Tiêu chuẩn quốc gia TCVN 8150:2009 (ISO 16305 : 2005) về Bơ - Xác định độ cứng
TIÊU CHUẨN QUỐC GIA
TCVN 8150 : 2009
ISO 16305 : 2005
BƠ - XÁC ĐỊNH ĐỘ CỨNG
Butter - Determination of firmness
Lời nói đầu
TCVN 8150 : 2009 hoàn toàn tương đương với ISO 16305 : 2005;
TCVN 8150 : 2009 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC/F12 Sữa và sản phẩm sữa biên soạn. Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
BƠ – XÁC ĐỊNH ĐỘ CỨNG
Butter - Determination of firmness
1 Phạm vi áp dụng
Tiêu chuẩn này quy định phương pháp xác định độ cứng của bơ.
Phương pháp này cũng có thể áp dụng cho bơ được chế biến bằng cách kết hợp các thành phần sữa, sục khí bơ và áp dụng cho bơ có bổ sung chất béo thực vật, gia vị hoặc các thực phẩm khác. Tuy nhiên, bất kì sự thay đổi nào trong quá trình chế biến bơ cũng sẽ ảnh hưởng đến đặc tính của độ cứng. Do đó, các sản phẩm như vậy không nằm trong phạm vi của tiêu chuẩn này.
CHÚ THÍCH: Độ cứng của bơ xác định được bằng phương pháp này có tương quan với độ phết của bơ xác định bằng tấm thử (xem [4]).
2 Thuật ngữ và định nghĩa
Trong tiêu chuẩn này sử dụng thuật ngữ và định nghĩa sau đây:
Độ cứng của bơ (firmness of butter)
Lực cần để cắt một lát bơ mẫu bằng một dây cắt theo quy trình quy định trong tiêu chuẩn này.
CHÚ THÍCH Độ cứng của bơ được biểu thị bằng đơn vị Niutơn (N).
3 Nguyên tắc
Mẫu bơ được cắt dọc bằng dây, cắt theo quy định theo hướng từ trên xuống với tốc độ không đổi, ở nhiệt độ hoàn toàn xác định. Lực cắt được đo bằng Niutơn, sử dụng dụng cụ đo lực.
4 Thiết bị, dụng cụ
Sử dụng các thiết bị, dụng cụ trong phòng thử nghiệm và cụ thể như sau:
4.1 Tủ ấm, có thể duy trì ở 100C ± 10C
4.2 Nồi cách thủy, có thể duy trì ở 100C ± 0,10C
4.3 Khuôn cắt mẫu, kích thước như trong Hình A.1, kích thước đo chính xác 25 mm ± 0,2 mm, được lắp khít với tay cầm (xem Hình A.2) hoặc tay cầm hình chữ U (xem hình A.3) (có thể thay thế được).
4.4 Đầu đo, bằng kim loại có dây cắt được căng để đo (xem Hình A.4).
Dây cắt phải được làm bằng thép không gỉ và mặt cắt ngang hình tròn đường kính 0,3 mm ± 0,01 mm.
4.5 Dụng cụ đo (ví dụ dụng cụ phân tích cấu trúc), có thể làm di chuyển đầu đo từ trên xuống với tốc độ không đổi 1,0 mm/s và song song với một cạnh của mẫu thử khối lập phương.
Dụng cụ này phải có khả năng đo lực với dải đo thích hợp. Dụng cụ đo phải được kết nối với máy tính để đo liên tục với sai số nhỏ hơn 0,05 N ở mức 2 N và có ít nhất 20 điểm dữ liệu mỗi giây, được đặt trong phòng mát hoặc thiết bị được làm mát (4.7).
Lưu ý rằng nhiệt sinh ra bởi dụng cụ đo có thể ảnh hưởng đến phép đo độ cứng, nếu không có thước đo thích hợp.
4.6 Dụng cụ chuẩn bị mẫu (ví dụ: dao xén), có các mép dài khoảng 70 mm, gồm một dây được căng làm bằng thép không gỉ, có đường kính lớn nhất 0,5 mm và dài khoảng 100 mm, hoặc dao cắt có lưỡi không dày quá 0,5 mm.
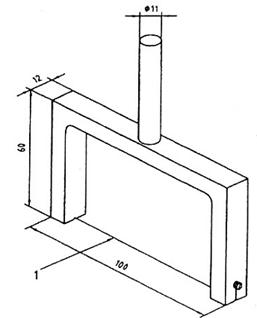
4.7 Dụng cụ làm lạnh, ví dụ được nêu trong Hình A.5.
5 Lấy mẫu
Mẫu gửi đến phòng thử nghiệm phải là mẫu đại diện và không bị hư hỏng hoặc thay đổi thành phần trong quá trình vận chuyển hoặc bảo quản.
Việc lấy mẫu không được quy định trong tiêu chuẩn này. Nên lấy mẫu theo TCVN 6400 (ISO 707).
Mẫu thử được lấy trực tiếp sau khi sản xuất thường có nhiệt độ trên 100C và phải được làm lạnh đến nhỏ hơn hoặc bằng 100C. Nhiệt độ trong quá trình vận chuyển phải giữ ở 100C hoặc thấp hơn.
6 Bảo quản mẫu thử
Bảo quản mẫu thử được lấy trực tiếp sau khi sản xuất để dùng cho các mục đích đối chứng (bắt buộc) trong tủ ấm (4.1) ở 100C ± 0,10C trong (10 ± 1) ngày. Nếu cần kéo dài thời gian bảo quản đến 4 ngày thì làm lạnh mẫu thử đến nhiệt độ 00C đến 40C hoặc khi cần bảo quản lâu hơn thì làm đông lạnh mẫu thử đến nhiệt độ dưới - 200C.
CHÚ THÍCH 1 Quá trình hình thành độ cứng của bơ vẫn tiếp tục xảy ra sau quá trình sản xuất bơ và có liên quan chặt chẽ đến nhiệt độ bảo quản: nhiệt độ cao hơn thì quá trình hình thành độ cứng nhanh hơn. Khi bảo quản ở 100C thì có thể mất 30 ngày để quá trình cứng ổn định, còn sau 10 ngày bơ thì đạt được khoảng 80% độ cứng cuối cùng. Quá trình cứng của bơ diễn ra chậm ở nhiệt độ từ 00C đến 40C. Ở điều kiện này, sau 4 ngày sản xuất không có sự khác biệt về độ cứng có thể đo được. Quá trình cứng của bơ ổn định khi các mẫu bơ được làm đông lạnh.
Thời gian bảo quản ở nhiệt độ 100C ± 10C đối với mẫu thử đã được bảo quản hoặc không biết rõ quá trình bảo quản trước đó (kết hợp nhiệt độ/thời gian bảo quản) phải được sự thỏa thuận của các bên liên quan. Các điều kiện thỏa thuận phải được ghi rõ trong báo cáo thử nghiệm.
CHÚ THÍCH 2 Ví dụ, có thể có trường hợp cần phải đo độ cứng của mẫu thử từ đơn vị bao gói sử dụng trực tiếp.
7 Kiểm tra dây cắt
Định kỳ kiểm tra chiều dài của dây cắt bằng cách căng dây như khi được sử dụng, cũng như ảnh hưởng của đường kính qui định của dây cắt. Kiểm tra chiều dài của dây bằng các kỹ thuật sau đây:
a) Treo 200 g vào giữa dây cắt. Dùng dụng cụ thích hợp để đo độ lệch của dây so với vị trí ban đầu.
b) Đặt dụng cụ đo (4.5) để tạo lực cắt 2 N. Để thiết bị đo độ lệch tại vị trí trung tâm của dây cắt như được tỳ vào thanh kim loại tròn có đường kính khoảng 0,5 cm.
Trong cả hai trường hợp, sự lệch khỏi vị trí trung tâm không được vượt quá 1 mm đối với dây cắt có chiều dài 5 cm.
8 Cách tiến hành
8.1 Chuẩn bị phần mẫu thử
Ngay trước khi cho các phần mẫu thử vào nồi cách thủy, cắt ngay hai phần mẫu thử từ mẫu thử (đã ủ) (Điều 6) bằng khuôn cắt mẫu (4.3).
Cẩn thận ấn khuôn cắt mẫu (4.3) vào mẫu thử cho đến khi phần mẫu nằm đầy trong khuôn cắt mẫu. Cắt phần mẫu thử nằm phía ngoài khuôn cắt mẫu bằng dụng cụ chuẩn bị mẫu (4.6) theo hướng dẫn sử dụng đối với khuôn cắt mẫu (xem Phụ lục A).
Trong quá trình chuẩn bị, tránh làm thay đổi hình dạng của mẫu thử trong khuôn cắt mẫu.
Nếu nhiệt độ phòng thử nghiệm không ở 100C ± 10C thì chuẩn bị hai phần mẫu thử càng nhanh càng tốt, không được làm ấm mẫu.
8.2 Cân bằng nhiệt độ của phần mẫu thử
Cân bằng nhiệt độ của hai phần mẫu thử đến nhiệt độ đo 100C ± 0,10C bằng cách giữ khuôn cắt chứa mẫu thử trong nồi cách thủy (4.2) ít nhất 1 h và tối đa là 5 h trước khi bắt đầu đo.
8.3 Kiểm soát nhiệt độ trong quá trình đo
Nhiệt độ của phần mẫu thử trong suốt quá trình đo độ cứng không được vượt quá 100C ± 0,20C. Tốt nhất là xác định độ cứng trong buồng lạnh hoặc sử dụng thiết bị làm lạnh (4.7).
8.4 Xác định
Đặt phần mẫu thử vào trong thiết bị đo (4.5). Cố định dây cắt của đầu đo (4.4) chính xác trên rãnh trong khuôn cắt mẫu. Bắt đầu đo.
Dụng cụ đo (4.5) liên tục ghi lại lực đo theo thời gian cho đến khi khoảng cách cắt thu được ít nhất 18 mm.
9 Tính và biểu thị kết quả
9.1 Tính kết quả
Độ cứng của phần mẫu thử, được biểu thị theo đơn vị niutơn (N) ứng với trung bình của các giá trị lực đo được giữa khoảng cách từ 8 mm đến 16 mm.
Kiểm tra số liệu về tính ổn định trong vùng liên quan trong khoảng từ 8 mm đến 16 mm. Các kết quả có thể được chấp nhận khi chênh lệch giữa lực tối thiểu và lực tối đa nhỏ hơn 10% so với giá trị trung bình tính được của độ cứng.
9.2 Biểu thị kết quả
Độ cứng của mẫu thử được tính bằng đơn vị niutơn (N) theo trung bình của các kết quả của hai phần mẫu thử.
Làm tròn kết quả đến hai chữ số thập phân.
10 Độ chụm
10.1 Phép thử liên phòng thử nghiệm
Các chi tiết về phép thử liên phòng thử nghiệm đối với độ chụm của phương pháp được nêu trong Phụ lục B. Các giá trị thu được từ phép thử lên phòng thử nghiệm này có thể không áp dụng được cho các khoảng nồng độ và chất nền khác với khoảng nồng độ và chất nền đã nêu.
10.2 Độ lặp lại
Chênh lệch tuyệt đối giữa hai kết quả thử độc lập, riêng rẽ, thu được khi sử dụng cùng một phương pháp, trên cùng một loại vật liệu thử, trong cùng phòng thử nghiệm, do cùng một người phân tích và sử dụng cùng một thiết bị trong cùng một khoảng thời gian ngắn, không quá 5% trường hợp vượt quá 10% (tương đối) của trung bình hai kết quả.
10.3 Độ tái lập
Chênh lệch tuyệt đối giữa hai kết quả thử riêng rẽ, thu được khi sử dụng cùng một phương pháp, trên cùng một loại vật liệu thử, trong các phòng thử nghiệm khác nhau, do những người phân tích khác nhau thực hiện và sử dụng các thiết bị khác nhau, không quá 5% các trường hợp vượt quá 25% (tương đối) của trung bình hai kết quả.
11 Báo cáo thử nghiệm
Báo cáo thử nghiệm phải ghi rõ
a) Mọi thông tin cần thiết về việc nhận biết đầy đủ mẫu thử;
b) Phương pháp lấy mẫu đã sử dụng, nếu biết;
c) Quá trình ủ ở 100C ± 10C hoặc các điều kiện được thỏa thuận giữa các bên có liên quan;
d) Phương pháp thử đã sử dụng và viện dẫn tiêu chuẩn này;
e) Mọi thao tác không được quy định trong tiêu chuẩn này, hoặc những điều được coi là tự chọn, và bất kỳ chi tiết nào có ảnh hưởng tới kết quả;
f) Kết quả thử nghiệm thu được và nếu đáp ứng được các yêu cầu về độ lặp lại thì nêu kết quả cuối cùng thu được.
Phụ lục A
(Qui định)
Thiết bị
A.1 Khuôn cắt mẫu chung
Khuôn cắt mẫu được qui định trong 4.3 và được nêu trong Hình A.1
Kích thước tính bằng milimet
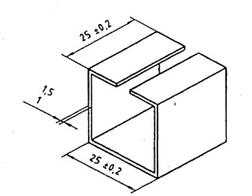
Hình A.1 - Khuôn cắt mẫu
A.2 Khuôn cắt mẫu được gắn tay cầm
Chú ý tránh làm nghiêng khuôn cắt mẫu (xem Hình A.2) trong quá trình cắt và để tránh cắt phần mẫu thử không được thẳng.
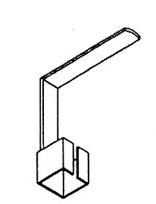
Hình A.2 - Khuôn cắt mẫu được gắn tay cầm
A.3 Khuôn cắt mẫu có tay cầm hình chữ U
Dùng tay cầm hình chữ U để ấn khuôn cắt mẫu (xem Hình A.3) cũng cho thấy cắt thành công phần mẫu thử. Việc sử dụng dụng cụ này cho phép cắt đều các phần mẫu thử và cũng có thể cắt đồng thời vải mẫu.
Đặt khuôn cắt mẫu lên mẫu thử và ấn lên mẫu thử bằng tay cầm hình chữ U cho đến khi khuôn chứa đầy mẫu thử. Tháo khuôn cắt mẫu ra bằng dụng cụ chuẩn bị mẫu (4.6) mà không làm biến dạng phần mẫu thử bên trong.
Kích thước tính bằng milimet
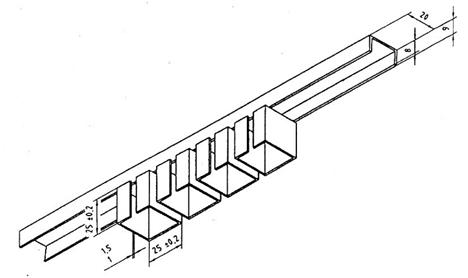
CHÚ THÍCH Tất cả các kích thước cho phép sai lệch ± 0,2 mm.
Hình A.3 - Khuôn cắt mẫu có tay cầm hình chữ U
A.4 Đầu đo
Xem Hình A.4
CHÚ DẪN
1 dây cắt (đường kính 0,3 mm ± 0,01 mm)
Hình A.4 - Đầu đo
A.5 Thiết bị làm lạnh
Kích thước tính bằng milimet
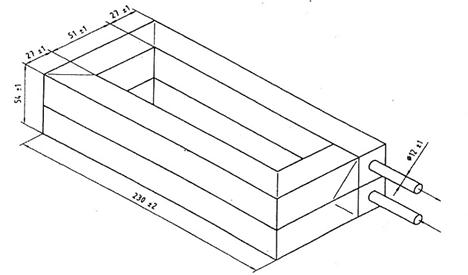
Hình A.5 - Ví dụ về thiết bị làm lạnh
Phụ lục B
(Tham khảo)
Các kết quả thử liên phòng thử nghiệm
Một phép thử công tác quốc tế gồm có 10 phòng thử nghiệm của 6 nước tham gia, tiến hành thử trên 6 mẫu có độ cứng khác nhau. Sáu mẫu được chia thành 12 mẫu kép không biết. Phép thử do COKZ (NL) tổ chức. Các giá trị được biểu thị bằng niutơn (N) hoặc bằng phần trăm (tương đối).
Các giá trị thu được này đã được phân tích thống kê theo TCVN 6910-1 (ISO 5725-1) và TCVN 6910-2 (ISO 5725-2) để cho dữ liệu về độ chụm như trong Bảng B.1.
Bảng B.1 - Các kết quả của phép thử liên phòng thử nghiệm
|
|
Mẫu |
|||||
|
A |
B |
C |
D |
E |
F |
|
|
Số phòng thử nghiệm sau khi trừ ngoại lệ |
a |
8 |
8 |
8 |
8 |
8 |
|
Giá trị trung bình (N) |
2,071 |
1,971 |
1,347 |
1,230 |
0,710 |
1,298 |
|
Độ lệch chuẩn lặp lại, sr (N) |
0,067 |
0,078 |
0,056 |
0,028 |
0,032 |
0,051 |
|
Hệ số biến thiên lặp lại (%) |
9,1 |
11,1 |
11,7 |
6,5 |
12,6 |
11,1 |
|
Giới hạn lặp lại, I (=2,8 sr) (N) |
0,188 |
0,219 |
0,146 |
0,082 |
0,090 |
0,144 |
|
Độ lệch chuẩn tái lập, sR (N) |
0,162 |
0,084 |
0,146 |
0,082 |
0,079 |
0,136 |
|
Hệ số biến thiên tái lập (%) |
21,9 |
12,0 |
30,3 |
18,7 |
30,9 |
30,0 |
|
Giới hạn tái lập R (=2,8 sR) (N) |
0,454 |
0,236 |
0,408 |
0,230 |
0,221 |
0,389 |
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] TCVN 6400 (ISO 707)), Sữa và sản phẩm sữa – Hướng dẫn lấy mẫu
[2] TCVN 6910-1 (ISO 5725-1), Độ chính xác (độ đúng và độ chụm) của phương pháp đo và kết quả đo – Phần 1: Nguyên tắc và định nghĩa chung
[3] TCVN 6910-2 (ISO 5725-2), Độ chính xác (độ đúng và độ chụm) của phương pháp đo và kết quả đo – Phần 2: Phương pháp cơ bản xác định độ lặp lại và độ tái lập của phương pháp đo tiêu chuẩn
[4] Rohm. J. Journal of Texture Studies, 20,1989.