Tiêu chuẩn quốc gia TCVN 11027:2015 (ISO 295:2004) về Chất dẻo - Đúc ép mẫu thử vật liệu nhiệt rắn
TIÊU CHUẨN QUỐC GIA
TCVN 11027:2015
ISO 295:2004
CHẤT DẺO - ĐÚC ÉP MẪU THỬ VẬT LIỆU NHIỆT RẮN
Plastics - Compression moulding of test specimens of thermosetting materials
Lời nói đầu
TCVN 11027:2015 hoàn toàn tương đương ISO 295:2004.
TCVN 11027:2015 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC61 Chất dẻo biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
CHẤT DẺO - ĐÚC ÉP MẪU THỬ VẬT LIỆU NHIỆT RẮN
Plastics - Compression moulding of test specimens of thermosetting materials
1. Phạm vi áp dụng
Tiêu chuẩn này:
- thiết lập nguyên tắc chung và quy trình chuẩn bị mẫu thử của vật liệu nhiệt rắn được đúc gia nhiệt và đúc áp lực từ các tổ hợp đúc khác nhau;
- quy định chi tiết đối với việc chuẩn bị mẫu thử được bao gồm báo cáo thử nghiệm về các tính chất;
- đưa ra nguyên tắc chung đối với thiết kế khuôn để chuẩn bị mẫu thử.
Các điều kiện được yêu cầu cho việc chuẩn bị, có tính tái lập đối với mẫu thử sẽ cho ra các kết quả so sánh được thảo luận liên quan đến vật liệu đang xem xét.
Phương pháp áp dụng đối với tổ hợp đúc nhiệt rắn dạng bột (PMC) có gốc nhựa phenolic, chất dẻo amin, melamin/phenol, epoxy và polyeste không no. Do bản chất của một số tổ hợp đúc nhất định, tính chất chảy của chúng hoặc các yếu tố biến đổi khác, có thể cần phải chuẩn bị mẫu thử theo phương pháp đặc biệt. Việc chuẩn bị theo phương pháp đặc biệt thông thường theo sự thỏa thuận giữa các bên liên quan và được ghi lại trong báo cáo đúc.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau đây là cần thiết để áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 6039-1:2015 (ISO 1183-1:2012) Chất dẻo - Xác định khối lượng riêng của chất dẻo không xốp - Phần 1: Phương pháp ngâm, phương pháp Picnomet lỏng và phương pháp chuẩn độ.
ISO 472, Plastics - Vocabulary (Chất dẻo - Từ vựng).
ISO 3167, Plastics - Multipurpose test specimens (Chất dẻo - Mẫu thử đa mục đích).
ISO 4287, Geometrical Product Specifications (GPS) - Surface texture: Profile method - Terms, definitions and surface texture parameters [Đặc tính hình học của sản phẩm (GPS) - Kết cấu bề mặt: Phương pháp biên dạng - Thuật ngữ, định nghĩa và thông số kết cấu bề mặt].
ISO 14526-1, Plastics - Phenolic powder moulding compounds (PF-PMCs) - Part 1: Designation system and basis for specifications [Chất dẻo - Tổ hợp đúc phenolic dạng bột (PF-PMC) - Phần 1: Hệ thống ký hiệu và cơ sở cho yêu cầu kỹ thuật].
ISO 14526-2, Plastics - Phenolic powder moulding compounds (PF-PMCs) - Part 2: Preparation of test specimens and determination of properties [Chất dẻo - Tổ hợp đúc phenolic dạng bột (PF-PMC) - Phần 2: Chuẩn bị mẫu thử và xác định các tính chất].
ISO 14526-3, Plastics - Phenolic powder moulding compounds (PF-PMCs) - Part 3: Requirements for selected moulding compounds (Chất dẻo - Tổ hợp đúc phenolic dạng bột (PF-PMC) - Phần 3: Các yêu cầu đối với tổ hợp đúc được lựa chọn).
ISO 14527-1, Plastics - Urea-formaldehyde and urea/melamine-formaldehyde powder moulding compounds (UF- and UF/MF-PMCs) - Part 1: Designation system and basis for specifications [Chất dẻo - Tổ hợp đúc ure-fomadehyt và ure/melamin fomandehyt dạng bột (UF-và UF/MF-PMC) - Phần 1: Ký hiệu và cơ sở cho yêu cầu kỹ thuật].
ISO 14527-2, Plastics - Urea-formaldehyde and urea/melamine-formaldehyde powder moulding compounds (UF- and UF/MF-PMCs) - Part 2: Preparation of test specimens and determination of properties [Chất dẻo - Tổ hợp đúc ure-fomadehyt và ure/melamin fomandehyt dạng bột (UF-và UF/MF-PMC) - Phần 2: Chuẩn bị mẫu thử và xác định các tính chất].
ISO 14527-3, Plastics - Urea-formaldehyde and urea/melamine-formaldehyde powder moulding compounds (UF- and UF/MF-PMCs) - Part 3: Requirements for selected moulding compounds [Chất dẻo - Tổ hợp đúc ure-fomadehyt và ure/melamin fomandehyt dạng bột (UF-và UF/MF-PMC) - Phần 3: Các yêu cầu đối với tổ hợp đúc được lựa chọn)].
ISO 14528-1, Plastics - Melamine-formaldehyde powder moulding compounds (MF-PMCs) - Part 1: Designation system and basis for specifications (Chất dẻo - Tổ hợp đúc melamin-fomandehyt dạng bột (MF-PMC) - Phần 1: Hệ thống ký hiệu và cơ sở cho yêu cầu kỹ thuật].
ISO 14528-2, Plastics - Melamine-formaldehyde powder moulding compounds (MF-PMCs) - Part 2: Preparation of test specimens and determination of properties [Chất dẻo - Tổ hợp đúc melamin-fomandehyt dạng bột (MF-PMC) - Phần 2: Chuẩn bị mẫu thử và xác định các tính chất].
ISO 14528-3, Plastics - Melamine-formaldehyde powder moulding compounds (MF-PMCs) - Part 3: Requirements for selected moulding compounds [Chất dẻo - Tổ hợp đúc melamin-fomandehyt dạng bột (MF-PMC) - Phần 3: Các yêu cầu đối với tổ hợp đúc được lựa chọn].
ISO 14529-1, Plastics - Melamine/phenolic powder moulding compounds (MP-PMCs) - Part 1: Designation system and basis for specifications [Chất dẻo - Tổ hợp đúc melamin/phenolic dạng bột (MP-PMC) - Phần 1: Hệ thống ký hiệu và cơ sở cho yêu cầu kỹ thuật].
ISO 14529-2, Plastics - Melamine/phenolic powder moulding compounds (MP-PMCs) - Part 2: Preparation of test specimens and determination of properties [Chất dẻo - Tổ hợp đúc melamin/ phenolic dạng bột (MP-PMC) - Phần 2: Chuẩn bị mẫu thử và xác định các tính chất].
ISO 14529-3, Plastics - Melamine/phenolic powder moulding compounds (MP-PMCs) - Part 3: Requirements for selected moulding compounds [Chất dẻo - Tổ hợp đúc melamin/phenolic dạng bột (MP-PMC) - Phần 3: Các yêu cầu đối với tổ hợp đúc được lựa chọn].
ISO 14530-1, Plastics - Unsaturated-polyester powder moulding compounds (UP-PMCs) - Part 1: Designation system and basis for specifications (Chất dẻo - Tổ hợp đúc polyeste không no dạng bột (UP-PMC) - Phần 1: Hệ thống ký hiệu và cơ sở cho yêu cầu kỹ thuật].
ISO 14530-2, Plastics - Unsaturated-polyester powder moulding compounds (UP-PMCs) - Part 2: Preparation of test specimens and determination of properties [Chất dẻo - Tổ hợp đúc polyeste không no dạng bột (UP-PMC) - Phần 2: Chuẩn bị mẫu thử và xác định các tính chất].
ISO 14530-3, Plastics - Unsaturated-polyester powder moulding compounds (UP-PMCs) - Part 3: Requirements for selected moulding compounds [Chất dẻo - Tổ hợp đúc polyeste không no dạng bột (UP-PMC) - Phần 3: Các yêu cầu đối với tổ hợp đúc được lựa chọn].
ISO 15252-1, Plastics - Epoxy powder moulding compounds (EP-PMCs) - Part 1: Designation system and basis for specifications [Chất dẻo - Tổ hợp đúc epoxy dạng bột (EP-PMC) - Phần 1: Hệ thống ký hiệu và cơ sở cho yêu cầu kỹ thuật].
ISO 15252-2, Plastics - Epoxy powder moulding compounds (EP-PMCs) - Part 2: Preparation of test specimens and determination of properties [Chất dẻo - Tổ hợp đúc epoxy dạng bột (EP-PMC) - Phần 2: Chuẩn bị mẫu thử và xác định các tính chất].
ISO 15252-3, Plastics - Epoxy powder moulding compounds (EP-PMCs) - Part 3: Requirements for selected moulding compounds [Chất dẻo - Tổ hợp đúc epoxy dạng bột (EP-PMC) - Phần 3: Các yêu cầu đối với tổ hợp đúc được lựa chọn].
3. Thuật ngữ và định nghĩa
Trong tiêu chuẩn áp dụng các thuật ngữ và định nghĩa trong ISO 472 và các thuật ngữ, định nghĩa sau:
3.1. Chênh lệch nhiệt độ theo không gian (spatial temperature differences)
Chênh lệch nhiệt độ tồn tại đồng thời tại các điểm khác bên trong khuôn sau khi thiết bị điều chỉnh nhiệt độ được cài đặt tại nhiệt độ đã cho và sau khi đạt được trạng thái cân bằng nhiệt không đổi.
3.2. Chênh lệch nhiệt độ theo thời gian (temporal temperature differences)
Chênh lệch nhiệt độ có thể xuất hiện tại một điểm đơn lẻ đã biết bên trong khuôn tại các thời điểm khác nhau sau khi thiết bị điều chỉnh nhiệt độ được cài đặt tại nhiệt độ đã cho và sau khi đạt được trạng thái cân bằng nhiệt không đổi.
3.3. Thời gian khâu mạch hay thời gian đóng rắn (crosslingking time or cure time)
Khoảng thời gian giữa lúc kết thúc hoạt động đóng khuôn và bắt đầu hoạt động mở khuôn.
CHÚ THÍCH: Trong thực tế, thời gian khâu mạch thường được tính là từ thời điểm khi áp suất đạt đến giá trị quy định.
4. Thiết bị, dụng cụ
4.1. Khuôn ép, bằng thép, có khả năng chịu được nhiệt độ và áp suất đúc theo quy định.
Khuôn phải được thiết kế sao cho lực ép được truyền vào vật liệu đúc mà không bị thất thoát đáng kể. Khuôn ép có thể là khuôn loại một ổ hoặc nhiều ổ. Hình 1 thể hiện ví dụ về khuôn dương một ổ. Ổ của khuôn có thể có hình dạng của mẫu thử đa mục đích theo ISO 3167. Trong một số trường hợp, ví dụ, đối với vật liệu đúc là chất dẻo amin, khuôn bán dương là thích hợp hơn, thậm chí áp suất trên vật liệu đúc không thể xác định rõ. Trong trường hợp này, độ dày mẫu thử phải được điều chỉnh bằng cách sử dụng miếng chêm trên đường phân khuôn.
Ổ khuôn có thể có hình dạng khác nhau, ví dụ tấm vuông, hình đĩa hoặc mẫu thử đa mục đích theo ISO 3167.
Đối với bột đúc, nên sử dụng khuôn một ổ “loại E TCVN 11027 (ISO 295)” có kích thước 120 mm x 120 mm. Trong báo cáo đúc, tấm được ký hiệu là “loại Eh TCVN 11027 (ISO 295)”, trong đó h là độ dày tính bằng milimét (ví dụ, “loại E4 TCVN 11027 (ISO 295)” đối với có độ dày 4 mm và kích thước 120 mm x 120 mm).
Đa số phương pháp thử yêu cầu độ dày 4 mm, tuy nhiên, đối với một vài phương pháp thử, ví dụ phép đo một số tính chất điện, có thể yêu cầu tấm mỏng hơn. Khi có tranh chấp, phải sử dụng kích thước được quy định trong quy trình thử nghiệm.
Việc sử dụng tấm cho phép mẫu thử theo yêu cầu cắt được bằng máy. Mẫu thử không được lấy từ cạnh của tấm. Lề 10 mm được khuyến nghị sử dụng.
Bề mặt khuôn phải không bị nhiễm bẩn hoặc hư hại trên bề mặt và có độ nhám Ra trong khoảng 0,4 µm và 0,8 µm, (xem ISO 4287). Mạ crom là không cần thiết nhưng mạ có thể ngăn ngừa dính khuôn.
Góc có cạnh vát, nếu có, không được lớn hơn 3° (xem Hình 1). Khe hở giữa vách thẳng của ổ và vách của khuôn không được quá 0,1 mm (xem Hình 1). Kích thước e’ được tính sao cho không có rủi ro làm hư hại khuôn khi khuôn không có vật liệu.
Khuôn phải có ổ đủ thể tích (xem Hình 1) để cho phép nạp toàn bộ vật liệu trong một lần thao tác. Vật liệu đúc dạng khối có thể tích từ hai đến mười lần so với thể tích của vật đúc.
Kích thước tính bằng milimét
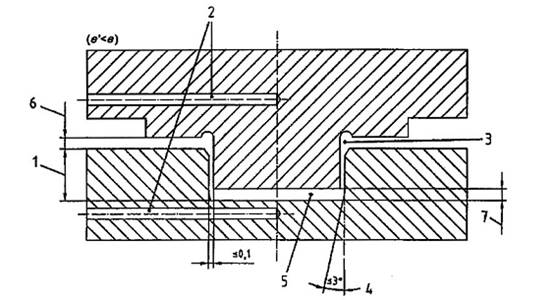
CHÚ DẪN:
1. chiều sâu của ổ khuôn
2. lỗ cho que dò và nhiệt kế
3. khe hở
4. cạnh xiên
5. ổ khuôn
6. kích thước e’
7. kích thước e
Hình 1 - Ví dụ về khuôn dương một ổ
Khuôn có thể được lắp chốt đẩy. Nếu các chốt đẩy được sử dụng (xem Hình 2), chúng không được làm biến dạng mẫu thử. Nếu các phần được đẩy ra bằng đáy có thể chuyển động được của khuôn (xem Hình 3), không được để xảy ra rò rỉ đáng kể vật liệu tại chỗ nỗi giữa đáy và vách ổ.
Do mặt mẫu đúc tiếp xúc với mặt khuôn dưới được gia nhiệt với thời gian dài hơn trong quá trình giữa đổ và ép, có thể đánh giá hai mặt mẫu thử được phân biệt bằng cách đánh dấu cố định trong ổ. Sử dụng đánh dấu trong ổ khuôn cũng có thể giúp nhận biết hướng mà mẫu thử được lấy ra khỏi bàn ép, nếu cần thiết. Ví dụ về cách đánh dấu ổ được nêu trong Phụ lục A.
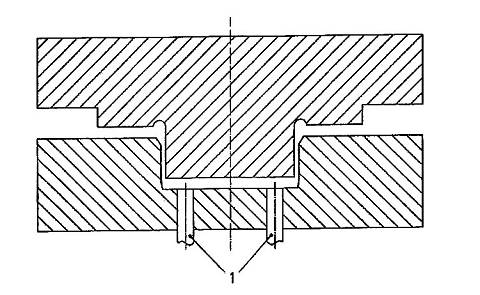
CHÚ DẪN:
1 chốt đẩy
Hình 2 - Ví dụ về khuôn có chốt đẩy
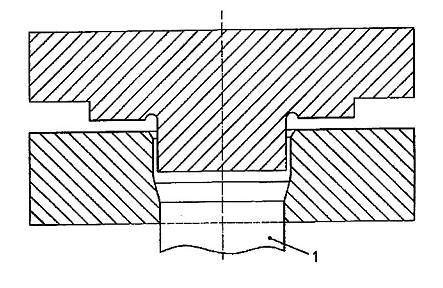
CHÚ DẪN:
1 đáy có thể di chuyển được
Hình 3 - Ví dụ về khuôn đúc có đáy có thể di chuyển được
4.2. Thiết bị gia nhiệt, có khả năng gia nhiệt khuôn sao cho nhiệt độ đúc không đổi và đồng nhất ở tất cả các phần của khuôn trong dung sai đã được quy định.
Khuôn có thể được gia nhiệt hoặc qua bàn ép hoặc bằng dụng cụ gắn liền (ví dụ bộ phận gia nhiệt bằng chất lỏng tuần hoàn hoặc bằng điện). Trong trường hợp bộ phận gia nhiệt bằng điện, khuôn phải được cách nhiệt khỏi bàn ép bằng tấm vật liệu cách nhiệt. Vì lý do thực tế, nói chung tốt hơn nên gia nhiệt khuôn bằng điện.
4.3. Thiết bị điều chỉnh nhiệt độ khuôn, có khả năng đảm bảo rằng nhiệt độ yêu cầu tối đa được duy trì không đổi trong toàn bộ khuôn với độ chính xác ± 3 °C, nghĩa là dao động của nhiệt độ khuôn theo thời gian và không gian không vượt quá ± 3 °C (xem 3.1 và 3.2).
4.4. Máy đúc ép, có khả năng đảm bảo áp suất quy định được áp dụng và duy trì trong suốt toàn bộ thời gian đóng rắn. Máy ép có thể được vận hành thủ công hoặc được lập trình.
Tốt hơn nên sử dụng bàn ép có hai tốc độ đóng:
- tốc độ nhanh khi tiếp cận (ví dụ: 200 mm/s đến 400 mm/s) để tránh đóng rắn sớm của vật liệu trước khi đóng khuôn;
- tốc độ chậm khi đóng (ví dụ: 5 mm/s) để ngăn không khí hoặc khí bị giữ lại.
Khuôn phải có thể đóng trong 15 s trước khi điều áp để tránh đóng rắn sớm của vật liệu.
CHÚ THÍCH: Áp suất dầu po, tính bằng megapascal, được thể hiện trên áp kế để đạt được áp suất quy định p, tính bằng megapascal, được tính theo công thức sau:
![]()
trong đó
A là diện tích của đầu trục ép, tính bằng mét vuông;
A1 là tổng diện tích của các ổ đúc, tính bằng mét vuông.
4.5. Đồng hồ bấm giờ, có khả năng đọc chính xác đến 1 s.
4.6. Thiết bị đo nhiệt độ khuôn, như nhiệt kế bức xạ hoặc muối nóng chảy, có độ chính xác quy định.
4.7. Cân, có độ chính xác đến 0,1 g.
4.8. Bộ gá làm nguội: tấm bằng kim loại có độ dày khoảng 20 mm, có diện tích tối thiểu bằng với mẫu thử và khối lượng đủ để ngăn mẫu thử bị cong vênh trong quá trình làm nguội sau khi lấy ra khỏi khuôn (xem Điều 8).
5. Ổn định vật liệu trước khi đúc
Trước khi đúc, mẫu, đại diện của vật liệu được thử nghiệm, phải được sấy khô hoặc lưu giữ theo chỉ dẫn của nhà cung cấp.
Vật liệu đúc yêu cầu bảo quản trong hộp kín phải được lưu giữ theo các điều kiện để tránh sự thay đổi về hàm lượng chất bay hơi hoặc hấp thu hơi ẩm.
Nếu phải lưu giữ vật liệu, việc lưu giữ này phải được thực hiện theo các yêu cầu của nhà cung cấp.
6. Chuẩn bị nạp
Nếu thể tích của vật liệu được đúc quá lớn đối với thể tích buồng tải mẫu, vật liệu này có thể được tạo hình trước ở dạng viên. Các điều kiện ép viên phải được ghi lại trong báo cáo đúc.
7. Điều kiện đúc
7.1. Quy định chung
Nếu không có các yêu cầu kỹ thuật cụ thể, áp suất và nhiệt độ đúc, cũng như thời gian đóng rắn, phải như nêu trong tiêu chuẩn cụ thể đối với vật liệu được thực hiện:
- nhựa phenolic, theo ISO 14526;
- chất dẻo amin, theo ISO 14527 và ISO 14528;
- melamin/phenol, theo ISO 14529;
- epoxy, theo ISO 15252;
- polyester không no, theo ISO 14530.
Các điều kiện đúc và xử lý trước được tóm tắt trong Bảng 1.
Do bản chất của tổ hợp đúc cụ thể, đặc tính chảy của chúng và các yếu tố khác, có thể cần phải chuẩn bị mẫu thử bằng phương pháp đặc biệt. Phương pháp đặc biệt phải theo sự thỏa thuận giữa các bên liên quan và phải được ghi lại trong báo cáo đúc.
Bảng 1 - Các điều kiện đúc khuôn và xử lý trước
|
Điều kiện |
Loại vật liệu đúc |
||||
|
Vật liệu đúc phenolic |
Vật liệu đúc chất dẻo amin |
Epoxy |
Polyeste không no |
||
|
Ure-fomandehyt |
Melami-fomandehyt |
||||
|
Xử lý trước |
|||||
|
Sấy khô bằng tủ sấy (7.2) |
Cho phép |
Không khuyến nghị |
Không khuyến nghị |
||
|
Tạo hạt |
Cho phép |
||||
|
Gia nhiệt trước bằng sóng cao tần (7.3) |
Cho phép |
Không khuyến nghị |
|||
|
Hóa dẻo trước (7.4) |
Cho phép |
Không khuyến nghị |
|||
|
Thông khí |
Cho phép |
Không cần thiết |
Không khuyến nghị |
||
|
Đúc |
|||||
|
Nhiệt độ, tính bằng độ C |
Như được tham chiếu trong tiêu chuẩn liên quan đến vật liệu được thử nghiệm (xem 7.1) |
||||
|
Áp suất, tính bằng megapascal |
|||||
|
Thời gian đóng rắn, tính bằng giây |
|||||
|
Khuôn |
|||||
|
Hoàn thiện bề mặt |
Hoàn thiện bề mặt Ra = 0,4 µm đến 0,8 µm |
||||
|
Mạ crom |
Nên sử dụng |
Yêu cầu phải có |
|||
7.2. Sấy khô
Vật liệu đúc là phenolic và chất dẻo amin có thể được sấy khô. Vật liệu phải được dàn ra thành một lớp mỏng và sấy khô trong tủ sấy theo các điều kiện sau:
- vật liệu đúc là phenolic: 30 min tại (90 ± 3) °C hoặc (105 ± 3) °C;
- vật liệu đúc là chất dẻo amin: 60 min tại (90 ± 3) °C.
Vật liệu phải được đúc ngay sau khi lấy ra khỏi tủ sấy. Điều kiện sấy khô phải được lập thành điều khoản theo thỏa thuận giữa các bên liên quan và điều kiện này phải được ghi lại trong báo cáo đúc.
7.3. Gia nhiệt trước bằng sóng cao tần
Gia nhiệt trước bằng sóng cao tần có thể được thực hiện trong trường hợp vật liệu đúc là epoxy, phenolic, chất dẻo amin và polyeste dạng hạt khô. Điều này cho phép giảm thời gian đóng rắn. Vật liệu đã được gia nhiệt trước phải được đúc ngay sau khi gia nhiệt. Điều kiện gia nhiệt bằng sóng cao tần phải được lập thành điều khoản theo thỏa thuận của các bên liên quan và điều kiện này phải được ghi lại trong báo cáo đúc.
7.4. Hóa dẻo trước
Hóa dẻo trước được cho phép thực hiện trong trường hợp vật liệu đúc là epoxy, phenolic và chất dẻo amin. Điều này đảm bảo sự đồng nhất của vật liệu về nhiệt và cơ học. Vật liệu được hóa dẻo trước phải được đúc ngay sau khi hóa dẻo. Điều kiện hóa dẻo trước phải được lập thành điều khoản theo thỏa thuận của các bên liên quan và điều kiện này phải được ghi lại trong báo cáo đúc.
7.5. Chất chống dính khuôn
Nhìn chung, vật liệu đúc kết hợp với chất bôi trơn nội để tạo thuận lợi cho việc dỡ khuôn.
Chất chống dính khuôn, nghĩa là chất được sử dụng để tạo thuận lợi cho việc dỡ ra khỏi khuôn, chỉ có thể được sử dụng nếu chất này cho thấy không có ảnh hưởng đến của mẫu thử đúc. Yêu cầu này đặc biệt áp dụng khi mẫu thử phải trải qua thử nghiệm như đối với các tính chất điện, vị giác, màu hoặc phân tích kính quang phổ, những thử nghiệm có thể bị ảnh hưởng bởi chất chống dính khuôn. Nếu chất chống dính khuôn được sử dụng, chất này phải được đề cập đến trong báo cáo đúc.
7.6. Thông khí
Cần phải mở khuôn để cho thông khí và điều này phải được ghi lại trong báo cáo đúc.
8. Cách tiến hành
a) Xác định điều kiện đúc được sử dụng (xem Điều 7).
b) Đợi cho đến khi nhiệt độ đạt đến mức không đổi trong phạm vi ± 3 °C.
c) Kiểm tra nhiệt độ trong ổ, ví dụ sử dụng nhiệt kế bức xạ hoặc muối nóng chảy (xem 4.6).
d) Chuẩn bị nạp theo Điều 6 và 7.
e) Cân lượng vật liệu theo yêu cầu để đạt được độ dày mẫu thử như mong đợi. Khối lượng này tương ứng với tích số của khối lượng riêng nhân với thể tích mẫu thử mà đã được bổ sung vào phần tổn thất bavia theo xác định bằng phép thử trước.
f) Cho vật liệu vào trong ổ và đóng bàn ép (4.4). Để thoáng khí, nếu cần thiết.
CHÚ THÍCH: Trong trường hợp bàn ép được lập trình điều khiển, hoạt động để mở và thông khí là tự động.
g) Bắt đầu đồng hồ bấm giờ (4.5) càng sớm càng tốt để áp suất đạt đến giá trị quy định.
h) Khi thời gian đóng rắn kết thúc, mở bàn ép (xem chú thích). Lấy mẫu ra khỏi khuôn ngay lập tức và trừ khi không có quy định khác về phương pháp thử, để mẫu trên giá đỡ dẫn nhiệt kém và để nguội ở dưới tấm kim loại được sử dụng làm khuôn làm mát (4.8).
i) Kiểm tra vật đúc đạt theo yêu cầu theo các tiêu chí đúc, hình dáng bên ngoài, không bị xốp, phai màu, bavia và cong vênh. Nếu cần thiết, kiểm tra khối lượng riêng theo quy định trong TCVN 6039-1 (ISO 1183-1).
9. Độ chụm
Tiêu chuẩn này chưa có số liệu về độ chụm.
10. Báo cáo đúc
Báo cáo đúc phải viện dẫn tiêu chuẩn này, nghĩa là TCVN 11027:2015 (ISO 295:2004) và phải bao gồm tất cả các thông tin được nêu trong Bảng 2.
Bảng 2 - Thông tin có trong báo cáo đúc
|
Dạng vật lý của vật liệu được đúc |
|
||
|
Xử lý trước |
Sấy khô |
Không có |
|
|
Thời gian |
|
||
|
Nhiệt độ |
|
||
|
Tạo hạt |
Áp suất |
|
|
|
Nhiệt độ |
|
||
|
Khối lượng hạt |
|
||
|
Kích cỡ hạt |
|
||
|
Gia nhiệt bằng sóng cao tần |
Năng lượng gia nhiệt trước |
|
|
|
Thời gian |
|
||
|
Cường độ dòng điện |
|
||
|
Số hạt |
|
||
|
Nhiệt độ hạt |
|
||
|
Hóa dẻo trước |
Nhiệt độ xylanh |
|
|
|
Áp suất động lực |
|
||
|
Tốc độ trục vít |
|
||
|
Nhiệt độ của vật liệu |
|
||
|
Đúc ép |
Nhiệt độ |
|
|
|
Dụng cụ đo nhiệt độ |
|
||
|
Áp suất |
|
||
|
Thời gian đóng rắn |
|
||
|
Thông khí |
|
||
|
Khuôn |
Loại |
|
|
|
Số ổ |
|
||
|
Mạ crom |
|
||
|
Dụng cụ gia nhiệt |
|
||
Phụ lục A
(Tham khảo)
Đánh dấu mẫu thử
Mục đích của việc đánh dấu là để:
- phân biệt giữa các mặt của mẫu thử;
- xác định hướng mà mẫu thử được lấy ra khỏi bàn ép.
Các đường kẻ được khắc song song và gần với cạnh ổ (và sau đó là tấm đúc khuôn) được sử dụng. Trong trường hợp nhiều ổ, một đường kẻ biểu thị ổ số 1, hai đường kẻ biểu thị ổ số 2, v.v... (xem Hình A.1).
Đường kẻ phải được định vị gần với hai cạnh vuông góc với nhau, nghĩa là bên ngoài diện tích thử nghiệm của mẫu thử.
Chiều rộng của các đường vuông góc nên khác nhau, phụ thuộc vào hướng (biểu thị là mẫu thử được đánh dấu bằng đường kẻ mỏng đã được lấy theo một hướng và mẫu thử được đánh dấu bằng đường kẻ lớn hơn đã được lấy theo hướng vuông góc, do đó tránh bất cứ sự nhầm lẫn nào (xem Hình A.1).
Đường kẻ chỉ cần có thể nhìn thấy được (nghĩa là không được khắc quá sâu) để tránh làm tổn hại bề mặt ổ và bị dính tại thời điểm lấy tấm ra khỏi khuôn.
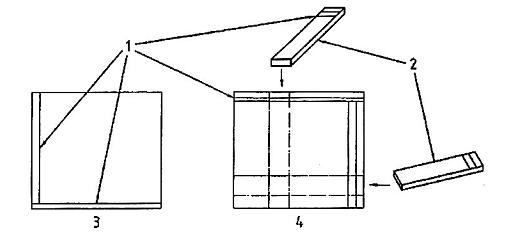
CHÚ DẪN:
|
1 |
đường đánh dấu |
3 |
ổ 1 |
|
2 |
mẫu thử |
4 |
ổ 2 |
Hình A.1 - Vị trí của đường kẻ đánh dấu
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] ISO 2577, Plastics - Thermosetting moulding materials - Determination of shrinkage (Chất dẻo - Vật liệu đúc nhiệt rắn - Xác định độ co ngót).
[2] TCVN 11023 (ISO 2818), Chất dẻo - Chuẩn bị mẫu thử bằng máy.
[3] ISO 10350-1, Plastics - Acquysition and presentation of comparable single-point data - Part 1: Moulding materials (Chất dẻo - Thu thập và trình bày dữ liệu đơn điểm có thể so sánh được - Phần 1: Vật liệu đúc).
[4] ISO 10724-1, Plastics - Injection moulding of test specimens of thermosetting powder moulding compounds (PMCs) - Part 1: General principles and moulding of multipurpose test specimens (Chất dẻo - Đúc phun mẫu thử tổ hợp đúc nhiệt rắn dạng bột (PMC) - Phần 1: Nguyên tắc chung và đúc khuôn mẫu thử đa mục đích).
[5] ISO 10724-2, Plastics - Injection moulding of test specimens of thermosetting powder moulding compounds (PMCs) - Part 2: Small plates (Đúc phun mẫu thử tổ hợp đúc nhiệt rắn dạng bột (PMC) - Phần 2: Tấm nhỏ).
[6] ISO 11403-1:1994, Plastics - Acquysition and presentation of comparable multipoint data -Part 1: Mechanical properties (Chất dẻo - Thu thập và trình bày dữ liệu đa điểm có thể so sánh được - Phần 1: Các tính chất cơ học).
[7] ISO 11403-2:1995, Plastics - Acquysition and presentation of comparable multipoint data - Part 2: Thermal and processing properties (Chất dẻo - Thu thập và trình bày dữ liệu đa điểm có thể so sánh được - Phần 2: Các tính chất nhiệt và gia công).
[8] ISO 11403-3, Plastics - Acquysition and presentation of comparable multipoint data - Part 3: Environmental influences on properties (Chất dẻo - Thu thập và trình bày dữ liệu đa điểm có thể so sánh được - Phần 3: Ảnh hưởng của môi trường lên các tính chất).
MỤC LỤC
Lời nói đầu
1. Phạm vi áp dụng
2. Tài liệu viện dẫn
3. Thuật ngữ và định nghĩa
4. Thiết bị, dụng cụ
5. Ổn định vật liệu trước khi đúc
6. Chuẩn bị nạp
7. Điều kiện đúc
7.1. Quy định chung
7.2. Sấy khô
7.3. Gia nhiệt trước bằng sóng cao tần
7.5. Chất chống dính khuôn
7.6. Thông khí
8. Cách tiến hành
9. Độ chụm
10. Báo cáo đúc
Phụ lục A (Tham khảo) Đánh dấu mẫu thử
Thư mục tài liệu tham khảo