Tiêu chuẩn quốc gia TCVN 6408:1998 (ISO 2023:1994) về Giầy, ủng cao su - Ủng công nghiệp bằng cao su lưu hoá có lót - Yêu cầu Kỹ thuật
TCVN 6408:1998
ISO 2023:1994
GIẦY, ỦNG CAO SU - ỦNG CÔNG NGHIỆP BẰNG CAO SU LƯU HÓA CÓ LÓT - YÊU CẦU KỸ THUẬT
Rubber footwear - Lined industrial vulcanized-rubber boots - Specification
Lời nói đầu
TCVN 6408:1998 tương đương với ISO 2023:1994 với các thay đổi biên tập cho phép;
TCVN 6408:1998 do Ban kỹ thuật tiêu chuẩn TCVN/TC/94 Phương tiện bảo vệ cá nhân biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học Công nghệ và Môi trường (nay là Bộ Khoa học và Công nghệ) ban hành;
Tiêu chuẩn này được chuyển đổi năm 2008 từ Tiêu chuẩn Việt Nam cùng số hiệu thành Tiêu chuẩn Quốc gia theo quy định tại khoản 1 Điều 69 của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật và điểm a khoản 1 Điều 6 Nghị định số 127/2007/NĐ-CP ngày 1/8/2007 của Chính phủ quy định chi tiết thi hành một số điều của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật.
GIẦY, ỦNG CAO SU - ỦNG CÔNG NGHIỆP BẰNG CAO SU LƯU HÓA CÓ LÓT – YÊU CẦU KỸ THUẬT
Rubber footwear - Lined industrial vulcanized-rubber boots - Specification
1. Phạm vi và lĩnh vực áp dụng
Tiêu chuẩn này quy định các yêu cầu cho ủng công nghiệp bằng cao su lưu hóa có lót, cỡ đến mắt cá chân, nửa ống chân, dưới đầu gối và đến đầu gối dùng cho nam và nữ và ủng cao su có lót cao ba phần tư và cao đến hết đùi dùng cho nam.
Tiêu chuẩn này không quy định kiểu dáng của ủng.
2. Tiêu chuẩn trích dẫn
ISO 37:1994 Cao su lưu hóa hoặc nhiệt dẻo - Xác định các tính chất biến dạng ứng suất kéo.
ISO 132:1983 Cao su lưu hóa - Xác định sự gãy uốn.
ISO 188:1982 Cao su lưu hóa - Thử lão hóa hoặc độ bền nhiệt.
ISO 815:1991 Cao su lưu hóa hoặc nhiệt dẻo - Xác định khả năng chịu nén trong môi trường có nhiệt độ cao hoặc thấp.
ISO 10335:1990 Giầy, ủng cao su và chất dẻo - Thuật ngữ.
3. Định nghĩa
Các thuật ngữ về giầy, ủng theo quy định của ISO 10335:1990.
4. Yêu cầu về thiết kế
4.1. Mũ ủng
Mũ ủng phải gồm một hoặc nhiều lớp cao su và vải.
4.2. Độ dầy tối thiểu
Độ dầy của ủng ở tất cả các chi tiết không được nhỏ hơn giá trị tương ứng ghi ở Bảng 1 khi đo theo phương pháp mô tả ở Phụ lục A.
Trường hợp ở gót có các lỗ hổng bên trong, độ dầy tính từ mặt ngoài của đế (bao gồm cả các vân đế) đến nơi bắt đầu có lỗ hổng không được nhỏ hơn 9,0 mm.
4.3. Vật liệu và các chi tiết
4.3.1. Yêu cầu bắt buộc
4.3.1.1. Giây
Khi thử theo phương pháp mô tả ở Phụ lục B, giây phải có độ bền mài mòn trung bình không nhỏ hơn 11 000 chu kỳ.
Khi thử theo phương pháp mô tả ở Phụ lục C, giây phải có lực kéo đứt trung bình không nhỏ hơn 500 N.
Bảng 1 - Độ dầy, chiều cao tối thiểu
Kích thước tính bằng milimét
|
Chi tiết đo |
Độ dầy |
Chiều cao |
||
|
Tại các vân đế |
Giữa các vân đế |
Không có vân đế |
||
|
Mũ ủng Phủ mũi Phủ hậu Phủ các chỗ khác |
4,5 |
|
|
|
|
3,0 |
|
|
|
|
|
4,0 |
|
|
|
|
|
2,5 |
|
|
|
|
|
Đế trong, lớp độn và đế (của nam) |
|
13,0 |
|
9,0 |
|
Đế trong, lớp độn và đế (của nữ) |
|
11,0 |
|
9,0 |
|
Đế có vân (của nam) |
|
9,0 |
3,0 |
|
|
Đế có vân (của nữ) |
|
7,0 |
2,5 |
|
|
Đế không có vân |
|
|
|
5,0 |
|
Gót có vân (của nam) |
|
25,0 |
|
|
|
Gót có vân (của nữ) |
|
20,0 |
|
|
|
Gót không có vân |
|
|
|
20,0 |
4.3.1.2. Các chi tiết kim loại
Đối với giầy, ủng sử dụng trong môi trường dễ cháy hoặc dễ nổ, các chi tiết kim loại không được làm bằng nhôm, magiê hoặc titan. Cũng không được dùng bất kỳ một loại hợp kim nào có chứa một hoặc nhiều thành phần này, trừ khi tổng hàm lượng của ba thành phần này không vượt quá 15 % về khối lượng, và hàm lượng của magiê cùng với titan không vượt quá 6 % về khối lượng.
CHÚ THÍCH 1 - Giới hạn này nhằm để tránh nguy cơ phát tia lửa do ma sát giữa thép hoặc sắt vương vãi và những kim loại đã nêu trên.
4.3.2. Các yêu cầu để lựa chọn
Chiều cao của ủng: Chiều cao của ủng được ghi trong Phụ lục F.
5. Tính chất cơ lý
5.1. Độ bền kéo đứt của mũ ủng
Khi thử theo mô tả ở Phụ lục D, độ bền kéo đứt phải phù hợp với Bảng 2.
Bảng 2 - Độ bền kéo đứt tối thiểu của mũ ủng
|
|
Độ bền kéo đứt tối thiểu - hướng dọc và ngang N/25 mm |
|
Vải dệt thoi |
250 |
|
Vải dệt kim |
180 |
5.2. Độ bền uốn của mũ ủng sau khi lão hóa
Cắt bốn miếng mẫu thử từ chiều dài của ủng, hai miếng theo chiều dài và hai miếng theo chiều ngang, và sau khi lão hóa trong 168 h ở 70oC ± 1oC theo phương pháp sấy của ISO 188, tiến hành thử theo mô tả ở Phụ lục E.
Tất cả bốn mẫu thử phải chịu được số chu kỳ uốn liên tục nêu trong Bảng 3 mà không có lỗ nhỏ hoặc nứt khi nhìn bằng mắt thường, và phải đáp ứng được các yêu cầu cấp 1 hoặc cấp 2 của ISO 132.
Khi xem xét các mẫu thử, chỉ lưu ý đến các dấu hiệu hư hại ở những phần chịu uốn. Không tính đến những nếp gấp dạng thỏi, lỗ chân kim hoặc vết nứt tạo ra do hư hỏng của máy.
Bảng 3 - Số lần uốn tối thiểu của mũ ủng
|
Độ dầy của từng miếng mẫu thử riêng biệt mm |
Số lần uốn |
|
|
Ủng làm thủ công |
Ủng đúc |
|
|
≤ 2,0 > 2,0 nhưng ≤ 2,25 > 2,25 |
125 000 110 000 90 000 |
75 000 50 000 40 000 |
5.3. Độ bền kéo đứt và độ giãn đứt của đế ngoài và gót
Đế ngoài và gót phải được làm mỏng thành các tấm hoặc miếng bằng cách mài hoặc lạng mỏng.
Các tấm hoặc miếng phải có kích thước và độ dày vừa đủ để có thể cắt một lượng tối đa mười miếng mẫu thử cỡ tiêu chuẩn. Độ bền kéo đứt và độ giãn đứt của đế ngoài và gót phải được xác định theo ISO 37. Loại mẫu thử hình quả tạ phải được ghi rõ trong báo cáo kết quả. Trong số mười miếng mẫu thử, năm miếng mẫu phải được lão hóa trước khi thử.
Phải thử ba miếng mẫu thử và giá trị trung bình của ba kết quả phải phù hợp với Bảng 4. Nếu giá trị trung bình của các kết quả thấp hơn giá trị tương ứng trong Bảng 4, và cùng lúc giá trị cao nhất lại cao hơn giá trị tương ứng trong Bảng 4, khi đó phải thử hai mẫu khác.
Bảng 4 - Độ bền kéo đứt và độ giãn đứt của đế ngoài và gót
|
Độ dày của đế ngoài mm |
Độ bền kéo đứt (min) MPa |
Độ giãn đứt (min) % |
|
≤9,0 |
8,5 |
250 |
|
> 9,0 nhưng ≤ 10,0 |
8,0 |
225 |
|
> 10,0 nhưng ≤ 11,0 |
7,5 |
200 |
|
> 11,0 |
7,0 |
200 |
|
Gót |
7,0 |
200 |
Sau khi xử lý lão hóa như mô tả ở Bảng 5, giá trị trung bình của độ bền kéo đứt và độ giãn đứt, so với các giá trị trung bình tương ứng không lão hóa, không được biến đổi lớn hơn giá trị cho trong Bảng 5.
Bảng 5 - Biến đổi giá trị độ bền kéo đứt và độ giãn đứt sau khi lão hóa của đế ngoài và gót
|
Xử lý lão hóa |
Biến đổi tối đa sau khi lão hóa |
|
|
Độ bền kéo đứt |
Độ giãn đứt |
|
|
168 h ở 70oC ± 1oC phù hợp với phương pháp sấy của ISO 188 |
± 20 % của giá trị không lão hóa |
- 30 % đến + 10 % của giá trị không lão hóa |
5.4. Độ co sau khi nén của gót
Khi thử theo ISO 815 ở 70oC ± 1oC trong 24 h có sử dụng các miếng mẫu thử nhỏ được bôi trơn, các mẫu lấy ở gót phải có độ co sau khi nén không quá 50 %.
6. Yêu cầu về rò rỉ và ngâm
6.1. Yêu cầu
Khi thử ủng theo mô tả ở 6.2, không được có sự rò rỉ không khí. Đối với trường hợp ủng cỡ đến mắt cá chân, nếu có rò rỉ không khí ở phần các lỗ để xỏ dây giầy hoặc miếng đệm thì vẫn không xem là một khuyết tật nhưng những ủng như vậy phải qua phép thử ngâm như mô tả trong 6.3, khi đó nước không được ngấm vào bên trong ủng.
6.2. Cách tiến hành thử rò rỉ
Bịt kín miệng ủng, nén không khí vào bên trong ủng tới áp suất 10 kPa. Sau đó ngâm ủng vào nước cách mép trên của ống ủng 75 mm và xem xét rò rỉ của bọt khí.
6.3. Phương pháp thử ngâm ủng cỡ đến mắt cá chân
Ngâm ủng vào nước cách mép trên của ống ủng 75 mm trong thời gian 16 h. Lấy ủng ra và quan sát xem có nước ngấm vào bên trong ủng không.
7. Ghi nhãn
Mỗi sản phẩm giầy, ủng phải có nhãn dễ đọc và khó tẩy xóa với nội dung sau:
a) Cỡ, đóng dấu trên mặt trong, hoặc đúc, hoặc ghi trên chỗ thắt của đế ngoài;
b) Dấu hiệu nhận biết nhà sản xuất hoặc nhà cung cấp;
c) Nước xuất xứ;
d) Số hiệu tiêu chuẩn áp dụng, đóng vào mặt trong của ủng;
e) Tiếp tố “H” nếu như đáp ứng các yêu cầu quy định ở 4.3.1.2 đối với các chi tiết kim loại.
Phụ lục A
(quy
định)
Đo độ dày tối thiểu
A.1. Thiết bị
Các thiết bị đo thích hợp phải được chọn từ những thiết bị nêu ở A.1.1 đến A.1.4.
A.1.1. Panme có thước đo chính xác đến 0,1 mm.
A.1.2. Kính hiển vi di chuyển, chính xác đến 0,1 mm.
A.1.3. Kính lúp quang học, với thang chia độ có các vạch chia 0,1 mm. A.1.4 Thước thép, chia độ thành milimét.
A.2. Chuẩn bị đo đế trong, lớp độn, đế và gót
Cắt ủng theo chiều dọc và vuông góc với bề mặt, qua tâm đế, trên một đường kéo từ tâm của mũi đến tâm của gót.
Xác định đường trung tâm, minh họa ở Hình A.1, bằng cách đặt ủng trên bề mặt ngang và dựa vào một mặt phẳng thẳng đứng sao cho nó chạm vào cạnh của đế ở các điểm A và B trên mặt trong của ủng. Dựng hai mặt phẳng thẳng đứng nữa thẳng góc với mặt phẳng thẳng đứng ban đầu sao cho chúng gặp đế ở các điểm X và Y. Kéo một đường qua X và Y. Đường này là đường trung tâm của phần trước ủng.
A.3. Cách tiến hành
A.3.1. Mũ ủng
Tiến hành bốn phép đo độ dày tổng cộng của cao su và vải đối xứng xung quanh miệng ủng, cách bên dưới đường viền miệng ủng không nhỏ hơn 3 mm và không lớn hơn 15 mm. Trong trường hợp ủng có phần nối thêm, tiến hành đo, cách không nhỏ hơn 3 mm và không lớn hơn 15 mm bên dưới dải nối.
A.3.2. Phủ mũi
Đo độ dày tổng cộng của cao su và vải không tính vân, trong khoảng 6 mm của đường trung tâm ủng tính từ mũi.
Khi có một mũi giầy bảo vệ gắn vào ủng, đo độ dày tổng cộng của cao su và vải, không tính vân, từ bề mặt ngoài của mũi giầy bảo vệ.
A.3.3. Phủ hậu
Đo độ dày tổng cộng của cao su và vải, không tính vân, trong khoảng 6 mm của đường trung tâm ủng, tính từ gót.
A.3.4. Phủ các chỗ khác
Tiến hành bốn phép đo độ dày tổng cộng của cao su và vải, không tính vân tại những điểm đối xứng xung quanh ủng ở các khu vực phủ nhưng không đo ở các khu vực gót và mũi.
A.3.5. Đế trong, lớp độn và đế
Đo độ dày tổng cộng của đế trong, lớp độn và đế trên mặt cắt từ mặt trên của đế trong đến mặt ngoài của đế ngoài. Đo tại 3 điểm cách xa nhau ở các vị trí gồm cả vân đế và ở giữa các vân đế.
A.3.6. Đế
Đo độ dày của đế trên mặt cắt, từ mặt dưới của đế trong và lớp độn tại ba điểm cách xa nhau ở các vị trí gồm cả vân đế và ở giữa chúng.
A.3.7. Gót
Đo độ dày của gót trên mặt cắt bao gồm cả vân đế theo chiều thẳng góc từ mặt dưới của đế trong và lớp độn đến một điểm cách 10 mm so với đáy của cạnh sau của gót.
A.4. Biểu thị kết quả
Biểu thị các kết quả riêng biệt bằng milimét, chính xác đến 0,1 mm.
Hình A.1 - Đường trung tâm của ủng
Phụ lục B
(quy
định)
Xác định độ bền mài mòn của dây giầy
B.1. Thiết bị
B.1.1. Máy mài mòn dây giầy như minh họa ở Hình B.1
Máy được thiết kế sao cho một đoạn dây chịu thử có thể tạo thành một vòng thòng lọng và được giữ bằng kẹp (A) có thể được di chuyển theo đường nằm ngang ra phía sau và trước với khoảng di chuyển là 35 mm bằng một tay quay chuyển động do một bánh xe quay quay với tốc độ đều là 60 vòng/phút. Một đầu của đoạn dây thứ hai được cố định vào kẹp (B) ở cách kẹp (A) 310 mm khi chúng ở điểm gần nhất. Đầu kia được cho qua thòng lọng và được cố định trên giá đỡ (C). Một tải trọng 250 g (W) được treo ở đầu dây sao cho dây được giữ căng trong suốt chu kỳ mài mòn. Tại vị trí thử được lắp một máy đếm, máy này dừng lại khi đoạn dây thử bị đứt. Máy cũng có thể được lắp một rơle chuyển mạch máy đếm điều chỉnh trước, để khi cần có thể dừng máy sau một số chu kỳ đã định trước.
B.2. Môi trường điều hòa và thử
Dây được để ổn định trong 48 h ở nhiệt độ 23oC ± 1oC và độ ẩm tương đối 65 % ± 2 %. Tiến hành thử trong điều kiện môi trường tương tự.
B.3. Mẫu thử
Từ những dây đã được ổn định, cắt sáu cặp mẫu thử, một dây của mỗi cặp dài khoảng 200 mm và dây kia dài khoảng 500 mm. Nếu có đủ dây, cắt mỗi mẫu thử từ mỗi dây riêng biệt.
B.4. Cách tiến hành
Để từng mẫu thử trong số sáu mẫu lần lượt theo trình tự sau đây. Trước khi kẹp mỗi mẫu thử, quay cơ cấu điều khiển bằng tay cho đến khi các kẹp A và B ở vị trí gần nhau nhất. Kẹp mẫu thử vào máy như mô tả ở B.1. Khi tất cả các vị trí của máy đã được chất tải, quay máy qua một chu kỳ bằng tay để kiểm tra xem mẫu thử có bị cọ xát bởi mẫu kia trong suốt chu kỳ hay không.
Khởi động máy và để máy chạy liên tục cho đến khi đoạn mẫu thử đứt. Ghi lại số chu kỳ cần thiết để một đoạn mẫu thử bị mài mòn hết.
B.5. Biểu thị kết quả
Tính trung bình cộng của sáu phép đo. Kết quả là số chu kỳ làm đứt dây.
Hình B.1 - Máy mài mòn dây giầy
Phụ lục C
(quy
định)
Xác định lực kéo đứt dây
C.1. Thiết bị
C.1.1. Máy kéo đứt có tốc độ kéo không đổi 100 mm/min ± 20 mm/min và thang đo lực từ 0 N đến 1 000 N. Máy phải có những phương tiện để kẹp chặt dây (ngàm kẹp hoặc kẹp kiểu trụ neo tầu), kẹp sử dụng không được là loại dễ gây đứt mẫu bất thường.
C.2. Mẫu thử
Cắt ba đoạn dây đủ để có được một chiều dài thử là 200 mm giữa các kẹp, nếu vật liệu thử được cung cấp là những dây để chung với nhau, cắt mỗi đoạn mẫu thử từ một dây khác nhau.
C.3. Môi trường điều hòa và thử
Ổn định mẫu thử trong 48 h ở nhiệt độ 23oC ± 1oC và độ ẩm tương đối 65 % ± 2 %. Tiến hành thử trong điều kiện môi trường tương tự.
C.4. Cách tiến hành
Kẹp một đoạn mẫu thử trong các trụ hoặc trong miệng kẹp sao cho khoảng cách giữa các tâm của trụ hoặc cạnh của kẹp là 200 mm. Cho máy chạy với tốc độ kéo không đổi là 100 mm/min và ghi lại lực cần kéo đứt mẫu thử.
Nếu có đoạn mẫu thử đứt ở sát miệng kẹp thì bỏ kết quả đó và tiến hành phép thử mới.
C.5. Biểu thị kết quả
Tính trung bình cộng của ba phép đo, kết quả tính là lực kéo đứt mẫu, tính bằng Newton.
Phụ lục D
(quy
định)
Xác định độ bền kéo đứt của mũ ủng
D.1. Thiết bị
D.1.1. Máy thử kéo với tốc độ kéo không đổi và có khả năng chỉ báo hoặc tốt nhất là ghi lại tải trọng tối đa đặt vào mẫu thử khi đứt. Điểm chính giữa của hai miệng kẹp của máy phải ở trên trục kéo, các cạnh trước phải thẳng góc với đường trục kéo và các mặt kẹp của chúng phải trong cùng một mặt phẳng. Các miệng kẹp phải giữ chặt miếng mẫu, không được để mẫu trượt và phải được thiết kế sao cho chúng không kẹp đứt hoặc làm yếu miếng mẫu thử và phải rộng hơn miếng mẫu thử đã được chuẩn bị. Tốc độ kéo phải là 100 mm/min ± 10 mm/min.
D.2. Miếng mẫu thử
Cắt các miếng mẫu thử từ phần mũ hoặc phần lắc của ủng sao cho mẫu thử có chiều rộng 25 mm và chiều dài thích hợp để có thể kẹp vào giữa hai miệng kẹp của máy thử kéo với khoảng cách 75 mm.
Cắt ba miếng mẫu thử theo chiều dài và ba miếng mẫu thử theo chiều rộng của vải. Khi chiều cao của sản phẩm không đủ để cắt mẫu thử có chiều dài tự do 75 mm giữa hai đầu kẹp, có thể cắt mẫu thử có chiều dài tự do 25 mm giữa hai đầu kẹp.
D.3. Cách tiến hành
Đặt lần lượt từng miếng mẫu thử vào máy kéo và đo lực cần thiết để kéo đứt mỗi miếng mẫu thử.
D.4. Biểu thị kết quả
Lực kéo đứt của mũ ủng cả theo chiều dài và chiều rộng được biểu thị bằng trị số trung bình, tính bằng Newtơn, của lực kéo đứt ba miếng mẫu thử. Ghi lại kích thước của miếng mẫu thử đã dùng.
Phụ lục E
(quy
định)
Xác định độ bền uốn
E.1. Thiết bị
E.1.1. Panme có thước đo chính xác đến 0,1 mm.
E.1.2. Máy uốn: Máy có những đặc trưng cơ bản sau:
Máy có một bộ phận cố định, song có thể điều chỉnh được với miệng kẹp rộng 25 mm để giữ cố định một đầu của mỗi miếng mẫu thử. Bộ phận khác tương tự di chuyển tịnh tiến qua lại, có các kẹp giữ đầu kia của mỗi miếng mẫu thử.
Phần chuyển động của máy được đặt sao cho chuyển động tịnh tiến của nó ở trên cùng mặt phẳng với đường trục của các kẹp và hành trình của kẹp được điều chỉnh sao cho khoảng cách giữa hai bộ kẹp gần nhau nhất là 13 mm ± 1 mm và xa nhau nhất là 57 mm ± 1 mm.
Bánh lệch tâm tạo chuyển động tịnh tiến, chuyển động nhờ một động cơ có tốc độ không đổi, tạo ra số lần uốn 340 đến 400 lần/phút và có đủ khả năng để có thể uốn một lúc 12 miếng mẫu hoặc ít nhất là 6 miếng mẫu.
Các miếng mẫu thử phải sắp xếp làm hai nhóm bằng nhau sao cho nhóm này đang bị uốn thì nhóm kia đang bị kéo thẳng, nhờ vậy máy ít bị rung. Các kẹp phải giữ chặt miếng mẫu thử và điều chỉnh được một cách riêng rẽ.
Thiết bị thử phải để xa mọi nguồn ôzôn.
E.2. Miếng mẫu thử
Miếng mẫu thử phải có kích thước như quy định ở Hình E.1.
Cắt bốn miếng mẫu thử tại nơi mỏng nhất của mũ ủng có phần vải ít nếp gấp nhất.
Phải cắt cẩn thận để miếng mẫu thử trơn, sạch.
Đo độ dày của các mẫu thử ở mỗi góc và ở điểm giữa bằng panme có thước đo. Độ dày của mẫu thử là giá trị trung bình của năm lần đo, tính chính xác đến 0,1 mm.
E.3. Lắp mẫu thử vào máy
Gấp miếng mẫu đối xứng qua trục chính sao cho mặt cao su của mẫu ở phía ngoài. ở trạng thái bị gấp, đưa một đầu thon nhỏ của miếng mẫu thử vào kẹp cố định sao cho trục trung tâm của miếng mẫu thử ở giữa các kẹp cố định và chuyển động tịnh tiến khi chúng ở cách xa nhau nhất. Cả hai đầu thon nhỏ phải thẳng hàng với các kẹp tương ứng của chúng. Để thuận tiện, các đầu thon nhỏ của miếng mẫu thử có thể được đánh dấu ở các điểm kẹp nhằm dóng thẳng hàng mẫu thử một cách đúng đắn trong các kẹp. Xiết chặt kẹp, đưa đầu kia của miếng mẫu thử vào kẹp chuyển động tịnh tiến và xiết chặt.
Không được kéo căng miếng mẫu thử.
Hình E.2 cho thấy sự bố trí của máy và miếng mẫu thử trong quá trình uốn.
E.4. Cách tiến hành
Thực hiện số lần uốn theo quy định. Ghi lại số các chu kỳ uốn đã thực hiện bằng một máy đếm chu kỳ hoạt động do một trong những kẹp chuyển động tịnh tiến. Một lần uốn được thực hiện nhờ hoàn thành một lần chuyển động tịnh tiến của kẹp. Nhiệt độ môi trường trong quá trình thử là 23oC ± 2oC.
Lấy miếng mẫu thử ra và xem xét những lỗ kim và vết nứt.
E.5. Biểu thị kết quả
Ghi lại số lần uốn thực hiện, độ dày của miếng mẫu thử, hoặc bất kỳ lỗ kim hoặc vết nứt nào nhìn thấy được bằng mắt thường ở mỗi miếng mẫu đã thử.
Kích thước tính bằng milimét
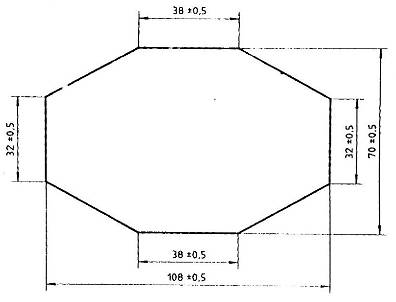
Hình E.1 - Mẫu thử uốn
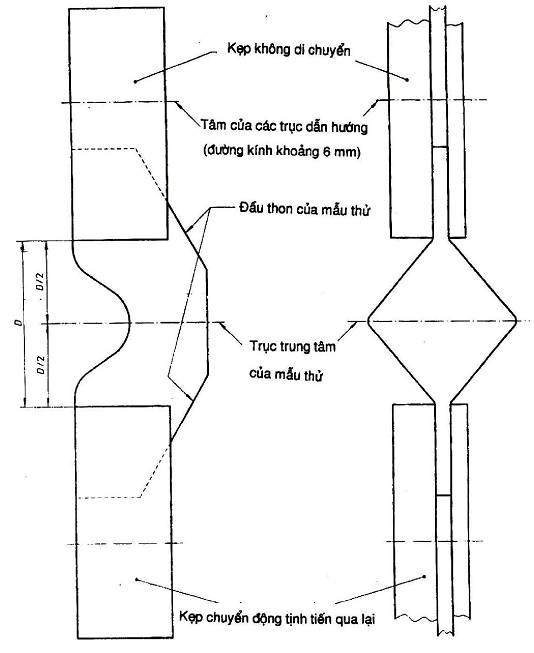
Hình E.2 - Bố trí của máy và mẫu thử trong quá trình uốn
Phụ lục F
(tham
khảo)
Chiều cao của ủng
Chiều cao của ủng thuộc phạm vi tiêu chuẩn này được đưa ra trong Bảng F.1. Chiều cao phải đo ở mặt trong phía sau ủng, từ đế đến mép trên, bao gồm cả phần kéo dài mềm dẻo.
Bảng F.1 - Chiều cao ủng
Kích thước tính bằng milimét
|
Phép đo |
Chiều cao |
|
|
Của nam |
Của nữ |
|
|
Đến mắt cá chân Nửa ống chân Dưới đầu gối Đến đầu gối Đến ba phần tư đùi Đến hết đùi |
115 đến 179 180 đến 239 240 đến 329 330 đến 429 640 đến 699 tối thiểu 700 |
115 đến 152 153 đến 203 204 đến 279 280 đến 380 - - |
|
CHÚ THÍCH - Thỏa thuận giữa các bên có liên quan về chiều cao danh nghĩa của ủng và dung sai cho phép là hoạt động thương mại thông thường. |
||