Trang chủ / Công nghiệp / *** / TCVN8995:2011
Tiêu chuẩn quốc gia TCVN 8995:2011 (ISO 1052:1982) về Thép kỹ thuật cơ khí thông dụng
TIÊU CHUẨN QUỐC GIA
TCVN 8995:2011
ISO 1052:1982
THÉP KỸ THUẬT CƠ KHÍ THÔNG DỤNG
Steels for general engineering purposes
Lời nói đầu
TCVN 8995:2011 hoàn toàn tương đương với ISO 1052:1982.
TCVN 8995:2011 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 17 Thép biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
THÉP KỸ THUẬT CƠ KHÍ THÔNG DỤNG
Steels for general engineering purposes
1. Phạm vi áp dụng
1.1. Tiêu chuẩn này quy định các yêu cầu chất lượng của thép kỹ thuật cơ khí thông dụng được nêu trong Bảng 1.
1.2. Tiêu chuẩn này áp dụng cho thép lá cán nóng chiều dày lớn hơn hoặc bằng 3 mm, thép tấm (dẹt) và thép thanh ở trạng thái cung cấp và dùng làm kết cấu cơ khí1)
Tiêu chuẩn này không bao gồm các loại thép đã được nêu trong các tiêu chuẩn khác sau:
- Thép dùng cho nồi hơi và thiết bị chịu áp lực (ISO 2604 -4);
- Thép lá dùng để tạo hình và dập (ISO 3573 và ISO 3574);
- Thép kết cấu dùng để nhiệt luyện;
- Thanh làm cốt bê tông;
- Thép thông dụng dùng làm kết cấu kim loại (ISO 630)
2. Tài liệu viện dẫn
Các tài liệu viện dẫn dưới đây là rất cần thiết đối với việc áp dụng tiêu chuẩn này. Đối với tài liệu ghi năm công bố, áp dụng phiên bản được nêu. Đối với tài liệu không ghi năm công bố, áp dụng phiên bản mới nhất kể cả các sửa đổi, nếu có.
TCVN 197:2002 (ISO 6892:1998), Vật liệu kim loại - Thử kéo ở nhiệt độ thường.
TCVN 1811:2009 (ISO 14284:1995), Thép và gang - Lấy mẫu và chuẩn bị mẫu thử đẻ xác định thành phần hóa học.
TCVN 4398 (ISO 377), Thép và sản phẩm thép - Vị trí lấy mẫu, chuẩn bị phôi mẫu và mẫu thử cơ tính - Lựa chọn và chuẩn bị mẫu thử đối với thép rèn.
TCVN 4399: 2008 (ISO 404: 1992), Thép và sản phẩm thép - Yêu cầu kỹ thuật chung khi cung cấp.
TCVN 7858: 2008 (ISO 3574), Thép tấm cácbon cán nguội chất lượng thương mại và chất lượng dập vuốt.
ISO 630, Structural steels (Thép kết cấu)
ISO 2566-1, Steel - Conversion of elongation values - Part 1:Carbon and low alloy steels (Thép - Sự chuyển đổi giá trị độ giãn dài - Phần 1: Thép hợp kim và thép cácbon)
ISO 2604 - 4, Steel products for pressure purposes - Quality requirements - Part 4 : Plates (Sản phẩm thép chịu áp lực - Yêu cầu chát lượng - Phần 4: Tấm)
ISO 3573, Hot-rolled carbon steel sheet of commercial and drawing qualities (Thép lá các bon cán nóng chất lượng thương mại và chất lượng dập vuốt)
3. Các đặc tính kỹ thuật
3.1. Phương pháp sản xuất
Nếu không có thỏa thuận khác trong đơn đặt hàng, phương pháp sản xuất do người sản xuất quyết định, nhưng người sử dụng có quyền yêu cầu được biết phương pháp sản xuất thép khi giao hàng.
Thép phải là thép không sôi (thép lặng)
3.2. Trạng thái cung cấp
Các sản phẩm được cung cấp ở trạng thái cán, các điều kiện cung cấp khác có thể được thỏa thuận khi đặt hàng.
3.3. Chất lượng bề mặt - Các khuyết tật
3.3.1. Chất lượng bề mặt
Các sản phẩm phải có bề mặt nhẵn tương ứng với phương pháp cán đã sử dụng; không được có các khuyết tật bề mặt gây hại đến sự gia công tiếp theo hoặc việc sử dụng sau này.
3.3.2. Loại bỏ các khuyết tật
Các khuyết tật nhỏ có thể được người sản xuất loại bỏ bằng cách mài, với điều kiện là chiều dày không được giảm cục bộ lớn hơn 7% (với giá trị lớn nhất là 3 mm) giá trị danh nghĩa.
4. Đặc tính của các loại thép
4.1. Thành phần hóa học
4.1.1. Phân tích mẫu đúc
Các giá trị lớn nhất của thành phần hóa học khi phân tích các mẫu thử trong khi rót được nêu trong Bảng 1.
4.1.2. Phân tích sản phẩm
Các giới hạn lớn nhất của thành phần hóa học của sản phẩm được nêu trong Bảng 1.
Phân tích sản phẩm có thể do khách hàng yêu cầu, trong trường hợp này phải nêu trong đơn đặt hàng.
Bảng 1- Thành phần hóa học khi phân tích trong thùng rót và phân tích sản phẩm
|
Mác |
P |
P |
S |
S |
|
% lớn nhất |
||||
|
Fe 490 |
0,050 |
0,055 |
0,050 |
0,055 |
|
Fe 590 |
0,050 |
0,055 |
0,050 |
0,055 |
|
Fe 690 |
0,050 |
0,055 |
0,050 |
0,055 |
4.2. Cơ tính
Thép ở trạng thái cung cấp như được định nghĩa trong 3.2 phải có cơ tính tuân theo quy định trong Bảng 2 khi xác định trên các mẫu thử được lựa chọn theo 5.4.
Đối với các sản phẩm có chiều dày trên 63 mm thì cơ tính phải tùy thuộc vào thỏa thuận giữa người sản xuất và khách hàng.
Bảng 2 - Cơ tính
|
Mác |
Giới
hạn chảy, nhỏ
nhất |
Rm |
A
% (L0 = 5,65 Ö S0) |
||
|
e3) ≤16 |
16 < e ≤ 40 |
40 < e < 63 |
|||
|
Fe 490 |
295 |
285 |
275 |
490 đến 640 |
20 |
|
Fe 590 |
325 |
325 |
315 |
590 đến 740 |
15 |
|
Fe 690 |
365 |
355 |
345 |
690 đến 840 |
10 |
|
1) 1MPa = 1N/mm2 2) Đối với các mẫu thử ngang (các tấm hoặc dải rộng có chiều rộng lớn hơn hoặc bằng 600 mm) các giá trị này phải giảm đi hai giá trị khi đó tương ứng với 18;13 và 8. 3) Chiều dày sản phẩm. |
|||||
5. Thử chấp nhận
5.1. Các sản phẩm cán
Các sản phẩm cán trong tiêu chuẩn này có thể được thử chấp nhận theo các điều kiện quy định trong TCVN 4399 (ISO 404) về cơ tính và thành phần hóa học của sản phẩm. Việc kiểm tra thành phần hóa học của sản phẩm chỉ được thực hiện bằng thỏa thuận khi đặt hàng.
5.2. Đơn vị thử chấp nhận
Nếu phép thử chấp nhận được quy định trong đơn đặt hàng thì đơn vị thử chấp nhận nói chung theo mẻ đúc, nếu có thỏa thuận khi đặt hàng đơn vị thử có thể là lô1)
Đơn vị thử chấp nhận phải là:
- 20 t hoặc một phần từ đó khi thử chấp nhận theo lô;
- 50 t hoặc một phần từ đó khi thử chấp nhận theo mẻ đúc.
5.3. Các phép thử
5.3.1. Đối với mỗi phép thử chấp nhận hoặc khoảng chiều dày theo quy định trong Bảng 2, dãy các phép thử phải được thực hiện bao gồm :
- Một phép thử kéo (hoặc nhiều hơn theo 5.3.3);
- Một phép phân tích sản phẩm nếu đã được thỏa thuận khi đặt hàng.
5.3.2. Nếu được quy định khi đặt hàng, khách hàng hoặc người đại diện có thể chọn các sản phẩm từ các mẫu thử đã được chọn để kiểm tra tính chất.
5.3.3. Nếu không có thỏa thuận khác giữa khách hàng và người sản xuất, phép thử phải như sau:
Đối với mỗi phạm vi chiều dày quy định mẫu thử phải được lấy từ sản phẩm dày nhất, ngoại trừ đối với loại có chiều dày e ≤ 16 mm, chiều dày của các sản phẩm phải là chiều dày lớn nhất không lớn hơn 2 lần chiều dày nhỏ nhất.
5.4. Vị trí và hướng của mẫu thử (Xem TCVN 4398 (ISO 377))
5.4.1. Thép tấm và thép dẹt có chiều rộng lớn hơn hoặc bằng 600 mm
5.4.1.1. Các mẫu thử phải được lấy ở giữa đường tâm theo hướng cán và mép của sản phẩm cán.
5.4.1.2. Trục dọc của mẫu thử phải vuông góc với hướng cán.
5.4.2. Các tấm dẹt có chiều rộng nhỏ hơn 600 mm
5.4.2.1. Các mẫu thử phải được lấy ở giữa đường tâm theo hướng cán và mép của sản phẩm cán.
5.4.2.2. Trục dọc của mẫu thử phải song song với hướng cán. Tuy nhiên, nếu được thỏa thuận, mẫu thử ngang có thể được sử dụng cho các chiều rộng trong phạm vi 450 mm và 600 mm.
5.4.3. Thanh tròn, thanh vuông, thanh dẹt, thép hình sáu cạnh và các sản phẩm tương tự khác
Trục dọc của mẫu thử phải song song với hướng cán.
Đối với các kích thước nhỏ (đường kính nhỏ hơn hoặc bằng 25 mm) mẫu thử phải bao gồm một phần chiều dài của sản phẩm.
Trong các trường hợp khác, mẫu thử phải được lấy theo trục của phôi mẫu thử tại vị trí :
- Đối với mẫu thử hình lăng trụ, phía bên ngoài 1/3 một nửa chiều rộng hoặc đường chéo (đối với tấm hình vuông hoặc tấm dẹt);
- Đối với mẫu hình trụ, phía bên ngoài 1/3 chiều dày hoặc một nửa đường kính (Xem Hình 1A) (trong trường hợp thanh tròn và thanh hình sáu cạnh).
5.5. Phương pháp thử - Loại mẫu thử
5.5.1. Thử kéo (Xem TCVN 197 (ISO 6892)
5.5.1.1. Thông thường mẫu thử kéo được sử dụng phải có dạng mặt cắt ngang hình lăng trụ hoặc hình trụ và có chiều dài đo ban đầu được tính theo công thức
![]()
Trong đó S0 là diện tích mặt cắt ngang của phần đã được hiệu chuẩn của mẫu thử
Mẫu thử hình lăng trụ có mặt cắt ngang hình chữ nhật phải có chiều rộng lớn nhất trên chiều dài đo ban đầu là 40 mm và chiều dày bằng chiều dày sản phẩm; tuy nhiên nếu chiều dày sản phẩm lớn hơn 30 mm thì chiều dày đó có thể giảm xuống 30 mm bằng cách mài hoặc cán trên một mặt.
Mẫu thử hình trụ phải có đường kính từ 10 mm đến 30 mm và chiều dài đo ban đầu phải được xác định bằng công thức nêu trên.
5.5.1.2. Mẫu thử không tỷ lệ với chiều dài đo ban đầu được xác định có thể được sử dụng. Trong trường hợp này
a) Nếu chiều dài đo là 200 mm ( đối với các sản phẩm có chiều dày ≤ 38 mm) các giá trị cho độ giãn dài là:
A ≥ 18% đối với mác Fe 490
A ≥ 13% đối với mác Fe 590
A ≥ 8% đối với mác Fe 690
b) Nếu chiều dài đo là 50 mm ( đối với các sản phẩm có chiều dày > 38mm) các giá trị cho độ giãn dài là:
A ≥ 21% đối với mác Fe 490
A ≥ 15% đối với mác Fe 590
A ≥ 10% đối với mác Fe 690
c) Đối với chiều dài đo khác, tham khảo viện dẫn bảng chuyển đổi (Xem ISO 2566-1)
Tuy nhiên trong trường hợp có tranh chấp, chỉ xem xét các kết quả thử nhận được trên các mẫu thử tỷ lệ.
5.5.1.3. Giới hạn chảy được quy định trong các bảng là giới hạn chảy trên hoặc ứng suất chảy (0,5% tổng độ giãn dài)
Nếu ứng suất chảy 0,2% ( độ giãn dài không tỷ lệ Rp0,2); ứng suất chảy dưới ReL hoặc ứng suất chảy (độ giãn dài tổng Rtx) được quy định trong đơn hàng thì các đặc tính kỹ thuật tuân theo quy định này nếu các giá trị nhận được bằng phép đo như vậy thỏa mãn các giá trị giới hạn chảy quy định trong Bảng 2.
5.5.2. Phép thử và mẫu thử hỏng (không đạt)
5.5.2.1. Nếu phép thử không đưa ra kết quả thử theo yêu cầu vì có sai lỗi khi thực hiện, phép thử phải bị loại bỏ. Sai lỗi khi thực hiện có nghĩa là gia công cơ sai, độ chính xác của máy thử kém, sự cố của máy móc hoặc bất kỳ một sự không bình thường khác không phụ thuộc vào vật liệu thử.
5.5.2.2. Nếu mẫu thử có khuyết tật cho các kết quả thử thỏa mãn yêu cầu thì lô thử được chấp nhận, nhưng phần tương ứng (mà mẫu thử được lấy từ đó) phải được thử riêng về tình trạng làm việc được.
5.5.3. Thử bổ sung
Nếu khi thử các yêu cầu quy định không đạt được, nếu không có thỏa thuận nào khác, phải thực hiện các phép thử bổ sung sau:
5.5.3.1. Thử kéo
5.5.3.1.1. Nếu mẫu thử không cho các kết quả quy định, thì phần sản phẩm tương ứng được lấy mẫu không đạt với đặc tính kỹ thuật của sản phẩm, trừ khi hai mẫu được lấy từ phần được thử đó thử đạt kết quả quy định. Trong trường hợp này, phần được thử nghiệm và cả lô được coi là đạt yêu cầu.
5.5.3.1.2. Nếu một hoặc cả hai mẫu thử bổ sung không đạt các yêu cầu, phần tương ứng lấy mẫu thử được coi là không đạt yêu cầu của đặc tính kỹ thuật.Trong trường hợp này có thể áp dụng các yêu cầu của điều 6.
5.5.4. Phân tích thành phần hóa học
5.5.4.1. Trong trường hợp có tranh chấp các phương pháp được sử dụng để phân tích hóa học phải phù hợp với tiêu chuẩn quốc gia thích hợp. Nếu không có tiêu chuẩn hiện hành, phương pháp được sử dụng phải được các bên có liên quan thỏa thuận.
Mẫu thử có thể được lấy từ các phôi mẫu thử được sử dụng để kiểm tra xác nhận cơ tính hoặc được khoan từ toàn bộ chiều dày của sản phẩm cùng chỗ với phôi mẫu thử. Trong trường hợp có tranh chấp, chỉ xem xét kết quả phân tích mẫu vật liệu lấy từ toàn bộ chiều dày của sản phẩm.
5.6. Tài liệu
Tài liệu các yêu cầu của TCVN1811:2009 (ISO14284:1995) được áp dụng khi chọn và chuẩn bị mẫu thử để phân tích hóa học.
6. Đề trình lại
6.1. Người sản xuất có thể đưa ra đề nghị kiểm tra lại các sản phẩm vừa bị loại bỏ trong lần kiểm tra gần nhất và vừa được gia công tiếp theo ( chọn lựa, nhiệt luyện), các chi tiết về chúng phải cho khách hàng biết khi có yêu cầu. Trong trường hợp này, các phép thử phải được thực hiện như đối với lô mới.
6.2. Người sản xuất có quyền đưa các sản phẩm bị loại bỏ để kiểm tra lại cho mác hoặc chất lượng khác.
7. Ghi nhãn
Nếu không có thỏa thuận khác khi đặt hàng, các sản phẩm phải được ghi nhãn như sau:
- Ký hiệu mác thép;
- Nhãn hàng hóa của người sản xuất;
- Nếu cần thiết, ký hiệu, chữ hoặc số liên quan đến chứng chỉ thử nghiệm, mẫu thử và sản phẩm cho từng loại
Trong trường hợp sản phẩm có khối lượng nhỏ và được bó, chỉ ghi nhãn treo gắn chắc chắn vào từng bó (hoặc có thể ghi nhãn mặt trên của tấm).
PHỤ LỤC A
(Quy định)
Thép thanh và thép hình chế tạo cơ khí
Vị trí và hướng của mẫu thử theo Hình A.1
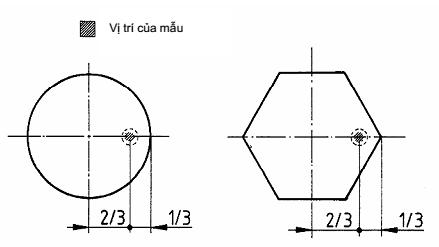
Hình A.1 - Vị trí và hướng của mẫu thử
1) Ví dụ về áp dụng của các loại thép này:
Thép tấm: làm khung máy
Thép tròn: làm kết cấu máy, không nhiệt luyện
Các loại thép này không dùng để hàn trong xây dựng như là vật liệu làm cầu và các khung dầm
1) Lô được định nghĩa là các sản phẩm của một hoặc nhiều mẻ đúc cùng loại, cán thành một lớp sản phẩm và đệ trình để xem xét chấp nhận cùng một lúc.