Tiêu chuẩn quốc gia TCVN 7012:2002 (ISO 1708 : 1989) về Máy cắt kim loại - Điều kiện nghiệm thu máy tiện thông dụng - Kiểm độ chính xác
TIÊU CHUẨN QUỐC GIA
TCVN 7012 : 2002
(ISO 1708 : 1989)
MÁY CẮT KIM LOẠI – ĐIỀU KIỆN NGHIỆM THU MÁY TIỆN THÔNG DỤNG – KIỆM ĐỘ CHÍNH XÁC
Machine tools - Acceptance conditions for general purpose parallet lathes – Testing of the accuracy
Lời nói đầu
TCVN 7012 : 2002 hoàn toàn tương đương với ISO 1708 : 1989
TCVN 7012 : 2002 do Ban kỹ thuật tiêu chuẩn TCVN/SC1 Vấn đề chung về cơ khí biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ ban hành.
Tiêu chuẩn này được chuyển đổi năm 2008 từ Tiêu chuẩn Việt Nam cùng số hiệu thành Tiêu chuẩn Quốc gia theo quy định tại khoản 1 Điều 69 của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật và điểm a khoản 1 Điều 6 Nghị định số 127/2007/NĐ-CP ngày 1/8/2007 của Chính phủ quy định chi tiết thi hành một số điều của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật.
MÁY CẮT KIM LOẠI – ĐIỀU KIỆN NGHIỆM THU MÁY TIỆN THÔNG DỤNG – KIỆM ĐỘ CHÍNH XÁC
Machine tools - Acceptance conditions for general purpose parallet lathes – Testing of the accuracy
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các phương pháp kiểm hình học và kiểm thực tế và các sai lệch cho phép tương ứng dùng cho máy tiện thông dụng.
Tiêu chuẩn này chỉ áp dụng để kiểm độ chính xác của máy, không áp dụng để kiểm sự vận hành của máy (rung động, độ ồn không bình thường, sự chuyển động không trơn nhẹ của các bộ phận máy, v.v...), hoặc để kiểm các đặc tính kỹ thuật của máy (tốc độ trục chính, tốc độ tiến, v.v...) thường được kiểm trước khi kiểm độ chính xác.
2. Tiêu chuẩn trích dẫn
ISO 230-1:1996 Acceptance code for machine tools - part 1 - Geometric accuracy of machines operating under no-load or linishing conditions ( Qui tắc nghiệm thu máy công cụ - Phần 1: Độ chính xác hình học của máy khi không tải hoặc ở trạng thái hoàn thiện).
3. Qui định chung
3.1. Trong tiêu chuẩn này, toàn bộ kích thước và sai lệch được tính bằng milimét và insơ
3.2. Khi sử dụng tiêu chuẩn này phải tham khảo tiêu chuẩn ISO 230-1 đặc biệt là đối với việc lắp đặt máy trước khi kiểm, làm nóng trục chính và các bộ phận chuyển động khác, mô tả các phương pháp đo và độ chính xác của thiết bị kiểm.
3.3. Trình tự kiểm hình học có liên quan đến các cụm lắp ráp của máy nhưng trong thực tế không xác định được trình tự này. Để gá lắp dụng cụ cắt và dụng cụ đo dễ dàng, khi kiểm có thể áp dụng bất kỳ trình tự nào.
3.4. Khi kiểm độ chính xác của máy không phải lúc nào cũng cần phải tiến hành tất cả các phép kiểm cho trong tiêu chuẩn này. Theo thỏa thuận với nhà chế tạo, người sử dụng phải chọn các phép kiểm liên quan đến những tính chất mà mình quan tâm nhưng những phép kiểm này phải được xác định rõ khi đặt mua máy.
3.5. Các phép kiểm thực tế được thực hiện bằng gia công sản phẩm mẫu với chế độ cắt tinh (ví dụ, chiều sâu cắt bằng 0,1 mm (0,004in); bước tiến bằng 0,1mm (0,004in) trên một vòng quay) và không có cắt thô vì cắt thô có khả năng tạo lực cắt đáng kể.
3.6. Khi qui định dung sai cho một dải đo khác với chỉ dẫn trong tiêu chuẩn này (xem 2.311 của ISO 230-1) thì phải tính đến giá trị giá trị nhỏ nhất của dung sai: là 0,005 mm (0,0002 in) đối với máy tiện chính xác và 0,01 mm (0,0004 in) đối với các máy tiện khác.
4. Điều kiện nghiệm thu và sai lệch cho phép
4.1. Kiểm hình học
|
STT |
Sơ đồ |
Đối tượng kiểm |
Sai lệch cho phép*) |
|
|
Máy tiện chính xác |
||||
|
mm |
in |
|||
|
Da<500 và=""><> |
Da<20 và=""><> |
|||
|
G1 |
|
|
DC<> |
DC<> |
|
A - Băng máy Kiểm độ phẳng của đường hướng |
500<><> 0,015 (lồi) Dung sai cục bộ**): 0,005 trên chiều dài đo 250 |
20<><> 0,006 (lồi) Dung sai cục bộ**): 0,0002 trên chiều dài đo 10 |
||
|
|
a) Kiểm theo chiều dọc độ thẳng của đường hướng trong mặt phẳng thẳng đứng |
1000<><> 0,02 (lồi) Dung sai cục bộ**): 0,005 trên chiều dài đo 250 |
40<><> 0,0008 (lồi) Dung sai cục bộ**): 0,0002 trên chiều dài đo 10 |
|
|
b) Kiểm theo chiều ngang: Hai đường hướng phải nằm trong cùng một mặt phẳng |
b) Sự dao động trên nivô: 0,03/1000 |
b) Sự dao động trên nivô: 0,0012/40 |
||
|
G2 |
|
B – Bàn dao |
DC <> 0,01 |
DC <> 0,0004 |
|
Kiểm độ thẳng của sự dịch chuyển bàn dao trong mặt phẳng nằm ngang hoặc có thể trong mặt phẳng được định nghĩa bởi mũi tâm và mũi dao |
500<><> 0,015 |
20 < dc=""><> 0,0006 |
||
|
1000 < dc=""><> 0,02 |
40 < dc=""><> 0,0008 |
|||
|
*) DC là khoảng cách giữa hai mũi tâm. Da là đường kính gia công cho phép lớn nhất trên băng máy. **) Xem điều 5. |
||||
|
Sai lệch cho phép*) |
Dụng cụ đo |
Phương pháp kiểm Tham khảo ISO 230-1 qui tắc nghiệm thu |
|||
|
Máy tiện khác |
|||||
|
mm |
In |
||||
|
Da ≤ 800 |
800<>a ≤1600 |
Da ≤ 32 |
32<>a ≤ 64 |
||
|
DC ≤ 500 |
DC ≤ 20 |
Ni vô chính xác dụng cụ quang học hoặc các phương pháp khác |
a) Xem điều 3.11, 3.21, 5.212.21 và 5.212.22 Đo ở vị trí có khoảng cách bằng nhau trên suốt chiều dài của băng máy. Ni vô được đặt trên bàn dao ngang. Khi đường hướng không nằm ngang sử dụng thước thẳng đặc biệt như đã nói trong điều 5.212.21 (2o), hình 12 |
||
|
0,01 (lồi) |
0,015 (lồi) |
0,0004 (lồi) |
0,0006 (lồi) |
||
|
500 < dc="" ≤=""> |
20 < dc="" ≤=""> |
||||
|
0,02 (lồi) |
0,03 (lồi) |
0,0008 (lồi) |
0,0012 (lồi) |
||
|
Dung sai cục bộ**) |
Dung sai cục bộ**) |
||||
|
0,0075 |
0,01 |
0,0003 |
0,0004 |
||
|
trên chiều dài đo 250 |
trên chiều dài đo 10 |
||||
|
DC>1000 Với khoảng cách cứ tăng thêm 1000, dung sai tương ứng cho trước phải cộng thêm: |
DC>40 Với khoảng cách cứ tăng thêm 40, dung sai tương ứng phải cộng thêm: |
||||
|
0,01 |
0,02 |
0,0004 |
0,0008 |
||
|
Dung sai cục bộ**) |
Dung sai cục bộ**) |
||||
|
0,015 |
0,02 |
0,0006 |
0,0008 |
||
|
trên chiều dài đo 20 |
trên chiều dài đo 20 |
||||
|
b) Sự dao động trong nivô: 0,04/1000 |
b) Sự dao động của nivô: 0,0016/40 |
Ni vô chính xác |
b) Điều 5.412.7 Đặt nivô nằm ngang trên đường hướng và đo một số vị trí có khoảng cách bằng nhau dọc theo chiều dài đường hướng. Sự dao động của nivô không được vượt quá sai lệch cho phép |
||
|
DC ≤ 500 |
DC ≤ 20 |
a) Với DC < 1500="" mm=""><6in): đồng="" hồ="" so="" và="" trục="" kiểm="" được="" lắp="" giữa="" 2="" lỗ="" tâm="" hoặc="" thước=""> b) Bất kể chiều dài của DC sử dụng dây kéo căng và kính hiển vi hoặc phương pháp khác |
a) Điều 5.232.3a) hoặc 5.232.1. Đưa đầu đo tiếp xúc với mặt trước của đường sinh trục kiểm (có thể sử dụng một thước thẳng có các bề mặt song song với nhau thay cho trục kiểm). Chiều dài trục kiểm có thể lấy bằng DC. b) Điều 5.212.3 và 5.232.3b). Sai lệch độ thẳng của dịch chuyển bàn dao sẽ khác đi, trong trường hợp vết lõm liên quan đến đường tâm của mũi tâm |
||
|
0,015 |
0,02 |
0,0006 |
0,0008 |
||
|
500 < dc="" ≤=""> |
20 < dc="" ≤=""> |
||||
|
0,02 |
0,025 |
0,0008 |
0,001 |
||
|
DC > 1000 Với khoảng cách cứ tăng thêm 1000, khi khoảng cách giữa 2 mũi tâm vượt quá 1000, dung sai tương ứng cho trước phải cộng thêm: 0,005 |
DC > 40 Với khoảng cách cứ tăng thêm 40, khi khoảng cách giữa 2 mũi tâm vượt quá 40, dung sai tương ứng cho trước phải cộng thêm: 0,0002 |
||||
|
Sai lệch cho phép lớn nhất: |
Sai lệch cho phép lớn nhất: |
||||
|
0,03 |
0,05 |
0,0012 |
0,002 |
||
|
STT |
Sơ đồ |
Đối tượng kiểm |
Sai lệch cho phép*) |
|
|
Máy tiện chính xác |
||||
|
mm |
in |
|||
|
Da<500 và=""><> |
Da<20 và=""><> |
|||
|
G3 |
|
Kiểm độ song song của sự dịch chuyển ụ sau so với dịch chuyển của bàn dao a) trong mặt phẳng nằm ngang; b) trong mặt phẳng thẳng đứng. |
a) 0,02 Dung sai cục bộ: 0,01 trên chiều dài đo 500 b) 0,03 Dung sai cục bộ: 0,02 trên chiều dài đo 500 |
a) 0,0008 Dung sai cục bộ: 0,0004 trên chiều dài đo 20 b) 0,0012 Dung sai cục bộ: 0,0008 trên chiều dài đo 20 |
|
G4 |
|
C - Ụ trục chính a) Đo độ đảo chiều trục b) Đo độ đảo mặt mút của bích tựa. |
a) 0,005 b) 0,01 kể cả độ dảo chiều trục |
a) 0,0002 b) 0,0004 kể cả độ dảo chiều trục |
|
G5 |
|
Đo độ đảo hướng kính của mặt tự định tâm đầu trục chính |
0,007 |
0,0003 |
|
G6 |
|
Đo độ đảo hướng kính của lỗ tâm đầu trục chính: a) trên đầu trục chính ở gần mặt đầu; b) trên khoảng cách bằng Da/2 tính từ đầu mút trục chính nhưng không được lớn hơn 300mm (12in) |
a) 0,005 b) 0,015 đối với chiều dài đo 300 0,01 đối với chiều dài đo 200 0,005 đối với chiều dài đo 100 |
a) 0,0002 b) 0,0005 đối với chiều dài đo 12 0,0004 đối với chiều dài đo 8 0,0002 đối với chiều dài đo 4 |
|
*) DC là khoảng cách giữa hai mũi tâm. Da là đường kính gia công cho phép lớn nhất trên băng máy. **) F là lực ép không đổi trên ụ trục chính để khử lực chiều trục trên ổ bi. |
||||
|
Sai lệch cho phép*) |
Dụng cụ đo |
Phương pháp kiểm Tham khảo ISO 230-1 qui tắc nghiệm thu |
|||||
|
Máy tiện khác |
|||||||
|
mm |
In |
||||||
|
Da ≤ 800 |
800<>a ≤1600 |
Da ≤ 32 |
32<>a ≤ 64 |
||||
|
DC ≤ 1500 |
DC ≤ 60 |
|
5.422.5 Đưa ụ sau đến gần bàn dao với mức có thể. Khi ụ sau và bàn dao cùng chuyển động, đọc số chỉ của đồng hồ. Kẹp chặt nòng ụ sau sao cho đồng hồ kẹp cố định trên bàn dao luôn luôn tiếp xúc cùng một điểm trên ụ sau. |
||||
|
a) và b) 0,03 |
a) và b) 0,04 |
a) và b) 0,0012 |
a) và b) 0,0016 |
||||
|
Dung sai cục bộ: 0,02 trên chiều dài đo 500 |
Dung sai cục bộ: 0,0008 trên chiều dài đo 20 |
Đồng hồ so |
|||||
|
|
|
|
|
||||
|
DC>1500 a) và b) 0,04 Dung sai cục bộ: 0,03 trên chiều dài đo 500 |
DC>60 a) và b) 0,0016 Dung sai cục bộ: 0,0012 trên chiều dài đo 20 |
||||||
|
a) 0,01 b) 0,02 |
a) 0,0004 b) 0,02 |
a) 0,0004 b) 0,0008 |
a) 0,0006 b) 0,0008 |
Đồng hồ so và có thể là một dụng cụ chuyên dùng |
5.62, 5.621.2, 5.622.2 và 5.632 Đối với vị trí của đồng hồ so xem điều 5.62, 5.622, và 5.623 hình 59 đến 64 và 67. Giá trị của lực F áp dụng cho a) và b) do người chế tạo qui định |
||
|
kể cả độ đảo chiều trục |
kể cả độ đảo chiều trục |
||||||
|
0,01 |
0,015 |
0,0004 |
0,0006 |
Đồng hồ so |
5.612.2 và 5.621.2 Giá trị của lực F do người chế tạo qui định. Trong trường hợp đầu trục chính là mặt côn thì đồng hồ so được đặt vuông góc với đường sinh của mặt côn. |
||
|
a) 0,01 b) 0,02 đối với chiều dài đo 300 |
a) 0,015 b) 0,05 đối với chiều dài đo 500 |
a) 0,0004 b) 0,0008 đối với chiều dài đo 12 |
a) 0,0008 b) 0,002 đối với chiều dài đo 20 |
Đồng hồ so và trục kiểm |
5.612.3 Đối với máy tiện Da>800 (32 in) chiều dài đo có thể tăng lên đến 500mm (20in) |
||
|
STT |
Sơ đồ |
Đối tượng kiểm |
Sai lệch cho phép*) |
|
|
Máy tiện chính xác |
||||
|
mm |
in |
|||
|
Da<500 và=""><> |
Da<20 và=""><> |
|||
|
G7 |
|
Kiểm độ song song của đường tâm trục chính so với sự dịch chuyển dọc của bàn dao trên chiều dài đến Da/2 hoặc chiều dài lớn nhất đến 300mm (12in)1) |
|
|
|
a) Trong mặt phẳng nằm ngang |
a) 0,01/300 về phía trước |
a) 0,0004/12 về phía trước |
||
|
b) Trong mặt phẳng thẳng đứng |
b) 0,015/300 về phía trên |
b) 0,0008/12 về phía trên |
||
|
G8 |
|
Đo độ đảo hướng kính của mũi tâm đầu trục chính |
0,01 |
0,0004 |
|
G9 |
|
D- Ụ sau Kiểm độ song song của mặt ngoài nòng ụ sau với sự dịch chuyển của bàn dao |
|
|
|
a) Trong mặt phẳng nằm ngang |
a) 0,01/100 về phía trước |
a) 0,0004 /4 về phía trước |
||
|
b) Trong mặt phẳng thẳng đứng |
b) 0,015/100 về phía trên |
b) 0,0006 /4 về phía trên |
||
|
G10 |
|
Kiểm độ song song của lỗ côn nòng ụ sau với sự dịch chuyển của bàn dao trên chiều dài bằng Da /4 hoặc trên chiều dài lớn nhất đến 300mm (12in)1) |
|
|
|
a) trong mặt phẳng nằm ngang |
a) 0,02/ 300 về phía trước |
a) 0,0008 /12 về phía trước |
||
|
b) Trong mặt phẳng thẳng đứng |
b) 0,02 / 300 về phía trên |
b) 0,0008/12 về phía trên |
||
|
G11 |
|
E Mũi tâm Kiểm độ chênh lệch chiều cao (độ đồng cao) giữa mũi tâm ụ trước và mũi tâm ụ sau |
0,02 Mũi tâm ụ sau cao hơn mũi tâm ụ trước |
0,0008 Mũi tâm ụ sau cao hơn mũi tâm ụ trước |
|
*) DC là khoảng cách giữa 2 mũi tâm. Da là đường kính lớn gia công được trên thân máy. **) F là lực ép không đổi trên ụ trục chính để khử lực chiều trục trên ổ bi. |
||||
|
Sai lệch cho phép*) |
Dụng cụ đo |
Phương pháp kiểm Tham khảo ISO 230-1 qui tắc nghiệm thu |
|||
|
Máy tiện khác |
|||||
|
mm |
In |
||||
|
Da ≤ 800 |
800<>a ≤1600 |
Da ≤ 32 |
32<>a ≤ 64 |
||
|
a) 0,015/300 về phía trước b) 0,02/300 về phía trên |
a) 0,03/500 về phía trước b) 0,04/500 về phía trên |
a) 0,0006/12 về phía trước b) 0,0008/12 về phía trên |
a) 0,0012/20 về phía trước b) 0,0016/20 về phía trên |
Đồng hồ so và trục kiểm |
5.412.1 và 5.422.3 Đối với máy tiện có Da>800mm (32 in), chiều dài đo phải tăng đến 500 mm (20in) |
|
0,015 |
0,02 |
0,0006 |
0,0008 |
Đồng hồ so |
5.612.2 và 5.621.2 Đồng hồ so được đặt vuông góc với mặt côn của đầu mũi tâm, dung sai được cho trong mặt phẳng vuông góc với đường tâm trục chính. Số chỉ của đồng hồ so theo cos a, a là góc côn của mặt côn. Giá trị của lực F do người chế tạo xác định. |
|
a) 0,015/100 về phía trước b) 0,02/100 về phía trên |
a) 0,02/100 về phía trước b) 0,03/100 về phía trên |
a) 0,0006/4 về phía trước b) 0,0008/4 về phía trên |
a) 0,0008/4 về phía trước b) 0,0012/4 về phía trên |
Đồng hồ so |
5.422.3 Sau khi kéo nòng ụ sau ra đủ chiều dài, nòng ụ sau phải khóa lại ở điều kiện làm việc bình thường |
|
a) 0,03/300 về phía trước b) 0,03/300 về phía trên |
a) 0,05/500 về phía trước b) 0,05/500 về phía trên |
a) 0,0012/12 về phía trước b) 0,0012/12 về phía trên |
a) 0,002/20 về phía trước b) 0,002/20 về phía trên |
Đồng hồ so và trục kiểm |
5.422.3 Khóa nòng ụ sau ở điều kiện làm việc bình thường 1) Đối với máy tiện có Da>800mm (32in) chiều dài đo có thể tăng lên đến 500mm (20in) |
|
0,04 |
0,06 |
0,0016 |
0,0024 |
|
5.422.3 Cho đồng hồ so tiếp xúc tại đường sinh cao nhất của trục kiểm. Đọc số chỉ của đồng hồ so tại hai đầu mút trục kiểm, phải khóa nòng ụ sau ở điều kiện làm việc bình thường |
|
Mũi tâm ụ sau cao hơn mũi tâm ụ trước |
Mũi tâm ụ sau cao hơn ụ trước |
Đồng hồ so và trục kiểm |
|||
|
STT |
Sơ đồ |
Đối tượng kiểm |
Sai lệch cho phép*) |
|
|
Máy tiện chính xác |
||||
|
mm |
in |
|||
|
Da<500 và=""><> |
Da<20 và=""><> |
|||
|
G12 |
|
F Bàn trượt trên Kiểm độ song song của sự dịch chuyển dọc của bàn trượt trên so với đường tâm trục chính |
0,015/150 |
0,0006/6 |
|
G13 |
|
G Bàn dao ngang Đo độ vuông góc của sự dịch chuyển ngang so với đường tâm của trục chính |
0,01/300 Hướng của sai lệch µ > 90° |
0,0004/12 Hướng của sai lệch µ > 90° |
|
G14 |
|
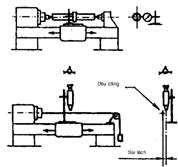
H Vít cái Đo độ đảo chiều trục của vít cái do độ đảo của ổ bi chặn |
0,01 |
0,0004 |
|
G15 |
|
Kiểm tra sai số tích luỹ bước gây ra bởi vít cái |
a) 0,03 Trên chiều dài đo 300 b) 0,01 Trên chiều dài đo 60 |
a) 0,0012 Trên chiều dài đo 12 c) 0,0004 Trên chiều dài đo 2,4 |
|
1) DC là khoảng cách giữa hai mũi tâm. Da là đường kính lớn nhất gia công được trên thân máy |
||||


|
Sai lệch cho phép*) |
Dụng cụ đo |
Phương pháp kiểm Tham khảo ISO 230-1 qui tắc nghiệm thu |
||||||
|
Máy tiện khác |
||||||||
|
mm |
In |
|||||||
|
Da ≤ 800 |
800<>a ≤1600 |
Da ≤ 32 |
32<>a ≤ 64 |
|||||
|
0,04 /300 |
0,0016/12 |
Đồng hồ so và trục kiểm |
5.422.3 Tiến hành đo trong mặt phẳng thẳng đứng (sau khi đặt bàn trượt trên song song với đường tâm trục chính trong mặt phẳng nằm ngang) chỉ trong vị trí làm việc của bàn trượt trên |
|||||
|
0,02/300 Hướng của sai lệch a≥90o |
0,0008/12 Hướng của sai lệch a≥90o |
Đồng hồ so, đĩa phẳng hoặc thước thẳng |
5.522 và 3.22 |
|||||
|
0,015 |
0,02 |
0,0006 |
0,0008 |
Đồg hồ so |
5.622.1 và 5.622.2 Cho phép không kiểm mục này nếu có kiểm thực tế theo P3 |
|||
|
a) DC ≤ 2000 0,04 trên chiều dài đo 300 DC > 2000 Khoảng cách cứ tăng thêm 1000, khi khoảng cách giữa 2 mũi tâm vượt quá 2000, dung sai tương ứng cho trước phải cộng thêm: 0,005 |
a) DC ≤ 80 0,0016 trên chiều dài đo 12 DC > 80 Khoảng cách cứ tăng thêm 40, khoảng cách giữa 2 mũi tâm vượt quá 80, dung sai tương ứng cho trước phải cộng thêm: 0,0002 |
6.1 và 6.2. Máy tiện chính xác, sự ghi chính xác bước được tiến hành bằng cảm biến điện, ví dụ cho tiếp xúc với sườn ren của vít cái có chiều dài 300 mm (12in) đặt giữa hai mũi tâm. Máy tiện khác, các trục dài được sử dụng kết hợp với đồng hồ so để so sánh sự dịch chuyển của bàn dao với số vòng quay tương ứng của trục chính. Tuy nhiên, đối với cả hai cấp chính xác của máy tiện sự ghi cấp chính xác của vít cái phải đủ (đo trên một chiều dài xác định và kiểm 4 vị trí trên đường sinh thay đổi một góc 90o) Chú thích – Khi có thỏa thuận giữa nhà chế tạo và người sử dụng về phương pháp đo và giá trị của sai lệch cho phép, sai số tổng có thể được kiểm trên chiều dài lớn hơn 300mm. |
||||||
|
|
|
|
|
|||||
|
Sai lệch cho phép lớn nhất 0,05 |
Sai lệch cho phép lớn nhất 0,002 |
|||||||
|
|
|
|
|
|||||
|
b) |
0,015 |
b) |
0,0006 |
|||||
|
trên chiều dài đo 60 |
trên chiều dài đo 2,4 |
|||||||
4.2. Kiểm thực tế
|
Số TT |
Sơ đồ |
Bản chất của việc kiểm |
Điều kiện cắt |
Các mục kiểm |
|
P1 |
|
Gia công mẫu thử hình trụ được kẹp trong mâm cặp (mẫu thử hình trụ có thể được đưa vào trong lỗ côn trục chính D > Da/8 L1 = 0,5 Da L1m,ax=500mm(20in) L2m,ax=20mm(0,8in) |
Gia công hai đường kính (hai nếu l1 < 50mm="" (2in)="" trên="" một="" mẫu="" trụ="" với="" một="" dụng="" cụ=""> |
a) Độ tròn Kiểm sự biến đổi của đường kính tại vị trí cuối của mẫu thử. Đo ít nhất 4 lần (xem ISO1101-1983,14.3) b) Sự không đổi của đường kính được gia công Kiểm sự khác nhau giữa các đường kính gia công ở mỗi đầu trong mặt phẳng chiều trục Phần côn phải nằm ở đường kính lớn gần ụ trước |
|
P2 |
|
Gia công mẫu thử hình trụ kẹp trong mâm cặp D ≥ 0,5 Da Lmax = Da/8 |
Các mặt đầu vuông góc với trục chính (chỉ có hai hoặc ba mặt phẳng trong đó có một mặt ở giữa) |
Độ phẳng bề mặt Sai lệch độ phẳng chỉ cho phép lõm |
|
P3 |
|
Cắt ren trên mẫu thử hình trụ ** L= 300mm (12in) Ren thang theo ISO 68 |
Điểm bắt đầu cắt ren được lấy từ bất kỳ điểm nào trên vít cái. Đường kính và bước ren của mẫu thử lấy bằng đường kính và bước của vít cái |
Sai số tích lũy trên chiều dài 300mm |
|
*) Dc là khoảng cách giữa hai mũi tâm. Da là đường kính cho phép lớn nhất gia công được. **) Mẫu thử bằng thép hoặc gang. |
||||
|
Sai lệch cho phép |
Dụng cụ đo |
Phương pháp kiểm tham khảo ISO 230-1 |
|||||
|
Máy tiện chính xác |
Máy tiện khác |
||||||
|
mm |
in |
mm |
in |
||||
|
Da≤500 và DC≤ 1500 |
Da≤20 và DC≤ 60 |
Da≤800 |
800<>a≤ 1600 |
Da ≤32 |
32<>a ≤64 |
||
|
a)0,007 |
a) 0,0003 |
a)0,01 |
a)0,02 |
a) 0,0004 |
a) 0,0008 |
Dụng cụ đo độ tròn và thước vặn |
3.1 và 3.22 4.1 và 4.2 |
|
trên chiều dài |
trên chiều dài |
trên chiều dài |
|||||
|
l1=300 |
l1=12 |
l1=300 |
L1=12 |
||||
|
Sự sai lệch giữa đường kính các gờ kề nhau (loại trừ mẫu thử có hai gờ trục) không được vượt quá 75% sự sai lệch đường kính giữa hai gờ ngoài cùng |
|||||||
|
0,015 Đối với đường kính 300 |
0,0006 Đối với đường kính 12 |
0,025 Đối với đường kính 300 |
0,001 Đối với đường kính 12 |
Thước thẳng và căn mẫu |
3.1 và 3.22 4.1 và 4.2 |
||
|
|
|
DC≤2000 |
DC≤ 80 |
|
|
||
|
a)0,03 trên chiều dài đo 300 |
a) 0,0012 trên chiều dài đo 12 |
a) 0,04 trên chiều dài đo 300 DC>2000 Khi khoảng cách giữa hai mũi tâm vượt quá 2000 thì khoảng cách cứ tăng thêm 1000, dung sai tương ứng phải cộng thêm: 0,005 Sai lệch cho phép lớn nhất 0,05 |
a) 0,0016 trên chiều dài đo 12 DC>80 Khi khoảng cách giữa hai mũi tâm vượt quá 80 thì khoảng cách cứ tăng thêm 40, dung sai tương ứng phảI cộng thêm: 0,0002 Sai lệch cho phép lớn nhất 0,05 |
Các dụng cụ đặc biệt để kiểm chính xác |
3.1 và 3.22, 4.1 và 4.2, 6.1 và 6.2 Ren phải được làm sạch không bị sứt, gợn sóng và và các khuyết tật khác |
||
|
b) 0,01 trên chiều dài đo 60 |
b) 0,0004 trên chiều dài đo 2,4 |
b) 0,015 trên chiều dài đo 60 |
b) 0,0006 trên chiều dài đo 2,4 |
|
|
||
5. Các yêu cầu cụ thể liên quan đến độ thẳng của đường hướng (trong mục kiểm hình học G.1)
5.1. Định nghĩa thuật ngữ "đường hướng lồi"
Một đường hướng được coi là lồi khi toàn bộ các điểm của đường hướng nằm phía trên đường thẳng nối hai điểm đầu mút của chúng.
5.2. Sai lệch cục bộ theo độ thẳng
Sai lệch cục bộ theo độ thẳng giữa hai điểm của một đường hướng được tách ra bằng một chiều dài gốc xác định nhỏ hơn so với chiều dài đường hướng là hiệu giữa các tung độ của các điểm này.
Sai lệch cục bộ giữa a và b trên một chiều dài xác định l là h2- h1 (xem hình 1).
Hình 1
5.3. Trường hợp đường hướng là một đường cong lồi không đổi
Qui định về dung sai cục bộ chỉ được cho để loại trừ, trong trường hợp các đường hướng hẹp, khả năng sai lệch lớn về độ thẳng được tập trung trên một chiều dài nhỏ (xem ISO 230-1 :1996, 2.322.4).
Tuy nhiên, trong trường hợp đường hướng là một đường cong lồi không đổi gần như đối xứng theo điểm giữa của chiều dài đường hướng, qui định về dung sai cục bộ là rất hạn chế ở hai đầu của đường hướng.
Trong những trường hợp như vậy, các giá trị được qui định cho dung sai cục bộ có thể được nhân đôi đối với vị trí ngoài đường hướng.