Trang chủ / Công nghiệp / *** / TCVN8196:2009
Tiêu chuẩn quốc gia TCVN 8196:2009 về Phương tiện bảo vệ cá nhân - Giày ủng bằng chất dẻo đúc - Yêu cầu kỹ thuật cho ủng polyuretan có lót hoặc không có lót dùng trong công nghiệp
TCVN 8196 : 2009
ISO 5423 : 1992
PHƯƠNG TIỆN BẢO VỆ CÁ NHÂN - GIÀY ỦNG BẰNG CHẤT DẺO ĐÚC - YÊU CẦU KỸ THUẬT CHO ỦNG POLYURETAN CÓ LÓT HOẶC KHÔNG CÓ LÓT DÙNG TRONG CÔNG NGHIỆP
Moulded plastics footwear - Lined or unlined polyurethane boots for general industrial use - Specification
Lời nói đầu
TCVN 8196 : 2009 hoàn toàn tương đương với ISO 5423 : 1992.
TCVN 8196 : 2009 do Ban kỹ thuật Tiêu chuẩn quốc gia TCVN/TC 94 Phương tiện bảo hộ cá nhân biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và công nghệ công bố.
TCVN 8196 : 2009
ISO 5423 : 1992
PHƯƠNG TIỆN BẢO VỆ CÁ NHÂN - GIÀY ỦNG BẰNG CHẤT DẺO ĐÚC - YÊU CẦU KỸ THUẬT CHO ỦNG POLYURETAN CÓ LÓT HOẶC KHÔNG CÓ LÓT DÙNG TRONG CÔNG NGHIỆP
Moulded plastics footwear - Lined or unlined polyurethane boots for general industrial use - Specification
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các yêu cầu đối với ủng đúc từ hợp chất polyuretan, dùng trong công nghiệp nói chung. Ủng có thể có lót bằng vải hoặc không có lót và gồm các loại ủng cao đến mắt cá chân, ủng cao đến bắp đùi.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 4509:2006 (ISO 37) Cao su, lưu hóa hoặc nhiệt dẻo - Xác định các tính chất ứng suất-giãn dài khi kéo.
ISO 48: 1979[1], Vulcanized rubbers - Determination of hardness (Hardness between 30 and 85 IRHD) [Cao su lưu hóa - Xác định độ cứng (độ cứng giữa 30 và 85 IRHD)].
ISO 458-1: 1985, Plastic - Determination of stiffness in torsion of flexible materials - Part 1: General method (Chất dẻo - Xác định độ bền xoắn của vật liệu dễ uốn - Phần 1: Phương pháp chung).
ISO/R 463: 1965[2], Dial gauges reading in 0.01 mm, 0.001 in and 0.000 1 in (Dụng cụ đo có vạch chia, có độ chính xác đến 0,01 in, 0,001 in và 0,000 1 in).
ISO 471: 1983[3], Rubber - Standard temperatures, humidities and time for the conditioning and testing of test pieces (Cao su - Nhiệt độ, độ ẩm và thời gian chuẩn để điều hòa và thử).
ISO 10335: 19904, Rubber and plastics footwear- Nomenclature (Giày ủng bằng cao su và chất dẻo - Thuật ngữ).
3. Thuật ngữ và định nghĩa
Trong tiêu chuẩn này áp dụng các thuật ngữ, định nghĩa trong ISO 10335.
4. Yêu cầu thiết kế
CHÚ THÍCH 1 Khoảng chiều cao gợi ý của ủng được nêu trong Phụ lục F.
4.1. Vân đế
Đế ủng phải có các góc được vê tròn ở chân của vân đế và bán kính của các góc này không được nhỏ hơn 1,5 mm.
CHÚ THÍCH 2 Vân đế có thể có ảnh hưởng đáng kể đến việc hình thành các vết nứt sớm.
4.2. Độ dày tối thiểu
Độ dày tối thiểu của ủng phải tuân theo Bảng 1 đối với từng giá trị riêng biệt thu được khi đo như mô tả trong Phụ lục A.
4.3. Vật liệu và các chi tiết
Mũ ủng, đế và gót phải được đúc từ hợp chất polyuretan đồng nhất. Nó có thể là loại xốp hoặc là loại kết hợp xốp và không xốp.
Bảng 1 - Độ dày tối thiểu
Kích thước tính bằng milimét
|
Chi tiết của ủng |
Độ dày tối thiểu |
|||
|
Mũ ủng |
1,5 trong đó không ít hơn 1,0 là hợp chất polyuretan |
|||
|
Phần phủ |
|
|||
|
a) ở gót |
4,0 |
|||
|
b) ở các chỗ khác |
3,0 |
|||
|
|
Tại các vân đế |
Giữa các vân đế |
||
|
|
Ủng nam |
Ủng nữ |
Ủng nam |
Ủng nữ |
|
Đế ủng |
|
|
|
|
|
a) độ dày tổng cộng |
13,0 |
11,0 |
7,0 |
5,0 |
|
b) riêng đế ngoài |
9,0 |
7,0 |
3,0 |
2,5 |
|
Gót |
|
|
|
|
|
a) độ dày tổng cộng |
25,0 |
20,0 |
19,0 |
14,0 |
|
b) từ bề mặt mài mòn đến tấm độn |
9,0 |
4,0 |
3,0 |
2,5 |
5. Tính chất lý học
5.1. Quy định chung
Vật liệu của mũ ủng và vật liệu của đế ủng phải được thử như hai hợp chất riêng biệt, ngay cả khi ủng được sản xuất từ chỉ một quá trình phun. Các mẫu thử từ vật liệu của ủng phải được chuẩn bị theo quy trình được đưa ra trong TCVN 4509 (ISO 37).
5.2. Độ bền uốn của mũ ủng
Khi thử theo phương pháp mô tả trong Phụ lục B với một mẫu thử theo mỗi hướng uốn, sau 150 000 chu kỳ uốn phải không được xuất hiện vết nứt nào thuộc loại được quy định trong Phụ lục B.
5.3. Đặc tính kéo
Modul giãn dài 100 % và độ giãn dài khi đứt của mũ ủng và đế ủng phải được xác định theo phương pháp mô tả trong TCVN 4509 (ISO 37) ở 23 °C ± 2 °C, sử dụng mẫu thử hình quả tạ loại 1 lấy từ sản phẩm.
Hướng thử phải là hướng dọc đế và dọc ống ủng. Nếu không đủ vật liệu, sử dụng mẫu thử hình quả tạ nhỏ hơn, loại 2, kích cỡ của mẫu thử phải được ghi lại khi biểu thị kết quả.
Ở những chỗ có thể thực hiện được, mẫu thử phải dày 2,0 mm ± 0,2 mm; nếu cần, để đảm bảo không có vải trong mẫu thử, có thể sử dụng mẫu thử mỏng hơn và độ dày mẫu thử phải được ghi lại khi biểu thị kết quả. Trong trường hợp ủng có lót, lót ủng phải được lấy ra cẩn thận bằng cách sử dụng một lượng tối thiểu dung môi thích hợp như là metyl etyl keton hoặc bằng một máy lạng da. Mẫu thử đã qua một trong hai cách xử lý như trên phải được điều hòa trong 24 h ở 23 °C ± 2 °C và thử ở nhiệt độ này.
Sử dụng năm mẫu thử cho mỗi phép thử và giá trị trung bình của từng nhóm năm kết quả thử phải tuân theo các giá trị cho trong Bảng 2. Nếu không thì phải áp dụng a) và b) như sau:
a) Trong phép thử độ giãn dài khi đứt, nếu giá trị trung bình nhỏ hơn và giá trị lớn nhất lớn hơn giá trị tương ứng cho trong Bảng 2, thử thêm năm mẫu thử nữa. Vật liệu được coi là tuân theo yêu cầu của tiêu chuẩn này chỉ khi trung bình của hai giá trị trung bình của mười kết quả thử cao hơn giá trị tương ứng.
b) Trong phép thử modul giãn dài 100%, nếu giá trung bình nằm ngoài khoảng giá trị tương ứng cho trong Bảng 2 nhưng một số kết quả lại nằm trong khoảng này thì thử thêm năm mẫu thử nữa. Vật liệu được coi là tuân theo yêu cầu của tiêu chuẩn này chỉ khi trung bình của hai giá trị trung bình của mười kết quả thử nằm trong khoảng giá trị tương ứng.
Bảng 2 - Giới hạn của đặc tính kéo
|
Chi tiết ủng |
Modul giãn dài 100% |
Độ giãn dài tối thiểu khi đứt |
|
|
MPa |
% |
|
Mũ |
1,3 đến 4,6 |
250 |
|
Đế |
2,1 đến 5,0 |
300 |
5.4. Độ cứng
Độ cứng của vật liệu được đo không sớm hơn 96 h sau khi đúc và được xác định theo phương pháp tương ứng trong ISO 48 ở 23 °C ± 2 °C sau khi điều hòa ở nhiệt độ đó không ít hơn 3 h phải đạt các giá trị quy định trong Bảng 3.
Đối với đế, tất cả các phép đo phải được thực hiện trên bề mặt đã được xử lý của mẫu thử. Mẫu này phải sát với bề mặt trên của đế và không được có lớp độn hoặc vật liệu mũ ủng. Đối với mũ ủng, tất cả các phép đo phải được thực hiện trên bề mặt ngoài cùng của ống ủng.
Đối với phép thử độ cứng, độ dày tối thiểu của mẫu thử là 6 mm.
CHÚ THÍCH 3 Đối với phép thử độ cứng mũ ủng, các đoạn của vật liệu ống ủng có thể được xếp chồng lên nhau để đạt đến độ dày tối thiểu này.
Bảng 3 - Giới hạn độ cứng của hợp chất polyuretan
Giá trị tính bằng IRHD
|
Chi tiết ủng |
Độ cứng ở 23 °C ± 2 °C |
|
|
|
min. |
max. |
|
Mũ |
42 |
59 |
|
Đế và gót |
50 |
67 |
5.5. Nhiệt độ uốn lạnh của mũ ủng
Khi các phần của mũ ủng được thử theo ISO 458-1, thực hiện như chỉ dẫn dưới đây, nhiệt độ uốn lạnh phải không được lớn hơn - 35 °C.
Phải dùng hai mẫu thử, mẫu thứ nhất được cắt dọc theo ống ủng và mẫu thứ hai được cắt theo hướng vuông góc với mẫu thứ nhất.
Vẽ đồ thị liên quan giữa độ uốn và nhiệt độ, từ đó xác định được nhiệt độ ở góc uốn 200° của mỗi mẫu thử. Giảm 0,5 °C cho mỗi 0,03 mm độ dày của mẫu thử có độ dày lớn hơn 1,30 mm và thêm 0,5 °C cho mỗi 0,03 mm độ dày của mẫu thử có độ dày nhỏ hơn 1,27 mm. Giá trị trung bình cộng của hai kết quả thử là nhiệt độ uốn lạnh của phần thử.
5.6. Khả năng chống lại sự phát triển vết cắt của đế ủng (phép thử uốn)
Khi các phần của đế ủng được thử theo Phụ lục C ở nhiệt độ -5 °C ± 2 °C, sử dụng ba mẫu thử được cắt song song với đường tâm của đế (xem Hình 1), độ dày của đế không được nhỏ hơn 50 % độ dày của mẫu thử và số chu kỳ uốn khi vết cắt đến 6 mm phải không được nhỏ hơn 150 000 đối với từng mẫu thử khi các phép đo sự phát triển của vết cắt được giới hạn ở bề mặt ngoài của mẫu thử.
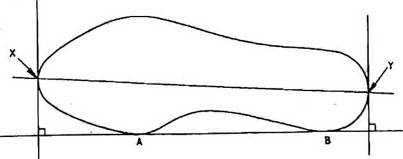
Hình 1 - Đường tâm của ủng
5.7. Độ bền xé
Khi các phần của đế xốp được thử theo phương pháp nêu trong Phụ lục D, độ bền tối thiểu theo cả hai hướng phải là 3,5 N/mm theo chiều rộng.
5.8. Độ bền thủy phân
5.8.1. Khi các phần của mũ và đế ủng được thử như quy định trong 5.3, sau khi chuẩn bị và điều hòa theo Phụ lục E, sự thay đổi về độ giãn dài khi đứt không được vượt quá 20 %.
5.8.2. Khi các phần của đế ủng được thử theo phương pháp mô tả trong Phụ lục C, sau khi chuẩn bị và điều hòa theo Phụ lục E, phép thử được tiến hành ở - 5 °C ± 2 °C, vết cắt ban đầu dài 2 mm không được tăng lên nhiều hơn 6 mm sau 150 000 chu kỳ.
5.8.3. Khi các phần của mũ ủng được thử theo phương pháp mô tả trong Phụ lục B ở - 5 °C ± 2 °C, sau khi chuẩn bị và điều hòa theo Phụ lục E, không được xuất hiện một vết nứt nào cho đến khi đạt được 150 000 chu kỳ uốn.
6. Ghi nhãn
Mỗi sản phẩm giày ủng phải được ghi nhãn rõ ráng và không tẩy xóa được với thông tin sau:
a) cỡ, đóng trên mặt trong hoặc đúc trên chỗ thắt của đế ngoài;
b) thông tin của nhà sản xuất hoặc nhà cung cấp gồm tên, thương hiệu hoặc các thông tin khác của nhà sản xuất, nhà phân phối hoặc nhà bán lẻ;
c) viện dẫn tiêu chuẩn này.
Phụ lục A
(quy định)
Phương pháp đo độ dày
A.1. Thiết bị, dụng cụ
Dụng cụ đo thích hợp để đo các chi tiết của ủng được phân loại và liệt kê trong Bảng A.1. Các dụng cụ được phân loại là "chính xác" luôn được sử dụng khi có yêu cầu. Các dụng cụ được phân loại là "thông thường" có thể được sử dụng nếu kết quả đọc được không nằm trong khoảng 10 % giá trị tối thiểu quy định của các chi tiết được đo. Trong trường hợp đó, chi tiết của ủng phải được đo bằng thiết bị "chính xác" thích hợp.
A.2. Chuẩn bị ủng để đo độ dày
A.2.1. Chuẩn bị cho phép đo đế trong và phần đế ủng
Cắt theo chiều dọc ủng và vuông góc với bề mặt, qua tâm đế, trên một đường thẳng kéo dài từ tâm của pho mũi đến tâm của gót.
Xác định vị trí của đường tâm, như minh họa trong Hình 1. bằng cách đặt ủng lên một bề mặt nằm ngang và tì vào một mặt phẳng thẳng đứng sao cho nó tiếp xúc với mép của đế tại các điểm A và B trên má trong của ủng. Dựng thêm hai mặt phẳng thẳng đứng vuông góc với mặt phẳng thẳng đứng ban đầu sao cho chúng tiếp xúc đế tại các điểm X và Y. Kẻ một đường thẳng qua X và Y. Đường thẳng này là đường tâm của phần trước ủng.
A.2.2. Chuẩn bị cho phép đo phần phủ
Cắt ngang qua phần phủ, xung quanh mũ ủng ở khoảng cách 13 mm cao hơn mặt trên của đế trong tiếp giáp với mũ.
A.3. Cách tiến hành
A.3.1. Mũ ủng
Tiến hành bốn phép đo độ dày tổng cộng của polyuretan và vải đối xứng xung quanh miệng ủng, dưới đường viền miệng ủng không nhỏ hơn 3 mm và không lớn hơn 15 mm. Trong trường hợp ủng có phần nối thêm đến đỉnh hông, tiến hành đo dưới dải nối không nhỏ hơn 3 mm và không lớn hơn 15 mm.
Đo độ dày của phần phủ mũ ủng từ bề mặt phủ đến "đỉnh" của kết cấu vải dệt gần với bề mặt này nhất.
Bảng A.1 - Dụng cụ đo độ dày cho các chi tiết khác nhau của ủng
|
Chi tiết của ủng |
Loại thiết bị đo |
|
|
Thông thường |
Chính xác |
|
|
Mũ ủng (độ dày tổng cộng) |
Dụng cụ đo độ dày được chia độ đến 0,1 mm hoặc thị kính có thang chia độ 0,1 mm |
Dụng cụ đo độ dày theo ISO/R 463, sử dụng với lực nén 2 kPa |
|
Mũ ủng (độ dày lớp phủ) |
Thị kính có thang chia độ 0,1 mm |
Kính hiển vi đọc được đến 0,02 mm |
|
Phần phủ |
Thị kính có thang chia độ 0,1 mm |
Kính hiển vi đọc được đến 0,02 mm |
|
Phần đế ủng |
Thước đo được chia độ 1 mm |
Thị kính có thang chia độ 0,1 mm |
A.3.2. Phủ mũi
Đo độ dày tổng cộng của polyuretan và vải, không kể vân đế, trên đoạn cắt, trong khoảng 6 mm của đường tâm ủng tính từ mũi.
Khi có pho mũi bảo vệ lắp trong ủng, đo độ dày tổng cộng của polyuretan và vải, không kể vân đế, từ bề mặt ngoài của pho mũi bảo vệ.
A.3.3. Phủ gót
Đo độ dày tổng cộng của polyuretan và vải, không kể vân đế, trên đoạn cắt, trong khoảng 6 mm của đường tâm tính từ gót
A.3.4. Phủ ở các chỗ khác
Tiến hành bốn phép đo độ dày tổng cộng của polyuretan và vải, không kể vân đế, trên đoạn cắt, tại các điểm đối xứng xung quanh ủng ở chỗ phủ nhưng không đo ở vùng gót hoặc vùng mũi.
A.3.5. Độ dày tổng cộng của tổ hợp đế ủng
Đo độ dày tổng cộng của tổ hợp đế ủng trên đoạn cắt từ mặt trên của đế trong đến mặt ngoài của đế ngoài. Tiến hành đo cả ở trên và giữa các vân đế, kể cả vân đế, tại ba điểm riêng biệt trong vùng đế. Loại bỏ các lót trong mà có thể được đưa vào ủng sau khi đã đúc.
A.3.6. Đế ngoài
Đo độ dày của đế ngoài trên đoạn cắt, cả ở trên và giữa các vân đế, kể cả vân đế, từ mặt dưới của đế trong, lớp độn hoặc đế giữa bằng thép (lấy theo chi tiết thấp nhất bất kỳ) đến bề mặt ngoài của đế ngoài. Tiến hành ba phép đo tại các điểm khác nhau trong vùng đế.
A.3.7. Gót
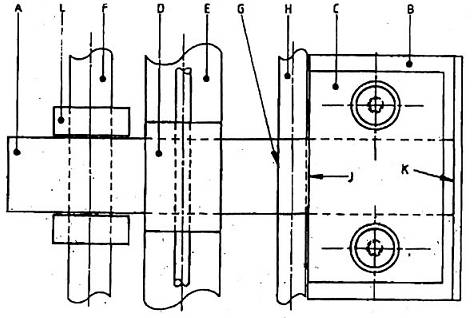
Đo độ dày tổng cộng của gót DE, như minh họa trong Hình A.1 của đoạn cắt qua vân đế hoặc mẫu trang trí bất kỳ vuông góc với mặt trên CD của đế trong và lớp độn, trong đó đường đế trong CD dài 10 mm tính từ điểm C, là đỉnh của cạnh sau của gót ở phía ngoài.
Ở chỗ có tấm độn, đo độ dày từ mặt bên dưới của tấm độn đến bề mặt của gót. Tiến hành đo cả ở trên và giữa các vân đế tại ba vị trí đối với từng trường hợp, hoặc nếu không thể tiến hành ba phép đo thì đo tại một số vị trí, tùy theo thiết kế của gót.
A.4. Biểu thị kết quả
Đối với từng chi tiết, ghi lại từng kết quả thử riêng biệt, tính bằng milimét chính xác đến 0,1 mm.
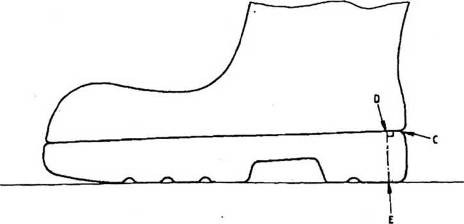
Hình A.1 - Đo độ dày của gót
Phụ lục B
(quy định)
Xác định độ bền uốn của vật liệu mũ ủng
B.1. Nguyên tắc
Các nếp gấp kép tương tự như các nếp gấp sinh ra trên mũ ủng khi sử dụng được tạo thành lặp đi lặp lại trên mẫu thử vật liệu mũ ủng polyuretan bằng một thiết bị thích hợp cho đến khi quan sát được vết nứt trên vật liệu mũ ủng polyuretan hoặc cho đến khi mẫu thử chịu được số chu kỳ uốn quy định.
B.2. Thiết bị, dụng cụ (xem Hình B.1)
Thiết bị bao gồm các cặp ngàm kẹp hình chữ V được lắp sao cho các trục của mỗi cặp nằm trên cùng một đường thẳng.
Góc của mỗi ngàm kẹp hình chữ V là 40° ± 1°.
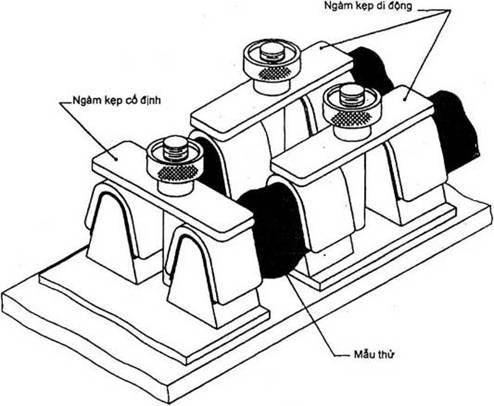
Hình B.1 - Thiết bị điển hình để xác định độ bền uốn
Các đỉnh của mỗi ngàm kẹp hình chữ V được vê tròn với bán kính là 6,4 mm ± 0,5 mm. Một ngàm kẹp của mỗi cặp có khả năng chuyển động tịnh tiến qua lại với tần số 5 Hz ± 0,5 Hz ở điều kiện bình thường và với tần số 1,5 Hz ± 0,2 Hz khi thử ở nhiệt độ thấp - 5 °C. Các ngàm kẹp cách nhau 28,5 mm ± 2,5 mm ở vị trí mở và 9,5 mm ± 1,0 mm ở vị trí đóng. Hành trình chuyển động của ngàm kẹp di động là 19 mm ±1,5 mm. Thiết bị trên phải được thay đổi kích thước để phù hợp với mẫu thử lớn hơn có chiều dài là 70 mm ± 1 mm, khi đó các kích thước lựa chọn có thể như sau:
khoảng cách giữa các ngàm kẹp ở vị trí đóng : 13 mm ± 0,5 mm;
khoảng cách giữa các ngàm kẹp ở vị trí mở : 40 mm ± 1 mm;
hành trình chuyển động : 27 mm ± 0,5 mm.
B.3. Chuẩn bị mẫu thử
Cắt từ phần mỏng nhất của mũ ủng hai miếng hình vuông có cạnh là 64 mm ± 1 mm. Đánh dấu hướng thẳng đứng bằng một mũi tên lên mỗi mẫu.
B.4. Điều hòa và nhiệt độ thử
Điều hòa mẫu thử trong 24 h ở 23 °C ± 2 °C và thử trong không khí ở - 5 °C ± 2 °C sao cho phép thử được tiến hành không sớm hơn 7 ngày sau khi đúc.
B.5. Cách tiến hành
Đặt tất cả mẫu thử trong một buồng lạnh ở - 5 °C ± 2 °C và đặt tải vào ngay lập tức. Lắp các mẫu thử vào thiết bị khi một cặp ngàm kẹp ở vị trí "mở". Đặt mẫu thử vào vị trí, với lớp phủ hướng ra ngoài, đối xứng trong ngàm kẹp sao cho các cạnh của nó song song với trục của các ngàm kẹp. Kiểm tra xem các cạnh trong của hai nửa của mỗi ngàm kẹp đã thẳng hàng chưa. Lắp các mẫu thử khác theo cách tương tự. Kẹp một mẫu thử của mỗi cặp mẫu thử có mũi tên đánh dấu song song với hướng uốn và một mẫu vuông góc với nó.
Dùng tay đẩy ngàm kẹp chuyển động và kiểm tra từng mẫu thử xem đã có một nếp gấp vào bên trong đối xứng dọc qua nó và bao quanh bởi một hình thoi có bốn nếp gấp ra ngoài hay không.
Nếu cần thiết, có thể dùng tay để hỗ trợ cho việc tạo nên nếp gấp này.
Mười phút sau khi đặt tải, cho thiết bị chạy và dừng phép thử nếu có vết nứt không chấp nhận được theo mô tả ở B.6, hoặc khi đạt được số chu kỳ quy định mà không có vết nứt xuất hiện. Ghi lại nhiệt độ thử cho dù ở từng mẫu thử có xuất hiện vết nứt hay không.
B.6. Những loại vết nứt hợp lệ
Phải tính đến vết nứt polyuretan bắt nguồn từ vải lót nhưng phát triển về phía mặt ngoài của polyuretan và tất cả các vết nứt bắt nguồn tại mặt ngoài của polyuretan. Bất kỳ khuyết tật nào của vật liệu polyuretan có thể có giữa lớp vải và bề mặt trong của mẫu thử đều không được chấp nhận.
B.7. Biểu thị kết quả
Nếu tất cả các mẫu thử đạt đến số chu kỳ quy định mà không xảy ra nứt thì trong báo cáo kết quả phải ghi là mẫu thử đã đạt yêu cầu.
Nếu vết nứt xuất hiện trước khi đạt được số chu kỳ quy định thì trong báo cáo kết quả phải ghi là mẫu thử không đạt.
Phụ lục C
(quy định)
Khả năng chống lại sự phát triển của vết cắt (phép thử uốn)
C.1 Nguyên tắc
Phép thử này xác định khả năng chống lại sự hình thành vết nứt do uốn trong quá trình sử dụng của vật liệu đế ủng. Vật liệu được uốn lặp đi lặp lại ở 90 °± 2 ° trên một trục sau khi một vết cắt nhỏ ngang qua nó được tạo ra bằng một cái đục. Tốc độ phát triển của vết cắt là tiêu chuẩn để đánh giá xu hướng nứt của vật liệu.
C.2. Thiết bị, dụng cụ
C.2.1. Máy thử uốn (loại Satra Ross), có một cơ cấu uốn như chỉ ra trong Hình C.1.
Mẫu thử A được đưa vào đầu chặn của cánh tay uốn B và được giữ bằng kẹp C trong đó chiều dài JK là 50 mm ± 5 mm. Đầu kia của mẫu thử không phải kẹp nhưng di chuyển vào và ra giữa các con lăn D, E và F khi mẫu thử bị uốn. Việc uốn xảy ra xung quanh trục uốn H có bán kính cong là 5,0 mm ± 0,3 mm.
Khoảng cách trên hình chiếu bằng giữa tiếp tuyến thẳng đứng với trục uốn này qua điểm G và cạnh tiếp giáp J của kẹp C là 11,0 mm ± 1,5 mm. Vết cắt được tạo ra trước đó trên mẫu thử phải nằm ở bên trên, trùng với tiếp tuyến thẳng đứng của trục gá khi mẫu thử ở vị trí không bị uốn, nghĩa là tại điểm G trong Hình C.1. Dung sai tại chỗ trùng giữa vết cắt và tiếp tuyến thẳng đứng cạnh trục gá là ± 0,5 mm.
Đỉnh của con lăn E và F và trục H ở trên cùng một mặt phẳng ngang và con lăn D thẳng đứng ở phía trên con lăn E. Ngoài ra, các kích thước và vị trí của các con lăn D, E và F là không quy định. Đường kính thích hợp cho các con lăn D và E là 25 mm và cho con lăn F là 10 mm hoặc 15 mm. Khoảng cách thích hợp trên hình chiếu bằng giữa tâm của con lăn D và E và tâm đường cong của trục uốn H là 30 mm, và khoảng cách giữa các tâm của con lăn D và E và tâm của con lăn F là 25 mm hoặc 30 mm. Vị trí thẳng đứng của con lăn D có thể điều chỉnh sao cho khe hở giữa con lăn này và con lăn E có thể thích ứng với các mẫu thử có độ dày khác nhau. Cần có cơ cấu khóa để đảm bảo rằng khe hở này không thay đổi trong quá trình thử.
Con lăn F có hai vòng định vị L. Chúng có mục đích giúp cho việc định vị của đầu không kẹp của mẫu thử khi đưa mẫu vào thiết bị, sao cho mẫu thử vuông góc với trục uốn trong hình chiếu bằng, và định hướng mẫu thử đúng vào vị trí khi uốn. Sự chênh lệch giữa đường kính trong và ngoài của mỗi vòng là khoảng 10 mm. Với mẫu thử chuẩn, khoảng cách giữa các vòng này là từ 25,5 mm đến 26,0 mm.
Tần số uốn phải là 1,0 Hz ± 0,1 Hz.
C.2.2. Buồng lạnh, có khả năng duy trì ở nhiệt độ - 5 °C ± 2 °C. Mô tơ kéo của máy thử uốn (C.2.1) phải đặt ở ngoài buồng lạnh.
C.2.3. Đục nhọn, để tạo nên vết cắt ban đầu trên mẫu thử, như minh họa trong Hình C.2. Cạnh cắt dài 2 mm nhưng thông thường thì chiều dài của vết cắt tạo thành trên vật liệu khác chiều dài này một ít. Việc cắt đúng vị trí có thể thực hiện dễ dàng bằng cách giữ đục trong một gá cắt.
C.3 Chuẩn bị mẫu thử
Mẫu thử chuẩn có chiều rộng 25 mm, dài 150 mm và dày 5,0 mm ± 0,2 mm. Lấy ba mẫu thử từ vật liệu đế. Loại bỏ các vân đế để giảm độ dày của mẫu thử đến độ dày chuẩn bằng cách cắt và mài bóng nhẹ cả hai mặt mẫu thử. Tạo vết cắt trên mặt (ngoài) của mỗi mẫu thử cách một đầu khoảng 60 mm sao cho chiều dài vết cắt đối xứng dọc qua đường tâm của mẫu thử. Đục (C.2.3) phải xuyên qua mẫu thử và nhô sang mặt bên kia 15 mm. Có thể lắp một vòng điều chỉnh vào cán đục để điều chỉnh độ sâu xuyên qua của đục.
a) Hình chiếu đứng của mẫu thử, cánh tay uốn và các con lăn dẫn
A Mẫu thử
B Cánh tay uốn
C Kẹp mẫu thử
D Con lăn dẫn phía trên có thể điều chỉnh được
E Con lăn dẫn phía dưới
F Con lăn dẫn phía sau
G Đục cắt chèn trên mẫu thử
H Trục tròn để uốn mẫu thử
J Cạnh kẹp C liền kề với đục cắt G và trục H (J-G = 11 mm ± 1,5 mm)
K Vị trí của đầu mẫu thử (J-K = 50 mm ± 5 mm)
L Vòng định vị mẫu thử trên con lăn F
b) Hình chiếu bằng của mẫu thử, cánh tay uốn và các con lăn dẫn
A Mẫu thử
B Cánh tay uốn
C Kẹp mẫu thử
D Con lăn dẫn phía trên có thể điều chỉnh được
E Con lăn dẫn phía dưới
F Con lăn dẫn phía sau
G Đục cắt chèn trên mẫu thử
H Trục tròn để uốn mẫu thử
J Cạnh kẹp C liền kề với đục cắt G và trục H (J-G = 11 mm ±1,5 mm)
K Vị trí của đầu mẫu thử (J-K = 50 mm ± 5 mm)
L Vòng định vị mẫu thử trên con lăn F
CHÚ THÍCH: Để cho dễ nhìn, bỏ qua cơ cấu điều chỉnh và khóa con lăn (trên hình C.1a)]
Hình C.2 - Đục nhọn
C.4. Điều hòa và nhiệt độ thử
Điều hòa mẫu thử trong 24 h ở 23 °C ± 2 °C và thử ở nhiệt độ - 5 °C ± 2 °C. Thông thường phép thử không được tiến hành sớm hơn 7 ngày hoặc muộn hơn 3 tháng sau khi đúc.
C.5. Cách tiến hành
Tiến hành kiểm tra sơ bộ tốc độ uốn của máy (C.2.1) để đảm bảo máy chạy đúng tốc độ.
Đo và ghi lại chiều dài ban đầu của vết cắt trên từng mẫu thử chính xác đến 0,1 mm. Tốt nhất nên sử dụng một thị kính và thang đo khuyếch đại với mẫu thử được uốn 45° xung quanh một trục uốn đường kính 15 mm.
Quay bánh truyền động của máy thử uốn đến khi cánh tay uốn B nằm ngang. Nhấc con lăn D bằng cách nới lỏng tay cầm có khía, tay cầm này được gắn chặt vào khung trên của máy. Nới lỏng bản kẹp C. Đưa từng mẫu thử vào từ phía sau của máy (cánh tay uốn B coi là ở phía trước), với mặt mài mòn của mẫu thử ở phía trên sao cho nó đi qua giữa con lăn D và E và sau đó đi qua giữa kẹp C và cánh tay uốn B và tiếp giáp với đầu chặn B. Con lăn F và cánh tay uốn B đều được hạ xuống để giúp cho các dải mẫu thử vào đúng vị trí. Kẹp C giữ hai mẫu thử, một mẫu ở một bên của đinh vít trung tâm để cố định mẫu thử vào cánh tay B. Kiểm tra xem vết cắt ở từng mẫu thử có thẳng đứng ở phía bên trên cạnh của trục gá G hay không, sau đó xiết chặt kẹp C, đảm bảo mẫu phải song song với cạnh của cánh tay uốn. Nếu chỉ có một mẫu thử được giữ ở một kẹp thì đưa một mẫu nhỏ cùng loại vật liệu vào rãnh ở phía bên kia của kẹp sao cho mặt phẳng của kẹp được giữ song song với bề mặt của vùng uốn khi nó được xiết chặt. Bắt vít con lăn D sao cho nó vừa chạm vào mẫu thử mà không kẹp chặt mẫu. Khóa con lăn này bằng cách xiết chặt đai ốc tai hồng trên cùng đường ren vít tỳ vào khung của máy.
Bắt đầu uốn mẫu thử ngay sau khi mẫu thử được lắp vào, vì mẫu thử sẽ luôn ở nhiệt độ vận hành cao hơn nhiệt độ của buồng do việc nóng lên khi uốn, tốt nhất nên để nguội mẫu thử đến nhiệt độ vận hành trong giai đoạn đầu của phép thử hơn là để ban đầu lạnh rồi sau đó nóng lên.
Sau khi bắt đầu uốn, kiểm tra mẫu thử đều đặn (ban đầu là từng giờ) để xem có hiện tượng tăng chiều dài của vết cắt ban đầu hoặc xuất hiện vết nứt mới hay không.
Để thực hiện việc này, lấy tất cả mẫu thử ra khỏi buồng, đo chiều dài các vết nứt sau khi uốn 45° xung quanh trục gá 15 mm, sau đó đặt lại tất cả mẫu thử như mô tả theo quy trình đặt tải ban đầu.
Nếu vì lý do nào đó quá trình uốn bị gián đoạn thì lấy mẫu thử ra khỏi máy.
Quá trình uốn phải tiếp tục
a) hoặc cho đến khi vết cắt ban đầu tăng thêm đến 6 mm hoặc hơn;
b) hoặc cho đến khi mẫu thử đã uốn được số chu kỳ quy định mà vết cắt ban đầu không tăng lên đến 6 mm.
Trong trường hợp a), thường không thể quan sát được số chu kỳ uốn khi độ dài vết cắt tăng thêm đến đúng 6 mm nhưng có thể quan sát được nếu giá trị tăng nhỏ hơn hoặc lớn hơn một chút so với giá trị này. Sau đó có thể xác định được số chu kỳ gây vết nứt tăng đến 6 mm bằng cách nội suy đồ thị hoặc nội suy số học.
Trong trường hợp b) đo chiều dài của vết nứt sau khi đạt được số chu kỳ quy định và tính toán phần tăng của vết nứt.
Ghi lại nhiệt độ thử.
C.6. Biểu thị kết quả
Nếu chiều dài vết nứt tăng đến 6 mm trước khi đạt số chu kỳ uốn quy định thì kết quả được biểu thị là số chu kỳ để vết nứt tăng đến 6 mm chiều dài.
Nếu phép thử đạt đến số chu kỳ uốn quy định (nghĩa là vết nứt không tăng đến 6 mm chiều dài sau số chu kỳ uốn này) thì kết quả được biểu thị là độ tăng chiều dài của vết nứt sau khi đạt số chu kỳ uốn quy định.
Phụ lục D
(quy định)
Phép thử độ bền xé
D.1. Thiết bị, dụng cụ
D.1.1. Máy thử kéo, theo TCVN 4509 (ISO 37), với tốc độ di chuyển của ngàm kẹp không đổi Ià 100 mm/min ± 20 mm/min và với thang lực từ 0 N đến 200 N và các khoảng cao hơn. Máy thử loại quán tính thấp là tốt nhất.
D.2. Điều hòa mẫu thử
Điều hòa vật liệu trước khi cắt trong 24 h ở 23 °C ± 2 °C.
D.3 Chuẩn bị mẫu thử
Độ dày của mẫu thử để từ đó cắt ra các miếng mẫu thử phải là 5,0 mm ± 0,2 mm. Cắt ba miếng mẫu thử có kích thước 75 mm x 25 mm theo hướng "dọc" của đế và ba miếng theo hướng ngang của đế.
Dùng dao tách đôi
chính giữa một đầu mỗi mẫu thử một đoạn dài (![]() )mm.
)mm.
Cách làm này tạo ra hai "lưỡi" và mẫu thử còn lại kích thước nguyên vẹn là 45 mm x 25 mm. Quay mỗi mẫu thử 180° và cắt đầu còn lại của mẫu theo cách tương tự sao cho hai đầu của mẫu thử bị tách ra và phần giữa thì còn nguyên.
D.4. Cách tiến hành
Kẹp hai "lưỡi" ở một đầu của mẫu thử vào một bộ kẹp của máy, mỗi lưỡi vào một kẹp. Bật máy và ghi lại lực.
Khi vật liệu bị tách 12 mm, dừng thử, đảo đầu mẫu và lặp lại phép thử tương tự với đầu còn lại.
Lặp lại phép thử với các mẫu thử khác.
Ghi lại lực lớn nhất đo được đối với mỗi sáu giá trị cho từng hướng.
D.5. Biểu thị kết quả
Loại bỏ ba giá trị nhỏ nhất ở mỗi hướng. Lấy trung bình số học của ba giá trị lớn nhất của mỗi hướng và chuyển thành đơn vị Niutơn trên mitimét chiều rộng. Kết quả độ bền xé của mẫu thử được làm tròn đến hai chữ số có nghĩa.
Phụ lục E
(quy định)
Chuẩn bị và điều hòa mẫu thử thủy phân
CHÚ THÍCH 4 Polyuretan dễ bị ảnh hưởng bởi tác động thủy phân của độ ẩm, gây ra gẫy giòn và nứt trên bề mặt. Điều này có thể đánh giá được bằng cách cho một phần sản phẩm qua xử lý theo mô tả trong phụ lục này, sau đó thử như quy định trong yêu cầu kỹ thuật.
E.1. Chuẩn bị mẫu thử
Lấy lót giày ủng ra theo phương pháp trong 5.3. Độ dày của đế phải được giảm xuống còn 7 mm bằng cách đánh bóng hoặc bằng cách khác thích hợp nhưng tránh không được làm tăng nhiệt độ
Mẫu thử là các dải rộng 25 mm và dài xấp xỉ 150 mm. Cắt ba mẫu thử theo hướng "dọc".
Thông thường các mẫu thử này phải được chuẩn bị không sớm hơn 7 ngày hoặc muộn hơn 2 tháng sau khi đúc.
E.2. Cách tiến hành điều hòa mẫu thử
Đặt mẫu thử vào bình hút ẩm, ở trên nước trong 7 ngày ở 70 °C ± 1 °C sao cho trong quá trình này mẫu thử ở trạng thái bão hòa hơi nước. Sau quá trình xử lý này, điều hòa mẫu thử trong 24 h ở nhiệt độ tiêu chuẩn (xem ISO 471). Trong bình hút ẩm không được có kim loại.
Phụ lục F
(tham khảo)
Chiều cao của ủng
Khoảng chiều cao khuyến nghị cho ủng thuộc phạm vi áp dụng của tiêu chuẩn này được nêu trong Bảng F.1. Chiều cao phải được đo ở mặt trong phía sau ủng từ đế trong đến mép trên, kể cả phần mềm dẻo kéo dài.
Bảng F.1 - Chiều cao của ủng
Kích thước tính bằng milimét
|
Phép đo |
Chiều cao |
|
|
|
Ủng nam |
Ủng nữ |
|
Mắt cá chân |
115 đến 179 |
115 đến 152 |
|
Nửa ống chân |
180 đến 239 |
153 đến 203 |
|
Dưới đầu gối |
240 đến 329 |
204 đến 279 |
|
Đầu gối |
330 đến 429 |
280 đến 380 |
|
Đến 3/4 đùi |
640 đến 699 |
- |
|
Đến hết đùi |
tối thiểu 700 |
- |
CHÚ THÍCH 5 Thỏa thuận giữa các bên liên quan về chiều cao danh nghĩa của ủng và dung sai cho phép là hoạt động thương mại thông thường.
[1] ISO 48:1979 hiện nay đã được thay thế bằng ISO 48:2007;
2 ISO/R 463:1965 hiện nay đã được thay thế bằng ISO 463:2006;
3 ISO 471:1983 hiện nay đã bị hủy;
4 ISO 10335:1990 hiện nay đã bị hủy.