Trang chủ / Công nghiệp / *** / TCVN8997:2011
Tiêu chuẩn quốc gia TCVN 8997:2011 (ISO 4955:2005) về Thép chịu nhiệt
TIÊU CHUẨN QUỐC GIA
TCVN 8997:2011
ISO 4955:2005
THÉP CHỊU NHIỆT
Heat-resistant steels
Lời nói đầu
TCVN 8997:2011 hoàn toàn tương đương với ISO 4955:2005.
TCVN 8997:2011 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 17 Thép biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
THÉP CHỊU NHIỆT
Heat-resistant steels
1. Phạm vi áp dụng
1.1. Tiêu chuẩn này quy định các yêu cầu đối với các loại thép nhiệt luyện được liệt kê trong Bảng 1, thường dùng để chế tạo các sản phẩm với yêu cầu chính là có độ bền chống lại tác dụng của khí nóng và các sản phẩm cháy ở vùng nhiệt độ cao hơn 550 oC.
1.2. Tiêu chuẩn này áp dụng cho:
- Sản phẩm dạng tấm phẳng;
- Thép thanh i;
- Thép hình;
- Thép sợi và dây tròn;
- Thép rèn.
CHÚ THÍCH 1: Thép chịu nhiệt dùng làm suppap có trong ISO 683-15.
CHÚ THÍCH 2: Thép chống gỉ - bền nhiệt với tính chống gỉ là quan trọng hàng đầu có trong ISO 16143-1, ISO 16143-2 và ISO 16143-3.
CHÚ THÍCH 3: Không phải tất cả các thép có trong tiêu chuẩn này là cần thiết cho tất cả các loại sản phẩm.
CHÚ THÍCH 4: Dây thép vuốt nguội có trong ISO 16143-3.
1.3. Các yêu cầu kỹ thuật chung khi cung cấp của TCVN 4399 (ISO 404) được áp dụng bổ sung cho tiêu chuẩn này.
2. Tài liệu viện dẫn
Các tài liệu dưới đây là rất cần thiết đối với việc áp dụng tiêu chuẩn này. Đối với tài liệu có ghi năm công bố, áp dụng phiên bản được nêu. Đối với tài liệu không có năm công bố, áp dụng phiên bản mới nhất kể cả các sửa đổi, nếu có.
TCVN 197 (ISO 6892), Vật liệu kim loại - Thử kéo ở nhiệt độ thường.
TCVN 256-1 (ISO 6506-1), Vật liệu kim loại - Thử độ cứng Brinell - Phần 1: Phương pháp thử.
TCVN 1660 (ISO 4885), Sản phẩm của hợp kim sắt - Nhiệt luyện - Từ vựng.
TCVN 1811 (ISO 14284), Thép và gang - Lấy mẫu và chuẩn bị mẫu thử để xác định thành phần hóa học.
TCVN 4398 (ISO 377), Thép và sản phẩm thép - Vị trí lấy mẫu, chuẩn bị phôi mẫu và mẫu thử cơ tính.
TCVN 4399 (ISO 404), Thép và sản phẩm thép - Yêu cầu kỹ thuật chung khi cung cấp.
ISO/TS 4949:2003, Steel names based on letter symbols (Tên gọi mác thép trên cơ sở ký hiệu bằng chữ cái).
ISO 6929:1987, Steel products - Definitions and classification (Các sản phẩm thép - Định nghĩa và phân loại).
ISO/TR 9769:1991, Steel and iron - Review of available methods of analysis (Thép và gang - Tổng quan về các phương pháp phân tích có thể sử dụng).
ISO 10474:1991, Steel and steel products - Inspection documents (Thép và các sản phẩm thép - Các tài liệu kiểm tra).
3. Thuật ngữ và định nghĩa
Trong tiêu chuẩn này, thuật ngữ và định nghĩa được sử dụng theo TCVN 4398 (ISO 377), TCVN 4399 (ISO 404), TCVN 1660 (ISO 4885), ISO 6929, TCVN 1811 (ISO 14284) ,ISO 6929, và các thuật ngữ và định nghĩa sau:
3.1. Thép chịu nhiệt (heat-resistant steels)
Các thép được sử dụng ở trên 550 0C (điểm Wuistite) do tính bền tuyệt diệu của nó chống lại tác dụng của khí nóng và sản phẩm cháy, tính chịu nhiệt càng tốt nếu như khả năng chống lại ảnh hưởng của muối nóng chảy và kim loại nóng chảy càng tốt, song thép cũng cần thể hiện cơ tính tốt trong thời gian chịu ứng suất tức thời và lâu dài.
4. Ký hiệu
Tên gọi của thép trong các bảng liên quan phù hợp với ISO/TS 4949.
5. Thông tin do khách hàng cung cấp
Khách hàng phải có trách nhiệm nói rõ tất cả các yêu cầu cần thiết đối với sản phẩm trong yêu cầu kỹ thuật. Những yêu cầu như vậy phải được cân nhắc liệt kê khi đặt hàng, song không bị giới hạn theo những nội dung sau:
- Số lượng hàng yêu cầu;
- Kiểu dáng sản phẩm;
- Số hiệu của tiêu chuẩn thích hợp về kích thước (xem Phụ lục A), các kích thước danh nghĩa, cộng thêm các yêu cầu lựa chọn bất kỳ;
- Kiểu của vật liệu (thép);
- Số hiệu của tiêu chuẩn này;
- Tên gọi (mác) thép;
- Quá trình gia công tiếp mong muốn, bao gồm cả hoàn thiện bề mặt (xem 7.2, 7.5 và lời footnote d của Bảng 3);
- Nếu có yêu cầu tài liệu kiểm tra, thì ký hiệu phải phù hợp với ISO 10474.
VÍ DỤ: 1 tấn thép tấm phù hợp theo ISO 9444 với chiều dày 5,0 mm, chiều rộng quy định 1 200 mm, thép đã được xén mép (T) và chiều dài quy định là 2 500 mm, loại thép được chế tạo với mác X8NiCrAlTi 32-21 như quy định trong ISO 4955, quá trình gia công tiếp 1 U và giấy chứng nhận kiểm tra 3.1 B như quy định trong ISO 10474:
1 t thép tấm ISO 9444 - 5,0 x 1200T x 2500
Thép ISO 4955 - X8NiCrAlTi32-21 + 1U
ISO 10474-3.1.B
6. Phân loại thép
Thép chịu nhiệt có trong tiêu chuẩn này được phân loại theo tổ chức thép:
- Thép ferit;
- Thép austenit.
7. Các yêu cầu
7.1. Quá trình chế tạo
Trừ khi có thỏa thuận về quá trình chế tạo thép riêng khi đặt hàng, quá trình chế tạo thép sẽ do người sản xuất quyết định. Khi có yêu cầu, khác hàng phải được biết thông tin về quá trình chế tạo thép đã được sử dụng.
7.2. Điều kiện giao hàng
Các sản phẩm phải được cung cấp ở điều kiện giao hàng đã thỏa thuận trong trong đơn đặt hàng, bằng sự tham chiếu quá trình gia công cho trong Bảng 3 và 4 (xem Phụ lục B)
7.3. Thành phần hóa học
7.3.1. Các yêu cầu về thành phần hóa học được cho trong Bảng 1 áp dụng cho thành phần hóa học phân tích mẻ nấu.
7.3.2. Phân tích thành phần sản phẩm có thể sai lệch với các giá trị giới hạn của phân tích mẻ nấu cho trong Bảng 1 bằng các giá trị liệt kê trong Bảng 2.
7.4. Tính chất cơ học
Các tính chất cơ học ở nhiệt độ thường như được quy định trong Bảng 5 và Bảng 6, áp dụng cho trạng thái nhiệt luyện thích hợp. Những tính chất cơ học này không áp dụng cho quá trình gia công tiếp theo 1U và 3U (cán nóng, không nhiệt luyện, không cạo gỉ). Nếu các sản phẩm được cung cấp ở trạng thái không nhiệt luyện, bằng sự thỏa thuận khi đặt hàng, các tính chất cơ học được quy định trong Bảng 5 và 6 phải nhận được từ các mẫu thử chuẩn đã được nhiệt luyện thích hợp (nhiệt luyện tương tự).
7.5. Chất lượng bề mặt
Tính có thể sử dụng được, và việc xác định các quá trình gia công và hoàn thiện bề mặt sao cho thích hợp nhất cho trường hợp riêng phải được thảo luận cùng với người sản xuất.
Đặc điểm bề mặt chung, với khía cạnh về tính liên tục và hoàn thiện bề mặt khi đề xuất phải phù hợp với thực tiễn sản xuất hàng hóa về chủng loại và yêu cầu chất lượng. Khi sản phẩm được cung cấp ở dạng cuộn thì mức độ và số lượng khuyết tật có thể phải cho phép cao hơn, bởi vì việc cắt bỏ một đoạn ngắn trong cuộn là không thực tế.
Ngoại trừ các ký hiệu 1G, 3G, 4G, 3P và 4P, các khuyết tật bề mặt nhẹ hơn sinh ra trong quá trình chế tạo không phải là lý do để loại sản phẩm.
Nếu các yêu cầu bề mặt chính xác hơn là cần thiết thì phải được đồng ý trong khi thương thảo và đặt hàng.
7.6. Tính liên tục bên trong của thép
Đối với tính liên tục bên trong, ở những chỗ thích hợp, các yêu cầu cùng với các trạng thái để đánh giá chúng có thể được thỏa thuận khi thương thảo và đặt hàng.
7.7. Kích thước, dung sai kích thước và hình dạng
7.7.1. Các kích thước, dung sai kích thước và hình dạng được thỏa thuận khi thương thảo và đặt hàng, phải tham chiếu với tiêu chuẩn này về kích thước được kê trong Phụ lục A. Các kích thước yêu cầu, nơi thích hợp, phải bao hàm cả ý cho phép gia công ít nhất.
7.7.2. Nếu như các kích thước và dung sai không có trong Phụ lục A của tiêu chuẩn này thì phải tiến hành thỏa thuận khi thương thảo và đặt hàng dựa trên cơ sở các tiêu chuẩn quốc tế , tiêu chuẩn vùng hoặc quốc gia khác.
8. Kiểm tra, thử nghiệm và sự phù hợp của sản phẩm
8.1. Quy định chung
Người sản xuất phải tiến hành quy trình kiểm tra và thử nghiệm thích hợp, tự mình bảo đảm chắc chắn rằng hàng hóa được cung cấp đáp ứng được các yêu cầu của đặt hàng.
Bao gồm các nội dung sau:
- Tần suất thích hợp cho kiểm tra kích thước của sản phẩm;
- Mức độ tăng cường hợp lý cho kiểm tra bằng mắt chất lượng bề mặt của sản phẩm;
- Tần suất thích hợp và các dạng kiểm tra để bảo đảm chắc chắn tính chính xác của các mác thép được cung cấp.
Bản chất và tần suất tiến hành các kiểm tra xác nhận, kiểm tra và thử nghiệm do người sản xuất quyết định trên cơ sở của sự chắc chắn có được của các kết quả xác định bằng chứng của hệ thống chất lượng của họ. Cho nên việc kiểm tra xác nhận bằng các thử nghiệm riêng đối với các yêu cầu này là không cần thiết, trừ khi có các thỏa thuận khác.
8.2. Quy trình kiểm tra và các loại chứng từ kiểm tra
8.2.1. Đối với mỗi lô hàng cung cấp, việc cấp phát bất kỳ chứng từ kiểm tra nào phù hợp theo ISO 10474 phải được thỏa thuận trong thương thảo và đặt hàng.
8.2.2. Nếu đã có thỏa thuận trong thương thảo và trong văn bản đặt hàng, báo cáo thử phải được cung cấp thì nội dung phải bao gồm:
a. Bản tường trình về vật liệu đáp ứng các yêu cầu của đặt hàng như thế nào;
b. Các kết quả phân tích mẻ nấu về tất cả các nguyên tố được quy định cho mác thép được cung cấp.
8.2.3. Nếu đã có thỏa thuận trong đặt hàng, các chứng chỉ kiểm tra 3.1.A, 3.1.B hoặc 3.1.C hoặc biên bản kiểm tra 3.2 (xem ISO 10474) phải được cung cấp, các kiểm tra và thử nghiệm cụ thể như quy định trong 8.3 phải được tiến hành và các kết quả của nó phải được chứng nhận trong tài liệu.
Bổ sung vào mục 8.2.2, tài liệu phải bao gồm:
a. Các kết quả của các thử nghiệm bắt buộc có đánh dấu chữ "m" trong cột 2 Bảng 7 và 8;
b. Các kết quả phép thử hoặc kiểm tra được lựa chọn bất kỳ nào đã thỏa thuận khi đặt hàng.
8.3. Kiểm tra và thử nghiệm riêng
8.3.1. Phạm vi thử nghiệm
Các thử nghiệm phải bắt buộc thực hiện (đánh dấu m), thành phần hóa học và kích cỡ của đơn vị thử, số lượng các sản phẩm mẫu, số mẫu và số mẫu thử phải được lấy như quy định trong Bảng 7 và 8.
8.3.2. Chọn lựa, chuẩn bị mẫu và mẫu thử
8.3.2.1. Các điều kiện chung cho việc chọn và chuẩn bị mẫu và mẫu thử phải phù hợp với TCVN 1811 (ISO 14284), TCVN 4398 (ISO 377).
8.3.2.2. Các mẫu thử kéo phải lấy phù hợp với Hình 1 đến 3. Các mẫu lấy từ sản phẩm tấm phẳng phải lấy ở vị trí nằm giữa trung tâm và mép dài của sản phẩm.
Các mẫu phải lấy từ sản phẩm ở trạng thái được cung cấp. Nếu như đã được thỏa thuận, các mẫu có thể lấy trên sản phẩm tấm phẳng trước khi cán là phẳng hoặc lấy mẫu trên sản phẩm dạng thanh trước khi nắn thẳng.
Đối với các mẫu phải nhiệt luyện mô phỏng thì điều kiện nhiệt luyện phải được thỏa thuận.
8.3.2.3. Các mẫu thử độ cứng, nếu có yêu cầu, phải lấy từ một số vị trí giống như vị trí lấy mẫu thử kéo.
8.4. Phương pháp thử
8.4.1. Trừ khi có sự thỏa thuận khác khi đặt hàng, sự lựa chọn phương pháp phân tích vật lý hoặc hóa học thích hợp để xác định thành phần hóa học của sản phẩm do người sản xuất quyết định. Trong các trường hợp có tranh chấp việc phân tích phải được tiến hành ở phòng thử nghiệm được sự đồng ý của cả hai bên. Trong trường hợp này, phương pháp phân tích kiểm chứng phải thỏa thuận, nếu có thể, phải tham chiếu với ISO/TR 9769.
8.4.2. Thử kéo ở nhiệt độ thường phải thực hiện theo TCVN 197 (ISO 6892), đối với sản phẩm dạng tấm phẳng phải xem xét bổ sung thêm hoặc thay đổi các điều kiện được chỉ dẫn trong phụ chú của Hình 3.
Ngoại trừ có thỏa thuận khác, Rp0,2, Rm và A sẽ được xác định. Đối với thép austenit, Rp1,0 có thể được thay thế Rp0,2 nếu có sự thỏa thuận giữa khách hàng và người sản xuất.
8.4.3. Phép thử độ cứng Brinell phải được tiến hành theo TCVN 256-1 (ISO 6506-1).
8.4.4. Các kích thước và sai số kích thước của sản phẩm phải được kiểm tra sự phù hợp với các yêu cầu của các tiêu chuẩn có liên quan đối với kích thước cho Phụ lục A.
8.5. Thử lại
Xem TCVN 4393(ISO 404)
9. Ghi nhãn
Các sản phẩm phải được chế tạo với biểu trưng của người sản xuất, cấp độ (mác) thép và nếu có thỏa thuận trong đặt hàng, thì có thể số hiệu của mẻ nấu. Khi kiểm tra cụ thể từng yêu cầu được thực hiện, thì sản phẩm được cung cấp thêm chỉ số nhằm bảo đảm có thể truy tìm trở lại mẻ nấu và sản phẩm cội nguồn của nó.
|
Dạng thử |
Sản phẩm có tiết diện ngang hình tròn mm |
Sản phẩm có tiết diện ngang hình chữ nhật mm |
|
Thử kéo |
|
|
|
a Các mẫu sản phẩm có thể được thử không cần qua gia công cơ khí |
||
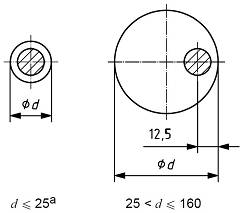
Hình 1 - Vị trí lấy mẫu thử đối với thép dạng thanh, dạng dây to và dạng sợi có đường kính hoặc độ dày ≤ 160 mm (mẫu thử có trục dọc theo chiều dài sản phẩm)
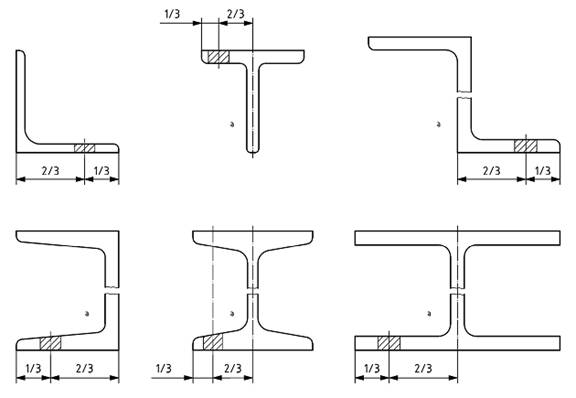
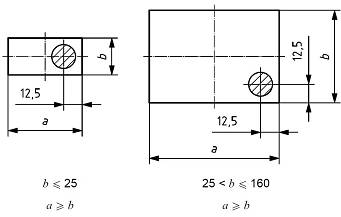
a Bằng sự thỏa thuận, mẫu có thể lấy ở phần màng tại một phần tư chiều cao tổng.
Hình 2 - Vị trí lấy mẫu thử đối với sản phẩm dạng thanh dầm, dạng thép máng, dạng thép dóc, có tiết diện chữ T và có tiết diện chữ Z
|
Dạng mẫu thử |
Độ dày sản phẩm mm |
Quan hệ giữa phương trục dài mẫu thử và phương cán cơ bản trên sản phẩm có chiều rộng |
Khoảng các của mẫu thử tới bề mặt cán mm |
|
|
< 300=""> |
≥ 300 mm |
|||
|
Thử kéoa |
≤ 30 |
dọc trục |
ngang trục |
CHÚ DẪN: 1 Bề mặt cán 2 Mẫu thử có thể sử dụng loại dẹt hoặc tròn |
|
> 30 |
CHÚ DẪN: 1 Bề mặt cán 2 Mẫu thử có thể sử dụng loại dẹt hoặc tròn |
|||
|
a Trong những trường hợp có nghi ngờ hoặc có
tranh chấp, thì chiều dài của mẫu thử phải chọn lo = 5,65 Đối với sản phẩm có chiều dày < 3="" mm,="" thì="" mẫu="" thử="" sẽ="" không="" theo="" tỷ="" lệ="" mà="" có="" chiều="" dài="" cữ="" là="" 80="" mm="" và="" chiều="" rộng="" là="" 20="" mm,="" song="" mẫu="" thử="" có="" chiều="" dài="" cứ="" 50="" mm="" và="" rộng="" 12,5="" mm="" vẫn="" có="" thể="" sử="" dụng.="" đối="" với="" các="" sản="" phẩm="" có="" độ="" dày="" 3="" mm="" đến="" 10="" mm,="" dùng="" mẫu="" dẹt="" theo="" tỷ="" lệ="" có="" hai="" mặt="" cán="" và="" chiều="" rộng="" lớn="" nhất="" 30="" mm.="" đối="" với="" các="" sản="" phẩm="" có="" độ="" dày="">10 mm, có thể sử dụng mẫu thử chọn một trong các tỷ lệ sau: - Hoặc là mẫu dẹt có độ dày lớn nhất 30 mm, thì độ dày này có thể giảm xuống 10 mm bằng gia công cắt gọt, song phải giữ lại một bề mặt cán; - Hoặc là mẫu tròn có đường kính ≥ 5 mm có đường trục nằm ở vị trí càng gần mặt phẳng càng tốt ở khoảng 1/3 phân nửa chiều dày sản phẩm nằm sát với mặt ngoài. |
||||
Hình 3 - Vị trí lấy mẫu thử trên sản phẩm dạng lá, dạng dải hoặc tấm phẳng
Bảng 1 - Các mác thép và thành phần hóa học (áp dụng cho phân tích mẻ nấu )
|
Tên gọi các mác thépa |
Thành phần hóa học (phần trăm khối lượng) |
||||||||||
|
TT |
Tên gọi |
Phù hợp với ISO 4955:1994 |
C |
Si |
Mn lớn nhất |
P lớn nhất |
S lớn nhất |
N |
Cr |
Ni |
Nguyên tố khác |
|
Thép ferit |
|||||||||||
|
1 |
X2CrTi12 |
(1) |
≤ 0,03 |
≤ 1,00 |
1,00 |
0,040 |
0,015 |
- |
10,5 đến 12,5 |
- |
Ti: 6x(C+N) đến 0,65 |
|
2 |
X6Cr13 |
2 |
≤ 0,08 |
≤ 1,00 |
1,00 |
0,040 |
0,030 |
- |
12,0 đến 14,0 |
≤ 1,00 |
- |
|
3 |
X10CrAlSi13 |
3 |
≤ 0,12 |
0,70 đến 1,40 |
1,00 |
0,040 |
0,015 |
- |
12,0 đến 14,0 |
≤ 1,00 |
Al: 0,70 đến 1,20 |
|
4 |
X6Cr17 |
4 |
≤ 0,08 |
≤ 1,00 |
1,00 |
0,040 |
0,030 |
- |
16,0 đến 18,0 |
≤ 1,00 |
- |
|
5 |
X10CrAlSi18 |
5 |
≤ 0,12 |
0,70 đến 1,40 |
1,00 |
0,040 |
0,015 |
- |
17,0 đến 19,0 |
≤ 1,00 |
Al: 0,70 đến 1,20 |
|
6 |
X10CrAlSi25 |
6 |
≤ 0,12 |
0,70 đến 1,40 |
1,00 |
0,040 |
0,015 |
- |
23,0 đến 26,0 |
≤ 1,00 |
Al: 1,20 đến 1,70 |
|
7 |
X15CrN26 |
7 |
≤ 0,20 |
≤ 1,00 |
1,00 |
0,040 |
0,030 |
0,15 đến 0,25 |
24,0 đến 28,0 |
≤ 1,00 |
- |
|
8 |
X2CrTiNb18 |
- |
≤ 0,03 |
≤ 1,00 |
1,00 |
0,040 |
0,015 |
- |
17,5 đến 18,5 |
- |
Ti: 0,10 đến 0,60 |
|
9 |
X3CrTi17 |
- |
≤ 0,05 |
≤ 1,00 |
1,00 |
0,040 |
0,015 |
- |
16,0 đến 18,0 |
- |
Ti: [4x(C+N)+0,15] |
|
Thép austenit |
|||||||||||
|
10 |
X7CrNi18-9 |
10 |
0,04 đến 0,10 |
≤ 1,00 |
2,00 |
0,045 |
0,030 |
- |
17,0 đến 19,0 |
8,0 đến 11,0 |
- |
|
11 |
X7CrNiTi18-10 |
11 |
0,04 đến 0,10 |
≤ 1,00 |
2,00 |
0,045 |
0,030 |
- |
17,0 đến 19,0 |
9,0 đến 12,0 |
Ti:5xC đến 0,80 |
|
12 |
X7CrNiNb18-10 |
12 |
0,04 đến 0,10 |
≤ 1,00 |
2,00 |
0,045 |
0,030 |
- |
17,0 đến 19,0 |
9,0 đến 12,0 |
Nb:10xC đến 1,20 c |
|
13 |
X15CrNiSi20-12 |
13 |
≤ 0,20 |
1,50 đến 2,50 |
2,00 |
0,045 |
0,030 |
≤ 0,11 |
19,0 đến 21,0 |
11,0 đến 13,0 |
- |
|
14 |
X7CrNiSiNCe21-11 |
14 |
0,05 đến 0,10 |
1,40 đến 2,00 |
0,80 |
0,040 |
0,030 |
0,14 đến 0,20 |
20,0 đến 22,0 |
10,0 đến 12,0 |
Ce: 0,03 đến 0,08 |
|
15 |
X12CrNi23-13 |
(15) |
≤ 0,15 |
≤ 1,00 |
2,00 |
0,045 |
0,015 |
≤ 0,11 |
22,0 đến 24,0 |
12,0 đến 14,0 |
- |
|
16 |
X8CrNi25-21 |
(16) |
≤ 0,10 |
≤ 1,50 |
2,00 |
0,045 |
0,015 |
≤ 0,11 |
24,0 đến 26,0 |
19,0 đến 22,0 |
- |
|
17 |
X8NiCrAlTi32-21 |
20 |
0,05 đến 0,10 |
≤ 1,00 |
1,50 |
0,015 |
0,015 |
- |
19,0 đến 23,0 |
30,0 đến 34,0 |
Al: 0,15 đến 0,60 |
|
18 |
X6CrNiSiNCe19-10 |
- |
0,04 đến 0,08 |
1,00 đến 2,00 |
1,00 |
0,045 |
0,015 |
0,12 đến 0,20 |
18,0 đến 20,0 |
9,0 đến 11,0 |
Ce: 0,03 đến 0,08 |
|
19 |
X6NiCrSiNCe35-25 |
- |
0,04 đến 0,08 |
1,20 đến 2,00 |
2,00 |
0,040 |
0,015 |
0,12 đến 0,20 |
24,0 đến 26,0 |
34,0 đến 36,0 |
Ce: 0,03 đến 0,08 |
|
CHÚ THÍCH: Các nguyên tố không trích dẫn trong bảng này không được thêm vào thép nếu không có sự đồng ý của khách hàng, trừ mục đích để hoàn thiện mẻ nấu. Cần chú thích ngăn chặn các nguyên tố từ thép phế hay các nguyên liệu khác dùng trong nấu luyện c ó ảnh hưởng đến cơ tính và khả năng áp dụng. |
|||||||||||
|
a Những mác thép cho cột thứ nhất là đánh số thứ tự. Những tên mác thép ở cột thứ hai là gọi theo ISO/TS 4949. Những tên mác thép ở cột thứ ba tồn tại trước đây ký hiệu bằng số theo ISO 4955:1994. b Những nguyên tố ổn định hóa có thể sử dụng titan hoặc niobi hoặc zirconi. Tính theo khối lượng nguyên tử của những nguyên tố này và hàm lượng cacbon và nitơ, mối quan hệ tương đương như sau: Nb (phần trăm khối lượng) ≐ Zr (phần trăm khối lượng) ≐ 7 Ti (phần trăm khối lượng) c Tantan được tính tương đương như niobi. |
|||||||||||
Bảng 2 - Sai lệch cho phép giữa phân tích sản phẩm và các giá trị giới hạn phân tích mẻ nấu cho trong Bảng 1
|
Nguyên tố |
Phân tích mẻ nấu (các giới hạn quy định) % (khối lượng) |
Sai lệch cho phép a so với thành phần quy định % (khối lượng) |
|
|
C |
|
≤ 0,20 |
± 0,01 |
|
Si |
> 1,00 |
≤ 1,00 ≤ 2,50 |
± 0,05 ± 0,10 |
|
Mn |
> 1,00 |
≤ 1,00 ≤ 2,00 |
± 0,03 ± 0,04 |
|
P |
> 0,040 |
≤ 0,040 ≤ 0,045 |
± 0,005 ± 0,010 |
|
S |
|
≤ 0,030 |
± 0,005 |
|
N |
> 0,03 > 0,11 |
≤ 0,11 ≤ 0,25 |
± 0,01 ± 0,02 |
|
Cr |
> 10,5 > 15,0 > 20,0 |
≤ 15,0 ≤ 20,0 ≤ 28,0 |
± 0,15 ± 0,20 ± 0,25 |
|
Ni |
≥ 8,0 > 10,0 > 20,0 > 30,0 |
≤ 1,0 ≤ 10,0 ≤ 20,0 ≤ 30,0 ≤ 36,0 |
± 0,03 ± 0,10 ± 0,15 ± 0,20 ± 0,25 |
|
AI |
|
≤ 1,70 |
± 0,10 |
|
Ce |
|
≤ 0,08 |
± 0,01 |
|
Cu |
|
≤ 0,70 |
± 0,04 |
|
Nb |
|
≤ 1,20 |
± 0,05 |
|
Ti |
|
≤ 1,00 |
± 0,03 |
|
a ± có nghĩa là trong một mẻ nấu và trong vài phân tích sản phẩm, sai lệch có thể xảy ra cao hơn giới hạn trên hoặc thấp hơn giới hạn dưới của giới hạn quy định cho trong Bảng 1, song không thể có cả hai giá trị trong cùng một thời điểm. |
|||
Bảng 3 - Các dạng gia công tiếp và hoàn thiện bề mặt cho sản phẩm thép tấm chịu nhiệt
|
|
Các dạng gia công tiếp |
Dạng hoàn thiện bề mặt |
Ký hiệu a sản phẩm tấm phẳng |
Ghi chú |
|
Cán nóng |
Cán nóng, không nhiệt luyện, không tẩy vảy oxit |
Có phủ vảy oxit cán |
1U |
Thích hợp đối với sản phẩm còn phải qua gia công nóng, ví dụ dải thép cho cán lại |
|
Cán nóng, nhiệt luyện b, không tẩy vảy oxit |
Có phủ vảy oxit cán |
1C |
Thích hợp đối với các chi tiết có tẩy vảy oxit hoặc gia công cơ khí tiếp theo hoặc sử dụng ở nhiệt độ cao |
|
|
Cán nóng, nhiệt luyện, làm sạch vảy oxit bằng phương pháp cơ học |
Không có vảy oxit |
1E |
Dạng làm sạch vảy oxit bằng phương pháp cơ học ví dụ mài thô hoặc phun bi, phụ thuộc vào mác thép và sản phẩm và còn bị phụ thuộc vào sự quyết định của người sản xuất ngoại trừ có sự thỏa thuận khác |
|
|
Cán nóng, nhiệt luyện, rửa oxit |
Không có vảy oxit |
1D |
Tiêu chuẩn thông thường đối với nhiều mác thép bảo đảm tính chống ăn mòn tốt, cùng với sự hoàn thiện bằng các quá trình tiếp. Cho phép mài bỏ những nốt (điểm) khuyết tật bề mặt không cần mài bóng cấp 2D hoặc 2B |
|
|
Cán nguội |
Cán nguội, nhiệt luyện, không tẩy gỉ |
Mài bóng với màng oxit do nhiệt luyện |
2C |
Thích hợp đối với các chi tiết sau khi đã tẩy gỉ bề mặt hoặc gia công cắt gọt tiếp theo hoặc sử dụng ở nhiệt độ cao |
|
Cán nguội, nhiệt luyện, làm sạch oxit bề mặt bằng phương pháp cơ học |
Mài thô và dũa |
2E |
Thường áp dụng đối với các thép có màng oxit có tính chống ăn mòn rất tốt trong dung dịch axit, có thể qua rửa axit. |
|
|
Cán nguội, nhiệt luyện, rửa axit |
Nhẵn bóng |
2D |
Hoàn thiện bề mặt để tăng tính dẻo song không cần độ bóng 2B hoặc 2R |
|
|
Cán nguội, nhiệt luyện, rửa axit, cán là bề mặt |
Bóng hơn so với vẻ bề mặt 2D |
2B |
Có nhiều loại thép kết hợp trạng thái bề mặt khác nhau để bảo đảm tính chống ăn mòn tốt, bảo đảm độ bóng nhẵn và độ phẳng. Trạng thái bề mặt cũng còn vì bước gia công sau. Cán là có thể thực hiện bằng kéo phẳng. |
|
|
Cán nguội, ủ sáng bề mặtb |
Nhẵn bóng, sáng phản chiếu gương |
2R |
Bóng hơn, sáng hơn so với 2B cũng kết hợp trạng thái bề mặt cho quá trình gia công sau. |
|
|
Về bề mặt đặc biết |
Mài c |
Xem lời phụ chú d |
1G |
Cấp độ hạt mài hoặc độ nhám bề mặt cần được nói rõ. Thớ mài chỉ một hướng, độ sáng mặt gương không thật tốt. |
|
CHÚ THÍCH: Đối với tất cả các thép, hoàn toàn không có quá trình gia công tiếp và hoàn thiện bề mặt là tiện dụng |
||||
|
a Chữ số đầu tiên 1 = cán nóng, 2 = cán nguội. b Có thể cán là bề mặt c Chỉ mài một mặt, ngoại trừ có thỏa thuận khác khi thương thảo và đặt hàng d Giữa mỗi loại vẻ bề mặt, các đặc trưng bề mặt có thể thay đổi và có nhiều yêu cầu được quy định có thể cần phải có sự thỏa thuận giữa người sản xuất và khách hàng (ví dụ cấp độ hạt mài hoặc độ nhám bề mặt) |
||||
Bảng 4 - Dạng quá trình gia công và chất lượng bề mặt của các sản phẩm thép chịu nhiệt dạng dài
|
|
Dạng gia công thêm |
Chất lượng bề mặt |
Ký hiệu a sản phẩm dẹt |
Ghi chú |
|||
|
Thanh dài, đoạn |
Dây |
Sợi |
Phôi rèn |
||||
|
Tạo hình nóng |
Tạo hình nóng, không nhiệt luyện, không tẩy oxit |
Bề mặt phủ oxit (nếu cần có mài điểm) |
3U |
3U |
- |
- |
3U: Thích hợp cho các sản phẩm tiếp tục tạo hình nóng. Đối với bản thành phẩm có thể quy định mài các mặt sườn bên |
|
|
Tạo hình nóng, nhiệt luyệnb, không tẩy vảy oxit |
Bề mặt phủ oxit (có mài điểm nếu thấy cần thiết) |
3C |
3C |
- |
5C |
3C: Thích hợp cho các sản phẩm sẽ có quá trình gia công thêm. Đối với bán thành phẩm có thể quy định mài các mặt sàn bên |
|
|
Tạo hình nóng, nhiệt luyệnb, làm sạch vảy oxit bằng cơ học |
Phần lớn bề mặt sạch vảy oxit (song vẫn còn một số điểm tối ) |
3E |
3E |
- |
5E |
3E: Dạng làm sạch vảy oxit bằng cơ học ví dụ: mài, bóc vỏ hoặc phun bi, do người sản xuất quyết định, ngoại trừ có sự thỏa thuận khác. Thích hợp đối với sản phẩm sẽ có quá trình gia công thêm |
|
|
Tạo hình nóng, nhiệt luyệnb, gia công cơ khí thô (lột vỏ hoặc tiện thô) |
Sạch vảy oxit |
3D |
3D |
- |
5D |
3D: Dung sai ≥ IT 14 d,e |
|
|
Tạo hình nóng, nhiệt luyệnb, gia công cơ khí thô (lột vỏ hoặc tiện thô) |
Bề mặt kim loại sạch |
3X |
- |
- |
5X |
3X: Dung sai ≥ IT 12 d,e |
|
Gia công nguội |
Nhiệt luyệnb, làm sạch vảy oxit bằng cơ học hoặc hóa học, gia công nguộic |
Nhẵn bóng và sáng Thực tế nhẵn bóng hơn bề mặt 3E, 3D hoặc 3X |
4H |
- |
- |
- |
4H: Sản phẩm tạo hình bằng vuốt nguội sau đó không có nhiệt luyện, độ bền kéo thực tế được tăng lên, hiện tượng này đặc biết rõ đối với tổ chức austenit, mức hóa bền phụ thuộc vào mức độ biến dạng. Dung sai IT 9 đến IT 11 d,e |
|
|
Gia công nguội, nhiệt luyệnb, rửa axit (bề mặt thụ động hóa) |
Nhẵn bóng hơn và sáng hơn so với bề mặt 3E hoặc 3D |
4D |
- |
4D |
- |
4D: Trạng thái bề mặt cho tính dẻo tốt (chồn nguội) |
|
|
Nhiệt luyệnb, cắt gọt, làm bóng bằng cơ học |
Nhẵn bóng hơn và sáng hơn so với bề mặt 3D, 3E hoặc 3X |
4B |
- |
- |
- |
4B: Hoàn thành trước dung sai ISO Dung sai IT 9 đến 11 d,e |
|
|
Làm sạch vảy oxit bằng cơ học hoặc hóa học, gia công nguội, ủ sáng bề mặt hoặc ủ sáng và cán nhẹ |
Bóng hơn và sáng hơn so với vẻ bề mặt 3D |
- |
- |
4R |
- |
4R: Đặc biệt thích hợp đối với mài, đánh bóng và chải phớt. |
|
Hoàn thiện bề mặt đặc biệt |
Mài vô tâm |
Bề mặt đồng nhất như nhau. Kiểu và mức độ mài phải thỏa thuận |
3G hoặc 4G |
- |
- |
- |
3G hoặc 4G: Độ nhám bề mặt cần phải chỉ rõ. Dạng bề mặt nhằm thỏa mãn dung sai ISO. Thông thường thu được từ thép có bề mặt 3E, 3D, 4H hoặc 4B. Dung sai ≤ IT 8 d,e |
|
|
Đánh bóng |
Bóng hơn và sáng hơn so với bề mặt 3G hoặc 4G. Kiểu và mức độ đánh bóng cần thỏa thuận |
3P hoặc 4P |
3P |
4P |
- |
3P hoặc 4P: Độ nhám bề mặt cần phải chỉ rõ dạng bề mặt thỏa mãn dung sai ISO. Thông thường thu được từ thép có bề mặt 3E, 3D, 4G, 4H, 4B Dung sai ≤ IT 11 d,e |
|
CHÚ THÍCH: Tất cả các gia công thêm và chất lượng bề mặt là tiện dụng cho tất cả các thép |
|||||||
|
a Chữ số đầu 3 = tạo hình nóng, 4 = gia công nguội, 5 = rèn. b Đối với thép ferit và austenit, nhiệt luyện có thể bỏ qua nếu như trạng thái sau tạo hình nóng và làm nguội sau đó thu được các tính chất cơ học đáp ứng các yêu cầu quy định. c Dạng gia công nguội, ví dụ: vuốt nguội, tiện hoặc mài vô tâm, do người sản xuất quyết định, cung cấp các yêu cầu liên quan dung sai kích thước và độ nhám bề mặt được quan tâm. d Chú thích, IT = dung sai quốc tế xác định theo TCVN 2244( ISO 286-1) và trong tiêu chuẩn dung sai kích thước khác. e Quy định dung sai của các khoảng cho phép phải thỏa thuận khi thương thảo và đặt hàng. |
|||||||
Bảng 5 - Các Tính chất cơ học đối với sản phẩm tấm phẳng ở trạng thái cung cấp thông thường
|
Mác thép |
Độ dàya t Sản phẩm dạng tấm mm lớn nhất |
Nhiệt luyệnb |
Độ cứngc,d HB lớn nhất |
Giới hạn chảy quy ước e Rp0,2 Rp1,0 MPa* nhỏ nhất |
Giới hạn bền kéo Rm MPa* |
Độ giãn dài tương đối sau phá hủy f A80 |
|
|||||
|
STT |
Tên gọi |
|||||||||||
|
0,5 £ t <> % nhỏ nhất (lg. + tr.) |
3 £ t |
|
||||||||||
|
% nhỏ nhất lg. |
% nhỏ nhất tr. |
|
||||||||||
|
Thép ferit |
|
|||||||||||
|
1 |
X2CrTi12 |
0,5 £ t £ 12 |
+A |
- |
210 |
- |
380 đến 560 |
25 |
25 |
25 |
|
|
|
2 |
X6Cr13 |
0,5 £ t £ 12 |
+A |
197 |
230 |
- |
400 đến 630 |
18 |
20 |
18 |
|
|
|
3 |
X10CrAlSi13 |
0,5 £ t £ 12 |
+A |
192 |
250 |
- |
450 đến 650 |
13 |
15 |
15 |
|
|
|
4 |
X6Cr17 |
0,5 £ t £ 12 |
+A |
197 |
250 |
- |
430 đến 630 |
18 |
20 |
18 |
|
|
|
5 |
X10CrAlSi18 |
0,5 £ t £ 12 |
+A |
212 |
270 |
- |
500 đến 700 |
13 |
15 |
15 |
|
|
|
6 |
X10CrAlSi25 |
0,5 £ t £ 12 |
+A |
223 |
280 |
- |
520 đến 720 |
13 |
15 |
15 |
|
|
|
7 |
X15CrN26 |
0,5 £ t £ 12 |
+A |
212 |
280 |
- |
500 đến 700 |
13 |
15 |
15 |
|
|
|
8 |
X2CrTiNb18 |
0,5 £ t £ 12 |
+A |
- |
230 |
- |
430 đến 630 |
18 |
18 |
18 |
|
|
|
9 |
X3CrTi17 |
0,5 £ t £ 12 |
+A |
- |
230 |
- |
420 đến 600 |
23 |
23 |
23 |
|
|
|
Thép austenit |
|
|||||||||||
|
10 |
X7CrNi18-9 |
0,5 £ t £ 75 |
+AT |
192 |
195 |
230 |
500 đến 700 |
37 |
40 |
|
||
|
11 |
X7CrNiTi18-10 |
0,5 £ t £ 75 |
+AT |
215 |
190 |
230 |
500 đến 720 |
40 |
40 |
|
||
|
12 |
X7CrNiNb18-10 |
0,5 £ t £ 75 |
+AT |
192 |
205 |
240 |
510 đến 710 |
28 |
30 |
|
||
|
13 |
X15CrNiSi20-12 |
0,5 £ t £ 75 |
+AT |
223 |
230 |
270 |
550 đến 750 |
28 |
30 |
|
||
|
14 |
X7CrNiSiNCe21-11 |
0,5 £ t £ 75 |
+AT |
210 |
310 |
345 |
650 đến 850 |
37 |
40 |
|
||
|
15 |
X12CrNi23-13 |
0,5 £ t £ 75 |
+AT |
192 |
210 |
250 |
500 đến 700 |
33 |
35 |
|
||
|
16 |
X8CrNi25-21 |
0,5 £ t £ 75 |
+AT |
192 |
210 |
250 |
500 đến 700 |
33 |
35 |
|
||
|
17 |
X8NiCrAlTi32-21 |
0,5 £ t £ 75 |
+AT |
192 |
170 |
210 |
450 đến 680 |
28 |
30 |
|
||
|
18 |
X6CrNiSiNCe19-10 |
0,5 £ t £ 75 |
+AT |
210 |
290 |
330 |
600 đến 800 |
30 |
40 |
|
||
|
19 |
X6NiCrSiNCe35-25 |
0,5 £ t £ 75 |
+AT |
210 |
300 |
340 |
650 đến 850 |
40 |
40 |
|
||
|
lg.: dọc phương cán tr.: ngang vuông góc với phương cán |
|
|||||||||||
|
a Đối với các chiều dày khác, các tính chất cơ học này phải thỏa thuận. b +A = Ủ, +AT = Ủ dung dịch rắn hóa (xem Bảng B.1). c Chỉ có tính định hướng. d Đối với vật liệu mỏng có thể sử dụng thép thử độ cứng HRB hoặc HV theo thỏa thuận giữa khách hàng và người sản xuất khi không thể thử độ cứng HB . e Phải xác định giá trị tối thiểu Rp0,2, ngoại trừ trường hợp thép austenit phải có thỏa thuận giữa khách hàng và người sản xuất, khi đó sẽ xác định giá trị tối thiểu Rp1,0 thay thế cho việc xác định Rp0,2. f Trong trường hợp thép ferit và austenit,
đối với sản phẩm tấm phẳng có độ dày t ³
3 mm các giá trị này có hiệu lực đối với mẫu thử có độ dài cữ L0 =
5,65 * 1 MPa = 1 N/mm2. |
|
|||||||||||
|
||||||||||||
Bảng 6 - Tính chất cơ học đối với sản phẩm dài ở trạng thái cung cấp thông thường
|
Mác thép |
Chiều dày của sản phẩm loại |
Nhiệt luyện b |
Độ cứng c,d,e,f HB lớn nhất |
Giới hạn chảy quy ước f,g |
Giới hạn bền kéo Rm * MPa |
Độ giãn dài tương đối sau phá hủy h A % nhỏ nhất |
||||
|
STT |
Tên mác thép |
Thanh d mm lớn nhất |
Sợi, dây và định hình d mm lớn nhất |
Phôi rèn d mm lớn nhất |
Rp0,2 MPa* nhỏ nhất |
Rp1,0 MPa* nhỏ nhất |
||||
|
Thép ferit |
||||||||||
|
1 |
X2CrTi12 |
5 ≤ d ≤ 25 |
1,5 ≤ d ≤ 25 |
5 ≤ d ≤ 15 |
+A |
- |
210 |
- |
380 đến 560 |
- |
|
2 |
X6Cr13 |
+A |
197 |
230 |
- |
400 đến 630 |
20 |
|||
|
3 |
X10CrAlSi13 |
+A |
192 |
250 |
- |
450 đến 650 |
15 |
|||
|
4 |
X6Cr17 |
+A |
197 |
250 |
- |
430 đến 630 |
20 |
|||
|
5 |
X10CrAlSi18 |
+A |
212 |
270 |
- |
500 đến 700 |
15 |
|||
|
6 |
X10CrAlSi25 |
+A |
223 |
280 |
- |
520 đến 720 |
10 |
|||
|
7 |
X15CrN26 |
+A |
212 |
280 |
- |
500 đến 700 |
15 |
|||
|
8 |
X2CrTiNb18 |
+A |
- |
230 |
- |
430 đến 630 |
18 |
|||
|
9 |
X3CrTi17 |
+A |
- |
230 |
- |
420 đến 600 |
- |
|||
|
Thép austenit |
||||||||||
|
10 |
X7CrNi18-9 |
5 ≤ d ≤ 160 |
1,5 ≤ d ≤ 25 |
d ≤ 100 |
+AT |
192 |
195 |
230 |
500 đến 700 |
40 |
|
11 |
X7CrNiTi18-10 |
+AT |
215 |
190 |
230 |
500 đến 720 |
40 |
|||
|
12 |
X7CrNiNb18-10 |
+AT |
192 |
205 |
240 |
510 đến 710 |
30 |
|||
|
13 |
X15CrNiSi20-12 |
+AT |
223 |
230 |
270 |
550 đến 750 |
30 |
|||
|
14 |
X7CrNiSiNCe21-11 |
+AT |
210 |
310 |
345 |
650 đến 850 |
40 |
|||
|
15 |
X12CrNi23-13 |
+AT |
192 |
210 |
250 |
500 đến 700 |
35e |
|||
|
16 |
X8CrNi25-21 |
+AT |
192 |
210 |
250 |
500 đến 700 |
35e |
|||
|
17 |
X8NiCrAlTi32-21 |
+AT |
192 |
170 |
210 |
450 đến 680 |
30 |
|||
|
18 |
X6CrNiSiNCe19-10 |
+AT |
210 |
290 |
330 |
600 đến 800 |
40e |
|||
|
19 |
X6NiCrSiNCe35-25 |
+AT |
210 |
300 |
340 |
650 đến 850 |
40e |
|||
|
a Đối với các kích thước khác, các tính chất cơ học này phải thỏa thuận. b +A = ủ, +AT = ủ dung dịch rắn hóa (xem Bảng B.1). c Chỉ có tính định hướng. d Đối với các vật liệu mỏng, khi không thử độ cứng HB, theo thỏa thuận giữa khách hàng và người sản xuất, có thể sử dụng phép thử độ cứng HRB hoặc HV. e Giá trị HB tối đa có thể tăng thêm 100 đơn vị, độ bền kéo có thể tăng thêm 200 MPa và độ giãn dài tối thiểu có thể thấp hơn 20% đối với sản phẩm dạng đoạn và dạng thanh có chiều dày ≤ 35 mm được tạo hình bằng biến dạng nguội cuối cùng. f Đối với sản phẩm dạng dây, chỉ áp dụng các giới hạn bền kéo. g Phải xác định giá trị tối thiểu Rp0,2, ngoại trừ trường hợp thép austenit nếu đã có thỏa thuận giữa Khách hàng và người sản xuất thì yêu cầu đo Rp1,0 thay thế cho Rp0,2. h Đối với đường kính ≥ 3 mm các giá trị này
có hiệu lực đối với mẫu thử có độ dài cữ L0 = 5,65 * 1 MPa = 1 N/mm2. |
||||||||||
Bảng 7 - Các phép thử phải thực hiện, đơn vị thử và số lượng phép thử trong quy định kiểm tra đối với sản phẩm thép chịu nhiệt dạng tấm phẳng
|
Phép thử |
a |
Đơn vị thử |
Hình thức sản phẩm |
Số lượng mẫu thử trên một mẫu kiểm |
||
|
Dải cán, lá thép cắt dọc từ dải cán có chiều rộng cán |
Tấm cán phẳng (P) |
|||||
|
< 600=""> |
≥ 600 mm |
|||||
|
Phân tích hóa học |
m |
Mẻ nấu |
Các phân tích mẻ nấu do người sản xuất cung cấp b |
|
||
|
Thử kéo ở nhiệt độ phòng |
m |
Cùng mẻ nấu cùng độ dày danh nghĩa ±10%, cùng trạng thái xử lý cuối cùng (tức cùng trạng thái nhiệt luyện và/hoặc cùng mức độ biến dạng nguội) |
Số lượng phép thử phải được thỏa thuận lúc đặt hàng |
Một cuộn lấy ra một mẫu kiểm |
a) Các tấm có trạng thái hoàn toàn giống nhau được chọn thành một mẻ với khối lượng tổng tối đa 30 000 kg với số lượng không vượt quá 40 tấm. Mỗi mẻ nhiệt luyện phải lấy ra một mẫu kiểm có chiều dài trên 15 m, một mẫu kiểm phải lấy đến 15 m ở phần đầu cuối của tấm dài nhất trong mẻ. b) Nếu tấm không thể thử theo các mẻ lúc đó một mẫu kiểm sẽ được lấy ở phần cuối tấm đã nhiệt luyện có độ dài đến 15 m và chiều dài của mẫu kiểm cũng dài 15 m trở lên |
1 |
|
a Các phép thử có ký hiệu "m" (bắt buộc) phải thực hiện như phép thử quy định. Trong mọi trường hợp các phép thử theo lựa chọn chỉ thực hiện theo sự thỏa thuận khi đặt hàng. b Phân tích sản phẩm có thể được thỏa thuận khi đặt hàng, số lượng phép thử cũng phải nói rõ ngay khi đó. |
||||||
Bảng 8 - Các phép thử phải thực hiện, các đơn vị thử và số lượng phép thử trong quy định kiểm tra đối với các sản phẩm thép chịu nhiệt dạng thanh dài
|
Phép thử |
a |
Đơn vị thử |
Hình dạng sản phẩm Sợi, dây, thanh và đoạn |
Số lượng mẫu thử cho một mẫu |
|
Phân tích hóa học |
m |
Mẻ nấu |
Phân tích mẻ nấu do người sản xuất cung cấp b |
|
|
Thử kéo ở nhiệt độ thường |
m |
Mẻ c |
Một mẫu cho 25 t; tối đa 2 mẫu cho một đơn vị thử |
1 |
|
a Các phép thử có ký hiệu "m" (bắt buộc) phải thực hiện phép thử quy định. Trong mọi trường hợp, các phép thử theo lựa chọn chỉ thực hiện theo sự thỏa thuận khi đặt hàng. b Phân tích sản phẩm có thể được thỏa thuận khi đặt hàng; số lượng phép thử cũng phải nói rõ ngay khi đó. c Các sản phẩm của một mẻ phải có cùng mẻ nấu. Các sản phẩm đó phải được nhiệt luyện cùng chu kỳ trong cùng một lò. Trong trường hợp lò liên tục hoặc ủ cùng một quy trình thì một mẻ phải là lô hàng trong quá trình nhiệt luyện không bị gián đoạn và có cùng các thông số của quá trình nhiệt luyện. Hình dạng và kích cỡ tiết diện ngang của sản phẩm trong một mẻ đơn có thể được phép sai khác theo quy định tỷ lệ diện tích các sản phẩm dài nhất so với các sản phẩm ngắn nhất phải bằng hoặc nhỏ hơn 1/3. |
||||
PHỤ LỤC A
(Tham khảo)
Các tiêu chuẩn về kích thước và dung sai
[1] TCVN 2244:1999 (ISO 286-1:1988) Hệ thống dung sai và lắp ghép ISO - Cơ sở của dung sai, sai số)
CHÚ THÍCH: Lời ghi chú trong Bảng 4 bao gồm các thông tin có liên quan tới dung sai của thép dạng thanh bề mặt sáng; những thỏa thuận riêng cần thiết phải làm nếu như thông tin này trở thành quy định bắt buộc.
[2] TCVN 7571-1 :2006 (ISO 657-1: 1989), Thép hình cán nóng - Phần 1: Thép góc cạnh đều - Kích thước
[3] TCVN 7571-2 :2006 (ISO 657-2: 1989), Thép hình cán nóng - Phần 2: Thép góc cạnh không đều - Kích thước.
[4] TCVN 7571-5 :2006 (ISO 657-5: 1976), Thép hình cán nóng - Phần 5: Thép góc cạnh đều và không đều - Dung sai theo hệ mét và theo hệ inch.
[5] TCVN 7571- 11 :2006 (ISO 657-11: 1980), Thép hình cán nóng - Phần 11: Thép chữ C - Kích thước và các đặc tính mặt cắt.
[6] ISO 657-13:1981, Hot-rolled steel sections - Part 13: Tolerances on sloping flange beam, column and channel sections (Thép cán hình cabn nóng t - Phần 13: Dung sai thép chữ V dạng dầm, cột và máng)
[7] TCVN 7571- 15 :2006 (ISO 657-15: 1989), Thép hình cán nóng - Phần 15: Thép chữ I - Kích thước và các đặc tính mặt cắt.
[8] TCVN 7571- 16 :2006 (ISO 657-16: 1980), Thép hình cán nóng - Phần 16: Thép chữ H - Kích thước và các đặc tính mặt cắt).
[9] ISO 657-21:1983, Hot-rolled steel sections - Part 21: T-sections with equal depth and flange width - Dimensions (Thép hình cán nóng - Phần 21: Thép chữ T có mặt bích rộng và độ dày đều - Kích thước).
[10] TCVN 6283-1:1997 ( ISO 1035-1:1980), Thép thanh cán nóng - Phần 1: Kích thước của thép tròn.
[11] TCVN 6283-2:1997 ( ISO 1035-2:1980), Thép thanh cán nóng - Phần 2: Kích thước của thép vuông.
[12] TCVN 6283-3:1997 ( ISO 1035-3:1980), Thép thanh cán nóng - Phần 3: Kích thước của thép dẹt
[13] TCVN 6283-4:1997 ( ISO 1035-4:1980) , Thép thanh cán nóng - Phần 4: Dung sai
[14] ISO 9444:2002, Continuously hot-rolled stainless steel strip, plate/sheet and cut lengths - Tolerances on dimensions and form (Thép không gỉ cán nóng liên tục dạng dải, tấm/lá và đoạn cắt - Dung sai kích thước và hình dạng).
[15] TCVN 8594: 2010 (ISO 9445:2009), Thép không gỉ cán nguội - Dung sai kích thước và hình dạng.
[16] ISO 16124:2004, Steel wire rod - Dimensions and tolerances (Thép dạng sợ và dây - Kích thước và dung sai)
[17] ISO 18286:2004, Hot-rolled stainless steel plates - Tolerances on dimensions and shape (Thép không gỉ cán nóng dạng tấm - Dung sai kích thước và hình dạng).
PHỤ LỤC B
(Tham khảo)
Thông tin kỹ thuật về thép chịu nhiệt
B.1. Giới thiệu chung
Các giá trị đặc trưng có trong nội dung được trình bày ở phần trên là những đòi hỏi khi giao hàng. Các giá trị đặc trưng được chỉ dẫn trong phụ lục này không phải là những đòi hỏi khi giao hàng. Số liệu cho trong phụ lục này chỉ cung cấp như số liệu định hướng đối với nhiệt luyện và để trình bày mối quan hệ giữa các thép khác nhau. Người sử dụng thép sẽ phải tự khẳng định các tính chất thực có của thép trong thực tiễn.
B.2. Nhiệt luyện
Để tham khảo nhiệt luyện, xem Bảng B.1
B.3. Khả năng chịu nhiệt
Các thép được cho trong Bảng 1, nhờ ảnh hưởng tốt của hàm lượng nguyên tố hợp kim trong thép, có sự tăng mạnh khả năng chống sự xâm hải của khí nóng và sản phẩm cháy. Tuy nhiên, tính bền nhiệt này và sau đó là nhiệt độ làm việc cao nhất của thép còn phụ thuộc mạnh hơn vào điều kiện ăn mòn. Đối với thép sử dụng trong không khí sạch ở điều kiện chịu tải cơ học (xem Bảng B.3) sẽ không có gì quan trọng nếu nhìn từ góc độ tuổi thọ thời gian sử dụng, nhiệt độ làm việc tối đã được chỉ dẫn trong Bảng B.2 có thể dùng để tham khảo (định hướng).
Điều nguy hiểm sẽ xảy ra khi thép được sử dụng trong khí quyển không phải là không khí sạch, khi đó các giá trị trong Bảng B.2 sẽ không thể áp dụng được khi sử dụng ở nhiệt độ cao nhất (max). Trong những trường hợp này tốc độ oxy hóa của thép sẽ tăng rất đáng kể, sự tăng bao nhiêu phụ thuộc vào thành phần hóa học của thép, và như vậy nhiệt độ sử dụng cao nhất của thép sẽ giảm đáng kể và có thể, ví dụ, thấp hơn nhiệt độ cho trong Bảng B.2 tới vài trăm độ.
B.4. Độ bền chống dão
Trong Bảng B.3, ứng suất trung bình gây biến dạng là 1% (RP1,0) và gây phá hủy dão (Rm) sau khoảng thời gian 1 000 h được cho chỉ mang tính định hướng (xem phụ chú b của Bảng B.3)
B.5. Các tính chất vật lý
Trong Bảng B.4, các tính chất vật lý của thép được cho để tham khảo.
B.6. Các tính chất công nghệ
B.6.1. Các thép này thích hợp cho gia công nóng. Điều kiện gia công nóng tối ưu, nếu cần thiết phải do người sản xuất đưa ra yêu cầu.
B.6.2. Các thép này thích hợp cho gia công tạo hình bằng biến dạng nguội. Tuy nhiên, khuyến nghị thép ferit phải được ủ trước khi gia công biến dạng. Ngoài ra, các thép austenit có khuynh hướng gia công biến cứng rõ rệt phải được lưu ý.
B.6.3. Các thép này nói chung có thể hàn bằng các phương pháp hàn thông thương. Tuy nhiên, khuyến nghị những người sử dụng chưa có kinh nghiệm hàn những loại thép này cần tham khảo ý kiến người sản xuất về điều kiện hàn thích hợp. Hơn nữa, các thép ferit có khuynh hướng hạt lớn lên rõ rệt khi hàn cần phải được xem xét.
Bảng B.1 - Nhiệt luyện (chỉ có tính tham khảo)
|
STT |
Mác thép |
Nhiệt luyện |
||
|
Ký hiệua |
Nhiệt độb oC |
Làm nguộic |
||
|
Thép ferit |
||||
|
1 |
X2CrTi12 |
+A |
800 ± 30 |
a, w |
|
2 |
X6Cr13 |
+A |
775 ± 25 |
af |
|
3 |
X10CrAlSi13 |
+A |
825 ± 25 |
a, (w)d |
|
4 |
X6Cr17 |
+A |
800 ± 50 |
a, w,f |
|
5 |
X10CrAlSi18 |
+A |
825 ± 25 |
a, (w)d |
|
6 |
X10CrAlSi25 |
+A |
825 ± 25 |
a, (w)d |
|
7 |
X15CrN26 |
+A |
825 ± 25 |
a, (w)d |
|
8 |
X2CrTiNb18 |
+A |
900 ± 25 |
a, w |
|
9 |
X3CrTi17 |
+A |
800 ± 30 |
a, w |
|
Thép austenit |
||||
|
10 |
X7CrNi18-9 |
+AT |
1 050 ± 50 |
w, ae |
|
11 |
X7CrNiTi18-10 |
+AT |
1 070 ± 50 |
w, ae |
|
12 |
X7CrNiNb18-10 |
+AT |
1 070 ± 50 |
w, ae |
|
13 |
X15CrNiSi20-12 |
+AT |
1 100 ± 50 |
w, (a) |
|
14 |
X7CrNiSiNCe21-11 |
+AT |
1 070 ± 50 |
w, a |
|
15 |
X12CrNi23-13 |
+AT |
1 100 ± 50 |
w, ae |
|
16 |
X8CrNi25-21 |
+AT |
1 100 ± 50 |
w, ae |
|
17 |
X8NiCrAlTi32-21 |
+AT |
1 150 ± 50f |
w, a |
|
18 |
X6CrNiSiNCe19-10 |
+AT |
1 070 ± 50 |
w, ae |
|
19 |
X6NiCrSiNCe35-25 |
+AT |
1 125 ± 25 |
w, ae |
|
a +A = ủ; +AT = ủ dung dịch rắn hóa. b Trong trường hợp nhiệt luyện được thực hiện trong lò xo liên tục, nhiệt độ nằm ở phần trên của vùng nhiệt độ này hoặc thậm chí vượt quá giới hạn nhiệt độ này là nhiệt độ được lựa chọn. c a = không khí; f - theo lò; w - nước. d Trong những trường hợp đặc biệt, nguội theo lò cũng được phép. e Nguội với tốc độ đủ mức. f Khuyến nghị kích thước hạt cấp 0 đến 5 sau nhiệt luyện. |
||||
Bảng B.2 - Nhiệt độ làm việc cao nhất Ta trong không khí (chỉ để tham khảo)
|
STT |
Mác thép |
Ta lớn nhất. oC |
|
Thép ferit |
||
|
1 2 3 4 5 6 7 8 9 |
X2CrTi12 X6Cr13 X10CrAlSi13 X6Cr17 X10CrAlSi18 X10CrAlSi25 X15CrN26 X2CrTiNb18 X3CrTi17 |
650 800 750 850 850 1 000 1 150 900 900 |
|
Thép austenit |
||
|
10 11 12 13 14 15 16 17 18 19 |
X7CrNi18-9 X7CrNiTi18-10 X7CrNiNb18-10 X15CrNiSi20-12 X7CrNiSiNCe21-11 X12CrNi23-13 X8CrNi25-21 X8NiCrAlTi32-21 X6CrNiSiNCe19-10 X6NiCrSiNCe35-25 |
800 850 850 1 000 1 150 1 000 1 050 1 100 1 050 1 170 |
|
CHÚ THÍCH: Xem B.3 |
||
Bảng B.3 - Độ bền phá hủy dão (chỉ để tham khảo)
|
Mác thép |
Nhiệt luyện a |
Thời gian (t) chịu tải h |
Tính toán ứng suất dão trung bình b,c |
||||||||||||||||||||
|
Rp1,0;T,td |
Rm;T,te |
||||||||||||||||||||||
|
Tại nhiệt độ T (oC) |
|||||||||||||||||||||||
|
500 |
600 |
700 |
800 |
900 |
1000 |
500 |
600 |
700 |
800 |
900 |
1000 |
||||||||||||
|
Mpa |
Mpa |
||||||||||||||||||||||
|
Thép ferit |
|||||||||||||||||||||||
|
X2CrTi12 X6Cr13 X10CrAISi13 X6Cr17 X10CrAISi18 X10CrAISi25 X15CrN26 X2CrTiNb18 X3CrTi17 |
+A |
1 000
|
80 |
15 |
8,5 |
3,7 |
1,8 |
- |
160 |
30 |
17 |
7,5 |
3,6 |
- |
|||||||||
|
10 000 |
50 |
10 |
4,7 |
2,1 |
1,0 |
- |
100 |
20 |
9,5 |
4,3 |
1,9 |
- |
|||||||||||
|
Thép austenit |
|||||||||||||||||||||||
|
X7CrNi18-9 |
+AT |
1 000 |
- |
100 |
45 |
15 |
- |
- |
- |
178 |
83 |
- |
- |
- |
|||||||||
|
10 000 |
- |
80 |
30 |
- |
- |
- |
- |
122 |
48 |
- |
- |
- |
|||||||||||
|
X7CrNiTi18-10 |
+AT |
1 000 |
- |
110 |
45 |
15 |
- |
- |
- |
200 |
88 |
30 |
- |
- |
|||||||||
|
10 000 |
- |
85 |
30 |
10 |
- |
- |
- |
142 |
48 |
15 |
- |
- |
|||||||||||
|
X7CrNiNb18-10 |
+AT |
1 000 |
- |
140 |
65 |
25 |
- |
- |
- |
210 |
110 |
- |
- |
- |
|||||||||
|
10 000 |
- |
110 |
45 |
- |
- |
- |
- |
159 |
61 |
- |
- |
- |
|||||||||||
|
X15CrNiSi20-12 |
+AT |
1 000 |
- |
120 |
50 |
20 |
8 |
- |
- |
190 |
75 |
35 |
15 |
- |
|||||||||
|
10 000 |
- |
80 |
25 |
10 |
4 |
- |
- |
120 |
36 |
18 |
8,5 |
- |
|||||||||||
|
X7CrNiSiNCe21-11 |
+AT |
1 000 |
- |
170 |
66 |
31 |
15,5 |
(8) |
- |
238 |
105 |
50 |
24 |
(12) |
|||||||||
|
10 000 |
- |
126 |
45 |
19 |
10 |
(5) |
- |
157 |
63 |
27 |
13 |
(7) |
|||||||||||
|
X12CrNi23-13 |
+AT |
1 000 |
- |
100 |
40 |
18 |
8 |
- |
- |
190 |
75 |
35 |
15 |
- |
|||||||||
|
10 000 |
- |
70 |
25 |
10 |
5 |
- |
- |
120 |
36 |
18 |
8,5 |
- |
|||||||||||
|
X8CrNi25-21 |
+AT |
1 000 |
- |
100 |
45 |
18 |
10 |
- |
- |
170 |
80 |
35 |
15 |
- |
|||||||||
|
10 000 |
- |
90 |
30 |
10 |
4 |
- |
- |
130 |
40 |
18 |
8,5 |
- |
|||||||||||
|
X8NiCrAITi32-21 |
+AT |
1 000 |
- |
130 |
70 |
30 |
13 |
- |
- |
200 |
90 |
45 |
20 |
- |
|||||||||
|
10 000 |
- |
90 |
40 |
15 |
5 |
- |
- |
152 |
68 |
30 |
10 |
- |
|||||||||||
|
X6CrNiSiNCe19-10 |
+AT |
1 000 |
- |
147 |
61 |
25 |
9 |
(2,5) |
- |
238 |
105 |
46 |
18 |
(7) |
|||||||||
|
10 000 |
- |
126 |
42 |
15 |
5 |
(1.7) |
- |
157 |
63 |
25 |
10 |
(4) |
|||||||||||
|
X6NiCrSiNCe35-25 |
+AT |
1 000 |
- |
150 |
60 |
26 |
12,5 |
6,5 |
- |
200 |
84 |
41 |
22 |
12 |
|||||||||
|
10 000 |
- |
88 |
34 |
15 |
8 |
4,5 |
- |
127 |
56 |
28 |
15 |
8 |
|||||||||||
|
a +A = ủ; + AT = ủ dung dịch rắn hóa. b Các giá trị này trong nhiều trường hợp không đủ số liệu cơ sở; bởi thế phải coi là các giá trị sơ bộ. Tiếp tục, yêu cầu các số liệu thử nghiệm từ các nguồn thích hợp trong sử dụng sẽ hoán thiện thêm, nếu cần thiết sẽ hiệu chỉnh lại các giá trị trong bảng này. c Đối với những mác thép chưa có giá trị cho trong bảng, các thông tin về độ bền dão, nếu có nhu cầu và có khả năng, sẽ tìm trong các tiêu chuẩn quốc gia tương ứng hoặc yêu cầu người sản xuất cung thép cung cấp. d Rp1,0; T, t = ứng suất ờ nhiệt độ T, sau thời gian tác động t làm mẫu thép bị giãn dải vĩnh cửu 1 %. e Rm, T,t = ứng suất ở nhiệt độ T, sau thời gian tác động t làm mẫu thử dẫn tới phá hủy. |
|||||||||||||||||||||||
Bảng B.4 - Tính chất vật lý của thép chịu nhiệt (chỉ để tham khảo)
|
Mác thép |
Mật độ kg/dm3 |
Hệ số giãn nở đường 10-6 K-1 trong khoảng giữa 20 °C và |
Độ dẫn nhiệt W/(m K) |
Nhiệt dung kJ/(kg K) tại |
Điện trở suất W mm2/m tại |
Tính nhiễm từ |
|
|||||
|
200 °C |
400 °C |
600 °C |
800 °C |
1000 °C |
||||||||
|
tại 20 °C |
tại 500 °C |
|
||||||||||
|
Thép ferit |
|
|||||||||||
|
X2CrTi12 |
7,7 |
11,0 |
12,0 |
- |
- |
- |
25 |
- |
0,46 |
0,60 |
có |
|
|
X6Cr13 |
7,7 |
11,0 |
11,5 |
12,0 |
12,5 |
- |
25 |
28 |
0,50 |
0,60 |
có |
|
|
X10CrAlSi13 |
7,7 |
10,5 |
11,5 |
12,0 |
12,5 |
- |
21 |
23 |
0,50 |
0,75 |
có |
|
|
X6Cr17 |
7,7 |
10,0 |
11,0 |
11,5 |
12,5 |
- |
21 |
21 |
0,50 |
0,60 |
có |
|
|
X10CrAlSi18 |
7,7 |
10,5 |
11,5 |
12,0 |
12,5 |
13,5 |
19 |
25 |
0,50 |
0,93 |
có |
|
|
X10CrAlSi25 |
7,7 |
10,0 |
11,5 |
12,0 |
12,5 |
13,5 |
17 |
23 |
0,50 |
1,1 |
có |
|
|
X15CrN26 |
7,7 |
10,5 |
11,0 |
11,5 |
12,0 |
13,0 |
17 |
23 |
0,50 |
0,70 |
có |
|
|
X2CrTiNb18 |
7,7 |
10,0 |
10,5 |
- |
- |
- |
25 |
- |
0,46 |
0,60 |
có |
|
|
X3CrTi17 |
7,7 |
10,0 |
10,5 |
- |
- |
- |
25 |
- |
0,46 |
0,60 |
có |
|
|
Thép austenit |
|
|||||||||||
|
X7CrNi18-9 |
7,9 |
17,0 |
18,0 |
18,5 |
19,0 |
- |
15 |
21 |
0,50 |
0,73 |
khônga |
|
|
X7CrNiTi18-10 |
7,9 |
17,0 |
18,0 |
18,5 |
19,0 |
- |
15 |
- |
0,50 |
0,73 |
khônga |
|
|
X7CrNiNb18-10 |
7,9 |
17,0 |
18,0 |
18,5 |
19,0 |
- |
15 |
- |
0,50 |
0,73 |
khônga |
|
|
X15CrNiSi20-12 |
7,9 |
16,5 |
17,5 |
18,0 |
18,5 |
19,5 |
15 |
21 |
0,50 |
0,85 |
khônga |
|
|
X7CrNiSiNCe21-11 |
7,9 |
17,0 |
18,0 |
18,5 |
19,0 |
19,5 |
15 |
21 |
0,50 |
0,85 |
khônga |
|
|
X12CrNi23-13 |
7,9 |
16,0 |
17,5 |
18,0 |
18,5 |
19,5 |
15 |
19 |
0,50 |
0,78 |
khônga |
|
|
X8CrNi25-21 |
7,9 |
15,5 |
17,0 |
17,5 |
18,5 |
19,0 |
15 |
19 |
0,50 |
0,85 |
khônga |
|
|
X8NiCrAlTi32-21 |
8,0 |
15,0 |
16,0 |
17,0 |
17,5 |
18,5 |
12 |
17 |
0,55 |
1,0 |
khônga |
|
|
X6CrNiSiNCe19-10 |
7,8 |
16,5 |
18,0 |
18,5 |
19,0 |
20,0 |
15 |
21 |
0,50 |
0,85 |
khônga |
|
|
X6NiCrSiNCe35-25 |
7,9 |
15,5 |
16,0 |
17,0 |
17,5 |
18,0 |
11 |
18,5 |
0,45 |
1,0 |
khônga |
|
|
a Hơi nhiễm từ khi gia công biến dạng nguội. |
|
|||||||||||
PHỤ LỤC C
(Tham khảo)
Các mác thép cho trong Bảng 1 và đối chiếu với mác thép có trong các tiêu chuẩn ASTM-,EN- và JIS
Bảng C.1 - Các mác thép cho trong Bảng 1 và đối chiếu với mác thép có trong các tiêu chuẩn ASTM, EN và JIS
|
Mác thép phù hợp với |
|||||||
|
Bảng 1 |
ASTM/ UNSa |
ASTM/ khácb |
EN 10095 |
JIS |
|||
|
STT |
Tên mác thép |
Thứ tự theo ISO/TS 15510:2003 |
Tên mác thép |
Số hiệu |
|||
|
Thép ferit |
|||||||
|
1 |
X2CrTi12 |
62 |
S40900 |
409 |
X2CrTi12d |
1.4512d |
SUS409L |
|
2 |
X6Cr13 |
65 |
S41008 |
410S |
X6Cr13d |
1.4000d |
SUS410S |
|
3 |
X10CrAlSi13 |
- |
- |
- |
X10CrAlSi13 |
1.4724 |
- |
|
4 |
X6Cr17 |
67 |
S43000 |
430 |
X6Cr17d |
1.4016d |
SUS430 |
|
5 |
X10CrAlSi18 |
- |
- |
- |
X10CrAlSi18 |
1.4742 |
- |
|
6 |
X10CrAlSi25 |
- |
- |
- |
X10CrAlSi25 |
1.4762 |
- |
|
7 |
X15CrN26 |
- |
S44600 |
446 |
(X18CrN28) |
(1.4749) |
- |
|
8 |
X2CrTiNb18 |
- |
S43940 |
- |
X2CrTiNb18d |
1.4509 d |
- |
|
9 |
X3CrTi17 |
70 |
S43035 |
439 |
X3CrTi17d |
1.4510 d |
SUS430LX |
|
Thép austenit |
|||||||
|
10 |
X7CrNi18-9 |
7 |
S30409 |
304H |
X6CrNi18-10d |
1.4948 d |
SUS304H |
|
11 |
X7CrNiTi18-10 |
17 |
S32109 |
321H |
X8CrNiTi18-10 |
1.4878 |
SUS321H |
|
12 |
X7CrNiNb18-10 |
20 |
S34709 |
347H |
X7CrNiNb18-10e |
1.4912 e |
SUS347H |
|
13 |
X15CrNiSi20-12 |
- |
- |
- |
X15CrNiSi20-12 |
1.4828 |
- |
|
14 |
X7CrNiSiNCe21-11 |
- |
S30815 |
- |
X9CrNiSiNCe21-11-2 |
1.4835 |
- |
|
15 |
X12CrNi23-13 |
- |
S30908 |
309S |
X12CrNi23-13 |
1.4833 |
SUS309S |
|
16 |
X8CrNi25-21 |
- |
S31008 |
310S |
X8CrNi25-21 |
1.4845 |
SUS310S |
|
17 |
X8NiCrAlTi32-21 |
- |
N08800 |
800c |
X10NiCrAlTi32-21 |
1.4876 |
- |
|
18 |
X6CrNiSiNCe19-10 |
- |
S30415 |
- |
X6CrNiSiNCe19-10 |
1.4818 |
- |
|
19 |
X6NiCrSiNCe35-25 |
- |
S35315 |
- |
X6NiCrSiNCe35-25 |
1.4854 |
- |
|
a Các mác thép có thể đối chiếu, song chúng không hoàn toàn giống nhau, không cần thiết phải chấp thuận sự thay thế giữa các mác thép thuộc các hệ thống khác nhau. Trong bảng không liệt kê hệ thống mác thép UNS và không so sánh với mác thép trong hệ ASTM vì ký hiệu mác mác, hệ UNS có nguyên tắc cơ bản giống với ASTM. Thực tế hai văn bản kỹ thuật ký hiệu mác thép của UNS là E 527 và SAEJ 1086 cũng là một phần trong tiêu chuẩn ASTM b Ngoại trừ các điều đã chỉ dẫn, tên mác thép đầu tiên được định ra do Viện gang thép Mỹ (AISI). c Tên thép thông thường được dùng rỗng rãi, không phải tên thương hiệu, nên không liên quan tới bất kỳ người sản xuất nào. d Phụ lục D của EN 10095:1999. e Thép có trong EN 10222-5, không có trong EN 10095. |
|||||||
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] ISO 683-15 :1992, Heat- treatable steel, alloy steels and free-cuting steels - Part 15 ; Valve steels for internal combustion engines (Thép nhiệt luyện).
[2] ISO/TS 15510:2003, Stainless steel - Chemical composition (Thép không gỉ -Thành phần hóa học).
[3] ISO 16143-1 :2004, Stainless steel for general purposes - Part 1:Flat products (Thép không gỉ công dụng chung - Phần 1: Sản phẩm dạng phẳng).
[4] ISO 16143-2 :2004, Stainless steel for general purposes - Part 2 : Semi-finished products bar, rods and sections (Thép không gỉ công dụng chung - Phần 2:Bán thành phẩm, thanh, dây tròn và thép hình)
[5] ISO 16143-3 :2004, Stainless steel for general purposes - Part 3 : Wire (Thép không gỉ công dụng chung - Phần 3: Thép sợi)
[6] ISO 16143-3 :2004, Stainless steel for general purposes - Part 3 : Wire (Thép không gỉ công dụng chung - Phần 3: Thép sợi)
[7] EN 10095:1999 Heat resisting steels and nickel alloys
[8] EN 10222-5:1999 Steel forgings for pressure purposes - Part 5 : Martensitic, austenitic and austenitic- ferrictic stainless steels