Tiêu chuẩn quốc gia TCVN 7011-6:2007 (ISO 230 - 6 : 2002) về Quy tắc kiểm máy công cụ - Phần 6: Xác định độ chính xác định vị theo các đường chéo khối và đường chéo bề mặt (Kiểm sự dịch chuyển theo đường chéo)
TIÊU CHUẨN QUỐC GIA
TCVN 7011-6:2007
QUI TẮC KIỂM MÁY CÔNG CỤ - PHẦN 6: XÁC ĐỊNH ĐỘ CHÍNH XÁC ĐỊNH VỊ THEO CÁC ĐƯỜNG CHÉO KHỐI VÀ ĐƯỜNG CHÉO BỀ MẶT (KIỂM SỰ DỊCH CHUYỂN THEO ĐƯỜNG CHÉO)
Test code for machine tools – Part 6: Determination of positioning accuracy on body and face diagonals (Diagonal displacement tests)
1. Phạm vi áp dụng
Tiêu chuẩn này qui định các phép kiểm dịch chuyển theo đường chéo để cho phép đánh giá đặc tính thể tích của máy công cụ. Việc kiểm đầy đủ đặc tính thể tích của máy công cụ là một quá trình khó khăn và tốn thời gian. Kiểm dịch chuyển theo đường chéo giảm được thời gian và chi phí dùng cho việc kiểm đặc tính thể tích.
Kiểm dịch chuyển theo đường chéo không phải là kiểm chẩn đoán, mặc dù đôi khi các kết luận về kết quả kiểm có thể có tính chẩn đoán. Đặc biệt là khi kiểm đường chéo bề mặt, có thể đo trực tiếp độ vuông góc của các trục. Kiểm sự dịch chuyển chéo theo đường chéo khối có thể được bổ sung thêm kiểm theo đường chéo bề mặt bằng việc kiểm độ song song của các trục máy theo TCVN 7011-2:2007 hoặc bằng đánh giá đặc tính công tua trong ba mặt phẳng tọa độ được xác định theo TCVN 7011-4:2007.
Kiểm dịch chuyển theo đường chéo có thể được sử dụng cho mục đích nghiệm thu và bảo hành đặc tính máy khi các thông số của phép kiểm được sử dụng là chỉ số so sánh.
2. Tài liệu viện dẫn
TCVN 7011-1:2007 (ISO 230-1:1996) Qui tắc kiểm máy công cụ - Phần 1 – Độ chính xác hình học của máy khi vận hành trong điều kiện không tải hoặc gia công tinh.
TCVN 7011-3:2007 (ISO 230-3:2001) Qui tắc kiểm máy công cụ - Phần 3 – Xác định độ chính xác và khả năng lặp lại định vị của các trục điều khiển số.
TCVN 7011-4:2007 (ISO 230-4:1996) Qui tắc kiểm máy công cụ - Phần 4 – Kiểm đường tròn đối với máy công cụ điều khiển số.
TCVN 7011-5:2007 (ISO 230-5:2000) Qui tắc kiểm máy công cụ - Phần 5 – Xác định hiệu ứng nhiệt.
3. Thuật ngữ và định nghĩa
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa sau:
3.1. Thể tích gia công (working volume)
Thể tích được xác định bởi hành trình của các trục chuyển động theo đường thẳng của máy cho các nguyên công gia công (không bao gồm các dịch chuyển sử dụng cho nguyên công phụ, ví dụ thay dụng cụ).
3.2. Đường chéo khối (body diagonal), D
Đường chéo khối trong không gian của một lăng trụ chữ nhật nằm trong thể tích gia công của máy công cụ
CHÚ THÍCH 1: Bốn đường chéo khối được xác định bằng thể tích gia công.
CHÚ THÍCH 2: Người sử dụng có thể tham chiếu đường chéo khối với vị trí bắt đầu của nó, ví dụ +X+Y-Z là đường chéo đi từ +X+Y-Z đến –X-Y+Z. Cũng có thể sử dụng cách đặt tên theo NNP (đối với hướng dịch chuyển X dương, Y âm, Z dương).
Xem Hình 1.
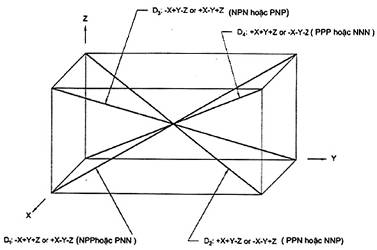
Hình 1 – Bốn đường chéo khối của một lăng trụ chữ nhật
3.3. Đường chéo bề mặt (Face diagonal), F
Đường chéo trên mặt phẳng của lăng trụ chữ nhật nằm trong thể tích gia công của máy công cụ xem Hình 2.
CHÚ THÍCH 1: Sáu đường chéo bề mặt khác nhau được xác định trong thể tích gia công. Đối với mỗi đường chéo được lựa chọn, cần phải xác định thêm vị trí của nó trong trục thứ ba. Về lý thuyết, mặt phẳng chứa đường chéo bề mặt là mặt ngoài hoặc mặt cắt ở giữa được chỉ dẫn trên Hình 2.
CHÚ THÍCH 2: Người sử dụng có thể tham chiếu đường chéo bề mặt bằng sử dụng vị trí bắt đầu của nó, ví dụ +X-Y là đường chéo đi từ +X-Y đến –X+Y. Để xác định trục thứ ba, có thể sử dụng dạng +X-Y 2300 để xác định đường chéo XY tại Z = 300. Cũng có thể sử dụng cách đặt tên theo NP hoặc NP300 (đối với hướng dịch chuyển X âm, Y dương, Z không có).
CHÚ THÍCH 3: Các đường chéo bề mặt thường được lựa chọn trong các cặp cắt nhau đối với mỗi mặt phẳng như đã chỉ dẫn trên Hình 2.
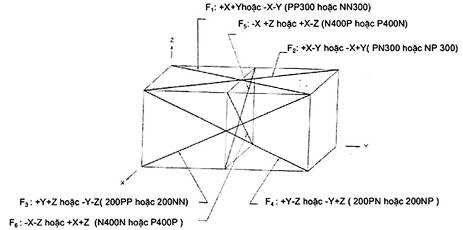
Hình 2 – Các ví dụ đường chéo bề mặt của một lăng trụ chữ nhật
3.4. Sai lệch hệ thống của định vị theo đường chéo (Diagonal systematic deviation of positioning), Eđ
Sai lệch hệ thống của định vị theo hai hướng lớn nhất (theo TCVN 7011-2) của bốn đường chéo khối,
E1, E2, E3, E4 (đánh giá Ei, xem Hình 3)
Ed = max.[E1], E2, E3, E4
3.5. Sai lệch hệ thống của định vị theo đường chéo trong các đường chéo bề mặt (Diagonal systematic deviation of positioning in face diagonals), Ed (ab)
Sai lệch hệ thống của định vị theo hai hướng lớn nhất (theo TCVN 7011-2) của hai đường chéo bề mặt, E1 (ab), E2 (ab), trong đó, “ab” xác định tọa độ của mặt phẳng đo.
VÍ DỤ Ed (XY) = max. [E1 (XY), E2 (XY)] đối với hai đường chéo bề mặt trong mặt phẳng XY.
3.6. Giá trị đảo chiều đường chéo (diagonal reversal value), Bd
Giá trị đảo chiều lớn nhất (theo TCVN 7011-2) của bốn đường chéo khối, B1, B2, B3, B4
(đánh giá Bi, xem Hình 3)
Bd = max. [B1, B2, B3, B4].
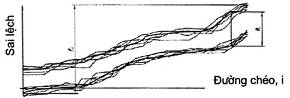
Hình 3 – Đánh giá Ei và Bi
3.7. Giá trị đảo chiều theo đường chéo đối với các đường chéo bề mặt (Diagonal reversal value for face diagonals), Bd (ab)
Giá trị đảo chiều lớn nhất (theo TCVN 7011-2) trong hai đường chéo bề mặt, B1 (ab), B2 (ab) trong đo ab xác định tọa độ của mặt phẳng đo
Ví dụ Bd (XY) = max. [E1(XY), E2(XY)] đối với hai đường chéo bề mặt trong mặt phẳng XY.
3.8. Đặc tính thể tích (Volumetric performance)
Khả năng của máy công cụ thực hiện các chức năng nhiều trục đã định ở bất kỳ đâu trong thể tích gia công hoặc thể tích nhỏ hơn như đã thỏa thuận giữa nhà chế tạo, nhà cung cấp và người sử dụng.
CHÚ THÍCH: Chỉ dẫn đối với thể tích được giảm phải ghi “thể tích được giảm” sau bất kỳ thông số nào đã định, ví dụ Ed (thể tích được giảm) = 0,012 mm.
4. Qui định chung
4.1. Đơn vị đo
Trong tiêu chuẩn này kích thước dài được biểu thị bằng milimét.
4.2. Tham chiếu TCVN 7011-2 và TCVN 7011-4
Để áp dụng tiêu chuẩn này, đặc biệt là phần lắp đặt máy trước khi kiểm, làm nóng các bộ phận chuyển động và độ chính xác yêu cầu của thiết bị kiểm.
Tham chiếu TCVN 7011-2, đặc biệt là lắp đặt, trang bị dụng cụ, đánh giá kết quả và trình bày kết quả.
4.3. Tiến hành kiểm
Khi kiểm máy theo đường chéo không cần thiết hoặc không thể tiến hành toàn bộ các mục kiểm qui định trong tiêu chuẩn này. Khi các phép kiểm được yêu cầu cho mục đích nghiệm thu thì người sử dụng cần lựa chọn, có sự thỏa thuận với nhà chế tạo/nhà cung cấp các phép kiểm liên quan đến các đặc tính cần quan tâm hoặc các phép kiểm liên quan đến các bộ phận cấu thành của máy. Tuy nhiên các phép kiểm này phải được qui định rõ ràng khi đặt mua máy và được trình bày để thỏa thuận về phần chi phí cho kiểm tra.
Đối với kiểm nghiệm thu, không có sự thỏa thuận về việc áp dụng các phép kiểm và chi phí cho kiểm tra thì không được xem là có ràng buộc với bất kỳ bên nào tham gia hợp đồng.
4.4. Dụng cụ đo
Có thể sử dụng hệ thống đo giao thoa laze và các hệ thống đo có độ chính xác so sánh được
4.5. Vị trí của trục thẳng khi không kiểm
Vị trí của bàn trượt hoặc các bộ phận chuyển động trên trục không qua kiểm phải được qui định trên báo cáo kiểm.
4.6. Độ tin cậy của phép đo
Độ tin cậy của phép đo bị ảnh hưởng bởi:
- độ tin cậy của dụng cụ đo được sử dụng cho một lần kiểm;
- độ tin cậy của độ thẳng hàng có thể của dụng cụ đo (sai số hành trình chết, sai số cosin;
Xem Điều A13 trong TCVN 7011-2);
- độ tin cậy do ảnh hưởng môi trường, ví dụ ảnh hưởng nhiệt độ (xem Điều 4 của TCVN 7011-2).
- độ tin cậy của phép đo kết hợp của một phép kiểm không lớn hơn lượng dung sai. Lượng cho phép này phải thỏa thuận giữa nhà chế tạo, nhà cung cấp và người sử dụng.
5. Qui trình kiểm, thông số, qui trình lắp đặt
5.1. Qui trình kiểm
Qui trình kiểm tương tự như được mô tả trong TCVN 7011-2, ngoại trừ dịch chuyển theo đường thẳng không được đo song song với trục thẳng nhưng được đo dọc theo đường chéo của thể tích gia công hoặc mặt phẳng của máy công cụ.
CHÚ THÍCH: Trên máy khi một trong các trục lớn hơn hẳn các trục khác thì kiểm sự dịch chuyển theo đường chéo có thể không chính xác so với các sai lệch hệ thống của máy.
Các phép đo phải được tiến hành dọc theo bốn đường chéo khối (xem Hình 1) của thể tích gia công của một máy gia công ba chiều và hai đường chéo bề mặt của một máy gia công hai chiều (ví dụ, máy tiện). Ngoài ra, các phép đo theo bất kỳ hoặc toàn bộ sáu đường chéo bề mặt của các máy gia công ba chiều (xem Hình 2) có thể được tiến hành theo yêu cầu hoặc theo thỏa thuận giữa nhà cung cấp, nhà chế tạo và nhà sử dụng.
5.2. Các vị trí đích
Lựa chọn tối thiểu năm điểm đích cách đều trên một mét chiều dài đường chéo, đường chéo này phải có ít nhất là năm điểm đích.
Nếu P1 và P2 là các điểm cuối của đường chéo đạt được sau khi lắp đặt thiết bị và số gia (đoạn tăng) đường chéo được yêu cầu là ld khi
P1 = (X1, Y1, Z1)
P2 = (X2, Y2, Z2)
Chiều dài của đường chéo = D
Trong đó, D = P2 – P1
= ![]()
Chiều dài của đường dẫn trong X là XV
Trong đó, XV = X2 – X1
Đoạn dịch chuyển là lx
Trong đó, lx = ![]()
Đường dẫn và các đoạn tăng trong Y và Z được xác định giống nhau. Chương trình thực hiện được tốt nhất khi sử dụng đoạn dịch chuyển theo ba trục với các đại lượng xác định trên. Điểm cuối P2 và số gia (đoạn tăng đường chéo Id có thể cần phải sửa đổi để cho phép qui tròn sai số).
5.3. Các phép đo
Các phép đo phải được tiến hành trên toàn bộ các điểm đích theo chu kỳ kiểm tiêu chuẩn (xem 4.3 trong TCVN 7011-2). Phải đo mỗi một điểm đích 5 lần theo mỗi hướng.
CHÚ THÍCH Đường chéo đến 2000 mm không xử lý khác so với đường chéo lớn hơn 2000 mm vì không có tính lặp lại các giá trị đã được tính toán nhưng chỉ sai lệch hệ thống E và giá trị đảo chiều B.
5.4. Tốc độ tiến
Tốc độ tiến giữa các điểm đích phải được thỏa thuận giữa các nhà chế tạo, nhà cung cấp và người sử dụng như các thông số khác của phép điếm. Tuy nhiên, tốc độ tiến không được lớn hơn 20% tốc độ tiến lớn nhất.
5.5. Qui trình lắp đặt
Dụng cụ đo phải lắp đặt gần đường chéo của thể tích gia công. Điểm bắt đầu và điểm cuối phải thẳng hàng bằng việc di chuyển máy công cụ cùng với sử dụng lệch chuyển động, để đạt được tín hiệu đo. Giữa hai điểm này, máy công cụ phải được lập trình dịch chuyển ngang theo vectơ, dừng tại các vị trí đích.
Qui trình lắp đặt chi tiết đối với dụng cụ đo giao thoa laze được mô tả trong Phụ lục A.
6. Đánh giá kết quả
Dữ liệu đạt được cho mỗi đường chéo phải được phân tích theo khái niệm tương tự được sử dụng cho trục thẳng theo TCVN 7011-2 ngoại trừ sai lệch hệ thống hai chiều E và giá trị đảo chiều B được đánh giá (xem Hình 3).
7. Các điều thỏa thuận giữa nhà cung cấp/nhà chế tạo và người sử dụng
Các điều thỏa thuận giữa nhà cung cấp/ nhà chế tạo và người sử dụng như sau:
a) tỷ số lớn nhất của građien nhiệt độ tính theo độ trên giờ trước khi đo 12 giờ và trong suốt quá trình đo (xem 3.1 trong TCVN 7011 – 2);
b) vị trí của dụng cụ đo và vị trí của cảm biến nhiệt độ, nếu phù hợp
(xem 4.3.1 trong TCVN 7011 – 2).
c) qui trình làm nóng trước khi kiểm máy (xem 3.3 trong TCVN 7011 – 2);
d) tốc độ tiến giữa các điểm đích;
e) vị trí của bàn trượt hoặc các bộ phận chuyển động không qua kiểm;
f) thời gian dừng tại mỗi điểm đích;
g) điểm đích thứ nhất và điểm đích cuối cùng;
h) không được vượt quá lượng dung sai cho phép đối với đo tin cậy, đo kết hợp của phép kiểm;
i) cỡ kích thước và vị trí của thể tích được giảm, nếu thấy cần thiết.
8. Trình bày kết quả
8.1. Phương pháp trình bày
Phương pháp phù hợp để trình bày kết quả là phương pháp đồ thị mà tối thiểu là các đồ thị E ↑ và E ↓ cho mỗi đường chéo và với danh mục dưới đây của các khoản được ghi trong báo cáo kiểm để nhận biết hệ thống đo:
- vị trí của toàn bộ các phần tử của hệ thống đo liên quan đến phần kẹp phôi và kẹp dụng cụ;
- nếu cần thiết, vị trí của cảm biến nhiệt độ trên bộ phận máy và dạng qui luật bù;
- ngày kiểm;
- tên máy, dạng (trục chính nằm ngang hoặc thẳng đứng) và tọa độ dịch chuyển của nó;
- danh mục các thiết bị kiểm được sử dụng, bao gồm tên của nhà chế tạo và nhà cung cấp, dạng và số loạt của bộ phận;
- các dạng trước đo các máy được sử dụng để định vị trục và các hệ số giãn nở nhiệt được sử dụng cho hiệu chỉnh giãn nở nhiệt khác biệt danh nghĩa (nominal differential expansion (NDE)) (ví dụ vít me bi và dụng cụ quay trục Z, thước thủy tinh dùng cho trục X và trục Y);
- tên của trục được kiểm;
- tốc độ tiến và thời gian dừng tại mỗi điểm đích;
- điểm đích đầu tiên và điểm đích cuối cùng (P1 và P2) và số gia đường chéo (Ld);
- quá trình làm nóng trước khi kiểm máy (số chu kỳ hoặc thời gian chạy không và tốc độ tiến);
- nhiệt độ cảm biến, được gắn ở các bộ phận thích hợp của máy đặc trưng thước đo của máy, chi tiết gia công và mẫu kiểm, tại ít nhất là lúc bắt đầu kiểm và kết thúc phép kiểm;
- nếu cần thiết, áp suất và độ ẩm không khí tại lúc bắt đầu của phép kiểm và kết thúc phép kiểm;
- có hoặc không sử dụng qui tắc bù trong suốt chu trình kiểm;
- khi ứng dụng vòi phun không khí và vòi phun dầu;
- độ tin cậy đo kết hợp của phép kiểm;
- nếu cần thiết, cỡ kích thước và vị trí của thể tích được giảm.
8.2. Thông số
Những thông số sau được phải được qui định bằng trị số:
a) Thông số đối với đường chéo khối:
- sai lệch hệ thống của định vị theo hai hướng, E1, E2, E3, E4;
- các giá trị đảo chiều, B1, B2, B3, B4;
- sai lệch hệ thống của định vị đường chéo, Ed;
- giá trị đảo chiều đường chéo, Bd
b) Các thông số đối với đường chéo bề mặt
- sai lệch hệ thống của định vị theo hai hướng, E1 (ab), E2 (ab);
- các giá trị đảo chiều B1 (ab), B2 (ab);
- sai lệch hệ thống của định vị theo đường chéo bề mặt, Ed (ab);
- giá trị đảo chiều chéo đối với đường chéo bề mặt Bd (ab).
PHỤ LỤC A
(Quy định)
QUI TRÌNH LẮP ĐẶT DỤNG CỤ ĐO GIAO THOA LAZE
A.1. Quy định chung
Phụ lục này mô tả một ví dụ về qui trình lắp đặt có thể chấp nhận được một dụng cụ đo giao thoa laze cho phép kiểm sự dịch chuyển theo đường chéo.
A.2. Qui trình
Đầu tiên đặt đầu laze, dụng cụ đo giao thoa từ xa và gương điều chỉnh được trên bàn sao cho gương đặt trên góc bàn và gương phản xạ sau ở trục chính (nếu thể tích gia công kéo dài vượt quá diện tích bàn thì cần thiết phải có thêm đồ gá). Trong trường hợp hệ thống giao thoa phân cực, thì tốt nhất là gương điều chỉnh được đặt ở giữa dụng cụ đo giao thoa từ xa và gương phản xạ sau trục chính. Dụng cụ đo giao thoa được đặt gần đến mức có thể với gương điều chỉnh để đạt được sai số quĩ đạo chết nhỏ nhất. Chỉ được sử dụng gương điều chỉnh cho bước hoặc sự trệch đường của quĩ đạo chùm tia và không sử dụng đồng thời để tránh nhiễu loạn của phân cực chùm tia. Chú ý rằng gương phản xạ sau được đặt trên đường tâm trục chính để giảm độ nhạy đối độ đảo của đường tâm trục chính và trục chính phải được khóa cứng.
Nếu trục chính không thể xóa, phải sử dụng giá đỡ cố định. Trên một số máy nằm ngang, cần thiết phải đặt gương phản xạ sau cách xa đầu trục chính để ngăn giá đỡ trục chính không cản trở chùm tia. Trong phần lớn các trường hợp thực tế, các kết quả phải đưa về 20 oC bằng việc sử dụng một cảm biến nhiệt độ vật liệu. Cảm biến phải được đặt tại tâm của vùng kẹp phôi.
Tiếp đến điều chỉnh góc của gương điều chỉnh để chùm tia laze dịch chuyển gần như ngang qua đường chéo khối của thể tích gia công.
Dịch chuyển trục chính của máy cùng với gương phản xạ sau đến vị trí danh nghĩa yêu cầu tối thiểu với đầu mút đường chéo khối được đo và điều chỉnh chùm tia với gương điều chỉnh để đạt được độ thẳng sơ bộ. Ở giai đoạn này, phải bảo đảm cho chùm tia đi ra đặt trên gương điều chỉnh được sao cho có đủ chỗ để chùm tia về trên mặt gương.
Tiếp đến, đưa đầu trục chính máy có gương phản xạ sau đến điểm gần nhất với gương điều chỉnh được và sử dụng lệch lắc nhẹ, di chuyển trục chính cho đến khi đạt sự thẳng hàng của chùm tia trở về hiệu chỉnh. Ghi lại vị trí của máy.
Cuối cùng viết chương trình NC gia công dịch chuyển ngang theo vectơ giữa hai điểm gia công cộng thêm khoảng cách quay lại ngắn với các khoảng qui định giữa các điểm đích và số lượng các phép tính gần đúng yêu cầu để đạt được các dữ liệu. Cần phải cẩn thận để đảm bảo cho chương trình NC không có bất kỳ sai số qui tròn nào tích tụ khi sử dụng một chuỗi các đoạn dịch chuyển đồng nhất ngang qua đường chéo.
Qui trình lắp đặt để đo đường chéo bề mặt giống như trên ngoại trừ trường hợp trục thứ ba không được dịch chuyển. Điều này có nghĩa là ban đầu lắp đặt chùm tia laze song song với mặt phẳng kiểm trước khi điều chỉnh điểm cuối. Ví dụ, đo đường chéo bề mặt XY, đầu tiên laze được đặt theo phương X hoặc phương Y như đối với việc kiểm đường thẳng vuông góc. Điều này bảo đảm rằng không xảy ra dịch chuyển theo phương trục Z khi các điểm cuối được điều chỉnh theo XY.