Trang chủ / Công nghiệp / *** / TCVN5707:2007
Tiêu chuẩn quốc gia TCVN 5707:2007 (ISO 1302:2002) về Đặc tính hình học của sản phẩm (GPS) - Cách ghi nhám bề mặt trong tài liệu kỹ thuật của sản phẩm
TCVN 5707:2007
ISO 1302:2002
ĐẶC TÍNH HÌNH HỌC CỦA SẢN PHẨM (GPS) - CÁCH GHI NHÁM BỀ MẶT TRONG TÀI LIỆU KỸ THUẬT CỦA SẢN PHẨM
Geometrical Product Specifications (GPS)- Indication of surface texture in technical product documentation
Lời nói đầu
TCVN 5707:2007 thay thế TCVN 5707:1993.
TCVN 5707:2007 hoàn toàn tương đương với ISO 1302:2002.
TCVN 5707:2007 do Ban kỹ thuật tiêu chuẩn TCVN/TC 39
|
ĐẶC TÍNH HÌNH HỌC CỦA SẢN PHẨM (GPS) - CÁCH GHI NHÁM BỀ MẶT TRONG TÀI LIỆU KỸ THUẬT CỦA SẢN PHẨM
Geometrical Product Specifications (GPS)-Indication of surface texture in technical product documentation
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các quy tắc cho cách ghi nhám bề mặt trong tài liệu kỹ thuật của sản phẩm (ví dụ, bản vẽ, đặc tính kỹ thuật, hợp đồng, báo cáo) bằng các ký hiệu hình vẽ và bằng văn bản. Tiêu chuẩn này áp dụng được cho cách ghi các yêu cầu đối với các bề mặt bằng
a) các thông số profin theo TCVN 5120, có liên quan đến
- profin R (các thông số độ nhám),
- profin W (các thông số độ sóng), và
- profin P (các thông số cấu trúc),
b) các thông số mẫu theo TCVN 2511, có liên quan đến
- mẫu độ nhám, và
- mẫu độ sóng.
c) các thông số liên quan đến đường cong tỷ số vật liệu theo ISO 13565-2 và ISO 13565-3.
CHÚ THÍCH Đối với cách ghi các yêu cầu cho các khuyết tật bề mặt (lỗ rỗ, vết xước) không thể quy định được khi dùng các thông số nhám bề mặt, cần tham khảo ISO 8785 trong đó có đề cập đến các khuyết tật bề mặt.
2. Tài liệu viện dẫn
TCVN 7583-1:2006 (ISO 129-1), Bản vẽ kỹ thuật - Cách ghi các kích thước và dung sai - Phần 1: Nguyên tắc chung.
TCVN 5906:2007 (ISO1101:2004), Đặc tính hình học của sản phẩm (GPS) - Dung sai hình học - Dung sai hình dạng, hướng, vị trí và độ đảo.
TCVN 7284-2:2003 (ISO 3098-2:2000), Tài liệu kỹ thuật của sản phẩm - Chữ - Phần 2: Chữ cái La tinh, chữ số và dấu hiệu.
TCVN 5120:2007 (ISO 4287:1997), Đặc tính hình học của sản phẩm (GPS) - Nhám bề mặt: Phương pháp profin - thuật ngữ, định nghĩa và các thông số nhám bề mặt).
ISO 3274:1996, Geometrical Product Specifications (GPS) - Surface texture: Profile method - Nominal characteristics of contact (stylus) instruments (Đặc tính hình học của sản phẩm (GPS) - Nhám bề mặt: Phương pháp profin - Đặc tính danh nghĩa của các dụng cụ đo tiếp xúc)
ISO 4288:1996, Geometrical product specifications (GPS) - Surface texture: Profile method - Rules and procedures for the assessment of surface texture (Đặc tính hình học của sản phẩm (GPS) - Nhám bề mặt: Phương pháp profin - Quy tắc và quy trình đánh giá nhám bề mặt).
ISO 8785:1998, Geometrical Product specifications (GPS) - Surface imperfections - Tems, definitions and parameters (Đặc tính hình học của sản phẩm (GPS) - Khuyết tật bề mặt - Thuật ngữ, định nghĩa và thông số).
ISO 10135, Technical drawings - Simplified representation of moulded, cast and forged parts (Bản vẽ kỹ thuật - Biểu diễn đơn giản hóa các chi tiết dập khuôn, đúc và rèn).
ISO 10209-1:1992, Technical product documentation - Vocabulary - Part 1: Tems relating to technical drawings: general and types of drawings (Tài liệu kỹ thuật của sản phẩm - Từ vựng - Phần 1: Thuật ngữ liên quan đến bản vẽ kỹ thuật - Phần 1: Quy định chung và các loại bản vẽ).
ISO 11562:1996, Geometrical Product Specifications (GPS) - Surface texture: Profile method - Metrological characteristics of phase correct Filters (Đặc tính hình học của sản phẩm (GPS) - Nhám bề mặt: Phương pháp profin - Đặc tính đo lường của các bộ lọc hiệu chỉnh pha).
TCVN 2511:2007 (ISO 12085:1996), Đặc tính hình học của sản phẩm (GPS) - Nhám bề mặt: Phương pháp profin - Các thông số của mẫu profin.
ISO 13565-1:1996, Geometrical Product Specifications (GPS) - Surface texture: Profile method: Surfaces having stratified functional properties - Part 1: Filtering and general measurement conditions ((Đặc tính hình học của sản phẩm (GPS) - Nhám bề mặt: Phương pháp profin: Bề mặt có đặc tính phân tầng - Phần 1: Lọc và các điều kiện chung về đo).
ISO 13565-2:1996, Geometrical Product Specifications (GPS) - Surface texture: Profile method: Surfaces having stratified functional properties - Part 2: Height characterization using the linear material ratio curve (Đặc tính hình học của sản phẩm (GPS) - Nhám bề mặt: Phương pháp profin: Bề mặt có đặc tính phân tầng - Phần 2: Biểu thị đặc trưng chiều cao khi dùng đường cong tuyến tính của tỷ số vật liệu).
ISO 13565-3:1996, Geometrical Product Specifications (GPS) - Surface texture: Profile method: Surfaces having stratified functional properties - Part 3: Height characterization using the linear material probability curve (Đặc tính hình học của sản phẩm (GPS) - Nhám bề mặt: Phương pháp profin: Bề mặt có đặc tính phân tầng - Phần 3: Biểu thị đặc trưng chiều cao khi dùng đường cong xác suất vật liệu).
ISO 14253-1:1998, Geometrical Product Specifications (GPS) - Inspection by measurement of workpieces and measuring equipment - Part 1: Decision rules for proving conformance or non-conformance with specification (Đặc tính hình học của sản phẩm (GPS) - Kiểm tra bằng cách đo chi tiết gia công và thiết bị đo - Phần 1: Quy tắc lựa chọn để thử sự phù hợp và không phù hợp với các đặc tính kỹ thuật).
ISO 14660-1:1999, Geometrical Product Specifications (GPS) - Geometrical features - Part 1: General tems and definitions (Đặc tính hình học của sản phẩm (GPS) - Các yếu tố hình học - Phần 1: Thuật ngữ chung và định nghĩa).
ISO 81714-1:1999, Design of graphical symbols for use in the technical documentation of products - Part 1: Basic rules (Thiết kế các ký hiệu bằng hình vẽ để sử dụng trong tài liệu kỹ thuật của sản phẩm - Phần 1: Các quy tắc cơ bản).
3. Thuật ngữ và định nghĩa
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa trong ISO 3274, TCVN 5120, ISO 4288, ISO 10209-1, ISO 11562, TCVN 2511, ISO 13565-2, ISO 13565-3, ISO 14660-1 và các thuật ngữ định nghĩa sau.
3.1. Ký hiệu bằng hình vẽ cơ bản (basic graphical symbol)
Ký hiệu bằng hình vẽ (của nhám bề mặt) cách ghi yêu cầu đối với cấu trúc bề mặt hiện có. Xem Hình 1.
3.2. Ký hiệu bằng hình vẽ mở rộng (expanded graphical symbol)
Ký hiệu bằng hình vẽ (của nhám bề mặt) cách ghi vật liệu được cắt bỏ đi hoặc không cắt bỏ đi để đạt được nhám bề mặt quy định.
Xem các Hình 2 và 3.
3.3. Ký hiệu bằng hình vẽ đầy đủ (complete graphical symbol)
Ký hiệu bằng hình vẽ cơ bản hoặc mở rộng (của nhám bề mặt) được mở rộng dễ dàng thêm vào các yêu cầu bổ sung của nhám bề mặt.
Xem Hình 4.
3.4. Thông số nhám bề mặt [surface (texture) parameter]
Thông số biểu thị đặc tính hình học tế vi của một bề mặt.
CHÚ THÍCH Ví dụ về ký hiệu thông số của nhám tế vi của bề mặt được giới thiệu trong Phụ lục E.
3.5. Ký hiệu của thông số bề mặt [(surface) parameter symbol]
Ký hiệu cách ghi loại thông số nhám bề mặt.
CHÚ THÍCH Các ký hiệu thông số bao gồm các chữ cái và các trị số (ví dụ, Ra, Ramax, Wz, Wz1max, AR, Rpk, Rpq).
4. Các ký hiệu bằng hình vẽ để cách ghi nhám bề mặt
4.1. Quy định chung
Các yêu cầu đối với nhám bề mặt được cách ghi trong các tài liệu kỹ thuật của sản phẩm bằng nhiều phương án ký hiệu bằng hình vẽ, mỗi phương án có ý nghĩa quan trọng riêng. Các ký hiệu bằng hình vẽ quy định trong 4.2 và 4.3 phải được bổ sung thêm các yêu cầu phụ thêm dưới dạng các trị số, các ký hiệu bằng hình vẽ và văn bản (xem thêm các điều 5, 6, 7, và 8). Cần chú ý tới vấn đề là, trong trường hợp riêng, có thể sử dụng một mình các ký hiệu bằng hình vẽ để truyền đạt ý nghĩa đặc biệt trên bản vẽ kỹ thuật (xem điều 11).
4.2. Ký hiệu bằng hình vẽ cơ bản
Ký hiệu bằng hình vẽ cơ bản gồm có hai đường thẳng có chiều dài không bằng nhau được đặt nghiêng một góc xấp xỉ 60o so với đường đại diện cho bề mặt được xem xét, như cách ghi trên Hình 1. Không nên sử dụng một mình ký hiệu bằng hình vẽ cơ bản (mà không có thông tin bổ sung). Việc sử dụng ký hiệu bằng hình vẽ cơ bản phải có tập hợp các cách ghi kèm theo như trên các Hình 23 và 26.
Nếu ký hiệu bằng hình vẽ cơ bản được sử dụng có cách ghi bổ sung (xem điều 5) thì không cần có quyết định thêm về việc có cần thiết phải cắt bỏ vật liệu để đạt được bề mặt quy định (xem 4.3.1) hay không hoặc không được phép cắt bỏ vật liệu để đạt được bề mặt quy định (xem 4.3.2).
![]()
Hình 1 - Ký hiệu bằng hình vẽ cơ bản đối với nhám bề mặt
4.3. Ký hiệu bằng hình vẽ mở rộng
4.3.1. Cần cắt bỏ vật liệu
Nếu cần cắt bỏ vật liệu - ví dụ như bằng gia công cắt gọt - để đạt được bề mặt quy định, thì phải thêm vào ký hiệu bằng hình vẽ cơ bản một nét gạch ngang như cách ghi trên Hình 2.
Không nên sử dụng một mình ký hiệu bằng hình vẽ mở rộng trên Hình 2 (mà không có thông tin bổ sung).
![]()
Hình 2 - Ký hiệu bằng hình vẽ mở rộng cách ghi cần phải cắt bỏ vật liệu
4.3.2. Không cho phép cắt bỏ vật liệu
Nếu không được phép cắt bỏ vật liệu để đạt được bề mặt quy định thì cần thêm vào ký hiệu bằng hình vẽ cơ bản một vòng tròn như cách ghi trên Hình 3. Đối với ứng dụng đặc biệt của ký hiệu bằng hình vẽ mở rộng này, xem điều 10.
![]()
Hình 3 - Ký hiệu bằng hình vẽ mở rộng cách ghi không được phép cắt bỏ vật liệu
4.4. Ký hiệu bằng hình vẽ đầy đủ
Khi phải cách ghi các yêu cầu bổ sung đối với các đặc tính nhám bề mặt (xem điều 6) thì phải thêm vào cạnh dài hơn của các ký hiệu bằng hình vẽ được minh họa trên các Hình 1 đến 3 một đường như cách ghi trên Hình 4.
Để sử dụng dạng văn bản - ví dụ như các báo cáo hoặc hợp đồng - cách ghi về nhám đối với Hình 4a) là APA 1), đối với b) là MRR 2) và đối với c) là NMR 3).
|
|
|
|
|
a) Cho phép có quá trình gia công bất kỳ |
b) Phải cắt bỏ vật liệu |
c) Không phải cắt bỏ vật liệu |
Hình 4 - Ký hiệu bằng hình vẽ đầy đủ
4.5. Ký hiệu bằng hình vẽ cho “tất cả các mặt xung quanh một đường biên (profin) của chi tiết gia công”
Khi cần có cùng một nhám bề mặt trên tất cả các mặt xung quanh một đường bao của chi tiết gia công (các yếu tố gắn liền với chi tiết gia công) được biểu diễn trên bản vẽ bằng một đường bao khép kín của chi tiết gia công, thì phải thêm vào ký hiệu bằng hình vẽ đầy đủ được minh họa trên Hình 4 một vòng tròn như cách ghi trên Hình 5.
Các mặt phải được cách ghi độc lập nếu có thể xuất hiện sự không rõ ràng (chính xác) do sự cách ghi toàn bộ.
CHÚ THÍCH Đường bao trên bản vẽ biểu thị 6 mặt của chi tiết trong không gian 3D (không bao gồm mặt trước và mặt sau).
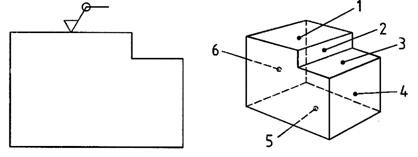
Hình 5 - Yêu cầu của nhám bề mặt đối với tất cả 6 mặt được biểu thị bằng đường bao trên chi tiết gia công
5. Kết cấu của ký hiệu bằng hình vẽ đầy đủ đối với nhám bề mặt
5.1. Quy định chung
Để bảo đảm cho yêu cầu về nhám bề mặt là rõ ràng, ngoài cách ghi về thông số của nhám bề mặt và trị số của thông số này, có thể cần phải quy định các yêu cầu bổ sung (ví dụ, dải truyền, hoặc chiều dài lấy mẫu, quá trình gia công, vị trí và hướng của bề mặt và lượng dư gia công). Có thể cần phải lập ra các yêu cầu cho nhiều thông số nhám bề mặt khác nhau để bảo đảm sao cho các yêu cầu của bề mặt xác định được tính chất sử dụng rõ ràng của bề mặt. Các nội dung chi tiết hơn được giới thiệu trong Phụ lục D.
5.2. Vị trí các yêu cầu bổ sung của nhám bề mặt
Các vị trí bắt buộc của các yêu cầu khác nhau về nhám bề mặt trong ký hiệu bằng hình vẽ đầy đủ được giới thiệu trên Hình 6.

Hình 6 - Các vị trí (a đến e) cho các yêu cầu bổ sung
Các yêu cầu bổ sung của nhám bề mặt có dạng
- các thông số nhám bề mặt,
- các trị số, và
- dải truyền/chiều dài lấy mẫu
phải được đưa vào các vị trí riêng trong ký hiệu bằng hình vẽ đầy đủ theo quy định sau
a) Vị trí a - Chỉ một yêu cầu của nhám bề mặt
Ghi ký hiệu thông số của nhám bề mặt, trị số giới hạn và dải truyền/chiều dài lấy mẫu theo điều 6. Để tránh hiểu sai phải bố trí một khoảng trống giữa ký hiệu thông số và giá trị giới hạn.
Thông thường dải truyền hoặc chiều dài lấy mẫu phải được ghi, kèm theo sau là dấu gạch chéo (/), sau đó là ký hiệu thông số nhám bề mặt và sau nữa là trị số của thông số nhám bề mặt (có sử dụng đến một số lẻ).
VÍ DỤ 1: 0,0025 - 0,8/Rz 6,8 (ví dụ có cách ghi dải truyền).
VÍ DỤ 2: - 0,8/Rz 6,8 (ví dụ chỉ cách ghi chiều dài lấy mẫu).
Đặc biệt là đối với phương pháp mẫu profin, dải truyền phải được cách ghi kèm theo sau là dấu gạch chéo (/), sau đó là trị số của chiều dài đánh giá, rồi đến dấu gạch chéo, sau đó là ký hiệu thông số nhám bề mặt và sau nữa là trị số của thông số nhám bề mặt.
VÍ DỤ 3: 0,008 - 0,5/16/R 10.
CHÚ THÍCH Thông thường dải truyền là phạm vi bước sóng giữa hai bộ lọc xác định (xem ISO 3274 và ISO 11562), và đối với phương pháp mẫu profin, là phạm vi bước sóng giữa hai giới hạn xác định (xem TCVN 2511).
b) Vị trí a và b - Hai hoặc nhiều yêu cầu của nhám bề mặt
Ghi yêu cầu thứ nhất của nhám bề mặt ở vị trí “a” tương tự như trong a). Ghi yêu cầu thứ hai của nhám bề mặt ở vị trí b). Nếu cần ghi yêu cầu thứ ba hoặc nhiều hơn thì ký hiệu bằng hình vẽ được mở rộng tương ứng theo phương thẳng đứng để tạo thành khoang có nhiều dòng. Vị trí “a” và “b” được di chuyển lên trên khi ký hiệu được mở rộng (xem điều 6).
c) Vị trí c - Phương pháp gia công
Ghi phương pháp gia công, xử lý bề mặt, các lớp phủ hoặc các yêu cầu khác cho quá trình gia công v.v... để tạo ra bề mặt, ví dụ như, tiện, mài, mạ phủ (xem điều 7).
d) Vị trí d - Vị trí và hướng bề mặt
Cách ghi ký hiệu vị trí và hướng bề mặt yêu cầu, nếu có, ví dụ đối với vị trí và hướng bề mặt “=”, “X”, “M” (xem thêm điều 8).
e) Vị trí e - Lượng dư gia công
Ghi lượng dư gia công yêu cầu, nếu có, là trị số tính bằng milimét, xem điều 9.
6. Cách ghi các thông số nhám bề mặt
6.1. Quy định chung
Phải ghi ký hiệu của thông số và trị số của nó bao gồm bốn nội dung thông tin chủ yếu để giải thích yêu cầu. Đó là:
- profin nào trong ba profin bề mặt (R, W hoặc P) được ghi,
- đặc tính nào của profin được ghi,
- có bao nhiêu chiều dài lấy mẫu để tạo ra chiều dài đánh giá, và
- giới hạn của đặc tính đã cách ghi được giải thích như thế nào.
Có ba nhóm các thông số nhám bề mặt chính đã được tiêu chuẩn hóa để sử dụng cùng với ký hiệu đầy đủ. Định nghĩa của các thông số được giới thiệu trong TCVN 5120, TCVN 2511, ISO 13565-2 và ISO 13565-3, phù hợp với Bảng 1.
Bảng 1 - Mô tả tóm tắt các loại thông số
|
|
Các thông số |
|||||||
|
Profin |
Mẫu profin |
Đường cong tỷ số vật liệu |
||||||
|
Tuyến tính |
Xác suất |
|||||||
|
R |
W |
P |
R |
W |
R |
R |
P |
|
|
Ký hiệu |
Xem E.2 |
Xem E.2 |
Xem E.2 |
Xem E.3 |
Xem E.3 |
Xem E.4.2 |
Xem E.4.3 |
Xem E.4.3 |
|
Chiều dài đánh giá |
Xem F.2 |
Xem F.2 |
Xem F.2 |
Xem F.3 |
Xem F.3 |
Xem F.4 |
Xem F.4 |
Xem F.4 |
|
Giới hạn dung sai |
Xem 6.4 |
|||||||
|
Dải truyền |
Xem G.2 |
Xem G.2 |
Xem G.2 |
Xem G.3 |
Xem G.3 |
Xem G.4 |
Xem G.4 |
Xem G.4 |
6.2. Cách ghi các ký hiệu thông số
Xem Phụ lục E. Nếu các ký hiệu thông số được cách ghi như trong Phụ lục E, không có sự cải biến, thì điều đó có nghĩa là định nghĩa mặc định nghĩa là theo tiêu chuẩn hoặc giải thích mặc nhiên về giới hạn của đặc tính (“quy tắc 16 %”, xem 4.2 và 4.3 của ISO 4288:1996). Xem 6.4 đối với cách ghi của “quy tắc max” để giải thích giới hạn của đặc tính.
6.3. Cách ghi chiều dài đánh giá, ln
6.3.1. Quy định chung
Nếu ký hiệu của thông số được cách ghi như trong Phụ lục E, không có sự cải biến, thì điều đó nói lên rằng yêu cầu này là chiều dài đánh giá mặc định nếu nó được định nghĩa trong các tiêu chuẩn thích hợp.
Trong các trường hợp này khi không có định nghĩa mặc định theo tiêu chuẩn về số các chiều dài lấy mẫu trong chiều dài đánh giá thì phải đưa thêm số các chiều dài lấy mẫu vào ký hiệu thông số để đạt được yêu cầu rõ ràng, chính xác về nhám bề mặt.
6.3.2. Các thông số profin (TCVN 5120:2007)
- Profin R
Xem F.2. Nếu số các chiều dài lấy mẫu trong chiều dài đánh giá khác với số mặc định là 5 (xem 4.4 của ISO 4288:1996) thì số các chiều dài lấy mẫu này phải được cách ghi liền kề với ký hiệu thông số có liên quan.
VÍ DỤ: Rp3 hoặc Rv3 hoặc Rz3 hoặc Rc3 hoặc Rt3 hoặc Ra3 hoặc... RSm3... (nếu một chiều dài đánh giá thu được gồm ba chiều dài lấy mẫu).
- Profin W
Xem F.2, Phải luôn luôn cách ghi số các chiều dài lấy mẫu liền kề với ký hiệu thông số độ sóng.
VÍ DỤ: Wz5 hoặc Wa3.
- Profin P
Xem F.2. Chiều dài lấy mẫu đối với các thông số P tương đương với chiều dài đánh giá (xem 3.1.9 của TCVN 5120 và chiều dài đánh giá bằng chiều dài của yếu tố được đo (xem 4.4 của TCVN 5120). Do đó không cần phải cách ghi số các chiều dài lấy mẫu trong ký hiệu thông số của các thông số nhám bề mặt.
6.3.3. Các thông số của mẫu profin (TCVN 2511:2007)
Xem F.3. Nếu chiều dài đánh giá khác so với số mặc định là 16 mm thì phải cách ghi chiều dài này giữa hai gạch chéo.
VÍ DỤ: 0,008 - 0,5/12/R 10.
CHÚ THÍCH Cần lưu ý rằng khái niệm chiều dài đánh giá trong trường hợp các thông số của mẫu profin, khác với khái niệm chiều dài đánh giá của các thông số nhám bề mặt khác ở chỗ không có khái niệm về chiều dài lấy mẫu. Do đó không cần phải ghi số các chiều dài lấy mẫu trong ký hiệu thông số của các tham số mẫu profin.
6.3.4. Các thông số dựa trên đường cong tỷ số vật liệu (ISO 13565-2, ISO 13565-3)
- Profin R
Xem F.4. Nếu số các chiều dài lấy mẫu trong chiều dài đánh giá khác với số mặc định là 5 (xem điều 7 của ISO 13565-1:1996) thì số các chiều dài lấy mẫu này phải được cách ghi liền kề với ký hiệu thông số có liên quan.
VÍ DỤ: Rk8, Rpk8, Rvk8, Rpq8, Rvq8, Rmq8 (nếu một chiều dài đánh giá thu được gần 8 chiều dài lấy mẫu).
Đối với các thông số profin R dựa trên đường cong tuyến tính của tỷ số vật liệu theo ISO 13565-2 và TCVN 2511 - nghĩa là các thông số Rke, Rpke, Rvke, v.v... - thì phải cách ghi chiều dài đánh giá theo 6.3.3.
- Profin P
Xem F.4. Chiều dài lấy mẫu đối với các thông số P tương đương với chiều dài đánh giá (xem 3.1.9 của TCVN 5120) và chiều dài đánh giá bằng chiều dài của yếu tố được đo (xem 4.4 của TCVN 5120). Do đó không cần phải cách ghi số các chiều dài lấy mẫu trong ký hiệu thông số của các thông số nhám bề mặt.
6.4. Cách ghi các giới hạn dung sai
6.4.1. Quy định chung
Có hai cách cách ghi và giải thích khác nhau về các giới hạn đặc tính của nhám bề mặt:
a) “quy tắc 16 %”;
b) “quy tắc max”.
Xem 5.2 và 5.3 của ISO 4288:1996.
“Quy tắc 16 %” được xác định là quy tắc mặc định đối với tất cả các cách ghi về các yêu cầu của nhám bề mặt. Điều này có nghĩa là “quy tắc 16 %” áp dụng cho một yêu cầu của nhám bề mặt khi áp dụng ký hiệu thông số bề mặt như đã nêu trong Phụ lục E (xem Hình 7). Nếu áp dụng “quy tắc max” cho yêu cầu về nhám bề mặt thì phải đưa “max” vào ký hiệu thông số (xem Hình 8). Không áp dụng “quy tắc max” cho các thông số của mẫu profin.
|
MRR Ra 0,7; Rz1 3,3 |
|
|
a) trong văn bản |
b) trên bản vẽ |
Hình 7 - Cách ghi thông số khi áp dụng “quy tắc 16 %” (dải truyền không đầy đủ)
|
MRR Ramax 0,7; Rz1max 3,3 |
|
|
a) trong văn bản |
b) trên bản vẽ |
Hình 8 - Cách ghi thông số khi áp dụng “quy tắc max” (dải truyền không đầy đủ)
6.4.2. Các thông số của profin (TCVN 5120:2007)
“Quy tắc 16 %” và “Quy tắc max” áp dụng được cho các thông số của profin được định nghĩa trong TCVN 5120.
6.4.3. Các thông số của mẫu profin (TCVN 2511:2007)
Xác định các thông số của mẫu profin chỉ bằng “quy tắc 16 %” (xem 5.4 của TCVN 5120).
6.4.4. Các thông số dựa trên đường cong tỷ số vật liệu (ISO 13565-2, ISO 13565-3)
“Quy tắc 16 %” và “Quy tắc max” áp dụng được cho các thông số có liên quan đường cong tỷ số vật liệu được xác định trong ISO 13565-2 và ISO 13565-3.
6.5. Cách ghi dải truyền và chiều dài lấy mẫu
6.5.1. Quy định chung
Khi không cách ghi dải truyền cho ký hiệu của thông số thì dải truyền mặc định được áp dụng cho yêu cầu của nhám bề mặt (xem Phụ lục G đối với định nghĩa của các dải truyền mặc định, xem các yêu cầu về nhám bề mặt trên các Hình 7 và 8 khi không cách ghi dải truyền).
Một số thông số của nhám bề mặt không có một dải truyền mặc định xác định, một bộ lọc sóng ngắn mặc định hoặc một chiều dài lấy mẫu không đầy đủ (bộ lọc sóng dài). Do đó, việc cách ghi nhám bề mặt phải quy định dải truyền, bộ lọc sóng ngắn hoặc bộ lọc sóng dài để bảo đảm cho yêu cầu của nhám bề mặt là rõ ràng, chính xác.
Để bảo đảm rằng bề mặt được kiểm tra là rõ ràng, chính xác bởi yêu cầu của nhám bề mặt, phải cách ghi dải truyền trước ký hiệu thông số và được cách ly khỏi ký hiệu thông số bằng gạch chéo (/).
Phải cách ghi dải truyền bao gồm các giá trị ngưỡng của các bộ lọc (tính theo milimét) được tách biệt với nhau bằng dấu gạch nối “-”, bộ lọc sóng ngắn được cách ghi đầu tiên và bộ lọc sóng dài được cách ghi thứ hai. Xem Hình 9.
|
MRR 0,0025 - 0,8/Rz 3,0 |
|
|
a) trong văn bản |
b) trên bản vẽ |
Hình 9 - Cách ghi dải truyền có liên quan đến yêu cầu của nhám bề mặt
Trong một số trường hợp, việc cách ghi chỉ liên quan đến một trong hai bộ lọc trong dải truyền. Bộ lọc thứ hai có trị số không đầy đủ, nếu có. Nếu chỉ có một bộ lọc được cách ghi thì dấu gạch nối vẫn được duy trì để nhận biết bộ lọc được chỉ dẫn.
VÍ DỤ 1: 0,008 - (cách ghi bộ lọc sóng ngắn).
VÍ DỤ 2: - 0,25 (cách ghi bộ lọc sóng dài).
6.5.2. Các thông số của profin (TCVN 5120:2007)
- Profin R
Xem G.2. Trong trường hợp có cách ghi dải truyền, có thể chỉ cần cách ghi bộ lọc sóng dài λc (ví dụ, - 0,8). Bộ lọc sóng ngắn λs khi đó sẽ theo quy định trong 4.4 của ISO 3274:1996).
Nếu cần kiểm tra cả bộ lọc sóng ngắn và bộ lọc sóng dài trong dải truyền đối với các thông số độ nhám thì phải cách ghi cả hai bộ lọc có liên quan đến ký hiệu thông số.
VÍ DỤ: 0,008 - 0,8.
- Profin W
Xem G.2. Phải luôn luôn cách ghi dải truyền bởi cả hai trị số ngưỡng để bảo đảm cho yêu cầu được rõ ràng, chính xác. Có thể cách ghi dải truyền đối với độ sóng dựa trên ngưỡng không đầy đủ lc đối với độ nhám bề mặt theo ISO 4288, cho cùng một bề mặt (xem Hình 10), bởi biểu thức lc - n ´ lc, trong đó số n do người thiết kế lựa chọn.
|
MRR lc - 12 ´ lc/Wz 125 |
|
|
a) trong văn bản |
b) trên bản vẽ |
Hình 10 - Dải truyền đối với độ sóng dựa trên ngưỡng mặc định lc cho độ nhám bề mặt
- Profin P
Xem G.2. Phải luôn luôn cách ghi trị số ngưỡng của bộ lọc sóng ngắn λs để bảo đảm cho yêu cầu được rõ ràng, chính xác.
Trong trường hợp mặc định, các thông số P không có bất kỳ các bộ lọc sóng dài nào (các chiều dài lấy mẫu). Có thể cách ghi một bộ lọc sóng dài (chiều dài lấy mẫu) cho các thông số P nếu có yêu cầu của chức năng chi tiết gia công.
Ví dụ: - 25/Pz 225.
6.5.3. Các thông số của mẫu profin (TCVN 2511:2007)
- Profin độ nhám
Xem G.3. Không cần phải ghi chiều dài đánh giá nếu trị số của nó được lấy từ TCVN 2511 (Bảng 1) cho một cặp tương ứng (ls, A). Tuy nhiên phải ghi hai đường gạch chéo.
Nếu không ghi giới hạn cho các bước sóng ngắn, thì trị số mặc định là λs = 0.008 mm.
- Profin độ sóng
Xem G.3. Phải cách ghi đồng thời cả hai giới hạn A và B đối với bước sóng ngắn và bước sóng dài. Không cần thiết phải ghi chiều dài đánh giá nếu trị số của nó được lấy từ TCVN 2511 (Bảng 1) cho một cặp tương ứng (A, B). Tuy nhiên phải ghi hai đường gạch chéo.
Nếu không ghi giới hạn thì các trị số mặc định là A = 0,5 mm và B = 2,5 mm.
6.5.4. Các thông số dựa trên đường cong tỷ số vật liệu (ISO 13565-2, ISO 13565-3)
- Profin R
Xem G.4. Chỉ có trị số mặc định và một trị số không mặc định được tiêu chuẩn hóa.
- Profin P
Xem G.4. Nếu ghi các thông số P theo ISO 13565-3 thì phải ghi bộ lọc sóng ngắn λs có liên quan đến ký hiệu thông số để bảo đảm yêu cầu được chính xác, rõ ràng.
Trong trường hợp mặc định, các thông số P không có bất kỳ các bộ lọc sóng dài nào (các chiều dài lấy mẫu). Có thể ghi một bộ lọc sóng dài (chiều dài lấy mẫu) cho các thông số P nếu có yêu cầu của chức năng chi tiết gia công.
6.6. Các loại dung sai- Một phía hoặc hai phía
6.6.1. Quy định chung
Phải cách ghi yêu cầu về nhám bề mặt bằng dung sai một phía hoặc dung sai hai phía. Các giới hạn dung sai phải được biểu thị bằng cách ghi ký hiệu của thông số, trị số của thông số và dải truyền như đã mô tả trong 6.2, 6.3, 6.4 và 6.5.
6.6.2. Dung sai một phía của một thông số bề mặt
Khi ghi ký hiệu của thông số, trị số của thông số và dải truyền thì các trị số này phải được hiểu rằng đó là giới hạn trên một phía của dung sai đối với thông số đang xem xét (giới hạn “quy tắc 16 %” hoặc giới hạn “quy tắc max”).
Nếu ký hiệu của thông số, trị số của thông số và dải truyền đã cách ghi được giải thích là giới hạn dưới một phía của dung sai đối với thông số đang xem xét (giới hạn 16 % hoặc giới hạn max) thì phải đặt trước ký hiệu của thông số chữ cái L.
VÍ DỤ: L Ra 0,32.
6.6.3. Dung sai hai phía của một thông số bề mặt
Phải ghi dung sai hai phía trong một ký hiệu đầy đủ bằng cách đặt yêu cầu đối với hai giới hạn dung sai, giới hạn nọ trên giới hạn kia, giới hạn trên (giới hạn “quy tắc 16 %” hoặc giới hạn “quy tắc max”) được ghi sau chữ U còn giới hạn dưới được ghi sau chữ L (xem Hình 11). Khi các giới hạn trên và dưới được biểu thị bởi cùng một thông số với các trị số giới hạn khác nhau thì có thể bỏ chữ U và L, với điều kiện là sự loại bỏ này không gây ra sự nghi ngờ.
Không cần thiết phải biểu thị các giới hạn trên và dưới bằng cùng một ký hiệu thông số và dải truyền.
|
MRR U Rz 0,9; L Ra 0,3 |
|
|
a) trong văn bản |
b) trên bản vẽ |
Hình 11 - Cách ghi dung sai hai phía của thông số bề mặt
7. Cách ghi phương pháp gia công hoặc thông tin có liên quan
Trị số của thông số nhám bề mặt của một bề mặt thực chịu ảnh hưởng lớn của hình dạng đường cong profin. Ký hiệu của một thông số, trị số của thông số và dải truyền - được cách ghi một mình như là một yêu cầu về nhám bề mặt - không thể dẫn đến sự hiểu biết rõ ràng, chính xác về chức năng của bề mặt. Do đó trong đa số các trường hợp cần phải ấn định quá trình gia công, bởi vì đối với một số bề mặt thì quá trình gia công này có thể tạo ra hình dạng riêng của đường cong profin theo yêu cầu.
Cũng có thể có các lý do khác để xác định sự cần thiết phải cách ghi quá trình gia công.
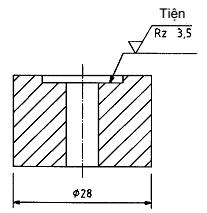
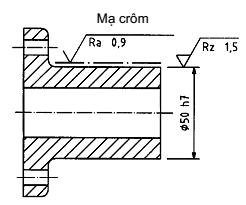
Có thể trình bày quá trình gia công của bề mặt quy định bằng văn bản và được ghi thêm vào ký hiệu đầy đủ như cách ghi trên các Hình 12 và 13. Lớp phủ, trong ví dụ của Hình 13, được cách ghi theo cách trình bày của ISO 1456.
|
MRR tiện Rz 3.1 |
|
|
a) trong văn bản |
b) trên bản vẽ |

Hình 12 - Cách ghi quá trình gia công và yêu cầu về độ nhám của bề mặt
|
NMR Fe/Ni 15p Cr r; Rz 0,6 |
|
|
a) trong văn bản |
b) trên bản vẽ |
Hình 13 - Cách ghi yêu cầu của lớp phủ và độ nhám
8. Cách ghi hướng nhám bề mặt
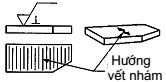
Có thể ghi hướng của vết nhám do quá trình gia công để lại (ví dụ, vết của dụng cụ) trong ký hiệu đầy đủ bằng cách sử dụng các ký hiệu cho trong Bảng 2 và được minh họa bằng ví dụ trên Hình 14. Không áp dụng cách ghi hướng vết nhám bề mặt bằng các ký hiệu xác định (ví dụ, ký hiệu vuông góc trên Hình 14) cho các cách ghi về cấu trúc.

Hình 14 - Hướng của vết nhám bề mặt được cách ghi vuông góc với mặt phẳng hình vẽ
CHÚ THÍCH Hướng của vết nhám bề mặt là hướng của các đường lồi, lõm thường được xác định bởi quá trình gia công.
Các ký hiệu trong Bảng 2 cách ghi vết nhám bề mặt và hướng của vết nhám bề mặt so với đến mặt phẳng bản vẽ chứa yêu cầu về nhám bề mặt.
Bảng 2 - Cách ghi vết nhám bề mặt
|
Ký hiệu bằng hình vẽ |
Giải thích và ví dụ |
|
|
|
Các đường song song với mặt phẳng hình chiếu trên đó ghi ký hiệu |
|
|
|
Các đường vuông góc với mặt phẳng hình chiếu trên đó ghi ký hiệu |
|
|
|
Các đường chéo giao nhau so với mặt phẳng hình chiếu trên đó ghi ký hiệu |
|
|
|
Nhiều hướng |
|
|
|
Các đường gần như tròn so với tâm của bề mặt trên đó ghi ký hiệu |
|
|
|
Các đường gần như hướng tâm so với tâm của bề mặt trên đó ghi ký hiệu |
|
|
|
Vết nhám dạng hạt hoặc lô nhô không có hướng |
|
|
Nếu cần quy định một mẫu vết nhám bề mặt chưa được xác định rõ bằng các ký hiệu trong bảng thì cần đưa thêm vào bản vẽ chú thích thích hợp. |
||





9. Cách ghi lượng dư gia công
Lượng dư gia công cơ thường chỉ được cách ghi trong các trường hợp khi có nhiều quá trình gia công được dẫn ra trong cùng một bản vẽ. Lượng dư gia công được quy định (ví dụ, trên các bản vẽ của các chi tiết đúc và rèn thô, trong đó chi tiết tinh được cách ghi trong chi tiết thô. Định nghĩa và ứng dụng của các lượng dư gia công được giới thiệu trong ISO 10135. Không áp dụng cách ghi về lượng dư gia công bằng các ký hiệu dưới dạng văn bản.
Khi cách ghi lượng dư gia công, có thể xảy ra trường hợp yêu cầu về lượng dư gia công chỉ là yêu cầu bổ sung thêm vào ký hiệu đầy đủ. Cũng có thể cách ghi lượng dư gia công có liên quan đến yêu cầu thông thường về nhám bề mặt (xem Hình 15).
Hình 15 - Cách ghi các yêu cầu về nhám bề mặt cho các chi tiết “tinh” (bao gồm cả yêu cầu về lượng dư gia công 3 mm cho tất cả các bề mặt)
10. Tóm tắt các cách ghi về yêu cầu đối với nhám bề mặt và các trị số của yêu cầu này
Về mặt nguyên tắc, các yêu cầu về nhám bề mặt trên bản vẽ kỹ thuật phải bao gồm tối thiểu là một trong các ký hiệu cách ghi trên các Hình 1 đến 5 và các lời chú giải bổ sung có liên quan được mô tả trong các điều 5 đến 9.
Các ký hiệu bằng hình vẽ được sử dụng một mình chỉ có ý nghĩa như là một yêu cầu về nhám bề mặt khi
- được sử dụng phù hợp với 11.3, hoặc
- khi ký hiệu bằng hình vẽ cơ bản nêu trên Hình 3 được sử dụng trên bản vẽ liên quan đến quá trình gia công.
Trong trường hợp sau cùng, có thể giải thích như sau
Bề mặt quy định phải được giữ nguyên tình trạng do quá trình gia công trước để lại, bất kể bề mặt được gia công bằng phương pháp cắt gọt hoặc bằng các phương pháp khác.
Việc xác định sự phù hợp hoặc không phù hợp của một bề mặt với yêu cầu đã cho về nhám bề mặt phải được thực hiện phù hợp với ISO 14253-1. Hơn nữa phải tính đến các quy tắc giải thích của tiêu chuẩn này và nội dung của các tiêu chuẩn về nhám bề mặt có liên quan.
11. Vị trí trên bản vẽ và tài liệu kỹ thuật khác của sản phẩm
11.1. Quy định chung
Các yêu cầu về nhám bề mặt phải được cách ghi chỉ một lần đối với một bề mặt đã cho, nếu có thể, trên cùng một hình chiếu ở đó có cách ghi và quy định dung sai kích thước hoặc vị trí hoặc kích thước và vị trí.
Trừ khi có quy định khác, có thể cách ghi các yêu cầu về nhám bề mặt cho bề mặt sau gia công, mạ phủ v.v... (xem Phụ lục C).
11.2. Vị trí và hướng của ký hiệu bằng hình vẽ và lời chú giải cho ký hiệu này
11.2.1. Quy định chung
Quy tắc chung là ký hiệu bằng hình vẽ cùng với thông tin bổ sung phải có hướng sao cho có thể đọc được ký hiệu từ dưới đáy hoặc phía bên phải của bản vẽ phù hợp với TCVN 7583-1 (xem Hình 16).
Hình 16 - Hướng đọc các yêu cầu về nhám bề mặt
11.2.2. Trên đường bao hoặc bằng đường chú dẫn và đường dẫn
Yêu cầu về nhám bề mặt (ký hiệu bằng hình vẽ) phải tiếp xúc với bề mặt hoặc được nối với bề mặt bằng đường chú dẫn, kết thúc bằng một mũi tên.
Theo quy tắc chung, ký hiệu bằng hình vẽ hoặc đường dẫn kết thúc bằng một mũi tên (hoặc dấu kết thúc khác) phải chỉ vào bề mặt từ bên ngoài vật liệu của chi tiết gia công - hoặc chỉ vào đường bao (biểu diễn bề mặt) hoặc đường dóng của đường bao (xem Hình 17 và 18).
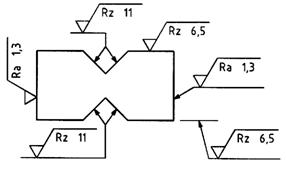
Hình 17 - Các yêu cầu về nhám bề mặt trên đường bao biểu diễn bề mặt
|
|
|
Hình 18 - Các phương án sử dụng khác nhau của đường dóng chú dẫn và đường dẫn
11.2.3. Trên đường kích thước có liên quan đến yếu tố cần quy định kích thước
Nếu không có rủi ro dẫn đến hiểu sai, có thể ghi yêu cầu về nhám bề mặt có liên quan với một kích thước đã cho như đã nêu trên Hình 19.
Hình 19 - Yêu cầu về nhám bề mặt - Kích thước của yếu tố cần quy định kích thước
11.2.4. Trên khung dung sai đối với dung sai hình học
Có thể đặt yêu cầu về nhám bề mặt trên đỉnh của khung dung sai đối với các dung sai hình học theo TCVN 5906 như đã nêu trên Hình 20 a) và b).
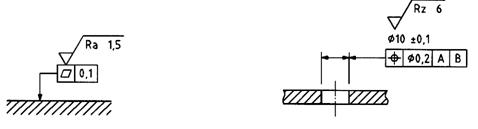
Hình 20 - Yêu cầu về nhám bề mặt - Cách ghi các dung sai hình học
11.2.5. Trên đường kéo dài để ghi kích thước
Có thể đặt trực tiếp yêu cầu về nhám bề mặt trên các đường dóng để ghi kích thước hoặc có thể nối với đường dóng này bằng một đường chú dẫn/đường dẫn kết thúc bằng một mũi tên như đã nêu trên Hình 17 và 21.
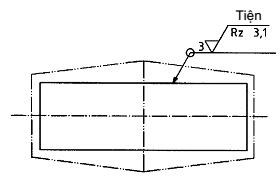
11.2.6. Các bề mặt trụ và lăng trụ
Các bề mặt lăng trụ cũng như lăng trụ có thể được quy định chỉ với một yêu cầu về nhám bề mặt (ký hiệu bằng hình vẽ) nếu các bề mặt này được cách ghi có đường tâm và nếu mỗi bề mặt lăng trụ có cùng một yêu cầu về nhám bề mặt (xem Hình 21). Tuy nhiên mỗi bề mặt lăng trụ phải được cách ghi riêng nếu có các yêu cầu khác nhau về nhám bề mặt đối với từng bề mặt của lăng trụ (xem Hình 22).
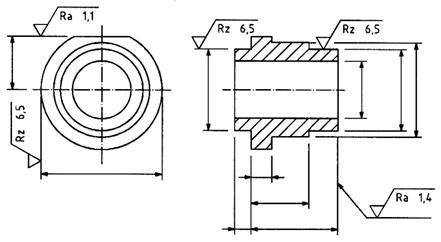
Hình 21 - Các yêu cầu về nhám bề mặt - Các đường dóng kích thước của các mặt trụ
Hình 22 - Các yêu cầu về nhám bề mặt - Các mặt trụ và lăng trụ
11.3. Cách ghi đơn giản hóa yêu cầu về nhám bề mặt trên bản vẽ
11.3.1. Đa số các bề mặt có cùng một yêu cầu về nhám bề mặt
Nếu đa số các bề mặt của một chi tiết gia công có cùng một nhám bề mặt thì yêu cầu về nhám bề mặt này cần được đặt gần với khung tên của bản vẽ.
Ký hiệu bằng hình vẽ chung tương ứng với nhám bề mặt này được kèm theo sau bởi
- một ký hiệu cơ bản trong ngoặc đơn mà không có cách ghi nào khác (xem Hình 23), hoặc
- yêu cầu về nhám bề mặt có sai lệch đặc biệt, hoặc các yêu cầu trong ngoặc đơn (xem Hình 24) để cách ghi các yêu cầu có sai lệch so với yêu cầu chung về nhám bề mặt.
Hình 23 - Cách ghi đơn giản hóa - Đa số các bề mặt có cùng một nhám bề mặt yêu cầu
Hình 24 - Cách ghi đơn giản hóa - Đa số các bề mặt có cùng một nhám bề mặt yêu cầu
Các yêu cầu về nhám bề mặt có sai lệch so với yêu cầu chung về nhám bề mặt phải được ghi trực tiếp trên bản vẽ trong cùng một hình chiếu của các bề mặt riêng được xem xét (xem các Hình 23 và 24).
11.3.2. Các yêu cầu chung trên nhiều bề mặt
11.3.2.1. Quy định chung
Để tránh phải lặp lại một số lần đối với cách ghi phức tạp hoặc khi không gian bị hạn chế hoặc phần lớn các bề mặt của chi tiết gia công có cùng một yêu cầu về nhám bề mặt thì có thể sử dụng cách ghi đơn giản hóa chuẩn như sau.
11.3.2.2. Cách ghi bằng ký hiệu hình vẽ cùng với các chữ cái
Có thể sử dụng cách ghi tham chiếu đơn giản hóa trên bề mặt với điều kiện là ý nghĩa của nó được giải thích gần chi tiết gia công, gần với khung tên hoặc trong không gian giành cho các CHÚ THÍCH chung (xem Hình 25).
Hình 25 - Cách ghi tham chiếu trong trường hợp không gian bản vẽ là tối thiểu
11.3.2.3. Cách ghi duy nhất bằng ký hiệu hình vẽ
Có thể sử dụng ký hiệu bằng hình vẽ tương ứng đã nêu trên các Hình 1, 2 hoặc 3 để ghi trên bề mặt thích hợp và ý nghĩa của ký hiệu được cho trên bản vẽ như đã nêu trên các Hình 26 đến 28.
![]()
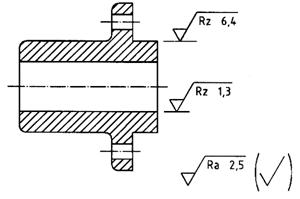
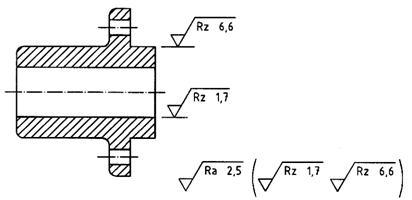
Hình 26 - Cách ghi đơn giản hóa các yêu cầu về nhám mặt - Không quy định quá trình gia công
![]()
Hình 27 - Cách ghi đơn giản hóa các yêu cầu về nhám bề mặt - Yêu cầu gia công cắt gọt vật liệu
Hình 28 - Cách ghi đơn giản hóa yêu cầu về nhám bề mặt - Không được phép cắt gọt vật liệu
11.4. Cách ghi hai hoặc nhiều phương pháp gia công
nếu cần ghi nhám bề mặt trước và sau khi xử lý bề mặt thì yêu cầu này phải được giải thích trong một chú thích hoặc phù hợp với hình 29 (đối với ví dụ khác, xem hình C.8).
Hình 29 - Cách ghi yêu cầu về nhám bề mặt trước và sau khi xử lý bề mặt (trong trường hợp này là lớp phủ)
Phụ lục A
(quy
định)
Tỷ lệ và kích thước của các ký hiệu bằng hình vẽ
A.1. Yêu cầu chung
Để hài hòa kích thước của các ký hiệu quy định trong tiêu chuẩn này với kích thước của các chữ viết khác trên bản vẽ kỹ thuật (kích thước, dung sai hình học, v.v...) cần áp dụng các quy tắc cho trong ISO 81714-1.
A.2. Tỷ lệ
Ký hiệu bằng hình vẽ cơ bản và các phần bổ sung của nó (xem điều 4) phải được vẽ phù hợp với các Hình A.1 đến A.3. Hình dạng của các ký hiệu trên Hình A.2.c) đến g) tương tự như hình dạng của chữ cái hoa tương ứng trong TCVN 7284-2:2003 (chữ viết B, thẳng đứng). Đối với các kích thước, xem A.3. Chiều dài của đường ngang của ký hiệu trên Hình A.1 b) phụ thuộc vào cách ghi được đặt ở trên và dưới đường này.
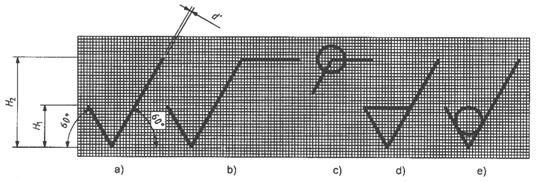
CHÚ THÍCH Các ký hiệu bằng hình vẽ có các số đăng ký sau:
a) số đăng ký No. 20002
b) số đăng ký No. 20003
c) số đăng ký No. 20004
d) số đăng ký No. 20005
e) số đăng ký No. 20006
Hình A.1
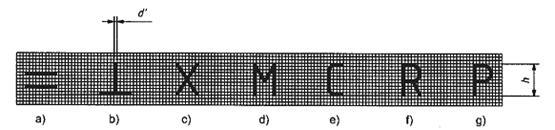
CHÚ THÍCH Các ký hiệu bằng hình vẽ có các số đăng ký sau
a) số đăng ký No. 20007
b) số đăng ký No. 20008
c) số đăng ký No. 20009
d) số đăng ký No. 20010
e) số đăng ký No. 20011
f) số đăng ký No. 20012
g) số đăng ký No. 20013
Hình A.2
Chiều cao của tất cả các chữ viết trong các diện tích “a”, “b”, “d” và “e” trong Hình A.3 phải bằng h.
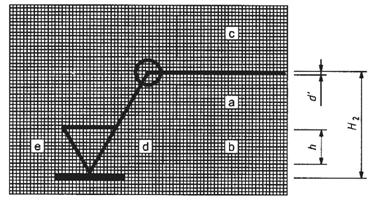
CHÚ THÍCH Việc đặt các đặc tính nhám bề mặt vào các vị trí “a” đến “e” được giới thiệu trên các Hình 7 đến 15.
Hình A.3
Vì chữ viết trong diện tích c của Hình A.3 có thể bao gồm chữ hoa hoặc chữ thường hoặc cả hai, nên chiều cao của diện tích này có thể lớn hơn h để cho phép viết được đuôi (chân) của chữ viết thường.
A.3. Kích thước
Các kích thước của ký hiệu bằng hình vẽ và các cách ghi bổ sung thêm phải theo quy định trong Bảng A.1
Bảng A.1 - Kích thước
Kích thước tính theo milimét
|
Chiều cao của chữ số và chữ viết (xem TCVN 7284-2:2003) |
2,5 |
3,5 |
5 |
7 |
10 |
14 |
20 |
|
Chiều rộng đường nét ký hiệu d' |
0,25 |
0,35 |
0,5 |
0,7 |
1 |
1,4 |
2 |
|
Chiều rộng đường nét chữ d |
|||||||
|
Chiều cao H1 |
3,5 |
5 |
7 |
10 |
14 |
20 |
28 |
|
Chiều cao H2 (tối thiểu)a |
7,5 |
10,5 |
15 |
21 |
30 |
42 |
60 |
|
a H2 phụ thuộc vào số các đường trong chỉ dẫn. |
|||||||
Phụ lục B
(tham
khảo)
Các bảng tóm tắt
B.1. Các ký hiệu bằng hình vẽ không có chữ viết
|
Điều |
Ký hiệu |
ý nghĩa |
|
B.1.1 |
|
Ký hiệu bằng hình vẽ cơ bản: chỉ có thể được sử dụng một mình khi ý nghĩa của nó là “bề mặt được xem xét” hoặc khi được giải thích bởi một CHÚ THÍCH (xem 4.2). |
|
B.1.2 |
|
Ký hiệu bằng hình vẽ mở rộng: gia công bề mặt không có cách ghi chi tiết; khi đứng một mình, ký hiệu bằng hình vẽ mở rộng này chỉ có thể được sử dụng khi ý nghĩa của nó là “một bề mặt được gia công”. |
|
B.1.3 |
|
Ký hiệu bằng hình vẽ mở rộng: bề mặt không cho phép cắt gọt vật liệu; cũng có thể sử dụng ký hiệu bằng hình vẽ mở rộng này trong các bản vẽ có liên quan đến quá trình gia công để chỉ ra rằng bề mặt được giữ nguyên trạng thái do quá trình gia công trước để lại, bất kể trạng thái này đạt được bằng phương pháp cắt gọt vật liệu hoặc các phương pháp khác. |
B.2. Các ký hiệu bằng hình vẽ có cách ghi nhám bề mặt (trạng thái bề mặt)
|
Điều |
Ký hiệu |
Ý nghĩa |
|
B.2.1 |
|
Không cho phép gia công cắt gọt vật liệu, đặc tính có giới hạn trên một phía, dải truyền mặc định, profin R, chiều cao lớn nhất của độ nhám 0,5 µm, chiều dài đánh giá bằng 5 chiều dài lấy mẫu (mặc định), “quy tắc 16 %” (mặc định). |
|
B.2.2 |
|
Quá trình gia công phải cắt gọt vật liệu, đặc tính có giới hạn trên một phía, dải truyền mặc định, profin R, chiều cao lớn nhất của độ nhám 0,3 µm, chiều dài đánh giá bằng 5 chiều dài lấy mẫu (mặc định), “quy tắc max “. |
|
B.2.3 |
|
Quá trình gia công phải cắt gọt vật liệu, đặc tính có giới hạn trên một phía, dải truyền 0,008 - 0,8 mm, profin R, sai lệch trung bình cộng 3,1 µm, chiều dài đánh giá bằng 5 chiều dài lấy mẫu (mặc định), “quy tắc 16 %” (mặc định). |
|
B.2.4 |
|
Quá trình gia công phải cắt gọt vật liệu, đặc tính có giới hạn trên một phía, dải truyền: chiều dài lấy mẫu 0,8 mm (λs mặc định 0,0025 mm) theo ISO 3274, profin R, sai lệch trung bình cộng 3,1 µm, chiều dài đánh giá bằng 3 chiều dài lấy mẫu (mặc định), “quy tắc 16 %” (mặc định). |
|
B.2.5 |
|
Không cho phép gia công cắt gọt vật liệu, đặc tính có giới hạn trên và dưới hai phía, dải truyền không đầy đủ đối với cả hai giới hạn, profin R, giới hạn trên: sai lệch trung bình cộng 3,1 µm, chiều dài đánh giá bằng 5 chiều dài lấy mẫu (mặc định), “quy tắc max”, giới hạn dưới: sai lệch trung bình cộng 0,9 µm, chiều dài đánh giá bằng 5 chiều dài lấy mẫu (mặc định), “quy tắc 16 %” (mặc định). |
|
B.2.6 |
|
Quá trình gia công phải cắt gọt vật liệu, đặc tính có giới hạn trên một phía, dải truyền 0, 8 - 25 mm, profin W, chiều cao lớn nhất của độ sóng 10 µm, chiều dài đánh giá gấp ba chiều dài lấy mẫu, “quy tắc 16 %” (mặc định). |
|
B.2.7 |
|
Quá trình gia công phải cắt gọt vật liệu, đặc tính có giới hạn trên một phía, dải truyền λs = 0,008 mm, không có bộ lọc sóng dài. Profin P, chiều cao tổng của profin 25 µm, chiều dài đánh giá bằng chiều dài chi tiết gia công (mặc định) “quy tắc max” |
|
B.2.8 |
|
Quá trình gia công bất kỳ, đặc tính có giới hạn trên một phía, dải truyền λs = 0,0025 mm; A = 0,01 mm, chiều dài đánh giá 3,2 mm (mặc định), thông số mẫu profin độ nhám, chiều sâu lớn nhất của mẫu profin độ nhám 0,2 µm, “quy tắc 16 %” (mặc định). |
|
B.2.9 |
|
Không cho phép gia công cắt gọt vật liệu, đặc tính có giới hạn trên một phía, dải truyền λs = 0,008 mm (mặc định), A = 0,5 mm (không đầy đủ), chiều dài đánh giá 10 mm, thông số mẫu profin độ nhám, chiều sâu trung bình của mẫu profin độ nhám 10 µm, “quy tắc 16 %” (mặc định). |
|
B.2.10 |
|
Quá trình gia công phải cắt gọt vật liệu, đặc tính có giới hạn trên một phía, dải truyền A = 0,5 mm (mặc định), B = 2,5 mm (mặc định), chiều dài đánh giá 16 mm (mặc định), thông số mẫu profin độ sóng, chiều sâu trung bình của mẫu profin độ sóng 1 mm, “quy tắc 16 %” (mặc định). |
|
B.2.11 |
|
Quá trình gia công bất kỳ, đặc tính có giới hạn trên một phía, dải truyền λs = 0,008 mm (mặc định); A = 0,3 mm, chiều dài đánh giá 6 mm, thông số mẫu profin độ nhám, khoảng cách trung bình của mẫu profin độ nhám 0,09 mm, “quy tắc 16 %” (mặc định). |
|
CHÚ THÍCH các thông số nhám bề mặt, dải truyền/chiều dài lấy mẫu, các trị số thông số và sự lựa chọn các ký hiệu đã nêu trên chỉ được xem như các ví dụ. |
||
B.3. Các ký hiệu có thông tin phụ thêm
Có thể dùng các cách ghi này kết hợp với các ký hiệu bằng hình vẽ thích hợp từ B.2.
|
Điều |
Ký hiệu |
Ý nghĩa |
|
B.3.1 |
|
Phương pháp gia công: phay (xem 5.2). |
|
B.3.2 |
|
Mẫu vết nhám bề mặt: vết nhám nhiều hướng (xem điều 8). |
|
B.3.3 |
|
Yêu cầu về nhám bề mặt áp dụng cho toàn bộ đường bao khép kín của hình chiếu (xem 4.5). |
|
B.3.4 |
|
Lượng dư gia công 3 mm (xem 5.2). |
|
CHÚ THÍCH Phương pháp gia công, mẫu vết nhám bề mặt và lượng dư gia công đã nêu trên chỉ được xem như các ví dụ. |
||

B.4. Ký hiệu đơn giản hóa
|
Điều |
Ký hiệu |
Ý nghĩa |
|
B.4.1 |
|
Ý nghĩa được xác định bằng (văn bản) được bổ sung thêm vào bản vẽ (xem 11.3.1 và 11.3.2.2). |
|
B.4.2 |
|
Phụ lục C
(tham
khảo)
Các ví dụ cách ghi các yêu cầu về nhám bề mặt
|
Điều |
Yêu cầu |
Ví dụ |
|
C.1 |
Độ nhám bề mặt: - đặc tính hai phía; - đặc tính có giới hạn trên Ra = 55 µm; - đặc tính có giới hạn dưới Ra = 6,2 µm; - cả hai là “quy tắc 16%, mặc định (ISO 4288)”; - cả hai dải truyền 0,008 - 4 mm; - chiều dài đánh giá mặc định (5 ì 4 mm = 20 mm) (ISO 4288); - hướng vết nhám bề mặt có hướng gần như tròn xung quanh tâm; - quá trình gia công, phay. CHÚ THÍCH Không trình bày U và L vì không có sự nhầm lẫn. |
|
|
C.2 |
Độ nhám bề mặt trên tất cả các bề mặt, trừ một bề mặt - chỉ một đặc tính có giới hạn trên/một phía; - Rz = 6,1 µm; - “quy tắc 16 %”, mặc định (ISO 4288); - dải truyền mặc định (ISO 4288 và ISO 3274); - chiều dài đánh giá mặc định (5 ì λc) (ISO 4288); - vết nhám bề mặt, không yêu cầu; - quá trình gia công phải cắt gọt vật liệu Bề mặt với một yêu cầu khác có độ nhám bề mặt - chỉ một đặc tính có giới hạn trên/một phía; - Ra = 0,7 µm; - “quy tắc 16 %”, mặc định; - dải truyền mặc định (ISO 4288 và ISO 3274); - chiều dài đánh giá mặc định (5 ì λc) (ISO 4288); - hướng vết nhám bề mặt, không yêu cầu; - quá trình gia công phải cắt gọt vật liệu |
|
|
C.3 |
Độ nhám bề mặt - hai, đặc tính có các giới hạn trên/một phía: 1) Ra = 1,5 µm; 2) “quy tắc 16 %”, mặc định (ISO 4288); 3) dải truyền mặc định (ISO 4288 và ISO 3274); 4) chiều dài đánh giá mặc định (5 ´ lc) (ISO 4288); 5) Rzmax = 6,7 µm; 6) quy tắc max; 7) dải truyền - 2,5 mm (ISO 3274); 8) chiều dài đánh giá mặc định (5 ì 2,5 mm); - hướng vết nhám bề mặt gần như vuông góc trên mặt phẳng chiếu - quá trình gia công, mài |
|
|
C.4 |
Độ nhám bề mặt - chỉ một đặc tính có giới hạn trên/một phía; - Rz = 1 µm; - “quy tắc 16 %”, mặc định (ISO 4288); - dải truyền không đầy đủ (ISO 4288 và ISO 3274); - chiều dài đánh giá mặc định (5 ì λc) (ISO 4288); - hướng vết nhám bề mặt, không yêu cầu; - xử lý bề mặt: mạ niken/crom; - yêu cầu về bề mặt có giá trị cho tất cả các bề mặt được biểu diễn bởi đường bao kín. |
|
|
C.5 |
Độ nhám bề mặt - một đặc tính có giới hạn trên một phía và một đặc tính hai phía 1) một phía 1) hai phía Rz; Ra = 3,1 µm; 2) “quy tắc 16 %” 2) đặc tính có giới hạn trên mặc định Rz = 18 µm; 3) dải truyền - 0,8 mm 3) đặc tính có giới hạn dưới (ls theo ISO 3274) Rz = 6,5 µm; 4) chiều dài đánh giá 4) cả hai: dải truyền - 2,5 mm 5 ´ 0,8 = 4 mm (ISO 4288) (ls theo ISO 3274) 5) cả hai: chiều dài đánh giá 5 ´ 2,5 = 12,5 mm (có thể chỉ dẫn các ký hiệu U và L mặc dù không có sự nhầm lẫn) - xử lý bề mặt: mạ niken/crom |
|
|
C.6 |
Có thể kết hợp ghi nhám bề mặt và ghi kích thước trên cùng một đường kích thước. Độ nhám bề mặt trên các mặt bên của rãnh then: - chỉ một đặc tính có giới hạn trên một phía; - Ra = 6,5 µm; - “quy tắc 16 %”, mặc định (ISO 4288); - dải truyền mặc định (ISO 4288 và ISO 3274); - vết nhám bề mặt, không yêu cầu; - quá trình gia công phải cắt gọt vật liệu; Độ nhám bề mặt trên mặt vát: - chỉ một đặc tính có giới hạn trên/một phía; - Ra = 2,5 µm; - “quy tắc 16 %”, mặc định (ISO 4288); - chiều dài đánh giá mặc định (ISO 4288 và ISO 3274); - hướng vết nhám bề mặt, không yêu cầu; - quá trình gia công phải cắt gọt vật liệu; |
|
|
C.7 |
Có thể cách ghi nhám bề mặt và ghi kích thước - cùng nhau trên đường dóng ghi kích thước, hoặc - tách biệt trên đường dẫn và đường ghi kích thước Cả ba yêu cầu về độ nhám bề mặt trên ví dụ là: - chỉ một đặc tính có giới hạn trên/một phía; - tương ứng: Ra = 1,5 µm, Ra = 6,2 µm, Rz = 50 µm; - “quy tắc 16 %”, mặc định (ISO 4288); - chiều dài đánh giá mặc định (5 ´ lc) ( ISO 3274); - dải truyền mặc định (ISO 4288 và ISO 3274); - hướng vết nhám bề mặt, không yêu cầu; - quá trình gia công phải cắt gọt vật liệu. |
|
|
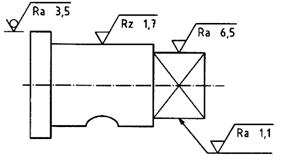
C.8 |
Cách ghi nhám bề mặt, ghi kích thước và xử lý bề mặt. Ví dụ minh họa ba quá trình hoặc giai đoạn gia công liên tiếp Giai đoạn 1: - chỉ một đặc tính có giới hạn trên/một phía; - Rz = 1,7 µm; - “quy tắc 16 %”, mặc định (ISO 4288); - chiều dài đánh giá mặc định (5 ì λc) ( ISO 3274); - dải truyền mặc định (ISO 4288 và ISO 3274); - hướng vết nhám bề mặt, không yêu cầu; - quá trình gia công phải cắt gọt vật liệu. Giai đoạn 2: Không có yêu cầu về nhám bề mặt, ngoại trừ - mạ crom. Giai đoạn 3: - chỉ một đặc tính có giới hạn trên/một phía, chỉ có giá trị đối với 50 mm đầu tiên của mặt trụ; - Rz = 6,5 µm; - “quy tắc 16 %”, mặc định (ISO 4288); - chiều dài đánh giá mặc định (5 ´ lc) ( ISO 3274); - dải truyền mặc định (ISO 4288 và ISO 3274); - hướng vết nhám bề mặt, không yêu cầu; - quá trình gia công: mài. |
|
Phụ lục D
(tham
khảo)
Các cách ghi tối thiểu cho kiểm tra tính chính xác và rõ ràng của các chức năng bề mặt
Một yêu cầu về nhám bề mặt được xây dựng từ nhiều yếu tố kiểm tra khác nhau, các yếu tố này có thể là một phần của cách ghi trên bản vẽ hoặc cách ghi về nhám được cho trong các tài liệu khác. Các yếu tố được giới thiệu trên Hình D.1.
Kinh nghiệm đã chỉ ra rằng tất cả các yếu tố này là cần thiết để hình thành mối quan hệ rõ ràng, chính xác giữa yêu cầu về nhám bề mặt và chức năng của bề mặt. Chỉ có rất ít trường hợp trong đó có thể bỏ qua một số yếu tố trong một yêu cầu rõ ràng, chính xác. Đa số các yếu tố cũng cần thiết cho chỉnh đặt dụng cụ đo (b, c, d, e, f). Các yếu tố còn lại cần thiết cho đánh giá một cách rõ ràng, chính xác các kết quả đo và so sánh với giới hạn hoặc các giới hạn yêu cầu. Trong một số trường hợp cần phải cách ghi các yêu cầu cho nhiều thông số nhám bề mặt (profin hoặc đặc tính hoặc cả hai) để xác lập mối quan hệ rõ ràng, chính xác giữa yêu cầu trên bản vẽ và chức năng của bề mặt.
Không phải tất cả các thông số nhám bề mặt đều có mối tương quan khăng khít và phổ biến với chức năng của bề mặt.
Một số thông số có tính chuyên dùng cao đối với loại bề mặt hoặc chức năng của bề mặt hoặc cả hai. Có hai nhóm các thông số nhám bề mặt chính được sử dụng cho hai loại bề mặt chính như sau.
- Các bề mặt qua một quá trình gia công
Đó là các bề mặt hình thành từ một quá trình gia công (ví dụ, tiện, mài, phay, mạ hoặc sơn). Các thông số có ích cho các bề mặt này được xác định trong TCVN 5120 và TCVN 2511. Trong một số trường hợp, các thông số trong ISO 13565-2 có thể có ích cho các bề mặt chỉ qua một quá trình gia công sẽ được sử dụng có hiệu quả trên các bề mặt qua hai quá trình gia công.
- Các bề mặt qua hai quá trình gia công
Đó là các bề mặt hình thành từ hai quá trình gia công, trên đó biểu thị hai nhám bề mặt có ảnh hưởng đến chức năng của bề mặt được tạo ra. Các thông số đối với các bề mặt này được xác định trong ISO 13565-2 và ISO 13565-3.
Mối tương quan khăng khít giữa thông số nhám bề mặt và chức năng của bề mặt và thông số nào là thích hợp cho việc kiểm tra chức năng chuyên dùng của một bề mặt được rút ra từ tài liệu hoặc từ kinh nghiệm.
Để đơn giản hóa việc cách ghi các yêu cầu về nhám bề mặt và duy trì quan hệ giữa cách ghi trên bản vẽ và chức năng của bề mặt là rõ ràng, chính xác, cần xác định số các điều kiện không đầy đủ. Ví dụ, sự giải thích giới hạn hoặc các giới hạn của đặc tính, dải truyền và chiều dài đánh giá. Các điều kiện mặc định còn dẫn đến các cách ghi nhám bề mặt đơn giản hơn (ví dụ Ra 1,6 và Rz 6,8), có ý nghĩa rõ ràng một phần. Nguyên tắc này gắn liền với các định nghĩa mặc định vẫn chưa được hoàn tất cho tất cả các thông số.
Các tiêu chuẩn riêng bao gồm thông tin về các định nghĩa mặc định, nếu có. Trong các trường hợp khi không có các định nghĩa mặc định, thì thông tin đầy đủ, ví dụ như, về giải thích một giới hạn hoặc các giới hạn của đặc tính, dải truyền và chiều dài đánh giá, được cho trong cách ghi của yêu cầu về nhám bề mặt trên bản vẽ để đạt được yêu cầu rõ ràng - và có ích.
a Ghi giới hạn trên U hoặc dưới L của đặc tính - Xem nội dung chi tiết trong 6.6.
b Kiểu bộ lọc “X”. Bộ lọc tiêu chuẩn hóa là bộ lọc Gauss (ISO 11562). Bộ lọc tiêu chuẩn hóa cũ là bộ lọc 2RC. Trong tương lai có thể tiêu chuẩn hóa các kiểu bộ lọc khác. Trong giai đoạn chuyển tiếp có thể phù hợp đối với một số công ty khi cách ghi kiểu bộ lọc trên bản vẽ. Có thể cách ghi kiểu bộ lọc là “Gauss” hoặc “2RC”. Đây không phải là bộ lọc tiêu chuẩn nên cần cách ghi trên bộ lọc.
c Dải truyền được cách ghi là bộ lọc sóng ngắn hoặc sóng dài - Xem nội dung chi tiết trong 6.5.
d Profin (R, W hoặc P) - Xem nội dung chi tiết trong 6.2.
e Đặc tính/thông số - Xem nội dung chi tiết trong 6.2.
f Chiều dài đánh giá là số lượng các chiều dài lấy mẫu - Xem nội dung chi tiết trong 6.3. Khi sử dụng các thông số của mẫu profin, chiều dài đánh giá được cách ghi giữa hai đường gạch chéo trước các ký hiệu thông số của nhám bề mặt (xem 6.3.3).
g Giải thích giới hạn của đặc tính (“quy tắc 16 %” hoặc “quy tắc max”) - Xem nội dung chi tiết trong 6.4.
h Giá trị giới hạn tính theo micromét.
i Loại quá trình gia công - Xem nội dung chi tiết trong 4.3 và 4.4.
j Hướng vết nhám bề mặt - Xem nội dung chi tiết trong điều 8.
k Quá trình gia công - Xem nội dung chi tiết trong điều 7.
Hình D.1 - Các yếu tố kiểm tra trong cách ghi các yêu cầu về nhám bề mặt trên bản vẽ kỹ thuật
Khi có một định nghĩa mặc định đối với một thông số nhám bề mặt, có hai khả năng để cách ghi như sau:
a) Sử dụng các định nghĩa mặc định tổng (hiện có) (như đã cho trong các tiêu chuẩn) khi chỉ dùng cách ghi đơn giản trên bản vẽ.
b) Cách ghi tất cả các yêu cầu và chi tiết có thể có trong yêu cầu trên bản vẽ, các yêu cầu chi tiết được lựa chọn trên cơ sở mối quan hệ khách quan đã biết giữa yêu cầu về nhám bề mặt và chức năng của bề mặt.
Một mặt a) có lợi trong việc giảm các chú giải cần thiết và tiết kiệm không gian trên bản vẽ. Mặt khác nó không bảo đảm rằng các lựa chọn được thực hiện theo các định nghĩa mặc định đã được tiêu chuẩn hóa là thích hợp đối với nhiệm vụ kiểm tra chức năng của bề mặt.
Thông thường, khả năng b) luôn được sử dụng cho các bề mặt có chức năng quan trọng của chi tiết gia công, nghĩa là khi nhám bề mặt đạt tới mức giới hạn đối với chức năng của bề mặt.
Phải đặc biệt chú ý tới việc lựa chọn dải truyền mặc định như đã quy định trong ISO 4288. Các quy tắc lựa chọn dải truyền mặc định có thể có ảnh hưởng chính đến trị số của thông số được đo từ một bề mặt. Các thay đổi nhỏ (gần như không đáng kể) trên bề mặt, do các quy tắc trong ISO 4288, có thể dẫn đến các sự khác biệt tới 50 % trong giá trị của thông số được đo. Thực tế này cho thấy cần cách ghi dải truyền (hoặc tối thiểu là chiều dài lấy mẫu) trong ký hiệu trên bản vẽ cho các bề mặt khi nhám bề mặt có vai trò quan trọng đối với chức năng của chi tiết gia công. Trong các trường hợp này không nên sử dụng bộ lọc mặc định.
Quá trình gia công, và trong một số trường hợp, lớp bề mặt có vai trò quan trọng đối với mối quan hệ rõ ràng giữa yêu cầu về nhám bề mặt trên bản vẽ và chức năng của bề mặt. Hai quá trình gia công khác nhau thường có “mức nhám bề mặt” riêng có liên quan đến cùng một chức năng của bề mặt đó. Để đạt được cùng một chức năng của một bề mặt thường có sự khác biệt lớn hơn 100 % trong các trị số của thông số được đo đối với hai bề mặt khi các bề mặt được gia công với hai quá trình khác nhau.
Hậu quả của các thực tế nêu trên là sự so sánh hai hoặc nhiều trị số thông số của nhám bề mặt chỉ có nghĩa khi các trị số riêng có cùng một cơ sở - ví dụ như dải truyền, chiều dài đánh giá và quá trình gia công.
Phụ lục E
(tham
khảo)
Ký hiệu thông số của nhám bề mặt
E.1. Quy định chung
Ba nhóm chính của các thông số nhám bề mặt đã được tiêu chuẩn hóa cho sử dụng trong ký hiệu đầy đủ. Định nghĩa của các thông số này được giới thiệu trong TCVN 5120, TCVN 2511, ISO 13565-2 và ISO 13565-3. Ký hiệu của các thông số được giới thiệu trong các Bảng E.1 đến E.9.
E.2. Các thông số của profin theo TCVN 5120
Các Bảng E.1, E.2 và E.3 chỉ ra các ký hiệu thông số của các thông số bề mặt được định nghĩa trong TCVN 5120. Các thông số của profin trong TCVN 5120 được định nghĩa cho ba profin bề mặt (các profin R, W và P). Các thông số của profin được định nghĩa cùng với lọc Gauss theo ISO 11562.
Bảng E.1- Ký hiệu các thông số của profin R theo TCVN 5120
|
|
Thông số biên độ |
Thông số khoảng cách |
Thông số lai |
Các đường cong và thông số có liên quan |
||||||||||
|
Đỉnh - Đáy |
Giá trị trung bình |
|||||||||||||
|
Các thông số của profin R (thông số độ nhám) |
Rp |
Rv |
Rz |
Rc |
Rt |
Ra |
Rq |
Rsk |
Rku |
RSm |
R∆q |
Rmr (c) |
Rdc |
Rmr |
Bảng E.2 - Ký hiệu các thông số của profin W theo TCVN 5120
|
|
Thông số biên độ |
Thông số khoảng cách |
Thông số lai |
Các đường cong và thông số có liên quan |
||||||||||
|
Đỉnh - Đáy |
Giá trị trung bình |
|||||||||||||
|
Các thông số của profin W (thông số độ sóng) |
Wp |
Wv |
Wz |
Wc |
Wt |
Wa |
Wq |
Wsk |
Wku |
WSm |
W∆q |
Wmr (c) |
Wdc |
Wmr |
Bảng E.3- Ký hiệu các thông số của profin P theo TCVN 5120
|
|
Thông số biên độ |
Thông số khoảng cách |
Thông số lai |
Các đường cong và thông số có liên quan |
||||||||||
|
Đỉnh - Đáy |
Giá trị trung bình |
|||||||||||||
|
Các thông số của profin P (thông số cấu trúc) |
Pp |
Pv |
Pz |
Pc |
Pt |
Pa |
Pq |
Psk |
Pku |
PSm |
P∆q |
Pmr (c) |
Pdc |
Pmr |
E.3. Các thông số mẫu profin theo TCVN 2511
Các Bảng E.4 và E.5 giới thiệu các ký hiệu thông số của các thông số bề mặt được định nghĩa trong TCVN 2511. Các thông số trong TCVN 2511 chỉ được định nghĩa cho các profin độ nhám và profin độ sóng.
CHÚ THÍCH Phải chú ý đến thực tế là các profin R và W trong ISO 12085 được định nghĩa bằng phương pháp lọc (mẫu profin) khác với phương pháp dùng cho các hệ thông số khác được định nghĩa trong TCVN 5120, ISO 13565-2 và ISO 13565-3.
Bảng E.4 - Ký hiệu của các thông số mẫu profin độ nhám theo TCVN 2511
|
|
Thông số |
|||
|
Profin độ sóng (Các thông số mẫu profin độ nhám) |
R |
Rx |
AR |
- |
Bảng E.5 - Ký hiệu của các thông số mẫu profin độ sóng theo TCVN 2511
|
|
Thông số |
|||
|
Profin độ nhám (Các thông số mẫu profin độ sóng) |
W |
Wx |
AW |
Wte |
E.4. Các thông số dựa trên đường cong vật liệu theo ISO 13565-2, ISO 13565-3 và TCVN 2511
E.4.1. Quy định chung
Phối hợp hai hệ thông số khác nhau với đường cong tỷ số vật liệu
a) các thông số dựa trên đường cong tuyến tính của tỷ số vật liệu;
b) các thông số dựa trên đường cong xác suất của tỷ số vật liệu.
E.4.2. Các thông số dựa trên đường cong tuyến tính của tỷ số vật liệu
Các Bảng E.6 và E.7 giới thiệu các ký hiệu thông số có liên quan đến đường cong tuyến tính của tỷ số vật liệu. Các thông số này chỉ được xác định cho profin R, nhưng bởi hai quá trình lọc khác nhau, ISO 13565-1 và TCVN 2511.
Bảng E.6 - Ký hiệu của các thông số profin R dựa trên đường cong tuyến tính của tỷ số vật liệu theo ISO 13565-1 và ISO 13565-2
|
|
Thông số |
||||
|
Các thông số profin độ nhám theo ISO 13565-2 (lọc theo ISO 13565-1) |
Rk |
Rpk |
Rvk |
Mr1 |
Mr2 |
Bảng E.7 - Ký hiệu của các thông số profin R dựa trên đường cong tuyến tính của tỷ số vật liệu theo ISO 13565-2 và TCVN 2511
|
|
Thông số |
||||
|
Các thông số profin độ nhám theo ISO 13565-2 (lọc theo TCVN 2511) |
Rke |
Rpke |
Rvke |
Mr1e |
Mr2e |
|
CHÚ THÍCH Chữ “e” thêm vào ký hiệu của thông số chỉ ra rằng đã có sự lọc profin theo TCVN 2511. |
|||||
E.4.3. Các thông số dựa trên đường cong xác suất của vật liệu
Các Bảng E.8 và E.9 giới thiệu các ký hiệu thông số có liên quan đến đường cong xác suất của vật liệu theo ISO 13565-3. Các thông số này được xác định cho cả hai profin R và profin P.
Bảng E.8- Ký hiệu của các thông số profin R dựa trên đường cong xác suất của vật liệu theo ISO 13565-3
|
|
Thông số |
||
|
Profin độ nhám Lọc theo ISO 13565-1 |
Rpq |
Rvq |
Rmq |
Bảng E.9- Ký hiệu của các thông số profin P dựa trên đường cong xác suất của vật liệu theo ISO 13565-3
|
|
Thông số |
||
|
Profin của cấu trúc Lọc theo ls |
Ppq |
Pvq |
Pmq |
Phụ lục F
(tham
khảo)
Chiều dài đánh giá, ln
F.1. Quy định chung
Yêu cầu về nhám bề mặt trên bản vẽ áp dụng cho chiều dài đánh giá. Một số thông số được xác định trên cơ sở chiều dài lấy mẫu; Các thông số khác trên cơ sở chiều dài đánh giá [xem TCVN 5120, TCVN 2511, ISO 13565-2 và ISO 13565-3]. Khi thông số được xác định trên cơ sở chiều dài lấy mẫu thì số các chiều dài lấy mẫu tạo thành chiều dài đánh giá có tầm quan trọng quyết định. Đối với các chiều dài lấy mẫu, xem Phụ lục G.
F.2. Các thông số profin theo TCVN 5120
Các chiều dài đánh giá mặc định đối với các thông số profin, được định nghĩa trong TCVN 5120, được định nghĩa trong ISO 4288.
- Profin R: Các chiều dài đánh giá mặc định của các thông số độ nhám được xác định trong 4.4 và điều 7 của ISO 4288:1996. Chiều dài đánh giá mặc định, ln, gồm có 5 chiều dài lấy mẫu lr:
ln = 5 ´ lr
Điều này có nghĩa là các ký hiệu thông số nêu trong Bảng E.1 chỉ ra một chiều dài đánh giá bằng 5 chiều dài lấy mẫu.
- Profin W: Các thông số độ sóng; hiện tại, không có chiều dài đánh giá mặc định được tiêu chuẩn hóa cho các thông số độ sóng4).
- Profin P: Các thông số của cấu trúc; chiều dài đánh giá mặc định cho các thông số của nhám được xác định trong 4.4 của ISO 4288:1996 là toàn bộ chiều dài của yếu tố.
F.3. Các thông số của mẫu profin theo ISO 13565-2 và ISO 13565-3
Chiều dài đánh giá không đầy đủ của các thông số của mẫu profin cho trong 5.2 của TCVN 2511 là (A = 0,5 mm và B = 2,5 mm) 16 mm. Chiều dài đánh giá được liên kết với các giá trị giới hạn của dải truyền (xem G.3).
F.4. Các thông số dựa trên đường cong tỷ số vật liệu theo ISO 13565-2 và ISO 13565-3
- Profin R: các chiều dài đánh giá mặc định cho các thông số profin R có liên quan đến đường cong tỷ số vật liệu được xác định trong điều 7 của ISO 13565-1:1996 bằng 5 chiều dài lấy mẫu:
ln = 5 ´ lr
Điều này có nghĩa là các ký hiệu thông số trong các Bảng E.6 và E.8 chỉ ra chiều dài đánh giá bằng 5 chiều dài lấy mẫu.
- Profin P: Chiều dài đánh giá của các thông số profin P được xác định trong 4.4 của ISO 4288:1996 là toàn bộ chiều dài của yếu tố.
Phụ lục G
(tham
khảo)
Dải truyền và chiều dài lấy mẫu
G.1. Quy định chung
Thông thường, nhám bề mặt được định nghĩa trong một dải truyền - (khoảng phạm vi) bước sóng giữa hai bộ lọc xác định (xem ISO 3274) và giữa hai giới hạn đối với phương pháp mẫu profin (TCVN 2511). Điều này có nghĩa là dải truyền là (khoảng phạm vi) bước sóng được bao gồm trong đánh giá. Dải truyền được giới hạn bởi một bộ lọc cắt các bước sóng ngắn (bộ lọc sóng ngắn) và bởi một bộ lọc khác cắt các bước sóng dài của bề mặt (bộ lọc sóng dài). Các bộ lọc được đặc trưng bởi giá trị cắt. Các bộ lọc và đặc tính truyền của chúng được xác định trong ISO 11562. Đối với phương pháp mẫu profin các giới hạn và thuật toán tổ hợp được xác định trong ISO 12085:1996 (xem G.3).
CHÚ THÍCH Giá trị cắt của bộ lọc sóng dài cũng được ký hiệu như chiều dài lấy mẫu.
G.2. Các thông số của profin theo TCVN 5120
- Profin R
Ký hiệu giá trị cắt của dải truyền profin R là λs (bộ lọc sóng ngắn), và λc ký hiệu chiều dài lấy mẫu (bộ lọc sóng dài).
Các dải truyền mặc định của các thông số độ nhám được xác định với sự phối hợp của điều 7 của ISO 4288:1996 và điều 4.4 của ISO 3274:1996. ISO 4288 xác định bộ lọc sóng dài mặc định, λc, trong khi ISO 3274 xác định bộ lọc sóng ngắn mặc định, λs có liên quan tới λc.
- Profin W
Ký hiệu giá trị cắt của dải truyền profin W là λc (bộ lọc sóng ngắn) và λf ký hiệu chiều dài lấy mẫu (bộ lọc sóng dài).
Các trị số mặc định của dải truyền không được định nghĩa, và cũng không định nghĩa tỷ số giữa λf và λc.
- Profin P
Ký hiệu giá trị cắt của profin P của dải truyền là λs (bộ lọc sóng ngắn), trong khi không có ký hiệu của bộ lọc sóng dài đã được tiêu chuẩn hóa.
Giá trị mặc định của giá trị cắt của bộ lọc sóng ngắn của profin P, λs, không được xác định.
G.3. Các thông số mẫu profin theo TCVN 2511
Đối với thông số của mẫu profin, các giá trị mặc định của các giá trị cắt của bộ lọc sóng ngắn, λs, đã được xác định như một hàm số của chiều dài đánh giá áp dụng (xem 5.2 của TCVN 2511).
- Profin độ nhám
Các giá trị giới hạn của dải truyền để đánh giá các thông số độ nhám là
- λs đối với bước sóng ngắn (xem ISO 3274 và TCVN 2511) và
- giới hạn A đối với bước sóng dài (xem TCVN 2511).
- Profin độ sóng
Các giá trị giới hạn của dải truyền để đánh giá các thông số độ sóng là
- giới hạn A đối với bước sóng ngắn (xem TCVN 2511) và
- giới hạn B đối với bước sóng dài (xem TCVN 2511).
G.4. Các thông số dựa trên đường cong tỷ số vật liệu theo ISO 13565-2 và ISO 13565-3
- Profin R
Các ký hiệu giá trị cắt của profin R của dải truyền là λs (bộ lọc sóng ngắn) và λc (bộ lọc sóng dài) theo ISO 13565-1
Vì ISO 13565-1 dự tính trước chỉ sử dụng hai chiều dài lấy mẫu khác nhau (bộ lọc sóng dài) đối với profin R cho nên dải truyền mặc định xác định các trị số cắt λc = 0,8 mm (bộ lọc sóng dài) và λs = 0,0025 mm (bộ lọc sóng ngắn). Khi không cách ghi dải truyền thì dải truyền này áp dụng cho các thông số R có liên quan đến đường cong tỷ số vật liệu.
Dải truyền thứ hai được tiêu chuẩn hóa (định nghĩa riêng) cho trong ISO 13565-1 từ 0,008 mm đến 2,5 mm là dải truyền tiêu chuẩn để quy định trong ISO 3274.
- Profin P
Ký hiệu giá trị cắt của profin P của dải truyền là λs (bộ lọc sóng ngắn) theo ISO 13565-1. Vì là trường hợp mặc định nên các thông số P không có bất kỳ bộ lọc sóng dài nào.
Giá trị mặc định của giá trị cắt của bộ lọc sóng ngắn của profin P, λs, không được định nghĩa.
Phụ lục H
(tham
khảo)
Hệ quả của các tiêu chuẩn ISO mới về nhám bề mặt
Các ấn phẩm mới của các tiêu chuẩn về nhám bề mặt là ISO 3274, TCVN 5120, ISO 4288, ISO 5436-1, ISO 11562, TCVN 2511, ISO 12179, ISO 13565-1, ISO 13565-2 và ISO 13565-3 (điều 2). Một tiêu chuẩn mới bổ sung chưa được xuất bản được liệt kê trong thư mục (ISO 5436-2).
Tiêu chuẩn quốc tế riêng về khuyết tật bề mặt là ISO 8785.
Một số các tiêu chuẩn về nhám bề mặt đã được loại bỏ: ISO 468, ISO 1878, ISO 1879, ISO 1880, ISO 2632-1, ISO 2632-2, ISO 2632-3 và ISO 4287-1 và ISO 4287-2.
Các ấn phẩm năm 1996 và 1997 của các tiêu chuẩn về nhám bề mặt đã dẫn đến nhiều thay đổi quan trọng so với nội dung của các tiêu chuẩn cũ xuất bản nằm 1980. Nội dung quan trọng nhất của các thay đổi này và hệ quả của chúng là như sau:
- Dụng cụ đo nhám bề mặt đã được xác định lại (ISO 3274). Các dụng cụ đo kiểu trượt không còn được tiêu chuẩn hóa nữa. Giá trị “Thực” của một thông số nhám bề mặt được xác định bởi một dụng cụ đo tuyệt đối.
- Các bộ lọc mới được xác định cùng với các đặc tính lọc khác nhau (ISO 11562, bộ lọc Gauss số hóa hiệu chỉnh pha). Các bộ lọc analog cũ 2 RC không còn được tiêu chuẩn hóa nữa.
- Hai profin mới về nhám bề mặt được định nghĩa [W- (độ sóng) và profin P (cấu trúc)], bổ sung cho profin R hoặc profin độ nhám hiện có. Mỗi một trong ba profin nhám bề mặt bây giờ có thể tạo thành cơ sở của hầu như tất cả các thông số (đặc tính) về nhám bề mặt, ví dụ, Ra, Wa và Pa. Đặc biệt là cần xem Phụ lục E của TCVN 5120 và ISO 13565-3.
- Nhám bề mặt (tất cả ba profin) bây giờ được xác định bằng một dải truyền (bộ lọc sóng ngắn và sóng dài) và không chỉ bằng một “bộ lọc cắt” duy nhất (bộ lọc sóng dài) - Xem Phụ lục G và ISO 3274, TCVN 5120 và ISO 11562.
- Cách in các thông số về nhám bề mặt đã thay đổi. Hiện thời, ký hiệu của thông số được viết trên một dòng (ví dụ Ra và Rz. Các chỉ số dưới dòng như Ra và Rz không còn được sử dụng nữa.
- Hầu hết tất cả các ký hiệu về nhám bề mặt và tên của các thông số hiện có đã thay đổi TCVN 5120. Thông số độ nhám bề mặt cũ Rz (chiều cao mười điểm) không còn được tiêu chuẩn hóa bởi ISO. Rz đã thay cho ký hiệu cũ Ry.
- Ba nhóm/loại mới của các thông số nhám bề mặt đã được xác định và tiêu chuẩn hóa (ISO 12085, ISO 13565-2 và ISO 13565-3). Các thông số nhám bề mặt mới này có hệ thống lọc riêng [TCVN 2511 và ISO 13565-1)].
- Số các thông số có một định nghĩa mặc định để giải thích về giới hạn hoặc các giới hạn của đặc tính, lọc và chiều dài đánh giá đã tăng lên đáng kể so với ba thông số cũ hiện có (Ra, Ry và Rz). Xem ISO 4288, TCVN 2511 và ISO 13565-1.
Gần như tất cả các thông số W và P đều không có các định nghĩa mặc định.
Các thay đổi so với các tiêu chuẩn cũ trong các ấn phẩm mới năm 1996 và 1997 là rất nhiều và với mức độ này thì khó có thể đánh giá được các yêu cầu “cũ” của bề mặt theo các tiêu chuẩn mới. Các công ty sẽ cần phải quyết định chuyển đổi từ các tiêu chuẩn cũ sang tiêu chuẩn mới như thế nào. Nếu quyết định không cập nhật các bản vẽ cũ thì các bản vẽ này vẫn cần được giải thích theo các ấn phẩm cũ của các tiêu chuẩn về nhám bề mặt và các ấn phẩm cũ của ISO 1302 được áp dụng cho bản vẽ cũ.
Một trong những thay đổi quan trọng nhất là sử dụng bộ lọc Gauss thay cho bộ lọc 2RC. Bộ lọc Gauss vốn có trên các dụng cụ trong nhiều năm và có hiệu quả rất gần với hiệu quả của bộ lọc cũ 2RC. Tuy nhiên, điều này hoàn toàn không thể đạt được. Những trường hợp mà bộ lọc Gauss giảm giá trị được đo lớn hơn 37 % so với giá trị được đo với bộ lọc 2 RC đối với cùng một bề mặt. Nhưng trong phần lớn các trường hợp, sự thay đổi các bộ lọc dẫn đến các thay đổi của các giá trị được đo nhỏ hơn nhiều so với các giá trị này (độ chênh lệch nhỏ hơn 5 % đến 10 %).
Trong phần lớn các trường hợp, việc sử dụng dải truyền (thay cho chỉ dùng bộ lọc cắt) dẫn đến sự giảm nhỏ giá trị được đo, đặc biệt là đối với các bề mặt trơn (nhẵn). Lợi ích của dải truyền là độ không tin cậy của phép đo, sự phụ thuộc vào bán kính đầu đo và sự khác nhau giữa các dụng cụ được chế tạo khác nhau được giảm đi đáng kể.
Phụ lục I
(tham
khảo)
Cách ghi các yêu cầu về nhám bề mặt cũ
I.1. Sự phát triển của các cách ghi trên bản vẽ về các yêu cầu của nhám bề mặt
Sự phát triển của các cách ghi trên bản vẽ đối với các yêu cầu về nhám bề mặt từ các lần xuất bản cũ của ISO 1032 đến lần xuất bản thứ tư được minh họa trong Bảng I.1.
Cần phải thừa nhận rằng tại bất kỳ thời điểm đã cho nào, sự giải thích chi tiết đối với các ký hiệu bằng hình vẽ trong ISO 1302 đều xuất hiện trong các tiêu chuẩn về nhám bề mặt khác với ISO 1302. Các lần xuất bản khác nhau của ISO 1302 đều có tham chiếu đến các tiêu chuẩn quốc tế riêng:
- ISO 1302:2001, xuất bản lần thứ tư, dựa vào các tiêu chuẩn về nhám bề mặt được ban hành năm 1996 và 1997;
- ISO 1302:1992, xuất bản lần thứ ba, dựa vào các tiêu chuẩn về nhám bề mặt được ban hành năm 1980;
- ISO 1302:1978 và các lần xuất bản trước nữa, dựa vào ISO/R 468:1966 và không có các nội dung chi tiết để giải thích các ký hiệu (xem CHÚ THÍCH cuối trang c và d của Bảng I.1).
Nếu sử dụng đúng các quy tắc lập bản vẽ trong các lần xuất bản khác nhau của ISO 1302 thì không thể hiểu sai các quy tắc chi tiết và ý nghĩa của các yêu cầu về nhám bề mặt.
Một cách ghi trên bản vẽ sử dụng các ký hiệu năm 1978 không thể tạo ra một yêu cầu dựa trên các tiêu chuẩn về nhám bề mặt vào năm 1980 hoặc năm 1996 và 1997.
Một cách ghi trên bản vẽ sử dụng ký hiệu năm 1992 không thể tạo ra một yêu cầu dựa trên các tiêu chuẩn về nhám bề mặt phát hành năm 1996 và 1997.
I.2. Các vị trí “´” và “a”
Cách ghi một yêu cầu về nhám bề mặt ở vị trí “´” (xem Hình I.1) và chiều dài lấy mẫu có liên quan ở vị trí “a” (như đã cho trong các lần xuất bản cũ của ISO 1302) cần được tránh trên các bản vẽ mới, và một yêu cầu về nhám bề mặt luôn luôn bao gồm ký hiệu của thông số và trị số có liên quan của giới hạn đặc tính.
CHÚ THÍCH Trước đây, thường cách ghi ở vị trí “´”:
- hoặc trị số giới hạn của một đặc tính, như vậy trị số này là giới hạn đặc tính của thông số Ra (theo các lần xuất bản năm 1971, 1974 và 1978 của ISO 1302), hoặc
- hoặc ký hiệu thông số của bất kỳ thông số nào về nhám bề mặt cùng với trị số có liên quan của giới hạn đặc tính (theo ISO 1302:1992).
Bảng I.1 - Sự phát triển của các cách ghi trên bản vẽ về các yêu cầu của nhám bề mặt
|
|
Các lần xuất bản của ISO 1302 |
Ví dụ minh họa lần phát hành chính |
||
|
1971 (kiến nghị)a 1974 (lần xuất bản 1)a 1978 (lần xuất bản thứ 2)a |
1992 (lần xuất bản thứ ba)a |
2001 (lần xuất bản thứ tư)a |
||
|
a) |
|
|
|
Chỉ có Ra - “quy tắc 16 %” |
|
b) |
|
|
|
Thông số khác với Ra - “quy tắc 16 %” |
|
c) |
|
|
|
“Quy tắc max” |
|
d) |
|
Ra1,6 0,8 |
|
Ra cộng với chiều dài lấy mẫu |
|
e) |
|
|
|
Dải truyền |
|
f) |
|
|
|
Thông số khác với Ra cộng với chiều dài lấy mẫu |
|
g) |
|
|
|
Ra cộng với thông số khác Ra |
|
h) |
|
|
|
Số các chiều dài lấy mẫu trong chiều dài đánh giá - khác 5 |
|
j) |
|
|
|
Giới hạn dưới |
|
k) |
|
|
|
Giới hạn trên và giới hạn dưới |
|
a Không có các giá trị mặc định nào và cũng không có bất kỳ nội dung chi tiết nào khác được xác định, đặc biệt là - không có chiều dài đánh giá mặc định; - không có chiều dài lấy mẫu mặc định, và - không có “quy tắc 16%” hoặc “quy tắc max”. b Các giá trị mặc định và các nội dung chi tiết chỉ được xác định cho các thông số Ra, Ry và Rz (chiều cao mười điểm) trong ISO 4287-1:1984 và ISO 4288:1985. Ngoài ra, đã có một vấn đề trong ISO 1302:1992, ở đó văn bản của bộ phận chính của tiêu chuẩn đòi hỏi cách ghi của chữ cái thứ hai của ký hiệu thông số phải được viết dưới dòng. Trong tất cả các minh họa, chữ cái thứ hai là chữ cái thường. Tất cả các tiêu chuẩn khác về nhám bề mặt tại thời điểm đó đã sử dụng chỉ số dưới dòng. c Các giá trị mặc định và các nội dung chi tiết được xác định cho đa số các thông số Ry đã được đặt tên lại là Rz. Thông số Rz cũ không được tiêu chuẩn hóa nữa. d Không được bao hàm. e Đã có một vấn đề trong (ISO 1302:1992), ở đó, điều D.3 có sự hiểu sai Ra 1,6 max. Ký hiệu thông số không phù hợp với định nghĩa của ký hiệu thông số trong điều 4 của ISO 4288:1985 đã yêu cầu Ramax 1,6. f Xem 5.9 của (ISO 4287-1:1984). |
||||

![]()
Hình I.1 - Các vị trí “´” và “a”
I.3. Nội dung của phụ lục C của ISO 1302:1992
Bảng I.2 là bảng sao lại của Bảng C.1 từ Phụ lục C của ISO 1302:1992 - được lấy từ 4.1.5 của ISO 1302:1978 - và được đưa ra ở đây để tham khảo “nhằm mục đích tránh hiểu sai các trị số và số cấp độ nhám trên bản vẽ đã không còn phù hợp với lần xuất bản này của ISO 1302”.
Bảng I.2- So sánh sai lệch trung bình cộng Ra và số cấp độ nhám- (Bảng C.1 của ISO 1302:1992)
|
Trị số độ nhám Ra |
Số cấp độ nhám (được cho trong các lần xuất bản trước của ISO1302) |
|
|
µm |
µin |
|
|
50 25 12,5 6,3 3,2 1,6 0,8 0,4 0,2 0,1 0,05 0,025 |
2000 1000 500 250 125 63 32 16 8 4 2 1 |
N12 N11 N10 N9 N8 N7 N6 N5 N4 N3 N2 N1 |
Phụ lục J
(tham
khảo)
Quan hệ với ma trận GPS
Để biết được đầy đủ nội dung chi tiết của ma trận GPS, xem ISO/TR 14638.
J.1. Thông tin về tiêu chuẩn này và việc sử dụng tiêu chuẩn
Tiêu chuẩn này đưa ra các công cụ để kiểm tra nhám bề mặt (trạng thái bề mặt) của một bề mặt bằng đặc tính rõ ràng, chính xác trên các bản vẽ kỹ thuật và văn bản kỹ thuật.
Tiêu chuẩn đưa ra mô tả ngắn gọn và tham chiếu tới giá trị mặc định, các quy tắc đặc biệt đối với cách ghi nhám bề mặt cho trong các tiêu chuẩn khác trong chuỗi các tiêu chuẩn về nhám bề mặt. Sự miêu tả ngắn gọn này giúp cho người thiết kế có thể cách ghi nhám bề mặt một cách rõ ràng, chính xác với sự cố gắng ở mức tối thiểu, đồng thời cũng giúp cho người đọc hiểu được đặc tính của nhám bề mặt đã cho, thực hiện hoặc kiểm tra các yêu cầu mà không có sai sót.
Tiêu chuẩn này cũng đưa ra các hướng dẫn giành riêng cho người thiết kế về cách sử dụng các khả năng cải tiến trong các tiêu chuẩn mới về nhám bề mặt GPS, được phát hành từ các lần xuất bản trước năm 1992.
Hơn nữa, tiêu chuẩn này đã đưa ra danh sách khá toàn diện về các thay đổi trong việc tiêu chuẩn hóa nhám bề mặt của ISO và nêu ra hệ quả của những thay đổi này đối với ý nghĩa của một đặc tính về nhám bề mặt. Thông tin về những thay đổi trong việc tiêu chuẩn hóa nhám bề mặt là cực kỳ quan trọng bởi vì tất cả các tiêu chuẩn khác về nhám bề mặt đều là các tiêu chuẩn mới và được ban hành từ lần xuất bản trước của ISO 1302. Bộ các tiêu chuẩn mới bao gồm các thay đổi chủ yếu và tạo ra toàn bộ các khái niệm mới, kết quả là, trong nhiều trường hợp, đã làm thay đổi ý nghĩa của một đặc tính về nhám bề mặt.
J.2. Vị trí trong ma trận GPS
Tiêu chuẩn này là một tiêu chuẩn chung về GPS có ảnh hưởng tới mắt xích 1 của chuỗi các tiêu chuẩn về profin độ nhám, profin độ sóng và profin ban đầu trong ma trận chung GPS như được minh họa trên Hình J.1.
J.3. Các tiêu chuẩn có liên quan
Các tiêu chuẩn quốc tế có liên quan là các tiêu chuẩn của chuỗi các tiêu chuẩn được cách ghi trên Hình J.1.
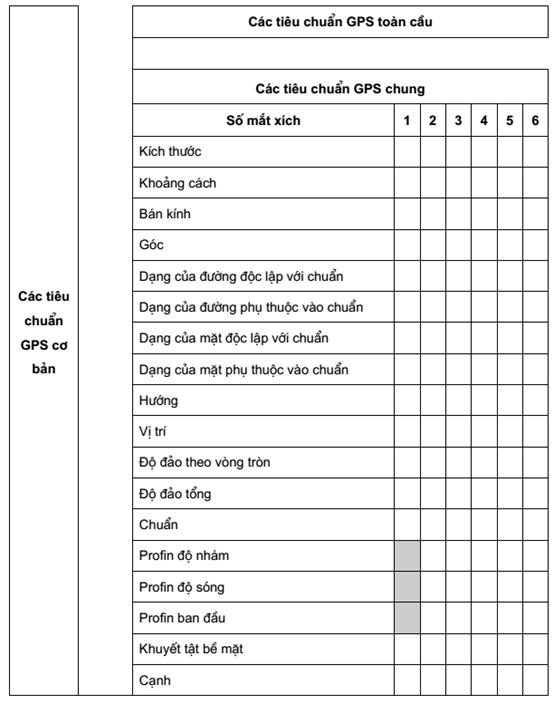
Hình J.1
Thư mục tài liệu tham khảo
[1] ISO 1456 -8), Metallic coatings - Electrodeposited coatings of nickel plus chromium and of copper plus nickel chromium (Lớp phủ kim loại - Các lớp mạ điện niken cộng với crom và đồng cộng với niken cộng với crom).
[2] ISO 5436-1:2000, Geometrical Product Specifications (GPS) - Surface texture: Profile method: Measurement standards - Pat 1: Material measures [Đặc tính hình học của sản phẩm (GPS) - Nhám bề mặt: Phương pháp Profin: Các tiêu chuẩn đo - Phần 1: Đo vật liệu].
[3] ISO 5436-2:2001, Geometrical Product Specifications (GPS) - Surface texture: Profile method: Measurement standards - Pat 2: Software measurement standards (Đặc tính hình học của sản phẩm (GPS) - Nhám bề mặt: Phương pháp profin: Các tiêu chuẩn đo - Phần 2: Các tiêu chuẩn về phần mềm đo).
[4] ISO 12179:2000, Geometrical Product Specifications (GPS) - Surface texture: Profile method - Calibration of contact (stylus) instruments [Đặc tính hình học của sản phẩm (GPS) - Nhám bề mặt: Phương pháp Profin - Hiệu chuẩn các dụng cụ đo tiếp xúc].
[5] ISO/TR 14638:1995, Geometrical Product Specifications (GPS) - Masterplan [Đặc tính hình học của sản phẩm (GPS) - Kế hoạch chỉ đạo].
1) Cho phép có quá trình gia công bất kỳ.
2) Cần cắt bỏ vật liệu.
3) Không cắt bỏ vật liệu.
4) Chiều dài đánh giá không đầy đủ cho các thông số độ sóng đang được xem xét trong dự thảo ISO/TC 213
8) Sẽ xuất bản (soát xét của ISO 1456:1988).