Tiêu chuẩn quốc gia TCVN 8094-7:2015 (IEC 60974-7:2013) về Thiết bị hàn hồ quang - Phần 7: Mỏ hàn
TIÊU CHUẨN QUỐC GIA
TCVN 8094-7:2015
IEC 60974-7:2013
THIẾT BỊ HÀN HỒ QUANG - PHẦN 7: MỎ HÀN
Arc welding equipment - Part 7: Torches
Lời nói đầu
TCVN 8094-7:2015 hoàn toàn tương đương với IEC 60974-7:2013;
TCVN 8094-7:2015 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC/E1 Máy điện và khí cụ điện biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Bộ TCVN 8094 (IEC 60974), Thiết bị hàn hồ quang, gồm có các phần sau:
1) TCVN 8094-1:2009 (IEC 60974-1:2005), Thiết bị hàn hồ quang - Phần 1: Nguồn điện hàn
2) TCVN 8094-2:2015 (IEC 60974-2:2013), Thiết bị hàn hồ quang - Phần 2: Hệ thống làm mát bằng chất lỏng
3) TCVN 8094-3:2015 (IEC 60974-3:2013). Thiết bị hàn hồ quang - Phần 3: Thiết bị mồi hồ quang và thiết bị ổn định hồ quang
4) TCVN 8094-4:2015 (IEC 60974-4:2010). Thiết bị hàn hồ quang - Phần 4: Kiểm tra và thử nghiệm định kỳ
5) TCVN 8094-5:2015 (IEC 60974-5:2013), Thiết bị hàn hồ quang - Phần 5: Bộ cấp dây hàn
6) TCVN 8094-6:2015 (IEC 60974-6:2015), Thiết bị hàn hồ quang - Phần 6: Thiết bị làm việc hạn chế
7) TCVN 8094-7:2015 (IEC 60974-7:2013), Thiết bị hàn hồ quang - Phần 7: Mỏ hàn
8) TCVN 8094-8:2015 (IEC 60974-8:2009), Thiết bị hàn hồ quang - Phần 8: Bộ điều khiển khí dùng cho hệ thống hàn và cắt bằng plasma
9) TCVN 8094-9:2015 (IEC 60974-9:2010). Thiết bị hàn hồ quang - Phần 9: Lắp đặt và sử dụng
10) TCVN 8094-10:2015 (IEC 60974-10:2014, Amd 1:2015), Thiết bị hàn hồ quang - Phần 10: Yêu cầu về tương thích điện từ (EMC)
11) TCVN 8094-11:2015 (IEC 60974-11:2010), Thiết bị hàn hồ quang - Phần 11: Kìm cặp que hàn
12) TCVN 8094-12:2015 (IEC 60974-12:2011), Thiết bị hàn hồ quang - Phần 12: Thiết bị ghép nối cáp hàn
13) TCVN 8094-13:2015 (IEC 60974-13:2011), Thiết bị hàn hồ quang - Phần 13: Kìm hàn
THIẾT BỊ HÀN HỒ QUANG - PHẦN 7: MỎ HÀN
Arc welding equipment - Part 7: Torches
1 Phạm vi áp dụng
Tiêu chuẩn này quy định các yêu cầu về an toàn và cấu tạo của mỏ hàn dùng cho hàn hồ quang và các quá trình liên quan. Tiêu chuẩn này áp dụng cho mỏ hàn tay, mỏ hàn máy, mỏ hàn làm mát bằng không khí, làm mát bằng chất lỏng, mỏ hàn được cơ giới hóa, mỏ hàn cuộn và mỏ hàn hút khói.
Trong tiêu chuẩn này, mỏ hàn bao gồm thân mỏ hàn, cụm ống cáp và các linh kiện khác.
Tiêu chuẩn này cũng áp dụng cho cụm ống cáp nối giữa nguồn điện và thiết bị phụ trợ.
Tiêu chuẩn này không áp dụng cho kìm cặp que hàn đối với hàn hồ quang kim loại thủ công hoặc cắt/tạo lỗ bằng hồ quang không khí.
CHÚ THÍCH 1: Các quá trình liên quan điển hình là cắt hồ quang điện và phun hồ quang.
CHÚ THÍCH 2: Các linh kiện khác được liệt kê trong Bảng A.1.
CHÚ THÍCH 3: Trong tiêu chuẩn này, thuật ngữ “mỏ hàn" và "súng hàn" có thể đổi lẫn được. Để thuận tiện thì "mỏ hàn" được sử dụng trong văn bản sau đây.
2 Tài liệu viện dẫn
Các tài liệu viện dẫn dưới đây là cần thiết để áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn có ghi năm công bố thì áp dụng các bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất (kể cả các sửa đổi).
TCVN 4255 (IEC 60529), Cấp bảo vệ bằng võ ngoài (mã IP)
TCVN 8095 (IEC 60050) (tất cả các phần), Từ vựng kỹ thuật điện quốc tế
TCVN 9900-11-10 (IEC 60695-11-10), Thử nghiệm nguy hiểm cháy - Phần 11-10: Thử nghiệm ngọn lửa - Phương pháp thử nghiệm ngọn lửa theo chiều dọc và chiều ngang 50 W
TCVN 10884-1 (IEC 60664-1), Phối hợp cách điện đối với thiết bị trong hệ thống điện áp thấp - Phần 1: Nguyên tắc, yêu cầu và thử nghiệm
IEC 60974-1:2012 1), Arc welding equipment - Part 1: Welding power sources (Thiết bị hàn hồ quang - Phần 1: Nguồn điện hàn)
3 Thuật ngữ và định nghĩa
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa nêu trong TCVN 8095 (IEC 60050), TCVN 10884-1 (IEC 60664-1) và IEC 60974-1 cũng như các thuật ngữ và định nghĩa dưới đây.
CHÚ THÍCH: Thuật ngữ bổ sung được cho trong Phụ lục A.
3.1 Mỏ hàn (torch)
Thiết bị cung cấp các dịch vụ cần thiết đến hồ quang dùng để hàn, cắt hoặc các quá trình liên quan (ví dụ, dòng diện, khí, môi chất làm mát, điện cực dây).
3.2 Súng hàn (gun)
Mỏ hàn có tay cầm vuông góc với thân mỏ hàn.
3.3 Thân mỏ hàn (torch body)
Bộ phận chính mà cụm ống cáp và các linh kiện khác được nối vào.
3.4 Tay cầm (handle)
Phần được thiết kế để người vận hành cầm.
3.5 Vòi phun khí (gas nozzle)
Bộ phận ở phía cuối mỏ hàn có nhiệm vụ hướng khí bảo vệ đến xung quanh hồ quang và bên trên bể hàn.
3.6 Điện cực không nóng chảy (non-consumable electrode)
Điện cực hàn hồ quang không cung cấp kim loại hàn.
3.7 Điện cực dây (wire electrode)
Dây hàn đặc hoặc hình ống dùng để dẫn dòng điện hàn.
3.8 Đầu tiếp xúc (contact tip)
Bộ phận kim loại có thể thay thế lắp cố định vào đầu trước của mỏ hàn, dùng để truyền dòng điện hàn đến, và dẫn hướng cho điện cực dây.
3.9 Cụm ống cáp (cable-hose assembly)
Bộ phận mềm của cáp và ống, và các chi tiết đấu nối của chúng, cung cấp nguồn điện đến thân mỏ hàn hoặc các thiết bị phụ trợ.
3.10 Mỏ hàn tay (manual torch)
Mỏ hàn được giữ và dẫn hướng bằng tay của người vận hành trong suốt quá trình vận hành.
3.11 Mỏ hàn máy (mechanically guided torch)
Mỏ hàn được giữ và dẫn hướng bằng một thiết bị cơ khí trong suốt quá trình vận hành.
3.12 Mỏ hàn làm mát bằng không khí (air-cooled torch)
Mỏ hàn được làm mát bằng không khí xung quanh và, khi thích hợp, bằng khí bảo vệ.
3.13 Mỏ hàn làm mát bằng chất lỏng (liquid-cooled torch)
Mỏ hàn được làm mát bằng sự lưu thông của chất lỏng làm mát.
3.14 Mỏ hàn cơ giới hóa (motorized torch)
Mỏ hàn được kết hợp với phương tiện để cung cấp chuyển động cho điện cực dây.
3.15 Mỏ hàn cuộn (spool-on torch)
Mỏ hàn cơ giới hóa có lắp nguồn cấp dây hàn.
3.16 Điện áp mồi và ổn định hồ quang (arc striking and stabilizing voltage)
Điện áp được xếp chồng lên mạch điện hàn để mồi hoặc duy trì hồ quang hoặc cả hai.
3.17 Kim loại phụ gia hàn (filler metal)
Kim loại được cho vào trong quá trình hàn hoặc các quá trình liên quan.
(Nguồn: IEC 60050-851:2008, 851-14-43]
3.18 Dây hàn (filler wire)
Kim loại phụ gia hàn dạng dây đặc hoặc ống, có thể hoặc không phải là phần của mạch điện hàn.
3.19 Đầu plasma (plasma tip)
Bộ phận có khe hẹp để hồ quang plasma đi qua.
3.20 Xem xét bằng mắt (visual inspection)
Xem xét bằng mắt để xác định rằng không có sự sai lệch rõ ràng đối với các quy định của tiêu chuẩn liên quan.
[Nguồn: IEC 60974-1:2012, 3.7)
3.21 Hệ thống cắt bằng plasma (plasma cutting system)
Sự kết hợp của nguồn điện, mỏ hàn, và các thiết bị an toàn liên quan dùng để cắt/tạo lỗ plasma.
3.22 Nguồn điện cắt bằng plasma (plasma cutting power source)
Thiết bị để cung cấp dòng điện và điện áp và có các đặc tính cần thiết thích hợp dùng để cấu tạo lỗ plasma và có thể cung cấp khi và chất lỏng làm mát.
CHÚ THÍCH: Một nguồn điện cắt bằng plasma cũng có thể phục vụ cho các thiết bị và các phụ kiện khác, ví dụ công suất phụ, chất lỏng làm mát, và khí.
[Nguồn: IEC 60974-1:2012, 3.55]
3.23 Cơ cấu nối mỏ hàn (torch coupling device)
Phần mỏ hàn nối cụm ống cáp với thiết bị hàn.
CHÚ THÍCH: Cơ cấu nối mỏ hàn có thể bao gồm một số bộ phận nối.
3.24 Mỏ hàn hút khói (fume extraction torch)
Mỏ hàn có phương tiện để thu khói hàn.
4 Điều kiện môi trường
Mỏ hàn phải có khả năng vận hành khi các điều kiện môi trường sau đây chiếm ưu thế:
a) khoảng nhiệt độ môi trường xung quanh:
trong quá trình vận hành: - 10 °C đến + 40 °C;
b) độ ẩm tương đối của không khí:
đến 50% ở 40 °C;
đến 90% ở 20 °C.
Mỏ hàn phải chịu được lưu kho và vận chuyển ở nhiệt độ môi trường xung quanh từ - 20 °C đến + 55 °C mà không bị hỏng chức năng và tính năng.
CHÚ THÍCH: Các điều kiện môi trường khác nhau có thể được thỏa thuận giữa nhà chế tạo và người mua. Ví dụ của những điều kiện này là: độ ẩm cao, các khí ăn mòn khác thường, hơi nước, dầu bốc hơi quá mức, rung hoặc xóc không bình thường, nhiều bụi quá mức, điều kiện thời tiết khắc nghiệt, các điều kiện ven biển hoặc trên tàu khác thường, vật gặm nhấm phá hoại và điều kiện thuận lợi để phát triển nấm mốc.
5 Phân loại
5.1 Quy định chung
Mỏ hàn được phân loại theo:
a) quá trình mà mỏ hàn được thiết kế để thực hiện, xem 5.2;
b) phương pháp mà mỏ hàn được dẫn hướng, xem 5.3;
c) kiểu làm mát, xem 5.4;
d) phương pháp để mồi hồ quang chính cho các quá trình plasma, xem 5.5.
5.2 Quá trình
Mỏ hàn có thể được thiết kế để:
a) hàn MIG/MAG;
b) hàn hồ quang có lõi thuốc tự bảo vệ;
c) hàn TIG;
d) hàn plasma;
e) hàn hồ quang được che kín hoàn toàn;
f) cắt/tạo lỗ plasma.
5.3 Dẫn hướng
Phương pháp dẫn hướng của mỏ hàn:
a) thủ công;
b) cơ khí.
5.4 Làm mát
Kiểu làm mát mỏ hàn:
a) không khí xung quanh hoặc khí bảo vệ, xem 3.12;
b) chất lỏng, xem 3.13.
5.5 Mồi hồ quang chính cho các quá trình plasma
Phương pháp để mồi hồ quang chính:
a) bằng điện áp mồi hồ quang;
b) bằng hồ quang mồi;
c) bằng tiếp xúc.
6 Điều kiện thử nghiệm
6.1 Quy định chung
Tất cả các thử nghiệm phải được thực hiện trên cùng một mỏ hàn mới và được lắp hoàn thiện, có lắp cụm ống cáp thường được cung cấp.
Tất cả các thử nghiệm phải được thực hiện ở bất kỳ nhiệt độ môi trường xung quanh nào được cho trong Điều 4, điểm a).
Độ chính xác của thiết bị đo phải:
a) thiết bị đo điện: cấp 1 (± 1% của giá trị trên toàn thang đo), trừ đối với phép đo điện trở cách điện và độ bền điện môi trong đó độ chính xác của thiết bị không được quy định, nhưng phải tính đến trong phép đo;
b) thiết bị đo nhiệt độ: ± 2 °C.
6.2 Thử nghiệm điển hình
Tất cả các thử nghiệm điển hình cho dưới đây phải được thực hiện trên cùng một mẫu thử và theo trình tự sau:
a) xem xét chung bằng mắt;
b) điện trở cách điện không qua xử lý ẩm (kiểm tra sơ bộ), xem 7.2;
c) độ bền va đập, xem 11.1;
d) khả năng chịu vật nóng, xem Điều 10;
e) bảo vệ chống tiếp xúc trực tiếp, xem 7.4;
f) điện trở cách điện, xem 7.2;
g) độ bền điện môi, xem 7.3;
h) xem xét chung bằng mắt.
Thử nghiệm phát nóng theo 8.3 có thể được thực hiện trên một mẫu thử riêng và sau đó phải thực hiện thử nghiệm rò rỉ môi chất làm mát theo Điều 9. Các thử nghiệm khác trong tiêu chuẩn này nhưng không được liệt kê ở đây có thể được thực hiện theo trình tự thuận tiện bất kỳ.
6.3 Thử nghiệm thường xuyên
Các thử nghiệm thường xuyên sau đây phải được thực hiện trên mỗi mỏ hàn theo trình tự sau:
a) xem xét chung bằng mắt;
b) thử nghiệm chức năng được quy định bởi nhà chế tạo, ví dụ, rò rỉ chất lỏng hoặc khí, vận hành cò súng hàn.
7 Bảo vệ chống điện giật
7.1 Điện áp danh định
Mỏ hàn phải có điện áp danh định theo phân loại và mục đích sử dụng như cho trong Bảng 1.
Bảng 1 - Điện áp danh định của mỏ hàn
|
Phân loại |
Điện áp danh định Vđỉnh |
Điện trở cách điện MΩ |
Độ bền điện môi V hiệu dụng |
Cấp bảo vệ theo TCVN 4255 (IEC 60529) |
|||
|
Khe hở vòi phun |
Tay cầm |
Cơ cấu nối mỏ hàna |
Các phần khác b,c |
||||
|
Mỏ hàn tay trừ đối với cắt bằng plasma |
113 |
1 |
1 000 |
IP0X |
IP3X |
IP2X |
IP3X |
|
Mỏ hàn máy trừ đối với cắt bằng plasma và hàn hồ quang được che kín hoàn toàn |
141 |
1 |
1 000 |
IP0X |
Không áp dụng |
IPXX |
IP2X |
|
Mỏ hàn máy hồ quang được che kín hoàn toàn |
141 |
1 |
1 000 |
IP0X |
Không áp dụng |
IPXX |
IPXX |
|
Mỏ cắt tay bằng plasma |
500 |
2,5 |
2 100 |
Đầu plasma, xem 7.4.2 |
IP4X |
IP3X |
IP3X |
|
Mỏ cắt máy bằng plasma |
500 |
2,5 |
2100 |
IP0X |
Không áp dụng |
IP2X |
IP2X |
|
a Cấp bảo vệ của cơ cấu nối mỏ hàn được thử nghiệm khi đang kết nối. b Các phần khác, ví dụ vòi phun khí, đầu vòi phun. c Hệ thống truyền động dây của mỏ hàn cơ giới hóa có thể tiếp cận thì không được coi như các phần khác: IPXX |
|||||||
7.2 Điện trở cách điện
Điện trở cách điện của mỏ hàn mới, sau khi xử lý ẩm, không được nhỏ hơn các giá trị cho trong Bảng 1.
Kiểm tra sự phù hợp bằng thử nghiệm sau:
a) Xử lý ẩm
Một tủ ẩm được giữ ở nhiệt độ t giữa 20 °C và 30 °C và độ ẩm tương đối từ 91% đến 95%.
Mỏ hàn có lắp cụm ống cáp (mỏ hàn làm mát bằng chất lỏng nhưng không có chất lỏng làm mát) được để đến nhiệt độ giữa t và (t + 4) °C và sau đó được đặt 48 h trong tủ ẩm.
b) Phép đo điện trở cách điện
Ngay sau khi xử lý ẩm, lau sạch tay cầm mỏ hàn và 1 m tại mỗi đầu của cụm ống cáp và quấn chặt trong lá kim loại phủ lên mặt ngoài của cách điện.
Điện trở cách điện được đo bằng cách đặt vào một điện áp 500 V một chiều giữa
- tất cả các mạch và lá kim loại,
và
- tất cả dây và mạch được dự tính cách ly với nhau bên trong mỏ hàn.
Lấy số đọc sau khi ổn định phép đo.
7.3 Độ bền điện môi
7.3.1 Yêu cầu chung
Cách điện phải chịu được các điện áp thử nghiệm ở Bảng 1 mà không gây ra phóng điện bề mặt và phóng điện đánh thủng.
Điện áp thử nghiệm xoay chiều phải có dạng sóng xấp xỉ hình sin với giá trị đỉnh không lớn hơn 1,45 lần điện áp trong Bảng 1, có tần số xấp xỉ 50 Hz hoặc 60 Hz. Một sự lựa chọn khác, cho phép sử dụng điện áp thử nghiệm một chiều bằng 1,4 lần điện áp thử nghiệm hiệu dụng.
Kiểm tra sự phù hợp bằng thử nghiệm sau:
Mỏ hàn làm mát bằng chất lỏng được thử nghiệm nhưng không có chất lỏng làm mát.
Tay cầm được quấn chặt bằng một lá kim loại. Cụm ống cáp được đặt tiếp xúc với bề mặt dẫn điện trên suốt chiều dài của nó, ví dụ được quấn xung quanh ống kim loại hình trụ hoặc được đặt cuộn trên bề mặt kim loại phẳng. Lá kim loại và bề mặt dẫn điện được nối điện.
Giá trị đầy đủ của điện áp thử nghiệm được đặt trong 60 s giữa:
a) bề mặt dẫn điện và từng mạch được cách ly;
b) tất cả các mạch dự kiến được cách ly với nhau (ví dụ cò súng hàn hoặc các mạch điều khiển từ xa khác).
Với sự thận trọng của nhà chế tạo, điện áp thử nghiệm nên tăng một cách từ từ đến giá trị đầy đủ.
Giá trị đặt cho phép lớn nhất của rơle quá tải phải là 100 mA. Máy biến áp cao áp phải cung cấp điện áp danh định như được mô tả đến dòng điện tác động. Tác động của rơle quá tải được coi là hỏng.
7.3.2 Yêu cầu bổ sung đối với mỏ cắt bằng plasma
Ngoài ra, đối với mỏ cắt bằng plasma thủ công, cách điện giữa tay cầm và mạch cắt phải chịu được điện áp thử là 3 750 V hiệu dụng. Trong quá trình thử độ bền điện môi của mỏ cắt bằng plasma, các đầu nối que hàn và đầu plasma nên được nối điện với nhau.
Kiểm tra sự phù hợp bằng thử nghiệm cho trong 7.3.1.
7.3.3 Yêu cầu bổ sung đối với điện áp mồi và điện áp ổn định
Mỏ hàn được thiết kế để sử dụng với các thiết bị mồi và ổn định hồ quang phải có điện áp mồi và điện áp ổn định hồ quang danh định.
Đối với mỏ hàn khí trơ vonfram (TIG) và mỏ hàn hồ quang plasma, điện áp mồi hồ quang và/hoặc điện áp ổn định hồ quang danh định phải do nhà chế tạo xác định.
Đối với mỏ cắt bằng plasma, điện áp mồi hồ quang và/hoặc điện áp ổn định hồ quang danh định phải được xác định như sau:
a) vận hành từng nguồn điện để dự kiến tạo ra hệ thống an toàn (xem điểm o) của Điều 13) theo khuyến cáo của nhà chế tạo, ví dụ que hàn nóng chảy và khí thích hợp, trong điều kiện sự cố đơn;
b) đo điện áp mồi và/hoặc ổn định hồ quang tại từng đầu của mỏ hàn;
c) giá trị cao nhất đo được, từ tất cả các nguồn điện vận hành trong điểm a), sẽ là điện áp mồi và/hoặc điện áp ổn định hồ quang danh định.
Cách điện của mỏ hàn phải chịu được điện áp thử nghiệm mà không xuất hiện phóng điện bề mặt hoặc phóng điện đánh thủng. Cho phép có phóng điện vầng quang.
Mỏ hàn làm mát bằng chất lỏng có thể được thử nghiệm mà không có chất lỏng làm mát.
Kiểm tra sự phù hợp bằng thử nghiệm sau:
Tay cầm của mỏ hàn được quấn chặt bằng một lá kim loại. Cụm cáp và ống được đặt tiếp xúc với mặt phẳng dẫn điện trên suốt chiều dài của nó, ví dụ được quấn vào trụ kim loại hoặc cuộn lên bề mặt kim loại bằng phẳng. Lá kim loại và bề mặt dẫn điện được nối điện.
Điện áp thử nghiệm có giá trị đỉnh cao hơn 20% so với điện áp mồi và ổn định hồ quang danh định được đặt trong 2 s giữa điện cực mỏ hàn và mặt phẳng dẫn điện, và giữa điện cực mỏ hàn và các mạch được cách ly khác. Điện áp thử nghiệm này là:
a) điện áp tần số cao của độ rộng xung nằm giữa 0,2 μs và 8 μs, với tần số lặp nằm từ 50 Hz đến 300 Hz; hoặc
b) điện áp xoay chiều có dạng sóng xấp xỉ hình sin ở 50 Hz hoặc 60 Hz.
7.4 Bảo vệ chống điện giật trong điều kiện làm việc bình thường (tiếp xúc trực tiếp)
7.4.1 Yêu cầu về cấp bảo vệ
Mỏ hàn phải đáp ứng các yêu cầu về cấp bảo vệ của Bảng 1. Ngoài ra, cụm ống cáp phải đáp ứng cấp bảo vệ IP 3X. Mỏ hàn không được vận hành trong các điều kiện mưa hoặc tuyết hoặc các điều kiện tương đương.
Kiểm tra sự phù hợp theo TCVN 4255 (IEC 60529).
7.4.2 Yêu cầu bổ sung đối với mỏ cắt bằng plasma
Mỏ cắt bằng plasma, các bộ phận (ví dụ các bộ phận thường bị thay thế do hao mòn) và nguồn điện cắt bằng plasma, do nhà chế tạo khuyến cáo, phải tạo thành một hệ thống an toàn.
Các yêu cầu bổ sung đối với mỏ cắt bằng plasma được cho trong 6.3.4 của IEC 60974-1:2012.
8 Thông số đặc trưng về nhiệt
8.1 Quy định chung
Mỏ hàn tay phải có thông số đặc trưng tối thiểu ở chu kỳ làm việc 100% hoặc 60% hoặc 35 %.
Mỏ hàn máy phải có thông số đặc trưng tối thiểu ở chu kỳ làm việc 100%.
Mỏ hàn hút khói phải có thông số đặc trưng lưu lượng hút do nhà chế tạo xác định.
8.2 Độ tăng nhiệt
Độ tăng nhiệt của mỏ hàn tay, tại bất kỳ điểm nào trên bề mặt ngoài của phần tay cầm được người vận hành cầm nắm, không được vượt quá 30 °C.
Độ tăng nhiệt của cụm ống cáp, tại bất kỳ điểm nào trên bề mặt ngoài, không được vượt quá 40 °C.
Sau khi hoàn thành các thử nghiệm, sự an toàn và khả năng vận hành của mỏ hàn không được suy giảm.
Kiểm tra sự phù hợp bằng thử nghiệm phát nóng theo 8.3.
8.3 Thử nghiệm phát nóng
8.3.1 Quy định chung
Mỏ hàn phải được mang tải với tất cả dòng điện danh định tại các chu kỳ làm việc danh định tương ứng, xem 8.1.
Phải lấy giá trị trung bình của dòng điện một chiều và cực tính của điện cực phải được chọn theo 8.3.2 và 8.3.3.
Nhiệt độ phải được đo tại điểm nóng nhất trên khu vực tay cầm, thường được người vận hành cầm nắm đối với mỏ hàn tay.
Nhiệt độ phải được đo tại điểm nóng nhất của cụm ống cáp.
Thiết bị đo nhiệt độ, tay cầm và cụm ống cáp phải được bảo vệ khỏi các luồng gió và nhiệt bức xạ.
Cơ cấu kẹp mỏ hàn được sử dụng không được gây ảnh hưởng đáng kể đến kết quả thử nghiệm, ví dụ làm tản nhiệt.
Mỏ hàn làm mát bằng chất lỏng phải được làm mát liên tục với lưu lượng dòng chảy tối thiểu và công suất làm mát tối thiểu như quy định của nhà chế tạo (xem điểm h) của Điều 13).
CHÚ THÍCH: Công suất làm mát được định nghĩa trong TCVN 8094-2 (IEC 60974-2).
Mỗi thử nghiệm phát nóng phải được thực hiện trong khoảng thời gian không nhỏ hơn 30 min và tiếp tục cho đến khi tốc độ tăng nhiệt không vượt quá 2 °C/h.
Thời gian chu kỳ cho mục đích thử nghiệm phải là 10 min.
Nhiệt độ môi trường và nhiệt độ mỏ hàn phải được đo đồng thời trong 10 min cuối cùng trong trường hợp tải liên tục (chu kỳ làm việc 100%). Với chu kỳ làm việc nhỏ hơn, nó phải được đo ở giữa khoảng thời gian tải trong chu kỳ cuối cùng.
Nhiệt độ môi trường xung quanh được đo bằng thiết bị đo nhiệt độ, đặt ở khoảng cách 2 m, cùng chiều cao với mỏ hàn và được che chắn khỏi các luồng gió và bức xạ nhiệt.
8.3.2 Mỏ hàn hồ quang khí trơ/hoạt tính kim loại (MIG/MAG) hoặc mỏ hàn hồ quang có lõi thuốc tự bảo vệ
Một ống kim loại có đường kính và chiều dài thích hợp với quá trình hàn, ví dụ đường kính 400 mm và dài 500 mm, được kẹp nằm ngang vào một thiết bị quay. Bên trong ống được làm mát bằng nước.
Mỏ hàn phải được đặt trong một mặt phẳng
vuông góc với trục của ống theo cách để điện cực dây ở hướng ![]() ° so với phương thẳng đứng (xem
Hình B.1). Ngoài ra, đối với mỏ hàn tay, tay cầm phải đặt ở phía
mát hơn.
° so với phương thẳng đứng (xem
Hình B.1). Ngoài ra, đối với mỏ hàn tay, tay cầm phải đặt ở phía
mát hơn.
Mỏ hàn phải được dịch chuyển song song với đường tâm của ống để tạo thành đường hàn.
a) Các điều kiện thử nghiệm đối với hàn hồ quang khí trơ kim loại (MIG) của hợp kim nhôm được cho dưới đây và trong Bảng 2:
|
- điện cực dây: - kiểu dòng điện: - cực tính của điện cực: - khí bảo vệ: - vật liệu ống: - điện áp tải và tốc độ hàn: |
nhôm, 3% đến 5% magiê; một chiều; dương; argon; hợp kim nhôm; được điều chỉnh để tạo ra hồ quang ổn định và bể hàn liên tục. |
Bảng 2 - Các giá trị thử nghiệm đối với hàn hồ quang khí trơ kim loại (MIG) của hợp kim nhôm
|
Dòng điện hàn |
Đường kính danh nghĩa của điện cực dây |
Khoảng cách giữa đầu tiếp xúc và ống kim loại ± 20 % |
Lưu lượng khí lớn nhất |
|
A |
mm |
mm |
l/min |
|
Đến 150 |
0,8 |
10 |
10 |
|
151 đến 200 |
1 |
15 |
12 |
|
201 đến 300 |
1,2 |
18 |
15 |
|
301 đến 350 |
1,6 |
22 |
18 |
|
351 đến 500 |
2 |
26 |
20 |
|
Trên 500 |
2,4 |
28 |
20 |
b) Các điều kiện thử nghiệm đối với hàn hồ quang khí hoạt tính kim loại (MAG) của thép cacbon thấp được cho dưới đây và trong Bảng 3:
|
- điện cực dây: - kiểu dòng điện: - cực tính của điện cực: - khí bảo vệ: - vật liệu ống: - điện áp tải và tốc độ hàn: |
thép cacbon thấp mạ đồng; một chiều; dương; hỗn hạp khí argon/CO2 (15% đến 25% CO2); thép cacbon thấp; được điều chỉnh để tạo ra hồ quang ổn định và bể hàn liên tục. |
Nếu các giá trị bổ sung của khí bảo vệ CO2 được quy định trong hướng dẫn sử dụng, thì phải thực hiện thử nghiệm bổ sung với khí này theo các điều kiện thử nghiệm cho trong Bảng 3.
Bảng 3 - Các giá trị thử nghiệm đối với hàn hồ quang khí hoạt tính kim loại (MAG) của thép cacbon thấp
|
Dòng điện hàn |
Đường kính danh nghĩa của điện cực dây |
Khoảng cách giữa đầu tiếp xúc và ống kim loại ± 20 % |
Lưu lượng khí lớn nhất |
|
A |
mm |
mm |
l/min |
|
Đến 150 |
0,8 |
10 |
10 |
|
151 đến 250 |
1 |
15 |
13 |
|
251 đến 350 |
1,2 |
18 |
15 |
|
351 đến 500 |
1,6 |
22 |
20 |
|
Trên 500 |
2 |
26 |
25 |
c) Các điều kiện thử nghiệm đối với hàn hồ quang khí hoạt tính kim loại (MAG) với dây có lõi thuốc được cho dưới đây và trong Bảng 4:
|
- điện cực dây: - kiểu dòng điện: - cực tính của điện cực: - khí bảo vệ: - vật liệu ống: - điện áp tải và tốc độ hàn: |
kiểu rutin; một chiều; dương; hỗn hợp khí argon/CO2 (15% đến 25% CO2); thép cacbon thấp; được điều chỉnh để tạo ra hồ quang ổn định và bể hàn liên tục. |
Bảng 4 - Các giá trị thử nghiệm đối với hàn hồ quang khí hoạt tính kim loại (MAG) với dây có lõi thuốc
|
Dòng điện hàn |
Đường kính danh nghĩa của điện cực dây |
Khoảng cách giữa đầu tiếp xúc và ống kim loại ± 20 % |
Lưu lượng khí lớn nhất |
|
A |
mm |
mm |
l/min |
|
251 đến 350 |
1,2 đến 1,4 |
25 |
15 |
|
351 đến 500 |
1,6 đến 2 |
30 |
18 |
|
Trên 500 |
2,4 |
35 |
20 |
d) Các điều kiện thử nghiệm đối với hàn hồ quang có lõi thuốc tự bảo vệ của thép cacbon thấp được cho dưới đây và trong Bảng 5:
|
- điện cực dây: |
kiểu 1: dây được thiết kế với xỉ đông đặc nhanh đối với tất cả các vị trí hàn; kiểu 2: dây được thiết kế cho tốc độ lắng cao trên các vị trí hàn phẳng ngang và dọc |
|
- kiểu dòng điện: |
một chiều; |
|
- cực tính của điện cực: |
điện cực dây kiểu 1: âm; điện cực dây kiểu 2: dương; |
|
- vật liệu ống: |
thép cacbon thấp; |
|
- điện áp tải và tốc độ hàn: |
được điều chỉnh để tạo ra hồ quang ổn định và bể hàn liên tục. |
Bảng 5 - Các giá trị thử nghiệm đối với hàn hồ quang có lõi thuốc tự bảo vệ của thép cacbon thấp
|
Dòng điện hàn |
Kiểu của điện cực dây |
Đường kính danh nghĩa của diện cực dây |
Khoảng cách giữa đầu tiếp xúc và ống kim loại ± 20% |
|
A |
|
mm |
mm |
|
Đến 250 |
1 |
Đến 1,2 |
20 |
|
251 đến 350 |
2 |
1,6 đến 2,0 |
50 |
|
351 đến 500 |
2 |
2,4 đến 3,0 |
50 |
|
Trên 500 |
2 |
3,2 và lớn hơn |
60 |
8.3.3 Mỏ hàn hồ quang khí trơ vonfram (TIG) và mỏ hàn hồ quang plasma
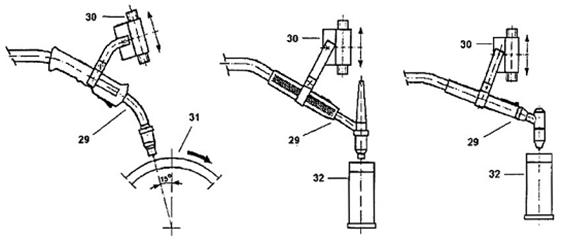
Một miếng chắn bằng đồng, có hoặc không có nước làm mát (xem ví dụ ở Phụ lục C), phải được sử dụng và mỏ hàn phải được đặt vuông góc với mặt phẳng nằm ngang phía trên của miếng chắn bằng đồng (xem Hình B.2 và B.3).
Đối với mỏ cắt plasma, khí bảo vệ và lưu lượng khí phải được quy định bởi nhà chế tạo trong hướng dẫn sử dụng.
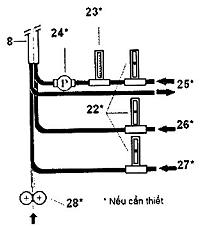
Lắp đặt thử nghiệm phải được trang bị với các thiết bị như trong Hình A.5.
Dòng điện hàn xoay chiều danh nghĩa của mỏ hàn được xác định định là 70% giá trị một chiều danh nghĩa.
a) Các điều kiện thử nghiệm đối với hàn hồ quang khí trơ vonfram (TIG) được cho dưới đây và trong Bảng 6:
|
- loại điện cực: |
hợp kim vonfram |
|
- đường kính điện cực: |
lớn nhất đối với dòng điện thử nghiệm như khuyến cáo của nhà chế tạo; |
|
- kiểu dòng điện: |
một chiều; |
|
- cực tính của điện cực: |
âm; |
|
- khí bảo vệ: |
argon; |
|
- điện áp tải: |
được điều chỉnh để tạo ra hồ quang ổn định và bể hàn liên tục. |
Bảng 6 - Các giá trị thử nghiệm đối với hàn hồ quang khí trơ vonfram (TIG)
|
Dòng điện hàn |
Lưu lượng khí lớn nhất |
Khoảng cách giữa vòi phun và miếng chắn bằng đồng ± 1 mm |
Khoảng cách giữa điện cực và miếng chắn bằng đồng ± 1 mm |
|
A |
l/min |
mm |
mm |
|
Đến 150 |
7 |
8 |
3 |
|
151 đến 250 |
9 |
10 |
5 |
|
251 đến 350 |
11 |
10 |
5 |
|
351 đến 500 |
13 |
10 |
5 |
|
Trên 500 |
15 |
10 |
5 |
b) Các điều kiện thử nghiệm đối với hàn hồ quang plasma được cho dưới đây và trong Bảng 7:
|
- kiểu dòng điện: - cực tính của điện cực: - khí và lưu lượng khí: |
một chiều; âm; được quy định bởi nhà chế tạo. |
Bảng 7 - Các giá trị thử nghiệm đối với hàn hồ quang plasma
|
Dòng điện hàn |
Khoảng cách giữa đầu plasma và miếng chắn bằng đồng ± 1 mm |
|
A |
mm |
|
Đến 30 |
3 |
|
31 đến 50 |
3 |
|
51 đến 100 |
3 |
|
101 đến 150 |
4 |
|
151 đến 200 |
6 |
|
201 đến 250 |
8 |
|
251 đến 280 |
8 |
|
Trên 280 |
10 |
8.3.4 Mỏ cắt bằng plasma
Mỏ cắt phải được thử nghiệm:
a) ở dòng điện danh định với chu kỳ làm việc danh định tương ứng, xem 8.1;
b) với loại khí và lưu lượng khí do nhà chế tạo quy định;
c) tại khoảng cách giữa đầu plasma và vật cần cắt do nhà chế tạo quy định với một trong những bố trí thử nghiệm dưới đây:
1) miếng chắn bằng đồng có lỗ, theo Phụ lục D hoặc có thiết kế tương tự (thích hợp để sử dụng đến 75 A): mỏ cắt phải được đặt vuông góc với mặt phẳng nằm ngang phía trên của miếng chắn bằng đồng và tại tâm của lỗ;
2) các thanh đồng có lỗ làm mát, theo Phụ lục E hoặc có thiết kế tương tự (thích hợp để sử dụng đến 200 A): mỏ cắt phải được đặt vuông góc với mặt phẳng nằm ngang phía trên của các thanh đồng, tại chính giữa chúng và di chuyển khoảng 500 mm ra phía trước và phía sau;
3) quá trình cắt (thích hợp với tất cả các dòng điện): mỏ cắt phải được đặt vuông góc với miếng thép hoặc một ống thép cacbon thấp có độ dày lớn nhất do nhà chế tạo quy định đối với dòng điện đanh định. Tốc độ cắt phải đủ để cắt xuyên qua vật liệu. Để giảm mảnh vụn, cho phép bố trí việc cắt sao cho chỉ số hồ quang xấp xỉ độ rộng một rãnh cắt mỗi lần đi qua.
Đối với chu kỳ làm việc thấp hơn 100% thì phải khởi động mới mỗi lần dừng lại. Tất cả các lần cắt đều phải bắt đầu từ rìa của miếng thép;
4) các cách khác cho thấy là tương đương với 1), 2) hoặc 3) ở trên.
8.3.5 Mỏ hàn hồ quang được che kín hoàn toàn
Một ống kim loại có đường kính và chiều dài thích hợp với quá trình hàn, ví dụ đường kính 400 mm và dài 500 mm, được kẹp nằm ngang lên một thiết bị quay. Bên trong ống được làm mát bằng nước.
Mỏ hàn phải được đặt trong mặt phẳng vuông góc
với trục của ống sao cho điện cực dây ở góc ![]() ° so với phương thẳng
đứng (xem Hình B.1). Ngoài ra, đối với mỏ hàn tay, tay cầm phải được đặt ở phía
mát hơn.
° so với phương thẳng
đứng (xem Hình B.1). Ngoài ra, đối với mỏ hàn tay, tay cầm phải được đặt ở phía
mát hơn.
Mỏ hàn phải được dịch chuyển song song với đường tâm của ống để tạo thành mối hàn.
Mỏ hàn phải được thử nghiệm:
a) ở dòng điện danh định với chu kỳ làm việc tương ứng, xem 8.1;
b) với loại dây và thuốc do nhà chế tạo quy định;
và
c) với kiểu dòng điện và cực tính của điện cực do nhà chế tạo quy định.
9 Áp suất của hệ thống làm mát bằng chất lỏng
Hệ thống làm mát bằng chất lỏng của mỏ hàn làm mát bằng chất lỏng phải chịu được áp suất tối thiểu là 0,5 MPa (5 bar) ở nhiệt độ nhỏ nhất là 70 °C mà không bị rò rỉ.
Kiểm tra sự phù hợp bằng phép đo và xem xét bằng mắt ngay sau thử nghiệm phát nóng theo 8.3.
10 Khả năng chịu vật nóng
Cách điện của tay cầm và cụm ống cáp phải có khả năng chịu vật nóng và tác động của lượng bình thường hoa lửa hàn mà không bị bắt cháy hoặc trở nên mất an toàn.
Yêu cầu này không áp dụng đối với:
a) cơ cấu nối mỏ hàn;
b) cơ cấu nối của cụm ống cáp nối giữa nguồn điện và thiết bị phụ trợ;
c) mỏ hàn máy dự kiến được bảo vệ trong lắp đặt cuối cùng của nó;
d) cụm ống cáp nối giữa nguồn điện và thiết bị phụ trợ khi cáp hàn đi kèm phù hợp với thử nghiệm này;
e) cụm ống cáp không phải là một phần của mạch điện hàn.
Kiểm tra sự phù hợp bằng thiết bị theo Hình 1.
Kích thước tính bằng milimét
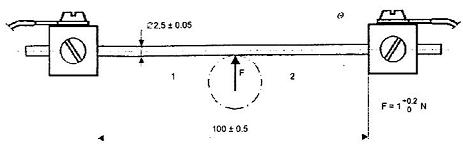
CHÚ DẪN
|
1 |
thép crôm-niken 18/8 |
Θ |
Nhiệt độ thử nghiệm |
|
2 |
Tay cầm của mỏ hàn |
|
|
Hình 1 - Thiết bị thử nghiệm khả năng chịu vật nóng
Cho dòng điện (xấp xỉ 23 A) đi
qua thanh thép cho đến khi đạt đến nhiệt độ ổn định ![]() °C.
Trong quá trình thử nghiệm, phải duy trì nhiệt độ của thanh thép được gia nhiệt.
Nhiệt độ này phải được đo bằng nhiệt kế tiếp xúc hoặc nhiệt ngẫu. Thanh thép được
gia nhiệt đặt ở vị trí nằm ngang sau đó được đặt vào cách điện tại các điểm yếu
nhất (ví dụ, độ dày cách điện nhỏ nhất và khoảng cách gần nhất tới phần
mang điện) trong thời gian 2 min. Thanh thép được gia nhiệt không được lõm vào cách điện
và chạm vào các bộ phận mang điện. Thanh thép này phải được đặt tại đoạn có độ
dày vách nhỏ nhất và nơi
mà phần mang điện bên trong gần bề mặt nhất. Thử mồi cháy khí bất kỳ có thể
phát ra trong phạm vi của điểm tiếp xúc bằng tia lửa điện hoặc ngọn lửa nhỏ. Nếu khí
bén lửa, ngọn lửa
phải chấm dứt ngay khi thanh thép được lấy ra.
°C.
Trong quá trình thử nghiệm, phải duy trì nhiệt độ của thanh thép được gia nhiệt.
Nhiệt độ này phải được đo bằng nhiệt kế tiếp xúc hoặc nhiệt ngẫu. Thanh thép được
gia nhiệt đặt ở vị trí nằm ngang sau đó được đặt vào cách điện tại các điểm yếu
nhất (ví dụ, độ dày cách điện nhỏ nhất và khoảng cách gần nhất tới phần
mang điện) trong thời gian 2 min. Thanh thép được gia nhiệt không được lõm vào cách điện
và chạm vào các bộ phận mang điện. Thanh thép này phải được đặt tại đoạn có độ
dày vách nhỏ nhất và nơi
mà phần mang điện bên trong gần bề mặt nhất. Thử mồi cháy khí bất kỳ có thể
phát ra trong phạm vi của điểm tiếp xúc bằng tia lửa điện hoặc ngọn lửa nhỏ. Nếu khí
bén lửa, ngọn lửa
phải chấm dứt ngay khi thanh thép được lấy ra.
Sau thử nghiệm, tay cầm và cụm ống cáp phải đáp ứng các yêu cầu của Điều 7.
11 Quy định về cơ
11.1 Độ bền va đập
Mỏ hàn tay phải có độ bền cơ đủ đề đảm bảo rằng khi được sử dụng phù hợp với các yêu cầu, không có hỏng hóc nào xảy ra làm giảm sự an toàn hoặc khả năng vận hành.
Sau thử nghiệm, cho phép thay các phần dễ vỡ như vòi phun bằng ceramic, v.v..., mà nếu bị hư hỏng, sẽ làm suy yếu khả năng vận hành nhưng không ảnh hưởng đến an toàn.
Điều 11 không áp dụng cho mỏ hàn cuộn, mỏ hàn máy và mỏ hàn cơ giới hóa.
Kiểm tra sự phù hợp bằng thử nghiệm va đập dưới đây và xem xét bằng mắt.
Mỏ hàn có cụm ống cáp được kéo dài tối đa 3 m được nâng đến độ cao 1 m, đo tại tay cầm, tức là 0,2 m bên trên điểm cố định ống cáp như thể hiện trên Hình 2.
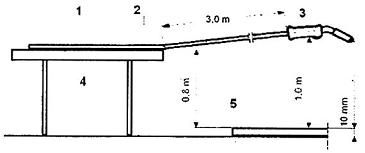
CHÚ DẪN
|
1 2 3 |
Cụm ống cáp Điểm cố định Tay cầm mỏ hàn |
4 5 |
Bàn Tấm thép |
Hình 2 - Thiết bị để thử nghiệm va đập
Tay cầm mỏ hàn được thả ra với vận tốc ban đầu bằng không và được cho rơi lên bề mặt cứng và vững chắc, ví dụ một tấm thép. Quy trình này phải được lặp lại 10 lần và bố trí sao cho mỏ hàn rơi trên các phần khác nhau của nó.
Sau thử nghiệm, mỏ hàn phải đáp ứng các yêu cầu của Điều 7 và vẫn hoạt động được.
11.2 Phần tiếp cận được
Các phần tiếp cận được không được có mép sắc, bề mặt gồ ghề hoặc phần nhô ra có thể gây thương tích.
Kiểm tra sự phù hợp bằng cách xem xét bằng mắt.
11.3 Vật liệu của tay cầm
Tay cầm mỏ cắt đối với mỏ cắt tay bằng plasma phải có phân loại tính dễ cháy là HB hoặc tốt hơn theo TCVN 9900-11-10 (IEC 60695-11-10).
Kiểm tra sự phù hợp bằng cách xem xét yêu cầu kỹ thuật của vật liệu phi kim.
12 Ghi nhãn
Mỏ hàn phải được ghi nhãn rõ ràng và không tẩy xóa được như sau:
a) tên nhà chế tạo, phân phối, nhập khẩu hoặc nhãn hiệu thương mại đã được đăng ký;
b) kiểu (nhận biết) do nhà chế tạo cung cấp;
c) số hiệu tiêu chuẩn này, để khẳng định rằng mỏ hàn phù hợp với những yêu cầu của tiêu chuẩn.
VÍ DỤ:
Nhà chế tạo - kiểu - số hiệu tiêu chuẩn
XXX - YYY - TCVN 8094-7 (IEC 60974-7)
Kiểm tra sự phù hợp bằng xem xét bằng mắt và thử nghiệm cho trong Điều 15 của IEC 60974-1:2012.
13 Hướng dẫn sử dụng
Mỗi mỏ hàn phải được cung cấp cùng với tờ hướng dẫn. Tờ hướng dẫn này tối thiểu phải bao gồm những thông tin sau, nếu thuộc đối tượng áp dụng:
a) quá trình, xem 5.2;
b) cách thức dẫn hướng, xem 5.3;
c) điện áp mồi và ổn định hồ quang danh định, xem 7.3.3;
d) dòng điện danh định và chu kỳ làm việc tương ứng, xem 8.1;
e) loại khí bảo vệ (ví dụ argon, CO2 hoặc hỗn hợp khí với tỷ lệ phần trăm của chúng)
hoặc,
đối với mỏ cắt bằng plasma, loại khí, lưu lượng khí và/hoặc áp suất làm việc;
f) chiều dài của cụm ống cáp;
g) kiểu và dải đường kính của điện cực
hoặc,
đối với mỏ cắt bằng plasma, sự kết hợp đúng của đầu plasma, vòi phun và kiểu điện cực;
h) kiểu làm mát, xem 5.4;
và đối với mỏ hàn làm mát bằng chất lỏng:
1) lưu lượng nhỏ nhất, tính bằng l/min;
2) áp suất đầu vào nhỏ nhất và lớn nhất tính bằng MPa (bar);
3) công suất làm mát nhỏ nhất tính bằng kW;
và đối với mỏ hàn hút khói:
4) lưu lượng hút khói tính bằng m3/h;
i) thông số của điều khiển điện kết hợp trong mỏ hàn;
j) các yêu cầu đối với mối nối của mỏ hàn;
k) thông tin cơ bản về vận hành an loàn của mỏ hàn bao gồm cả điều kiện môi trường;
I) số hiệu tiêu chuẩn này để khẳng định rằng mỏ hàn phù hợp với các yêu cầu trong tiêu chuẩn;
m) các điều kiện đòi hỏi các biện pháp phòng ngừa bổ sung (ví dụ môi trường có nguy hiểm điện giật tăng cao, các vật xung quanh dễ cháy, các sản phẩm dễ cháy, vị trí làm việc trên cao, thông gió, tiếng ồn, thùng chứa kín, v.v...).
Và bổ sung đối với mỏ cắt bằng plasma:
n) áp suất khí lớn nhất và nhỏ nhất ở đầu vào;
o) thông tin cần thiết về vận hành an toàn của mỏ cắt bằng plasma và chức năng của thiết bị khóa liên động và an toàn, ví dụ danh sách các linh kiện hệ thống cắt hồ quang plasma thích hợp do nhà chế tạo xác định, model, catalo và/hoặc số sê ri, được nhà chế tạo khuyến cáo sử dụng với hệ thống. Mỗi linh kiện được liệt kê phải sao cho cung cấp mức bảo vệ cho người vận hành (bao gồm khả năng tương thích của các thiết bị an toàn và/hoặc mạch bảo vệ, điện áp không tải, điện áp mồi và mối nối an toàn của mỏ hàn với nguồn điện cắt bằng plasma) như được cung cấp nguyên bản;
p) kiểu (nhận biết) của nguồn điện cắt bằng plasma hoặc các nguồn điện có thể tạo thành một hệ thống an toàn với mỏ cắt bằng plasma.
Kiểm tra sự phù hợp bằng cách đọc hướng dẫn.
Phụ lục A
(tham khảo)
Thuật ngữ bổ sung
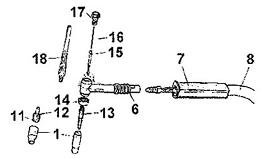
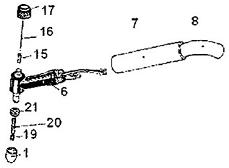
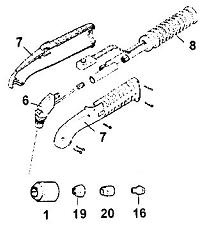
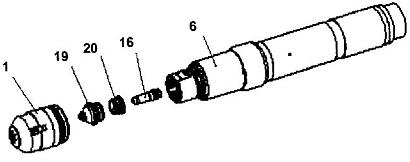
Các thuật ngữ sau (xem Bảng A.1) và hình vẽ (xem Hình A.1 đến A.7 và B.1 đến B.3), mặc dù không được sử dụng trong phần chính của tiêu chuẩn này, được đưa ra như một hỗ trợ hữu ích đề hiểu về cấu tạo và thiết kế của mỏ hàn.
Bảng A.1 - Danh sách thuật ngữ
|
Tham chiếu đến các hình của Phụ lục A và Phụ lục B |
Thuật ngữ tiếng Anh |
Thuật ngữ tiếng Việt |
|
1 |
gas nozzle |
vòi phun khí |
|
2 |
insulator |
cái cách điện |
|
3 |
contact tip |
đầu tiếp xúc |
|
4 |
tip adapter with or without gas diffuser |
đầu thích ứng có hoặc không có bộ khuếch tán khí |
|
5 |
neck |
đầu vòi |
|
6 |
torch body |
thân mỏ hàn |
|
7 |
handle |
tay cầm |
|
8 |
cable-hose assembly |
cụm ống cáp |
|
9 |
body housing |
vỏ bọc thân mỏ hàn |
|
10 |
hand shield |
bảo vệ tay |
|
11 |
gas lens filter |
bộ lọc ống khí |
|
12 |
gas lens |
ống khí |
|
13 |
collet body |
thân kẹp kim |
|
14 |
heat shield |
bảo vệ nhiệt |
|
15 |
collet |
kẹp kim |
|
16 |
electrode |
que hàn |
|
17 |
back cap (short) |
nắp sau (ngắn) |
|
18 |
back cap (long) |
nắp sau (dài) |
|
19 |
plasma tip |
đầu plasma |
|
20 |
gas distributor |
bộ phân phối khí |
|
21 |
gas diffuser |
bộ khuếch tán khí |
|
22 |
flow meter |
lưu lượng kế |
|
23 |
thermometer |
nhiệt kế |
|
24 |
inlet pressure |
áp suất đầu vào |
|
25 |
cooling liquid |
chất lỏng làm mát |
|
26 |
shielding gas |
khí bảo vệ |
|
27 |
plasma gas |
khí plasma |
|
28 |
wire feeder |
bộ cáp dây hàn |
|
29 |
torch |
mỏ hàn |
|
30 |
adjustment unit |
khối điều chỉnh |
|
31 |
metal tube |
ống kim loại |
|
32 |
copper block |
miếng chắn bằng đồng |
|
CHÚ THÍCH: Điểm 29 đến 32 được cho trên các hình của Phụ lục B. |
||
|
|
|
|
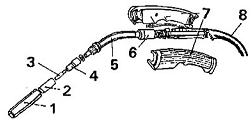
Hình A.1 - Mỏ hàn dùng cho hàn hồ quang khí trơ/hoạt tính kim loại (MIG/MAG) hoặc hàn hồ quang có lõi thuốc tự bảo vệ |
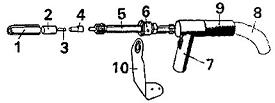
Hình A.2 - Súng hàn dùng cho khí trơ/hoạt tính kim loại (MIG/MAG) hoặc hàn hồ quang có lõi thuốc tự bảo vệ |
|
|
|
|
Hình A.3 - Mỏ hàn dùng cho hàn hồ quang khí trơ vonfram |
Hình A.4 - Mỏ hàn dùng cho hàn hồ quang plasma |
|
|
|
|
Hình A.5 - Mỏ cắt bằng plasma |
Hình A.6 - Khối nguồn |
Hình A.7 - Mỏ cắt máy plasma
CHÚ THÍCH: Đối với giải thích các số trong hình, xem Bảng A.1.
Phụ lục B
(quy định)
Vị trí của mỏ hàn trong thử nghiệm phát nóng
Vị trí của mỏ hàn trong thử nghiệm phát nóng được cho trên Hình B.1 đến B.3.
|
|
||
|
CHÚ THÍCH: Đối với việc giải thích các số, xem Bảng A.1. |
||
|
Hình B.1 - Mỏ hàn MIG/MAG |
Hình B.2 - Mỏ hàn TIG |
Hình B.3 - Mỏ cắt plasma |
Phụ lục C
(tham khảo)
Miếng chắn bằng đồng được làm mát
Ví dụ về thiết kế của miếng chắn bằng đồng làm mát bằng chất lòng được cho trên Hình C.1.
Kích thước tính bằng milimét
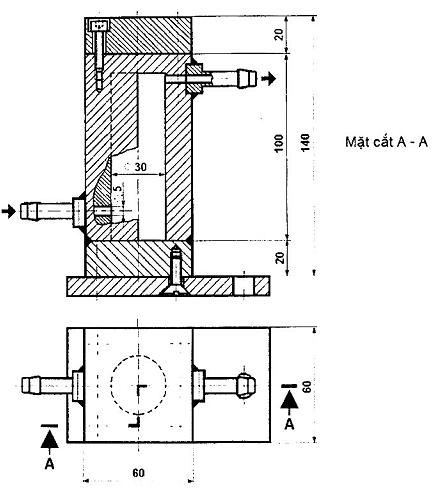
Hình C.1 - Miếng chắn bằng đồng làm mát bằng chất lỏng - Ví dụ
Phụ lục D
(tham khảo)
Miếng chắn bằng đồng có lỗ
Ví dụ về thiết kế của miếng chắn bằng đồng được làm mát bằng chất lỏng có lỗ được cho trong Hình D.1.
Kích thước tính bằng milimét
Hình D.1 - Miếng chắn bằng đồng làm mát bằng chất lỏng có lỗ - Ví dụ
Phụ lục E
(tham khảo)
Thanh đồng có lỗ làm mát
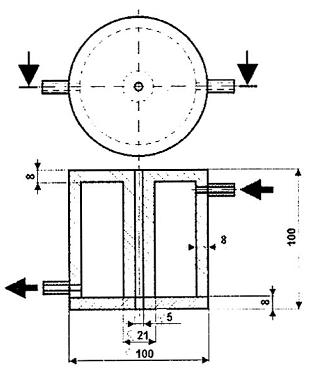
Ví dụ về thiết kế của thanh đồng được làm mát bằng chất lỏng có lỗ được cho trong Hình E.1.
Kích thước tính bằng milimét
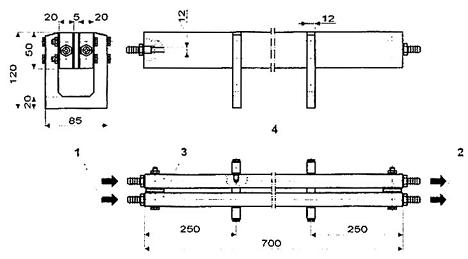
CHÚ DẪN
1 Đầu nước vào
2 Đầu nước ra
3 Thanh đồng
4 Thanh đỡ
Hình E.1 - Thanh đồng làm mát bằng chất lỏng có rãnh - Ví dụ
THƯ MỤC TÀI LIỆU THAM KHẢO
TCVN 8094-2 (IEC 60974-2), Thiết bị hàn hồ quang - Phần 2: Hệ thống làm mát bằng chất lỏng
MỤC LỤC
Lời nói đầu
1 Phạm vi áp dụng
2 Tài liệu viện dẫn
3 Thuật ngữ và định nghĩa
4 Điều kiện môi trường
5 Phân loại
6 Điều kiện thử nghiệm
7 Bảo vệ chống điện giật
8 Thông số đặc trưng về nhiệt
9 Áp suất của hệ thống làm mát bằng chất lỏng
10 Khả năng chịu vật nóng
11 Quy định về cơ
12 Ghi nhãn
13 Hướng dẫn sử dụng
Phụ lục A (tham khảo) - Thuật ngữ bổ sung
Phụ lục B (quy định) - Vị trí của mỏ hàn trong thử nghiệm phát nóng
Phụ lục C (tham khảo) - Miếng chắn bằng đồng được làm mát
Phụ lục D (tham khảo) - Miếng chắn bằng đồng có lỗ
Phụ lục E (tham khảo) - Thanh đồng có lỗ làm mát
Thư mục tài liệu tham khảo
1) Hiện nay hệ thống tiêu chuẩn quốc gia đã có TCVN 8094-1:2009 tương đương với IEC 60974-1:2005