳ làm việc của trục chính khi kiểm biến đổi nhiệt sinh ra do chuyển động quay của trục chính.
3.13
dY2,60
Phạm vi dịch chuyển theo chiều Y tại vị trí P2 (cách xa đầu trục chính) trong 60 phút đầu tiên khi kiểm biến đổi nhiệt sinh ra do chuyển động quay của trục chính.
3.14.
dY2,t
Phạm vi dịch chuyển theo chiều trục Y tại vị trí P2 (gần đầu trục chính) trong toàn bộ chu kỳ làm việc của trục chính, t, khi kiểm biến đổi nhiệt sinh ra do chuyển động quay trục chính.
3.15.
dz,60
Phạm vi dịch chuyển theo chiều trục Z trong 60 phút đầu tiên khi kiểm biến đổi nhiệt sinh ra do chuyển động quay trục chính.
3.16.
dZ,t
Phạm vi dịch chuyển theo chiều trục Z trong toàn bộ chu kỳ làm việc của trục chính, t, khi kiểm biến đổi nhiệt sinh ra do chuyển động quay trục chính.
3.17.
d,60
Phạm vi sai lệch góc so với trục X trong 60 phút đầu tiên khi kiểm biến đổi nhiệt sinh ra do chuyển động quay của trục chính.
3.18.
dA,t
Phạm vi sai lệch góc so với trục X trong toàn bộ chu kỳ làm việc của trục chính, t, khi kiểm biến đổi nhiệt sinh ra do chuyển động quay của trục chính.
3.19.
dB,60
Phạm vi sai lệch góc so với trục Y nằm trong 60 phút đầu tiên khi kiểm biến đổi nhiệt sinh ra do chuyển động quay của trục chính.
3.20.
dB,t
Phạm vi của sai lệch góc so với trục Y trong toàn bộ chu kỳ làm việc của trục chính, t, khi kiểm sự biến đổi nhiệt sinh ra do chuyển động quay của trục chính.
3.21.
e1x,+
Tổng phạm vi sai lệch nhiệt của vị trí đích 1, theo chiều dương của trục X trong suốt chu kỳ kiểm.
3.22.
e1x,-
Tổng phạm vi sai lệch nhiệt của vị trí đích 1, theo chiều âm của trục X trong suốt chu kỳ kiểm.
3.23.
e2x,+
Tổng phạm vi sai lệch nhiệt của vị trí đích 2, theo chiều dương của trục X trong suốt chu kỳ kiểm.
3.24.
e2x,-
Tổng phạm vi sai lệch nhiệt của vị trí đích 2, theo chiều âm của X trong suốt chu kỳ kiểm.
3.25.
e1y,+
Tổng phạm vi sai lệch nhiệt của vị trí đích 1, theo chiều dương của trục Y trong suốt chu kỳ thử.
3.26.
e2y,-
Tổng phạm vi sai lệch nhiệt của vị trí đích 1, theo chiều âm của trục Y trong suốt chu kỳ thử.
3.27.
e2y,+
Tổng phạm vi sai lệch nhiệt của vị trí đích 2 theo chiều dương của trục Y trong suốt quá trình thử
3.28.
e2y,-
Tổng phạm vi sai lệch nhiệt của vị trí đích 2, theo chiều âm của trục Y trong suốt quá trình thử.
3.29.
e1z,+
Tổng phạm vi sai lệch nhiệt của vị trí đích 1, theo chiều dương của trục Z trong suốt quá trình kiểm.
3.30.
e1z,-
Tổng phạm vi sai lệch nhiệt của vị trí đích 1, theo chiều âm của trục Z trong suốt quá trình kiểm.
3.31.
e2z,+
Tổng phạm vi sai lệch nhiệt của vị trí đích 2, theo chiều dương của trục Z trong suốt quá trình thử.
3.32.
e1z,-
Tổng phạm vi sai lệch nhiệt của vị trí đích 2, theo chiều âm của trục Z trong suốt quá trình kiểm.
4. Quy định sơ bộ
4.1. Đơn vị đo
Trong tiêu chuẩn này các sai lệch và kích thước dài được tính bằng mm, toàn bộ kích thước góc tính theo độ. Về nguyên tắc, sai lệch góc được biểu thị theo tỷ số nhưng trong một số trường hợp có thể sử dụng micrô radian (m rad) hoặc cung giây để phân loại, được biểu diễn bằng phương trình sau: 0,010/1000=10m rad = 2".
Nhiệt độ được tính theo độ bách phân (°C).
4.2. Tham khảo tiêu chuẩn TCVN 7011-1
Để áp dụng tiêu chuẩn này phải tham khảo tiêu chuẩn TCVN 7011 - 1 đặc biệt là lắp đặt máy trước khi kiểm và giới thiệu độ chính xác của thiết bị kiểm.
4.3. Giới thiệu dụng cụ và thiết bị kiểm
Các dụng cụ đo được giới thiệu trong tiêu chuẩn này chỉ là ví dụ. Có thể sử dụng các dụng cụ khác có cùng khả năng đo hoặc có chức năng tương tự hoặc có độ chính xác cao hơn. Các dụng cụ và thiết bị kiểm sau được giới thiệu trong điều 5, 6 và 7.
a) Sự dịch chuyển của hệ thống đo có phạm vi, độ phân giải, nhiệt ổn định và độ chính xác phù hợp (ví dụ, dụng cụ đo giao thoa laze với sự biến đổi nhiệt do chuyển động thẳng của trục, điện dung, các cảm biến dịch chuyển tiếp xúc vào hoặc ra đối với môi trường thử và sự biến đổi nhiệt do sự quay của trục chính);
b) Cảm biến nhiệt độ (cặp nhiệt độ, nhiệt kế đo chất bán dẫn, điện trở) có độ phân giải và độ chính xác phù hợp;
c) Thiết bị thu nhận dữ liệu như máy ghi đồ thị nhiều kênh có các giám sát liên tục và vẽ đồ thị toàn bộ các kênh hoặc một hệ thống máy tính cơ sở trong đó toàn bộ các kênh được kiểm tại ít nhất mỗi một lần 5 phút 1) và dữ liệu được lưu trữ để phân tích tiếp theo;
CHÚ THÍCH Cho phép cấp dữ liệu bằng tay nếu hệ thống máy tính không có giá trị
d) Trục gá thử, được chế tạo bằng thép thiết kế theo tiêu chuẩn riêng của máy hoặc theo sự thỏa thuận giữa nhà cung cấp / nhà chế tạo và người sử dụng, xem A.3 TCVN7011 -1
e) Đồ gá được lắp trên các bộ biến đổi dịch chuyển nên làm bằng thép có thiết kế theo các tiêu chuẩn máy xác định hoặc theo sự thỏa thuận giữa nhà cung cấp/nhà chế tạo và người sử dụng.Thiết kế nên chú ý đến các biến đổi nhỏ nhất sinh ra do građien nhiệt độ trong đồ gá.
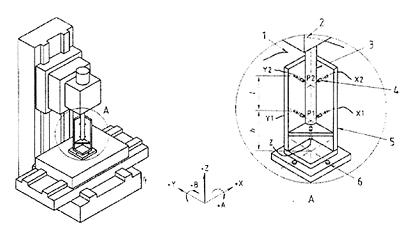
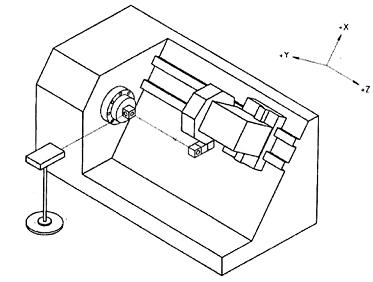
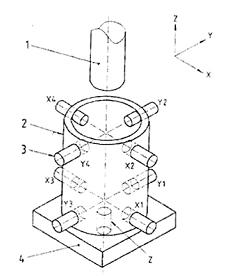
Khi cần thiết và có thể thực hiện được, bộ biến đổi dịch chuyển trục (xem Hình 1, 2 và 3) được đặt trực tiếp ngược với đầu trục chính để loại trừ ảnh hưởng độ giãn nở nhiệt của trục kiểm.
Độ chính xác của thiết bị đo phải được kiểm tra, ví dụ kiểm sự điều chỉnh của bộ biến đổi (xem A.5). Thiết bị đo phải có nhiệt độ ổn định trước khi bắt đầu kiểm.
4.4. Điều kiện máy trước khi kiểm
Máy phải được lắp ráp hoàn toàn và vận hành đầy đủ theo chỉ dẫn của nhà cung cấp và nhà chế tạo và phải được ghi thành biên bản. Toàn bộ thao tác cần thiết và việc kiểm tra kích thước, chức năng phải hoàn thành trước khi bắt đầu kiểm.
Máy phải có công suất phù hợp với vận hành thiết bị phụ và trục nằm ở vị trí "kẹp" khi không quay trục chính, với chu kỳ phù hợp để ổn định các nguồn nhiệt bên trong được xác định bởi nhà cung cấp / nhà chế tạo hoặc được chỉ dẫn bằng dụng cụ kiểm. Máy và dụng cụ đo phải được bảo vệ để tránh gió lùa và bức xạ bên ngoài như nguồn nhiệt ở phía trên hoặc ánh sáng mặt trời v.v...
Toàn bộ việc kiểm phải được tiến hành với máy trong điều kiện không tải. Khi máy cần phải quay cả phôi và dụng cụ trên các trục chính riêng thì việc thử được mô tả trong điều 5 và điều 6 sẽ phải tiến hành cho mỗi một trục chính đối với vị trí cố định chung trên kết cấu máy. Nếu như bất cứ phần cứng hoặc phần mềm nào dựa vào khả năng bù hoặc phương tiện có hiệu ứng nhiệt nhỏ nhất như không khí hoặc phun dầu dùng được trên máy công cụ thì phải sử dụng các phương tiện này trong quá trình kiểm và phải ghi vào biên bản.
4.5. Trình tự kiểm
Việc kiểm được mô tả trong điều 5, 6, 7 có thể sử dụng riêng hoặc bất kỳ sự kết hợp nào. Khi sử dụng kết hợp, việc kiểm phải được thực hiện theo cùng một trình tự như quy định trong tiêu chuẩn này.
4.6. Nhiệt độ môi trường kiểm
Theo ISO 1, toàn bộ phép đo kích thước phải được được tiến hành khi dụng cụ đo và đối tượng được đo (ví dụ, máy công cụ) nằm trong môi trường đo có nhiệt độ là 20°C. Nếu môi trường có nhiệt độ khác với 20°C thì phải tiến hành hiệu chỉnh độ giãn nở nhiệt khác biệt danh nghĩa (NDE) giữa hệ thống đo và đối tượng được đo (máy công cụ) để nhiệt độ tương ứng với 20 °C. Ví dụ, đo sự dịch chuyển dài đặc trưng bằng dụng cụ đo giao thoa laze, nhiệt độ bao quanh cần đo laze và nhiệt độ của thước đo của máy phải được ghi lại trong suốt quá trình đo. Sự thay đổi chiều dài đo của dụng cụ đo giao thoa Iaze (do sự thay đổi trong chiều dài sóng laze vì sự hoạt động của nhiệt độ xung quanh và áp suất) và thước đo máy (sự phản ứng đến nhiệt độ của nó) phải được tính toán. Sự khác nhau giữa sự giãn nở hai chiều dài được tính toán như NDE và được sử dụng để hiệu chỉnh dữ liệu đo thô từ máy đo giao thoa để xác định sai lệch dịch chuyển dài tại 20°C. Tuy nhiên trong tiêu chuẩn này, vì mục đích để nhận biết cách vận hành máy trong điều kiện nhiệt độ môi trường thay đổi thì yêu cầu dùng để hiệu chỉnh NDE bị giảm đi. Chỉ cho phép hiệu chỉnh NDE giữa thiết bị kiểm và bộ phận máy thường đặt phôi gắn liền sự hiệu chỉnh NDE cho vận hành thông thường của máy công cụ; hiệu chỉnh NDE bổ sung với phép đo không thể sử dụng hiệu chỉnh biến đổi nhiệt của thước đo máy.
5. Kiểm sai số biến đổi nhiệt độ môi trường (ETVE)
5.1. Quy định chung
Kiểm sai số biến đổi nhiệt độ môi trường (ETVE) được thiết kế để biểu thị ảnh hưởng của sự thay đổi nhiệt độ môi trường trên máy công cụ và để đánh giá nhiệt sinh ra sai hỏng trong khi thực hiện phép đo khác. Sai số này không sử dụng để so sánh máy, ETVE được xác định bằng việc kiểm chuyển vị theo qui trình được mô tả trong 5.2. Nếu sự làm việc chính xác của dụng cụ đo đòi hỏi sự bù cho các yếu tố môi trường như nhiệt độ không khí và áp lực thì phải thực hiện điều này. Nếu dụng cụ đo kết hợp với các phương tiện hiệu chỉnh NDE thì phải sử dụng phương tiện này với điều kiện là cảm biến nhiệt độ được đặt trên bộ phận máy khi phôi được định vị bình thường. Phải ghi vào biên bản việc sử dụng các phương tiện này.
Nhà cung cấp / nhà chế tạo phải đưa ra các hướng dẫn liên quan đến môi trường nhiệt có thể xem xét chấp nhận đối với máy để thực hiện được độ chính xác quy định. Hướng dẫn chung như vậy có thể bao gồm, ví dụ xác định nhiệt độ trung bình của phòng, biên độ lớn nhất, phạm vi tần số của sai lệch từ nhiệt độ trung bình và građien của môi trường nhiệt. Người sử dụng có trách nhiệm cung cấp một môi trường nhiệt cho vận hành và thực hiện việc kiểm máy công cụ tại vị trí lắp đặt. Tuy nhiên, nếu người sử dụng thực hiện theo các hướng dẫn sử dụng được cung cấp bởi nhà cung cấp và nhà chế tạo thì trách nhiệm đối với việc thao tác máy theo đặc tính kỹ thuật là của nhà cung cấp hoặc nhà chế tạo.
5.2. Phương pháp kiểm
Hình 1, Hình 2 và Hình 3 là các ví dụ lắp đặt dụng cụ đo điển hình đối với trung tâm gia công có trục chính nằm ngang và thẳng đứng và một trung tâm tiện. Đồ gá có lắp bộ biến đổi dịch chuyển phải bảo đảm cố định được với vùng kẹp phôi hoặc vùng kẹp dụng cụ không quay của máy được đo:
a) Sự dịch chuyển tương đối giữa bộ phận kẹp dụng cụ và bộ phận kẹp phôi dọc theo ba trục trực giao song song với ba trục dịch chuyển của máy; vị trí chính xác lắp đặt dụng cụ đo phải được ghi cùng với kết quả kiểm;
b) Độ nghiêng hoặc sự quay quanh trục X hoặc trục Y của máy công cụ.
Phải quan sát ít nhất 5 phút 2) một lần nhiệt độ của kết cấu máy gần sát gối đỡ trước của trục chính, nhiệt độ không khí xung quanh vùng lân cận của máy và ở nơi có cùng chiều cao với đầu trục chính. Điều này rất quan trọng để đo nhiệt độ không khí bao quanh theo một khoảng cách phù hợp so với máy để tránh bất kỳ ảnh hưởng nhiệt nào của máy (ví dụ, đối với bộ phận thủy lực) đến nhiệt độ không khí bao quanh. Mặc dù nhiệt độ đo không tương quan chính xác đối với dịch chuyển đo nhưng nhiệt độ đo là các chỉ dẫn về sự thay đổi nhiệt độ trong môi trường và kết cấu máy công cụ.
CHÚ THÍCH Để đảm bảo tính ổn định của kết quả ETVE, cần thiết phải quan sát quá trình kiểm ETVE để nhận biết được sự thay đổi đáng kể của điều kiện do.
Ngay khi lắp đặt, với phép kiểm sai lệch, cho phép có sai lệch nhỏ nhất so với điều kiện đo thông thường. Khi có mẫu chu kỳ làm việc (như chu kỳ lắp đặt thiết bị kiểm liên quan đến chuẩn đo) được quan sát, khoảng thời gian kiểm phải là trên một vài chu kỳ thời gian mà chu kỳ đó phần lớn là các sự kiện được lặp lại hoặc bất kỳ một khoảng thời gian nào theo sự thỏa thuận của nhà cung cấp hoặc nhà chế tạo và người sử dụng.
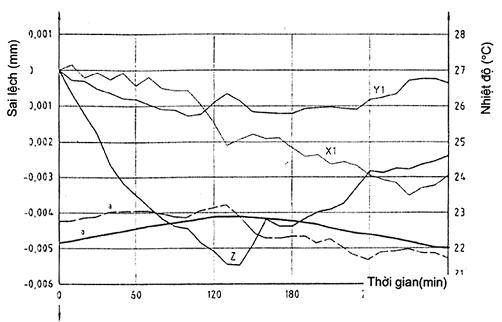
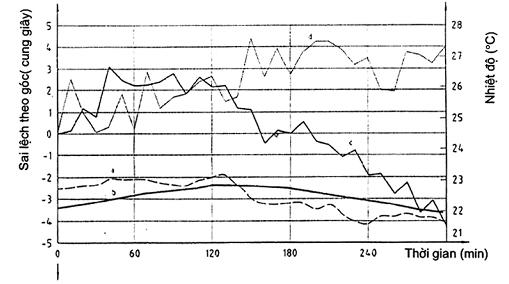
5.3. Giải thích kết quả
Theo qui tắc chung, kết quả được vẽ thành một đồ thị quan hệ giữa biến đổi nhiệt và thời gian ứng với nhiệt độ như chỉ dẫn trong ví dụ trên Hình 4. Tuy nhiên, kết quả vẽ đồ thị không được sử dụng với mục đích so sánh máy. Giá trị ETVE nhận được từ đồ thị như vậy sử dụng để xem xét độ tin cậy nhiệt tiêu chuẩn kết hợp trong phép đo như độ chính xác dịch chuyển tuyến tính dọc theo mỗi trục máy hoặc phép đo đường tròn trong ba mặt phẳng trực giao của vùng làm việc gia công. Để áp dụng độ tin cậy nhiệt tiêu chuẩn kết hợp đến bất kỳ phép đo nào thì nhiệt độ bao quanh phải được ghi lại liên tục trong suốt quá trình đo riêng biệt. Nếu việc ghi chỉ ra sự thay đổi đáng kể của điều kiện so sánh với điều kiện giá trị ETVE đạt được thì các kết quả ETVE không có hiệu lực đối với qui trình đo này. Trong các trường hợp này, việc đánh giá lại ETVE phải được chỉ dẫn hoặc hiệu chỉnh điều kiện để có thể áp dụng được ETVE 2). Ngoài ra dụng cụ đo phải có nhiệt ổn định.
Phép đo trong các chiều khác nhau phải sử dụng các giá trị ETVE khác nhau nhận được từ cùng một đồ thị. Ví dụ, phép đo dịch chuyển tuyến tính dọc theo trục Z của máy phải sử dụng phạm vi biến đổi nhiệt lớn nhất trong chiều trục Z với một chu kỳ thời gian đo như giá trị EYVE(Z). Các giá trị ETVE(Y) và ETVE(X) được xác định theo cùng một cách cho hai chiều khác nhau. Trong trường hợp đo gồm nhiều trục dịch chuyển, ví dụ, đo dịch chuyển đường tròn trong mặt phẳng XY, giá trị lớn nhất của ETVE (X) và ETVE(Y) thường được lấy như giá trị ETVE.
Đối với việc đo sai lệch góc, giá trị ETVE nhận được bằng tính toán phạm vi lớn nhất của độ nghiêng quanh trục X và trục Y với chu kỳ thời gian. Các góc nghiêng A và B tại bất kỳ thời gian nào, được tính toán bằng chia hiệu giữa số đọc của hai bộ biến đổi dịch chuyển dọc theo trục chia cho l, là khoảng cách giữa hai bộ biến đổi đối diện cùng chiều. Công thức sau được sử dụng cho các tính toán này:
A = (Y1-Y2)/l
B = (X1-X2)/l
ETVEA = phạm vi lớn nhất của A ETVEB = phạm vi lớn nhất của B
Để có thể xác định ETVE cho một lần thử (ví dụ đối với chiều đo đã cho) trên máy công cụ, phải tìm đoạn trên đồ thị ETVE có chu kỳ thời gian tương ứng với đặc tính thử và có độ dốc lớn nhất. Sự biến đổi lớn nhất được quan sát trong khoảng thời gian này bắt đầu có hiệu lực với giá trị ETVE cho phép kiểm này. Ví dụ, xem Hình 4, ETVEx đối với việc kiểm vị trí đường của một máy công cụ khoảng 1h được xác định bằng khoảng thời gian 90 phút đến 150 phút trên thước đo thời gian. Giá trị ETVE đối với phép kiểm này nhận được từ đồ thị trong một khoảng là 0,0015mm.
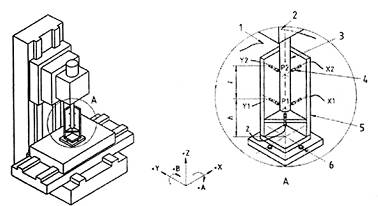
Chỉ dẫn:
|
1 Cảm biến nhiệt độ không khí xung quanh |
4 Bộ biến đổi dịch chuyển |
|
2 Cảm biến nhiệt độ gối đỡ trục chính |
5 Khung cố định |
|
3 Trục kiểm |
6 Bu lông cố định |
Hình 1 Bộ gá điển hình để kiểm ETVE và biến đổi nhiệt của kết cấu do sự quay của trục chính trên trung tâm gia công có trục chính đứng
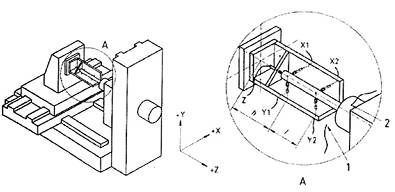
Chỉ dẫn
1 Cảm biến nhiệt độ xung quanh
2 Cảm biến nhiệt độ ổ đỡ trục chính
Hình 2 - Bộ gá điển hình để kiểm ETVE và biến đổi nhiệt của kết cấu do sự quay trục chính trên một trung tâm gia công có trục chính nằm ngang
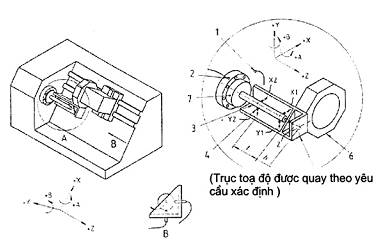
Chỉ dẫn
|
1 Cảm biến nhiệt độ xung quanh |
5 Giá kiểm |
|
2 Cảm biến nhiệt độ ổ đỡ trục chính |
6 Urơvonve |
|
3 Bộ biến đổi dịch chuyển |
7 Mâm cặp |
Hình 3 - Bộ gá điển hình để kiểm ETVE và biến đổi nhiệt của kết cấu do sự quay của trục chính trung tâm tiện có băng nghiêng
5.4. Trình bày kết quả
Về qui tắc chung, dữ liệu đo được vẽ trên đồ
thị về biến đổi nhiệt và nhiệt độ ứng với thời gian chỉ ra trên Hình 4. Giá trị
ETVE đối với mỗi chiều phải được ghi ra để chỉ dẫn đại lượng biến đổi nhiệt độ
trong suốt chu kỳ quan sát, ví dụ ![]() = 0,001 (phút)
= 0,001 (phút)
Các thông tin sau đây được ghi lại với kết quả kiểm được chỉ dẫn trên Hình 5;
a) vị trí đo tọa độ vị trí P1 (xem Hình 1);
b) vị trí của cảm biến nhiệt độ;
c) các dạng cảm biến;
d) thiết kế, lắp đặt và vật liệu của trục kiểm và giá kiểm;
e) qui trình bù nhiệt / phương tiện sử dụng;
f) bất kỳ qui trình kiểm đặc biệt nào được thỏa thuận;
g) thời gian và ngày kiểm;
h) qui trình chuẩn bị máy trước khi kiểm (bao gồm khoảng thời gian để thực hiện các công việc hỗ trợ trước khi kiểm);
i) chiều dương của sai lệch theo X, Y, Z, A nếu khác so với hệ thống tọa độ chỉ ra trên Hình 1, 2, 3 và Hình 5;
6. Biến đổi nhiệt sinh ra do sự quay của trục chính
6.1. Quy định chung
Việc kiểm này được tiến hành để nhận biết hiệu ứng của nhiệt bên trong do sự quay của trục chính và hậu quả do sự tăng nhiệt của kết cấu làm biến đổi kết cấu của máy được kiểm giữa phôi và dụng cụ. Vì đó là mối liên quan để tạo nhiệt bởi trục chính. Việc kiểm này chỉ được tiến hành trên máy có trục chính quay.
6.2. Phương pháp thử
Hình 1, Hình 2 và Hình 3 chỉ ra việc đặt cơ cấu đo điển hình cho trung tâm gia công có trục chính nằm ngang và trung tâm gia công tiện. Trên khung cố định lắp bộ biến đổi dịch chuyển để bảo đảm cố định bộ kẹp phôi hoặc bộ kẹp dụng cụ của máy để đo:
a) Sự dịch chuyển tương đối giữa bộ phận kẹp dụng cụ và bộ phận kẹp phôi dọc theo 3 trục trực giao song song với các trục dịch chuyển của máy. Vị trí chính xác của cơ cấu đo sẽ được ghi lại cùng với kết quả kiểm;
b) Vị trí nghiêng hoặc quay quanh trục X và trục Y của máy công cụ. Nhiệt độ của kết cấu máy. Nhiệt độ của ổ trước trục chính và nhiệt độ không khí bao quanh gần sát máy và vị trí cùng độ cao với đầu trục chính phải được kiểm ít nhất 5 phút 3) một lần, điều này rất quan trọng để đo khoảng cách phù hợp so với máy để tránh bất kỳ ảnh hưởng nhiệt đến máy do nhiệt độ xung quanh (ví dụ, do bộ phận thủy lực), mặc dù nhiệt độ này không có tương quan chính xác đến dịch chuyển đo, mà chỉ là các chỉ dẫn của sự thay đổi nhiệt độ trong môi trường và cấu trúc máy.
Qui trình kiểm phải theo một trong hai chế độ tốc độ trục chính quy định dưới đây:
- phổ tốc độ biến đổi, ví dụ được chỉ dẫn trên Hình 6.
- tốc độ không đổi là tỷ lệ phần trăm của tốc độ lớn nhất.
Lựa chọn qui trình thử với phổ tốc độ trục chính và tỷ lệ phần trăm phải được xác định trong các tiêu chuẩn máy riêng. Nếu cần thiết, nhà cung cấp hoặc nhà chế tạo và người sử dụng có thể thỏa thuận qui trình thử khác, qui trình thử đặc biệt (ví dụ, chu trình làm nóng máy trước khi thử) tương ứng với các yêu cầu đặc biệt riêng của chúng. Các phổ tốc độ được lựa chọn thường phản ảnh thực tế cách sử dụng máy công cụ. Ví dụ, đối với trung tâm gia công, phổ tốc độ trục chính bao gồm các tốc độ trục chính khác nhau trên 2 phút đến 15 phút đối với mỗi tốc độ trục chính, với sự dừng định kỳ từ 1 phút đến 15 phút giữa các tốc độ được lựa chọn để đặc trưng cho trạng thái gia công.
Toàn bộ đầu ra của bộ biến đổi phải được kiểm theo chu kỳ là 4 giờ, có thể cho phép chọn phép đo cuối khi độ biến đổi trong 60 phút cuối nhỏ hơn 15% của độ biến đổi lớn nhất được ghi trên 1 giờ đầu tiên của phép kiểm hoặc bất kỳ một trạng thái khác nào theo thỏa thuận giữa người sử dụng và nhà chế tạo hoặc người cung cấp. Sau đó, trục chính được dừng với chu kỳ ngắn nhất 1h trong khi sự kiểm tra bộ biến đổi vẫn tiếp tục. Phải loại bỏ 4) các ảnh hưởng của độ đảo trục kiểm trong khi kiểm khi trục chính đang quay.
6.3. Giải thích kết quả
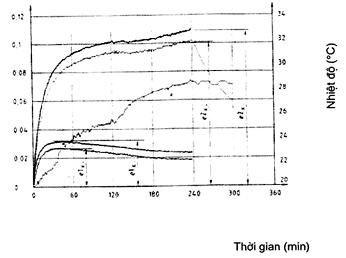
Kết quả đo phải được vẽ thành đồ thị về sự biến đổi nhiệt và nhiệt độ (nhiệt độ của ổ đỡ trục chính và nhiệt độ xung quanh) ứng với thời gian như chỉ dẫn trên Hình 7.
Ảnh hưởng của quá trình làm nóng kết cấu máy theo khả năng gia công để duy trì vị trí của dụng cụ so với phôi có thể được đánh giá từ đồ thị này. Phải chú ý rằng khi trục chính bắt đầu quay và trục chính dừng có thể gây ra sự dịch chuyển trên đồ thị do ảnh hưởng của độ đảo trục chính. Các ảnh hưởng này sẽ được bỏ qua khi đánh giá sai lệch nhiệt. Sơ đồ về biến đổi góc (Hình 7) được tạo bởi sự tính toán các góc nghiêng A và B như được mô tả trong 5.3.
Sai số biến đổi nhiệt môi trường (ETVE)
Ví dụ, với một lần thử trong một giờ, các giá trị ETVE sau nhận được từ sơ đồ trên
![]() =
0,0015mm (90 phút đến 150 phút)
=
0,0015mm (90 phút đến 150 phút) ![]() = 3" (110 phút đến
170 phút)
= 3" (110 phút đến
170 phút)
![]() =
0,0006mm (230 phút đến 290 phút)
=
0,0006mm (230 phút đến 290 phút) ![]() =
3"
(110
phút đến 170 phút)
=
3"
(110
phút đến 170 phút)
![]() = 0,001mm (100
phút đến 160 phút)
= 0,001mm (100
phút đến 160 phút)
a Nhiệt độ xung quanh; b Nhiệt độ trục chính; c Quay quanh trục X; d Quay quanh trục Y
Hình 4 - Nhiệt độ và biến đổi nhiệt ứng với thời gian dùng để kiểm ETVE
|
Ngày thử |
Ngày/ tháng/ năm |
|
Máy |
AAA , trung tâm gia công có trục chính thẳng đứng, X=1000, Y= 600, Z = 800 |
|
Cảm biến nhiệt độ/ vị trí (xung quanh) |
Cặp nhiệt điện/ cách mặt trước trục chính Y=300 (trước), X=200(phải) |
|
Trục kiểm |
Thép,11 mm/m°C, f60, dài 200mm , côn số 40 |
|
Giá kiểm |
Thép, 11 mm/m°C ,200 x 100 x 50 đặt cố định trên giữa bàn |
|
Sử dụng bù nhiệt |
Làm nguội dầu với cảm biến nhiệt độ trục chính |
|
Qui trình làm nóng máy |
Khởi động nguội |
|
Vị trí trượt trục |
X=500mm, Y=300mm, Z=400, C=0 |
|
Vị trí đo P1 |
X=500mm, Y=300mm, Z=220mm (chiều cao so với mặt bàn) |
|
Khoảng cách cảm biến (P1, P2) |
150mm |
|
|
(đối với ETVE) (Đối với trục chính quay) |
|
- Chế độ tốc độ trục chính |
- 4000vòng/phút không đổi |
|
- Thời gian dừng tại mỗi tốc độ trục chính; |
- không |
|
- Các chú ý đặc biệt |
- không |
Chỉ dẫn
|
1 Cảm biến nhiệt độ không khí xung quanh |
4 Bộ biến đổi dịch chuyển |
|
2 Cảm biến nhiệt độ ổ đỡ trục chính |
5 Giá cố định |
|
3 Trục Kiểm |
6 Bu lông cố định với bàn |
Hình 5 - Bộ gá điển hình để kiểm ETVE và biến đổi nhiệt do sự quay của trục chính
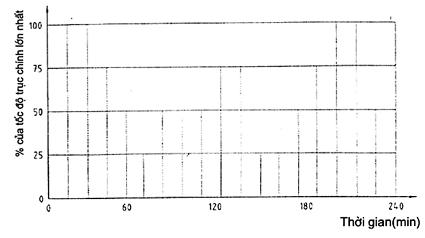
Hình 6 - Ví dụ phổ tốc độ trục chính để kiểm biến đổi nhiệt
6.4. Trình bày kết quả
Phạm vi dịch chuyển dọc theo mỗi trục trong 60 phút đầu tiên (dX1,60 , dY1,60 , dZ,60, dA60, dB,60) và trong toàn bộ chu kỳ làm việc của trục chính (dX1,t, dY1,t, dA,t, dB,t), trong đó t là thời gian tại cuối chu kỳ làm việc của trục chính phải được ghi theo cùng với ʵ là khoảng cách giữa hai bộ biến đổi dịch chuyển cùng chiều (xem Hình 1, 2 và 3). Các giá trị này như đã chỉ dẫn trên Bảng 1 phải được trình bày với đồ thị của nhiệt độ và sự biến đổi ứng với thời gian như đã chỉ dẫn trong ví dụ cho trên
Hình 7. Các thông số sau phải được ghi với kết quả kiểm như chỉ dẫn trong Hình 5.
a) vị trí đo (tọa độ vị trí P1 xem Hình 1);
b) vị trí của cảm biến nhiệt độ;
c) các dạng cảm biến;
d) thiết kế, lắp đặt và vật liệu của trục kiểm và giá kiểm;
e) qui trình bù nhiệt/ phương tiện dễ dàng sử dụng;
f) bất kỳ qui trình thử đặc biệt nào được thỏa thuận;
g) thời gian và ngày kiểm;
h) qui trình chuẩn bị máy trước khi kiểm (bao gồm khoảng thời gian cho vận hành);
i) thời gian và ngày kiểm;
j) qui trình chuẩn bị trước khi kiểm (bao gồm cả thời gian vận hành);
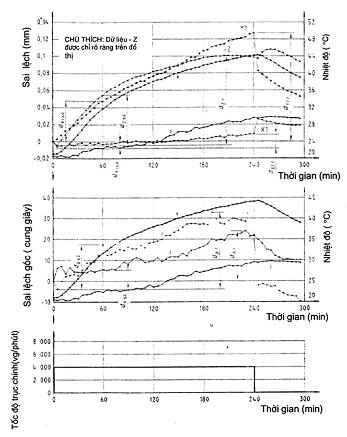
Chỉ dẫn
|
a Nhiệt độ của cấu trúc may |
d Sự quay so trục X |
|
b Nhiệt độ xung quanh |
e Tốc độ trục chính lớn nhất = 6000vg/(phút) |
|
c Sự quay so với trục Y |
|
|
|
X1(mm) |
Y1(mm) |
Z(mm) |
A(arcsec) |
B(arcsec) |
|
Trong 60 phút đầu tiên |
0,008 |
0,048 |
-0,061 |
6 |
22 |
|
Trong chu kỳ làm việc của trục chính, t, 240 phút |
0,020 |
0.124 |
-0.108 |
24 |
38 |
|
Khoảng cách (I) |
150mm |
||||
Hình 7- Đồ thị nhiệt độ và sai lệch ứng với thời gian của sự biến đổi nhiệt do sự quay của trục chính trung tâm gia công
Bảng 1 - d Cách trình bày điển hình kết quả kiểm biến đổi nhiệt do sự quay của trục chính
|
|
X1 |
Y1 |
Z |
A |
B |
|
Trong 60 phút đầu tiên |
dX1,60 |
dY1,60 |
dZ,60 |
dA,60 |
dB,60 |
|
Trong suốt thời kỳ làm việc của trục chính, t |
dX1,t |
dY1,t |
dZ,t |
dA,t |
dB,t |
|
Khoảng cách, ʵ |
|
||||
7. Biến đổi nhiệt do sự chuyển động thẳng theo trục tọa độ
7.1. Quy định chung
Việc kiểm này được tiến hành để nhận biết các ảnh hưởng nhiệt bên trong sinh ra do hệ thống định vị máy theo sự biến đổi của cấu trúc máy xảy ra giữa phôi và dụng cụ theo chiều dịch chuyển. Việc kiểm chỉ dẫn độ lệch các trục của máy tại hai vị trí cũng như sự giãn dài của thước đo của máy trong suốt giai đoạn làm nóng máy. Việc kiểm này chỉ được tiến hành trên máy công cụ điều khiển số (NC).
7.2. Phương pháp kiểm
Các dụng cụ đo dịch chuyển phải được lắp đặt để đo khoảng cách dịch chuyển ngang của trục khi kiểm (tương ứng với chuyển động tương đối giữa dụng cụ và các mặt bên làm việc của máy) giữa hai vị trí đích. Vị trí đích phải được lựa chọn gần điểm cuối của dịch chuyển khi có thể áp dụng được. Thông thường, hai vị trí cơ cấu đảo chiều phụ thêm được lựa chọn ngoài phạm vi kiểm này để cho phép đo hai chiều. Các ví dụ, thiết bị kiểm điển hình được chỉ dẫn trên Hình 8 và Hình 9.
Khi bắt đầu từ một trong các vị trí đảo chiều, máy phải được lập trình để di chuyển trục đến vị trí đích 1, là vị trí mà trục giữ lại đủ thời gian nghỉ dài (thời gian dừng) để đo và ghi lại vị trí thực. Trục phải được di chuyển theo cùng một chiều đến vị trí đích 2 tại đây tiến hành dọc lần thứ hai. Thông thường, sự dịch chuyển sẽ tiếp tục cho đến khi điểm đảo chiều thứ hai đạt được chiều đảo chiều. Phải đọc ở vị trí đích 2 và vị trí đích 1 rồi đo và ghi lại khi dịch chuyển theo chiều âm. Trình tự kiểm này phải được lặp lại, dữ liệu được ghi theo cả hai chiều tại hai vị trí đích. Vị trí đo phụ trợ sẽ được lựa chọn nếu có sự thỏa thuận giữa người sử dụng và nhà chế tạo hoặc nhà cung cấp.
Tốc độ dịch chuyển ngang được lập trình phải tỷ lệ phần trăm với tốc độ dịch chuyển ngang nhanh. Tỷ lệ phần trăm và thời gian dừng phải được xác định trong tiêu chuẩn máy cụ thể. Các thời gian dừng khác nhau và tốc độ dịch chuyển ngang có nhiệt đầu vào khác nhau có thể gây ra độ lệch trục khác nhau. Thời gian dừng và tốc độ ngang trong mục kiểm này có thể sửa đổi dựa trên sự thỏa thuận giữa người sử dụng và nhà chế tạo hoặc nhà cung cấp. Nhiệt độ xung quanh phải được kiểm ít nhất 5 phút một lần trong suốt quá trình kiểm.
a) Lắp đặt một đồng hồ so
|
|
|
|
b) Lắp đặt hai đồng hồ so |
c) Lắp đặt dụng cụ giao thoa laze |
Chỉ dẫn
1 Trục chính
2 Đầu đo
3 Đồ gá kiểm
4 Bàn
Hình 8- Thiết bị điển hình để đo biến đổi nhiệt do sự dịch chuyển trục X của trung tâm gia công
a) Lắp đặt với một đồng hồ so
b) Lắp đặt với dụng cụ giao thoa laze
Chỉ dẫn
1 Đầu lắp dụng cụ
2 Đầu đo
3 Đồ gá kiểm
4 Mâm cặp
Hình 9 - Thiết bị điển hình để đo biến đổi nhiệt sinh ra do sự dịch chuyển trục Z của máy tiện NC
Việc kiểm phải được tiến hành trong thời gian 4h. Phép đo có thể bị gián đoạn khi sự biến dạng thay đổi trong 60 phút cuối ít hơn 15% biến dạng được quy định trong giờ đầu tiên của lần kiểm. Tại vị trí bộ mẫu làm việc (ví dụ, sửa chữa dụng cụ định kỳ), việc kiểm phải được tiến hành trong thời gian khi mà trường hợp tương ứng được lặp lại hoặc bất kỳ thời gian nào được thỏa thuận giữa người sử dụng và nhà cung cấp hoặc nhà chế tạo. Phải định rõ thời gian ngừng sau mỗi một lần kiểm để cho phép máy nguội đi. Nếu hệ thống đo chỉ có thể ghi với lượng dữ liệu giới hạn thì đo tại hai vị trí đích với khoảng cách xác định, ví dụ, đo 5 khoảng chuyển động hai chiều của trục, cả hai sơ đồ đo được trình bày trên Hình 10. Qui trình chính xác của phép đo phải được ghi lại.
CHÚ THÍCH Việc kiểm này rất thuận tiện để đo độ lệch trục chính trong thời gian làm nguội. Để làm việc này, tại cuối giai đoạn kiểm, máy phải ở vị trí đích là vị trí được chỉ dẫn có độ lệch lớn nhất và vị trí này phải được ghi lại định kỳ khi máy nguội đi.
7.3. Giải thích kết quả
Tại cuối giai đoạn kiểm, 4 sơ đồ vị trí nhận được một cách bình thường tương ứng với hai vị trí đích cho mỗi chiều. Ngoài ra, phải cung cấp nhiệt độ xung quanh ứng với thời gian trong quá trình đo. Phải chú ý là kết quả đo bị ảnh hưởng bởi vị trí lặp lại của trục máy.
7.4. Trình bày kết quả
Mỗi một bộ dữ liệu phải được vẽ thành đồ thị dạng sai lệch vị trí theo thời gian, xem ví dụ trên Hình 11.
- sai lệch vị trí e1x,+ là phạm vi tổng của sai lệch nhiệt độ của vị trí đích 1 trong chiều trục X đối với chiều dương;
- sai lệch vị trí e2x,+ là phạm vi tổng của sai lệch nhiệt độ của vị trí đích 2 trong chiều trục X đối với chiều dương;
- sai lệch vị trí e1x, là phạm vi tổng của sai lệch nhiệt độ của vị trí đích 1 trong chiều âm của trục X đối với chiều âm;
- sai lệch vị trí e2x, là phạm vi tổng của sai lệch nhiệt độ của vị trí đích 2 trong chiều trục X đối với chiều âm;
Các thông số sau phải được ghi lại theo đồ thị chỉ dẫn trên Hình 11
a) tốc độ ngang;
b) thời gian dừng;
c) vị trí điểm bắt đầu và điểm cuối;
d) điều kiện thuận lợi và khả năng bù;
e) dụng cụ được sử dụng;
f) hệ số giãn nở nhiệt được sử dụng;
g) vị trí của cảm biến nhiệt độ;
h) vị trí của đường đo;
i) thời gian và ngày kiểm;
j) qui trình làm nóng máy (bao gồm khoảng thời gian làm nóng máy);
k) nhiệt độ của đối tượng đo tại lúc bắt đầu và lúc cuối của lần kiểm;
I) chiều dương của sai lệch vị trí, nếu chiều khác so với hệ thống tọa độ chỉ trên Hình 8 và Hình 9.
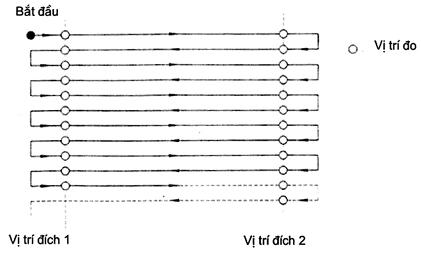
a) Sơ đồ đo khi đọc liên tiếp tại các vị trí đích
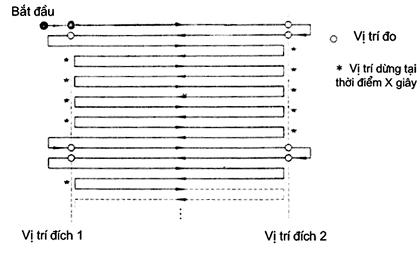
Hình 10 Ví dụ sơ đồ đo để đo sai lệch nhiệt do sự chuyển động của trục thẳng
|
Ngày kiểm |
Ngày/ tháng/ năm |
|
Máy |
AAA, trung tâm gia công có trục chính đứng/ X= 500mm, Y= 800mm, Z=800mm |
|
Dụng cụ đo và số thứ tự |
|
|
Trục kiểm và vị trí |
X,Y=250,Z=200 |
|
Dạng thước đo vị trí |
Trục vít me và mã hóa sự quay |
|
Hệ số giãn nở nhiệt của thước |
11 mm/(m°C) |
|
Sử dụng bù nhiệt độ |
không |
|
Qui trình làm nóng |
Khởi động nguội |
|
Vị trí trục khi không kiểm |
Y= 250mm; Z=400mm; C=0 |
|
Tốc độ tịnh tiến: |
500mm/ min |
|
Điểm đầu và điểm cuối |
X,20,450mm |
|
Thời gian dừng tại mỗi điểm đích |
5 s |
|
Khoảng cung để đưa dữ liệu |
5 |
|
Cảm biến nhiệt độ / vị trí (xung quanh) |
Trước, 200mm X, 300mm Y so với đầu trục chính |
|
(máy) |
Bàn, X= 50mm |
|
|
Nhiệt độ tại điểm bắt đầu °C |
Nhiệt độ tại điểm cuối °C |
|
Nhiệt độ đo |
19,5 |
22 |
|
Nhiệt độ xung quanh |
20,0 |
28,5 |
a - Nhiệt độ xung quanh
Hình 11 - Ví dụ sơ đồ đo để đo biến đổi nhiệt do sự dịch chuyển của trục thẳng
PHỤ LỤC A
(Tham khảo)
THÔNG TIN VỀ BỘ BIẾN ĐỔI DỊCH CHUYỂN
A.1. Quy định chung
Có ba loại bộ biến đổi dịch chuyển thường sử dụng đo được mô tả trong tiêu chuẩn này gồm: các cảm biến cơ khí, điện và quang.
A.2. Máy dò cơ khí
A.2.1. Quy định
Máy dò cơ khí bao gồm thân có gắn đồng hồ so và một điểm tiếp xúc được nối với một lò xo hoặc một bộ truyền động bánh răng sao cho kim trên mặt đồng hồ chỉ dẫn lượng dịch chuyển của điểm tiếp xúc. Khi kiểm thông thường dùng máy dò có độ phân giải 0,01 mm, khi kiểm với chính xác cao hơn máy dò cơ khí sử dụng độ phân giải 0,001 mm.
A.2.2. Phòng ngừa khi sử dụng
Đặc tính cơ bản của dụng cụ này là:
a) các sai số đường cong;
b) giá trị trễ lớn nhất;
c) giá trị lớn nhất của lực đo tại điểm bắt đầu và điểm cuối của khoảng chạy của kim;
d) biến đổi cục bộ lớn nhất của lực đo (lực này thường có giá trị khác nhau đối với sự chuyển động vào và ra của pit tông tại mỗi vị trí của hành trình);
e) nhắc lại khi sử dụng ngược.
Trong trường hợp đặc biệt, sử dụng đồng hồ có hành trình ngắn có giá trị trễ thấp và lực tiếp xúc nhẹ. Nếu đầu dò cơ khí được sử dụng để kiểm biến đổi nhiệt do sự quay của trục chính, trục kiểm phải được định tâm hoặc đầu đọc luôn đặt tại cùng một vị trí góc của trục chính.
A.3. Máy đo điện
A.3.1. Khái niệm
Máy đo điện cung cấp liên tục dữ liệu đo tỷ lệ với lượng dịch chuyển của đầu đo hoặc điểm đích của đầu đo. Trong phần lớn trường hợp dữ liệu đo được phóng đại và hiển thị trên một đồng hồ đo dịch chuyển hoặc hiển thị số. Ba dạng chính của máy đo điện là máy biến đổi vi phân biến thiên đường (LVDT), cảm biến dòng điện xoáy, cảm biến điện dung.
A.3.2. Máy biến đổi vi phân biến thiên đường
A.3.2.1. Khái niệm
Máy biến đổi vi phân biến thiên đường cung cấp các dữ liệu đo tỷ lệ với sự dịch chuyển của một lõi có thể di chuyển được nằm trong phạm vi của nhiều cuộn dây. Do lõi dịch chuyển từ vị trí không, điện áp được tạo nên bởi sự thay đổi của cuộn dây, tạo ra một dữ liệu đầu ra đặc trưng cho sự khác nhau do điện áp gây ra. Đầu đo LVDT có thể có dạng đầu đạn hoặc đầu kiểu đòn bẩy.
A.3.2.2. Phòng ngừa khi sử dụng
Máy đo điện và đo cơ khí phải bảo đảm đủ cứng vững để ngăn chặn các sai hỏng không mong muốn. Dạng kim của pittông của máy đo điện phải đặt vuông góc với bề mặt kiểm để tránh sai hỏng.
A.3.3. Cảm biến dòng xoáy
A.3.3.1. Quy định chung
Nguyên lý dòng xoáy có một vị trí đặc biệt trong phương pháp đo cảm ứng. Nguyên lý là dựa trên sự mất năng lượng từ mạch của máy tạo dao động gây ra sự phát sinh dòng xoáy trong lõi dẫn điện. Nếu một cuộn dây được gắn vào cảm biến để cung cấp một dòng điện biến đổi tần số cao và cảm biến được đặt gần một tấm kim loại, từ trường của cuộn dây cảm biến sẽ tạo dòng xoáy trong đối tượng kiểm này. Từ trường được tạo bởi dòng xoáy trong đối tượng kiểm đối kháng với từ trường của cuộn dây trong cảm biến trường đối kháng này gây ra sự thay đổi của điện trở dòng biến đổi trong cuộn dây cảm biến. Ảnh hưởng này làm thay đổi biên độ được đo trong cuộn cảm biến mà nó phụ thuộc vào khoảng cách của cuộn này đối với đối tượng kiểm. Nguyên lý đo này yêu cầu một tần số ổn định tuyệt đối và biên độ của bộ dao động vận hành tại 1MHZ hoặc 2MHZ. Sự thay đổi biên độ trong cuộn cảm biến là giải điều biến rồi chuyển thành tuyến tính điện tử. Vì khoảng cách từ cuộn cảm biến đến điểm đích không thay đổi biên độ tuyến tính, mạch có cụm bù tuyến tính điện tử riêng biệt. Các yếu tố quan trọng khác là nhiệt độ phụ thuộc vào nguyên lý dòng xoáy.
A.3.3.2. Phòng ngừa khi sử dụng
Tín hiệu đầu ra và độ tuyến tính phụ thuộc vào tính chất điện và từ tính của trục kiểm và trạng thái bề mặt của nó.
Cần phải có sự tuyến tính hóa và hiệu chuẩn riêng.
Do tần số của máy dao động cao, chiều dài lớn nhất của dây cáp cảm biến được giới hạn khoảng chừng 12m đến 18m.
Đường kính cảm biến tăng lên ứng với khoảng cách đo.
A.3.4. Cảm biến đo điện dung
A.3.4.1. Khái niệm
Hệ thống đo dịch chuyển điện dung dựa trên chức năng của các tụ điện tấm lý tưởng. Nếu khoảng cách giữa hai điện cực tụ điện thay đổi, thì giá trị điện áp của tụ điện sẽ thay đổi theo. Trong phép đo dịch chuyển không tiếp xúc, áp dụng hai điện cực tấm bao gồm cảm biến và nắp. Nếu điện cực của tụ điện cảm ứng được đưa vào với dòng biến đổi của tần số không đổi thì biên độ của dòng biến đổi này tỷ lệ với khoảng cách từ điện cực cảm biến đến nắp.
Chức năng của nắp trong trường hợp này là điện cực tiếp đất. Sự điều chỉnh điện áp bù đồng thời tạo ra trong bộ khuyếch đại điện tử. Sau khi giải điều biến của cả hai điện áp dòng biến đổi, thì sự khác nhau giữa hai điện áp này được khuyếch đại và có giá trị như tín hiệu đầu ra tương tự. Tín hiệu này không bị ảnh hưởng và độc lập hoàn toàn với độ dẫn điện của vật liệu nắp.
Mối tương quan cân đối chặt chẽ giữa điện kháng xc và tấm tách ly không cần thêm tuyến tính hóa. Khi cảm biến được thiết kế đặc biệt như một tụ điện bảo vệ thì tính chất tuyến tính gần như hoàn hảo, đường tín hiệu đầu ra độc lập hoàn toàn với tính dẫn điện của đích, sử dụng một bộ điều khiển điện đặc biệt, có thể đo dựa vào vật liệu cách điện có hệ số điện môi không thay đổi.
A.3.4.2. Phòng ngừa trong sử dụng
Hệ thống này nhạy cảm đối với sự thay đổi chất điện môi trong khi đo khoảng cách và do đó nó chỉ có thể làm việc trong môi trường sạch và khô.
Chiều dài dây cáp cảm biến lớn nhất phải được hạn chế để tránh ảnh hưởng của dây cáp.
Đường kính cảm biến tăng tỷ lệ với khoảng cách đo, đường kính của rãnh đo được tăng theo.
A.4. Cảm biến quang
A.4.1.1. Quy định chung
Một chùm tia laze chiếu vào bề mặt đích và từ đó nó phản xạ ngược lại cùng một chỗ y như máy phát. Sự phản xạ phải được khuyếch tán. Chùm laze phản xạ nhận được qua thấu kính hội tụ lên trên máy dò tuyến tính ngoại vi cực nhạy hoặc biến đổi thành dãy số CCD. Vị trí của chùm tia phản xạ trên máy dò tạo thành tín hiệu liên quan đến khoảng cách từ máy phát đến vị trí đích.
Bề mặt đích không có lợi như các bề mặt phản xạ cao, mầu sắc khác nhau và sự thay đổi có thể ảnh hưởng đến độ chính xác của phép đo. Tuy nhiên với sự trợ giúp của công nghệ kỹ thuật hiện đại bằng máy điều chỉnh mật độ sáng tự động, các ảnh hưởng này sẽ giảm tới mức tối thiểu hoặc được bù hoàn toàn.
A.4.1.2. Phòng ngừa trong sử dụng
Hệ thống này ít phụ thuộc vào độ nhám bề mặt của đối tượng kiểm.
Việc truyền và phản chiếu của chùm tia laze yêu cầu phải có môi trường sạch.
Kích thước của cảm biến rất quan trọng (được so sánh với dòng điện xoáy và cảm biến điện dung)
A.4.2. Dụng cụ đo bằng laze
A.4.2.1. Khái niệm
Dụng cụ này được thiết kế để đo đường kính dây và ống. Hệ thống bao gồm một nguồn sáng laze, cần quét lăng trụ, hệ thống đo góc quay, bảng thời gian, và hai cặp dãy số CCD phát hiện ra vị trí của chùm tia. Đường kính đích và vị trí tâm của nó được tính toán từ vị trí chùm tia và tốc độ quay của lăng trụ. Một hệ thống có thể đo cả vị trí tâm của trục gá và đường kính của trục để sao cho có thể phát hiện sai lệch của đường tâm trục chính của máy.
A.4.2.2. Phòng ngừa khi sử dụng
Độ chính xác và sự lặp lại phụ thuộc vào số lượng phép đo trung bình. Nếu độ chính xác yêu cầu tốt hơn 1mm thì phải có hơn 100 phép đo. Nguồn laze yêu cầu thời gian đốt nóng, sự đốt nóng trước cũng được yêu cầu đối với phép đo chính xác.
A.5. Kiểm sự ổn định nhiệt độ
Sự ổn định nhiệt độ của cảm biến dùng để kiểm nhiệt rất quan trọng. Một số cảm biến dịch chuyển được chế tạo bằng các vật liệu khác nhau tạo sự sai lệch nhiệt phức tạp của cảm biến. Trước khi sử dụng hệ thống cảm biến để kiểm tra nhiệt theo tiêu chuẩn này thì phải kiểm tra tác động nhiệt của chính hệ thống cảm biến này.
Qui trình kiểm cơ bản như sau:
a) chuẩn bị một đồ gá đặc biệt để kẹp thân cảm biến và phần cứng vững của đối tượng kiểm. Vật liệu của đồ gá có hai dạng. Dạng thứ nhất được làm bằng thép được sử dụng để kiểm tra sai lệch của cảm biến liên quan đến thành phần của thép thường được sử dụng đối với máy và cấu trúc của giá đo. Dạng thứ hai được chế tạo bằng vật liệu giãn nở thấp được sử dụng để phát hiện sai lệch tuyệt đối của cảm biến.
b) lắp cảm biến được kiểm vào đồ gá đặc biệt. Khoảng cách L giữa điểm cố định và bề mặt đích (nắp) (xem Hình A.1). Khoảng cách này tác động trực tiếp đến sai lệch nhiệt của hệ thống đo.
c) lắp cảm biến nhiệt độ lên trên bề mặt của đồ gá và đo sự thay đổi nhiệt độ.
d) đặt hệ thống kiểm vào một phòng có thể điều khiển sự thay đổi nhiệt độ hoặc đặt vào nơi khác có thể thay đổi được nhiệt độ môi trường.
e) thay đổi nhiệt độ và kiểm tra dữ liệu đầu ra của cảm biến và nhiệt độ. Mức thay đổi nhiệt độ phải chậm để cho toàn bộ thành phần của hệ thống thử đạt tới cùng một nhiệt độ. Chu kỳ thay đổi nhiệt độ khác nhau phải được thực hiện để nhận biết hệ số giãn nở của cảm biến, không tuyến tính và thời gian
f) trong một vài trường hợp, bộ khuyếch đại của cảm biến có thể cũng có độ lệch nhiệt độ. Do đó có thể dùng để kiểm tra tính năng của bộ khuyếch đại bằng áp dụng cùng một qui trình kiểm.
|
Chỉ dẫn: 1 Nắp (đích) 2 Cảm biến 3 Cảm biến nhiệt độ 4 Bu lông cố định |
|
Hình A.1 Bộ gá điển hình để kiểm nắp bộ cảm kiểm
PHỤ LỤC B
(Tham khảo)
HƯỚNG DẪN VỀ SỐ LƯỢNG YÊU CẦU ĐỐI VỚI BỘ BIẾN ĐỔI DỊCH CHUYỂN
Tiêu chuẩn này quy định sử dụng 5 bộ biến đổi chuyển động để đo biến đổi nhiệt tuyến tính dọc theo trục X, Y và Z cũng như biến đổi nhiệt góc quanh trục X và Y. Một vài máy công cụ điều khiển số (NC) như máy tiện và máy mài phẳng điều khiển số, không có yêu cầu đo dịch chuyển trong toàn bộ ba chiều. Trong trường hợp này, số lượng của bộ biến đổi dịch chuyển được yêu cầu để đo biến đổi nhiệt có thể giảm. Bảng B1 chỉ dẫn một số ví dụ về số lượng các bộ biến đổi dịch chuyển cần thiết đối với các loại máy công cụ khác nhau. Bảng này chỉ đáp ứng như một ví dụ để định dạng bộ biến đổi dịch chuyển, các cấu trúc máy tương tự có thể định dạng bộ biến đổi tương tự.
Đối với các máy kích thước nhỏ, lắp đạt các cảm biến khó khăn, cho phép bỏ qua việc đo sai lệch góc. Số lượng của bộ biến đổi dịch chuyển có thể tăng để phép đo chính xác hơn. Để bù giãn nở nhiệt của trục kiểm và giá kẹp bộ biến đổi phải sử dụng bộ biến đổi dịch chuyển nhỏ như chỉ dẫn trên Hình B1.
Bảng B.1 - Số lượng bộ biến đổi dịch chuyển đối với các máy công cụ điều khiển số khác nhau
|
|
X1 |
X2 |
Y1 |
Y2 |
Z |
Tổng |
|
Trung tâm gia công ngang |
* |
* |
* |
* |
* |
5 |
|
Trung tâm gia công đứng |
* |
* |
* |
* |
* |
5 |
|
Máy tiện điều khiển số |
* |
* |
|
|
* |
3 |
|
Trung tâm gia công tiện |
* |
* |
* |
* |
* |
5 |
|
Máy mài phẳng |
|
|
* |
* |
(*) |
2(3) |
|
Máy mài chép hình |
* |
* |
* |
* |
* |
5 |
|
Máy khoan |
* |
* |
* |
* |
|
2 |
|
Máy doa |
|
* |
* |
* |
(*) |
4(5) |
|
Máy mài tròn trong |
* |
* |
* |
* |
* |
5 |
|
Máy mài tròn ngoài |
* |
* |
|
|
* |
3 |
|
Máy mài đường hướng |
* |
* |
* |
* |
|
4 |
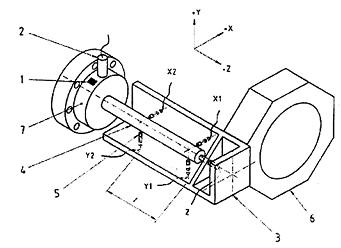
Gần đây, một phương pháp mới và một thiết vị mới đã được phát triển để đo biến đổi nhiệt của máy công cụ như chỉ dẫn trên Hình B.2. Mục đích để áp dụng cho các thiết bị vạn năng trong tương lai đối với máy công cụ có tốc độ cao và có thể làm cho phép đo chính xác hơn. Trong thiết bị này, ba cảm biến được đặt trên bề mặt cầu của dụng cụ qui chiếu và ba cảm biến được đặt vào bề mặt mút của máy để đo sai lệch nhiệt góc và sai lệch tịnh tiến của trục chính ngược với bàn. Thiết bị này phù hợp với tốc độ quay cao khi phần nhô ra của dụng cụ chuẩn so với đầu trục chính nhỏ đến mức có thể.
Chỉ dẫn
1 Thanh kiểm
2 Khung chính
3 Bộ biến đổi dịch chuyển
4 Đế kiểm
Hình B.1 Định dạng chín cảm biến để bù sự giãn nở nhiệt của trục kiểm và giá kiểm
Hơn nữa chỉ có thành phần biến đổi nhiệt có thể đạt được bằng phương pháp ba điểm này, bằng việc tách chúng khỏi sự giãn nở nhiệt của dụng cụ chuẩn và giá kiểm cảm biến và sự giãn nở ly tâm của dụng cụ chuẩn.
Phương pháp tính toán đối với giá trị trung bình Da, Db, Dc đầu ra của cảm biến Sa, Sb, Sc
![]()
![]() …..(B.1)
…..(B.1)
![]()
Phương trình để tính toán sai lệch Δx, Δy và độ giãn nở ΔR (xem Hình B.3)
 …….(B.2)
…….(B.2)
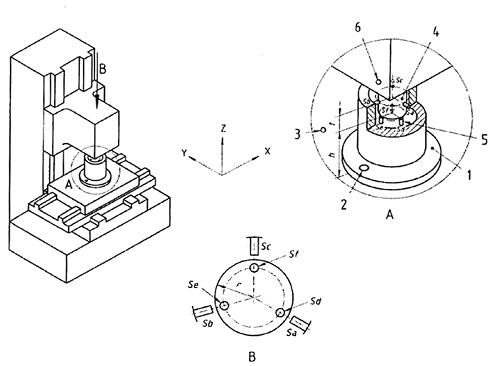
Chỉ dẫn
1 Giá kiểm dùng cho cảm biến
2 Bu lông cố định với bàn
3 Cảm biến nhiệt độ không khí xung quanh
4 Bộ biến đổi dịch chuyển
5 Cảm biến nhiệt độ gối đỡ trục chính
Hình B.2 Cơ cấu có dòng điện xoay chiều để kiểm ETVE và biến đổi nhiệt của cấu trúc gây ra do sự quay của trục chính trên trung tâm gia công có trục chính thẳng đứng
Phương pháp tính toán giá trị trung bình Dd, Dc, Df bằng dữ liệu đầu ra của cảm biến Sd, Se, Sf
![]()
![]() …..(B.3)
…..(B.3)
![]()
Phương trình tính toán sai lệch góc ΔqX, Δqy và sai lệch Δz (xem Hình B.4)
 …….(B.4)
…….(B.4)
Hình B.3 Nguyên lý đo đối với Δx, Δy, ΔR
Một số kiểu bộ biến đổi dịch chuyển như cảm biến dòng xoáy hoặc cảm biến quang học sợi bị tác dụng bởi tính không đồng nhất của vật liệu. Trong trường hợp như vậy, để tránh các tác động này cần có máy dò vị trí góc hoặc cơ cấu khởi động quay có bộ thu nhận dữ liệu phù hợp hoặc phần mềm phân tích.
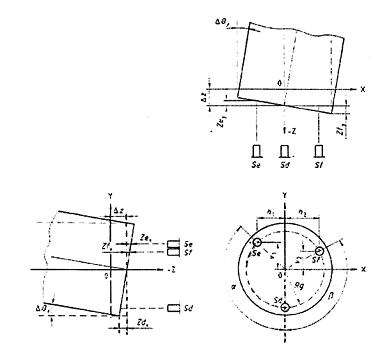
Hình B.4 Nguyên lý đo đối với Δqx, Δqy, Δqz
Chỉ dẫn
|
1 Dấu khởi động |
5 Các bộ biến đổi dịch chuyển |
|
2 Cảm biến quang học |
6 Ụ rêvonve |
|
3 Giá đỡ |
7 Mâm cặp |
|
4 Trục kiểm |
|
Hình B.5 Thiết bị quang học dùng để nhận biết góc quay của trục chính
PHỤ LỤC C
(Tham khảo)
CÁC HƯỚNG DẪN ĐỐI VỚI MÔI TRƯỜNG NHIỆT CỦA MÁY CÔNG CỤ
Máy công cụ có rất nhiều nguồn nhiệt bên trong tạo ra sự phân phối nhiệt không đều bên trong cấu trúc. Một số các nguồn nhiệt này là trục chính, động cơ trục chính, động cơ chay dao, khởi động từ thủy lực và khí nén. Độ tăng nhiệt làm biến dạng cấu trúc và ảnh hưởng đến đặc tính của máy. Đặc tính của máy công cụ cũng ảnh hưởng mạnh mẽ bởi đặc tính nhiệt của môi trường (một số mẫu máy công cụ được cung cấp kèm theo bộ điều khiển nhiệt. Trong trường hợp này, ảnh hưởng của môi trường không đáng kể). Mặc dù môi trường có thể ảnh hưởng có lợi đến sự phân phối nhiệt độ của kết cấu máy bằng việc di chuyển nhiệt sinh ra do nguồn nhiệt trong, nó cũng có thể làm tăng nhiệt độ bổ sung do sự đối lưu và bức xạ nhiệt của cấu trúc máy. Thêm vào đó, nhiệt độ của chất lỏng làm nguội và không khí thực tế có thể ảnh hưởng đáng kể đến đặc tính chung của máy công cụ.
Đặc tính nhiệt của môi trường mà máy vận hành được xác định bởi nhà cung cấp hoặc nhà chế tạo máy để bảo đảm phù hợp với độ chính xác quy định. Các thông số quan trọng xác định đặc tính nhiệt bao gồm vận tốc không khí xung quanh, tần số và biên độ của biến đổi nhiệt độ không khí xung quanh, nhiệt độ trung bình của môi trường xung quanh, građien nhiệt độ thẳng đứng và nằm ngang trong môi trường.
C.1. Lưu lượng và tốc độ
Lưu lượng và tốc độ không khí xung quanh là sự quan trọng đầu tiên trong việc điều khiển biến đổi nhiệt độ và građien nhiệt độ của bộ phận máy. Điều này có nghĩa là các bộ phận có nguồn nhiệt bên trong (ví dụ động cơ nằm bên trong thận máy hoặc nhiệt nhận được do bức xạ (ví dụ, do đèn điện) có nhiệt độ gần với nhiệt độ trung bình của không khí xung quanh. Mặt khác, lưu tốc độ và vận tốc không khí cao có xu hướng gây ra sự mệt mỏi đối với con người.
C.2. Tần số và biên độ của các mức biến đổi nhiệt độ
Sự đặc trưng kích thước của một đối tượng đối với sự biến đổi nhiệt độ xung quanh phụ thuộc vào kích thước, hệ số giãn nở và hằng số thời gian của đối tượng. Hằng số thời gian của một đối tượng có thể đánh giá từ diện tích bề mặt của nó, hệ số che phủ và khả năng thu nhận nhiệt. Ví dụ, với một đầu đo bằng thép có diện tích mặt cắt ngang 25mm x 25mm, chiều dài 250mm có hằng số thời gian 0,5h theo đối lưu tự nhiên. Hằng số thời gian là thời gian đầu đo đạt 63,2% của tổng thay đổi của nó sau bước thay đổi theo nhiệt độ môi trường. Sự phản ứng chậm hoặc quán tính nhiệt rất quan trọng để xác định môi trường. Quán tính trung bình cao có biến đổi nhiệt độ với tần số cao trong không khí xung quanh có thể được chấp nhận.
Mặc dù các bộ phận máy khác nhau có thể có hằng số thời gian khác nhau, nói chung phần lớn máy công cụ có hằng số thời gian nhiệt lớn. Kết quả tốt thường đạt được trong một môi trường có một tần số biến đổi nhiệt độ (trong không khí)15 đến 30 chu kỳ trên một giờ và nhiệt độ tăng đến 0,5°C.
C.3. Nhiệt độ trung bình
Lựa chọn nhiệt độ trung bình của môi trường ảnh hưởng đến chi phí của thiết bị làm lạnh và làm nóng, cách nhiệt và sự phân phối dòng nhiệt. Vận hành tại một nhiệt độ khác với nhiệt độ tiêu chuẩn là 20°C gây ra sự sai hỏng điện thế trong phép đo đặc tính máy cũng như đo các bộ phận máy. Như vậy đánh giá nhiệt độ khác với 20°C theo chiều dài đo có thể đạt được bằng tính toán sự khác nhau giữa sự giãn nở của chiều dài đo của máy được kiểm và sự giãn nở chiều dài đo của các bộ phận hoặc thiết bị kiểm. Tuy nhiên, độ tin cậy liên quan đến phép đo nhiệt độ và hệ số giãn nở nhiệt thực của vật liệu gây ra độ tin cậy trong sự đánh giá này. Hơn nữa, qui trình này không dễ làm với trường hợp có chiều dài đo khác nhau. Ví dụ, trường hợp thân máy bằng gang có chiều dày khác nhau. Thành phần vật liệu có thể không đồng nhất gây ra hệ số giãn nở không giống nhau. Lượng biến đổi trong hệ số giãn nở phải là 5% nếu như sự phân bố không đồng đều như một đường dốc thẳng đứng, sự tăng và giảm nhiệt độ trung bình sẽ gây ra sự uốn đồng dạng để tạo ra bởi đường dốc nhiệt độ thẳng đứng. Điều này chỉ có thể được tránh bằng việc phải điều khiển nhiệt độ chính xác ở 20°C và rất khó thực hiện trong môi trường máy điển hình.
C.4. Građien nhiệt độ
Sự tồn tại của građient nhiệt độ chứng tỏ là các bộ phận khác nhau của môi trường có nhiệt độ trung bình khác nhau và do đó nhiệt độ trung bình sẽ khác 20°C và sẽ khác nhau theo vị trí trong phòng. Độ phức tạp sẽ tăng thêm khi građient nhiệt độ này thay đổi theo thời gian. Sự dịch chuyển các bộ phận máy hoặc phôi gia công từ vị trí này đến một vị trí khác sẽ gây ra sự sai lệch hình học.
Máy công cụ bị ảnh hưởng bởi građien nhiệt độ theo các cách khác nhau. Ví dụ, một máy có trụ máy thẳng đứng cao (chuyển động theo phương trục Z) sẽ có sai lệch vị trí luỹ tiến của trục Z trên một đơn vị chuyển động, nếu có một građient nhiệt độ thẳng đứng. Ngoài ra, nếu đường trượt thẳng đứng tiến dọc theo trục rỗng côngxôn thì trục rỗng sẽ chịu sự thay đổi nhất thời của chiều dài khi lên cao hoặc xuống thấp. Građient thẳng đứng cũng gây nên độ võng của đường chiều nằm ngang gây ra sai số góc và sai số độ không thẳng của các chuyển động.
Građient nhiệt độ xảy ra bởi vì nguồn nhiệt tồn tại nằm trong phạm vi của môi trường. Nguồn nhiệt chính là mặt trời, đèn điện cố định, động cơ truyền động bàn dao và trục chính, thiết bị điện và con người. Một phòng điển hình, chỉ có đèn chiếu sáng và vận hành thường chỉ có građien nhỏ hơn 0,2 °C trong một chiều nào đó. Tuy nhiên, cùng một phòng với thiết bị được cài đặt có thể có građien nhiệt độ cao hơn 10 đến 20 lần gần các mặt ngoài máy, tủ điện v.v... Sự tăng lưu tốc làm nguội sẽ làm giảm građien nhiệt độ.
Người sử dụng máy công cụ phải xem xét các ảnh hưởng của môi trường khi kiểm và sử dụng các máy này. Để bảo đảm vận hành máy nằm trong dung sai xác định, nhà cung cấp hoặc nhà chế tạo máy công cụ phải cung cấp đặc tính môi trường cho máy được chế tạo. Ví dụ về đặc tính kỹ thuật nhiệt của môi trường được cho trong Bảng C1.
Bảng C1 - Ví dụ các yêu cầu nhiệt của môi trường
|
Phạm vi nhiệt độ của máy có thể đạt được độ chính xác; |
15°C đến 30°C |
|
Phạm vi nhiệt độ vận hành an toàn; |
0°C đến 50°C |
|
Biến đổi nhiệt độ trên giờ; |
1°C |
|
Sự biến đổi của nhiệt độ trên chu kỳ 24 giờ; |
5oC |
|
Biến đổi của nhiệt độ trong không gian máy |
0,5°C/m |
|
Phạm vi nhiệt độ chất lỏng làm nguội |
18°C đến 22°C |
|
Phạm vi nhiệt độ không khí dùng được |
18°C đến 25°C |
1) Một số hệ thống bù nhiệt độ đưa ra thời gian chu kỳ ít hơn 5 phút, trong trường hợp như vậy tần số giảm sát phải tăng theo
2) Sự biến đổi lớn nhất của nhiệt độ đo khi kiểm máy phải nhỏ hơn hoặc bằng sự thay đổi nhiệt độ xung quanh đo được khi kiểm ETVE (điều 5).
3) Một số các hệ thống bù nhiệt độ đưa ra chu kỳ thời gian ngắn hơn 5 phút. Trong trường hợp như vậy tần số quan sát tăng theo.
4) Sự loại trừ ảnh hưởng độ đảo trục kiểm có thể đạt bằng bộ lọc dưới, trung bình hoặc bằng dữ liệu đồng bộ đạt được với sự định hướng trục chính