Trang chủ / Công nghiệp / *** / TCVN8030:2009
Tiêu chuẩn Việt Nam TCVN 8030:2009 (ISO 3096 : 1996) về Ổ lăn - Đũa kim - Kích thước và dung sai
TIÊU CHUẨN QUỐC GIA
TCVN 8030 : 2009
ISO 3096 : 1996
Ổ LĂN - ĐŨA KIM - KÍCH THƯỚC VÀ DUNG SAI
Rolling bearings - Needle rollers - Dimensions and tolerances
Lời nói đầu
TCVN 8030 : 2009 tương đương với ISO 3096 : 1996.
TCVN 8030 : 2009 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 4 Ổ lăn, ổ đỡ biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Ổ LĂN - ĐŨA KIM - KÍCH THƯỚC VÀ DUNG SAI
Rolling bearings - Needle rollers - Dimensions and tolerances
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các kích thước và dung sai cho các đũa kim bằng thép đã gia công tinh được sử dụng như các con lăn của ổ lăn.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 2245:1999, Hệ thống dung sai và lắp ghép ISO - Các bảng cấp dung sai tiêu chuẩn và các sai lệch giới hạn đối với lỗ và trục.
ISO 4291:1985, Methods for the assessment of departure from roundness - Measurement of variations in radius (Phương pháp đánh giá sai lệch độ tròn - Đo các biến đổi về bán kính).
3. Thuật ngữ, định nghĩa và ký hiệu
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa sau. Các ký hiệu (trừ các ký hiệu về dung sai) được chỉ dẫn trên Hình 1, Hình 2 và các giá trị cho trong các Bảng 1 và Bảng 2 biểu thị các kích thước danh nghĩa, trừ khi có quy định khác.
3.1. Đường kính danh nghĩa của đũa kim (nominal diameter of a needle roller), Dw
Giá trị đường kính được dùng để nhận biết chung về đường kính của đũa kim. Xem Hình 1 và Hình 2.
3.2. Đường kính đơn nhất của đũa kim (single diameter of a needle roller), Dws
Khoảng cách giữa hai tiếp tuyến với bề mặt của đũa kim song song với nhau và nằm trong mặt phẳng vuông góc với đường trục của đũa kim, nghĩa là một mặt phẳng hướng kính.
3.3. Đường kính trung bình của đũa kim trong mặt phẳng đơn nhất (mean diameter of a needle roller in a single plane), Dwmp
Giá trị trung bình cộng của các đường kính thực đơn nhất lớn nhất và nhỏ nhất của đũa kim trong mặt phẳng hướng kính đơn nhất.
3.4. Chiều dài danh nghĩa của đũa kim (nominal length of a needle roller), Lw
Giá trị chiều dài dùng để ký hiệu chung cho chiều dài của đũa kim. Xem Hình 1 và Hình 2.
3.5. Chiều dài đơn nhất của đũa kim (single length of a needle roller), Lws
Khoảng cách giữa hai mặt phẳng hướng kính chứa các mặt mút ngoài biên của đũa kim.
3.6. Kích thước đơn nhất của mép vát (của đũa kim có mặt mút phẳng) (single chamfe dimension), rs
Xem Hình 1.
3.7. Kích thước đơn nhất nhỏ nhất cho phép của mép vát (của đũa kim có mặt mút phẳng) (smallest per missible sigle chamfer dimension) (of flat end needle roller), rs min
3.8. Kích thước đơn nhất lớn nhất cho phép của mép vát (của đũa kim có mặt mút phẳng) (largest permissible single chamfer dimension) rsmax
3.9. Prôphin tại các mặt mút của các đũa kim có mặt mút được làm tròn (profile at the ends of rounded end needle roller) R
Prôphin không yêu cầu có bán kính xác định nhưng nằm trong giới hạn Dw/2 và Lw/2.
3.10. Sai lệch độ tròn (circularity deviation)
Hiệu số giữa bán kính lớn nhất và bán kính nhỏ nhất của prôphin đo được của chi tiết gia công, các giá trị của bán kính này được lấy từ tâm của vòng tròn trung bình bình phương tối thiểu, LSC.
3.11. Cỡ đũa kim (needle roller gauge)
Phạm vi sai lệch đường kính được giới hạn bởi sai lệch trên và sai lệch dưới của đường kính trung bình của đũa kim Dwmp so với đường kính danh nghĩa, Dw trong mặt phẳng hướng kính đi qua giữa chiều dài đũa kim.
CHÚ THÍCH: Cỡ được ký hiệu bởi sai lệch trên và sai lệch dưới tính bằng micrômét, ví dụ - 2- 4.
3.12. Lô cỡ đũa kim (gauge lot)
Số lượng các đũa kim thuộc cùng một cấp (loại) và cùng một kích thước danh nghĩa, có đường kính trung bình Dwmp nằm trong cùng một cỡ.
CHÚ THÍCH: Các đũa kim thuộc bất cứ cấp (loại) và kích thước danh nghĩa nào đều được cung cấp trong các lô cỡ đũa kim. Nếu không có sự thỏa thuận ngược lại nào giữa khách hàng và nhà cung cấp, các lô cỡ đũa kim có thể có một hoặc nhiều cỡ được nêu trong Bảng 2.
3.13. Độ biến đổi đường kính của lô cỡ đũa kim (variation of gauge lot diameter), VDwL
Hiệu số giữa đường kính trung bình Dwmp của đũa kim có đường kính trung bình lớn nhất và đường kính trung bình của đũa kim có đường kính trung bình nhỏ nhất trong lô cỡ đũa kim.
3.14. Cấp đũa kim (needle roller grade)
Kết hợp của dung sai đường kính và dung sai hình dạng của đũa kim, đặc trưng cho mức chính xác của đũa kim.
CHÚ THÍCH: Cấp đũa kim được ký hiệu bởi một chữ số.
4. Kích thước
Xem Hình 1, Hình 2 và Bảng 1.
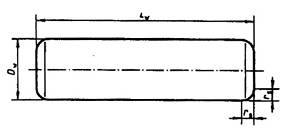
Hình 1 - Đũa kim có mặt mút phẳng
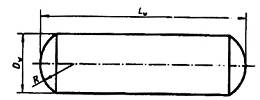
Hình 2 - Đũa kim có mặt mút được vê tròn
Bảng 1 - Kích thước
Kích thước tính bằng milimét
|
Dw |
Lw |
|||||||||||||||||
|
5,8 |
6,8 |
7,8 |
9,8 |
11,8 |
13,8 |
15,8 |
17,8 |
19,8 |
21,8 |
23,8 |
25,8 |
27,8 |
29,8 |
34,8 |
39,8 |
49,8 |
59,8 |
|
|
1 |
X |
X |
X |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1,5 |
X |
X |
X |
X |
X |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
X |
X |
X |
X |
X |
X |
X |
X |
|
|
|
|
|
|
|
|
|
|
2,5 |
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
|
|
|
|
|
|
3 |
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
|
|
|
3,5 |
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
|
|
4 |
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
|
5 |
|
|
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
6 |
|
|
|
|
|
|
|
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
5. Dung sai
5.1. Đường kính và độ tròn
Bảng 2 giới thiệu đối với mỗi cấp quy định:
- độ biến đổi lớn nhất của đường kính lô cỡ đũa kim;
- các cỡ đũa kim;
- sai lệch lớn nhất của độ tròn.
Ngoài ra, không có đường kính đơn nhất nào trên toàn bộ chiều dài của đũa kim được vượt quá đường kính thực tế lớn nhất tại giữa chiều dài của đũa kim:
a) 0,5 mm đối với cấp 2;
b) 0,8 mm đối với cấp 3;
c) 0,5 mm đối với cấp 5.
5.2. Chiều dài
Dung sai trên chiều dài đơn nhất cho các đũa kim thuộc mọi cấp phải là h13, xem TCVN 2245:1999.
5.3. Kích thước mép vát (xem Hình 1)
Các giới hạn của kích thước mép vát đối với các đũa kim có mặt mút phẳng thuộc mọi cấp được quy định trong Bảng 3.
Bảng 2 - Độ biến đổi của đường kính lô cỡ, các cỡ ưu tiên và sai lệch độ tròn
Các giá trị dung sai tính bằng micromét
|
Cấp |
VDwL |
Cỡ đũa kim (các sai lệch giới hạn trên và dưới của VDwL) |
Sai lệch lớn nhất của độ tròn |
||||||||||||
|
2 |
2 |
trên |
0 |
- 1 |
- 2 |
- 3 |
- 4 |
- 5 |
- 6 |
- 7 |
- 8 |
1 |
|||
|
dưới |
- 2 |
- 3 |
- 4 |
- 5 |
- 6 |
- 7 |
- 8 |
- 9 |
- 10 |
||||||
|
3 |
3 |
trên |
0 |
- 1,5 |
- 3 |
- 4,5 |
- 6 |
- 7 |
1,5 |
||||||
|
dưới |
- 3 |
- 4,5 |
- 6 |
- 7,5 |
- 9 |
- 10 |
|||||||||
|
5 |
5 |
trên |
0 |
- 3 |
-5 |
2,5 |
|||||||||
|
dưới |
- 5 |
- 8 |
-10 |
||||||||||||
|
CHÚ THÍCH: 1 Các giá trị dung sai chỉ áp dụng tại giữa chiều dài đũa kim. Tuy nhiên, mỗi đường kính đơn nhất của đũa kim cũng phải tuân theo các yêu cầu của 5.1. 2 Nếu không có thỏa thuận ngược lại giữa khách hàng và nhà cung cấp, các đũa kim có bất cứ kích thước danh nghĩa nào và bất cứ cấp nào cũng sẽ được cung cấp bằng cách chia thành các cấp được liệt kê trong Bảng theo quyết định của nhà cung cấp. |
|||||||||||||||
Bảng 3 - Các giới hạn của kích thước mép vát đối với đũa kim có mặt mút phẳng
Kích thước tính bằng milimét
|
Dw |
Các giới hạn của kích thước mép vát |
|||
|
rsmin |
rsmax |
|||
|
> |
£ |
Hướng kính |
Chiều trục |
|
|
- |
1 |
0,1 |
0,3 |
0,5 |
|
1 |
1,5 |
0,1 |
0,4 |
0,6 |
|
1,5 |
3 |
0,1 |
0,6 |
0,8 |
|
3 |
6 |
0,1 |
0,9 |
1 |
|
CHÚ THÍCH: Mép vát của đũa kim phải có bán kính góc lượn bằng tới rsmin |
||||
6. Đo sai lệch độ tròn
Sai lệch độ tròn phải được đo ở giữa chiều dài đũa kim theo a) Phụ lục A của ISO 4291 : 1985. Trong thực tế, sai lệch độ tròn thường được đo bởi giá trị bằng số của chu vi đũa kim được ghi lại trên đồ thị độc cực chỉ ra chu vi được đo.
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] ISO 1132 : 1980, Rolling bearing - Toloreance - Definitions (Ổ lăn - Dung sai - Định nghĩa).